The Capabilities of Spark-Assisted Chemical Engraving: A Review



Abstract
:1. Introduction
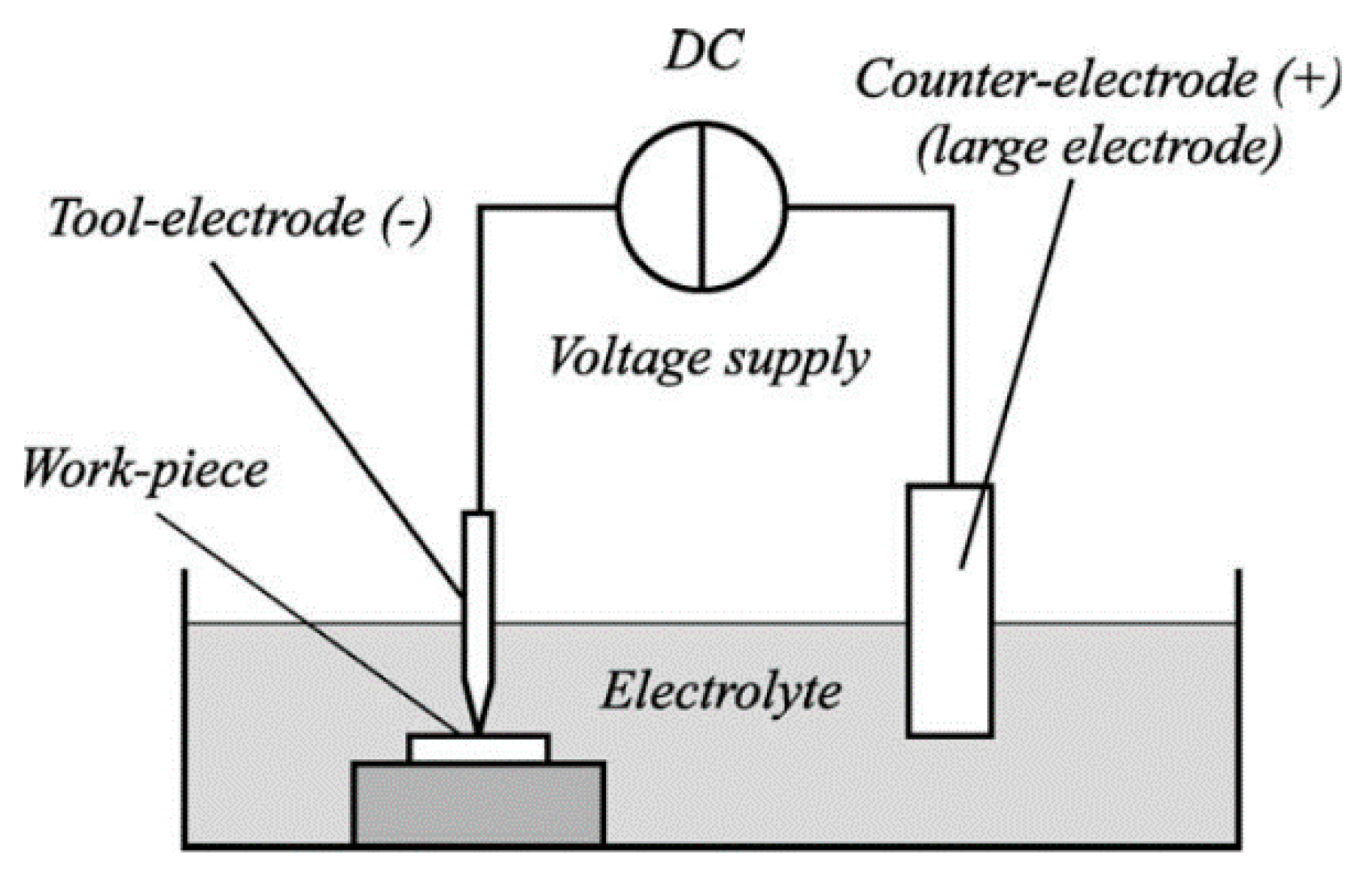
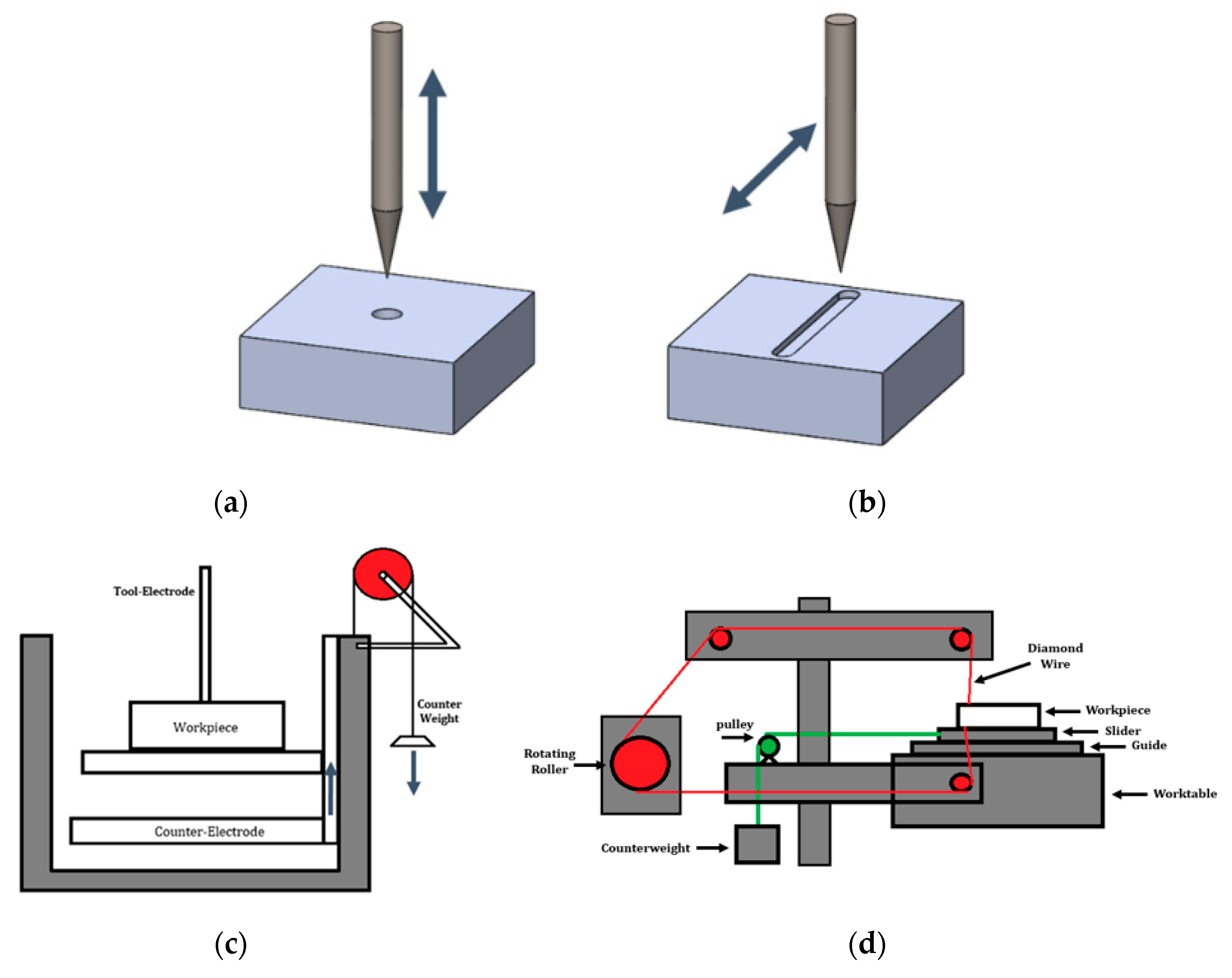
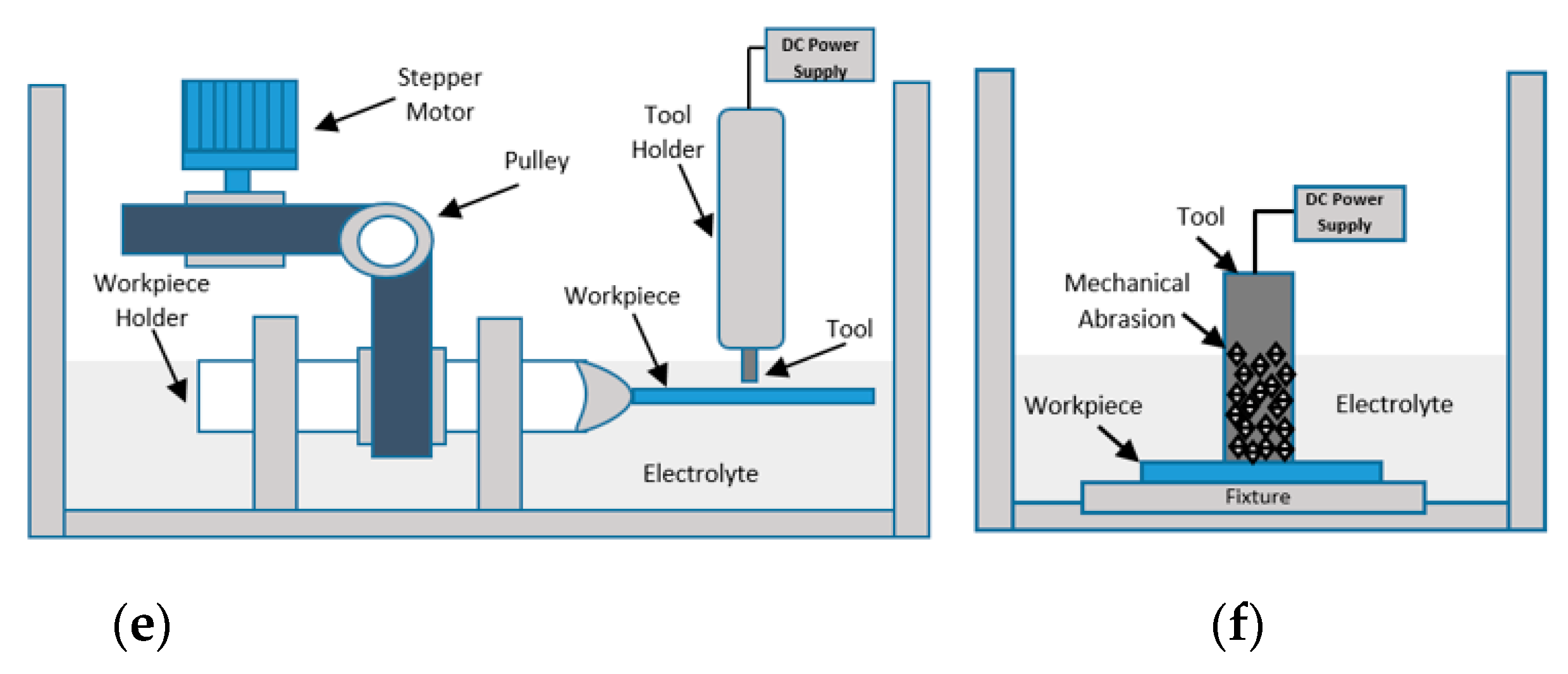
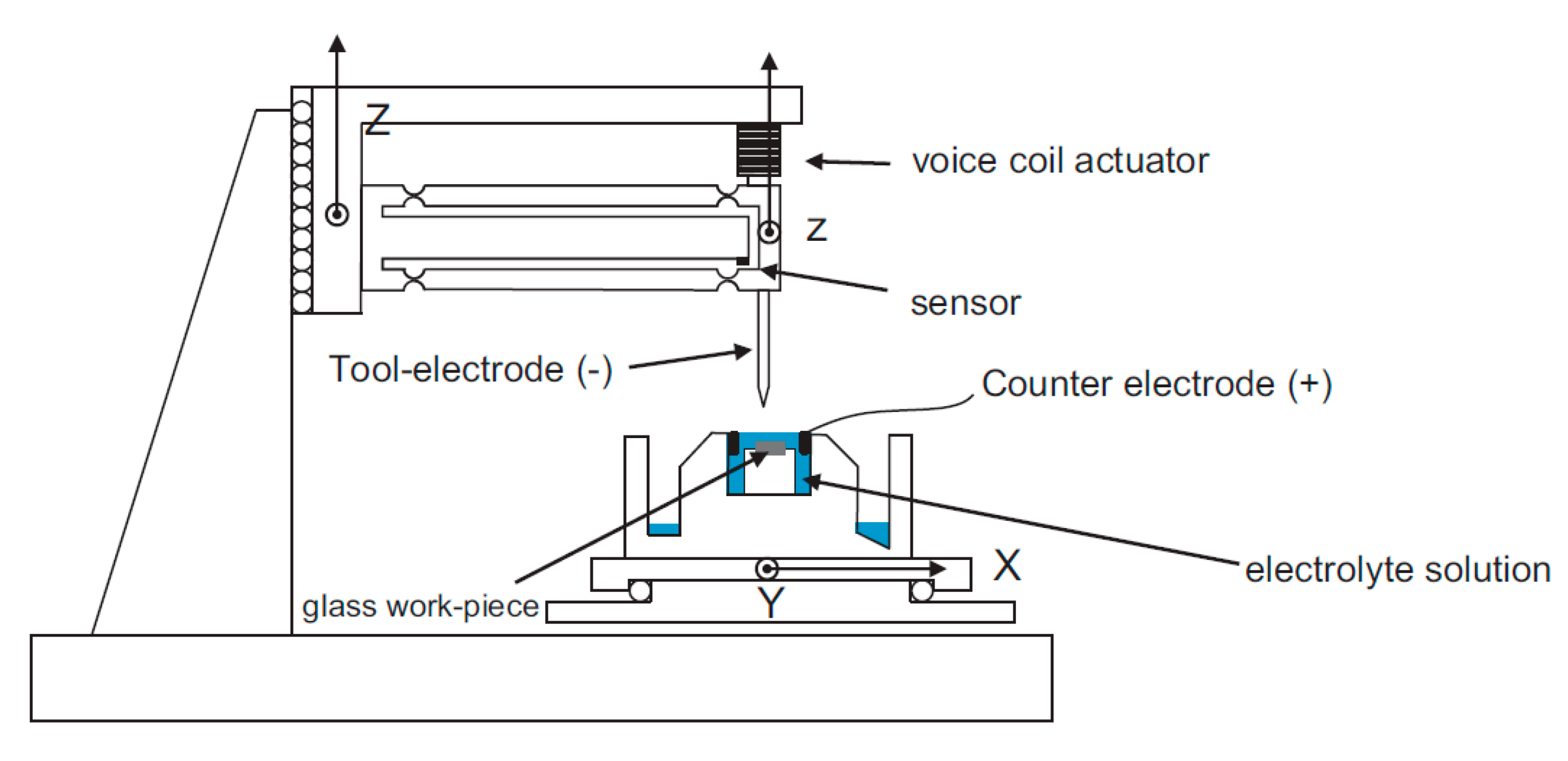
2. SACE Setup and Machining Modes
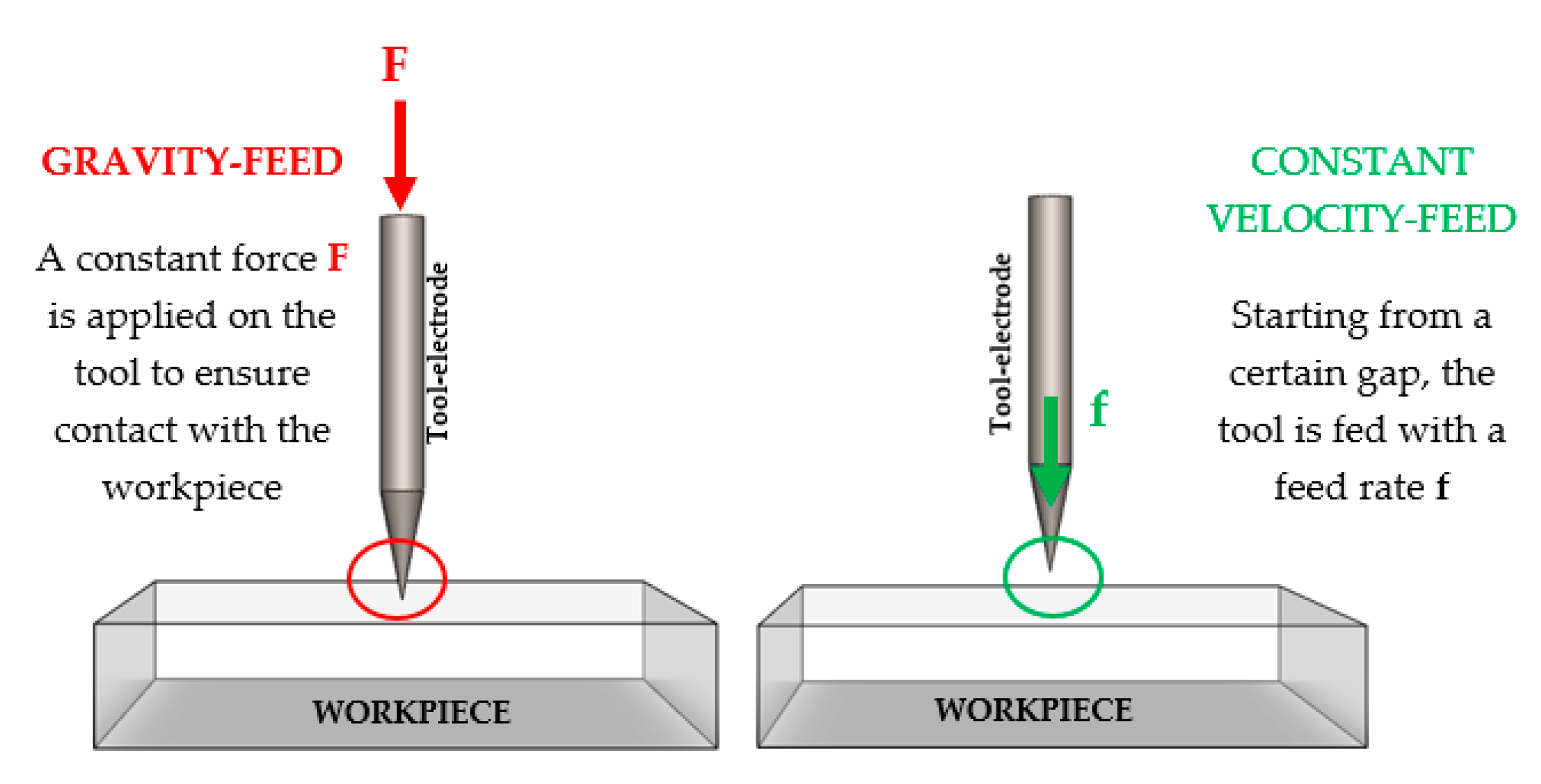
2.1. Gravity-Feed Machining
2.2. Constant Velocity-Feed Machining
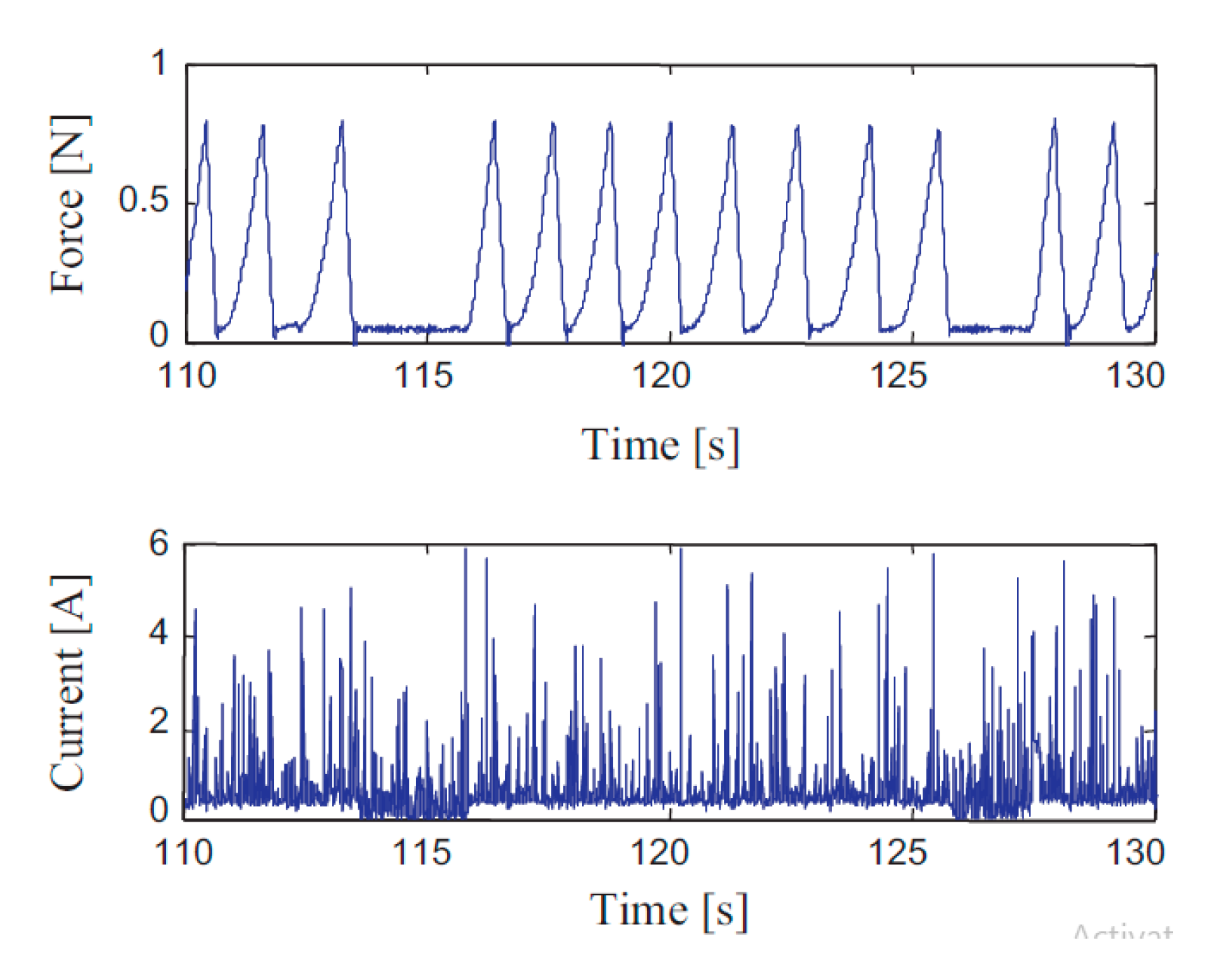
Drilling Forces
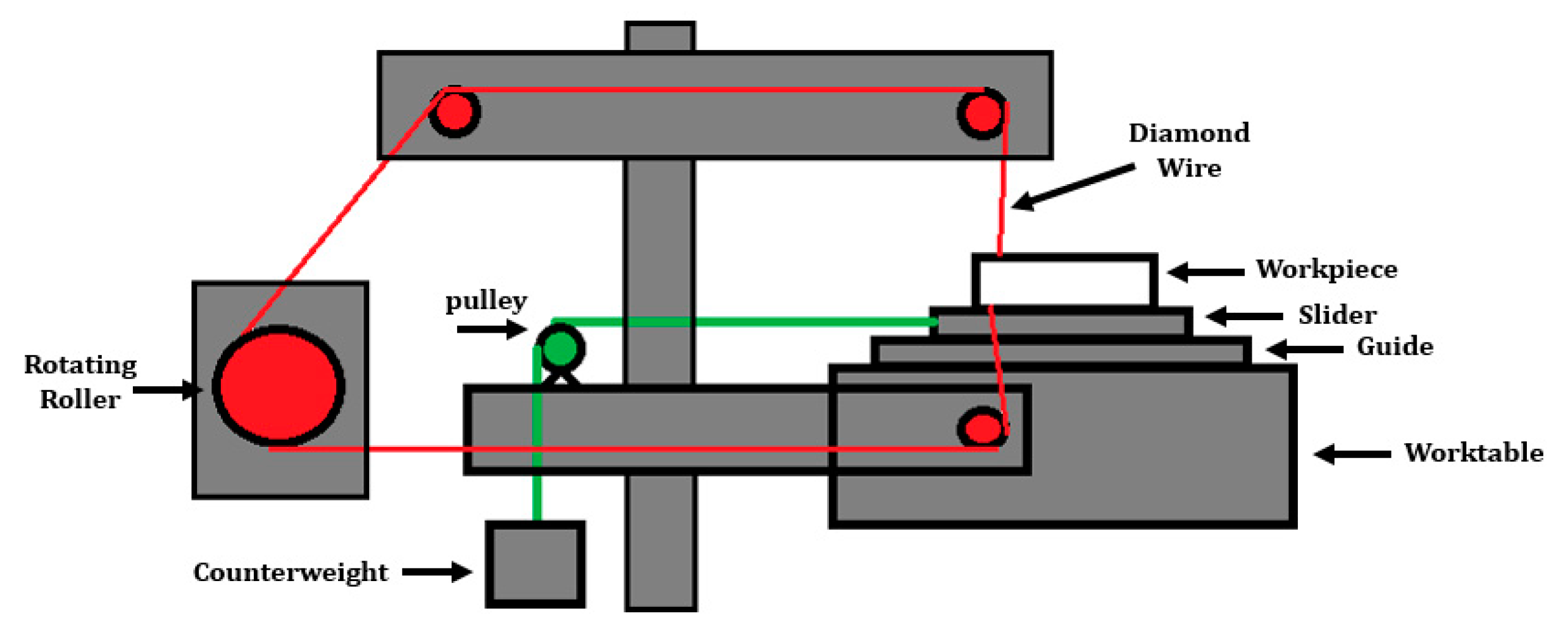
2.3. Other Machining Modes
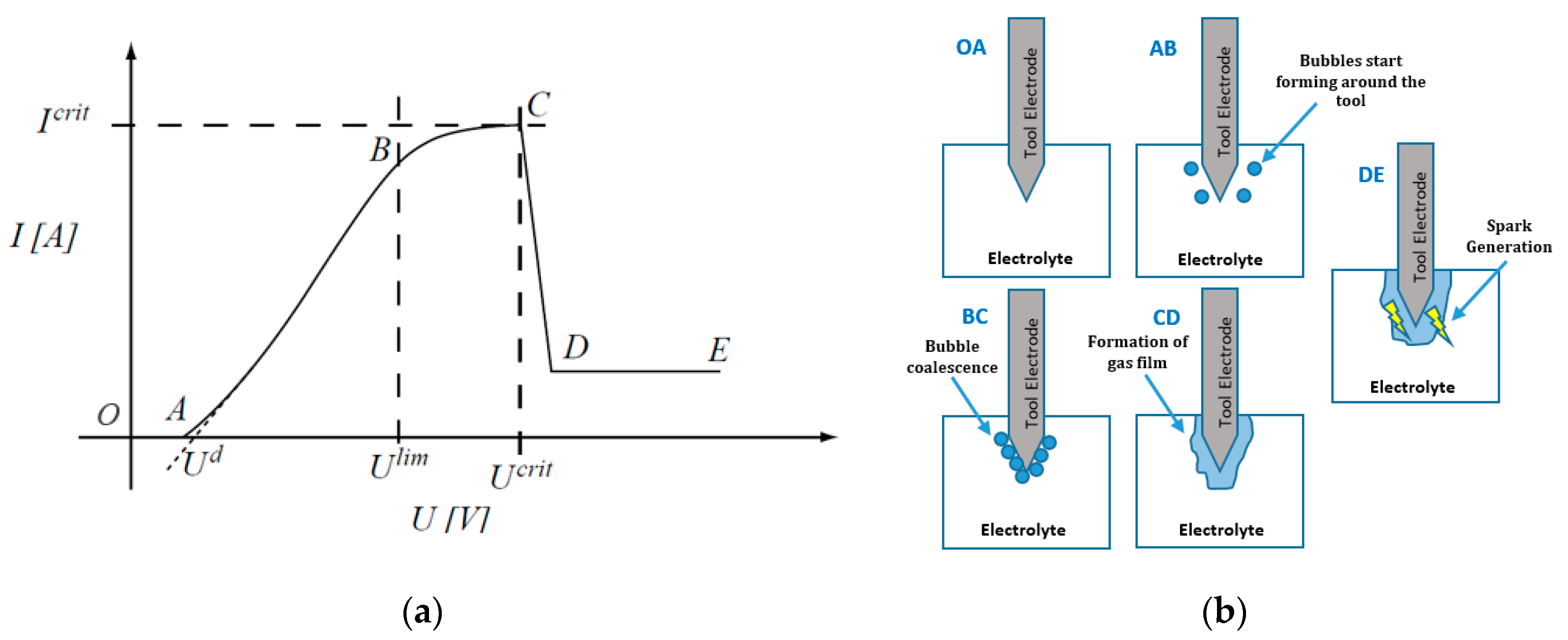
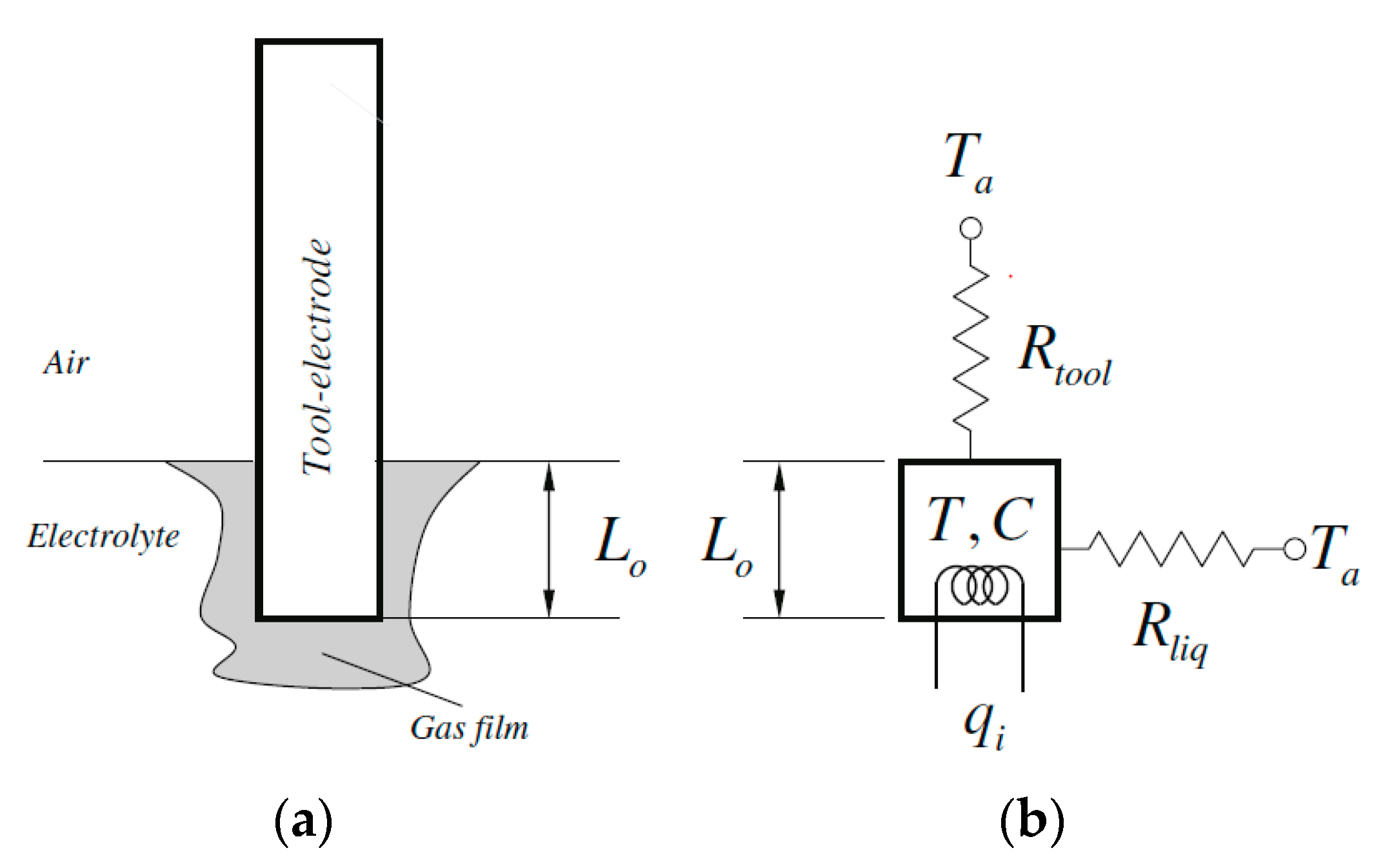
3. The Gas Film
- OA: Thermodynamic Region: The water’s decomposition potential is not yet reached and no electrolysis occurs.
- AB: Ohmic Region: Water electrolysis occurs.
- BC: Limiting-Current Region: Bubbles coalesce saturating the current.
- CD: Transition Region: A gas film starts forming around the tool covering its surface; machining becomes possible. A current density of around 1 is generally required for gas film formation.
- DE: Arc Region: Nucleation sites of actives bubbles are covered now with the gas film, and current is transported through microlevel arc discharges.
4. The Major Process Parameters
4.1. The Electrolyte
4.1.1. Electrolyte Material
Glass
Ceramics
4.1.2. Electrolyte Concentration
Glass
Ceramics
4.1.3. Addition of Surfactants/Magnetic Fields
Glass
4.2. Tool-Electrode
4.2.1. Tool-Electrode Material
Glass
Ceramics
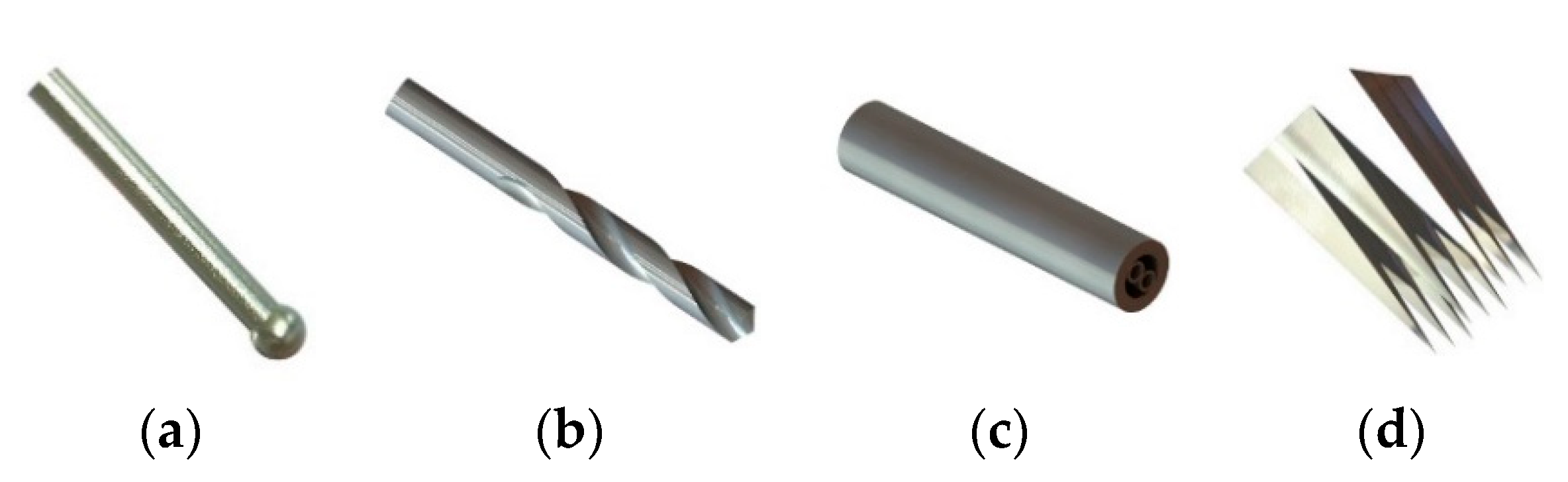
4.2.2. Tool-Electrode GeometryGlass
Glass
Ceramics
4.2.3. Tool-Electrode Rotational Speed
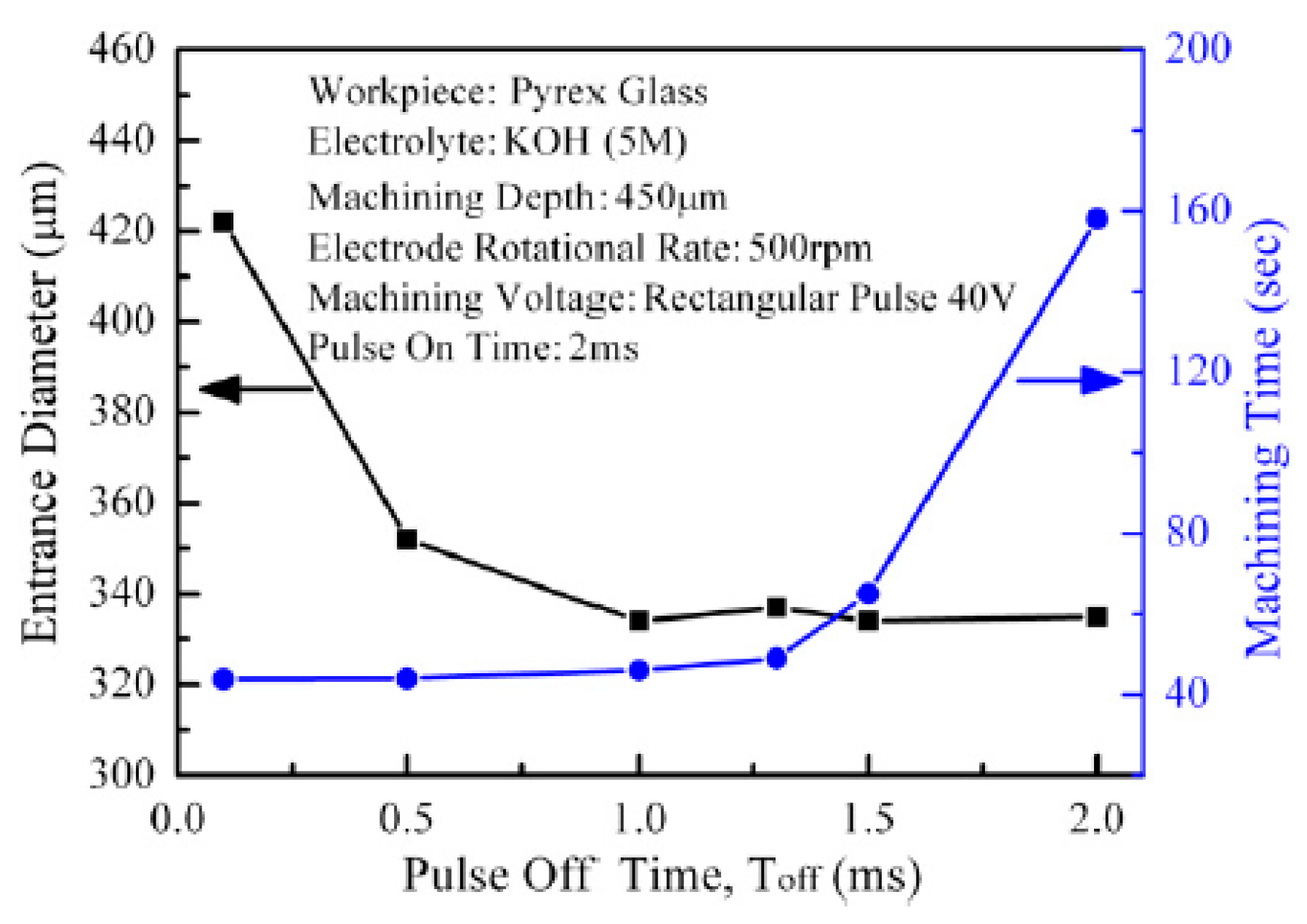
4.3. Machining Voltage
Glass
Ceramics
5. SACE Capabilities Compared to Other Processes
5.1. Surface Quality and Machining Speed
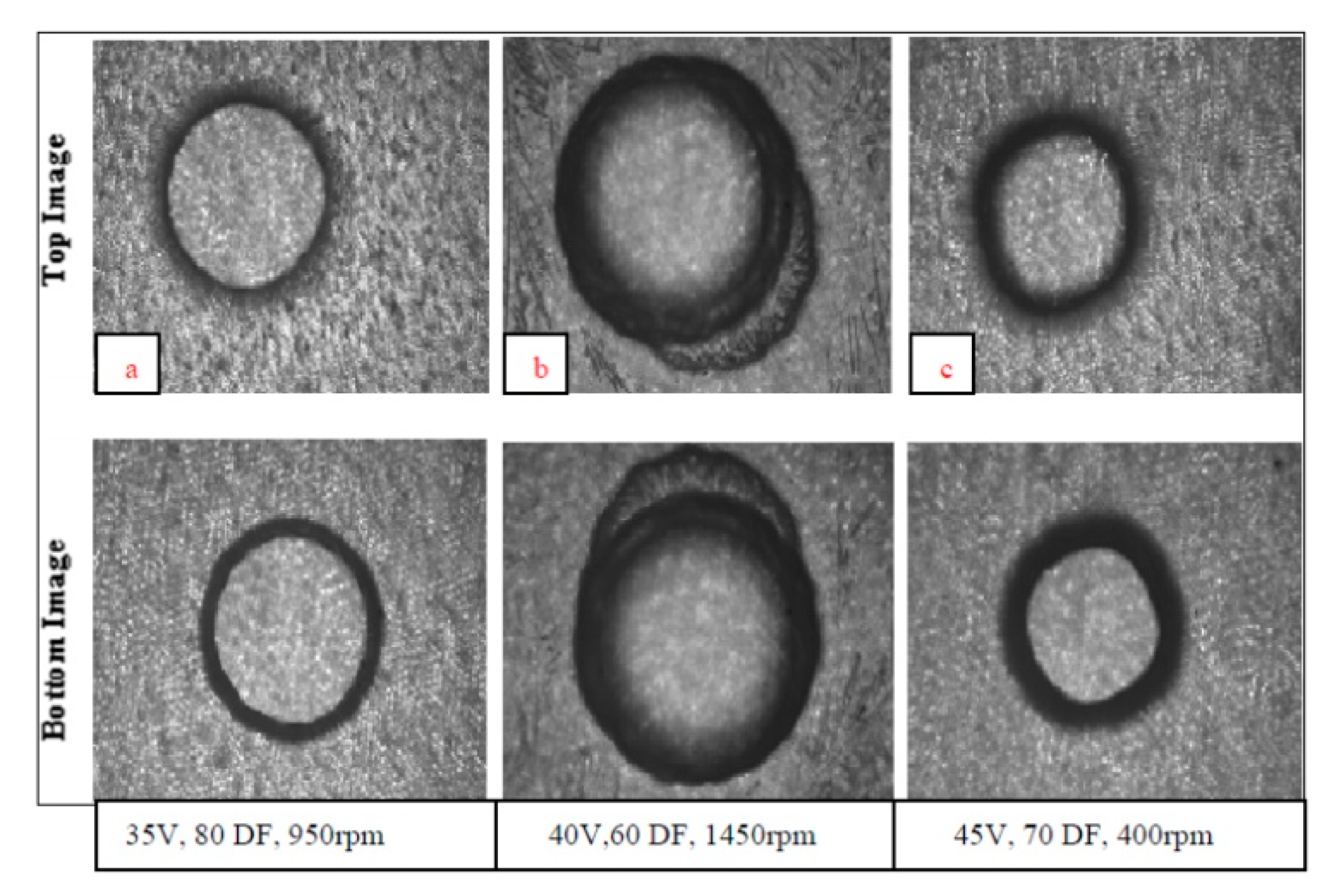
5.1.1. Micro-Hole Drilling
5.1.2. Micro-Channel Machining
5.2. Surface Functionalization
6. Conclusions and Outlook
- SACE is capable of performing state-of-the-art drilling, milling, cutting, die sinking, and surface functionalization (like grinding and texturing) while offering reasonable trade-offs in terms of machining quality and speed. Machining occurs due to the electrochemical discharges generated at the tool tip where the machining mechanism is based on thermally assisted etching.
- The two most common machining modes are the gravity feed and constant-velocity feed. In the gravity feed machining, the tool stays in contact with the workpiece, while in constant-velocity feed, the tool is fed towards the workpiece with a constant feed rate. Other machining modes were developed to improve machining performance, like current feedback and force feedback machining, which depend on analyzing the contact forces and the current signal respectively. Another approach used counter resistant feeding which also offered improvements over the conventional gravity feed method.
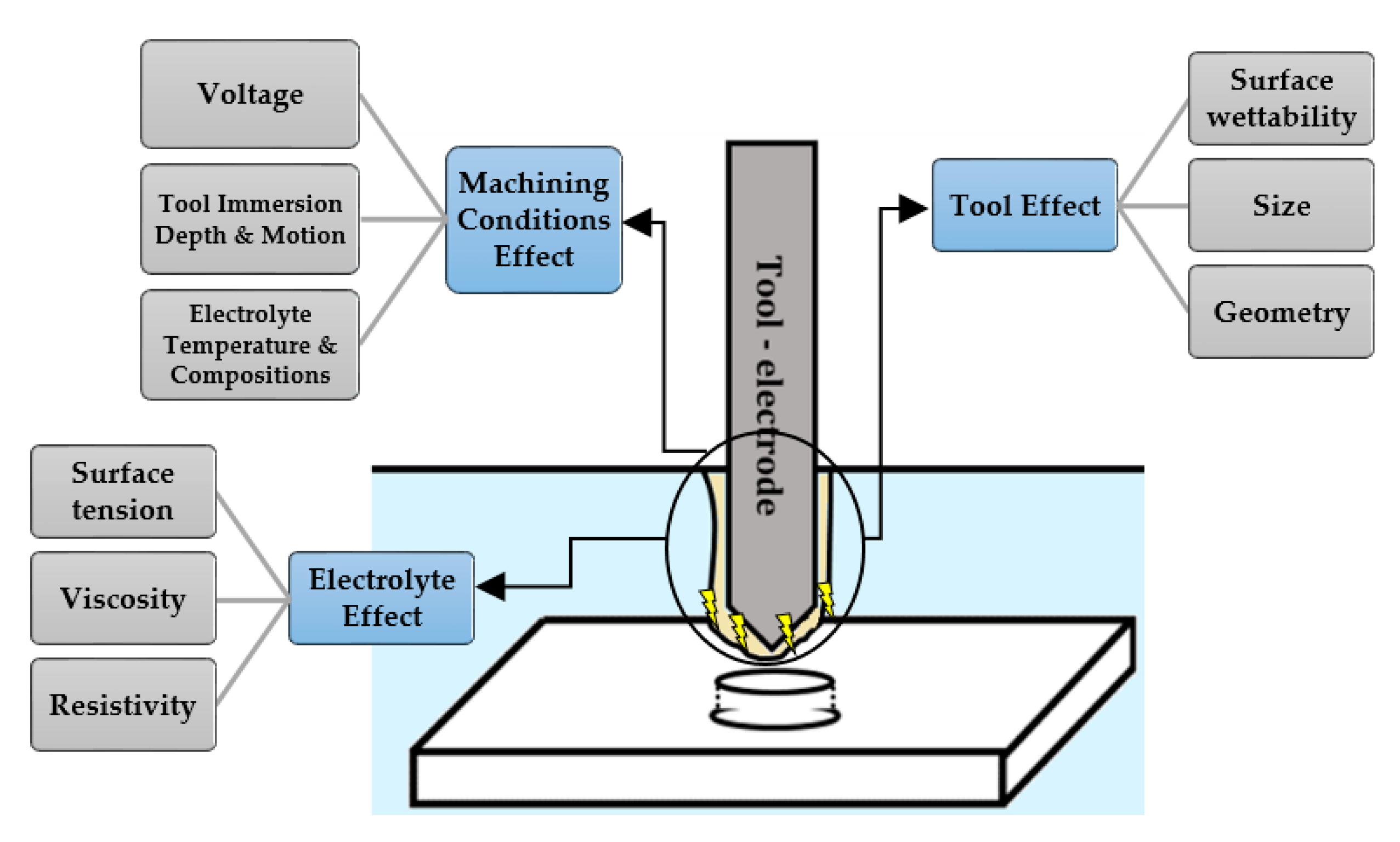
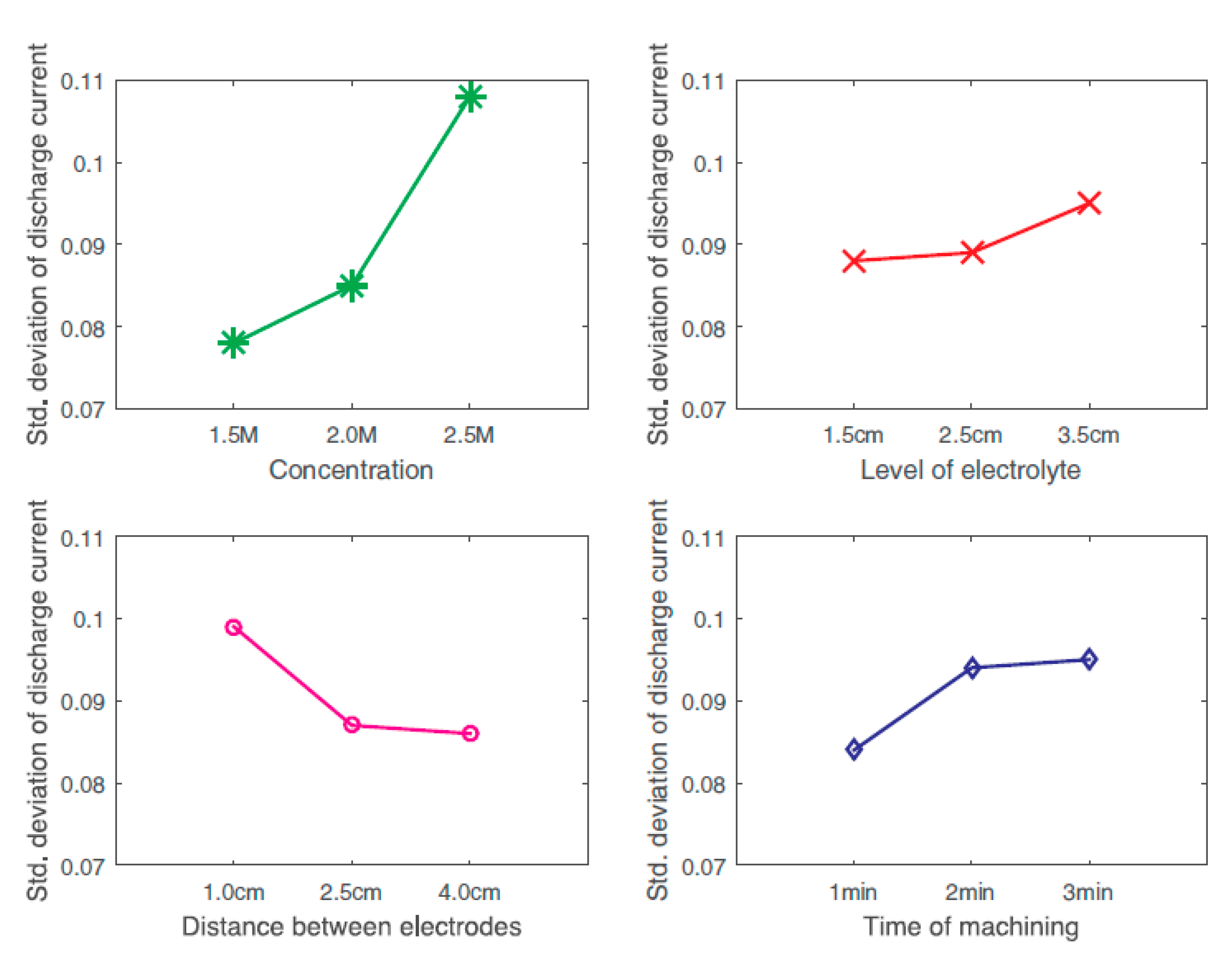
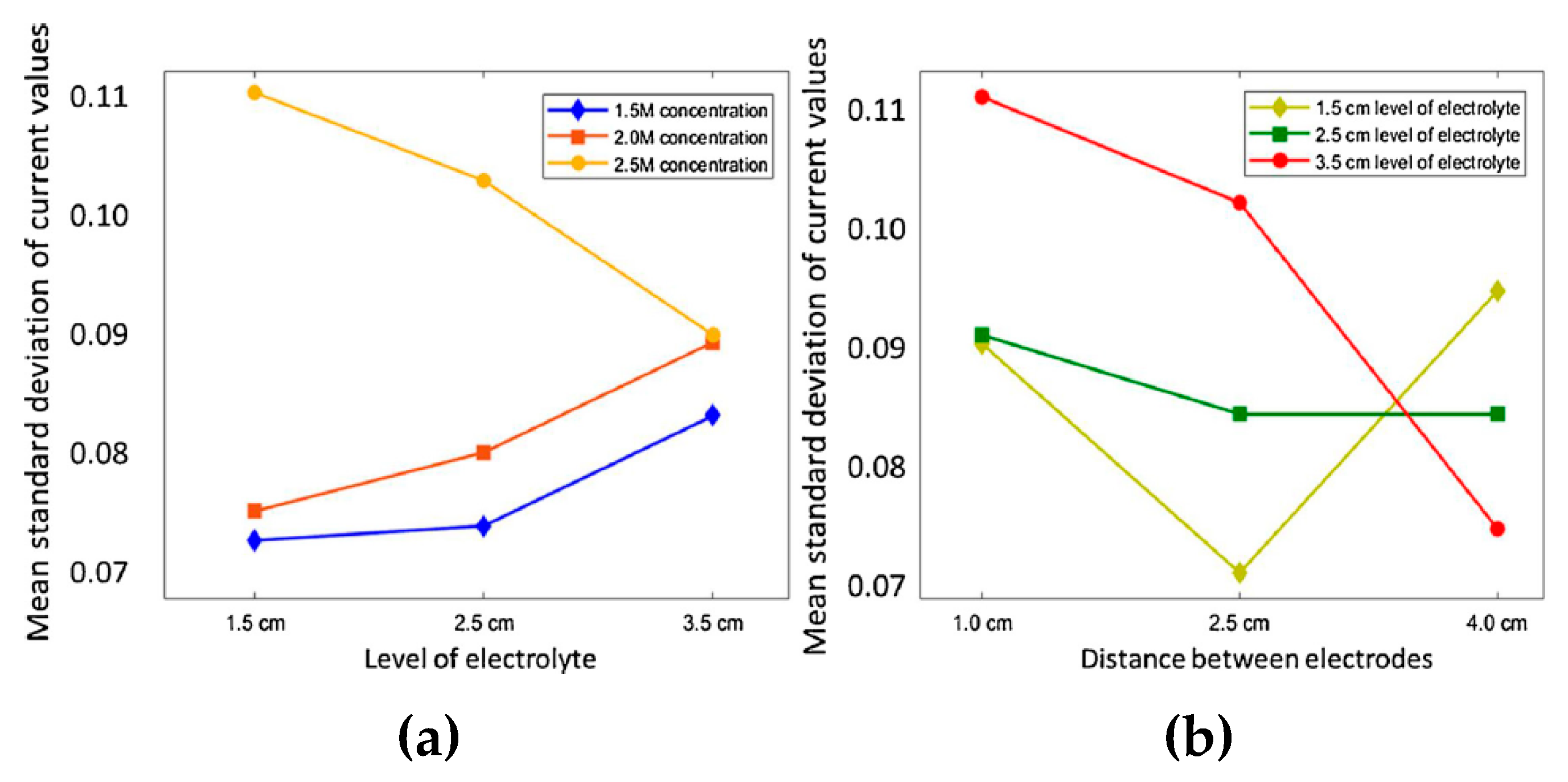
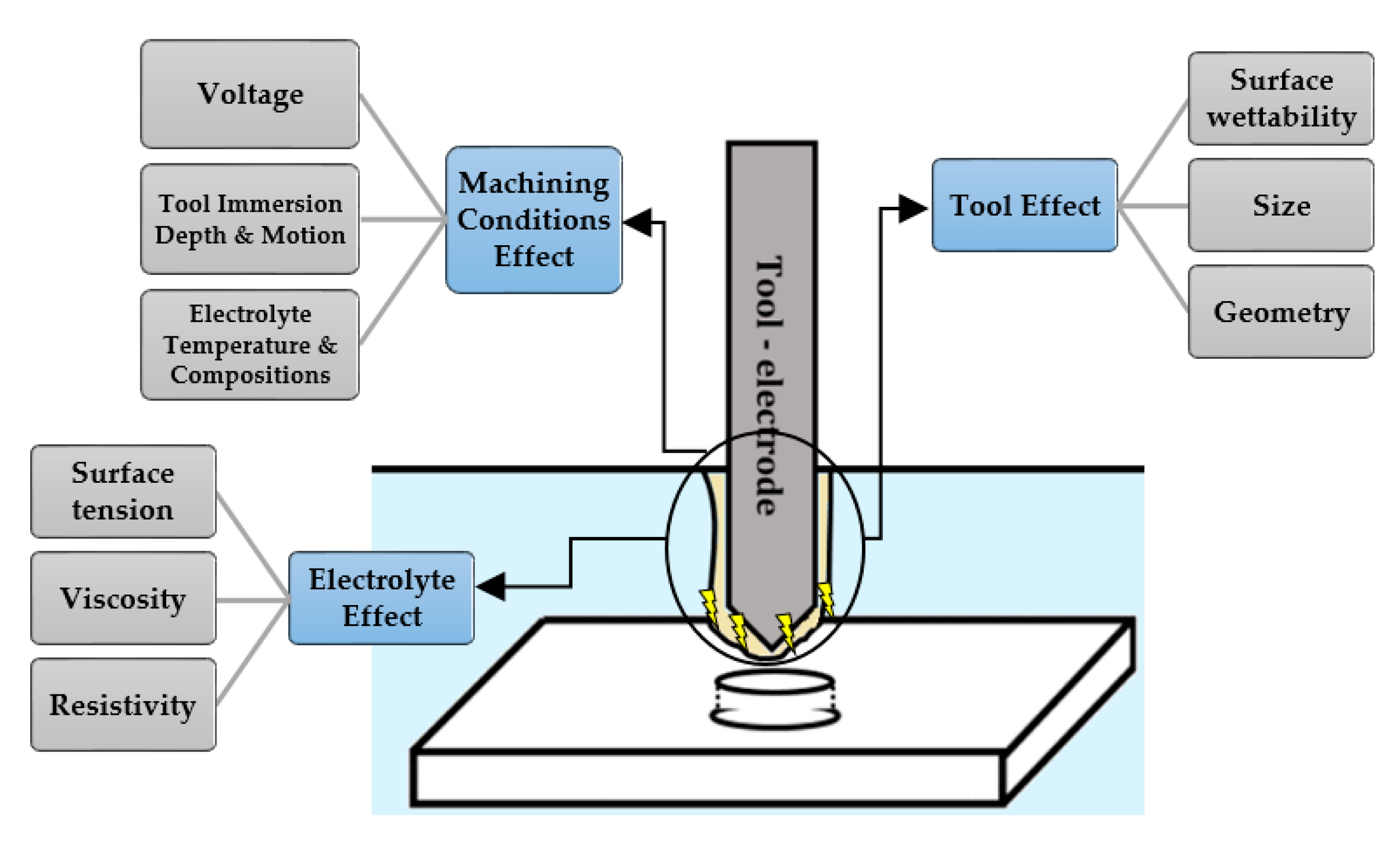
- The gas film is the pillar of this machining technology, and special interest is given to its qualities (shape, thickness, formation time, and lifetime). The major parameters, or specifically forces, that affect these qualities are the buoyant forces, inertial forces, and surface tension. These forces in turn depend on the machining conditions, i.e., machining voltage/time and electrolyte/tool-electrode properties. In general, a gas film is said to be stable if it has a uniformly distributed thickness around the tool electrode and a constant lifetime, in addition to having a standard deviation of its discharge currents (i.e., low fluctuations in current signals).
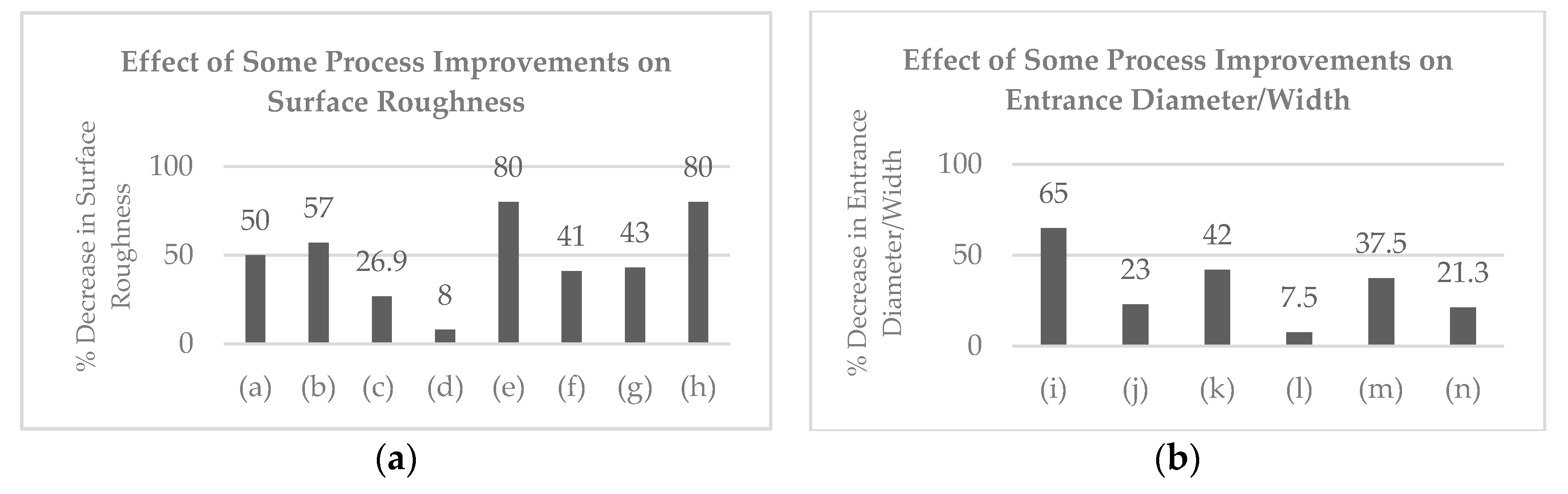
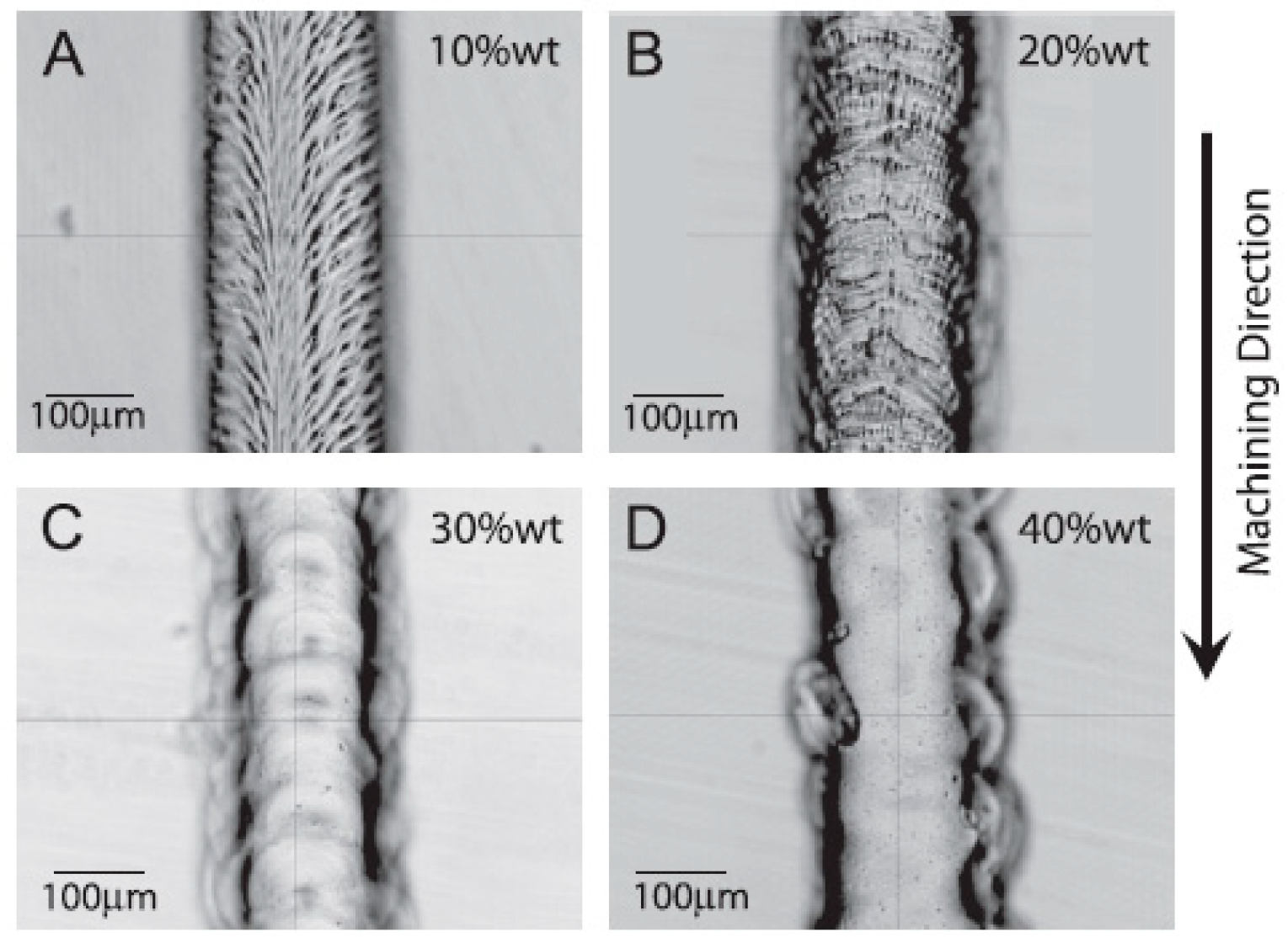
- The commonly used electrolytic solutions in SACE are sodium hydroxide NaOH and potassium hydroxide (KOH). Mixed electrolytes are becoming more common as well. Surface quality can be improved by up to 80% through mixing other components with the electrolyte, such as Silicon Carbide (SiC) abrasives, graphite powder, and Sodium dodecyl sulfate (SDS) surfactants. Furthermore, the use of textured tools, rotating tools, and applying magnetic field orientations to the electrolyte can also improve the surface quality by up to 50%. These machining parameters also have an effect on the machined geometry. Research also showed that machining depth was increased by 31.9%, 43%, and 64% using a mixed electrolyte of NaOH and KOH, applying a magnetic field to NaOH electrolyte, and using textured tools, respectively. For drilling, it was demonstrated that the hole overcut can be decreased by up to 65% using novel tool geometries, like flat-sidewall-flat tools and spherical end tools. This process can establish relatively high aspect ratios (around 12) compared to chemical methods. It should be noted that similar approaches done for improving machining conditions in SACE drilling also proved to be efficient in improving other SACE variants, like cutting and milling. For example, the addition of SiC abrasives to electrolyte or using a special geometry for the tool-electrode (helical) achieved improvements in surface quality up to 43%.
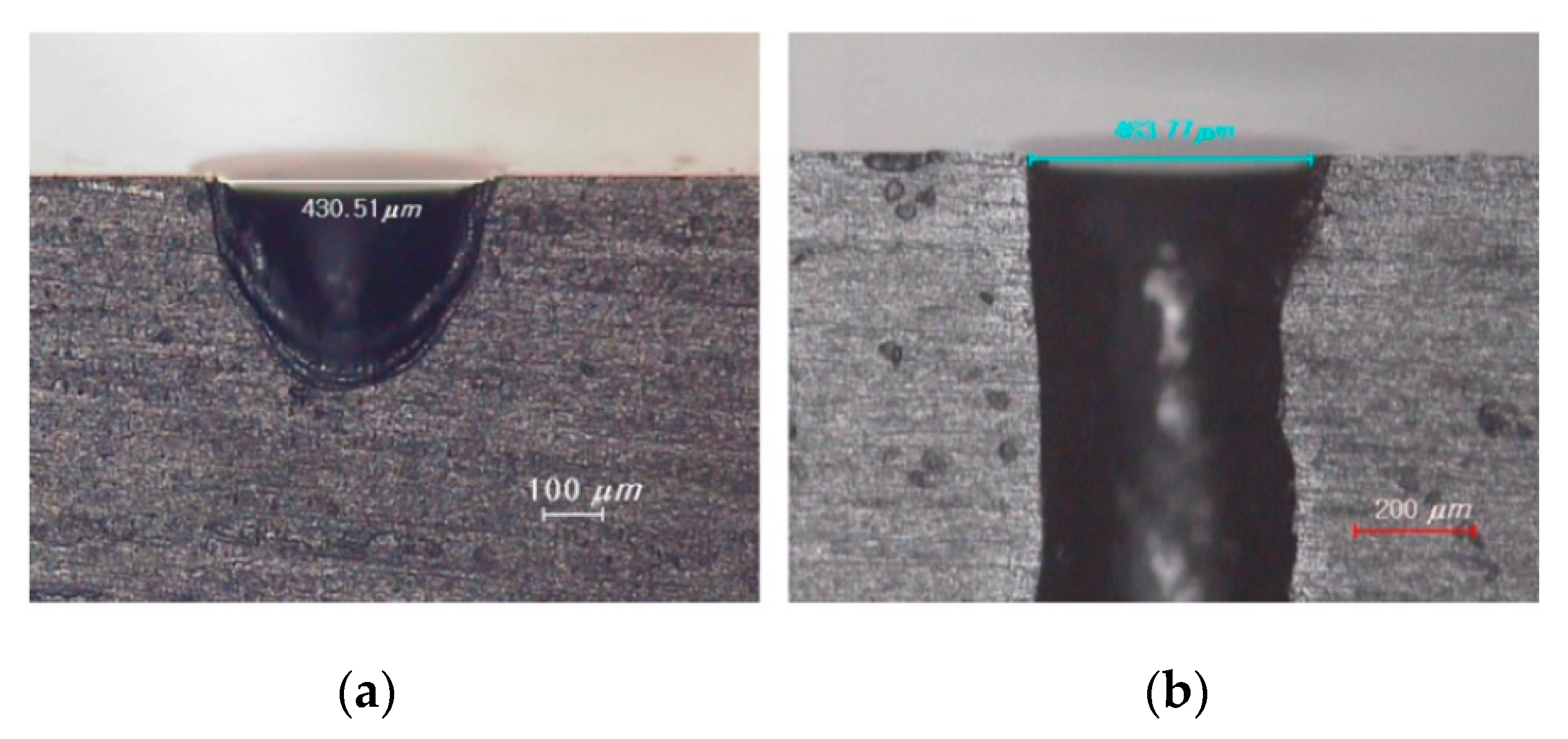
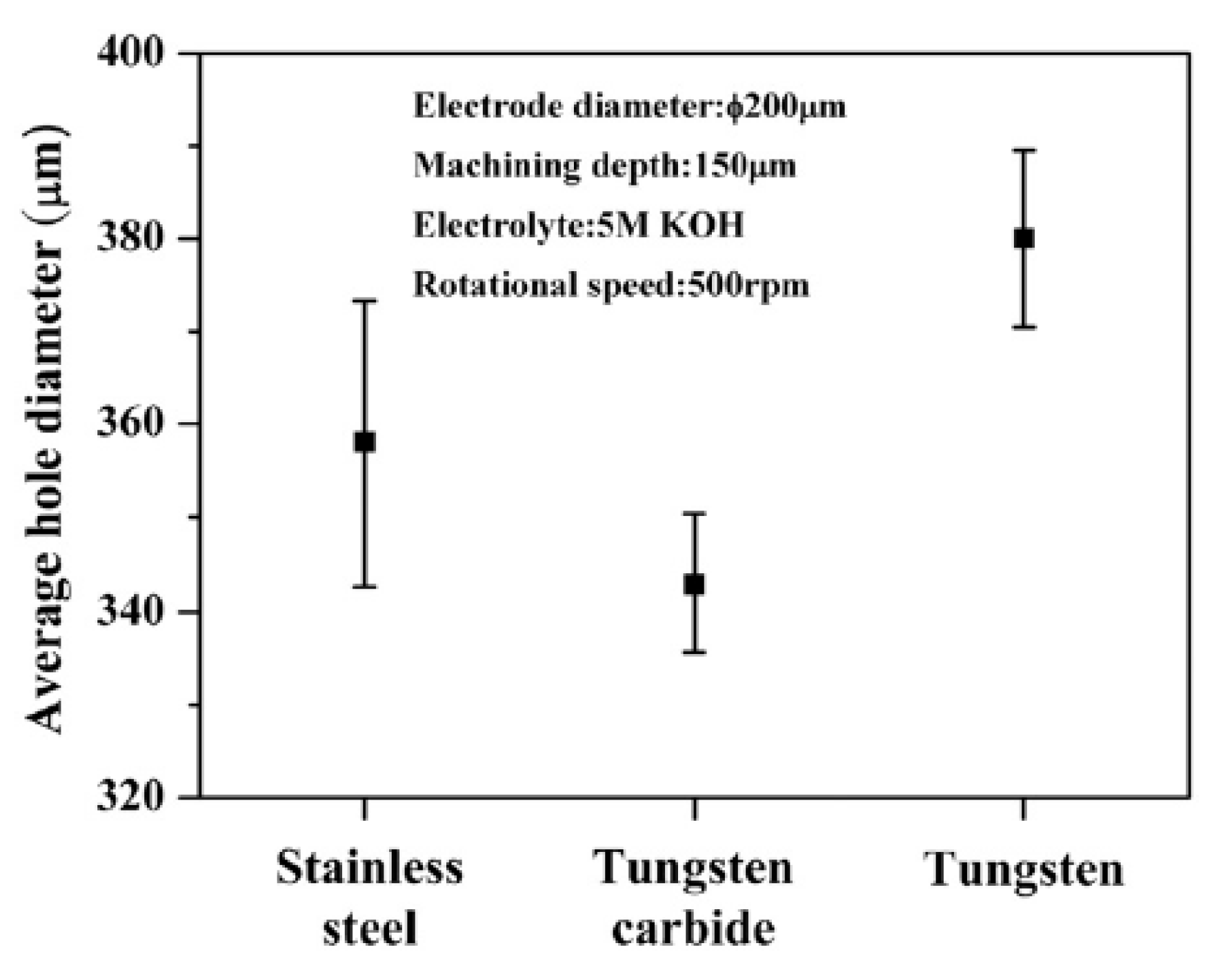
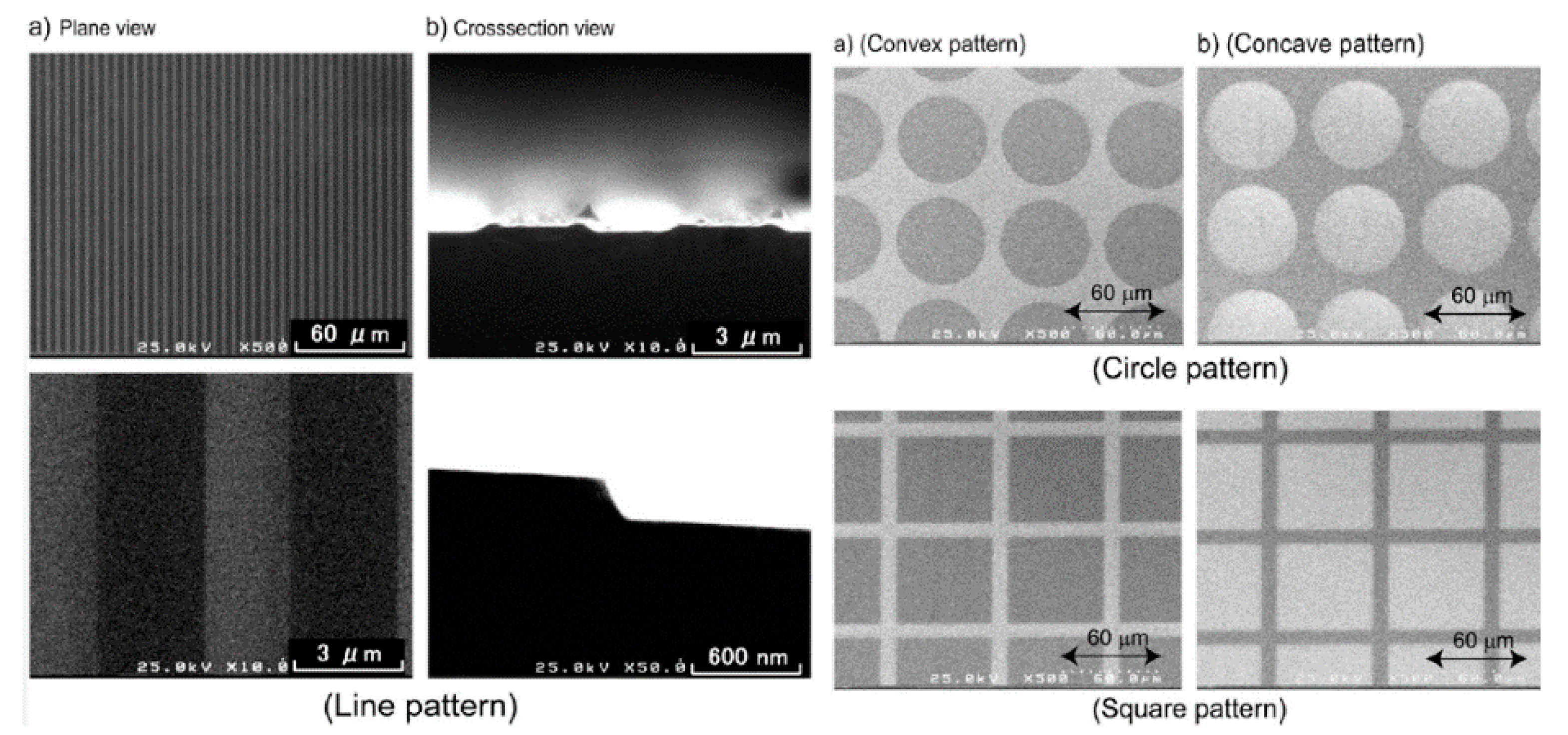
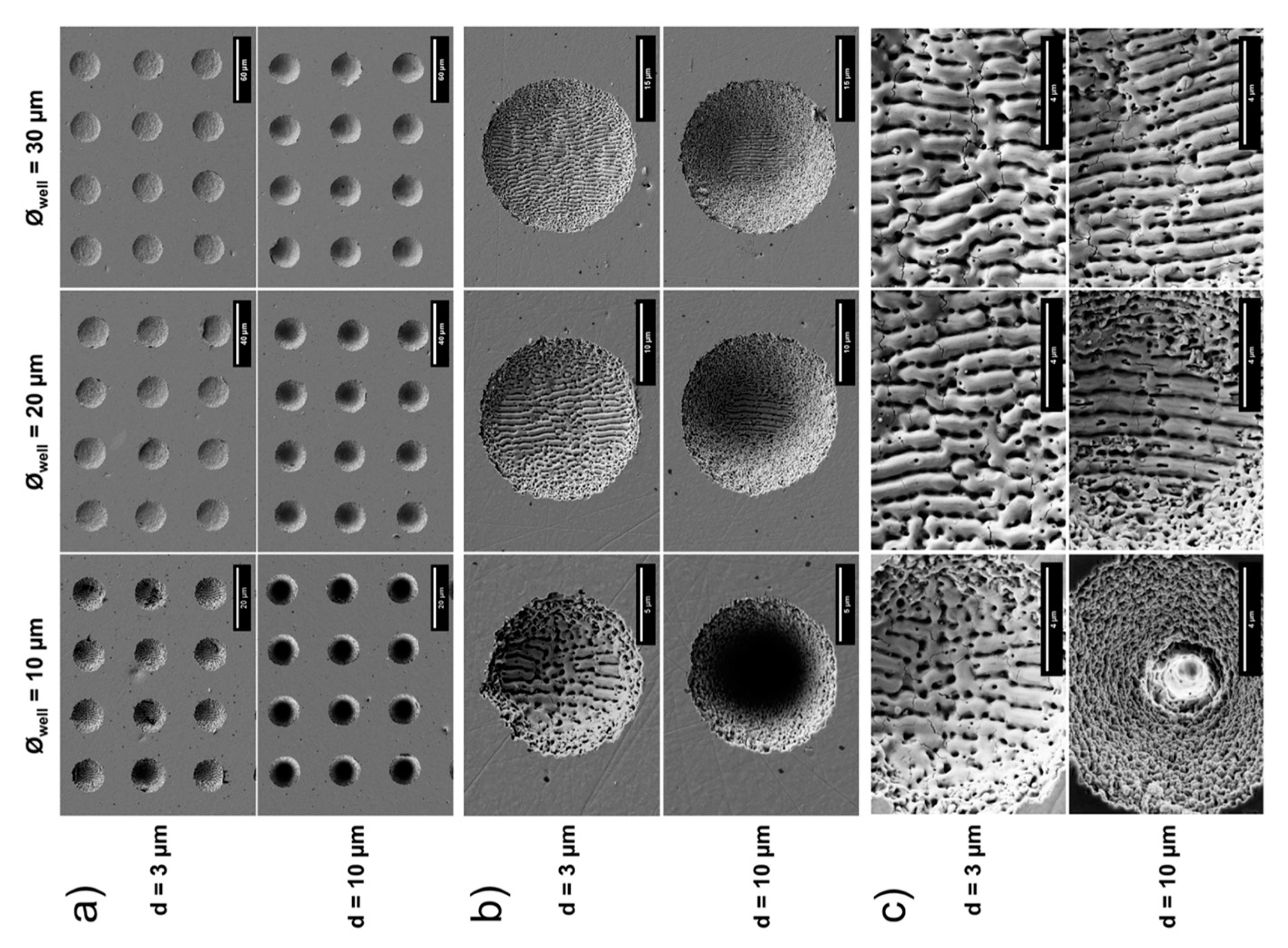
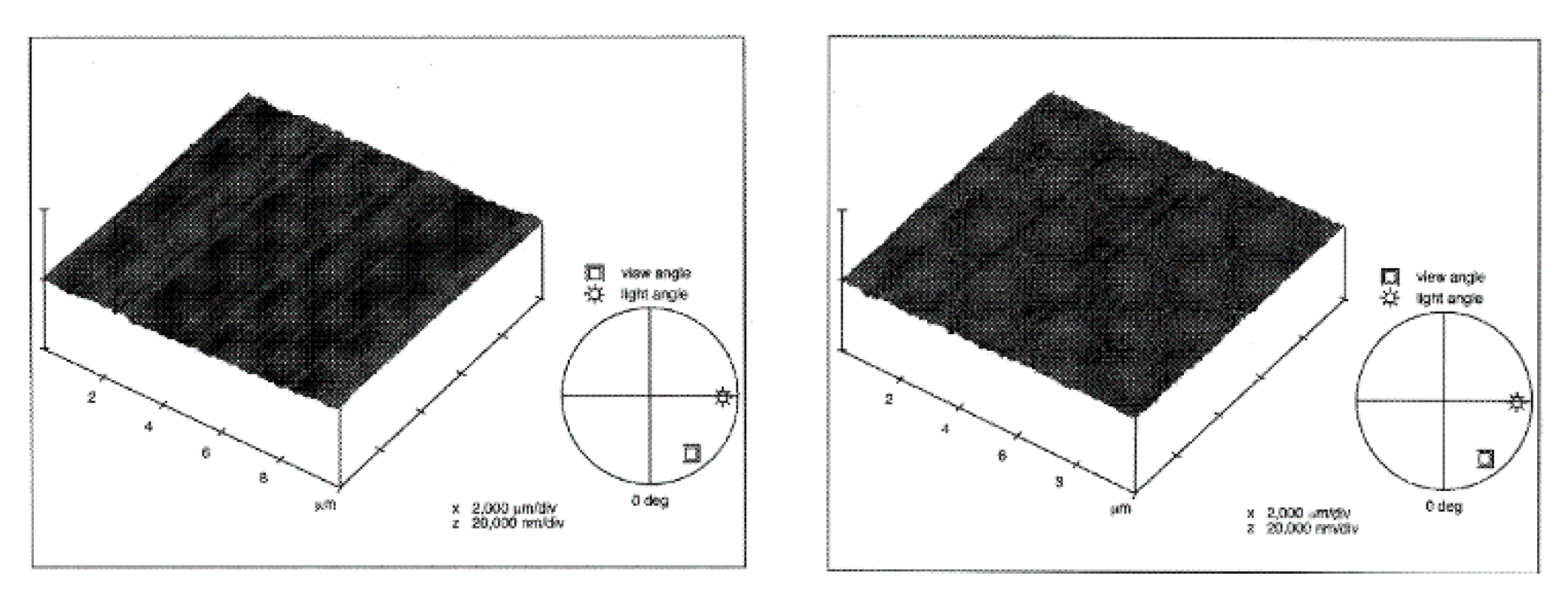
- This review shows that SACE technology offers great capabilities with respect to surface functionalization. Experiments confirmed the potential of SACE in altering surface quality while machining, where holes and micro-channels with desired geometries and textured surfaces are produced. In most chemical methods, surface functionalization is a multistep process, and depositing films is done in a separate process. Some thermal methods can machine micro-channels and deposit particles simultaneously, but the resulting surface layer needs chemical cleaning. Mechanical methods are also capable of texturing surface layers, through processes like grinding and polishing, though some can be expensive. In comparison to these methods, specific attention is given to the economic advantage of SACE in combining machining and texturing in a single step, where other technologies offer good results as well but are complicated, expensive, or require postprocessing steps. The limitations in SACE are mainly the high possibility of tool bending in case of small tool sizes, which limits the minimum diameter of used tools to 200 µm. Furthermore, for hole depths above 300 µm and depending on the used machining mode, limited flushing and hole deformation can occur due to the continuous tool–workpiece mechanical contact.
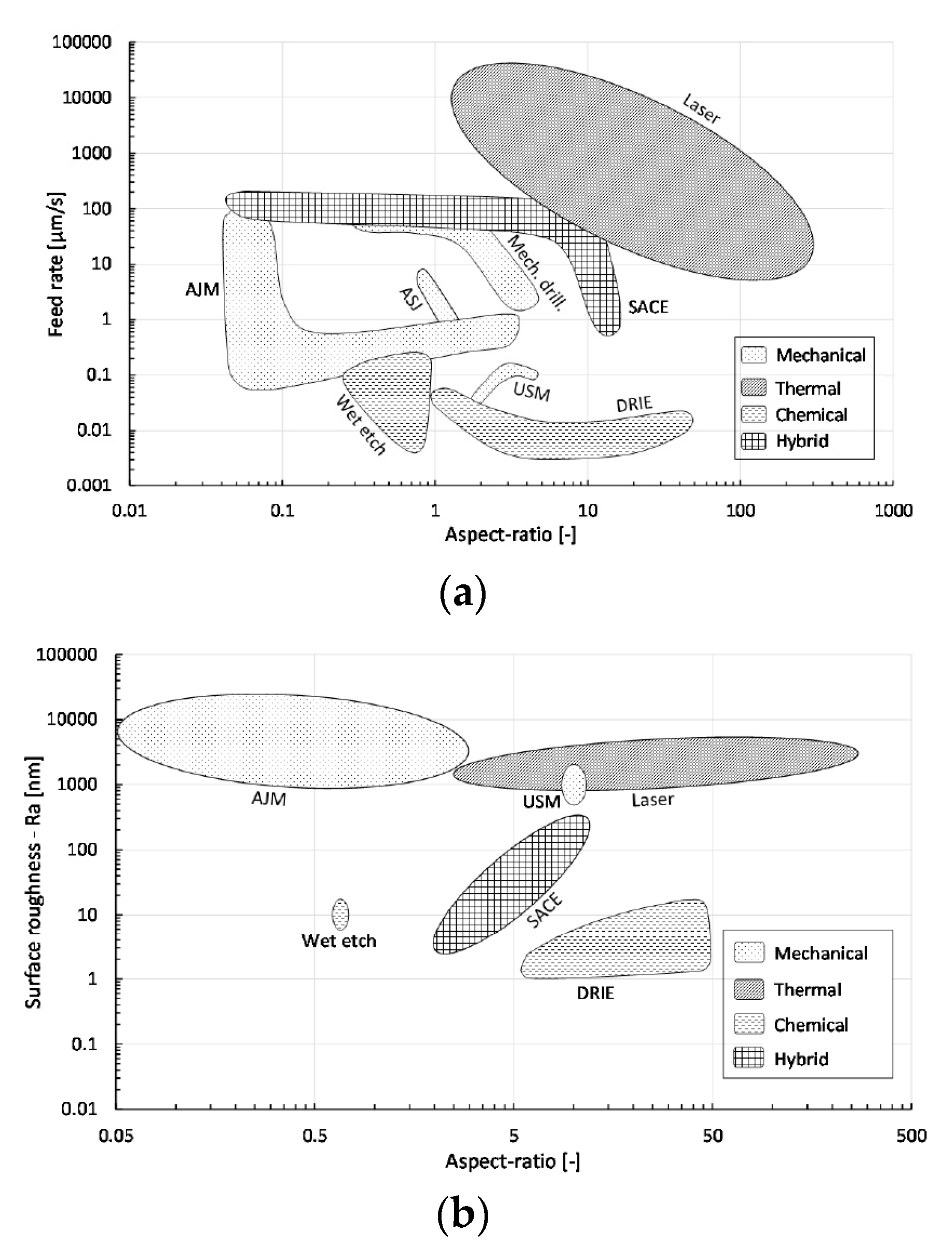
- SACE can achieve an acceptable trade-off between surface quality and machining speed in comparison to other existing machining technologies. Chemical methods, on one hand, can produce high quality surface layers but are very slow. Thermal methods, mainly laser, can be faster than SACE but may result in surface cracks or require expensive setup. Mechanical methods can also produce good results, but the process can be expensive and the resulting surface needs polishing.
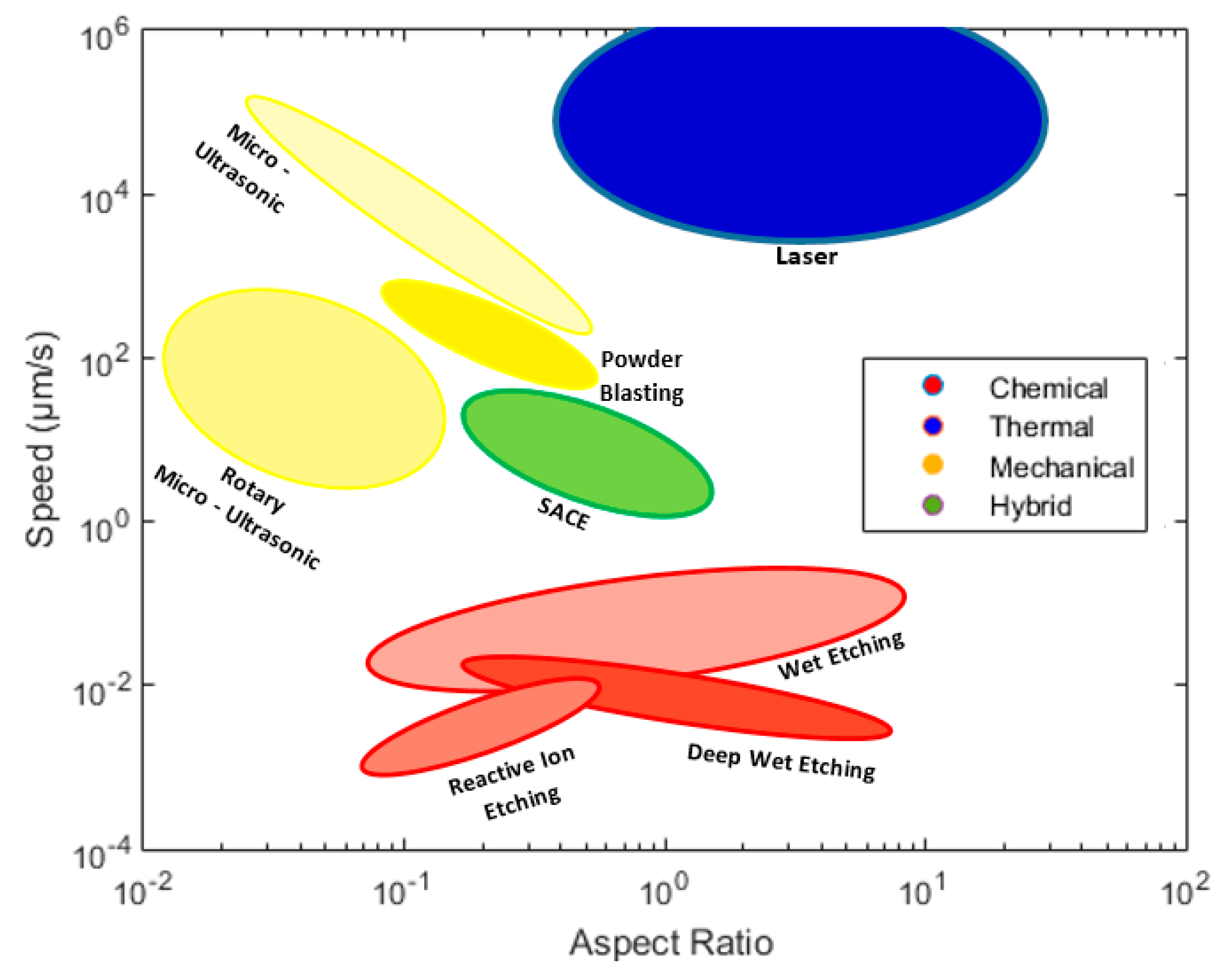
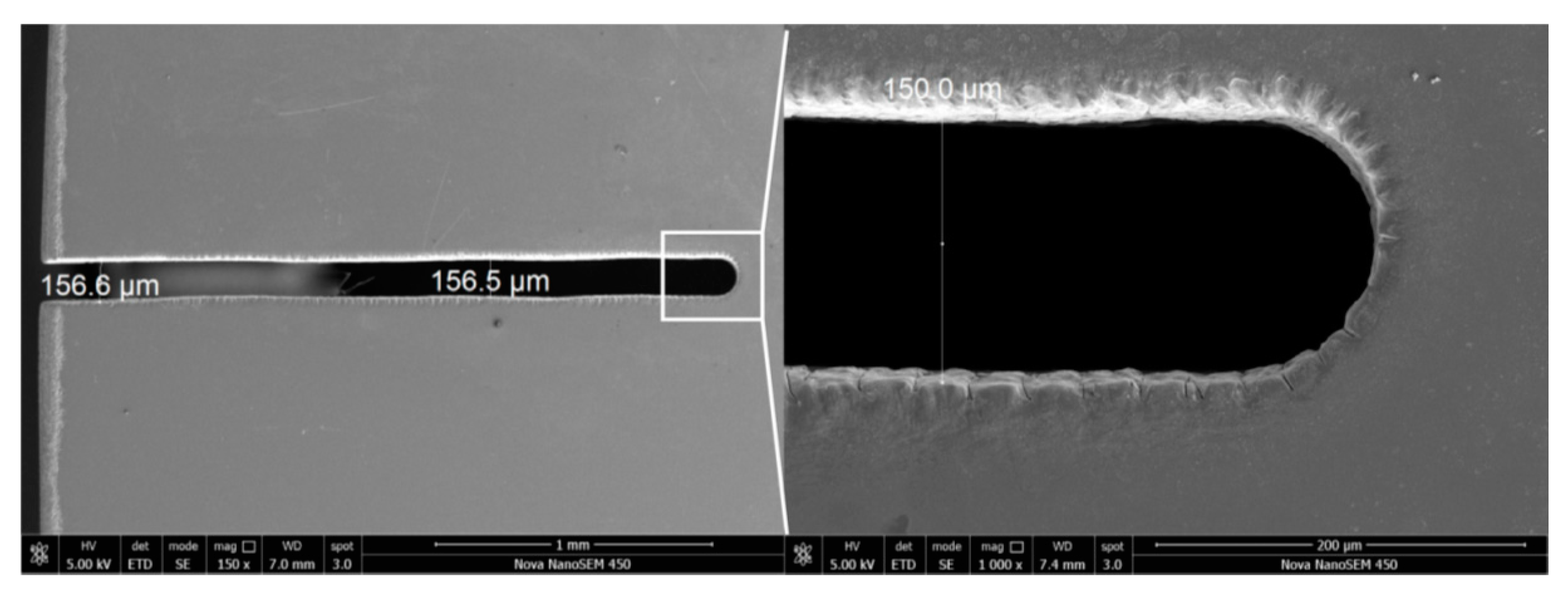
- Based on this review information was collected regarding the resulting geometries of micro-channels machined on glass using different methods mainly SACE, thermal, chemical, and mechanical methods. This information is summarized on Figure 30 that identifies the tool lateral speed versus micro-channel aspect ratio (depth per pass with respect to channel width). The figure shows that laser enables high-speed machining and can achieve high aspect ratio structures, while chemical methods result in lower aspect ratios and are very slow. Mechanical methods are mostly slower than laser and result in lower aspect ratio. SACE is slower than laser but much faster compared to chemical methods. It results in higher aspect ratio channels compared to most mechanical methods at similar machining speeds. All these findings agree with graphs plotted earlier in the literature for glass micro-hole drilling. However, there is some difference in trends observed for micro-holes and channels machined with SACE versus mechanical methods. While for micro-hole drilling SACE is faster than mechanical methods for similar aspect ratios achieved, for micro-channel machining mechanical methods can be faster than SACE for certain aspect ratios. This can be explained by the fact that for micro-hole drilling the temperature is not dissipated as fast as for micro-channel machining, as the last flushing is better accomplished.
- Future research can further investigate the effects of the tool-electrode properties (geometry, material, rotation, vibration, tilting angle) and electrolyte characteristics (material, concentration, magnetic orientation, vibrations, pressurized injection, etc.) on the process stability and resulting surface quality. Establishing aspect ratios higher than 12, faster machining speed, higher surface quality, deeper holes with reduced overcut, and micro-channels with high depth to width ratio are examples of areas that need attention. These improvements can be established by using novel tool end geometries, controlling the flow of electrolyte (pressurized injection), and applying complex tool motion algorithms. Moreover, a deeper look into SACE surface functionalization capabilities might reveal possible promising results that are not yet explored whether from the aspect of chemical or physical modification of the machined surfaces.
Funding
Conflicts of Interest
Nomenclature
| SACE | Spark-Assisted Chemical Engraving |
| ECDM | Electrochemical Discharge Machining |
| MEMS | Microelectromechanical system |
| HAZ | Heat-affected zones |
| MRR | Material Removal Rate |
| DR | Duty Ratio |
| DC | Direct Current |
| SDS | Sodium Dodecyl Sulfate Surfactant |
| NaOH | Sodium Hydroxide |
| KOH | Potassium Hydroxide |
| NaNO3 | Sodium Nitrate |
| NaCl | Sodium Chloride |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Depth (µm) | Entrance Width (µm) | Depth to Width Ratio * | Speed Rate (µm/s) | References | |
|---|---|---|---|---|---|
| Chemical Methods | |||||
| Deep Wet Etching | 33 | 7 | 4.7 | 0.0038 | [144] |
| Wet Etching | 329 | 420 | 0.78 | 0.133 | [145] |
| Wet Etching | 20 | 220 | 0.09 | 0.085 | [146] |
| Deep Wet Etching | 60 | 250 | 0.24 | 0.0167 | [147] |
| Wet Etching | 150 | 30 | 5 | 0.027 | [148] |
| Deep Reactive Ion Etching | 250 | 600 | 0.42 | 0.008 | [149] |
| Wet Etching | 102 | 500 | 0.204 | 0.054 | [150] |
| Wet Etching | 70 | 12 | 5.8 | 0.011 | [151] |
| Wet Etching | 45 | 100 | 0.45 | 0.167 | [152] |
| Reactive Ion Etching | 47 | 120 | 0.4 | 0.0057 | [153] |
| Reactive Ion Etching | 4.5 | 39 | 0.1 | 0.0019 | [154] |
| Wet Etching | 150 | 30 | 5 | 0.03 | [155] |
| Thermal Methods | |||||
| CO2 Laser | 1561.2 | 305.75 | 5 | 5000 | [156] |
| LIPAA | 200 | 87 | 2.3 | 800000 | [134] |
| IR femtosecond laser | 30 | 30 | 1 | 1000000 | [116] |
| SLE | 35 | 2 | 17.5 | 200000 | [120] |
| Nd: YVO4 Laser | 11 | 8 | 1.375 | 50000 | [157] |
| Nd: YAG laser | 958 | 200 | 4.79 | 55800 | [158] |
| Picosecond (PS) Laser | 762 | 72 | 10 | 75000 | [139] |
| NIR femtosecond Laser | 69 | 26 | 2.65 | 5000 | [115] |
| LIBWE | 525 | 24 | 21.88 | 150000 | [159] |
| Fiber Laser | 373.15 | 395.28 | 0.94 | 7000 | [160] |
| Mechanical Methods | |||||
| Rotary Micro-Ultrasonic | 10 | 600 | 0.0167 | 333 | [161] |
| Micro-Ultrasonic | 79.167 | 695 | 0.11 | 422.5 | [162] |
| Micro-Ultrasonic | 170 | 375 | 0.4 | 62.6 | [163] |
| Powder Blasting | 310 | 700 | 0.4 | 400 | [164] |
| Powder Blasting | 9.98 | 318.3 | 0.03 | 100000 | [165] |
| Rotary Micro-Ultrasonic | 12.5 | 500 | 0.025 | 8.33 | [166] |
| Rotary Micro-Ultrasonic | 100 | 800 | 0.125 | 16.67 | [167] |
| Ball End Milling | 20 | 175 | 0.1 | 8 | [168] |
| Hybrid Methods | |||||
| SACE | 256 | 520 | 0.5 | 10 | [67] |
| SACE | 135 | 510 | 0.3 | 200 | [44] |
| SACE | 118 | 478.4 | 0.2 | 16.67 | [169] |
| SACE | 240 | 800 | 0.3 | 25 | [170] |
| SACE | 100 | 300 | 0.33 | 25 | [171] |
| SACE | 130 | 129.4 | 1 | 2 | [172] |
| SACE | 150 | 135.9 | 1.1 | 2 | [172] |
| SACE | 260 | 500 | 0.52 | 10 | [118] |
References
- Mills, D.; Kreouzis, T.; Sapelkin, A.; Unal, B.; Zyuzikov, N.; Kolasinski, K.W. Surface Texturing of Si, porous Si, and TiO2 bylaser ablation. Appl. Surf. Sci. 2007, 253, 6575–6579. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, A.; Green, M.; Ferrazza, F. 19.8% efficient honeycomb textured multicrystalline and 24.4% monocrystalline silicon solar cells. Appl. Phys. Lett. 1998, 73, 1991–1993. [Google Scholar] [CrossRef]
- Goel, M. Recent developments in electroceramics: MEMS applications for energy and environment. Ceram. Int. 2004, 30, 1147–1154. [Google Scholar] [CrossRef]
- Sinton, D. Energy: The microfluidic frontier. Lab Chip 2014, 14, 3127–3134. [Google Scholar] [CrossRef] [PubMed]
- Abou Ziki, J.D. Spark Assisted Chemical Engraving: A Novel Approach for Quantifying the Machining Zone Parameters Using Drilling Forces; Concordia University: Montreal, QC, Canada, 2014. [Google Scholar]
- Wüthrich, R.; Fascio, V. Machining of non-conducting materials using electrochemical discharge phenomenon—An overview. Int. J. Mach. Tools Manuf. 2005, 45, 1095–1108. [Google Scholar] [CrossRef]
- Wüthrich, R.; Abou Ziki, J.D. Micromachining Using Electrochemical Discharge Phenomenon: Fundamentals and Application of Spark Assisted Chemical Engraving (Micro and Nano Technologies), 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Allesu, K.; Ghosh, A.; Muju, M.K. A Preliminary qualitative approach of a proposed mechanism of material removal in electrical machining of glass. Eur. J. Mech. Eng. 1992, 36, 202–207. [Google Scholar]
- Kubota, M. Characteristics of ECDM. In Proceedings of the International Conference on Production Engineering, Tokyo, Japan, 26–29 August 1974. [Google Scholar]
- Tandon, S.; Jain, V.; Kumar, P.; Rajurkar, K. Investigations into machining of composites. Precis. Eng. 1990, 12, 227–238. [Google Scholar] [CrossRef]
- Langen, H.; Fascio, V.; Wüthrich, R.; Viquerat, D. Three-dimensional structuring of pyrex glass devices—trajectory control. In Proceedings of the International Conference of the European Society for Precision Engineering and Nanotechnology (EUSPEN) 2, Eindhoven, The Netherlands, 26–30 May 2002. [Google Scholar]
- Wüthrich, R.; Maillard, P.; Jalali, M. Toward a better understanding of glass gravity-feed micro-hole drilling with electrochemical discharges. J. Micromech. Microeng. 2009, 19, 45001–45008. [Google Scholar]
- Kim, D.; Kim, Y.; Ahn, Y.; Lee, S. Voltage pulse frequency and duty ratio effects in an electrochemical discharge microdrilling process of Pyrex glass. Int. J. Mach. Tool Manuf. 2006, 46, 1064–1067. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Didar, T.F.; Wüthrich, R. Micro-texturing channel surfaces on glass with spark assisted chemical engraving. Int. J. Mach. Tool Manuf. 2012, 57, 66–72. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Kiani, A.; Ikwuagwu, I. Hybrid method combining SACE micro-machining and laser processing to fabricate glass micro-features with special surface properties. IFAC 2019, 52, 311–314. [Google Scholar]
- Abou Ziki, J.D. Investigating the surface layer of micro-features machined by Spark Assisted. IFAC 2019, 52, 315–318. [Google Scholar]
- Hof, L.A.; Wüthrich, R. Rapid prototyping of packaged glass devices: Eliminating a process step in the manufacturing workflow from micromachining to die singularizing. Manuf. Lett. 2018, 17, 9–13. [Google Scholar] [CrossRef]
- Temiz, Y.; Lovchik, R.D.; Kaigala, G.V. Lab-on-a-chip devices: How to close and plug the lab? Microelectron. Eng. 2015, 75, 132–156. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, C.; Li, L. Bonding of glass nanofluidic chips at room temperature by a one-step surface activation using an O2/CF4 plasma treatment. Lab Chip 2013, 13, 1048–1052. [Google Scholar] [CrossRef] [PubMed]
- Chiem, N.; Lockyear-Shultz, L.; Andersson, P.; Skinner, C.; Harrison, D.J. Room temperature bonding of micromachined glass devices for capillary electrophoresis. Science 2000, 80, 147–152. [Google Scholar] [CrossRef]
- Chung, C.K.; Chang, H.C.; Shih, T.R.; Lin, S.L.; Hsiao, E.J.; Chen, Y.S.; Chang, E.C.; Chen, C.C. Water-assisted CO2 laser ablated glass and modified thermal bonding for capillary-driven biofluidic application. Biomed. Microdevices 2010, 12, 107–114. [Google Scholar] [CrossRef]
- Ben-Yakar, A.; Harkin, A.; Ashmore, J.; Byer, R.L.; Stone, H.A. Thermal and fluid processes of a thin melt zone during femtosecond laser ablation of glass: The formation of rims by single laser pulses. J. Phys. D Appl. Phys. 2007, 40, 1447–1459. [Google Scholar] [CrossRef] [Green Version]
- Chung, C.K.; Lin, S.L. On the fabrication of minimizing bulges and reducing the feature dimensions of microchannels using novel CO2 laser micromachining. J. Micromech. Microeng. 2011, 21, 065023. [Google Scholar] [CrossRef]
- Wensink, H.; Jansen, H.V.; Berenschot, J.W.; Elwenspoek, M.C. Mask materials for powder blasting. J. Micromech. Microeng. 2000, 10, 175. [Google Scholar] [CrossRef] [Green Version]
- Wensink, H. Fabrication of Microstructures by Powder Blasting; University of Twente: Enschede, The Netherlands, 2002. [Google Scholar]
- Micronit Microtechnologies BV n.d. Available online: https://www.micronit.com/ (accessed on 17 June 2020).
- Singh, T.; Dvivedi, A. Developments in electrochemical discharge machining: A review on electrochemical discharge machining, process variants and their hybrid methods. Int. J. Mach. Tools Manuf. 2016, 105, 1–13. [Google Scholar] [CrossRef]
- Yadav, R.N. Electro-chemical spark machining– based hybrid machining processes: Research trends and opportunities. J. Eng. Manuf. 2018, 233, 1037–1061. [Google Scholar] [CrossRef]
- Posalux. Available online: https://www.posalux.com/spark-assisted-chemical-engraving-sace/ (accessed on 2 October 2020).
- Abou Ziki, J.D.; Wüthrich, R. Forces exerted on the tool-electrode during constant-feed glass micro-drilling by spark assisted chemical engraving. Int. J. Mach. Tool Manuf. 2013, 73, 47–54. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, J.; Jiang, B.; Ni, J. Investigation of micro-drilling using electrochemical discharge machining with counter resistant feeding. J. Mater. Process. 2018, 257, 141–147. [Google Scholar] [CrossRef]
- Wüthrich, R.; Spaelter, U.; Wu, Y.; Bleuler, H. A systematic characterization method for gravity-feed micro-hole drilling in glass with spark assisted chemical engraving (SACE). J. Micromech. Microeng. 2006, 16, 1891–1896. [Google Scholar] [CrossRef]
- Maillard, P.; Despont, P.; Bleuler, H.; Wüthrich, R. Geometrical characterization of micro-holes drilled in glass by gravity-feed with spark assisted chemical engraving (SACE). J. Micromech. Microeng. 2007, 17, 1343–1349. [Google Scholar] [CrossRef]
- Wüthrich, R.; Despont, B.; Maillard, P.; Bleuler, H. Improving the material removal rate in spark-assisted chemical engraving (SACE) gravity-feed micro-hole drilling by tool vibration. J. Micromech. Microeng. 2006, 16, 28–31. [Google Scholar] [CrossRef]
- Han, M.-S.; Min, B.-K.; Lee, S.J. Geometric improvement of electrochemical discharge micro-drilling using an ultrasonic-vibrated electrolyte. J. Micromech. Microeng. 2009, 19, 065004. [Google Scholar] [CrossRef]
- Zheng, Z.-P.; Su, H.-C.; Huang, F.-Y.; Yan, B.-H. The tool geometrical shape and pulse-off time of pulse voltage effects in a Pyrex glass electrochemical discharge microdrilling process. J. Micromech. Microeng. 2007, 17, 265–272. [Google Scholar] [CrossRef]
- Furutani, K.; Maeda, H. Machining a glass rod with a lathe-type electro-chemical discharge machine. J. Micromech. Microeng. 2008, 18, 065006. [Google Scholar] [CrossRef]
- Mehrabi, F.; Farahnakian, M.; Elhami, S.; Razfar, M.R. Application of electrolyte injection to the electro-chemical discharge machining (ECDM) on the optical glass. J. Mater. Process. 2018, 255, 665–672. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Wüthrich, R. The machining gap during constant velocity-feed glass micro-drilling by Spark Assisted Chemical Engraving. J. Manuf. Process. 2015, 19, 87–94. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Wüthrich, R. Nature of drilling forces during spark assisted chemical engraving. Manuf. Lett. 2015, 4, 10–13. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Hof, L.A.; Wüthrich, R. The machining temperature during Spark Assisted Chemical Engraving of glass. Manuf. Lett. 2015, 3, 9–13. [Google Scholar] [CrossRef]
- Hajian, M.; Razfar, M.R.; Etefagh, A.H. Experimental study of tool bending force and feed rate in ECDM milling. Int. J. Adv. Manuf. Technol. 2017, 91, 1677–1687. [Google Scholar] [CrossRef]
- Didar, T.F.; Dolatabadi, A.; Wüthrich, R. Characterization and modeling of 2D-glass micro-machining by spark-assisted chemical engraving (SACE) with constant velocity. J. Micromech. Microeng. 2008, 18, 065016. [Google Scholar] [CrossRef] [Green Version]
- Singh, T.; Dvivedi, A. On performance evaluation of textured tools during micro-channeling with ECDM. J. Manuf. Process. 2018, 32, 699–713. [Google Scholar] [CrossRef]
- Caoa, X.D.; Kimb, B.H.; Chu, C.N. Micro-structuring of glass with features less than 100 m by electrochemical discharge machining. Precis. Eng. 2009, 33, 459–465. [Google Scholar] [CrossRef]
- Wüthrich, R.; Fascio, V.; Viquerat, D.; Langen, H. In situ measurement and micromachining of glass. Micromechatron. Hum. Sci. 1999, 99, 185–191. [Google Scholar]
- Wüthrich, R.; Spaelter, U.; Bleuler, H. The current signal in spark-assisted chemical engraving (SACE): What does it tell us? J. Micromech. Microeng. 2006, 16, 779. [Google Scholar] [CrossRef]
- Morrison, A.; Rodrigues, L.; Wüthrich, R. Reducing Variability in Spark Assisted Chemical Engraving Gravity Feed Drilling of Glass. In Proceedings of the Microsystems and Nanoelectronics Research Conference, Ottawa, ON, Canada, 15 October 2008. [Google Scholar]
- Wüthrich, R.; Hof, L. The gas film in spark assisted chemical engraving (SACE)—A key element for micro-machining applications. Int. J. Mach. Tool Manuf. 2006, 46, 828–835. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, J.; Jiang, B.; Liu, Y.; Ni, J. Experimental investigation of magnetohydrodynamic effect in electrochemical discharge machining. Int. J. Mech. Sci. 2018, 142, 86–96. [Google Scholar] [CrossRef]
- Kellogg, H. Anode effect in aqueous electrolysis. J. Electrochem. 1950, 97, 133–142. [Google Scholar] [CrossRef]
- Basak, I.; Ghosh, A. Mechanism of spark generation during electrochemical discharge machining: A theoretical model and experimental verification. J. Mater. Process. 1996, 62, 46–53. [Google Scholar] [CrossRef]
- Fascio, V.; Langen, H.; Bleuler, H.; Comninellis, C. Investigations of the spark assisted chemical engraving. Electrochem. Commun. 2003, 5, 203–207. [Google Scholar] [CrossRef]
- Kurafuji, H.; Suda, K. Electrical discharge drilling of glass. Ann. CIRP 1968, 16, 415–419. [Google Scholar]
- Allagui, A.; Wüthrich, R. Gas film formation time and gas film life time during electrochemical discharge phenomenon. Electrochim. Acta 2009, 54, 5336–5343. [Google Scholar] [CrossRef]
- Wüthrich, R.; Comninellis, C.; Bleuler, H. Bubble evolution on vertical electrodes under extreme current densities. Electrochim. Acta 2005, 50, 5243–5247. [Google Scholar] [CrossRef]
- Wüthrich, R.; Fascio, V.; Bleuler, H. Spark Assisted Chemical Engraving—A Stochastic Modeling Approach. Ph. D. Dissertation, Swiss Federal Institute of Technology, EPF, Lausanne, Switzerland, 2003. [Google Scholar]
- Wüthrich, R.; Bleuler, H. A Model for Electrode Effects using Percolation Theory. Electrochim. Acta 2004, 49, 1547–1554. [Google Scholar] [CrossRef]
- Wüthrich, R.; Baranova, E.; Bleuler, H.; Comninellis, C. A phenomenological model for macroscopic deactivation of surface processes. Electrochem. Commun. 2004, 6, 1199–1205. [Google Scholar] [CrossRef]
- Han, M.-S.; Min, B.-K.; Lee, S.J. Modeling gas film formation in electrochemical discharge machining processes using a side-insulated electrode. J. Micromech. Microeng. 2008, 18, 045019. [Google Scholar] [CrossRef]
- Haddad, R.E.; Wüthrich, R. A mechanistic model of the gas film dynamics during the electrochemical discharge phenomenon. J. Appl. Electrochem. 2020, 40, 1853–1858. [Google Scholar] [CrossRef]
- Cheng, C.-P.; Wu, K.-L.; Mai, C.-C.; Yang, C.-K. Study of gas film quality in electrochemical discharge machining. Int. J. Mach. Tool Manuf. 2010, 50, 689–697. [Google Scholar] [CrossRef]
- Jianga, B.; Lana, S.; Nia, J.; Zhangba, Z. Experimental investigation of spark generation in electrochemical discharge machining of non-conducting materials. J. Mater. Process. 2014, 214, 892–898. [Google Scholar] [CrossRef]
- Jiang, B.; Lan, S.; Wilt, K.; Ni, J. Modeling and experimental investigation of gas film in micro-electrochemical discharge machining process. Int. J. Mach. Tool Manuf. 2015, 90, 8–15. [Google Scholar] [CrossRef]
- Kolhekar, K.R.; Sundaram, M. Study of gas film characterization and its effect in electrochemical discharge machining. Precis. Eng. 2018, 53, 203–211. [Google Scholar] [CrossRef]
- Gupta, P.K.; Dvivedi, A.; Kumar, P. Effect of Electrolytes on Quality Characteristics of Glass during ECDM. Key Eng. Mater. 2015, 658, 141–145. [Google Scholar] [CrossRef]
- Sabahi, N.; Razfar, M.R. Investigating the effect of mixed alkaline electrolyte (NaOH + KOH) on the improvement of machining efficiency in 2D electrochemical discharge machining (ECDM). Int. J. Adv. Manuf. Technol. 2018, 95, 643–657. [Google Scholar] [CrossRef]
- Harugade, M.; Kavade, M.; Hargude, N. Effect of electrolyte solution on material removal rate in Electrochemical Discharge Machining. IOSR J. Mech. Civ. Eng. 2013, 1–8. [Google Scholar]
- Tsutsumi, C.; Okano, K.; Suto, T. High quality machining of ceramics. J. Mater. Process. 1993, 37, 639–654. [Google Scholar] [CrossRef]
- Jui, S.K.; Kamaraj, A.B.; Sundaram, M.M. High aspect ratio micromachining of glass by electrochemical discharge machining (ECDM). J. Manuf. Process. 2013, 15, 460–466. [Google Scholar] [CrossRef]
- Kamaraj, A.B.; Jui, S.K.; Cai, Z.; Sundaram, M.M. A mathematical model to predict overcut during electrochemical discharge machining. Int. J. Adv. Manuf. Technol. 2015, 81, 685–691. [Google Scholar] [CrossRef]
- Kolhekar, K.R.; Sundaram, M. A Study on the Effect of Electrolyte Concentration on Surface Integrity in Micro Electrochemical Discharge Machining. Procedia CIRP 2016, 45, 355–358. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Huang, L.; Jiang, Y.; Liu, G.; Nie, X.; Lu, H.; Zhuang, H. A study to explore the properties of electrochemical discharge effect based on pulse power supply. Int. J. Adv. Manuf. Technol. 2016, 85, 2107–2114. [Google Scholar] [CrossRef]
- Madhavi, J.B.; Hiremath, S.S. Investigation on Machining of Holes and Channels on Borosilicate and Sodalime Glass using ECDM Setup. Proc. Technol. 2016, 25, 1257–1264. [Google Scholar] [CrossRef] [Green Version]
- Bellubbi, S.; Naik, R.; Sathisha, N. An experimental study of process parameters on material removal rate in ECDM process. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Chak, S.K.; Rao, S.K. Trepanning of Al2O3 by electro-chemical discharge machining (ECDM) process using abrasive electrode with pulsed DC supply. Int. J. Mach. Tool Manuf. 2007, 47, 2061–2070. [Google Scholar] [CrossRef]
- Panda, M.C.; Yadava, V. Intelligent Modeling and Multiobjective Optimization of Die Sinking Electrochemical Spark Machining Process. Mater. Manuf. Process. 2012, 27, 10–25. [Google Scholar] [CrossRef]
- Sarkar, B.; Doloi, B.; Bhattacharyya, B. Parametric analysis on electrochemical discharge machining of silicon nitride ceramics. Int. J. Adv. Manuf. Technol. 2006, 28, 873–881. [Google Scholar] [CrossRef]
- Laio, Y.; Wu, L.; Peng, W. A study to improve drilling quality of electrochemical discharge machining (ECDM) process. Procedia CIRP 2013, 6, 609–614. [Google Scholar] [CrossRef]
- Wüthrich, R.; Hof, L.; Lal, A.; Fujisaki, K.; Bleuler, H. Physical principles and miniaturization of spark assisted chemical engraving (SACE). J. Micromech. Microeng. 2005, 15, 268–275. [Google Scholar] [CrossRef]
- Han, M.-S.; Min, B.-K.; Lee, S.J. Improvement of surface integrity of electro-chemical discharge machining process using powder-mixed electrolyte. J. Mater. Process. 2007, 191, 224–227. [Google Scholar] [CrossRef]
- Paul, L.; Kumar, A. Improvement in micro feature generation in ECDM process with powder mixed electrolyte. In Proceedings of the ASME 2018 13th International Manufacturing Science and Engineering Conference, College Station, TX, USA, 18–22 June 2018. [Google Scholar]
- Yang, C.; Song, S.; Yan, B.; Huang, F. Improving machining performance of wire electrochemical discharge machining by adding SiC abrasive to electrolyte. Int. J. Mach. Tool Manuf. 2006, 46, 2044–2050. [Google Scholar] [CrossRef]
- Kuo, K.Y.; Wu, K.L.; Yang, C.K.; Yan, B.-H. Effect of adding SiC powder on surface quality of quartz glass microslit machined by WECDM. Int. J. Adv. Manuf. Technol. 2015, 78, 73–83. [Google Scholar] [CrossRef]
- Hajian, M.; Razfar, M.R.; Movahed, S. An experimental study on the effect of magnetic field orientations and electrolyte concentrations on ECDM milling performance of glass. Precis. Eng. 2016, 45, 322–331. [Google Scholar] [CrossRef]
- Yang, C.-K.; Cheng, C.-P.; Mai, C.-C.; Wang, A.; Hung, J.-C.; Yan, B.-H. Effect of surface roughness of tool electrode materials in ECDM performance. Int. J. Mach. Tool Manuf. 2010, 50, 1088–1096. [Google Scholar] [CrossRef]
- Abou Ziki, J.; Wüthrich, R. Tool wear and tool thermal expansion during micro-machining by spark assisted chemical engraving. Int. J. Adv. Manuf. Technol. 2012, 61, 481–486. [Google Scholar] [CrossRef]
- Zhan, S.; Zhao, Y. Suppression of cathode tool wear by a forward-bias voltage in pulsed spark assisted chemical engraving. Electrochem. Commun. 2020, 111, 106643. [Google Scholar] [CrossRef]
- Jawalkar, C.; Sharma, A.; Kumar, P. Experimental investigations on performance of ECDM using design of experiment approach. J. Mech. Eng. 2011, 1, 24–29. [Google Scholar] [CrossRef]
- Wang, J.; Fu, C.; Jia, Z. Cutting of hard and brittle insulating materials using spark discharge-assisted diamond wire sawing. J. Mater. Process. 2018, 252, 225–232. [Google Scholar] [CrossRef]
- Dhanvijay, M.; Ahuja, B.B. Micromachining of ceramics by Electrochemical Discharge process considering stagnant and electrolyte flow method. Procedia Technol. 2014, 14, 165–172. [Google Scholar] [CrossRef] [Green Version]
- Chak, S.K.; Rao, P.V. The drilling of Al2O3 using a pulsed DC supply with a rotary abrasive electrode by the electrochemical discharge process. Int. J. Adv. Manuf. Technol. 2008, 39, 633–641. [Google Scholar] [CrossRef]
- Yang, C.-K.; Wu, K.-L.; Hung, J.-C.; Lee, S.-M.; Lin, J.-C.; Yan, B.-H. Enhancement of ECDM efficiency and accuracy by spherical tool electrode. Int. J. Mach. Tool Manuf. 2011, 51, 528–535. [Google Scholar] [CrossRef]
- Paul, L.; Jose, I. Micro Machining In ECDM Process with Tool Modification. Mater. Today Proc. 2018, 5, 11875–11881. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Z.; Zhu, Y.; Zhu, D. Effect of tube-electrode inner structure on machining performance intube-electrode high-speed electrochemical discharge drilling. J. Mater. Process. 2016, 231, 38–49. [Google Scholar] [CrossRef]
- Arab, J.; Adhale, P.; Mishra, D.K.; Dixit, P. Micro array hole formation in glass using electrochemical discharge machining. Procedia Manuf. 2019, 34, 349–354. [Google Scholar] [CrossRef]
- Liu, Y.; Wei, Z.; Wang, M.; Zhang, J. Experimental investigation of micro wire electrochemical discharge machining by using a rotating helical tool. J. Manuf. Process. 2017, 29, 265–271. [Google Scholar] [CrossRef]
- Ji, B.; Tong, H.; Li, J.; Li, Y.; Xu, M. Scanning process of spark assisted chemical engraving (SACE) on ZrO2 ceramics by constraining discharges to tool electrode end. Ceram. Int. 2020, 46, 1433–1441. [Google Scholar] [CrossRef]
- Harugade, M.; Waigaonkar, S.; Mane, N.; Hargude, N. Experimental Investigation of High Speed Tool Rotation on Heat Affected Zone and Over Cut in ECDM. Mater. Today Proc. 2019, 18, 1472–1478. [Google Scholar] [CrossRef]
- Tokura, H.; Kondoh, I.; Yoshikswa, M. Ceramic material processing by electrical discharge in electrolyte. J. Mater. Sci. 1989, 24, 991–998. [Google Scholar] [CrossRef]
- Jain, V.; Rao, P.; Choudhury, S.; Rajurkar, K. Experimental investigations into travelling wire electrocheimical spark machining (TW-ECSM) of composites. J. Eng. Technol. 1991, 113, 75–84. [Google Scholar]
- Jawalkar, C.J. Investigation on Performance Enhancement of ECDM Process While Machining Glass; Indian Institute of Technology: Roorkee, India, 2013. [Google Scholar]
- Zheng, Z.-P.; Lin, J.-K.; Huang, F.-Y.; Yan, B.-H. Improving the machining efficiency in electrochemical discharge machining (ECDM) microhole drilling by offset pulse voltage. J. Micromech. Microeng. 2008, 18, 1–6. [Google Scholar] [CrossRef]
- Paul, L.; Korah, L.V. Effect of Power Source in ECDM Process with FEM Modeling. Procedia Technol. 2016, 25, 1175–1181. [Google Scholar] [CrossRef] [Green Version]
- Singh, T.; Dvivedi, A.; Arya, R.K. Fabrication of micro-slits using W-ECDM process with textured wire surface An experimental investigation on kerf overcut reduction and straightness improvement. Precis. Eng. 2019, 59, 211–223. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Doloi, B.; Sorkhel, S. Experimental investigations into electrochemical discharge machining (ECDM) of non-conductive ceramic materials. J. Mater. Process. 1999, 95, 145–154. [Google Scholar] [CrossRef]
- Kolari, K. Deep plasma etching of glass with a silicon shadow mask. Sens. Actuators A Phys. 2008, 141, 677–684. [Google Scholar] [CrossRef]
- Li, X.; Abe, T.; Esashi, M. Deep reactive ion etching of Pyrex glass using SF6 plasma. Sens. Actuators A Phys. 2001, 87, 139–145. [Google Scholar] [CrossRef]
- Nagarah, J.; Wagenaar, D. Ultradeep fused silica glass etching with an HF-resistant photosensitive resist for optical imaging applications. J. Micromech. Microeng. 2012, 22, 035011. [Google Scholar] [CrossRef] [Green Version]
- Fukasawa, T. Deep Dry Etching of Quartz Plate Over 100 m in Depth Employing Ultra-Thick Photoresist (SU-8). Jpn. J. Appl. Phys. 2003, 42, 3702–3706. [Google Scholar] [CrossRef]
- Wensink, H.; Berenschot, J.; Jansen, H.; Elwenspoek, M. High resolution powder blast micromachining. In Proceedings of the Thirteenth Annual International Conference on Micro Electro Mechanical Systems, Miyazaki, Japan, 23–27 January 2000. [Google Scholar]
- Kowsari, K.; Nouraei, H.; James, D.F.; Spelt, J.K.; Papini, M. Abrasive slurry jet micromachining of holes in brittle and ductile materials. J. Mater. Process. Technol. 2014, 214, 1909–1920. [Google Scholar] [CrossRef]
- Mitsubishi Electric Develops Micro Glass-Processing Technology Incorporating Pulsed CO2 Laser. Mitsubishi Electric Corporation. Available online: http://www.mitsubishielectric.com/news/2014/ (accessed on 14 October 2020).
- Chung, C.; Lin, S. CO2 laser micromachined crackless through holes of Pyrex 7740 glass. Int. J. Mach. Tools Manuf. 2010, 50, 961–968. [Google Scholar] [CrossRef]
- Brokmann, U.; Milde, T.; Raedlein, E.; Liefeith, K. Fabrication of 3D microchannels for tissue engineering in photosensitive glass using NIR femtosecond laser radiation. Biomed. Glasses 2019, 5, 34–45. [Google Scholar] [CrossRef]
- Bulushev, E.; Bessmeltsev, V.; Dostovalov, A.; Goloshevsky, N.; Wolf, A. High-speed and crack-free direct-writing of microchannels on glass by an IR femtosecond laser. Opt. Lasers Eng. 2016, 79, 39–47. [Google Scholar] [CrossRef]
- Huang, H.; Yang, L.; Liu, J. Micro-hole drilling and cutting using femtosecond fiber laser. Opt. Eng. 2014, 53, 051513. [Google Scholar] [CrossRef]
- Sabahi, N.; Razfar, M.R.; Hajian, M. Experimental investigation of surfactant-mixed electrolyte into electrochemical discharge machining (ECDM) process. J. Mater. Process. Technol. 2017, 250, 190–202. [Google Scholar] [CrossRef]
- Hof, L.A.; Abou Ziki, J. Micro-Hole Drilling on Glass Substrates—A Review. Micromachines 2017, 8, 53. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Kim, J.; Joung, Y.-H.; Ahn, S.; Choi, J.; Koo, C. Optimization of selective laser-induced etching (SLE) for fabrication of 3D glass microfluidic device with multi-layer micro channels. Micro Nano Syst. Lett. 2019, 7, 15. [Google Scholar] [CrossRef]
- Didar, T.F.; Dolatabadi, A.; Wüthrich, R. Local hardness and density variation in glass substrates machined with Spark Assisted Chemical Engraving (SACE). Mater. Lett. 2009, 63, 51–53. [Google Scholar] [CrossRef]
- Ponsonnet, L.; Reybier, K.; Jaffrezic, N.; Comt, V.; Lagneau, C.; Lissac, M.; Martelet, C. Relationship between surface properties (roughness, wettability) of titanium and titanium alloys and cell behaviour. Mater. Sci. Eng. C 2003, 12, 551–560. [Google Scholar] [CrossRef]
- Kubiak, K.J.; Wilson, M.C.T.; Mathia, T.G.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Etsion, I.; Sher, E. Improving fuel efficiency with laser surface textured piston rings. Tribol. Int. 2009, 42, 542–547. [Google Scholar] [CrossRef]
- Byun, J.W.; Shin, H.S.; Kwon, M.H.; Kim, B.H.; Chu, C.N. Surface texturing by micro ECM for friction reduction. Int. J. Precis. Eng. Manuf. 2010, 11, 747–753. [Google Scholar] [CrossRef]
- Falconnet, D.; Csucs, G.; Grandin, H.M.; Textor, M. Surface engineering approaches to micropattern surfaces for cell-based assays. Biomaterials 2006, 27, 3044–3063. [Google Scholar] [CrossRef]
- Liu, J.-m.; Chen, X.-l.; Fang, J.; Zhao, Y.; Zhang, X.-D. High-haze and wide-spectrum hydrogenated MGZO TCO films on micro-textured glass substrates for thin-film solar cells. Sol. Energy Mater. Sol. Cells 2015, 138, 41–50. [Google Scholar] [CrossRef]
- Takaoka, G.H.; Ryuto, H.; Ozaki, R.; Mukai, H.; Takeuchi, M. Micro-patterning of Si(100) surfaces by ethanol cluster ion beams. Surf. Coat. Technol. 2011, 206, 869–873. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, M.; Sugimoto, K.; Maeda, R. Nanoimprint of Glass Materials with Glassy Carbon Molds Fabricated by Focused-Ion-Beam Etching. Jpn. J. Appl. Phys. 2005, 44, 5600. [Google Scholar] [CrossRef]
- Liu, N.; Li, H.; Wang, H.; Chen, T.; Wang, J.; Chang, L. Studies on the TiO2 modified microchannels for microfluidic applications. Mater. Lett. 2012, 89, 247–250. [Google Scholar] [CrossRef]
- Xie, H.-B.; Zheng, Y.; Fan, Y.-R.; Fu, X.; Yang, H.-Y. A novel restricted-flow etching method for glass. J. Zhejiang Univ. Sci. A 2009, 10, 1601–1608. [Google Scholar] [CrossRef]
- Mesquita-Guimarães, J.; Detsch, R.; Souza, A.; Henriques, B.; Silva, F.; Boccaccini, A.; Carvalho, O. Cell adhesion evaluation of laser-sintered HAp and 45S5 bioactive glass coatings on micro-textured zirconia surfaces using MC3T3-E1 osteoblast-like cells. Mater. Sci. Eng. 2020, 109, 110492. [Google Scholar] [CrossRef]
- Pan, C.; Chen, K.; Liu, B.; Ren, L.; Wang, J.; Hu, Q.; Liang, L.; Zhou, J.; Jiang, L. Fabrication of micro-texture channel on glass by laser-induced plasma-assisted ablation and chemical corrosion for microfluidic devices. J. Mater. Process. 2017, 240, 314–323. [Google Scholar] [CrossRef]
- Xu, S.; Liu, B.; Pan, C.; Ren, L.; Tang, B.; Hu, Q.; Jiang, L. Ultrafast fabrication of micro-channels and graphite patterns on glass by nanosecond laser-induced plasma-assisted ablation (LIPAA) for electrofluidic devices. J. Mater. Process. Technol. 2017, 247, 204–213. [Google Scholar] [CrossRef]
- Al-Halhouli, A.; Al-Faqheri, W.; Alhamarneh, B.; Hecht, L.; Dietzel, A. Spiral Microchannels with Trapezoidal Cross Section Fabricated by Femtosecond Laser Ablation in Glass for the Inertial Separation of Microparticles. Micromachines 2018, 9, 171. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Li, Q.; Wang, Z.; Dai, Z.; Chen, T. Microchannel Fabrication in Fused Quartz by Backside Laser-Induced Plasma Ablation Using 248 nm KrF Excimer Laser. Appl. Sci. 2019, 9, 5320. [Google Scholar] [CrossRef] [Green Version]
- Ho, S.; Herman, P.R.; Aitchison, J.S. Single- and multi-scan femtosecond laser writing for selective chemical etching of cross section patternable glass micro-channels. Appl. Phys. A 2012, 106, 5–13. [Google Scholar] [CrossRef]
- Kuo, D.K. Method of Laser texture glass or glass-ceramic substrates for magnetic recording media. USA Calif Patent 5,714,207, 3 February 1998. [Google Scholar]
- Hong, Y.; Lei, J.; Heim, M.; Song, Y.; Yuan, L.; Mu, S.; Bordia, R.K.; Xiao, H.; Tong, J.; Peng, F. Fabricating ceramics with embedded microchannels using an integrated additive manufacturing and laser machining method. J. Am. Ceram. Soc. 2019, 102, 1071–1082. [Google Scholar] [CrossRef]
- Stanciuc, A.-M.; Flamant, Q.; Sprecher, C.M.; Alini, M.; Anglada, M.; Peroglio, M. Femtosecond laser multi-patterning of zirconia for screening of cell-surface interaction. J. Eur. Ceram. Soc. 2018, 38, 939–948. [Google Scholar] [CrossRef]
- Homola, A.M. Mechanical Texturing of Glass and Glass Ceramic Substrates. CA (US) Patent 6,248,395 B1, 19 June 2001. [Google Scholar]
- Wang, H.Y.; Leigh, J.; Deeman, N.; Kuo, D. Mechanical Texturing of Sol-Gel-Coated Substrates for Magnetic Recording Media. US California Patent 6,866,883 B2, 15 March 2005. [Google Scholar]
- Hof, L.A.; Escobedo, C.; Abou Ziki, J.D.; Wüthrich, R. Additive Manufacturing (AM) through Imprinting Gold Nanoparticles on Glass Substrates By Spark Assisted Chemical Engraving (SACE). J. Electrochem. Soc. 2015, 1, 2281. [Google Scholar]
- Grosse, A.; Grewe, M.; Fouckhardt, H. Deep wet etching of fused silica glass for hollow capillary optical leaky waveguides in microfluidic devices. J. Micromech. Microeng. 2001, 11, 257–262. [Google Scholar] [CrossRef]
- Bu, M.; Melvin, T.; Ensell, G.J.; Wilkinson, J.S.; Evans, A. A new masking technology for deep glass etching and its microfluidic application. Sens. Actuators 2004, 115, 476–482. [Google Scholar] [CrossRef]
- Pessoa, P.; Segato, T.P.; Carrilho, E.; Lima, R.S.; Dossi, N.; Kamogawa, M.; Gobbi, A.L.; Piazzeta, M.H.; Piccin, E. Fabrication of glass microchannels by xurography for electrophoresis applications. R. Soc. Chem. 2013, 138, 1660–1664. [Google Scholar]
- Zhu, H.; Holl, M.; Ray, T.; Bhushan, S.; Meldrum, D. Characterization of deep wet etching of fused silica glass for single cell and optical sensor deposition. J. Micromech. Microeng. 2009, 19, 065013. [Google Scholar] [CrossRef]
- Bahadorimehr, A.; Yunas, J.; Gebeshuber, I.C.; Dee, C.F.; Majlis, B.Y. Low cost fabrication of passive microfluidic devices. In Proceedings of the 10th IEEE International Conference, Kintex, Korea, 17–20 August 2010. [Google Scholar]
- Akashi, T.; Yoshimura, Y. Deep reactive ion etching of borosilicate glass using an anodically bonded silicon wafer as an etching mask. J. Micromech. Microeng. 2006, 16, 1051–1056. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, W.; Ju, X.-J.; Liu, Z.; Chu, L.-Y. Fabrication of glass-based microfluidic devices with dry film photoresists as pattern transfer masks for wet etching. RSC Adv. 2015, 5, 5638–5646. [Google Scholar] [CrossRef]
- Salih, N.M.; Nafarizal, N.; Soon, C.F.; Sahdan, M.Z.; Tijjani, A.; Hashim, U. Glass etching for cost-effective microchannels fabrication. In Proceedings of the IEEE International Conference on Semiconductor Electronics (ICSE2014), Kuala Lumpur, Malaysia, 27–29 August 2014; pp. 432–435. [Google Scholar] [CrossRef]
- Schianti, J.N.; Mielli, M.Z.; Lopes, A.T.; Carreño, M.N. Complete Microfluidic System Fabricated in Glass Substrates. J. Electrochem. Soc. 2008, 14, 47. [Google Scholar] [CrossRef]
- Baram, A.; Naftali, M. Dry etching of deep cavities in Pyrex for MEMS applications using standard lithography. J. Micromech. Microeng. 2006, 16, 2287–2291. [Google Scholar] [CrossRef]
- Vieillard, J.; Mazurczyk, R.; Boum, L.-L.; Bouchard, A.; Chevolot, Y.; Cremillieu, P.; Hannes, B.; Krawczyk, S. Integrated microfluidic–microoptical systems fabricated by dry etching of soda-lime glass. Microelectron. Eng. 2008, 85, 465–469. [Google Scholar] [CrossRef]
- Bahadorimehr, A.; Majlis, B.Y. Fabrication of Glass-based Microfluidic Devices with Photoresist as Mask. Electron. Electr. Eng. 2011, 116, 45–48. [Google Scholar] [CrossRef] [Green Version]
- Prakash, S.; Kumar, S. Fabrication of Microchannels on Transparent PMMA Using CO2 Laser (10.6 μm) for Microfluidic Applications:An Experimental Investigation. Int. J. Precis. Eng. 2015, 16, 361–366. [Google Scholar] [CrossRef]
- Nieto, D.; Delgado, T.; Flores-Arias, M.T. Fabrication of microchannels on soda-lime glass substrates with a Nd_YVO4 laser. Opt. Lasers Eng. 2014, 63, 11–18. [Google Scholar] [CrossRef]
- Mohammed, M.K.; Umer, U.; Al-Ahmari, A. Optimization of Nd_YAG laser for microchannels fabrication in alumina ceramic. J. Manuf. Process. 2019, 41, 148–158. [Google Scholar] [CrossRef]
- Kwon, K.-K.; Kim, H.; Kim, T.; Chu, C.N. High aspect ratio channel fabrication with near-infrared laser-induced backside wet etching. J. Mater. Process. Technol. 2019, 278, 116505. [Google Scholar] [CrossRef]
- Biswas, O.F.; Sen, A.; Kibria, G.; Doloi, B.; Bhattacharyya, B. Experimental Analysis of Fiber Laser Milling Process for Generating Microchannel on Zirconia (ZrO2). Mater. Today: Proc. 2019, 18, 3566–3574. [Google Scholar] [CrossRef]
- Sreehari, D.; Sharma, A.K. On form accuracy and surface roughness in micro-ultrasonic machining of silicon microchannels. Precis. Eng. 2018, 53, 300–309. [Google Scholar] [CrossRef]
- Kumar, S.; Dvivedi, A. Fabrication of microchannels using rotary tool micro-USM: An experimental investigation on tool wear reduction and form accuracy improvement. Manuf. Process. 2018, 32, 802–815. [Google Scholar]
- Das, S.S.; Patowari, P.K. Fabrication of serpentine micro-channels on glass by ultrasonic machining using developed micro-tool by wire-cut electric discharge machining. Int. J. Adv. Manuf. Technol. 2018, 95, 3013–3028. [Google Scholar] [CrossRef]
- Sayah, A.; Thivolle, P.-A.; Parashar, V.K.; Gijs, M.A.M. Fabrication of microfluidic mixers with varying topography in glass using the powder-blasting process. J. Micromech. Microeng. 2009, 19, 085024. [Google Scholar] [CrossRef]
- Jang, H.-S.; Cho, M.-W.; Park, D.-S. Micro Fluidic Channel Machining on Fused Silica Glass Using Powder Blasting. Sensors 2008, 8, 700–710. [Google Scholar] [CrossRef] [Green Version]
- Abdo, B.M.A.; El-Tamimi, A.; Alkhalefah, H. Parametric Analysis and Optimization of Rotary Ultrasonic Machining of Zirconia (ZrO2). Ceram. Mater. Sci. Eng. 2020, 727, 012009. [Google Scholar] [CrossRef]
- Abdo, B.M.; Anwar, S.; El-Tamimi, A. Machinability study of biolox forte ceramic by milling microchannels using rotary ultrasonic machining. J. Manuf. Process. 2019, 43, 175–191. [Google Scholar] [CrossRef]
- Matsumura, T.; Ono, T. Cutting process of glass with inclined ball end mill. J. Mater. Process. 2008, 200, 356–363. [Google Scholar] [CrossRef]
- Saranya, S.; Sankar, A.R. Fabrication of precise microchannels using a side-insulated tool in a spark assisted chemical engraving process. Mater. Manuf. Process. 2017, 33, 1422–1428. [Google Scholar] [CrossRef]
- Mishra, D.K.; Pawar, K.; Dixit, P. Effect of Tool Electrode-Workpiece Gap in the Microchannel Formation by Electrochemical Discharge Machining. J. Solid State Sci. Technol. 2020, 9, 034011. [Google Scholar] [CrossRef]
- Mishra, D.K.; Arab, J.; Pawar, K.; Dixit, P. Fabrication of Deep Microfeatures in Glass Substrate using Electrochemical Discharge Machining for Biomedical and Microfluidic Applications. In Proceedings of the 21st Electronics Packaging Technology Conference, Singapore, 4–6 December 2019. [Google Scholar]
- Liu, Y.; Zhang, C.; Li, S.; Guo, C.; Wei, Z. Experimental Study of Micro Electrochemical Discharge Machining of Ultra-Clear Glass with a Rotating helical tool. Processes 2019, 7, 195. [Google Scholar] [CrossRef] [Green Version]

































| c (wt%) | d (mm) | l (mm) | |
|---|---|---|---|
| 10 | 0.5 | 1 | 0.47 |
| 10 | 0.5 | 2 | 0.89 |
| 10 | 1 | 1 | 1.04 |
| 10 | 1 | 2 | 1.88 |
| 20 | 0.5 | 1 | 0.52 |
| 20 | 0.5 | 2 | 0.98 |
| 20 | 1 | 1 | 1.15 |
| 20 | 1 | 2 | 2.07 |
| 30 | 0.5 | 1 | 0.59 |
| 30 | 0.5 | 2 | 1.11 |
| 30 | 1 | 1 | 1.3 |
| 30 | 1 | 2 | 2.35 |
| 40 | 0.5 | 1 | 0.67 |
| 40 | 0.5 | 2 | 1.26 |
| 40 | 1 | 1 | 1.49 |
| 40 | 1 | 2 | 2.68 |
| Parameters | Optimum Values | Extreme Values |
|---|---|---|
| Concentrations | 0.5 M | 4 M |
| Level of electrolyte | 1 cm | 4 cm |
| Distance between electrodes | 4 cm | 1 cm |
| Time of machining | 0.5 min | 3 min |
| Type of Process Improvement | Tool Diameter (µm) | Reference |
|---|---|---|
| (a) Side-insulated tool-lectrode | 200 | [60] |
| (b) Mixing graphite powder to 30 wt% NaOH | 200 | [81] |
| (c) Using textured stainless-steel tools | 400 | [44] |
| (d) Magnetic field orientation in 15 wt% NaOH at 35 V | 500 | [85] |
| (e) Addition of SDS to 25 wt% NaOH at 35 V | 500 | [118] |
| (f) Applying 30 rpm rotation speed at 40 V in 20 wt% NaCl | 300 | [37] |
| (g) Adding SiC abrasives to KOH in WECDM | 250 | [83] |
| (h) Adding SiC abrasives + flow of titrated 5 M KOH electrolyte | 150 | [84] |
| (i) Spherical-end tool-electrode | 150 | [93] |
| (j) Ultrasonic vibrated electrolyte + Side-insulated tool | 200 | [35] |
| (k) Flat-sidewall-flat tool (thickness 100 µm) at 500 rpm | 200 | [36] |
| (l) Adding SiC powder to titrated 5 M KOH electrolyte | 150 | [84] |
| (m) Rotating the workpiece at 30 rpm | 300 | [37] |
| (n) Mixed electrolyte (1/2 NaOH, 1/2 KOH) | 500 | [67] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bassyouni, Z.; Abou Ziki, J.D. The Capabilities of Spark-Assisted Chemical Engraving: A Review. J. Manuf. Mater. Process. 2020, 4, 99. https://doi.org/10.3390/jmmp4040099
Bassyouni Z, Abou Ziki JD. The Capabilities of Spark-Assisted Chemical Engraving: A Review. Journal of Manufacturing and Materials Processing. 2020; 4(4):99. https://doi.org/10.3390/jmmp4040099
Chicago/Turabian StyleBassyouni, Zahraa, and Jana D. Abou Ziki. 2020. "The Capabilities of Spark-Assisted Chemical Engraving: A Review" Journal of Manufacturing and Materials Processing 4, no. 4: 99. https://doi.org/10.3390/jmmp4040099
APA StyleBassyouni, Z., & Abou Ziki, J. D. (2020). The Capabilities of Spark-Assisted Chemical Engraving: A Review. Journal of Manufacturing and Materials Processing, 4(4), 99. https://doi.org/10.3390/jmmp4040099