
Optimization of Friction Stir Welding Parameters in Hybrid Additive Manufacturing: Weldability of 3D-Printed Poly(methyl methacrylate) Plates



_Kechagias.jpg)
Abstract
:1. Introduction
2. Materials and Methods
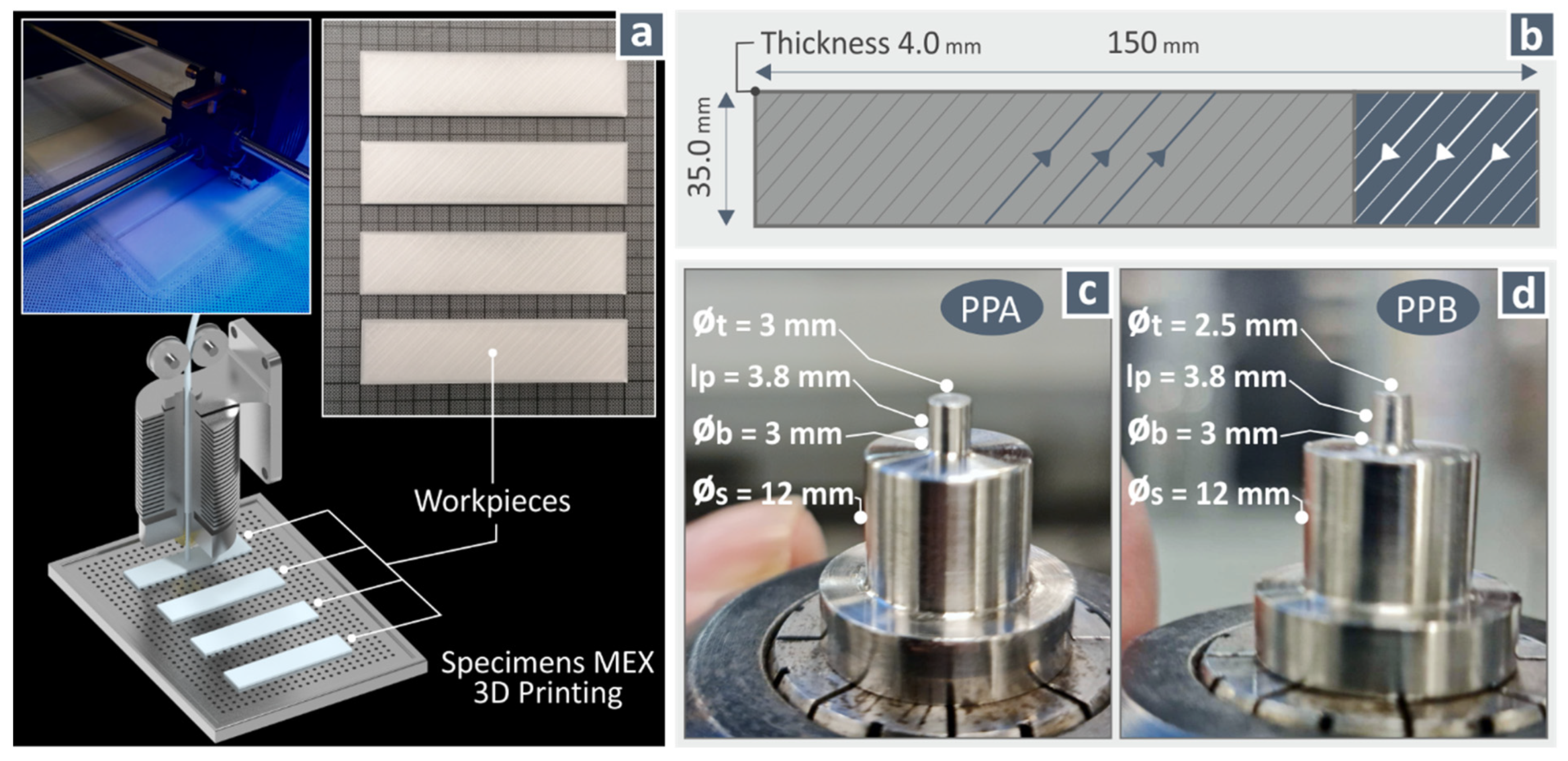
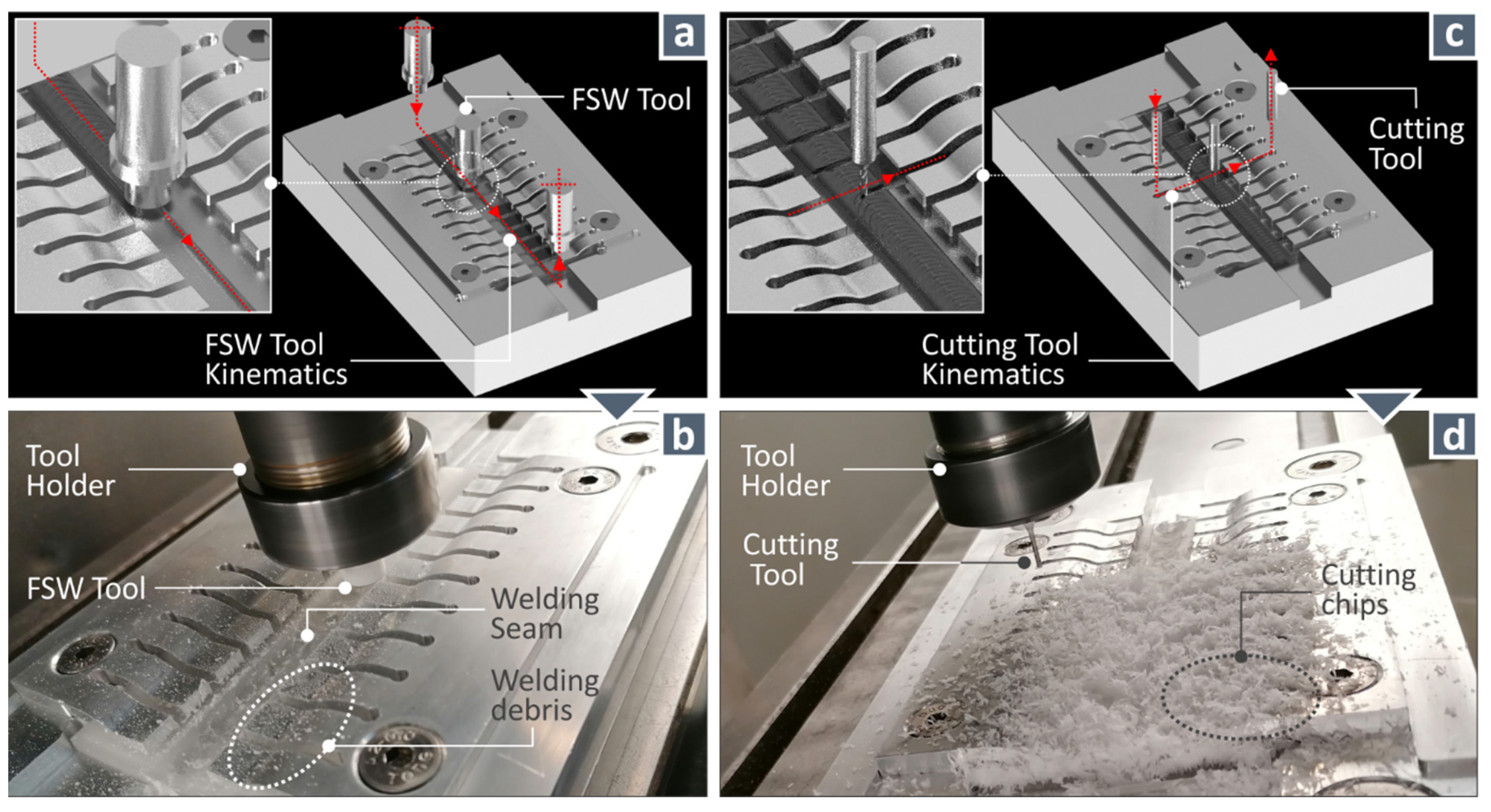
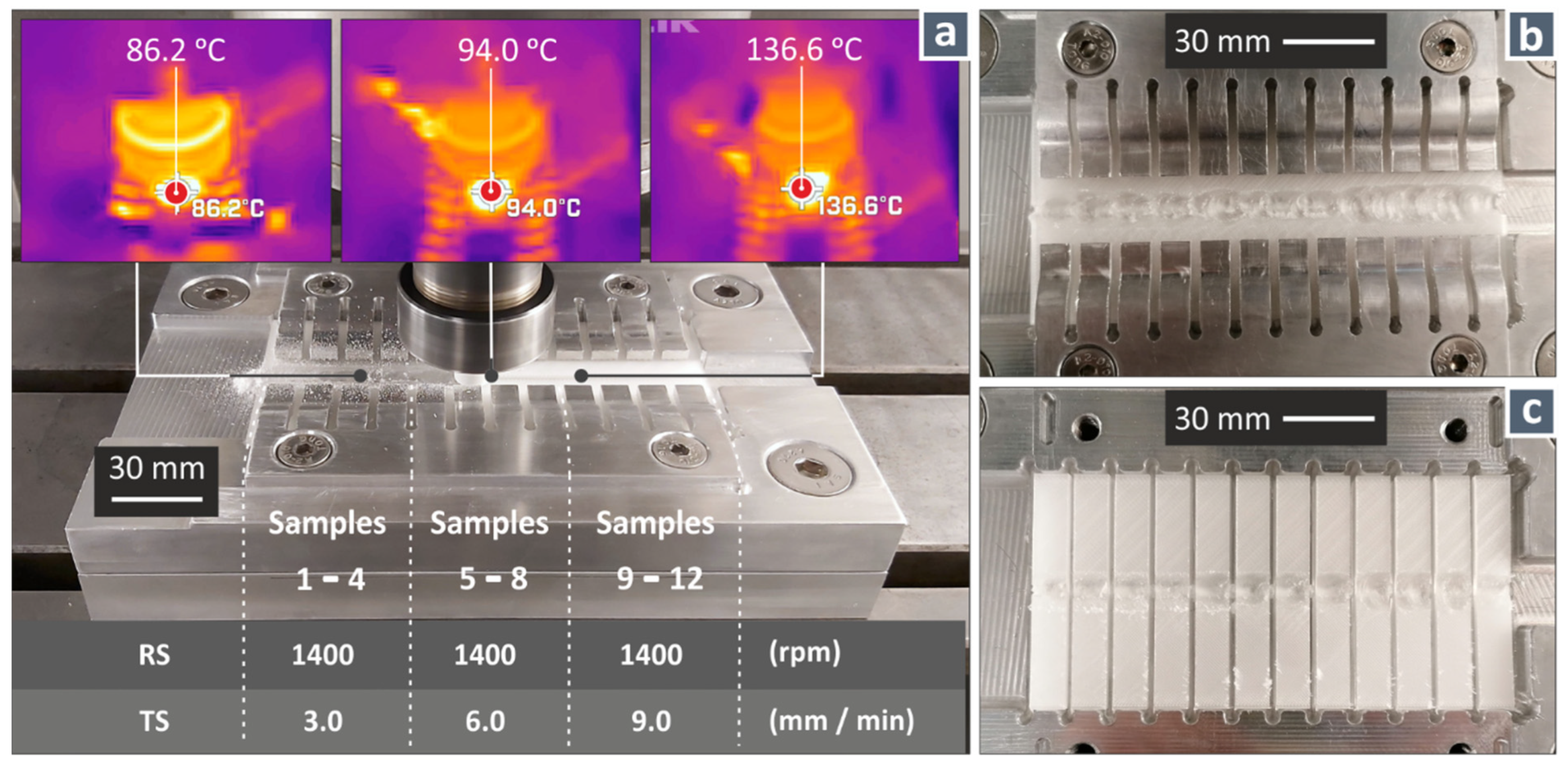
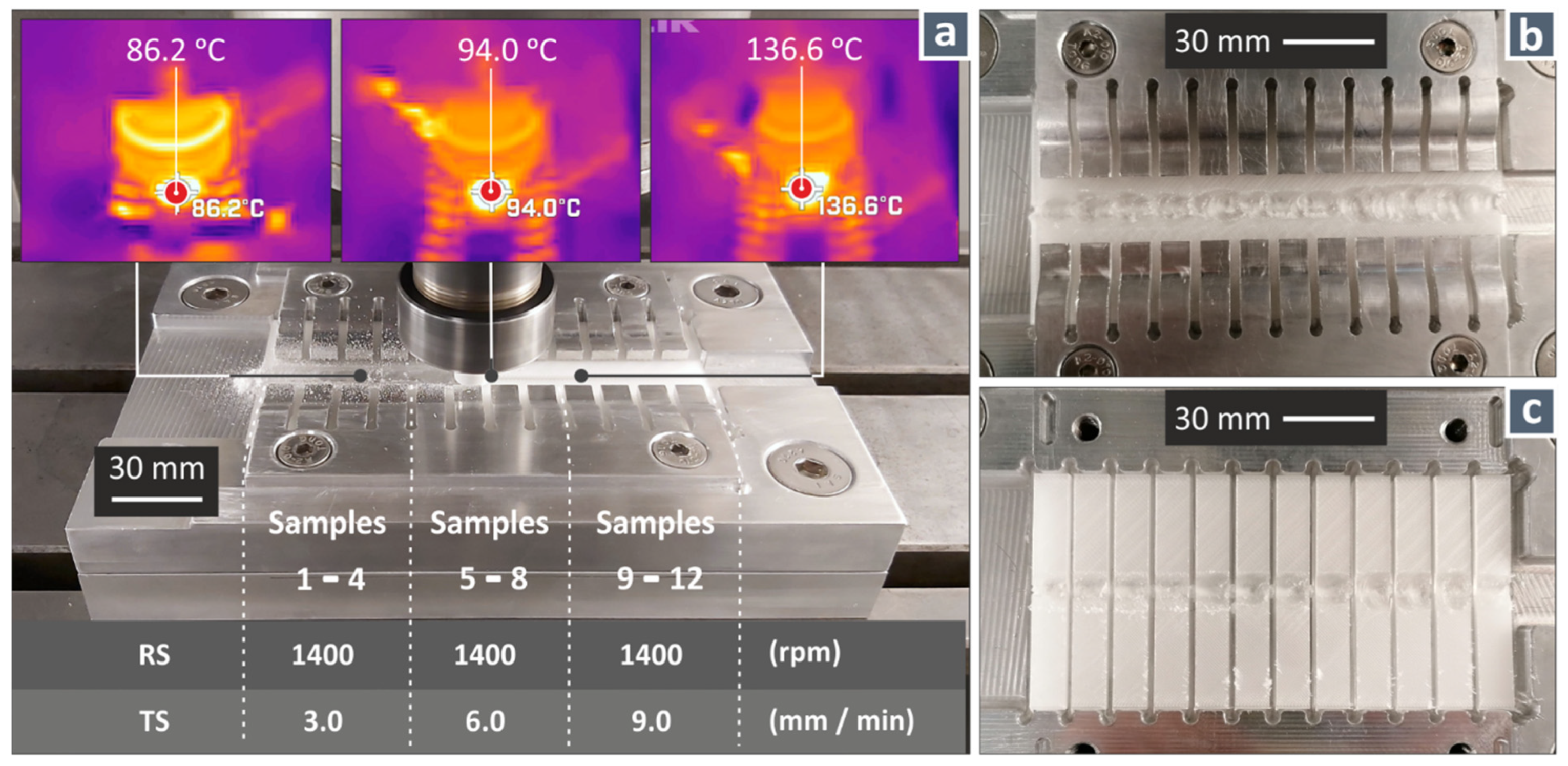
2.1. Experimental Setup
2.2. Design of Experiments
2.3. Evaluation of the Experimental Process
3. Results and Discussion
3.1. FSW Process Experiments and Evaluation
3.2. Statistical Modeling and Optimization of the Results of the Mechanical Tests
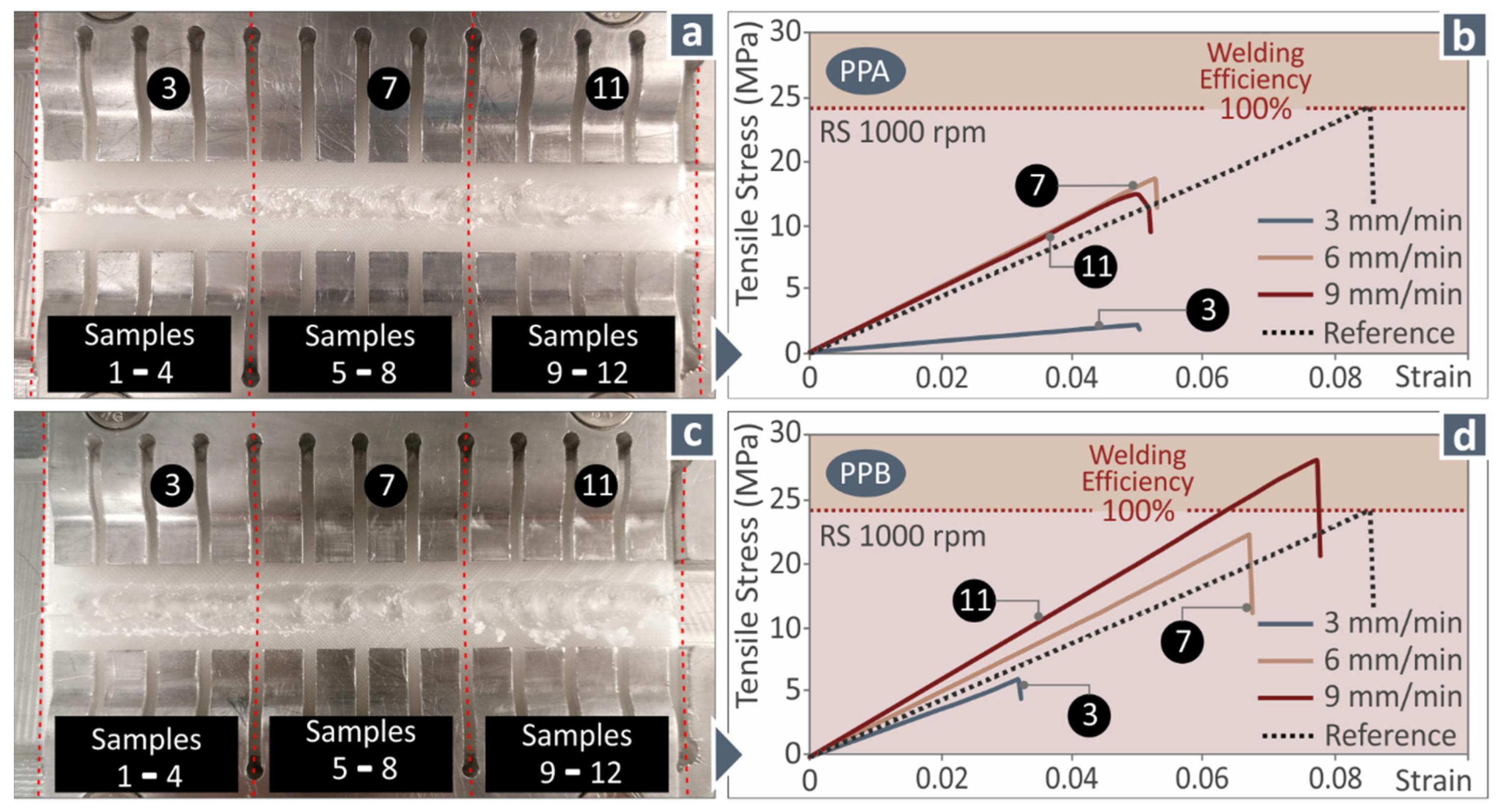
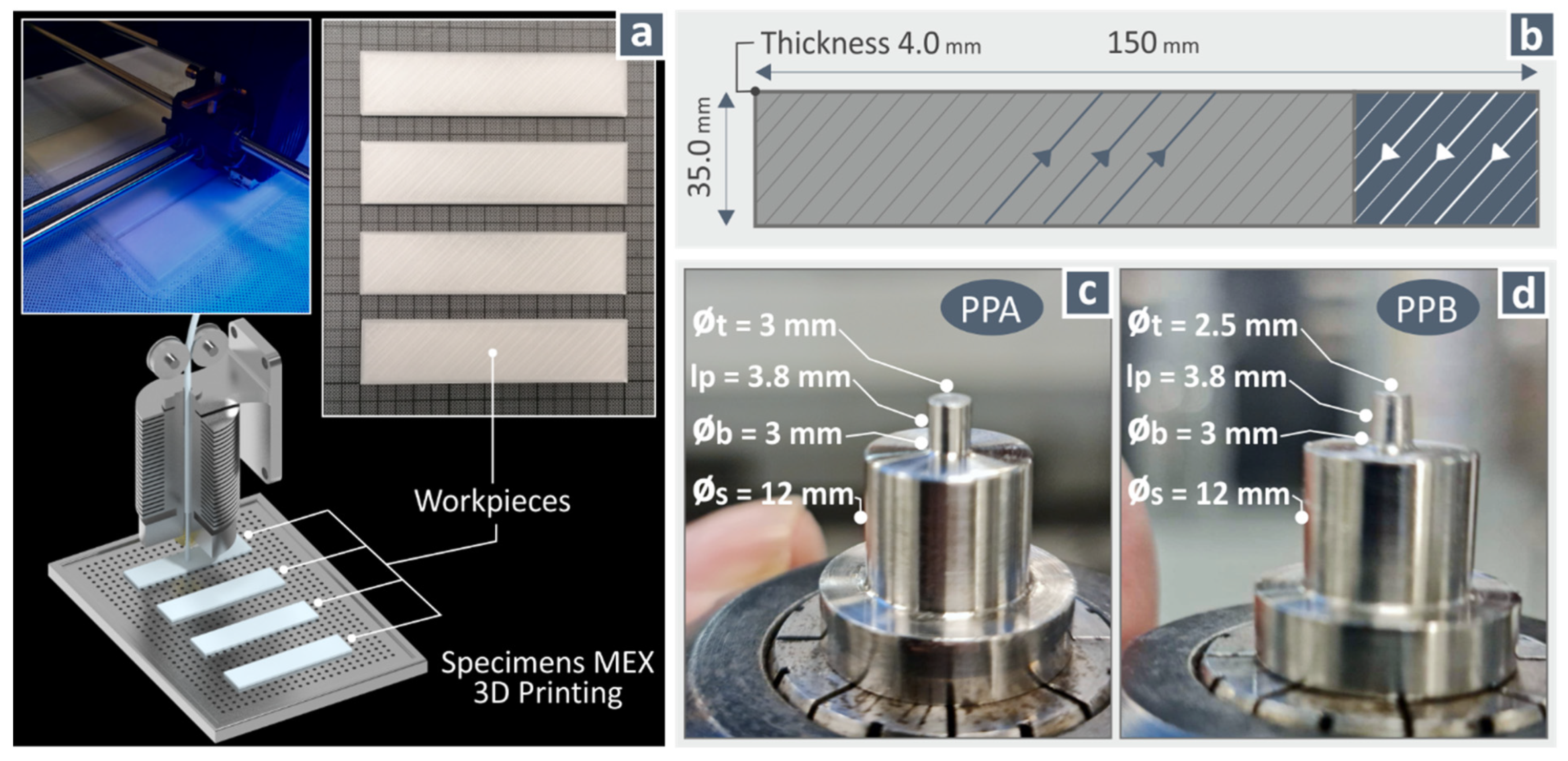
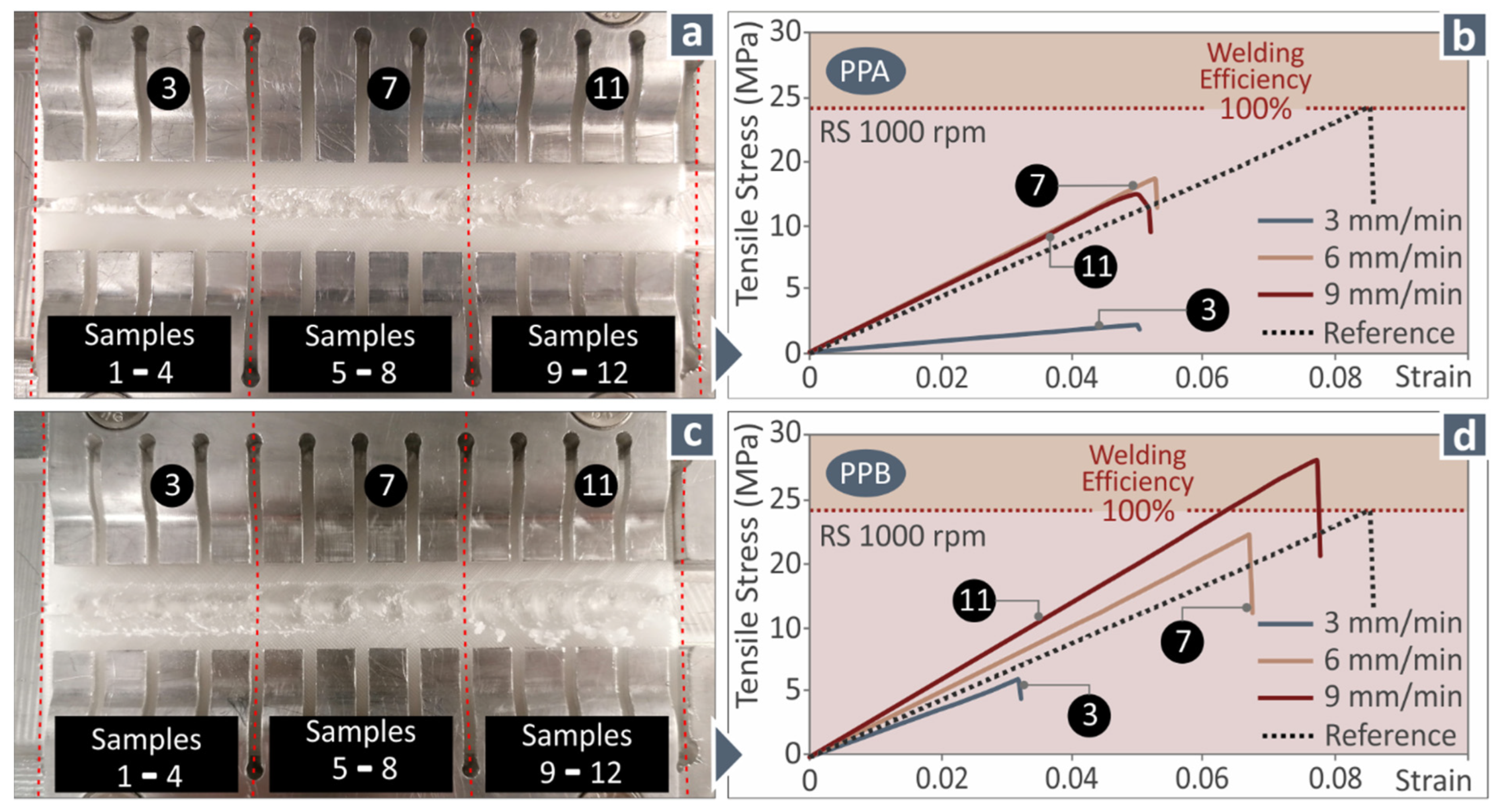
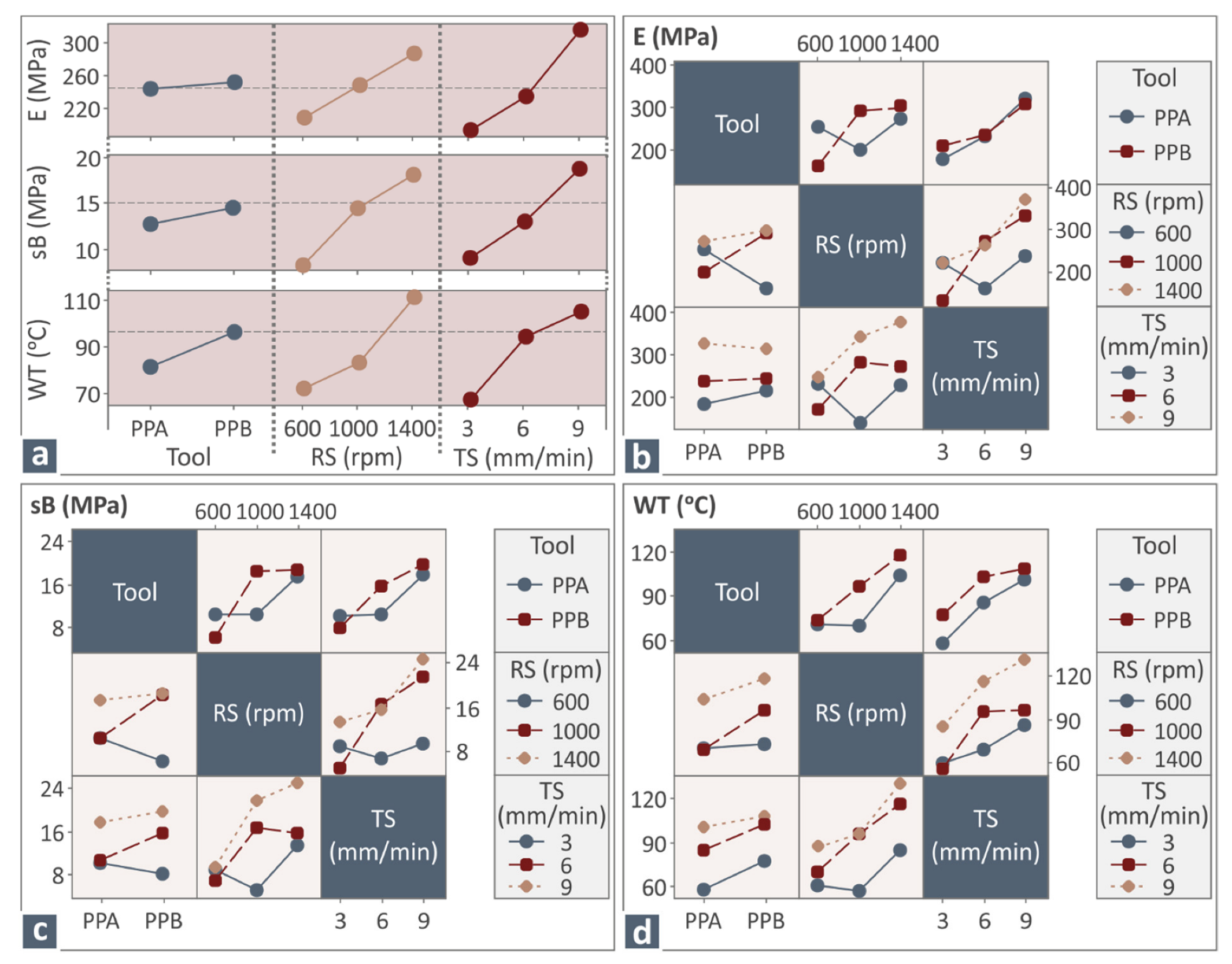
- The Pin Profile B (PPB) tool optimizes all metrics (E, sB, and WT). PPB has a conical shape, in contrast with PPA, which is cylindrical. Consequently, the contact area between the tool and the 3D-printed material is more extensive, resulting in higher energy generation due to friction, and a higher welding temperature. In addition, better mixing and homogenization are achieved, leading to a better mechanical response in the welded area (E and sB).
- The rotational speed increases the welding temperature, modulus E, and ultimate tensile strength in the welded area. In addition, the increase in the RS increases the heat produced in the contact area between the plasticized material and the pin area, and better mixes the mass between the tool’s leading and trailing edges. Therefore, the increase in RS increases the WT, E, and sB in the particular experimental space.
- The increase in TS also increases the weld temperature and the weld mechanical response. The transverse speed increases the tangential force, which interacts with the friction coefficient between the pin surface and the plasticized material, producing higher heat transfer rates, resulting in higher WT, E, and sB.
- Figure 8b–d show the interaction plots between tool, Ra, and sB versus E, sB, and WT. These plots can decompose the interaction type—linear or nonlinear—between the processing parameters. It can be observed that the trend lines are smooth in all three cases for all interactions between the tool, RS, and TS, showing linear interactions with cross-products (i.e., synergistic interactions) (Table 2).
- There is no similar work in the literature with which to correlate and compare the experimental results of this study. Tensile test results, when joining bulk PMMA sheets with FSW, are in good agreement with the results of this study [20]. In the former work, the ultimate tensile strength was found to be higher than the results of the present study, which is to be expected, as 3D-printed samples have inferior strength to the corresponding bulk (solid) samples.
4. Conclusions
- According to the MEP diagrams and ANOVA, transverse speed and rotational speed are the most influential parameters, with very high F-values (F > 60, p = 0.000).
- Tool geometry is not significant for tensile modulus of elasticity (E) (F = 2.09 < 4 and p = 0.157 > 0.05) in the specific experimental area, but is very substantial for the ultimate tensile strength (sB) and the welding temperature (WT) (F > 18 and p < 0.05).
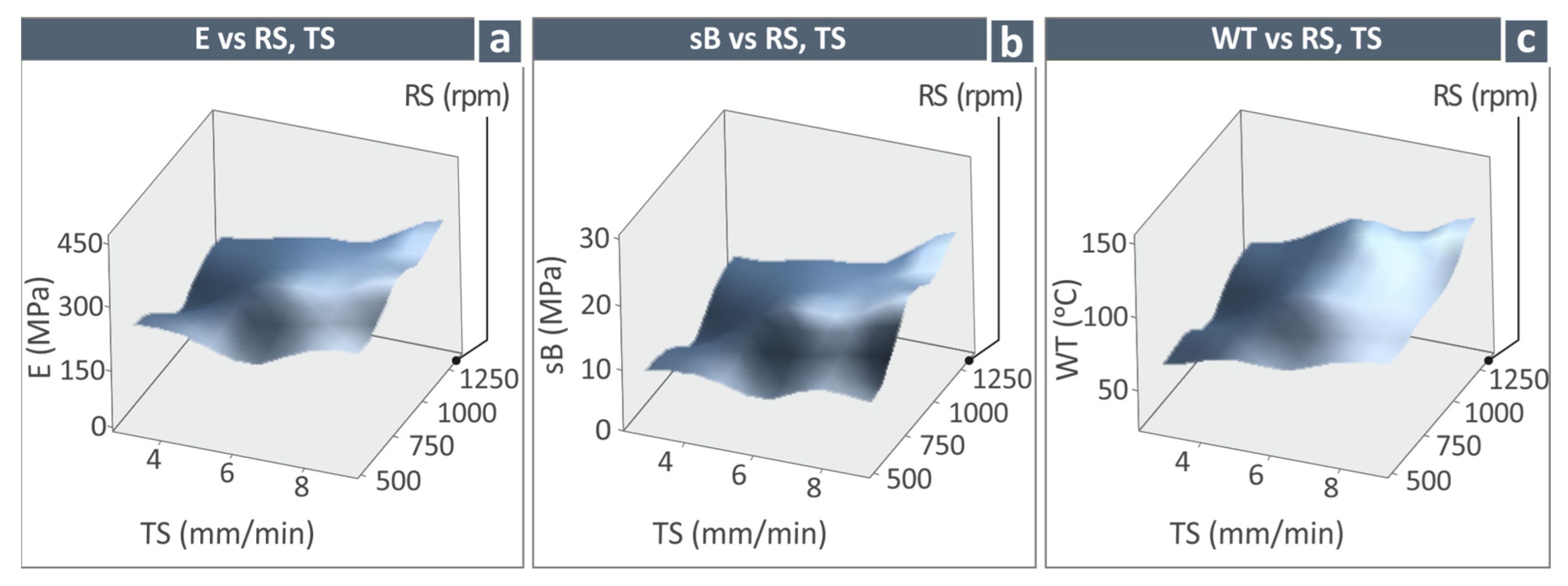
- The processing parameters mainly affect the tangential force and the resulting mixing quality of the welded material. PPB tool geometry, 1400 rpm rotational speed, and 9 mm/min transverse speed maximized the process welding temperature, ultimate tensile strength, and tensile modulus of elasticity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Threadgilll, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Patel, V.; De Backer, J.; Hindsefelt, H.; Igestrand, M.; Azimi, S.; Andersson, J.; Säll, J. High-speed friction stir welding in light weight battery trays for the EV industry. Sci. Technol. Weld. Join. 2022, 27, 250–255. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Tang, W.; Posada, M.; DeLoach, J. Friction stir welding of DH36 steel. Sci. Technol. Weld. Join. 2003, 8, 455–461. [Google Scholar] [CrossRef]
- Rodrigues, D.M.; Leitão, C.; Louro, R.; Gouveia, H.; Loureiro, A. High speed friction stir welding of aluminium alloys. Sci. Technol. Weld. Join. 2010, 15, 676–681. [Google Scholar] [CrossRef]
- Thomas, W.M.; Threadgill, P.L.; Nicholas, E.D. Feasibility of friction stir welding steel. Sci. Technol. Weld. Join. 1999, 4, 365–372. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Debroy, T. Critical assessment: Friction stir welding of steels. Sci. Technol. Weld. Join. 2009, 14, 193–196. [Google Scholar] [CrossRef]
- Jiang, W.; Jiang, X.; Yuan, T.; Chen, S.; Liu, Y.; Liu, X. Material flow and viscous slips during stationary shoulder friction stir welding of Ti6Al4V. Sci. Technol. Weld. Join. 2022, 27, 220–227. [Google Scholar] [CrossRef]
- Karrar, G.; Galloway, A.; Toumpis, A.; Al-badour, F. Prediction and validation of intermetallic compound formation during friction stir welding of AA6061 to commercially pure copper Article History. Sci. Technol. Weld. Join. 2022, 27, 374–387. [Google Scholar] [CrossRef]
- Sahu, S.K.; Pal, K.; Mahto, R.P.; Dash, P. Monitoring of friction stir welding for dissimilar Al 6063 alloy to polypropylene using sensor signals. Int. J. Adv. Manuf. Technol. 2019, 104, 159–177. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Kashiry Fard, R.; Khodabakhshi, F. Effects of processing parameters on the characteristics of dissimilar friction-stir-welded joints between AA5058 aluminum alloy and PMMA polymer. Weld. World 2018, 62, 117–130. [Google Scholar] [CrossRef]
- Hassan, A.M.; Almomani, M.; Qasim, T.; Ghaithan, A. Statistical analysis of some mechanical properties of friction stir welded aluminium matrix composite. Int. J. Exp. Des. Process Optim. 2012, 3, 91. [Google Scholar] [CrossRef]
- Arici, A.; Sinmaz, T. Effects of double passes of the tool on friction stir welding of polyethylene. J. Mater. Sci. 2005, 40, 3313–3316. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Mishra, D.; Sahu, S.K.; Mahto, R.P.; Pal, S.K.; Pal, K. Friction Stir Welding for Joining of Polymers; Springer Nature Singapore Pte Ltd.: Singapore, 2020; ISBN 9789811303784. [Google Scholar]
- Huang, Y.; Meng, X.; Xie, Y.; Wan, L.; Lv, Z.; Cao, J.; Feng, J. Friction stir welding/processing of polymers and polymer matrix composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 235–257. [Google Scholar] [CrossRef]
- Simoes, F.; Rodrigues, D.M. Material flow and thermo-mechanical conditions during Friction Stir Welding of polymers: Literature review, experimental results and empirical analysis. Mater. Des. 2014, 59, 344–351. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Elnaml, A.; Shazly, M.; El-Sayed Seleman, M.M. The effect of top surface lubrication on the friction stir welding of polycarbonate sheets. Int. Polym. Process. 2021, 36, 94–102. [Google Scholar] [CrossRef]
- Agrawal, A.; Kaur, R.; Walia, R.S. Engineering optimisation of process parameters for polymers: An overview. Int. J. Exp. Des. Process Optim. 2019, 6, 89. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and thermomechanical analysis of friction stir welding of poly(methyl methacrylate) sheets. Sci. Technol. Weld. Join. 2018, 23, 209–218. [Google Scholar] [CrossRef]
- Nath, R.K.; Jha, V.; Maji, P.; Barma, J.D. A novel double-side welding approach for friction stir welding of polypropylene plate. Int. J. Adv. Manuf. Technol. 2021, 113, 691–703. [Google Scholar] [CrossRef]
- Mirabzadeh, R.; Parvaneh, V.; Ehsani, A. Experimental and numerical investigation of the generated heat in polypropylene sheet joints using friction stir welding (FSW). Int. J. Mater. Form. 2021, 14, 1067–1083. [Google Scholar] [CrossRef]
- Ogawa, Y.; Akebono, H.; Tanaka, K.; Sugeta, A. Effect of welding time on fatigue properties of friction stir spot welds of Al to carbon fibre-reinforced plastic. Sci. Technol. Weld. Join. 2019, 24, 235–242. [Google Scholar] [CrossRef]
- Eslami, S.; de Figueiredo, M.A.V.; Tavares, P.J.; Moreira, P.M.G.P. Parameter optimisation of friction stir welded dissimilar polymers joints. Int. J. Adv. Manuf. Technol. 2018, 94, 1759–1770. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchi, A. Friction-stir lap-joining of aluminium-magnesium/poly-methyl-methacrylate hybrid structures: Thermo-mechanical modelling and experimental feasibility study. Sci. Technol. Weld. Join. 2018, 23, 35–49. [Google Scholar] [CrossRef]
- Choi, J.W.; Morisada, Y.; Liu, H.; Ushioda, K.; Fujii, H.; Nagatsuka, K.; Nakata, K. Dissimilar friction stir welding of pure Ti and carbon fibre reinforced plastic. Sci. Technol. Weld. Join. 2020, 25, 600–608. [Google Scholar] [CrossRef]
- Mendes, N.; Neto, P.; Simão, M.A.; Loureiro, A.; Pires, J.N. A novel friction stir welding robotic platform: Welding polymeric materials. Int. J. Adv. Manuf. Technol. 2016, 85, 37–46. [Google Scholar] [CrossRef]
- Eslami, S.; Tavares, P.J.; Moreira, P.M.G.P. Friction stir welding tooling for polymers: Review and prospects. Int. J. Adv. Manuf. Technol. 2017, 89, 1677–1690. [Google Scholar] [CrossRef]
- Kordestani, F.; Ashenai Ghasemi, F.; Arab, N.B.M. Effect of Pin Geometry on the Mechanical Strength of Friction-Stir-Welded Polypropylene Composite Plates. Mech. Compos. Mater. 2017, 53, 525–532. [Google Scholar] [CrossRef]
- Ali, U.; Karim, K.J.B.A.; Buang, N.A. A Review of the Properties and Applications of Poly (Methyl Methacrylate) (PMMA). Polym. Rev. 2015, 55, 678–705. [Google Scholar] [CrossRef]
- Feuser, P.E.; Gaspar, P.C.; Ricci-Júnior, E.; Da Silva, M.C.S.; Nele, M.; Sayer, C.; De Araújo, P.H.H. Synthesis and characterization of poly(methyl methacrylate) pmma and evaluation of cytotoxicity for biomedical application. Macromol. Symp. 2014, 343, 65–69. [Google Scholar] [CrossRef]
- Zheng, W.; Wong, S.C. Electrical conductivity and dielectric properties of PMMA/expanded graphite composites. Compos. Sci. Technol. 2003, 63, 225–235. [Google Scholar] [CrossRef]
- Zidan, H.M.; Abu-Elnader, M. Structural and optical properties of pure PMMA and metal chloride-doped PMMA films. Phys. B Condens. Matter 2005, 355, 308–317. [Google Scholar] [CrossRef]
- Ochoa, N.A.; Masuelli, M.; Marchese, J. Effect of hydrophilicity on fouling of an emulsified oil wastewater with PVDF/PMMA membranes. J. Memb. Sci. 2003, 226, 203–211. [Google Scholar] [CrossRef]
- Vidakis, N.; Maniadi, A.; Petousis, M.; Vamvakaki, M.; Kenanakis, G.; Koudoumas, E. Mechanical and Electrical Properties Investigation of 3D-Printed Acrylonitrile–Butadiene–Styrene Graphene and Carbon Nanocomposites. J. Mater. Eng. Perform. 2020, 29, 1909–1918. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Tzounis, L.; Mountakis, N.; Boura, O.; Grammatikos, S.A. Multi-functional polyamide 12 (PA12)/multiwall carbon nanotube 3D printed nanocomposites with enhanced mechanical and electrical properties. Adv. Compos. Mater. 2022, 31, 1–25. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Mountakis, N.; Fischer-Griffiths, P.E.; Grammatikos, S.A.; Tzounis, L. Mechanical reinforcement course of 3D printed polypropylene–antimony doped Tin Oxide nanocomposites versus filler loading. Adv. Compos. Mater. 2022, 31, 235–256. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the strain rate sensitivity of fused filament fabrication (Fff) processed pla, abs, petg, pa6, and pp thermoplastic polymers. Polymers 2020, 12, 2924. [Google Scholar] [CrossRef]
- Polzin, C.; Spath, S.; Seitz, H. Characterization and evaluation of a PMMA-based 3D printing process. Rapid Prototyp. J. 2013, 19, 37–43. [Google Scholar] [CrossRef]
- Chen, S.G.; Yang, J.; Jia, Y.G.; Lu, B.; Ren, L. Tio2 and PEEK reinforced 3d printing pmma composite resin for dental denture base applications. Nanomaterials 2019, 9, 1049. [Google Scholar] [CrossRef] [Green Version]
- Dimitrova, M.; Corsalini, M.; Kazakova, R.; Vlahova, A.; Chuchulska, B.; Barile, G.; Capodiferro, S.; Kazakov, S. Comparison between Conventional PMMA and 3D Printed Resins for Denture Bases: A Narrative Review. J. Compos. Sci. 2022, 6, 87. [Google Scholar] [CrossRef]
- Matbouei, A.; Fathi, A.; Rabiee, S.M.; Shirzad, M. Layered manufacturing of a three-dimensional polymethyl methacrylate (PMMA) scaffold used for bone regeneration. Mater. Technol. 2019, 34, 167–177. [Google Scholar] [CrossRef]
- Elyasi, M.; Derazkola, H.A. Experimental and thermomechanical study on FSW of PMMA polymer T-joint. Int. J. Adv. Manuf. Technol. 2018, 97, 1445–1456. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. Current trends and research opportunities in hybrid additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 113, 623–648. [Google Scholar] [CrossRef]
- Merklein, M.; Junker, D.; Schaub, A.; Neubauer, F. Hybrid additive manufacturing technologies-An analysis regarding potentials and applications. Phys. Procedia 2016, 83, 549–559. [Google Scholar] [CrossRef] [Green Version]
- Kechagias, J.D.; Fountas, N.A.; Ninikas, K.; Petousis, M.; Vidakis, N.; Vaxevanidis, N. Surface characteristics investigation of 3D-printed PET-G plates during CO2 laser cutting. Mater. Manuf. Process. 2021, 36. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Ninikas, K.; Petousis, M.; Vidakis, N.; Vaxevanidis, N. An investigation of surface quality characteristics of 3D printed PLA plates cut by CO2 laser using experimental design. Mater. Manuf. Process. 2021, 36, 1544–1553. [Google Scholar] [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N.M. Key parameters controlling surface quality and dimensional accuracy: A critical review of FFF process. Mater. Manuf. Process. 2022, 37, 963–984. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M. Parameter effects and process modeling of FFF-TPU mechanical response. Mater. Manuf. Process. 2021, 36, 1–11. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. Parameter effects and process modelling of Polyamide 12 3D-printed parts strength and toughness. Mater. Manuf. Process. 2022, 37, 1–12. [Google Scholar] [CrossRef]
- Sadeghian, N.; Besharati Givi, M.K. Experimental optimization of the mechanical properties of friction stir welded Acrylonitrile Butadiene Styrene sheets. Mater. Des. 2015, 67, 145–153. [Google Scholar] [CrossRef]
- Albannai, A.I. Review The Common Defects In Friction Stir Welding. Int. J. Sci. Technol. Res. 2020, 9, 318–329. [Google Scholar]
- Phadke, M.S. Quality Engineering Using Robust Design, 1st ed.; Prentice Hall PTR: Hoboken, NJ, USA, 1995; ISBN 0137451679. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printing Parameters | Value | Units |
|---|---|---|
| Printing Orientation | ±45 | ° |
| Layer Thickness | 0.20 | mm |
| Bed Temperature | 105 | °C |
| Nozzle Temperature | 240 | °C |
| Number of Parameters | 2 | - |
| Top Solid Layers | 7 | - |
| Bottom Solid Layers | 4 | - |
| Fill Density | 100 | % |
| Travel Speed | 40 | mm/s |
| FSW Parameters | Value | Units |
| Rotation Speed | 600–1000–1400 | rpm |
| Welding Speed | 3–6–9 | mm/min |
| Pin Profile | PPA–PPB | - |
| Shoulder Diameter | 12 | mm |
| Tool Tilt Angle | 0 | ° |
| Stand-off Distance | 0 | mm |
| Tool Inclination Angle | 90 (vertical) | ° |
| Tool Material | AISI 304 |
| No | PP (A = 1; B = 2) | RS (rpm) | TS (mm/min) | WT (°C) | sB (MPa) | E (MPa) | sB/sB* | E/E* |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 600 | 3 | 59.4 | 7.13 | 187.11 | 25.9% | 63.3% |
| 2 | 1 | 600 | 3 | 63.4 | 8.09 | 206.39 | 29.4% | 69.9% |
| 3 | 1 | 600 | 3 | 53.2 | 6.54 | 191.92 | 23.8% | 65.0% |
| 4 | 1 | 600 | 6 | 73.0 | 10.21 | 270.58 | 37.1% | 91.6% |
| 5 | 1 | 600 | 6 | 73.1 | 12.17 | 304.09 | 44.2% | 102.9% |
| 6 | 1 | 600 | 6 | 70.7 | 13.56 | 296.36 | 49.3% | 100.3% |
| 7 | 1 | 600 | 9 | 79.0 | 10.05 | 259.67 | 36.5% | 87.9% |
| 8 | 1 | 600 | 9 | 83.0 | 11.33 | 307.11 | 41.2% | 103.9% |
| 9 | 1 | 600 | 9 | 80.9 | 14.22 | 268.58 | 51.7% | 90.9% |
| 10 | 1 | 1000 | 3 | 33.1 | 1.69 | 39.64 | 6.1% | 13.4% |
| 11 | 1 | 1000 | 3 | 36.7 | 2.15 | 43.05 | 7.8% | 14.6% |
| 12 | 1 | 1000 | 3 | 35.3 | 2.60 | 45.92 | 9.5% | 15.5% |
| 13 | 1 | 1000 | 6 | 97.1 | 13.66 | 260.78 | 49.6% | 88.3% |
| 14 | 1 | 1000 | 6 | 91.5 | 13.94 | 268.74 | 50.6% | 91.0% |
| 15 | 1 | 1000 | 6 | 87.9 | 12.51 | 238.99 | 45.5% | 80.9% |
| 16 | 1 | 1000 | 9 | 78.1 | 16.21 | 316.39 | 58.9% | 107.1% |
| 17 | 1 | 1000 | 9 | 80.3 | 13.44 | 322.38 | 48.8% | 109.1% |
| 18 | 1 | 1000 | 9 | 83.7 | 17.08 | 286.35 | 62.1% | 96.9% |
| 19 | 1 | 1400 | 3 | 73.2 | 18.93 | 289.48 | 68.8% | 98.0% |
| 20 | 1 | 1400 | 3 | 86.2 | 22.76 | 305.63 | 82.7% | 103.4% |
| 21 | 1 | 1400 | 3 | 77.1 | 21.16 | 290.16 | 76.9% | 98.2% |
| 22 | 1 | 1400 | 6 | 88.6 | 5.04 | 129.39 | 18.3% | 43.8% |
| 23 | 1 | 1400 | 6 | 94.0 | 5.97 | 142.90 | 21.7% | 48.4% |
| 24 | 1 | 1400 | 6 | 93.4 | 6.74 | 181.95 | 24.5% | 61.6% |
| 25 | 1 | 1400 | 9 | 146.0 | 27.84 | 391.02 | 101.1% | 132.3% |
| 26 | 1 | 1400 | 9 | 136.6 | 22.23 | 397.77 | 80.8% | 134.6% |
| 27 | 1 | 1400 | 9 | 143.8 | 26.42 | 347.88 | 96.0% | 117.7% |
| 28 | 2 | 600 | 3 | 63.8 | 10.17 | 246.42 | 36.9% | 83.4% |
| 29 | 2 | 600 | 3 | 59.2 | 12.49 | 294.68 | 45.4% | 99.7% |
| 30 | 2 | 600 | 3 | 61.3 | 8.82 | 220.81 | 32.1% | 74.7% |
| 31 | 2 | 600 | 6 | 67.0 | 1.62 | 39.02 | 5.9% | 13.2% |
| 32 | 2 | 600 | 6 | 65.3 | 1.30 | 34.25 | 4.7% | 11.6% |
| 33 | 2 | 600 | 6 | 69.4 | 1.27 | 35.42 | 4.6% | 12.0% |
| 34 | 2 | 600 | 9 | 92.2 | 6.88 | 222.80 | 25.0% | 75.4% |
| 35 | 2 | 600 | 9 | 87.3 | 6.53 | 191.98 | 23.7% | 65.0% |
| 36 | 2 | 600 | 9 | 97.1 | 7.16 | 186.19 | 26.0% | 63.0% |
| 37 | 2 | 1000 | 3 | 76.8 | 7.21 | 207.47 | 26.2% | 70.2% |
| 38 | 2 | 1000 | 3 | 74.6 | 7.34 | 224.85 | 26.7% | 76.1% |
| 39 | 2 | 1000 | 3 | 82.1 | 8.39 | 238.29 | 30.5% | 80.6% |
| 40 | 2 | 1000 | 6 | 97.4 | 19.63 | 289.37 | 71.3% | 97.9% |
| 41 | 2 | 1000 | 6 | 99.6 | 20.90 | 311.85 | 75.9% | 105.5% |
| 42 | 2 | 1000 | 6 | 104.7 | 19.71 | 282.91 | 71.6% | 95.7% |
| 43 | 2 | 1000 | 9 | 112.7 | 27.90 | 366.79 | 101.4% | 124.1% |
| 44 | 2 | 1000 | 9 | 117.7 | 28.59 | 377.90 | 103.9% | 127.9% |
| 45 | 2 | 1000 | 9 | 109.2 | 27.19 | 347.67 | 98.8% | 117.7% |
| 46 | 2 | 1400 | 3 | 88.6 | 5.04 | 129.39 | 18.3% | 43.8% |
| 47 | 2 | 1400 | 3 | 94.0 | 5.97 | 142.90 | 21.7% | 48.4% |
| 48 | 2 | 1400 | 3 | 93.4 | 6.74 | 181.95 | 24.5% | 61.6% |
| 49 | 2 | 1400 | 6 | 146.0 | 27.84 | 391.02 | 101.1% | 132.3% |
| 50 | 2 | 1400 | 6 | 136.6 | 22.23 | 397.77 | 80.8% | 134.6% |
| 51 | 2 | 1400 | 6 | 143.8 | 26.42 | 347.88 | 96.0% | 117.7% |
| 52 | 2 | 1400 | 9 | 119.2 | 24.23 | 374.40 | 88.0% | 126.7% |
| 53 | 2 | 1400 | 9 | 126.7 | 26.38 | 355.55 | 95.8% | 120.3% |
| 54 | 2 | 1400 | 9 | 118.7 | 23.51 | 364.66 | 85.4% | 123.4% |
| Min | 33.1 | 1.27 | 34.25 | 4.6% | 11.6% | |||
| Max | 146.0 | 28.59 | 397.77 | 103.9% | 134.6% | |||
| Average | 88.9 | 13.61 | 248.04 | 49.5% | 83.9% | |||
| WT Versus Tool; RS; TS | |||||
| Source | DoF | SoS | MS | F | p |
| Tool | 1 | 3054.0 | 3054.02 | 199.06 | 0.000 |
| RS | 2 | 14,782.1 | 7391.04 | 481.76 | 0.000 |
| TS | 2 | 13,678.3 | 6839.14 | 445.78 | 0.000 |
| Tool × RS | 2 | 1400.7 | 700.33 | 45.65 | 0.000 |
| Tool × TS | 2 | 369.5 | 184.74 | 12.04 | 0.000 |
| RS × TS | 4 | 1706.4 | 426.61 | 27.81 | 0.000 |
| Tool × RS × TS | 4 | 4519.2 | 1129.79 | 73.64 | 0.000 |
| Error | 36 | 552.3 | 15.34 | ||
| Total | 53 | 40,062.5 | |||
| S = 3.91687; R-sq = 98.62%; R-sq(adj) = 97.97%; R-sq(pred) = 96.90%; | |||||
| sB versus Tool; RS; TS | |||||
| Source | DoF | SoS | MS | F | p |
| Tool | 1 | 42.29 | 42.289 | 18.22 | 0.000 |
| RS | 2 | 878.46 | 439.231 | 189.26 | 0.000 |
| TS | 2 | 849.77 | 424.885 | 183.07 | 0.000 |
| Tool × RS | 2 | 341.81 | 170.907 | 73.64 | 0.000 |
| Tool × TS | 2 | 122.00 | 60.999 | 26.28 | 0.000 |
| RS × TS | 4 | 531.05 | 132.764 | 57.21 | 0.000 |
| Tool × RS × TS | 4 | 970.68 | 242.669 | 104.56 | 0.000 |
| Error | 36 | 83.55 | 2.321 | ||
| Total | 53 | 3819.61 | |||
| S = 1.52343; R-sq = 97.81%; R-sq(adj) = 96.78%; R-sq(pred) = 95.08% | |||||
| E versus Tool; RS; TS | |||||
| Source | DoF | SoS | MS | F | p |
| Tool | 1 | 848 | 848.0 | 2.09 | 0.157 |
| RS | 2 | 54,315 | 27,157.6 | 67.01 | 0.000 |
| TS | 2 | 139,189 | 69,594.5 | 171.71 | 0.000 |
| Tool × RS | 2 | 76,764 | 38,382.2 | 94.70 | 0.000 |
| Tool × TS | 2 | 4476 | 2238.2 | 5.52 | 0.008 |
| RS × TS | 4 | 81,130 | 20,282.5 | 50.04 | 0.000 |
| Tool × RS × TS | 4 | 193,849 | 48,462.3 | 119.57 | 0.000 |
| Error | 36 | 14,591 | 405.3 | ||
| Total | 53 | 565,163 | |||
| S = 20.1321; R-sq = 97.42%; R-sq(adj) = 96.20%; R-sq(pred) = 94.19% | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; Mountakis, N.; Kechagias, J.D. Optimization of Friction Stir Welding Parameters in Hybrid Additive Manufacturing: Weldability of 3D-Printed Poly(methyl methacrylate) Plates. J. Manuf. Mater. Process. 2022, 6, 77. https://doi.org/10.3390/jmmp6040077
Vidakis N, Petousis M, Mountakis N, Kechagias JD. Optimization of Friction Stir Welding Parameters in Hybrid Additive Manufacturing: Weldability of 3D-Printed Poly(methyl methacrylate) Plates. Journal of Manufacturing and Materials Processing. 2022; 6(4):77. https://doi.org/10.3390/jmmp6040077
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, Nikolaos Mountakis, and John D. Kechagias. 2022. "Optimization of Friction Stir Welding Parameters in Hybrid Additive Manufacturing: Weldability of 3D-Printed Poly(methyl methacrylate) Plates" Journal of Manufacturing and Materials Processing 6, no. 4: 77. https://doi.org/10.3390/jmmp6040077
APA StyleVidakis, N., Petousis, M., Mountakis, N., & Kechagias, J. D. (2022). Optimization of Friction Stir Welding Parameters in Hybrid Additive Manufacturing: Weldability of 3D-Printed Poly(methyl methacrylate) Plates. Journal of Manufacturing and Materials Processing, 6(4), 77. https://doi.org/10.3390/jmmp6040077