
Microstructure Evolution in Inconel 718 Produced by Powder Bed Fusion Additive Manufacturing

 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Powder and Elemental Analysis
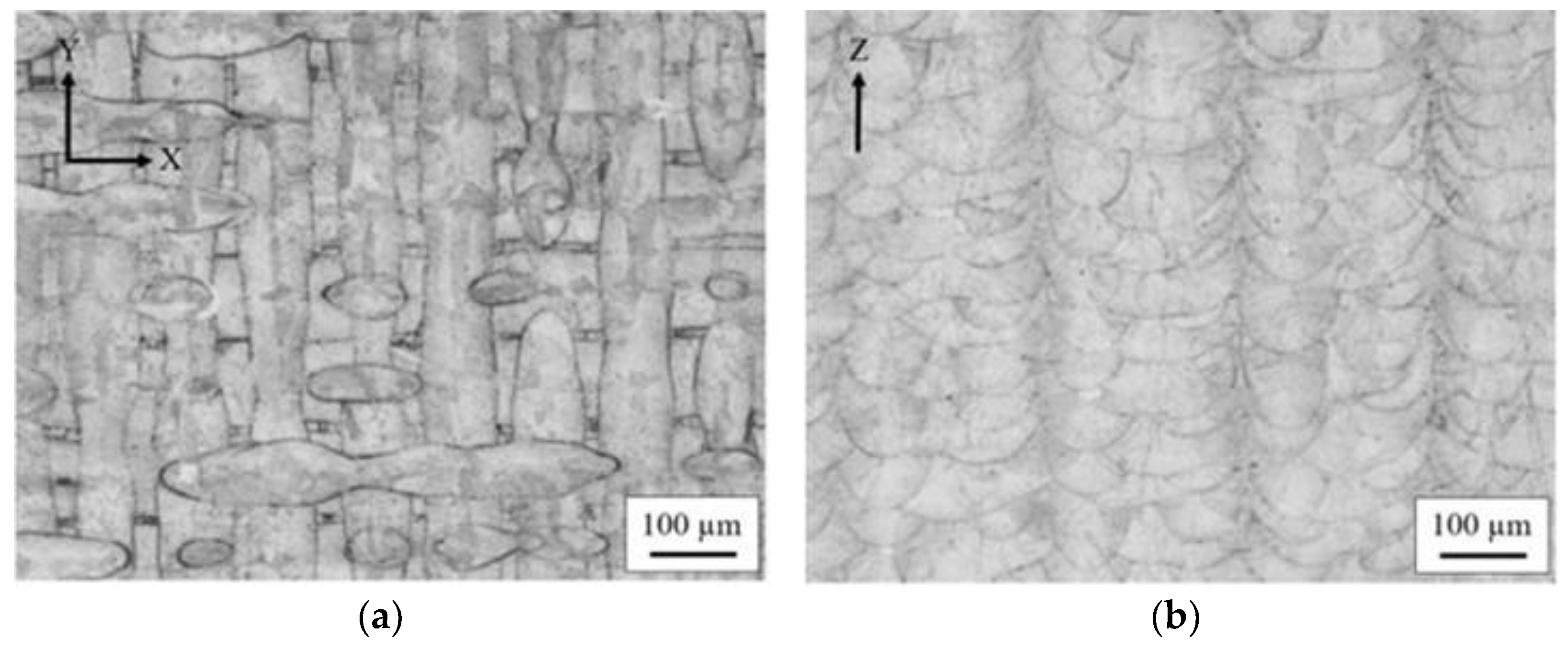
3.2. Optical Microscopy Images
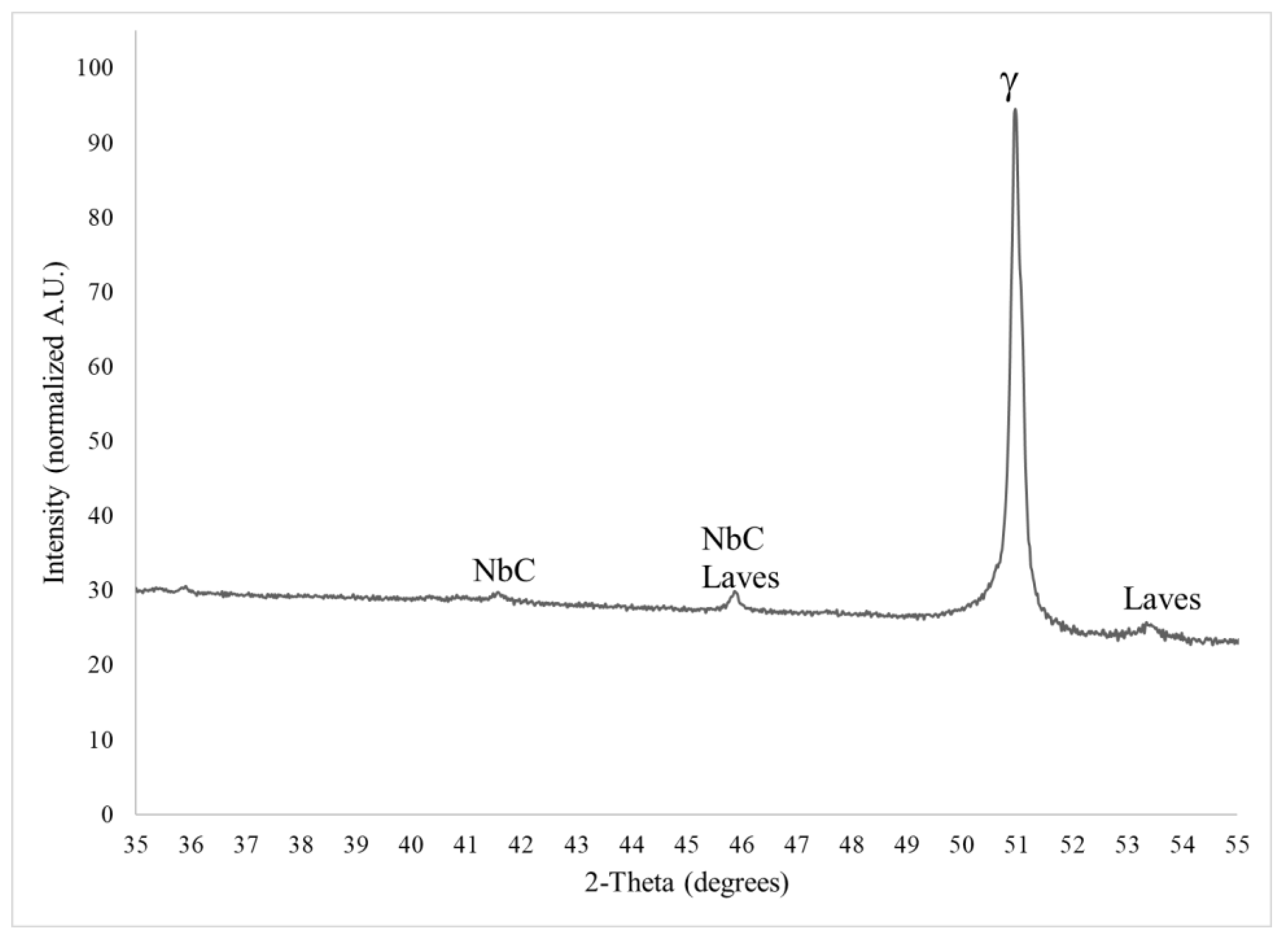
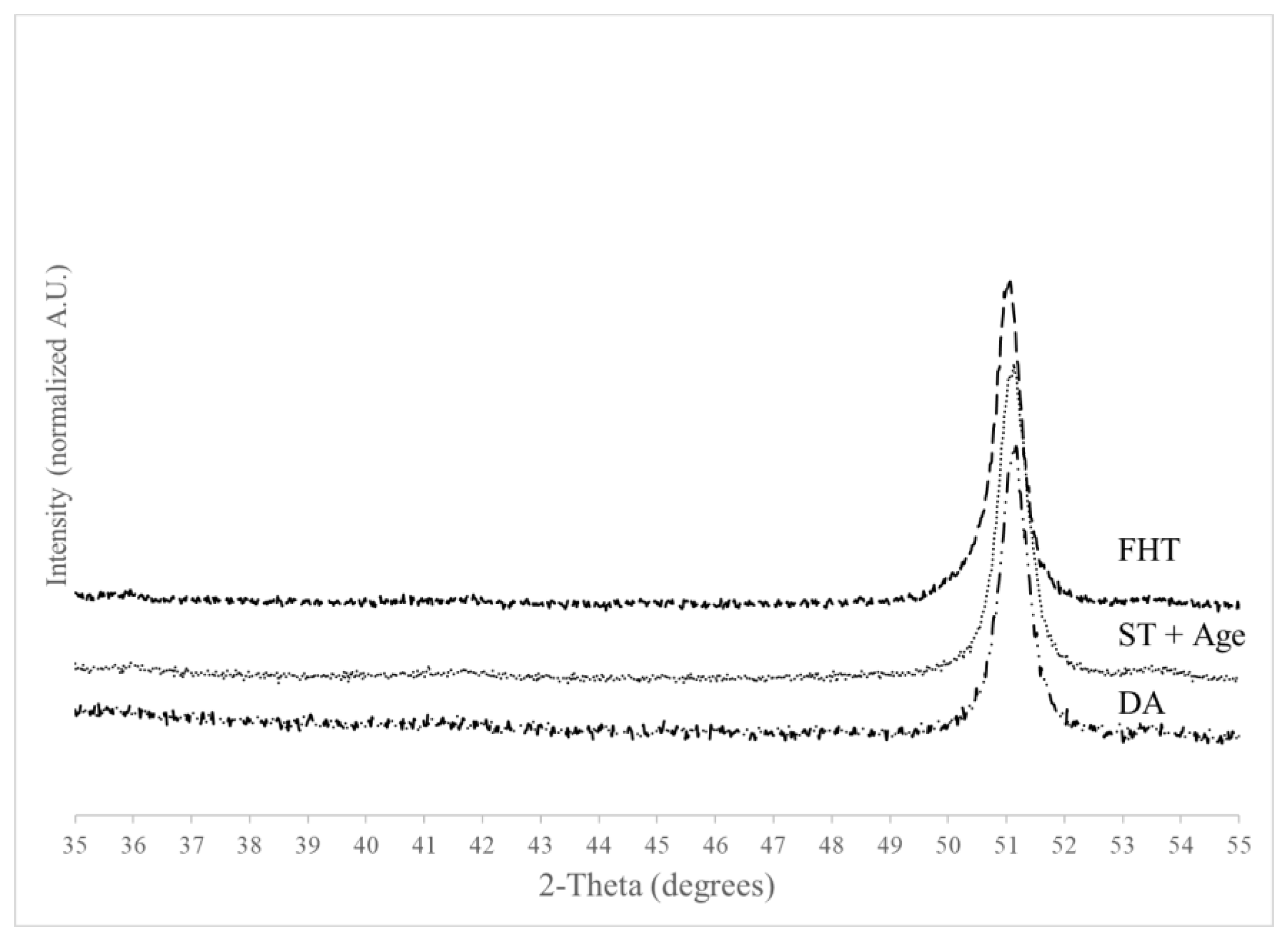
3.3. X-ray Diffraction Results
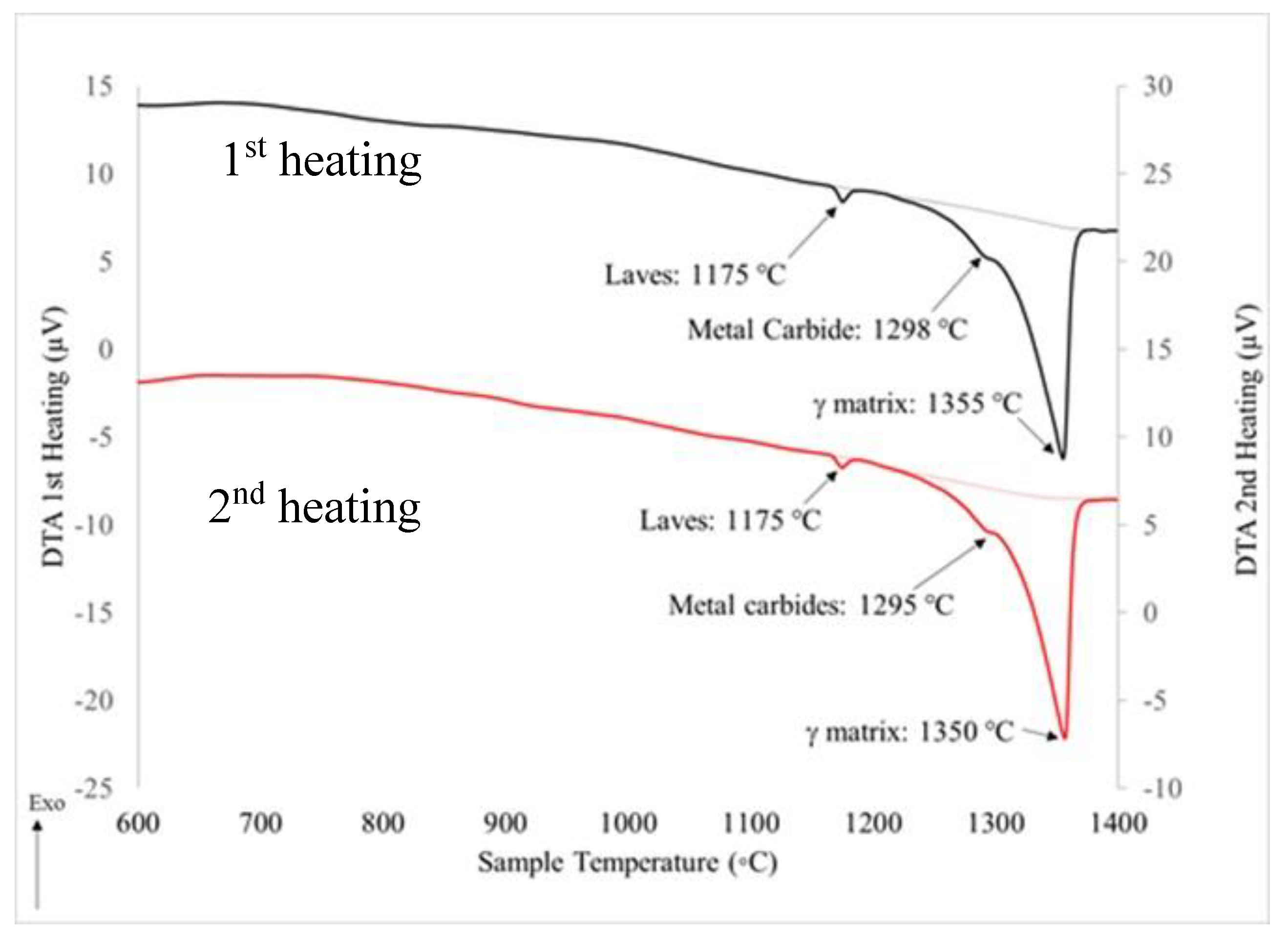
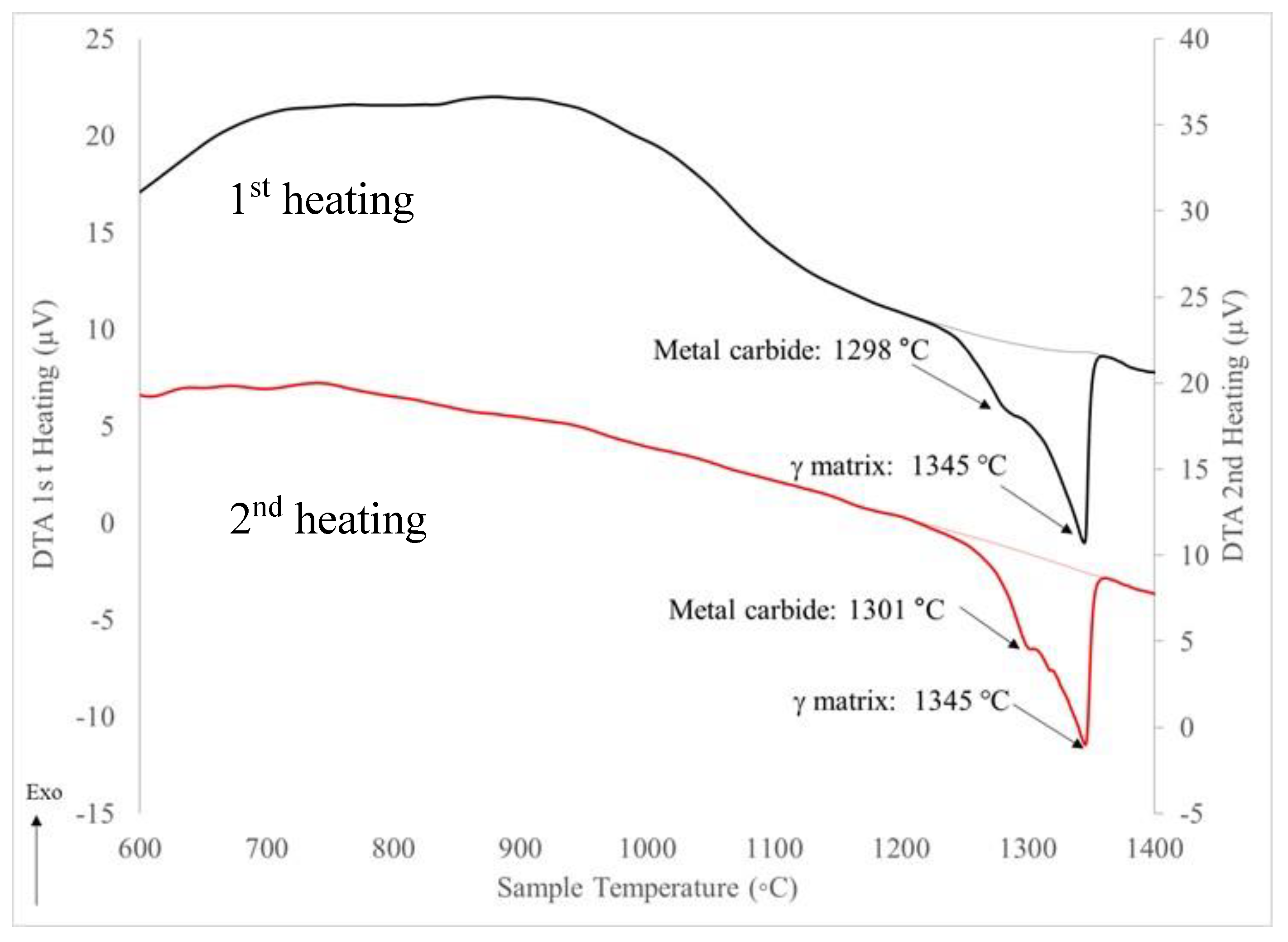
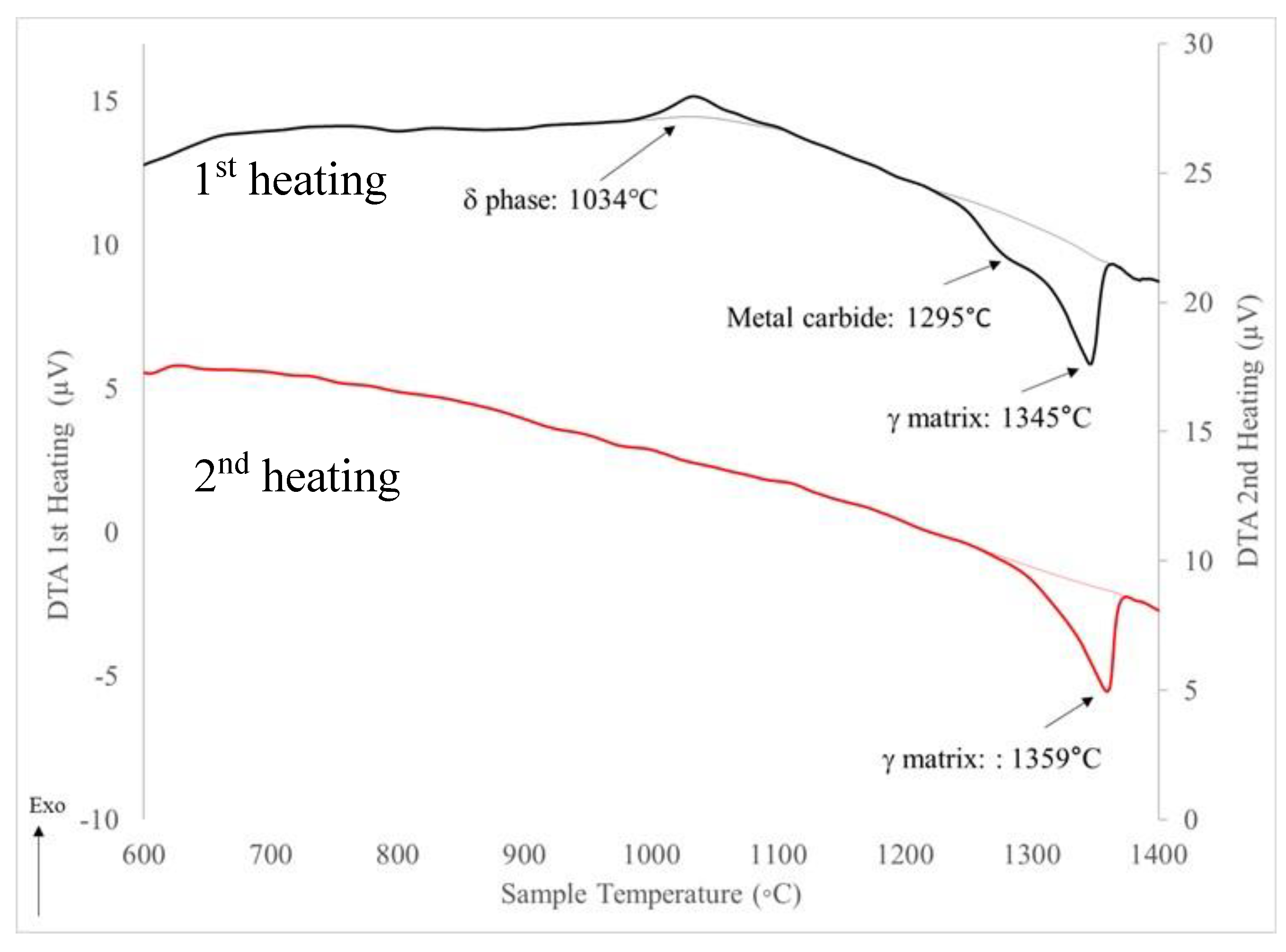
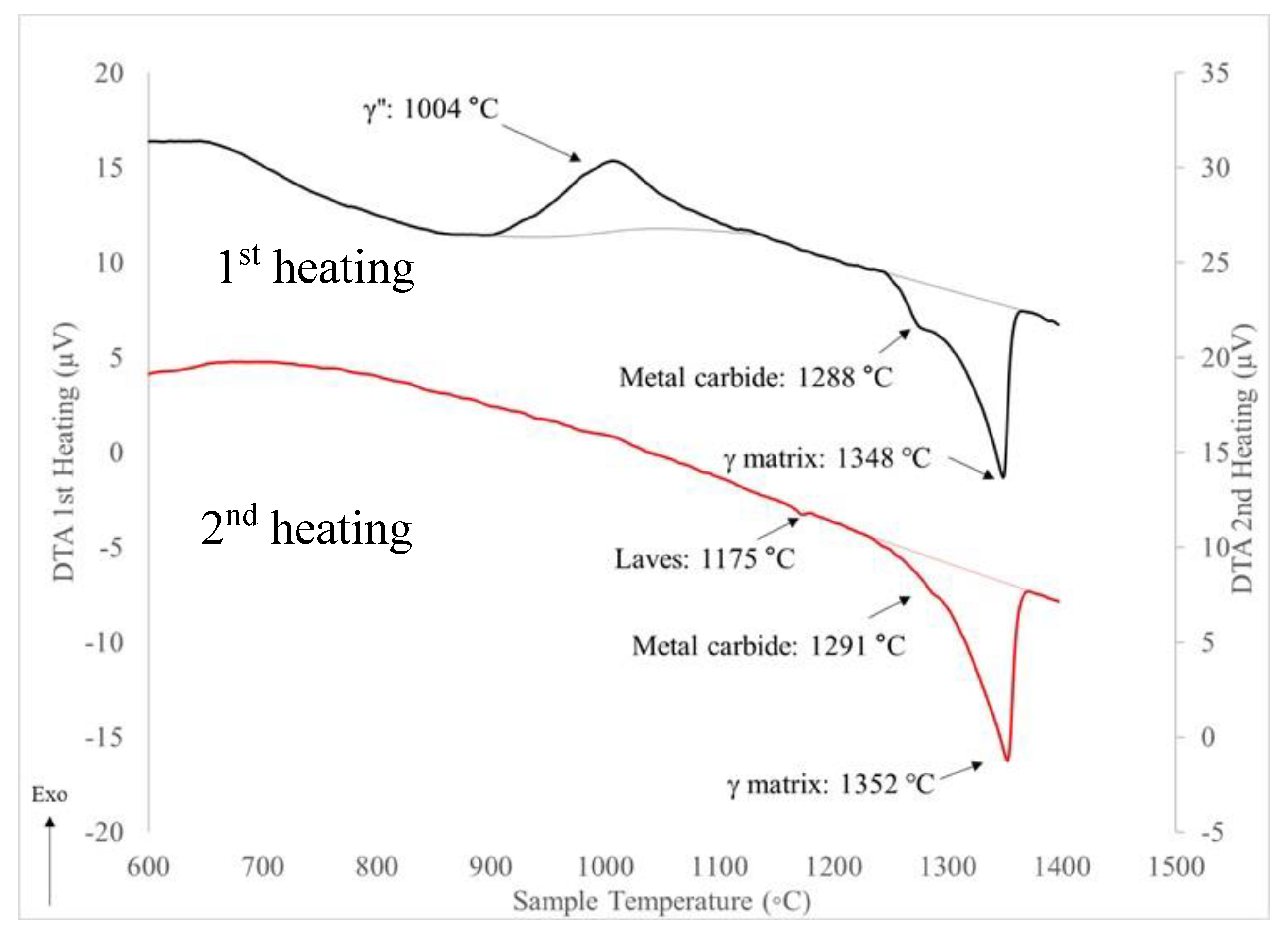
3.4. Differential Thermal Analysis
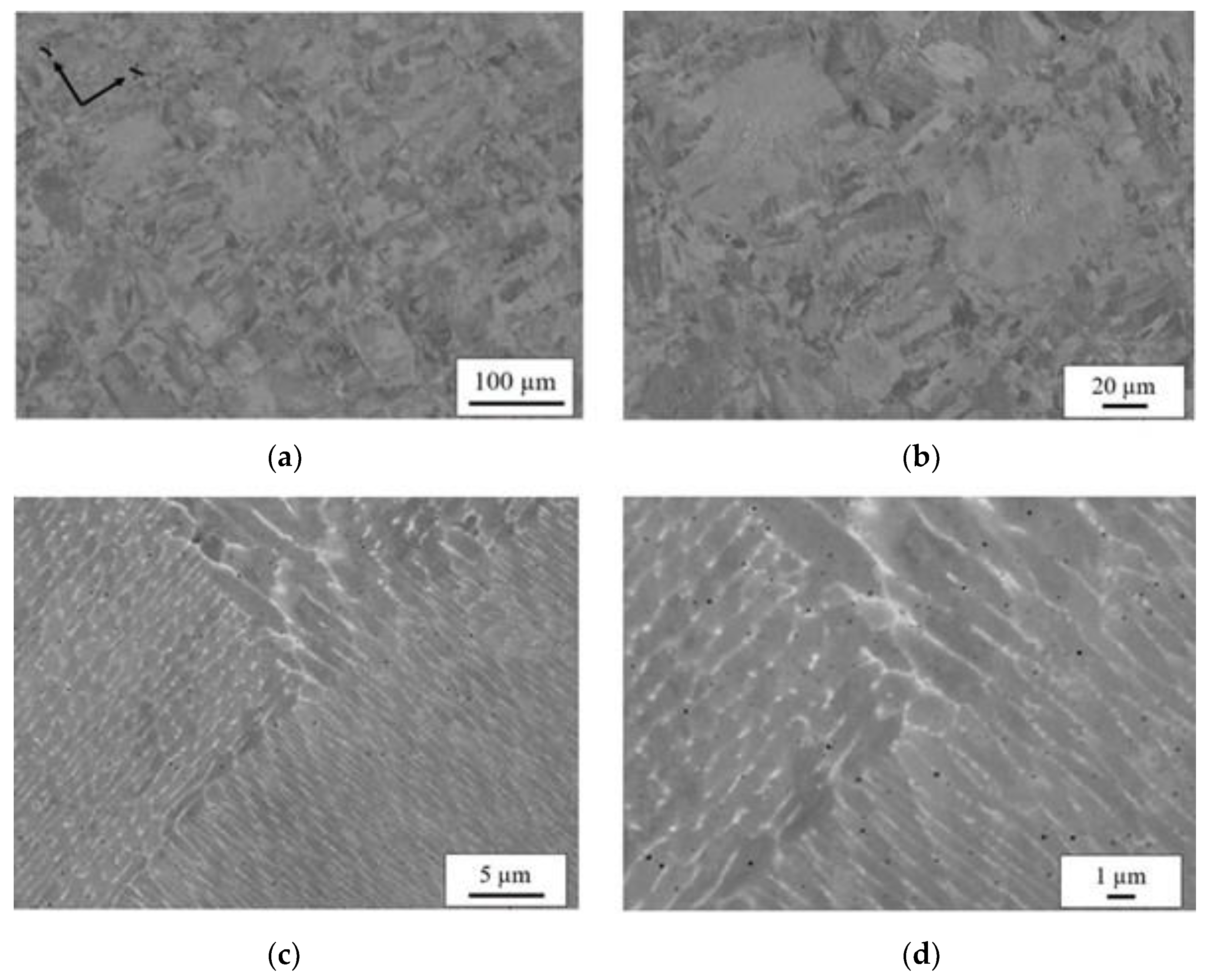
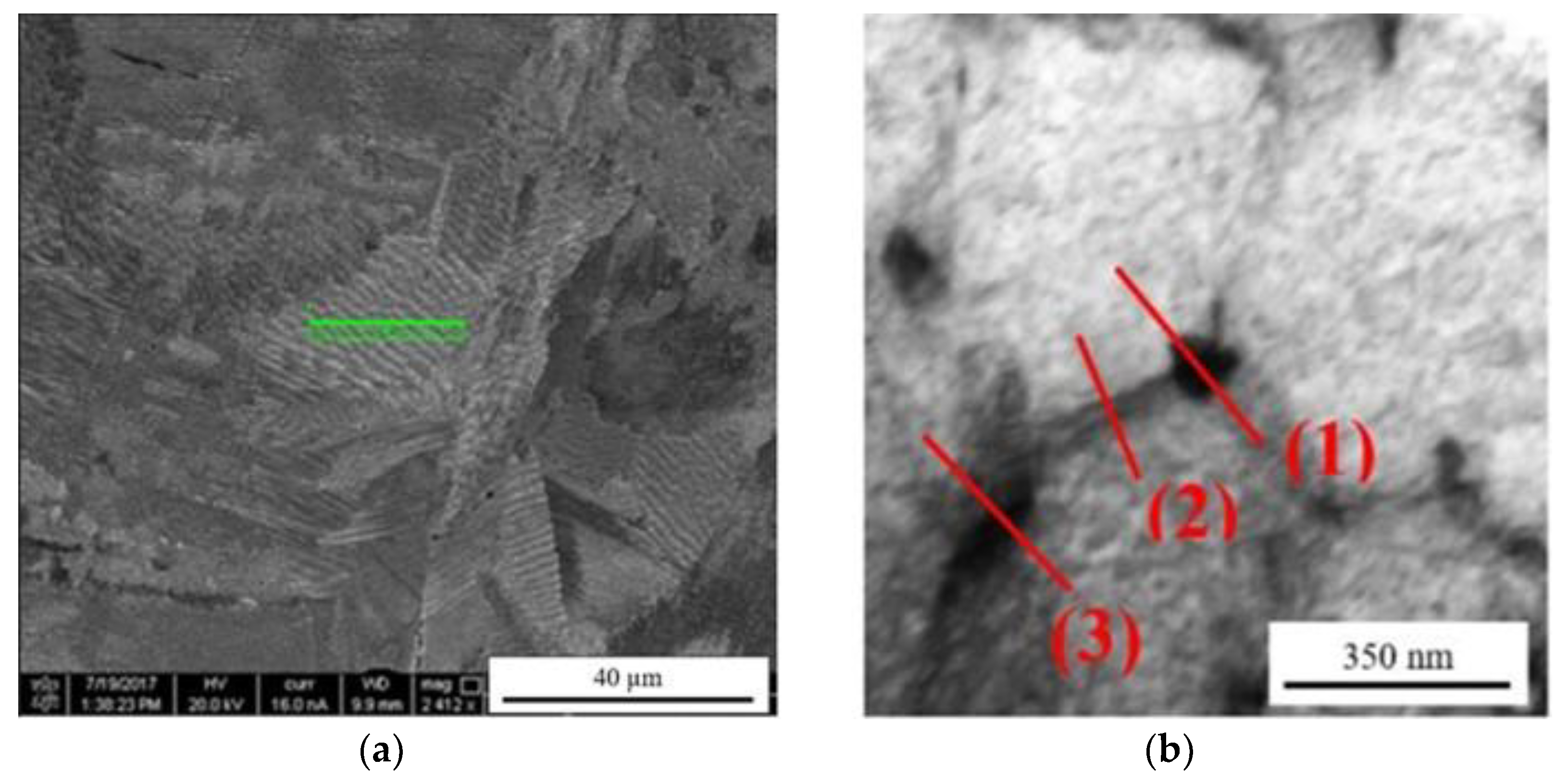
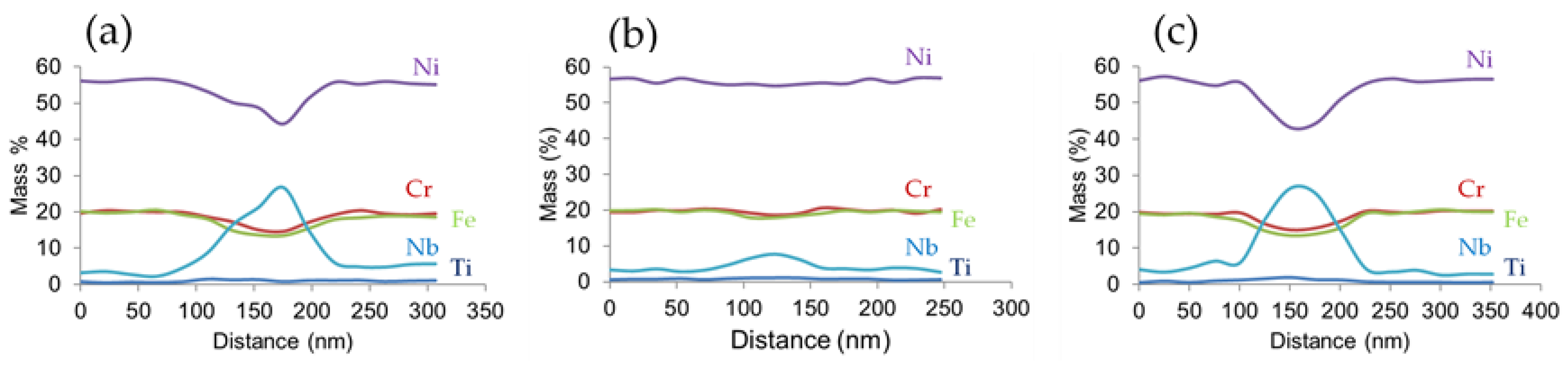
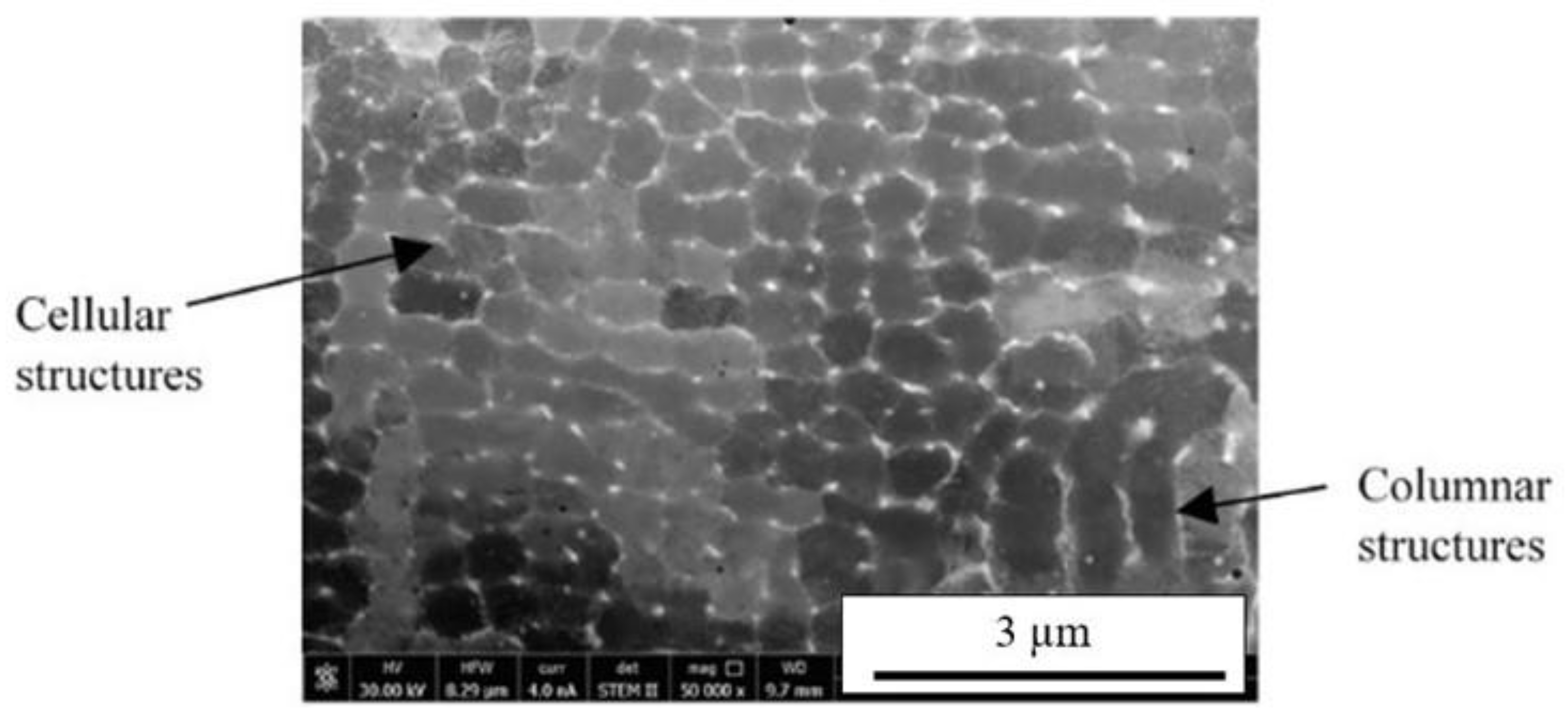
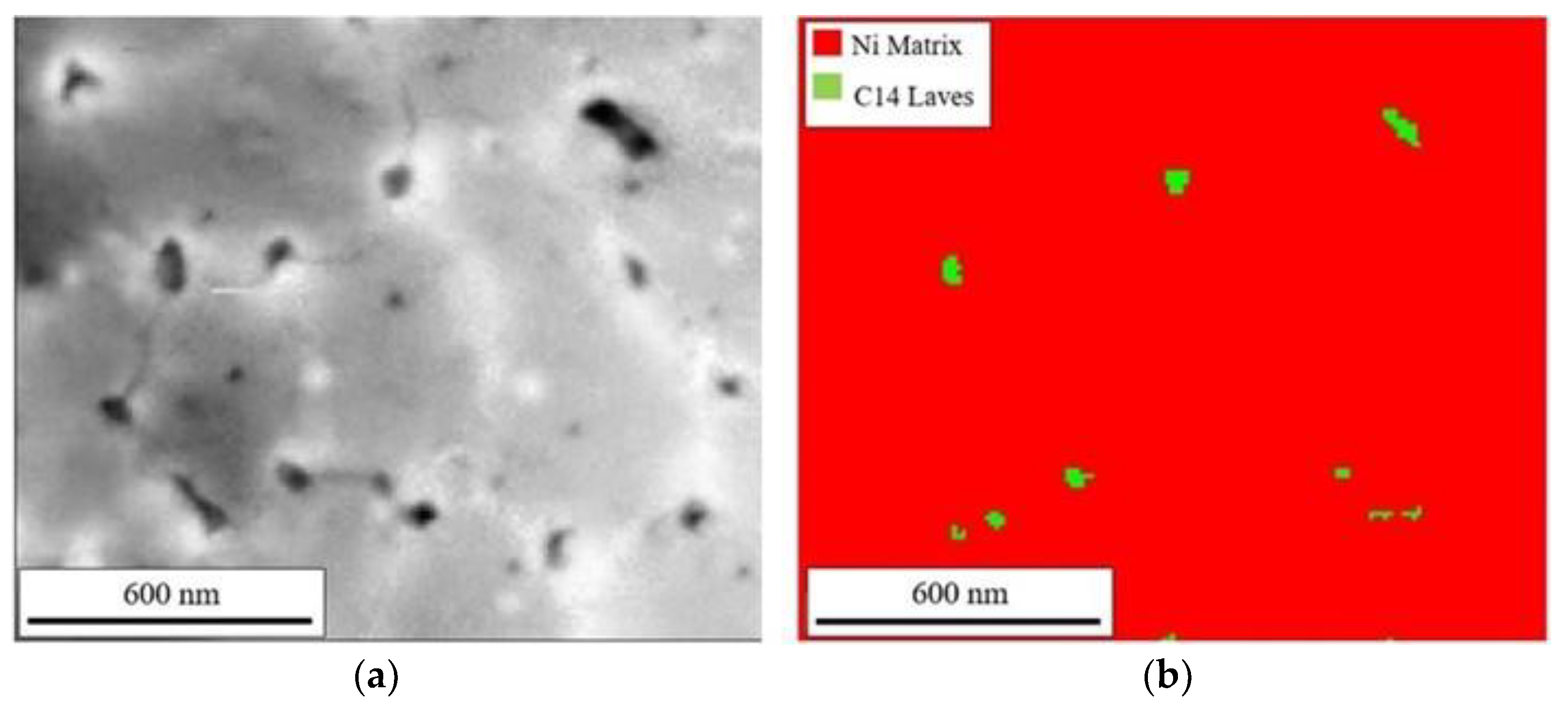
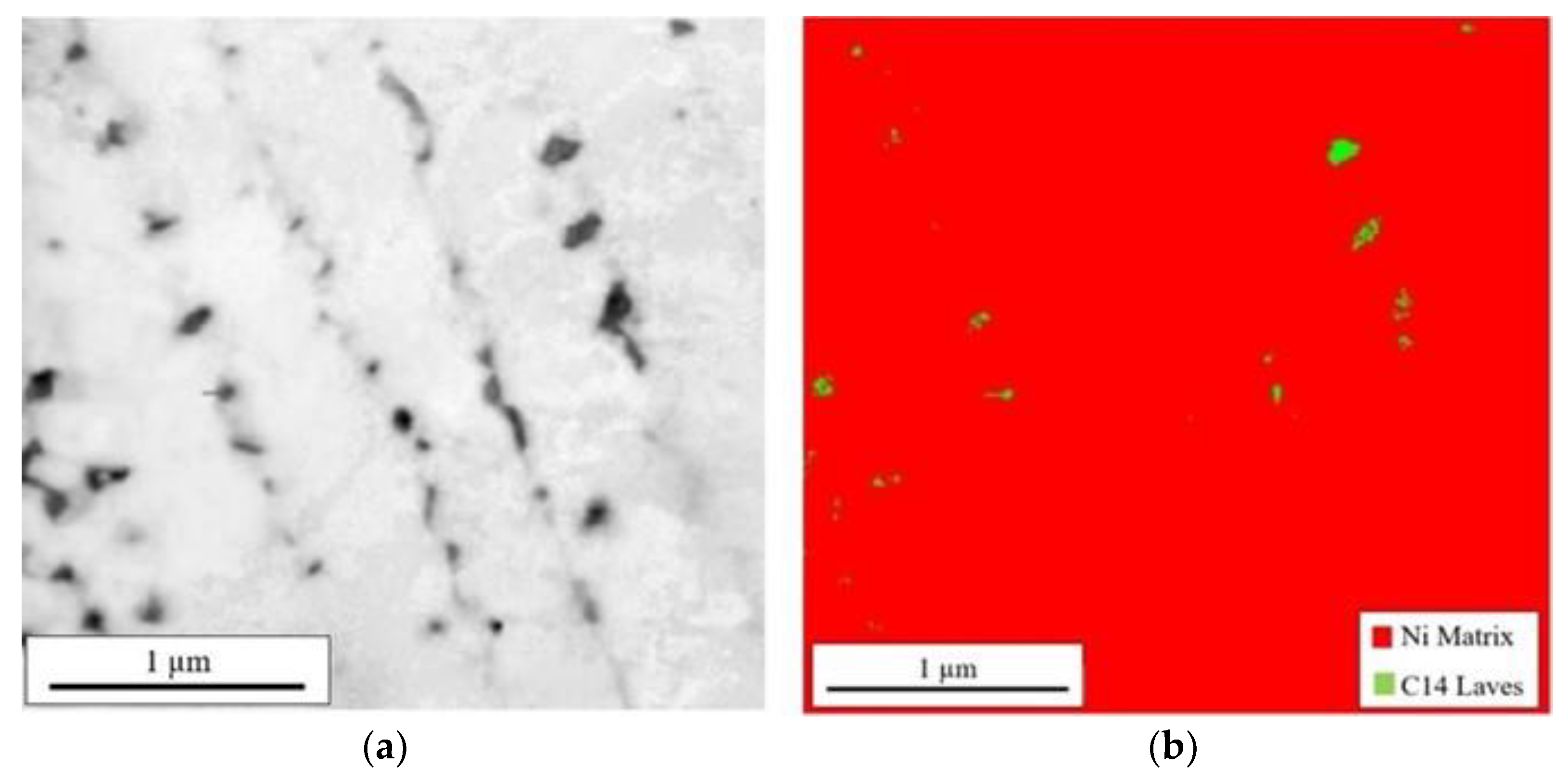
3.5. Transmission Electron Microscopy Imaging
3.6. Transmission Kikuchi Diffraction Analysis
3.7. Analysis of Heat Treated Samples
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Schafrik, R.E.; Ward, D.D.; Groh, J.R. Application of Alloy 718 in GE Aircraft Engines: Past, Present, and the Next 5 Years. In Superalloys 718, 625, 706 and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 2001; pp. 1–11. [Google Scholar]
- Paulonis, D.F.; Schirra, J.J. Alloy 718 at Pratt & Whitney—Historical Perspective and Future Challenge. In Superalloys 718, 625, 716 and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 2001; pp. 13–23. [Google Scholar]
- Diltemiz, S.F.; Zhang, S. Aerospace Materials Handbook, 1st ed.; CRC Press: Boca Raton, FL, USA, 2012; pp. 1–76. [Google Scholar]
- Thompson, R.G.; Dobbs, J.R.; Mayo, D.E. The effect of heat treatment on microfissuring in alloy 718. Am. Weld. Soc. J. 1986, 25, 299–304. [Google Scholar]
- Radavich, F.; Couts, W.H., Jr. Factors Affecting Delta Phase Precipitation and Growth at Hot Work Temperatures for Direct Aged INCO 718. In Superalloys; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1984; pp. 497–507. [Google Scholar]
- Radavich, J.F. The Physical Metallurgy of Cast and Wrought Alloy 718. In Superalloys 718—Metallurgy and Applications; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989; pp. 229–240. [Google Scholar]
- Ruiz, C.; Obabueki, A.; Gillespie, K. Evaluation of the Microstructure and Mechanical Properties of Delta Processed Alloy 718. In Superalloys; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1992; pp. 33–42. [Google Scholar]
- Dix, A.W.; Hyzak, J.M.; Singh, R.P. Application of Ultra Fine Grain Alloy 718 Forging Billet. In Superalloys; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1992; pp. 23–32. [Google Scholar]
- Mahadevan, S.; Nalawade, S.; Singh, J.B.; Verma, A.; Paul, B.; Ramaswamy, K. Evolution of Phase Microstructure in Inconel 718. In Superalloy 718 and Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 2010; pp. 737–750. [Google Scholar]
- Azadian, S.; Wei, L.-Y.; Warren, R. Delta phase precipitation in Inconel 718. Mater. Charact. 2004, 53, 7–16. [Google Scholar] [CrossRef]
- Anderson, M.; Thielin, A.-L.; Bridier, F.; Bocher, P.; Savoie, J. δ Phase precipitation in Inconel 718 and associated mechanical properties. J. Mater. Sci. Eng. A 2017, 679, 48–55. [Google Scholar] [CrossRef]
- Schirra, J.J.; Caless, R.H.; Hatala, R.W. The Effect of Laves Phase on the Mechanical Properties of Wrought and Cast + HIP Inconel 718. In Superalloys 718, 625, and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1991; pp. 375–388. [Google Scholar]
- Qi, H.; Azer, M.; Ritter, A. Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured INCONEL 718. Metall. Mater. Trans A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Lass, E.A.; Stoudt, M.R.; Katz, M.B.; Williams, M.E. Precipitation and dissolution of δ and γ″ during heat treatment of a laser powder-bed fusion produced Ni-based superalloy. Script Mater. 2018, 154, 83–86. [Google Scholar] [CrossRef]
- Strondl, A.; Fischer, R.; Frommeyer, G.; Schneider, A. Investigations of MX and ‘/’ precipitates in the nickel-based superalloy 718 produced by electron beam melting. Mater. Sci. Eng. A 2008, 480, 138–147. [Google Scholar] [CrossRef]
- Stein, F.; Leineweber, A. Laves phases: A review of their functional and structural applications and an improved fundamental understanding of stability and properties. J. Mater. Sci. Rev. 2021, 56, 5321–5427. [Google Scholar] [CrossRef]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J.; Romig, A.D., Jr.; Hammetter, W.F. Inconel 718, A solidification diagram. Metall. Mater. Trans. A 1989, 20, 1989–2149. [Google Scholar] [CrossRef]
- Antonsson, T.; Fredriksson, H. The effect of cooling rate on the solidification of INCONEL 718. Metall. Mater. Trans. B. 2005, 36, 85–96. [Google Scholar] [CrossRef]
- Carlson, R.G.; Radavich, J.F. Microstructural Characterization of Cast 718. In Superalloy 718—Metallurgy and Applications; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989; pp. 79–95. [Google Scholar]
- Cieslak, M.J.; Knorovsky, G.A.; Headley, T.J.; Romig, A.D., Jr. The Solidification Metallurgy of Alloy 781 and Other Nb-Containing Superalloys. In Superalloy 718—Metallurgy and Applications; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989; pp. 59–68. [Google Scholar]
- Cieslak, M.J. The Solidification Behavior of an Alloy 625/718 Variant. In Superalloys 718, 625, and Various Derivatives; Loria, E.A., Ed.; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1991; pp. 71–80. [Google Scholar]
- Sohrabi, M.J.; Mirzadeh, H.; Rafiei, M. Solidification behavior and Laves phase dissolution during homogenization heat treatment of Inconel 718 superalloy. Vacuum 2018, 154, 235–243. [Google Scholar] [CrossRef]
- Brenne, F.; Taube, A.; Pröbstle, M.; Neumeier, S.; Schwarze, D.; Schaper, M.; Niendorf, T. Microstructural design of Ni-base alloys for high-temperature applications: Impact of heat treatment on microstructure and mechanical properties after selective laser melting. Prog. Addit. Manuf. 2016, 1, 141–151. [Google Scholar] [CrossRef]
- Miao, Z.-J.; Shan, A.-D.; Wu, Y.-B.; Lu, J.; Xu, W.-L.; Song, H.-W. Quantitative analysis of homogenization treatment of Inconel 718 superalloy. Trans. Nonferrous Met. Soc. China 2011, 21, 1009–1017. [Google Scholar] [CrossRef]
- Wang, W.; Zhu, C.; Zeng, J.; Lu, C.; Qian, H.; Xu, H.; Lyu, P. Microstructures and Nb-rich precipitation behaviors of Inconel 718 superalloy under sub-rapid solidification process. Metall. Mater. Trans. A 2020, 51, 2306–2317. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.S.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Guo, J.T. Materials Science and Engineering for Superalloys; Science Press: Beijing, China, 2008; pp. 353–360. [Google Scholar]
- Qu, F.S.; Lui, X.G.; Xing, F.; Zhang, K.F. High temperature tensile properties of laser butt welded plate of Inconel 718 superalloy with ultrafine grains. Trans. Nonferrous Met. Soc. China 2012, 22, 2379–2388. [Google Scholar] [CrossRef]
- Agnoli, A.; Bernacki, M.; Loge, R.; Franchet, J.-M.; Laigo, J.; Bozzolo, N. Selective Growth of Low Stored Energy Grains During Sub-solvus Annealing in the Inconel 718 Nickel-Based Superalloy. Metall. Mater. Trans. A 2015, 46, 4405–4421. [Google Scholar] [CrossRef]
- AMS 5663M; Nickel Alloy, Corrosion, and Heat Resistant, Bars, Forgings, and Rings 52.5Ni-19Cr-3.0Mo-5.1Cb(Nb)-0.9Ti-0.50Al-18Fe Consumable Electrode or Vacuum Inducted Melted 1775°F (968 °C) Solution and Precipitation Heat Treated. SAE International: Warrendale, PA, USA, 2009.
- AMS 5664E; Nickel Alloy, Corrosion and Heat Resistant, Bars, Forgings, and Rings 52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe Consumable Electrode or Vacuum Induction melted 1950 °F (1066 °C) Solution Heat Treated, Precipitation Hardenable. SAE International: Warrendale, PA, USA, 2006.
- Cozar, R.; Pineau, A. Morphology of y’ and y″ Precipitates and Thermal Stability of Inconel 718 Type Alloys. Metall. Mater. Trans. B 1973, 4, 47–59. [Google Scholar] [CrossRef]
- Devaux, A.; Naze, L.; Molins, R.; Pineau, A.; Organista, A.; Guedou, J.Y.; Uginet, J.F.; Heritier, P. Gamma double prime precipitation kinetic in Alloy 718. Mater. Sci. Eng. A 2008, 486, 117–122. [Google Scholar] [CrossRef]
- Oblak, J.M.; Paulonis, D.F.; Duvall, D.S. Coherency Strengthening in Ni Base Alloys Hardened by D022” Precipitates. Metall. Mater. Trans. 1974, 5, 143–153. [Google Scholar] [CrossRef]
- Chang, K.M.; Nahm, A.H. Rene 220: 100F Improvement Over Alloy 718. In Superalloy 718, Metallurgy and Applications; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989; pp. 631–646. [Google Scholar]
- Chen, S.W.; Zhang, C.; Xia, Z.X.; Ishikawa, H.; Yang, Z.G. Precipitation behavior of Fe2Nb Laves phase on grain boundaries in austenitic heat resistance steels. Mater. Sci. Eng. A. 2014, 616, 183–188. [Google Scholar] [CrossRef]
- Wang, X.; Gong, X.; Chou, K. Review on powder-bed laser additive manufacturing of Inconel 718 parts. Proc. I Mech. E Part B J. Eng. Manuf. 2017, 231, 1890–1903. [Google Scholar] [CrossRef]
- Wang, X.; Keya, T.; Chou, K. Build Height Effect on the Inconel 718 Parts Fabricated by Selective Laser Melting. Procedia Manuf. 2016, 5, 1006–1017. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Impact of heat treatment on mechanical behavior of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Deng, D.; Pewng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Zhao, Y.; Guo, Q.; Ma, Z.; Yu, L. Comparative study on the microstructure evolution of selective laser melted and wrought IN718 superalloy during subsequent heat treatment process and its effect on mechanical properties. Mater. Sci. Eng. A 2020, 791, 139735. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functional graded Inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Theska, F.; Stanojevic, A.; Oberwinkler, B.; Ringer, S.P.; Primig, S. On conventional versus direct aging of Alloy 718. Acta Mater 2018, 156, 116–124. [Google Scholar] [CrossRef]
- Krueger, D.D. The development of direct age 718 for gas turbine engine disk applications. In Superalloy 718; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989; pp. 279–296. [Google Scholar]
- ASTM F3055-14a; Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion. ASTM International: West Conshohocken, PA, USA, 2014.
- Oradei-Basile, A.; Radavich, J.F. A current T-T-T diagram for wrought alloy 718. In Superalloys 718, 625, and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1991; pp. 325–335. [Google Scholar]
- Geng, L.; Na, Y.-S.; Park, N.-K. Continuous cooling transformation behavior of alloy 718. Mater. Lett. 1997, 30, 401–505. [Google Scholar] [CrossRef]
- ASTM E1479-16; Standard Practice for Describing and Specifying Inductively Coupled Plasma Atomic Emission Spectrometers. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM E1019-18; Standard Test Methods for Determination of Carbon, Sulfur, Nitrogen, and Oxygen in Steel, Iron, Nickel, and Cobalt Alloys by Various Combustion and Inert Gas Fusion Techniques. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E8/E8M-16; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM B637-18; Standard Specification for Precipitation-Hardening and Cold Worked Nickel Alloy Bars, Forgings, and Forging Stock for Moderate or High Temperature Service. ASTM International: West Conshohocken, PA, USA, 2018.
- Mireles, O.R.; Tilson, W.; Rodiguez, O.; Jones, J.; Burkle, D. Characterizing Effects of Potential Build Induced Artifacts in L-PBF Components. In Proceedings of the AIAA Propulsion & Energy Conference 2020, #AIAA-2020-3507, Huntsville, AL, USA, 24–28 August 2020. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar]
- Tillman, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinoz, M.; Hoyer, K. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Zhang, B.; Meng, W.J.; Shao, S.; Phan, N.; Shamsaei, N. Effect of heat treatments on pore morphology and microstructure of laser additive manufactured parts. Mater. Des. Process. Commun. 2019, 1, e29. [Google Scholar] [CrossRef]
- Elambasseril, J.; Lu, S.L.; Ing, Y.P.; Liu, N.; Wang, J.; Brandt, M.; Tang, H.P.; Qian, M. 3D characterization of defects in deep-powder-bed manufactured Ti-6Al-4V and their influence on tensile properties. MSEA 2019, 761, 138031. [Google Scholar] [CrossRef]
- Raza, S. Superalloys: An introduction with thermal analysis. J. Fundam. Appl. Sci. 2015, 7, 364–374. [Google Scholar] [CrossRef][Green Version]
- Cao, W.D.; Kennedy, R.L.; Willis, M.P. Differential Thermal Analysis (DTA) Study of the Homogenization Process in Alloy 718. In Superalloys 718, 625, and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1991; pp. 147–160. [Google Scholar]
- Murata, Y.; Morinaga, M.; Yukawa, N.; Ogawa, H.; Kato, M. Solidification Structures of Inconel 718 with Microalloying Elements. In Superalloys 718, 625, and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1994; pp. 81–88. [Google Scholar]
- Formenti, A.; Eliasson, A.; Mitchell, A.; Fredriksson, H. Solidification sequence and carbide precipitation in Ni-base superalloys IN718, IN625 and IN939. High Temp Mater Process 2005, 24, 239–258. [Google Scholar] [CrossRef]
- Li, Z.; He, B.; Guo, Q. Strengthening and hardening mechanisms of additively manufactured stainless steels: The role of cell sizes. Scripta Mater. 2020, 177, 17–21. [Google Scholar] [CrossRef]
- Liu, L.; Ding, Q.; Zhong, Y.; Zou, J.; Wu, J.; Chu, Y.-L.; Li, J.; Zhang, Z.; Yu, Q.; Shen, Z. Dislocation network in additive manufactured steel breaks strength–ductility trade-off. Mater. Today 2018, 21, 354–361. [Google Scholar] [CrossRef]
- Zhou, L.; Mehta, A.; McWilliams, B.; Cho, K.; Sohn, Y. Microstructure, precipitates and mechanical properties of powder bed fused Inconel 718 before and after heat treatment. J. Mater. Sci. Technol. 2019, 35, 1153–1164. [Google Scholar] [CrossRef]
- Schneider, J.; Lund, B.; Fullen, M.J. Effect of heat treatment variations on the mechanical properties of Inconel 718 selective laser melted specimens. Add. Mfg. 2018, 21, 248–254. [Google Scholar] [CrossRef]
- Warren, B.E. X-ray Diffraction; Addison Wesley Pub. Co.: Boston, MA, USA, 1969. [Google Scholar]
- Klug, H.; Alexander, L. X-ray Diffraction Procedures: For Polycrystalline and Amorphous Materials; Wiley: Hoboken, NJ, USA, 1974. [Google Scholar]
- Weibel, A.; Bouchet, R.; Boulc, F.; Knauth, P. The Big Problem of Small Particles: A Comparison of Methods for Determination of Particle Size in Nanocrystalline Anatase Powders. Chem. Mater. 2005, 17, 2378–2385. [Google Scholar] [CrossRef]
- Vyverberg, K.; Jaeger, J.; Dutton, A.J. Quantifying Detection Limits and Uncertainty in X-ray Diffraction Mineralogical Assessments of Biogenic Carbonates. Sediment. Res. 2018, 88, 1261–1275. [Google Scholar] [CrossRef]
- Bunaciu, A.; Gabriela, E.; Aboul-Enein, H. X-ray Diffraction: Instrumentation and applications. Crit. Rev. Anal. Chem. 2015, 45, 289–299. [Google Scholar] [CrossRef] [PubMed]
- Mostafa, A.; Rubio, I.P.; Brailovski, V.; Jahaze, M.; Medraj, M. Structure, texture and phases in 3D printed IN718 alloy subjected to homogenization and HIP treatments. Metals 2017, 7, 196. [Google Scholar] [CrossRef]
- Krakow, R.; Johnstone, D.N.; Eggeman, A.S.; Huenert, D.; Hardy, M.C.; Rae, C.M.F.; Midgley, P.A. On the crystallography and composition of topologically close-packed phases in ATI 718Plus. Acta Mater. 2017, 130, 271–280. [Google Scholar] [CrossRef]
- Calandri, M.; Yin, S.; Aldwell, B.; Calignano, F.; Lupoi, R.; Ugues, D. Texture and Microstructural Features at Different Length Scales in Inconel 718 Produced by Selective Laser Melting. Materials 2019, 12, 1293. [Google Scholar] [CrossRef]
- Schröder, J.; Mishurova, T.; Fritsch, T.; Serrano-Munoz, I.; Evans, A.; Sprengel, M.; Klaus, M.; Genzel, C.; Schneider, J.; Bruno, G. On the influence of heat treatment on microstructure and mechanical behavior of Laser Powder Bed Fused Inconel 718. Mater. Sci. Eng. A 2021, 805, 140555. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A. 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Huang, W.; Yang, J.; Yang, H.; Jing, G.; Wang, Z.; Zeng, X. Heat treatment of Inconel 718 produced by selective laser melting: Microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 750, 98–107. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuznikca, B.; Kurzax, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Tucho, W.M.; Hansen, V. Characterization of SLM-fabricated Inconel 718 after solid solution and precipitation hardening heat treatments. Metals 2019, 54, 823–839. [Google Scholar] [CrossRef]
- Amato, K.N.; Gaytan, S.M.; Murr, L.E.; Martinez, E.; Shindo, P.W.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of Inconel 178 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Kantzos, C.; Pauza, J.; Cunningham, R.; Narra, S.P.; Beuth, J.; Rollett, A. An investigation of process parameter modifications on additively manufactured Inconel 718 parts. J. Mater. Eng. Perform. 2018, 28, 620–626. [Google Scholar] [CrossRef]
- Yan, F.; Xiong, W.; Faierson, E.J. Grain structure control of additively manufactured metallic materials. Materials 2017, 10, 1260. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Crystal Structure | Chemical Formula | Volume Fraction | Nb Content wt.% |
|---|---|---|---|---|
| γ | FCC | Ni | Bal | |
| γ’ | FCC (LI2) | Ni3(Al,Ti,Nb) | 4% | <4% |
| γ″ | BCT (DO22) | Ni3Nb | 16% | 4% |
| δ | Orthorhombic (DOa) | Ni3(Nb,Ti) | 5% | 6–8% |
| Carbide | Cubic | (Nb,Ti)C | ||
| Laves | HCP (TCP) | (Ni,Cr,Fe)2(Nb,Mo,Ti) | 10–12% |
| Heat Treat Condition | ID | SR/SC | HIP/SC | Homo/Q | ST/Q | Age 1 | Age 2 |
|---|---|---|---|---|---|---|---|
| As-built (554) | AB | -- | -- | -- | -- | -- | -- |
| Direct 2 step age (527) | DA | -- | -- | -- | -- | 720/8 | 620/10 |
| Solutionize + 2 step age per 5663 (522) | ST+Age | -- | -- | -- | 1010/1 | 720/8 | 620/10 |
| Full heat treatment per ASTM F3301 (506) | FHT | 1066/1.5 | 1163/3 | 1163/1 | 954/1 | 720/8 | 620/10 |
| Ni | Cr | Nb+Ta | Mo | Ti | Co | Al | Mn | Si | Cu | C | O | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ASTM Standard B637 [51] | Min Max | 50.0 55.0 | 17.0 21.0 | 4.75 5.50 | 2.80 3.30 | 0.65 1.15 | 1.00 | 0.20 0.80 | 0.35 | 0.35 | 0.30 | 0.08 | |
| Powder | 50.7 | 18.2 | 5.08 | 3.15 | 0.84 | 0.07 | 0.47 | 0.02 | 0.04 | 0.01 | 0.04 | 0.02 | |
| AM specimen | 51.67 | 16.60 | 5.86 | 3.75 | 1.06 | 0.11 | 0.68 | 0.02 | 0.07 | 0.01 | 0.05 | 0.02 |
| Sample ID | Area Fraction | Average Void Size |
|---|---|---|
| (%) | (μm) | |
| AB (XY) | 0.29 | 12.3 ± 13.9 |
| AB (Z) | 0.17 | 11.7 ± 12.5 |
| ST+Age (XY) | 0.30 | 14.0 ± 16.1 |
| ST+Age (Z) | 0.21 | 14.6 ± 14.7 |
| FHT (XY) | 0.15 | 5.3 ± 4.5 |
| FHT (Z) | 0.15 | 5.4 ± 5.4 |
| Specimen | ID | UTS (MPa) | YS (MPa) | %Elongation to Fracture |
|---|---|---|---|---|
| 554 | AB | 995.2 ± 12.8 | 698.2 ± 15.2 | 33.21 ± 1.10 |
| 527 | DA | 1439.5 ± 17.7 | 1268.5 ± 27.0 | 15.44 ± 2.00 |
| 522 | ST+Age | 1379.3 ± 10.4 | 1237.8 ± 13.4 | 19.49 ± 0.54 |
| 506 | FHT | 1395.7 ± 4.2 | 1110.9 ± 7.4 | 23.61 ± 0.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schneider, J.; Farris, L.; Nolze, G.; Reinsch, S.; Cios, G.; Tokarski, T.; Thompson, S. Microstructure Evolution in Inconel 718 Produced by Powder Bed Fusion Additive Manufacturing. J. Manuf. Mater. Process. 2022, 6, 20. https://doi.org/10.3390/jmmp6010020
Schneider J, Farris L, Nolze G, Reinsch S, Cios G, Tokarski T, Thompson S. Microstructure Evolution in Inconel 718 Produced by Powder Bed Fusion Additive Manufacturing. Journal of Manufacturing and Materials Processing. 2022; 6(1):20. https://doi.org/10.3390/jmmp6010020
Chicago/Turabian StyleSchneider, Judy, Laura Farris, Gert Nolze, Stefan Reinsch, Grzegorz Cios, Tomasz Tokarski, and Sean Thompson. 2022. "Microstructure Evolution in Inconel 718 Produced by Powder Bed Fusion Additive Manufacturing" Journal of Manufacturing and Materials Processing 6, no. 1: 20. https://doi.org/10.3390/jmmp6010020
APA StyleSchneider, J., Farris, L., Nolze, G., Reinsch, S., Cios, G., Tokarski, T., & Thompson, S. (2022). Microstructure Evolution in Inconel 718 Produced by Powder Bed Fusion Additive Manufacturing. Journal of Manufacturing and Materials Processing, 6(1), 20. https://doi.org/10.3390/jmmp6010020