
Build Surface Roughness and Internal Oxide Concentration for Laser Powder Bed Fusion of IN718



Abstract
:1. Introduction
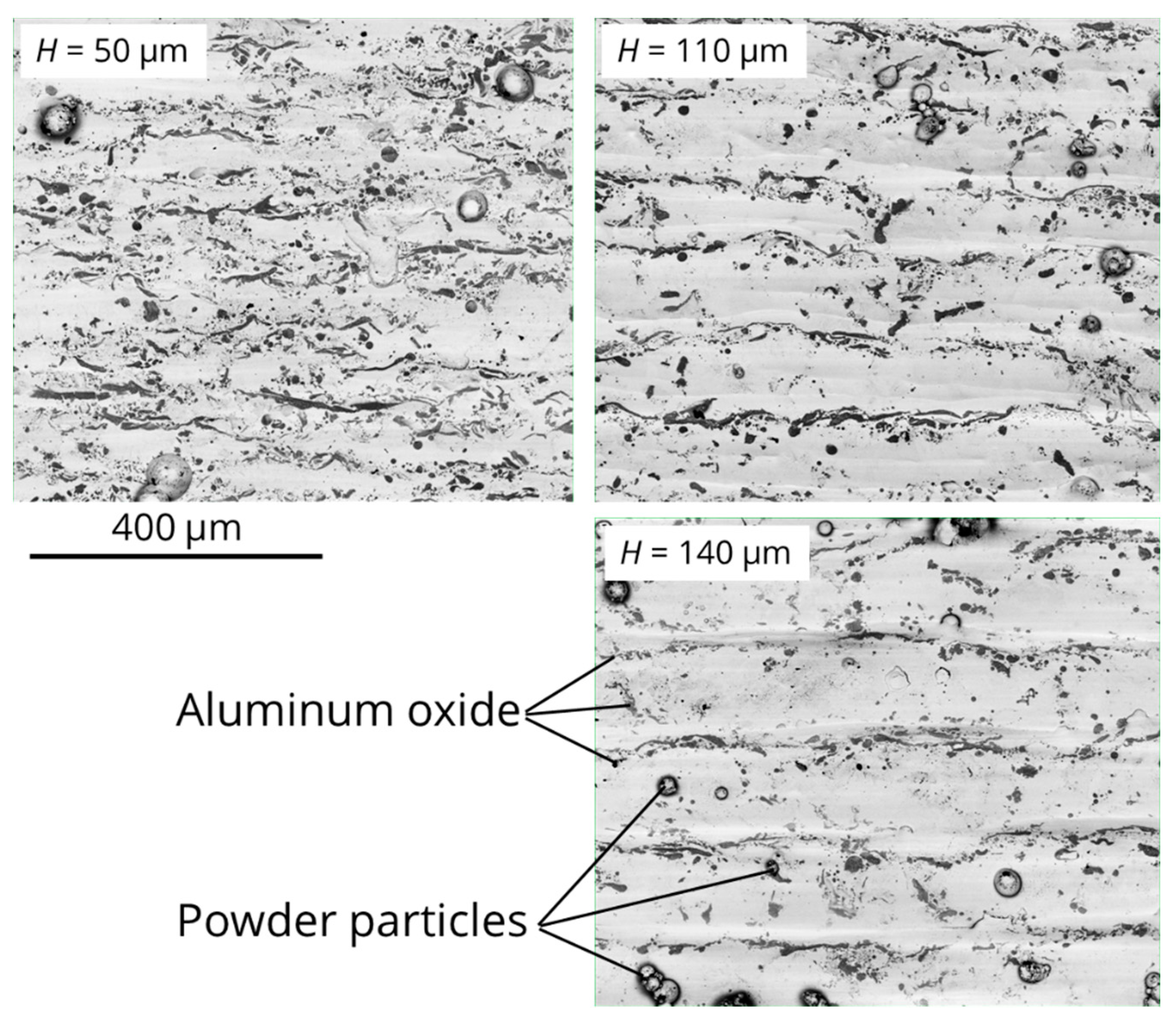
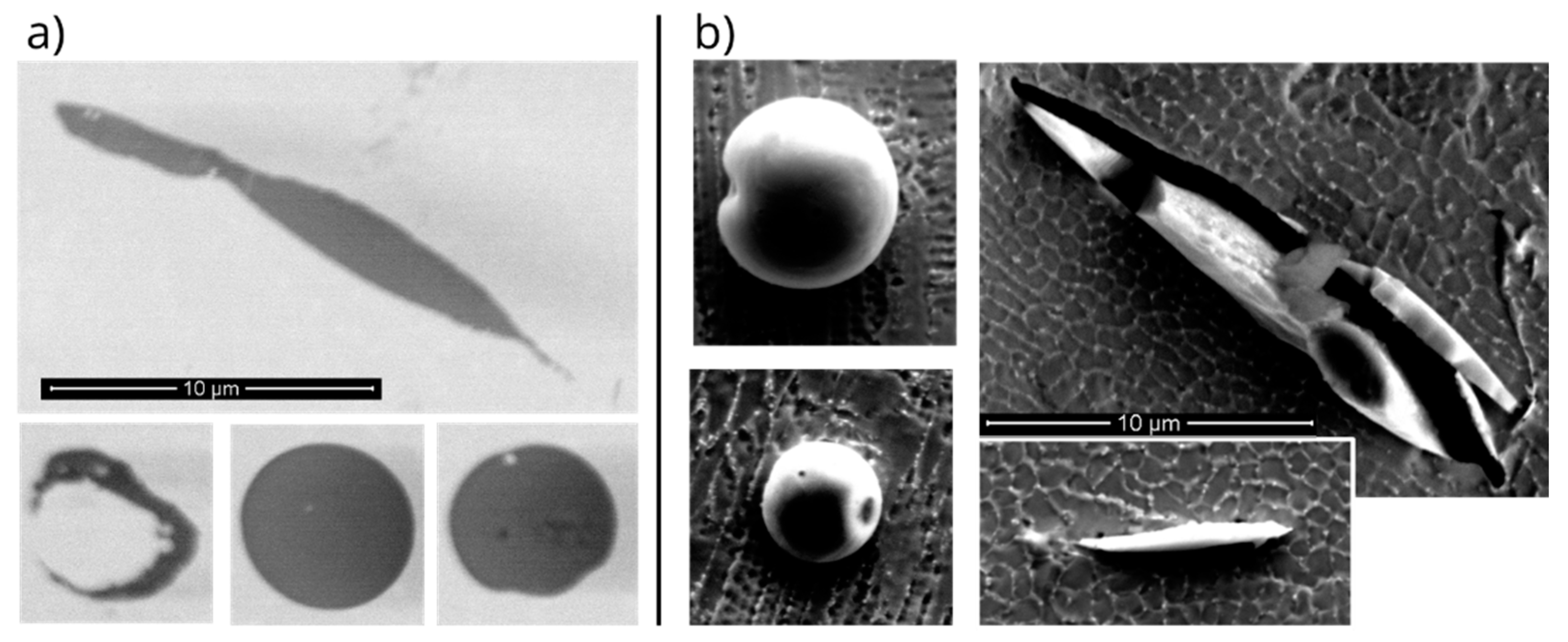
- If the hatch spacing is smaller, more laser-melted beads cover the surface of the part. This would result in more spatters being produced (for a given amount of material deposited). This effect is evident in Figure 1 (and quantified later).
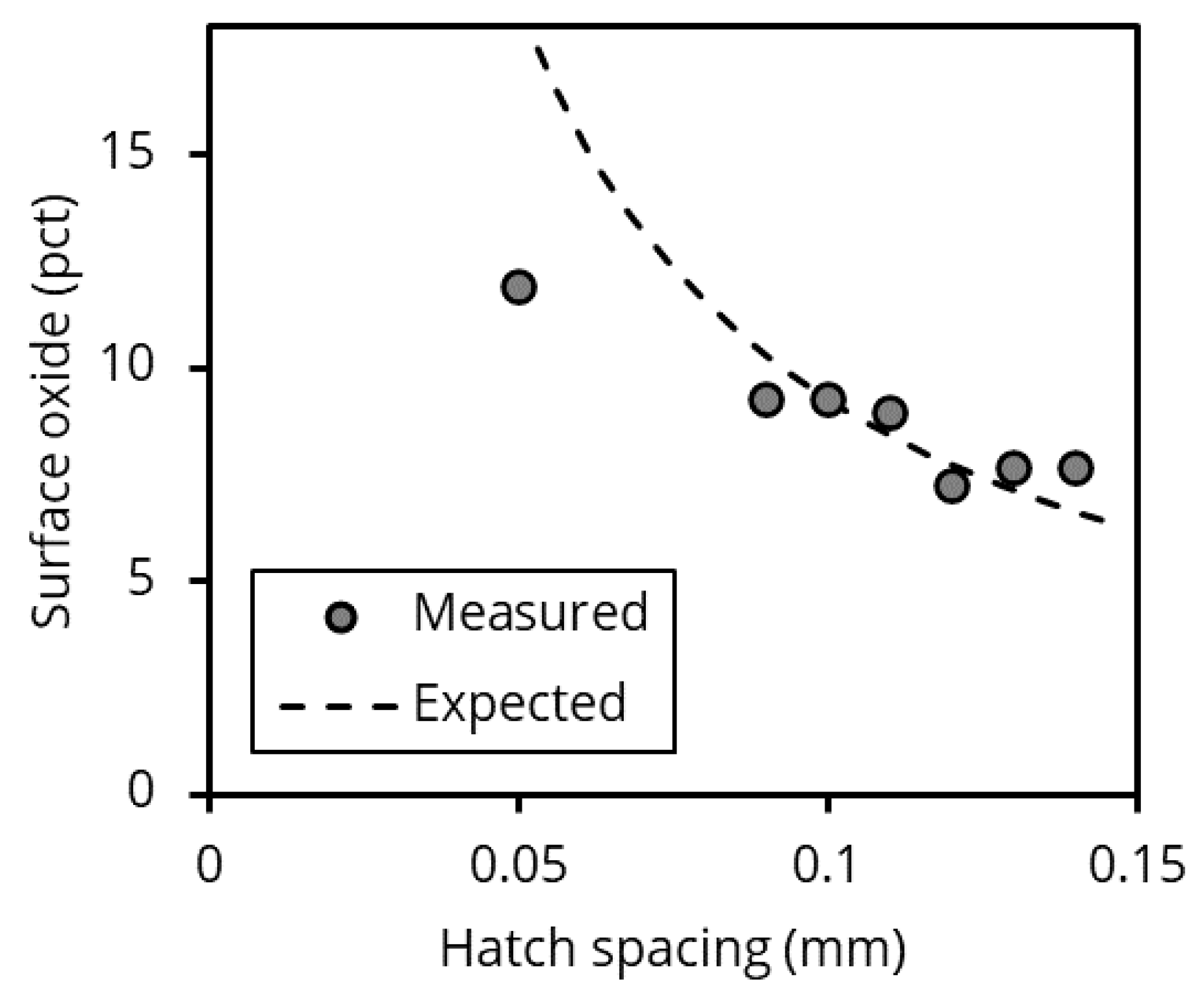
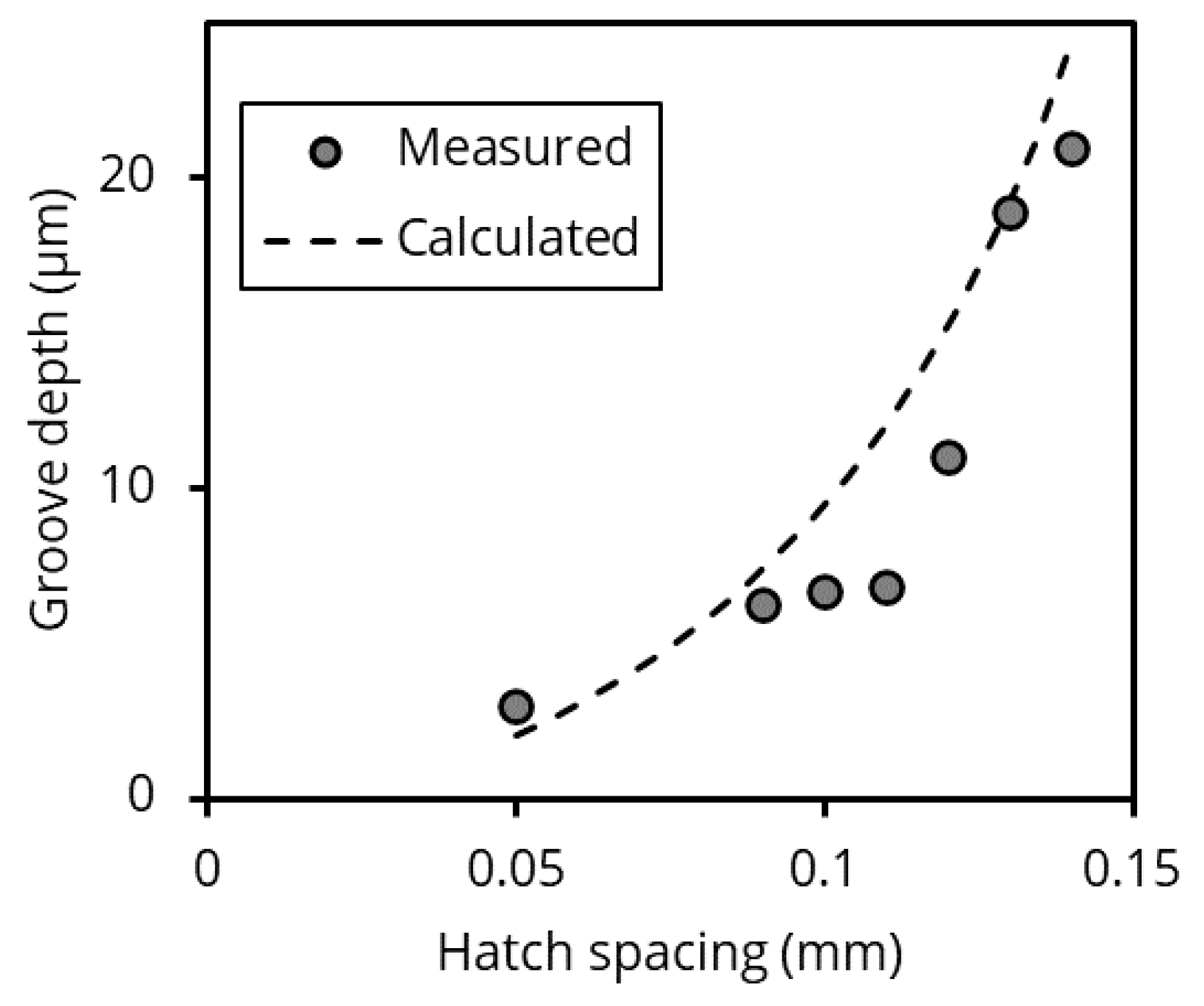
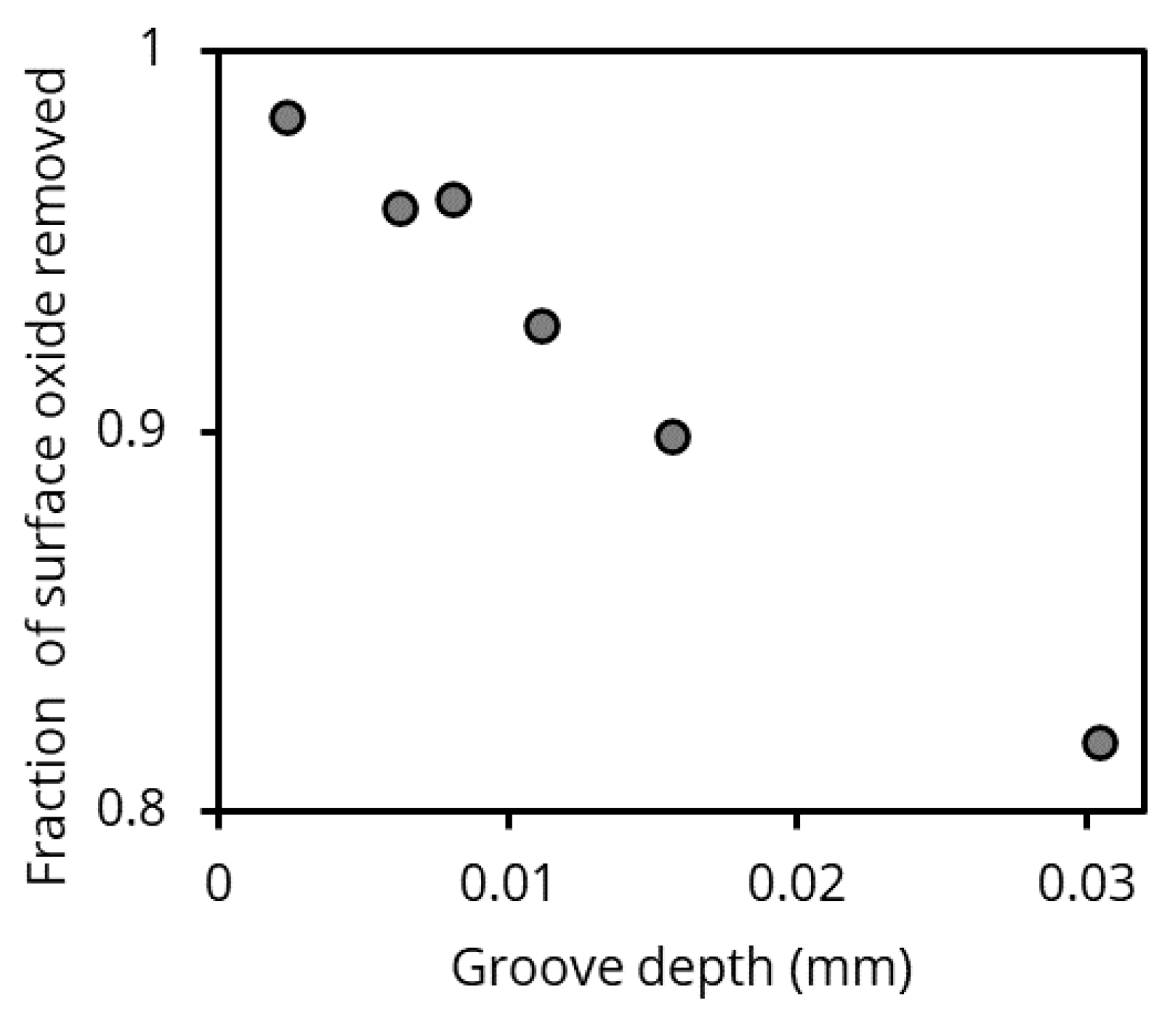
- Smaller hatch spacings also result in a smoother build surface, with shallower grooves between adjacent beads. As noted above, recoating has been shown to remove particles from the build surface. In this work, we tested the idea that a smoother surface would promote removal of oxide from the build surface during recoating.
2. Materials and Methods
2.1. Sample Builds and Characterization
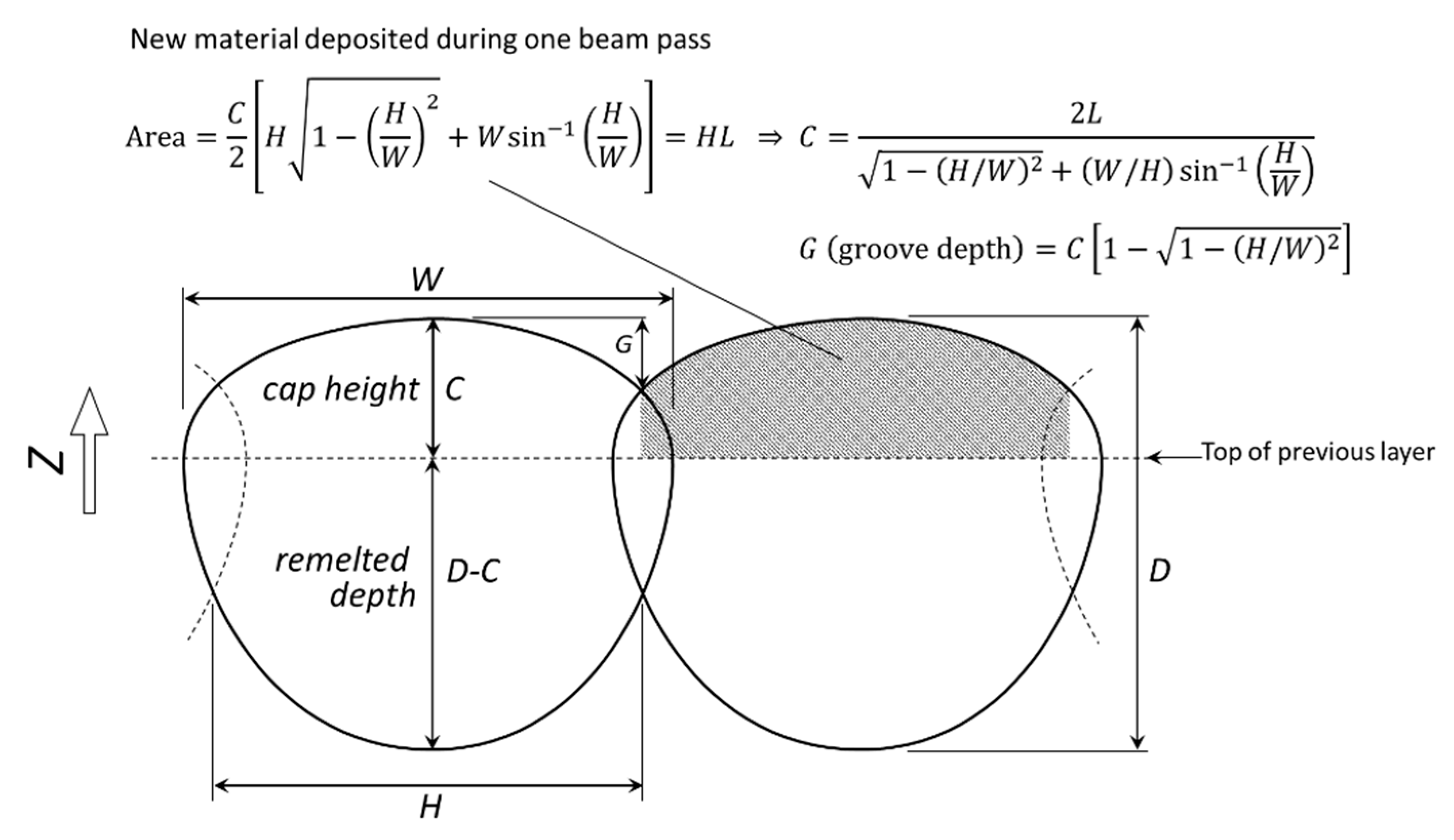
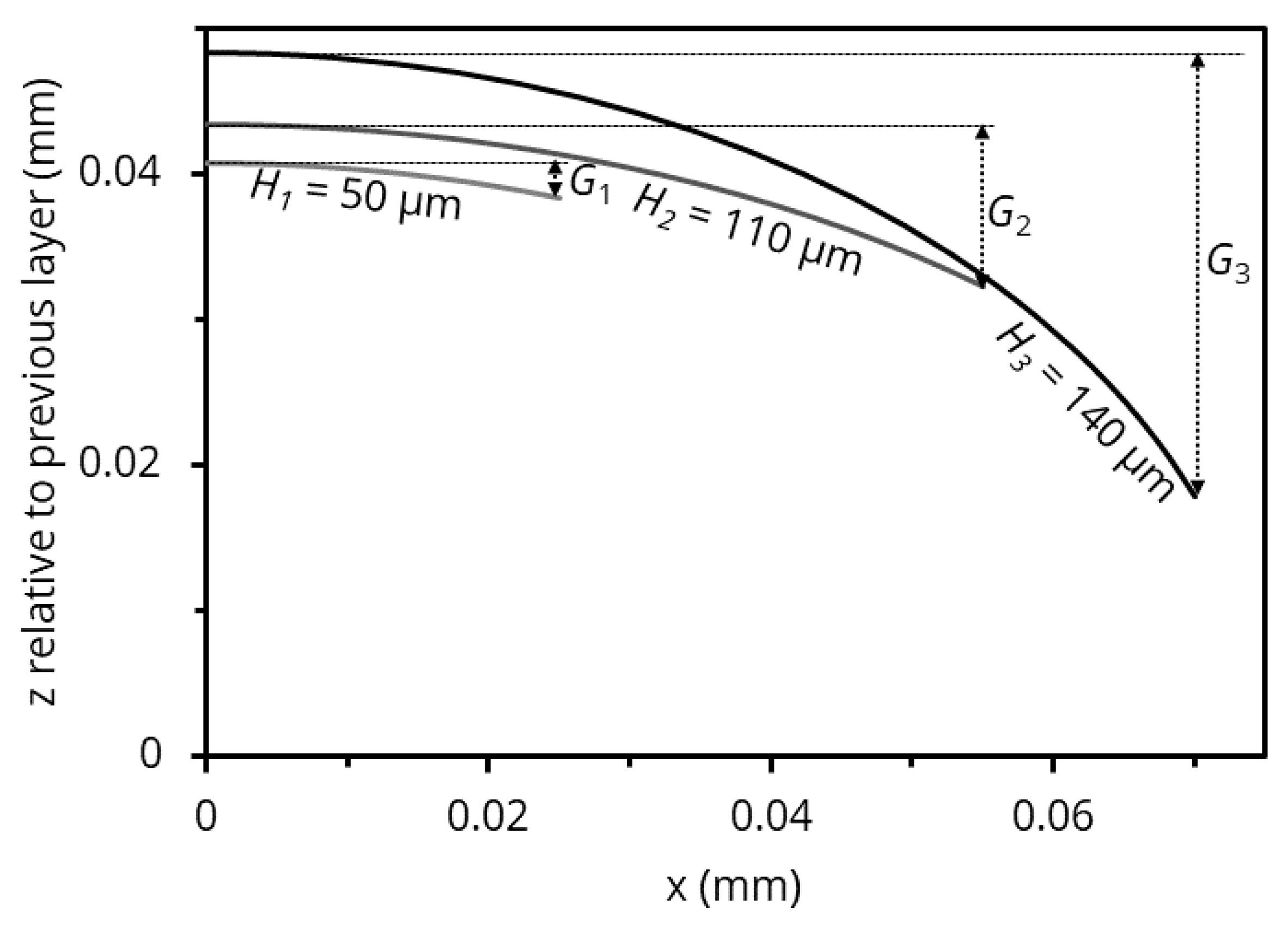
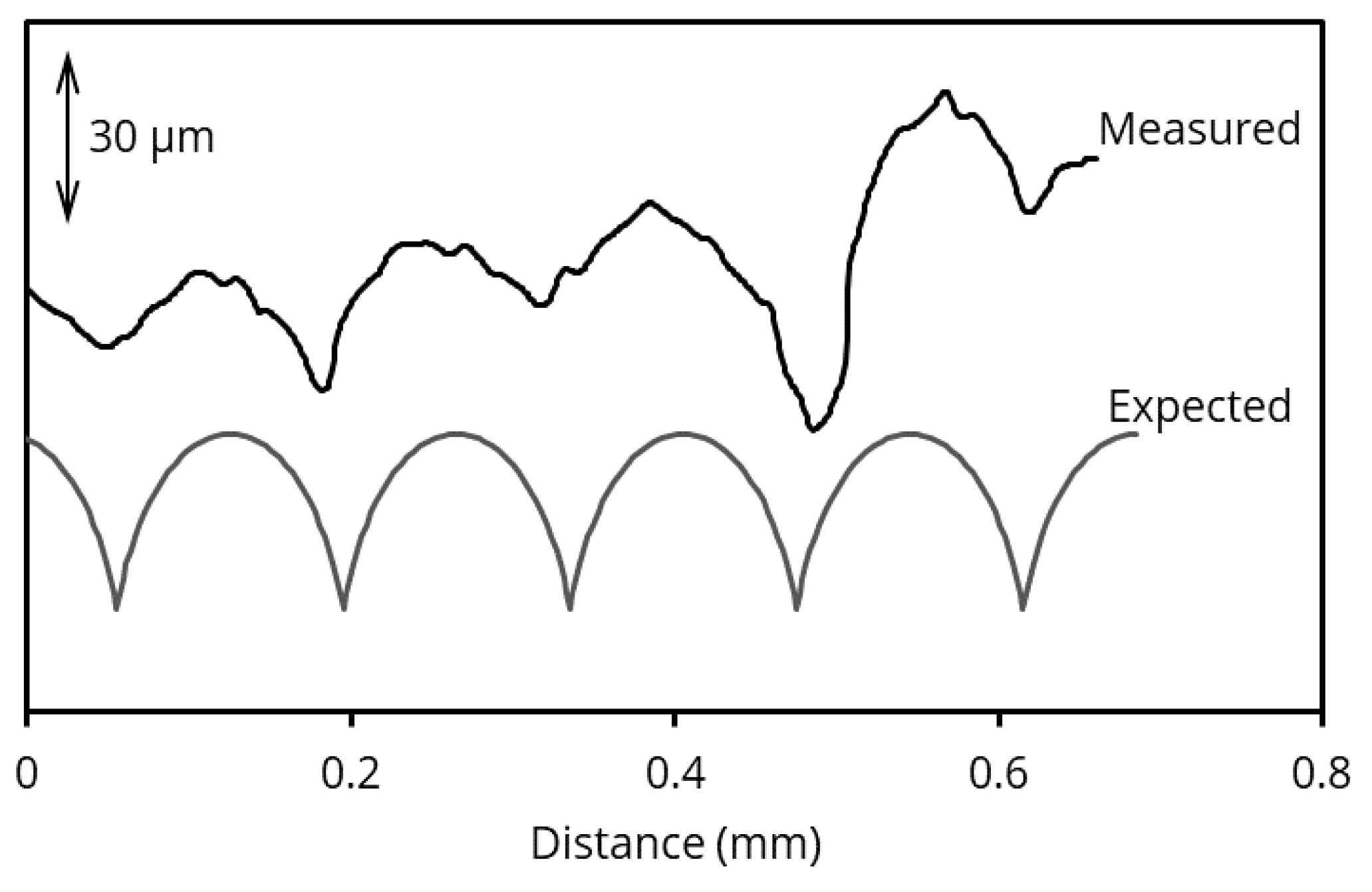
2.2. Predicted Effect of Hatch Spacing on Groove Depth
3. Results and Discussion
3.1. Oxides on Build Surface
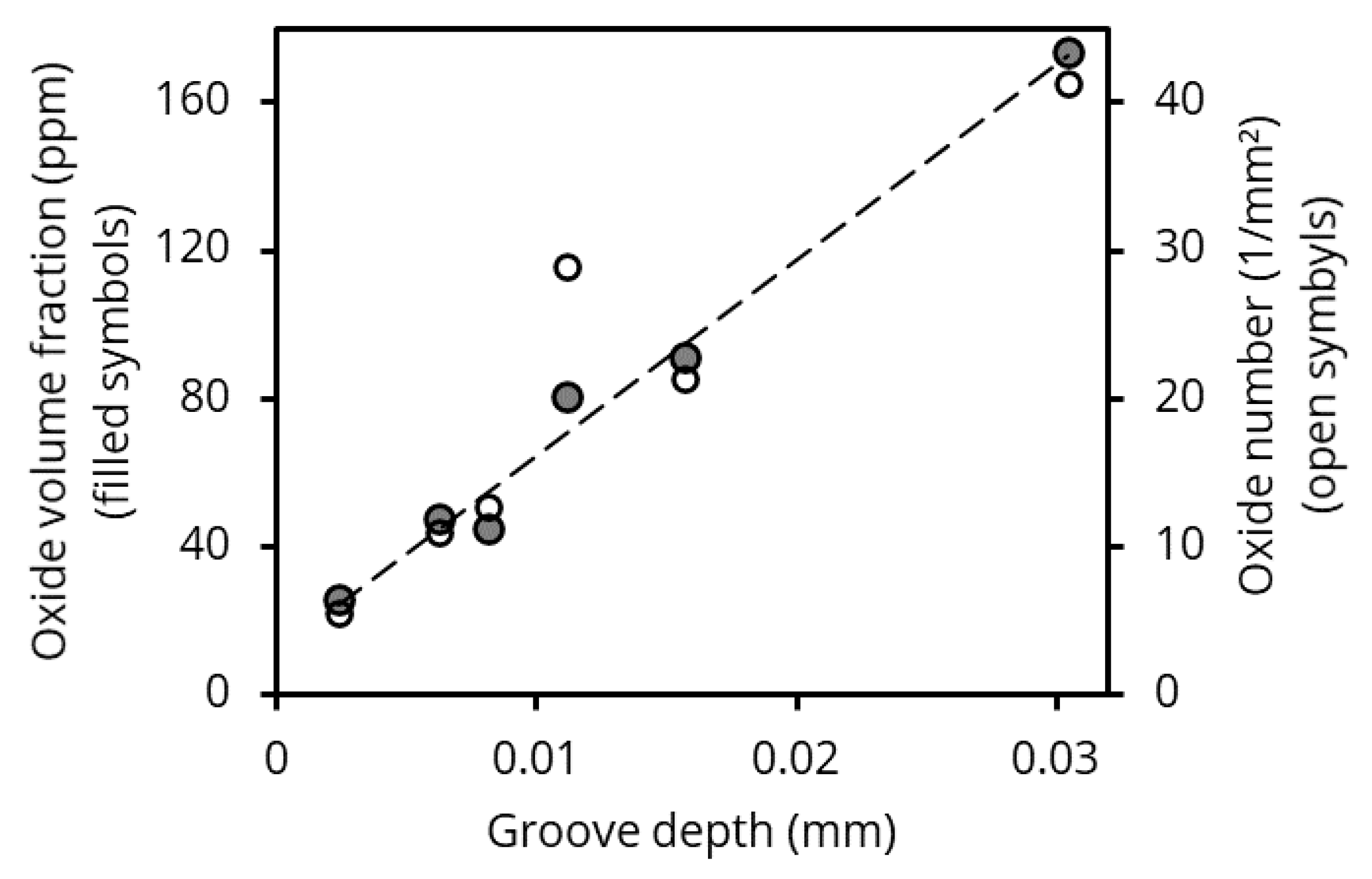
3.2. Oxide Inclusions within Coupons
3.3. Groove Depth
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gordon, J.V.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Beuth, J.L.; Rollett, A.D. Defect structure process maps for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Ohtsuki, T.; Smith, L.; Tang, M.; Pistorius, P.C. Origin of Oxides and Oxide-Related Pores in Laser Powder Bed Fusion Parts. In Structural Integrity of Additive Manufactured Materials and Parts; Shamsaei, N., Seifi, M., Eds.; ASTM International: West Conshohocken, PA, USA, 2020; pp. 45–60. [Google Scholar] [CrossRef]
- Deng, P.; Karadge, M.; Rebak, R.B.; Gupta, V.K.; Prorok, B.C.; Lou, X. The origin and formation of oxygen inclusions in austenitic stainless steels manufactured by laser powder bed fusion. Addit. Manuf. 2020, 35, 101334. [Google Scholar] [CrossRef]
- Hatami, S. Variation of fatigue strength of parts manufactured by laser powder bed fusion. Powder Metall. 2021, 1–6. [Google Scholar] [CrossRef]
- Sadeghi, E.; Karimi, P.; Israelsson, N.; Shipley, J.; Månsson, T.; Hansson, T. Inclusion-induced fatigue crack initiation in powder bed fusion of Alloy 718. Addit. Manuf. 2020, 36, 101670. [Google Scholar] [CrossRef]
- Pauzon, C.; Markström, A.; Dubiez-Le Goff, S.; Hryha, E. Effect of the Process Atmosphere Composition on Alloy 718 Produced by Laser Powder Bed Fusion. Metals 2021, 11, 1254. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of Defect Generation in Ti–6Al–4V Parts Made Using Powder Bed Fusion Additive Manufacturing Processes. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Tang, D.; Ferreira, M.E.; Pistorius, P.C. Automated Inclusion Microanalysis in Steel by Computer-Based Scanning Electron Microscopy: Accelerating Voltage, Backscattered Electron Image Quality, and Analysis Time. Microsc. Microanal. 2017, 23, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Weisstein, E.W. “Ellipse”. From MathWorld—A Wolfram Web Resource. Available online: https://mathworld.wolfram.com/Ellipse.html (accessed on 5 February 2022).
- Rumble, J.R. (Ed.) CRC Handbook of Chemistry and Physics, 102th ed.; Internet Version 2021; CRC Press/Taylor & Francis: Boca Raton, FL, USA, 2021. [Google Scholar]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead: Cambridge, UK, 2002. [Google Scholar]
- Tang, M.; Pistorius, P.C. Oxides, porosity and fatigue performance of AlSi10Mg parts produced by selective laser melting. Int. J. Fatigue 2017, 94, 192–201. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Fe | Nb | Mo | Ti | Al |
|---|---|---|---|---|---|---|
| 53.5 | 19.1 | 16.9 | 5.3 | 3.6 | 1.0 | 0.58 |
| Hatch Spacing | Melt Pool Width | Melt Pool Depth | Cap Height (Calc.) | Internal Oxides | Internal Oxides | Build-Surface Oxide | Groove Depth (Calc.) | Groove Depth (Meas.) |
|---|---|---|---|---|---|---|---|---|
| (mm) | (mm) | (mm) | (mm) | (Area, ppm) | (#/mm²) | (pct.) | (µm) | (µm) |
| 0.05 | 0.15 | 0.17 | 0.041 | 25 | 5.4 | 11.9 | 2.4 | 2.9 |
| 0.09 | 0.17 | 0.17 | 0.042 | 48 | 10.9 | 9.2 | 6.3 | 6.3 |
| 0.1 | 0.17 | 0.16 | 0.043 | 45 | 12.7 | 9.2 | 8.1 | 6.7 |
| 0.11 | 0.16 | 0.16 | 0.044 | 81 | 28.9 | 9.0 | 11.2 | 6.8 |
| 0.12 | 0.16 | 0.16 | 0.045 | 91 | 21.3 | 7.2 | 15.7 | 11.0 |
| 0.13 | 0.16 | 0.15 | 0.046 | - | - | 7.7 | 21.0 | 18.9 |
| 0.14 | 0.15 | 0.16 | 0.048 | 173 | 41.2 | 7.6 | 30.5 | 21.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smith, L.A.; Pistorius, P.C. Build Surface Roughness and Internal Oxide Concentration for Laser Powder Bed Fusion of IN718. J. Manuf. Mater. Process. 2022, 6, 25. https://doi.org/10.3390/jmmp6010025
Smith LA, Pistorius PC. Build Surface Roughness and Internal Oxide Concentration for Laser Powder Bed Fusion of IN718. Journal of Manufacturing and Materials Processing. 2022; 6(1):25. https://doi.org/10.3390/jmmp6010025
Chicago/Turabian StyleSmith, Lonnie A., and Petrus Christiaan Pistorius. 2022. "Build Surface Roughness and Internal Oxide Concentration for Laser Powder Bed Fusion of IN718" Journal of Manufacturing and Materials Processing 6, no. 1: 25. https://doi.org/10.3390/jmmp6010025
APA StyleSmith, L. A., & Pistorius, P. C. (2022). Build Surface Roughness and Internal Oxide Concentration for Laser Powder Bed Fusion of IN718. Journal of Manufacturing and Materials Processing, 6(1), 25. https://doi.org/10.3390/jmmp6010025