In the following, the influence of the bond will be analyzed with constant parameters for both polish and fine grinding. Subsequently, the influence of different dressing tool technologies for both polish and fine grinding will be evaluated. With the changed dressing tool, the influence of the cutting speed for polish and fine grinding will be investigated. Finally, the characteristics of the roughness profiles of pre-ground, polish, and fine ground gears will be compared.
3.1. Analysis of Bond Influence
In continuous generating gear grinding, the grinding worm is shifted between grinding of gears in order to ensure that new areas of the grinding worm come into contact [
8,
20]. The results of pre-grinding at the beginning, middle, and end of each test series were examined in order to investigate the uniformity of the grinding worm over a wide range. With this procedure, the influence of three different areas that were distributed along the width of the grinding worm on the gear was analyzed. First, the condition of the gears after pre-grinding was analyzed for the two grinding worms. In
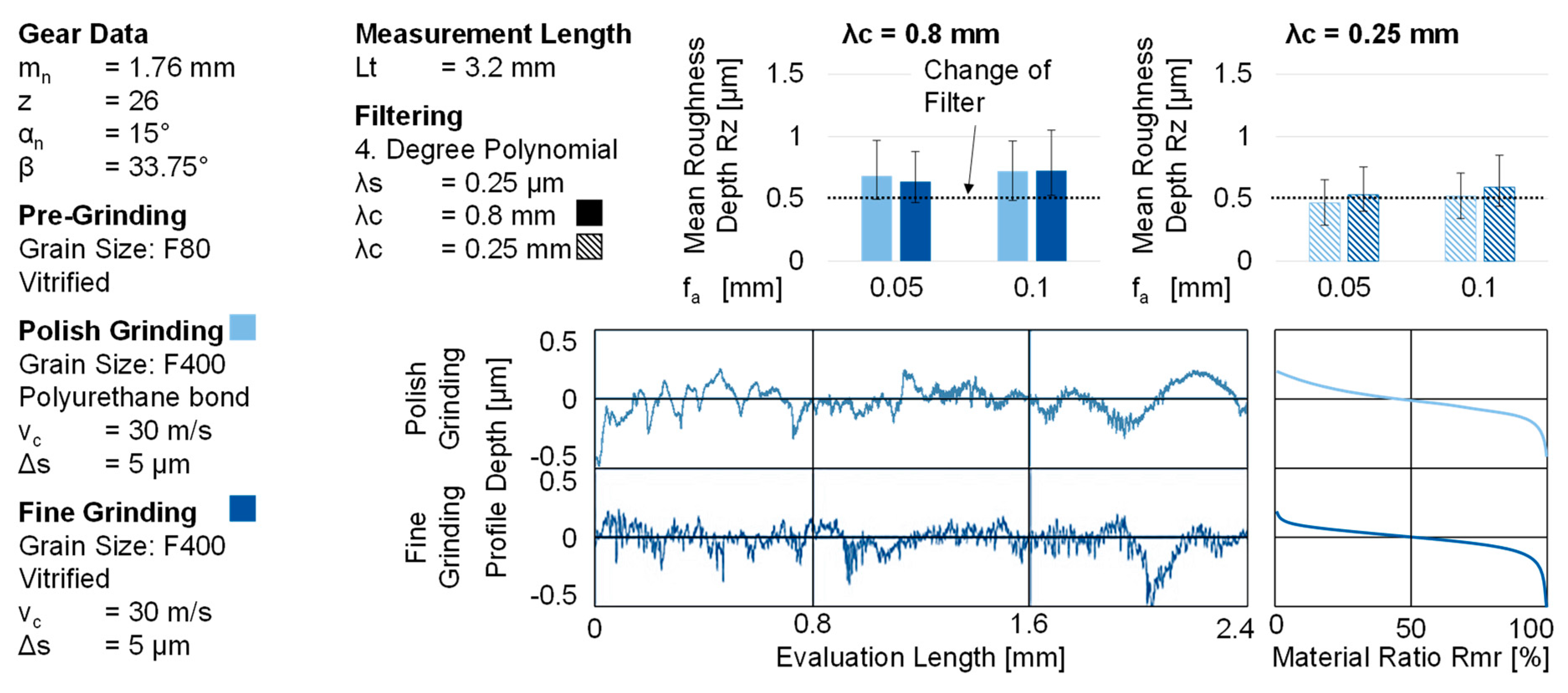
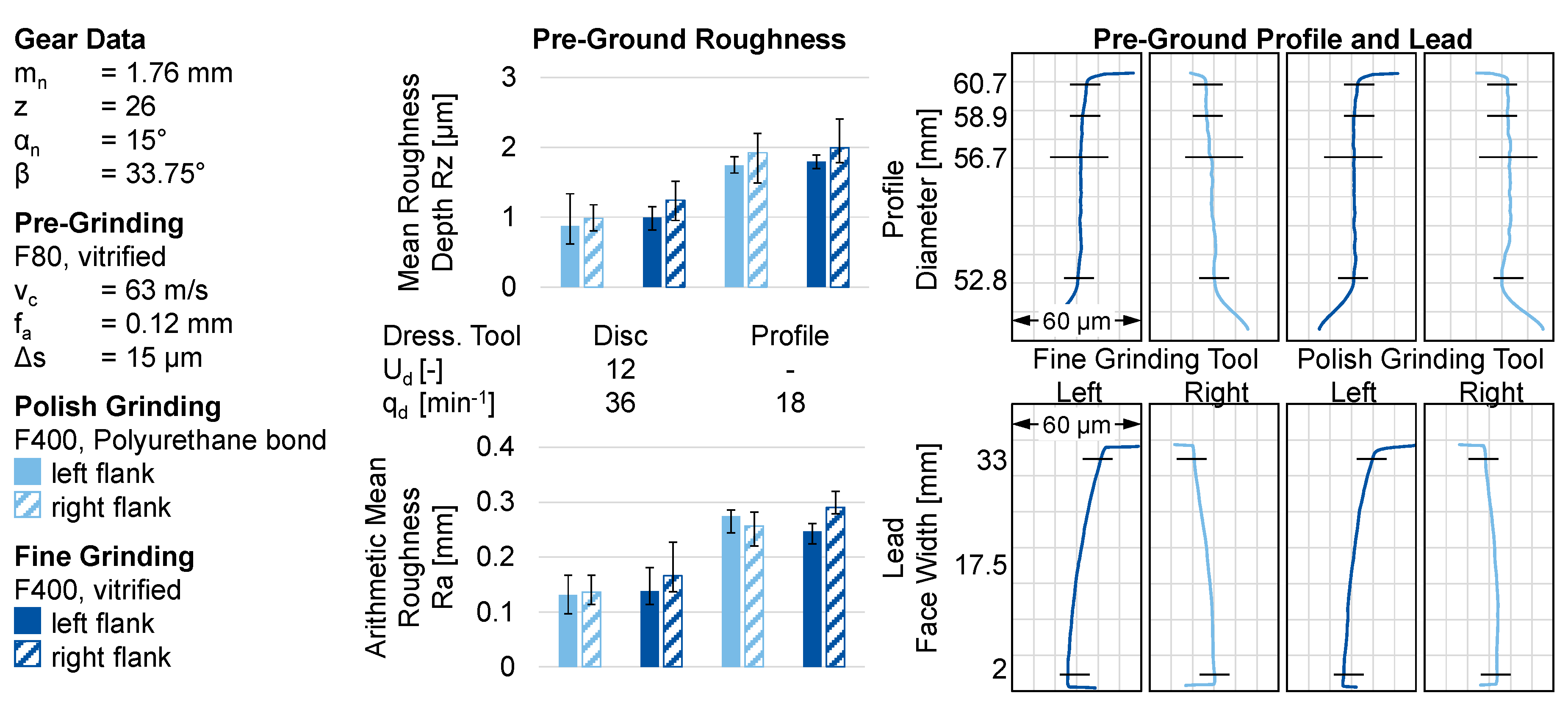
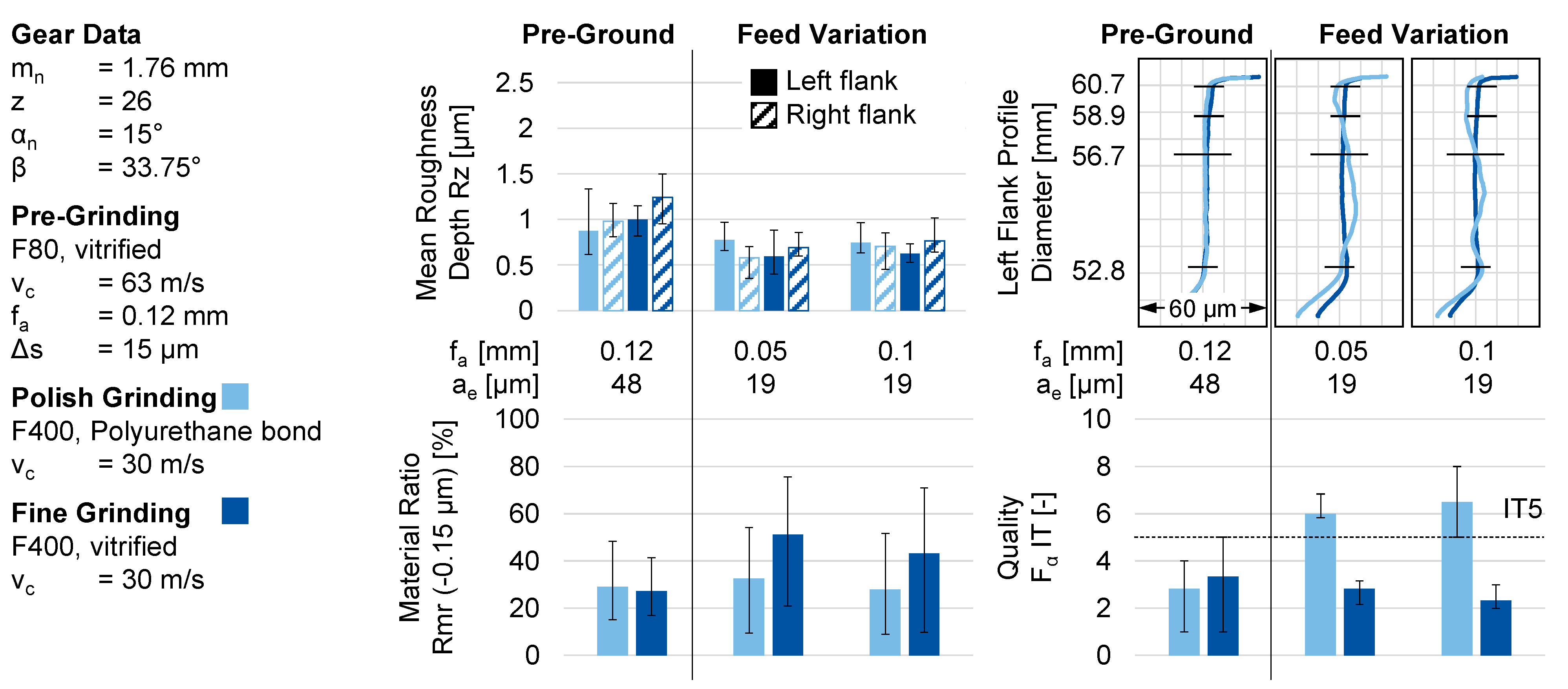
Figure 4, on the left-hand side of the diagrams, the results of the roughness measurements determined over the three discrete measuring points and representative profile measurements of the gears after pre-grinding with the corresponding pre-grinding area of each tool used are shown.
The roughness of the pre-ground tooth flanks for the two grinding tools is comparable with values of the mean roughness depth of Rz ≈ 1 μm. For both of the grinding tools, it is also noted that the right flank has a higher roughness than the left flank. The material ratio Rmr(−0.15 µm) is in the range of Rmr(−0.15 µm) = 28% for both of the pre-grinding tools. The profiles of the pre-ground gears do not deviate between the grinding tools and the quantified average total profile deviation Fα is approximately IT = 3 for both tools. Because the grinding worms were dressed in the same way and profile as well as lead were corrected, these results were expected and they indicate that the initial situations for polish and fine grinding were almost identical.
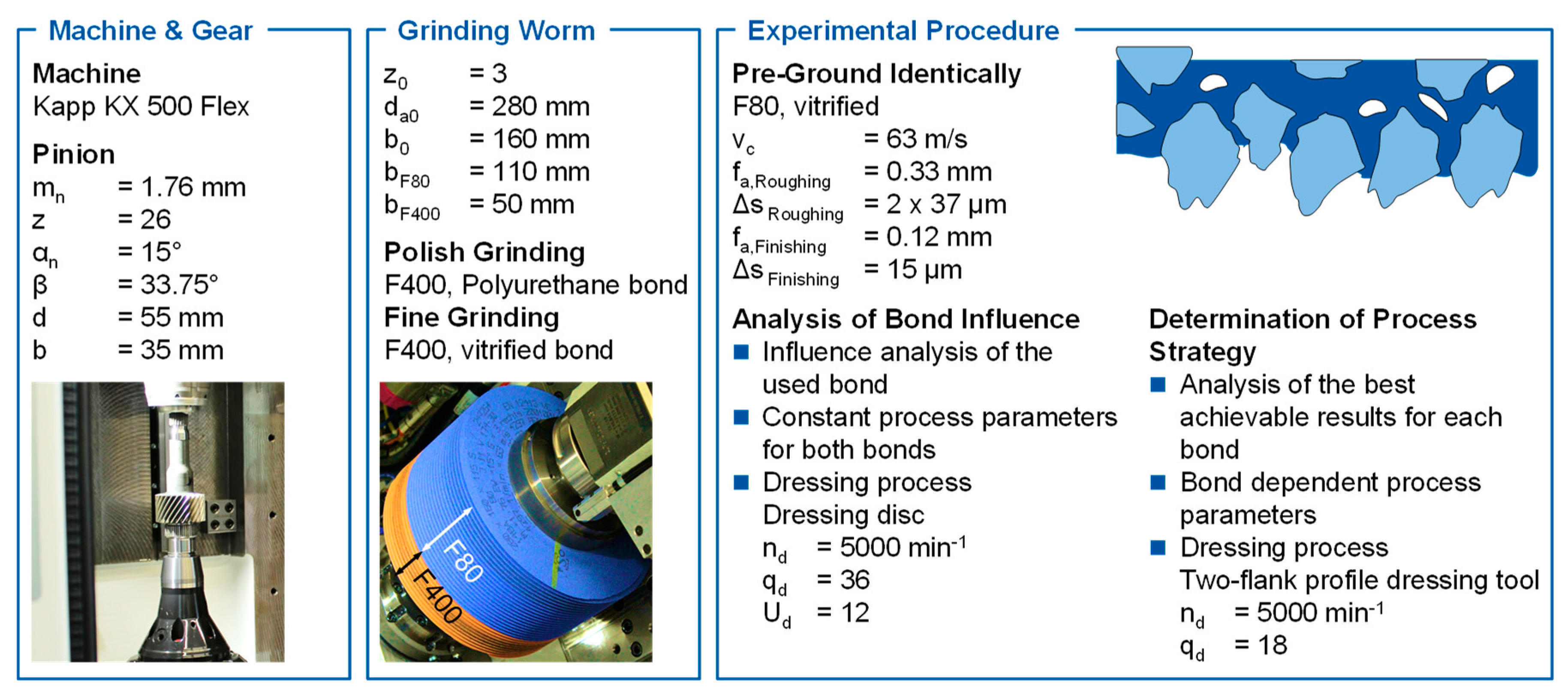
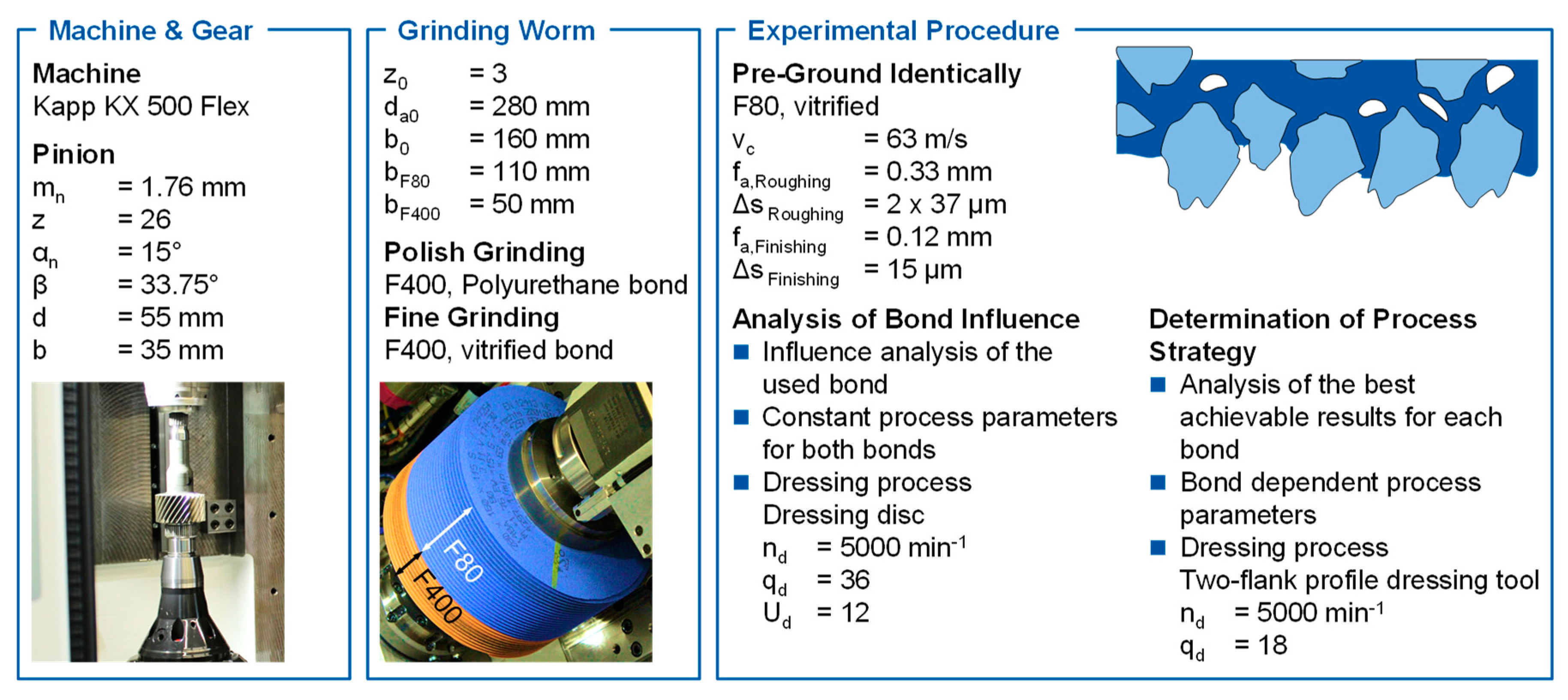
After pre-grinding, fine grinding investigations were carried out with a vitrified grinding worm and polish grinding investigations with a polyurethane bonded grinding worm, each with a grain size of F400. For polish grinding, the grinding worm specifications with a grit size of F800 are already used as a standard [
10]. However, the grit sizes of F800 have not yet been tested in vitrified grinding tools. Therefore, a grit with the size of F400 was chosen in order to analyze the influence of the bond system although a grit with the size of F400 is relatively large, when compared to the standard grit size for polish grinding. The cutting speed of v
c = 30 m/s was kept constant during the tests. The axial feed f
a was equally varied for both grinding worm specifications to f
a = 0.05 mm and f
a = 0.1 mm. The polish and fine grinding were carried out in two strokes with radial infeed of a
e = 19 µm each. The polish and fine grinding process were carried out with the same grinding parameters in order to separate the influence of the bond system from other possible influences.
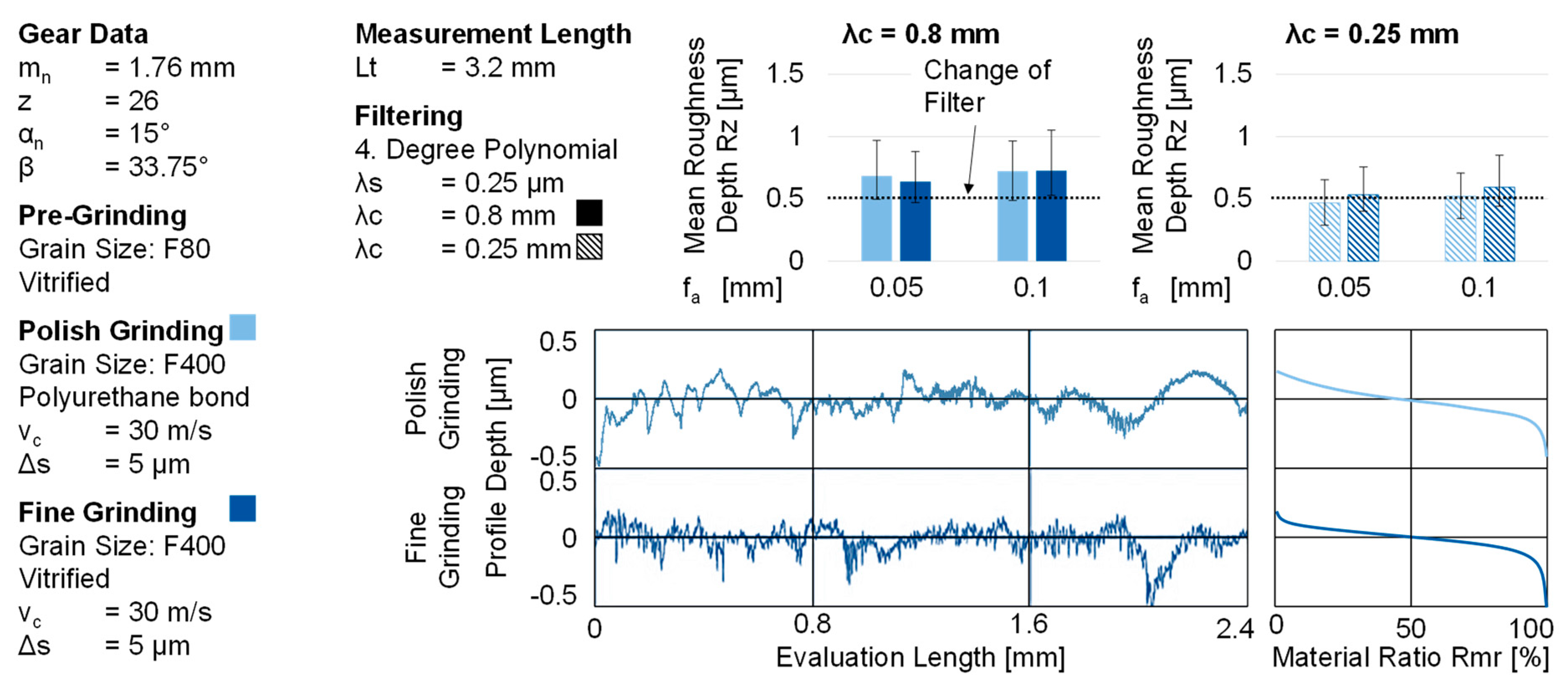
Because of the fine dressing parameters, the roughness after pre-grinding for both used grinding tools with a grain size of F80 was in the range of a mean roughness depth of Rz = 1–1.2 µm and, thus, in the range of fine ground surfaces. These low surface roughness values were achieved, due to the dressing process using a dressing disc and a high overlap ratio of Ud = 12. However, this dressing process took a long time. In addition, the fine structure of the grinding worm can reduce the cutting performance of the tool. They both negatively affect the productivity.
By comparing the polish and fine ground with the pre-ground gears, it can be seen that the mean roughness depth of Rz = 1–1.2 µm after pre-grinding was reduced to a mean roughness depth of Rz = 0.6–0.8 µm. An influence of the feed rate used f
a = 0.05 mm and f
a = 0.1 mm is not recognizable. Furthermore, the results of the mean roughness depth do not directly indicate the bond system used. By analyzing the material ratio Rmr(−0.15 µm), no increase in the material ratio Rmr(−0.15 µm) can be determined for the polish ground gears as compared to the pre-ground gears. In contrast, an increase in the material ratio of the fine ground gears from Rmr(−0.15 µm) = 28% after pre-grinding to Rmr(−0.15 µm) = 40–50% can be detected, whereby the fine grinding process with an axial feed of f
a = 0.05 mm led to a higher material ratio. The comparison highlights the advantage of a vitrified worm with a grain size of F400 for increasing the material ratio and, thus, the contact ratio of the tooth flank with the used set of parameters. The difference in roughness between the left and right flank after pre-grinding can result from the kinematics during generating gear grinding, since the contact conditions between the worm thread of the leading and trailing flank are different. The dressing process can be used as a further explanation for the slightly higher roughness of the right flank. During the dressing of the grinding worm, the dressing tool rotates at a constant speed of n
d = 5000 min
−1 and a constant rotational direction. Consequently, the dressing process alternates between counter-rotating and synchronized dressing. This can lead to different topographies of the left and right flanks. In addition, the left and right grinding worm flanks are dressed with different radii of the dressing tool, which can also lead to this slight difference in roughness. Furthermore, the elasticity of the polish grinding worm can lead to geometric deviations during dressing, which was also shown for elastic diamond grinding tools [
21].
Based on the evaluations of the mean roughness depth Rz that are presented in
Figure 4, only a slight correlation can be found between the polish respective fine grinding parameters and mean roughness depth. However, the correlation is in the range of the scatter of the roughness values and, therefore, not clearly detectable. In the polish grinding of surfaces, the peaks of the roughness profile are typically removed and, thus, the surface is smoothened. The resulting surfaces are characterized by a high material radio Rmr(c) at small distances c [
10]. This tendency cannot be observed for the examined polish ground gears. The reason for this might be the relatively large grain size of F400 for polish grinding. With those grains, some roughness peaks might be removed, but relatively large grains can cause new, deep grinding scratches, which results in new roughness peaks. Because of the elasticity of the bond, the polish grinding worm can cause a wavy roughness, which can result in a low material ratio. In further investigations, therefore, a finer grain size of F800 will be used to test whether the expected effect occurs or the polish grinding parameters have to be changed to machine only the roughness peaks and avoid too much material removal.
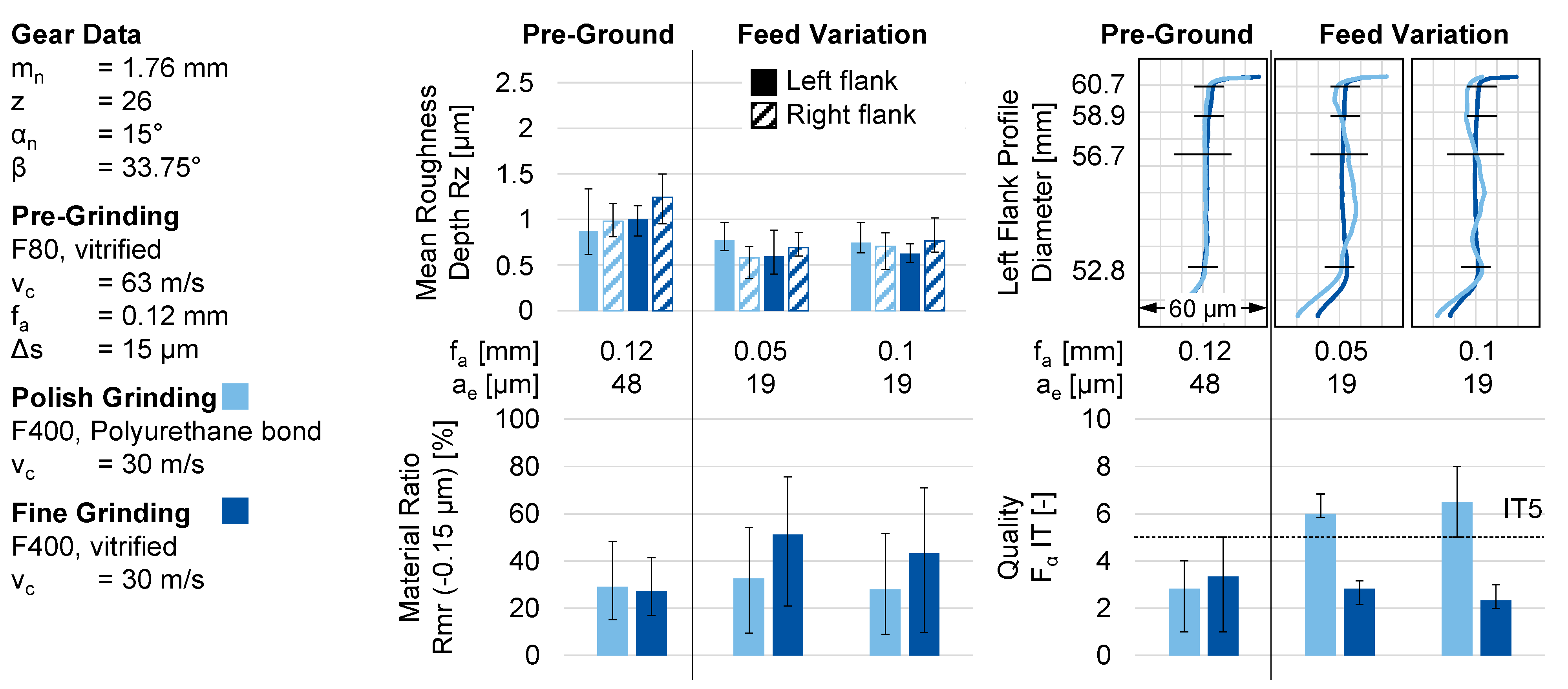
The profiles and the profile qualities F
α are compared on the right side of
Figure 4 in order to visualize the gear quality achieved by polish and fine grinding. In case of the fine ground gears, for both axial feeds f
a = 0.05 mm and f
a = 0.1 mm, no change in the profile can be determined visually, but the measured quality F
α becomes slightly better when compared to the pre-ground gears. The profile of the polish ground gear deviates significantly from the pre-ground and fine ground profile. This can also be seen in the decreasing profile quality F
α up to an IT value of IT = 8. The significant loss of gear quality when compared to pre-grinding can be caused by a different contact pressure between grinding worm and tooth flank over the tooth height. Furthermore, the grinding worm can expand due to the centrifugal force that is caused by the rotational speed of n
0 = 2100 min
−1 to reach the cutting speed v
c = 30 m/s. The grinding worm expands until it is restricted from expanding by the teeth with which the worm is in contact. This effect has already been observed by
Wagner for profile gear grinding [
10]. According to
Wagner, the systematic deviations of the flank profile can be compensated by means of time and material consuming corrections.
The increase in the material ratio after fine grinding can be attributed to the significantly finer grain size when compared to pre-grinding. By using a comparable vitrified bond, after fine grinding a surface that is similar to the pre-ground surface is produced. Because of the finer grain size in a rigid vitrified bond, the resulting surface structure is also finer, which can be measured with the help of the material ratio. The slightly positive influence on the gear quality allows for the conclusion that the grinding worm is not, or is only slightly, elastically deformed in contact with the gear and thus the set nominal geometry of the gear is achieved.
In polish grinding, the significant negative influence on gear quality is caused by the selected disadvantageous parameters for the elastic polyurethane bond. The parameters used were the equal for both polish and fine grinding worm to expose the influence of the bond. However, in the tests to determine a process strategy that is suitable for each of the grinding worm specifications, process parameters were chosen to avoid a negative influence on the profile. Furthermore, the used dressing tool led to very high and unacceptable dressing times; therefore, the use of an industrial standard dressing tool will be investigated in the following.
3.2. Determination of Process Strategy
Further tests had to be carried out in order to determine a suitable process strategy for both polish and fine grinding process. The process strategy had to be adjusted particularly for the polish grinding process due to the negative influence of the elastic bonded polish grinding worm. In the first tests, a dressing disc was used. This led to high dressing process times. In industrial applications, two-flank profile dressing tools are commonly used in order to minimize the dressing process times. Furthermore, the pre-ground roughness was significantly lower than that commonly achieved in industrial grinding. In order to determine the dressing tool influence, the same gear geometry was ground with the same grinding worms and with the same grinding parameters as in the first tests.
3.2.1. Dressing Tool Technology Influence on the Pre-Ground Roughness
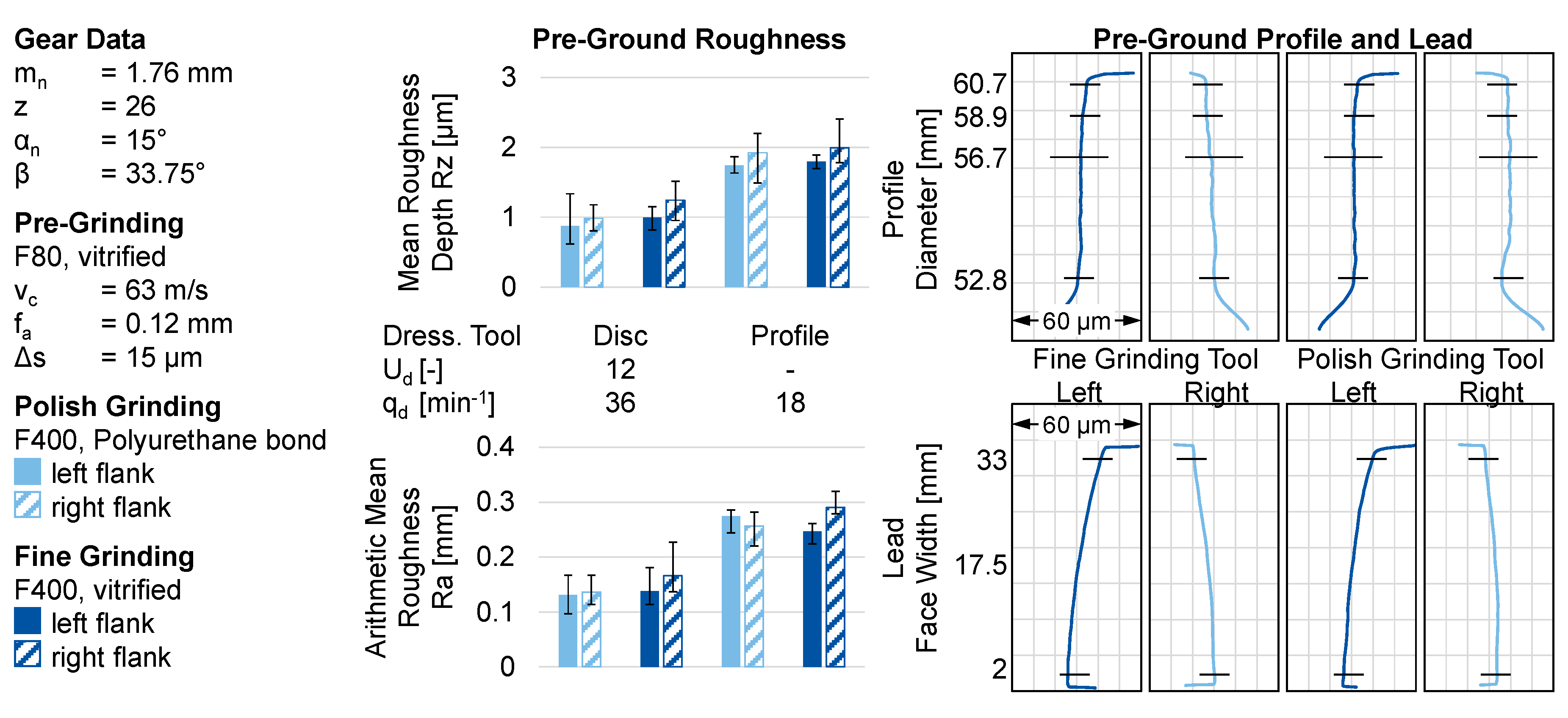
In the following, the influence of different dressing tool technologies is analyzed by means of the achieved roughness after pre-grinding, as well as the pre-ground profile and lead. The roughness after pre-grinding with a grain size of F80 is evaluated by means of the mean roughness depth Rz and the arithmetic mean roughness Ra, left side of
Figure 5. After pre-grinding with the conventional grinding worm with a grain size of F80 dressed with a dressing disc, the roughness is approximately Rz = 1 µm, respectively, Ra = 0.13 µm. By using an industry standard two-flank profile dressing tool with industry standard dressing parameters, the roughness is approximately Rz = 1.9 µm, respectively, Ra = 0.29 µm. On the right side of
Figure 5, the profile and lead of the left and right flanks of two pre-ground gears are shown. The profile and lead correspond to the specifications of the technical drawing. The visible lead angle deviation is part of a modification of the gear used and, therefore, is not an error.
To conclude, the results of pre-grinding can be summarized, where the selected dressing tools had neither a positive nor a negative influence on the workpiece geometry. However, the used dressing parameters and use of a two-flank profile dressing tool led to a roughness that was approximately twice as high as when using a dressing disc with an overlap ratio of Ud = 12. Nevertheless, the time that is required for a single dressing process with the dressing disc was approximately td,disc = 120 min, whereas the dressing process with the two-flank profile dressing tool took only approximately td,profile = 5 min. The use of a dressing disc is preferred, but not recommended from an economic point of view, in order to achieve a very low roughness. However, the full potential of the two-flank profile dressing tool to achieve a low roughness might not yet be fully exploited with the industrial standard dressing parameters.
3.2.2. Influence of the Used Dressing Tool Technology for Polish and Fine Grinding
After determining the influence of the dressing tool on the pre-grinding roughness, the two-flank dressing tool is subsequently used. The further investigations will follow a more industrial process strategy. In the previous investigations, the gear profile was negative influenced. In an industrial application, this negative influence is not acceptable. Therefore, it will be ensured that the profile of the gear is not negatively influenced during polish or fine grinding. In addition, in industrial grinding processes, higher cutting speeds are used in order increase the productivity. Therefore, the influence of cutting speed has to be vc = 63 m/s in order to correspond more to an industrial process strategy.
In the previous tests, the profile was negatively affected. This could be explained by the elasticity and the resulting expansion of the grinding worm. For this reason, the first step of the polish grinding tests is to verify the initial machine infeed position a
e,Initial-Contact, where the grinding worm and gear have the first contact. In order to find the initial contact, first, all of the gear was pre-ground. The second step was to paint the gear in order to make the contact between the grinding worm and the gear visible. Afterwards, the first set infeed of the grinding worm was e.g., a
e = −80 µm. At this distance, no material was removed. Further, the infeed was set to a lower infeed. When the grinding worm removed some of the paint, the infeed of the initial contact was found, e.g., a
e,Initial-Contact = −60 µm. Starting from this initial contact, the machine infeed is successively increased. The gear quality is systematically checked. Thus, in polish grinding, the infeed Δa
e is relative to the initial contact, as in Equation (1).
Because the vitrified fine grinding worm is assumed to be stiff, the initial contact of the fine grinding worm and gear is at ae,Initial-Contact = 0 µm. Therefore, in fine grinding, the infeed ae is equal to the relative infeed Δae.
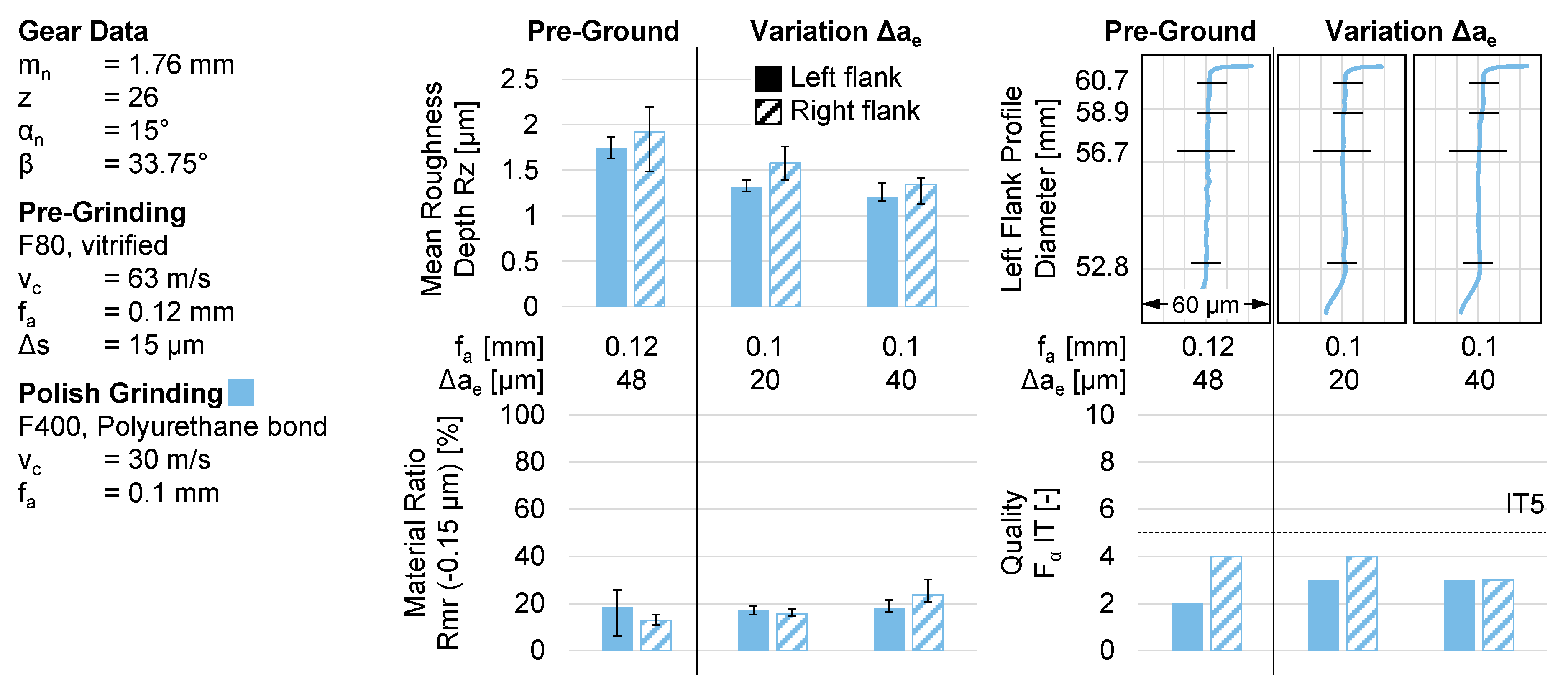
After the gears were pre-ground, the initial contact was determined. From this initial contact, the infeed was successively increased.
Figure 6 shows the measurement results of polish ground gears with a relative infeed of Δa
e = 20 µm and Δa
e = 40 µm. A relative infeed of Δa
e = 20 µm led to a slight decrease of the roughness, but the material ratio is not affected. With an increasing relative infeed to of Δa
e = 40 µm, the roughness decreases more, and the material ratio increases slightly. Because of the limitation of the test that the profile should not be influenced negatively, the profile, as well as the profile quality, are not affected by a relative infeed of Δa
e = 20 µm or by a relative infeed of Δa
e = 40 µm. In conclusion, a higher relative infeed Δa
e can lead to a lower surface roughness and an increasing material ratio. However, the high requirements on the gear geometry set a limit to the increase of the relative infeed Δa
e.
Besides the constant pre-grinding process parameters, the process parameters, respectively, the process strategy, was only adjusted for the polish grinding process. Therefore, the relative infeed was set to Δa
e = 40 µm for polish grinding. The fine grinding process was kept constant compared to the first test with the dressing disc with an infeed of Δa
e = 19 µm. The axial feed and the cutting speed for both polish and fine grinding was set to f
a = 0.1 mm, respectively, v
c = 30 m/s. In
Figure 7, the results of pre-ground, polish, and fine ground gears are shown. The grinding worms were dressed with a two-flank dressing tool with standard industrial dressing parameters. After pre-grinding with a grain size of F80, the mean roughness depth is approximately Rz = 1.9 µm and the material ratio is approximately Rmr(−0.15 µm) = 20%. The profile is within the tolerance and the worst measured profile qualities are F
α,left IT = 2 and F
α,right IT = 4. The achieved mean roughness depth with the polish grinding process is approximately Rz = 1.3 µm. While using fine grinding, a mean roughness depth of Rz = 1.1 µm can be achieved. The material ratio Rmr(−0.15 µm) is only slightly increased by the use of polish or fine grinding process as compared to the pre-ground gears. The profile and profile quality are not affected negatively by fine or by polishing grinding. Therefore, the profiles are almost identical to the pre-ground variant and quality F
α changes to IT = 3 for both the polish and fine ground gears.
Because of the two-flank profile dressing tool, the roughness of the pre-ground gears is quite high when compared to the tests with a dressing disc. With the subsequent fine grinding process, the roughness in terms of the mean roughness depth and the material ratio is only slightly reduced. Because the same dressing parameters are used for the vitrified pre-grinding and the vitrified fine grinding section, not only is the pre-grinding area dressed rougher, but also the fine grinding area. This leads to a higher roughness after pre-grinding and after fine grinding. For the grinding worm with the elastic bonded polish grinding section, the same dressing parameters were used and, thus, the roughness was reduced to approximately the same mean roughness depth with the polish grinding process as with the fine grinding process. Because the profile has not been affected negatively, the selected procedure for polish grinding can be considered to be suitable.
The cutting should be increased to an industrial standard cutting speed of vc = 63 m/s, because, in the first tests, and in the tests with the changed dressing tool, a cutting speed of vc = 30 m/s was used. Following, the influence of the cutting speed for fine and polish grinding has to be analyzed with respect to the gained knowledge. Therefore, gears fine and polish ground with these two cutting speeds are investigated by means of the roughness and achieved profile quality.
3.2.3. Cutting Speed Influence
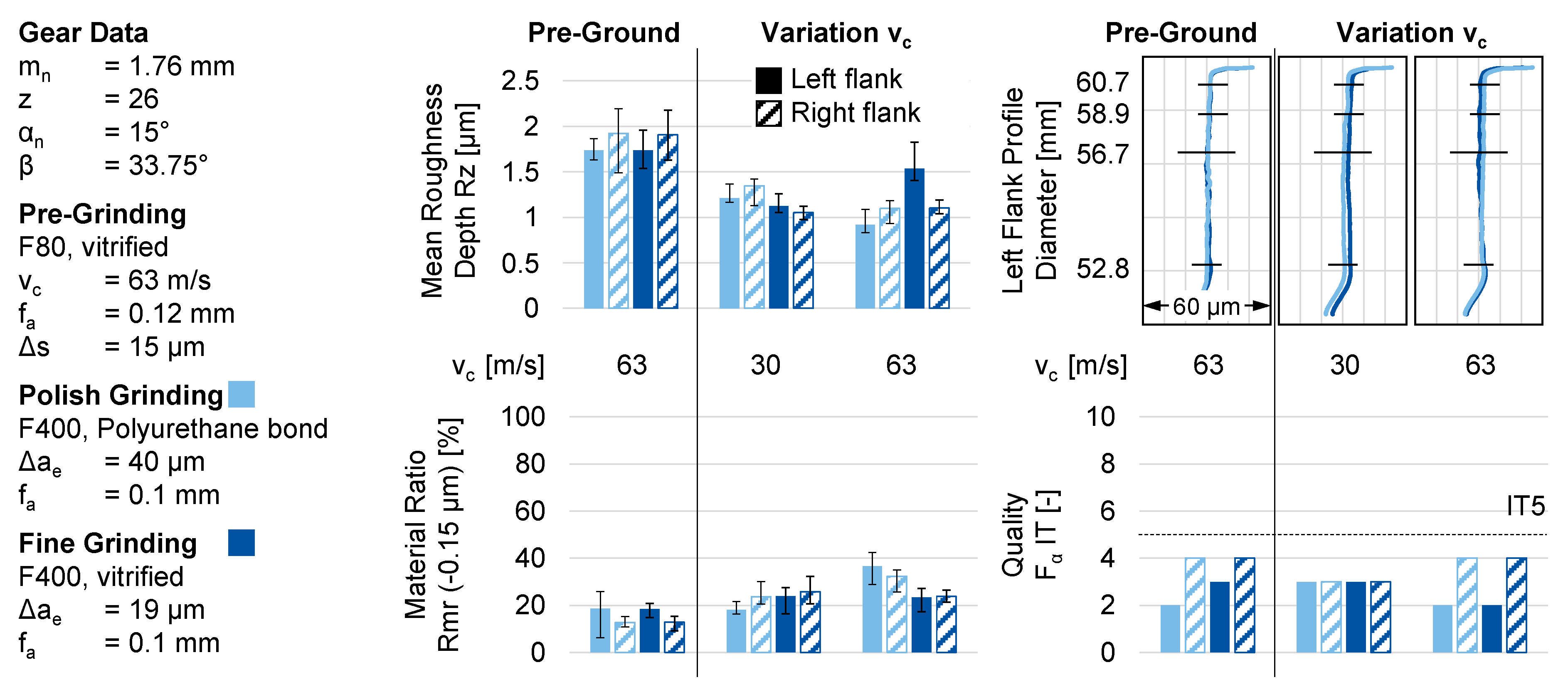
In the first test series with the dressing disc, the cutting speed for polish and fine grinding was set to v
c = 30 m/s. In the tests with the industrial standard dressing tool, this cutting speed was kept constant. In industrial grinding processes, higher cutting speeds are necessary in order to increase the productivity. Therefore, the cutting speed has to be increased to an industrial standard of v
c = 63 m/s, and the dressing tool was changed to an industrial standard two-flank profile dressing tool. For this reason, the influence of the different cutting speeds used for polish and fine grinding on the roughness, and the profile quality has to be investigated. Therefore, gears are polished and fine ground with grinding worms dressed with the used industrial standard dressing process. Because of the different used cutting speeds and, therefore, the different rotational speeds, the deformation of the elastic polyurethane bonded grinding worm is also expected to be different. For this reason, the first step for the polish grinding process is to determine the infeed of initial contact between grinding worm and gear, according to Equation (1). Subsequently, the relative infeed is set to Δa
e = 40 µm while using the polish grinding worm for both cutting speeds. The relative infeed of the vitrified fine grinding worm equals the infeed, and it is set to Δa
e = 19 µm for both cutting speeds. The results of the cutting speed variation are compared in
Figure 8 for both polish and fine grinding.
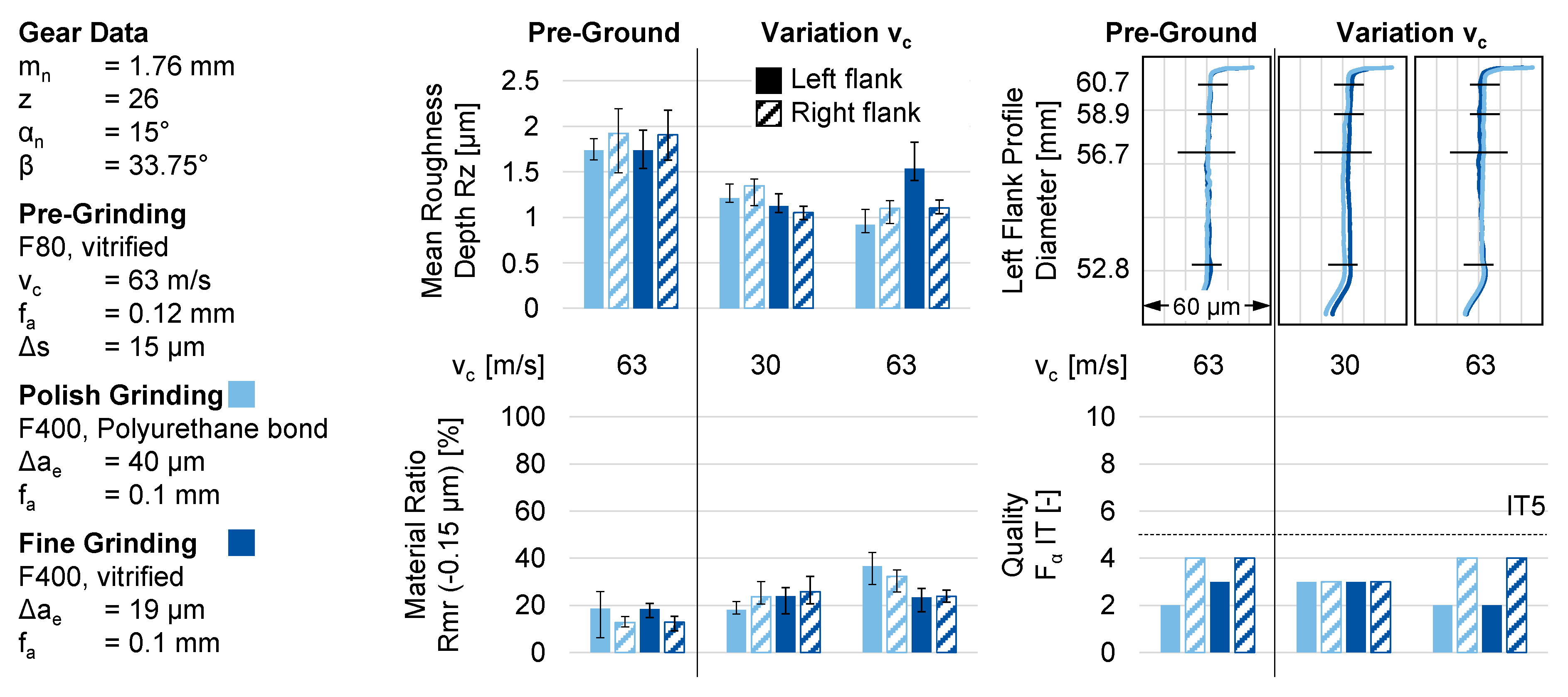
With a cutting speed of vc = 30 m/s, the mean roughness depth is reduced to Rz = 1.4 µm by polish grinding and to Rz = 1.1 µm by fine grinding. While using a cutting speed of vc = 63 m/s for the polish and fine grinding, a mean roughness depth of Rz = 1.1 µm can be achieved, but the roughness of left fine ground flank is Rz = 1.5 µm. By analyzing the material ratio Rmr(−0.15 µm), with a cutting speed of vc = 30 m/s, only a very slight increase in the material ratio can be detected when compared to the pre-ground gear for both the polish and fine ground gears. The use of a cutting speed of vc = 63 m/s only results in a slight increase of the material ratio of the fine ground gear. In contrast, after polish grinding, the material ratio of Rmr(-0.15 µm) = 40% is nearly twice as high as the material ratio of the pre-ground gear. This can be explained due to the use of an elastic bond for polish grinding. Every single grain is elastic bonded. Therefore, the grains can be forced into the bond during the engagement and, thus, the active grain protrusion can be different from the vitrified fine grinding worm. Another explanation can be that the grain engagement path with the elastic bond can be different from the vitrified grinding worm due to the elasticity. These two effects can also occur during the dressing process, which can have an effect on the topography of the polish grinding worm and, consequently, an effect on the roughness of the polish ground gear. The profile is neither negatively influenced by any of the used set of parameters nor by the grinding worms used. The quantified profile quality becomes a little better by using a cutting speed of vc = 30 m/s with both the polish and fine grinding. For both processes, polish and fine grinding, the profile quality is not positively or negatively affected by using a cutting speed of vc = 63 m/s.
Because the aim for the test with the two-flank profile dressing tool was to not negatively influence the gear quality, the results of the course of the profile and profile quality were to be expected. The influence of the polish and fine grinding on the roughness is comparable to the first tests with the dressing disc. In both of the test series, the roughness could be reduced to nearly half of the roughness of the corresponding pre-ground gears. The only remarkable result is that the material ratio Rmr(−0.15 µm) was significantly increased by polish grinding with a cutting speed of v
c = 63 m/s. This can be explained with the use of an elastic bonded polish grinding tool. It was already shown that, with elastic bonded polish grinding tools, only roughness peaks are machined [
10]. Because of this, the peaks of the ground surface are flattened and, therefore, the material ratio in a peak distance of c = 0.15 µm increases.
The results of the second test series to determine the process strategy are comparable to previous investigations. In a previous investigation, a mean roughness depth of Rz ≤ 1.2 µm was achieved. The running tests of these gears have shown a higher wear resistance and, therefore, a higher number of load cycles that can be sustained [
17].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}