On the Fabrication of Metallic Single Crystal Turbine Blades with a Commentary on Repair via Additive Manufacturing



Abstract
1. Introduction
2. Background on SX Turbine Blades—Materials and Production Process
2.1. Materials
2.2. Production Process
2.2.1. Mold Production
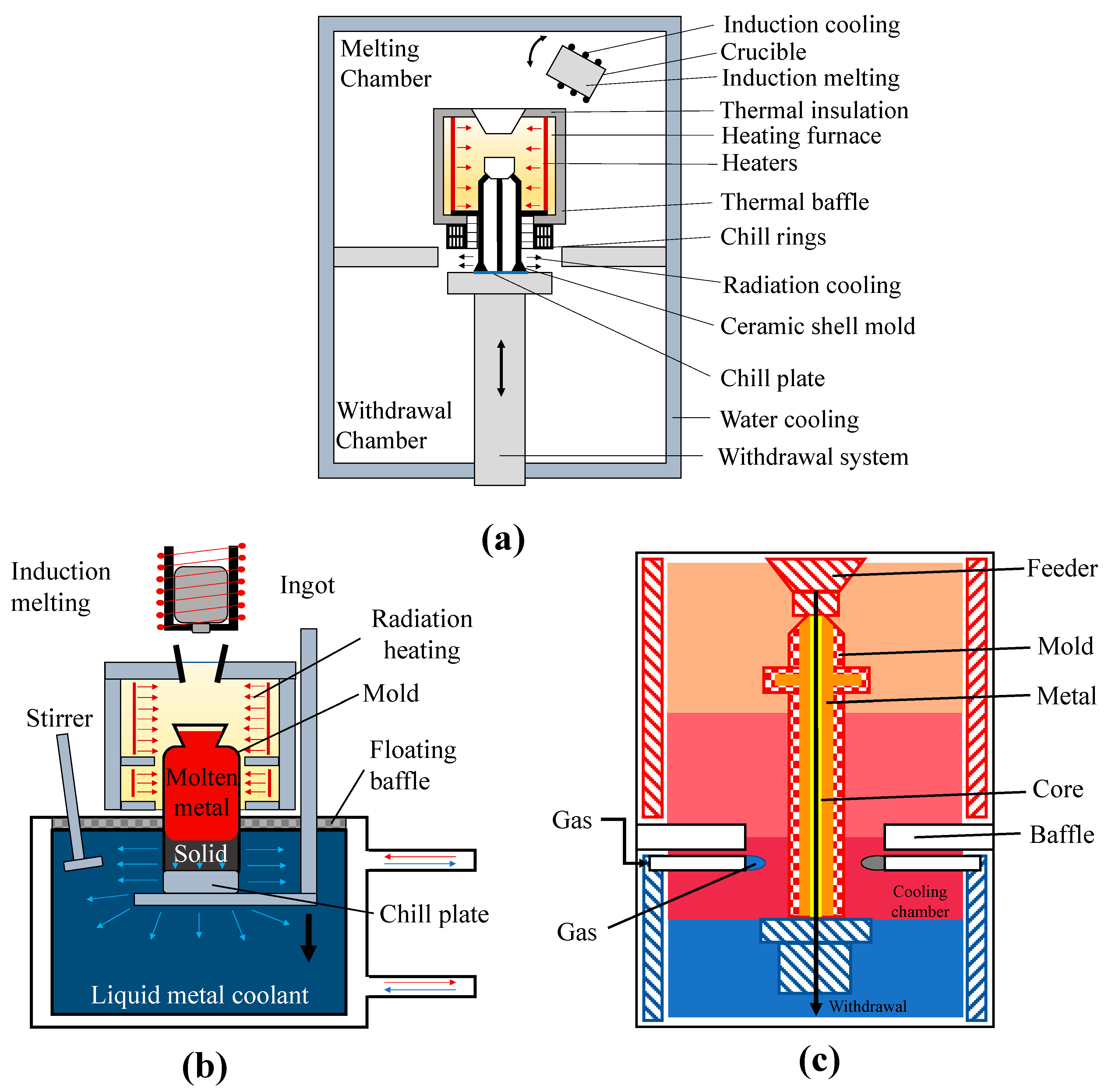
2.2.2. Investment Casting
2.2.3. Heat Treatment
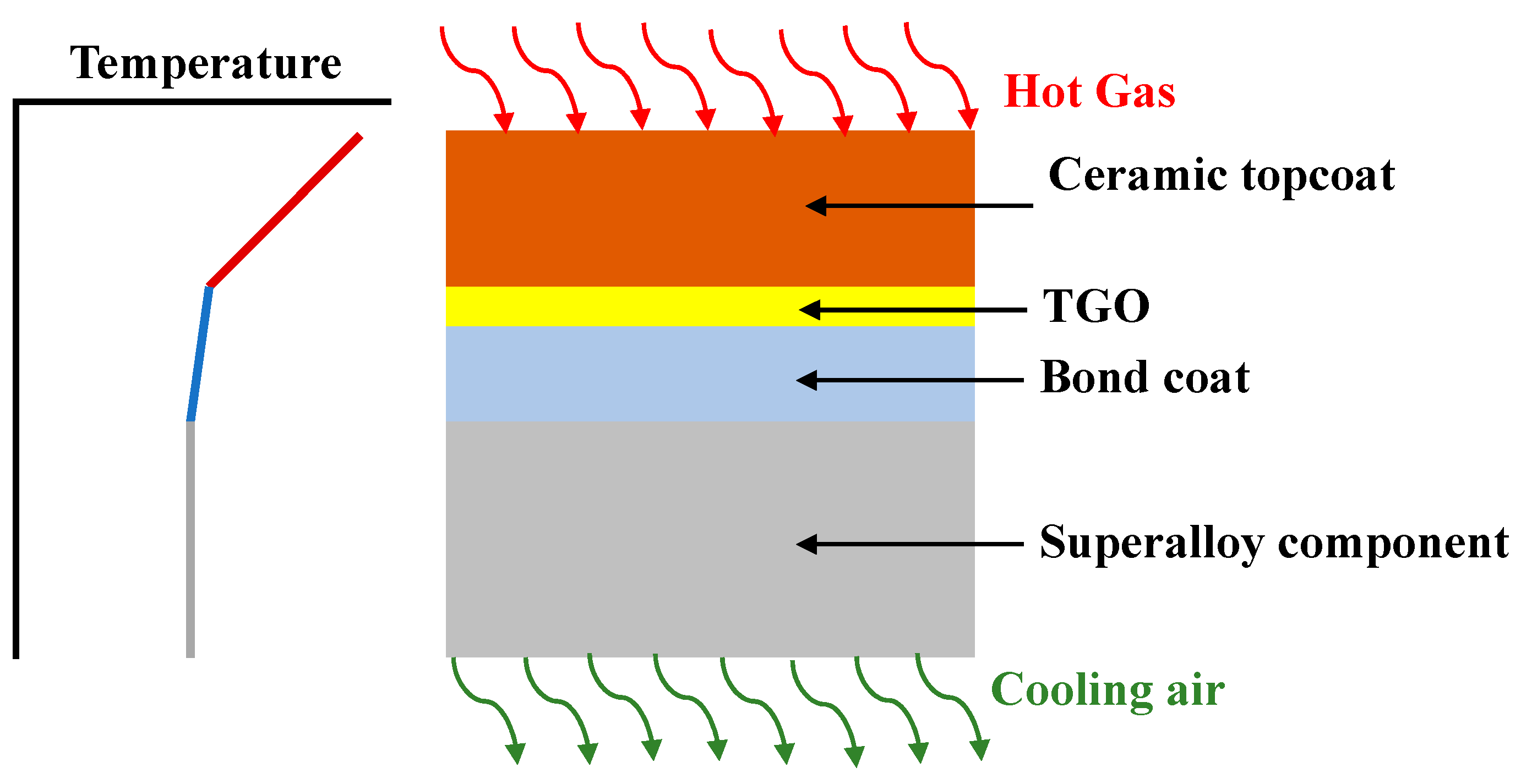
2.2.4. Thermal Barrier Coating (TBC)
3. Failure Modes in SX Blades
3.1. Low Cycle Fatigue (LCF)
3.2. High Cycle Fatigue (HCF)
3.3. Fretting Fatigue
3.4. Creep
3.5. Hot Corrosion
3.6. Coating Failure
4. Material Recovery from Scrapped or Defective Blades
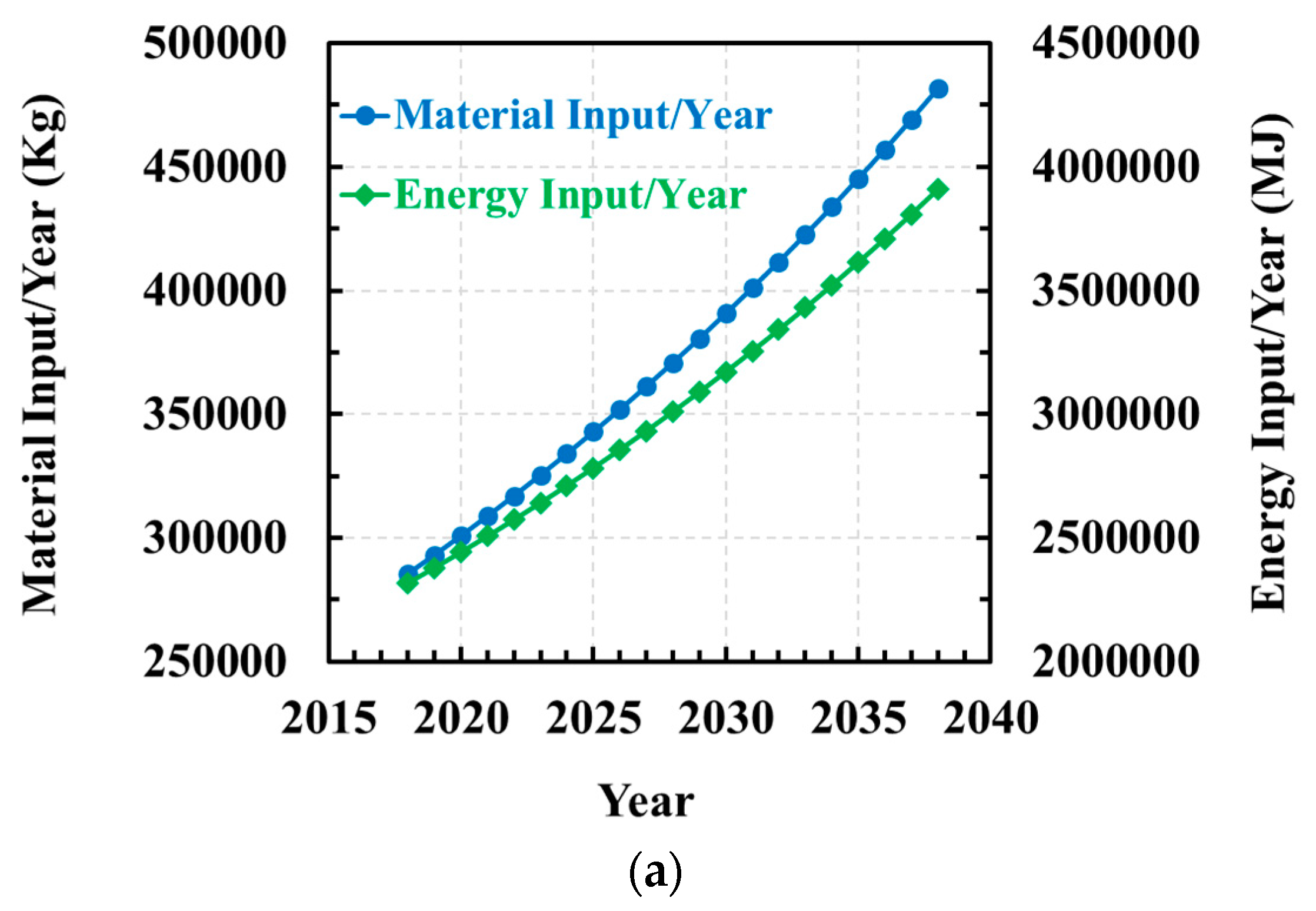
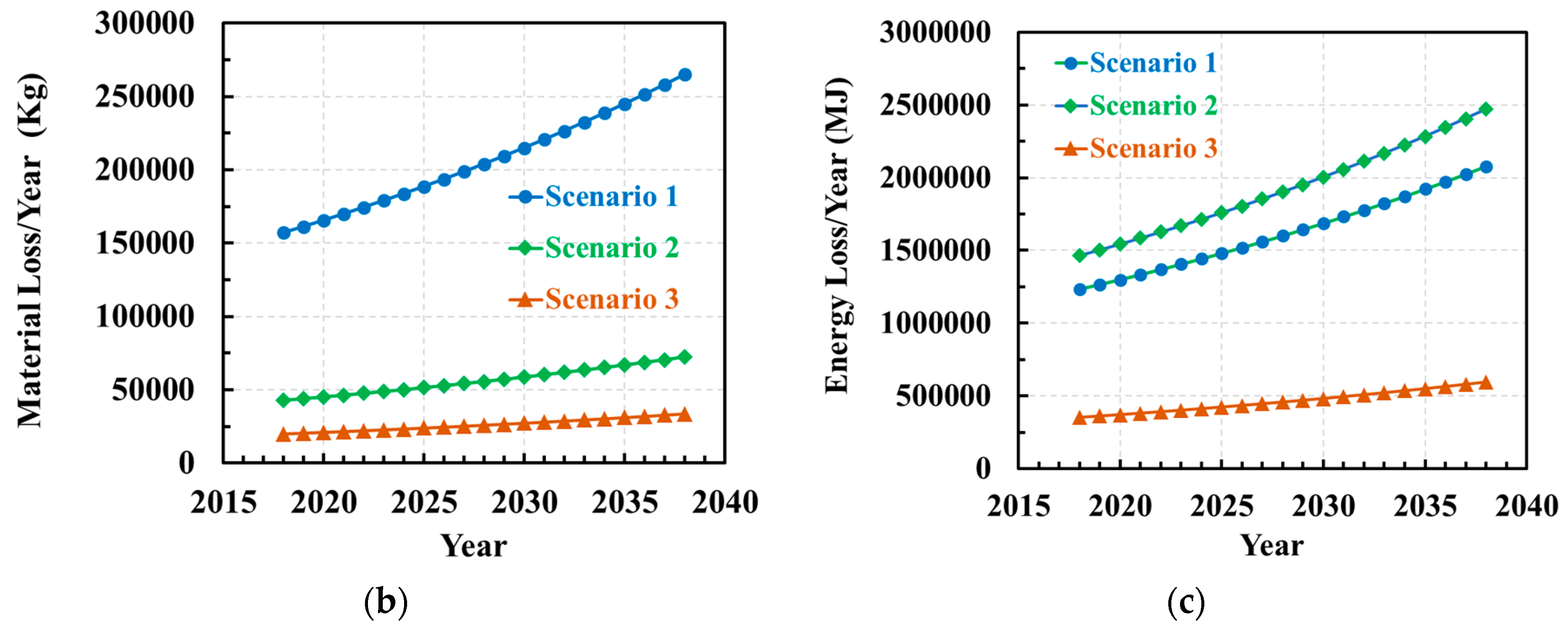
5. Energy and Material Waste During Revert and Scarp—A Case Study
- An increase in number of aircrafts from 23,904 in 2018 to 40,301 in 2038 [86].
- The average block hours per aircraft per day is 10 [48].
- Turbine blade specifications are taken from the Boeing 787-9 which uses two GEnx-1b74/75 engines/aircraft [87].
- ▪
- This engine contains two rows of high-pressure turbine blades with 62 SX blades in each row.
- ▪
- CMSX-4® is treated as the material for the SX blades and the blades are approximately 0.33 kg each.
- For every metric ton of usable SX casting produced, 8116 MJ of energy is used [88].
- 36% savings in total energy due to single repair over replacement [89]. Hence, 5194 MJ of energy is required per metric ton of repair.
- For every metric ton of good revert, 8116 MJ of energy is used [88]. Half of this amount is due to repair and the other half due to revert.
- Approximately 10% of all SX blades are defective and must be scrapped without ever being used. Only 20% of the scrapped blade material is recoverable through revert to the desired quality [84].
- The lifespan of the SX is 25,000 operating hours before they need some degree of repair. Three scenarios are considered for material and energy waste analysis:
- ▪
- ▪
- ▪
6. Turbine Blade Repair via Additive Manufacturing (AM)
7. Conclusions
- Materials:
- ⚬
- The SX turbine blade materials contain more than ten alloying elements to optimize their performance for high-temperature applications. Traditionally, the alloy development process has been based on trial and error. For example, it took more than a decade to develop CMSX-4® [117]. An integrated computational materials engineering (ICME) science approach needs to be matured to reduce the alloy development cycle [118]. The SX superalloys are also developed and optimized for casting operation. Existing literature shows that due the non-equilibrium nature of AM process, the deposits formed through AM produces additional defects such as the presence of non-equilibrium phases [91]. The SX alloys, therefore, need to be optimized for AM. However, fabrication of new alloys is quite a challenging task and there is no inexpensive way to fabricate new alloys that are suitable for AM. Existing literature also shows issues with powder feedstock variability. For example, Engeli et al. [119] showed significant variations in the powder size, morphology, and composition between different batches of IN738LC powder obtained from different vendors resulting in large differences in hot cracking susceptibility, pore formation, and processing window among different batches of powder.
- Manufacturing via Investment Casting
- ⚬
- The investment casting process depends on the shells and cores whose quality depends on several factors, including the strength of the mold relative to the solidifying alloy, thermal shock resistance, dimensional stability, leachability, reactivity, permeability, and cost. Future research is required to develop new ceramic mold materials, processing, and characterization methods. So far, the Bridgman process has shown a tremendous success in fabrication the SX turbine blades. However, thermal gradient control is a critical issue for large blades. More research is required to address this issue. Finally, after fabrication, the blades need to be post processed using heat treatment to homogenize the microstructure. Higher thermal gradient helps in achieving a finer microstructure that would show a less degree of elemental segregation which would cut down the heat treatment time significantly.
- Repair via AM
- ⚬
- Repair of SX components using AM is susceptible to different types of deposit defects such as pores, cracks, CET, OMT, and SGs. One approach to mitigate such defects is to develop process maps that essentially show various process parameter pairings for which specific types of defect are either prevented or inconsequential [120,121,122]. Existing literature shows that some of these defects are inversely correlated [105]. Higher energy density decreases the surface tension and causes a smoother flow of powder decreasing the number of SGs. However, the expanded melt pool results in a reduced vertical temperature gradient and consequently lowers the SX height. Developing process maps by altering process parameters to mitigate defects is, therefore, not very conducive and robust feedback control methodologies are required for improving the repair quality.
- ⚬
- Repair of SX components using AM is so far focused on simple geometries such as rectangular blocks [104,105]. Turbine blade geometries are extremely complex due to the presence of numerous internal cooling channels [3]. Repair of such complex geometry blades require tighter control of the process parameters. In addition, finer laser or electron beam spot size is also required to fabricate parts having micron scale resolution. Frequently, if not always, thin geometrical features suffer from warpage due to residual stress buildup during thermal cycling inherent in AM [105]. AM surfaces are also an order of magnitude rougher than the cast surface [123]. Currently, no effective methods exist for reducing the roughness of the internal surfaces.
- Part Inspection:
- ⚬
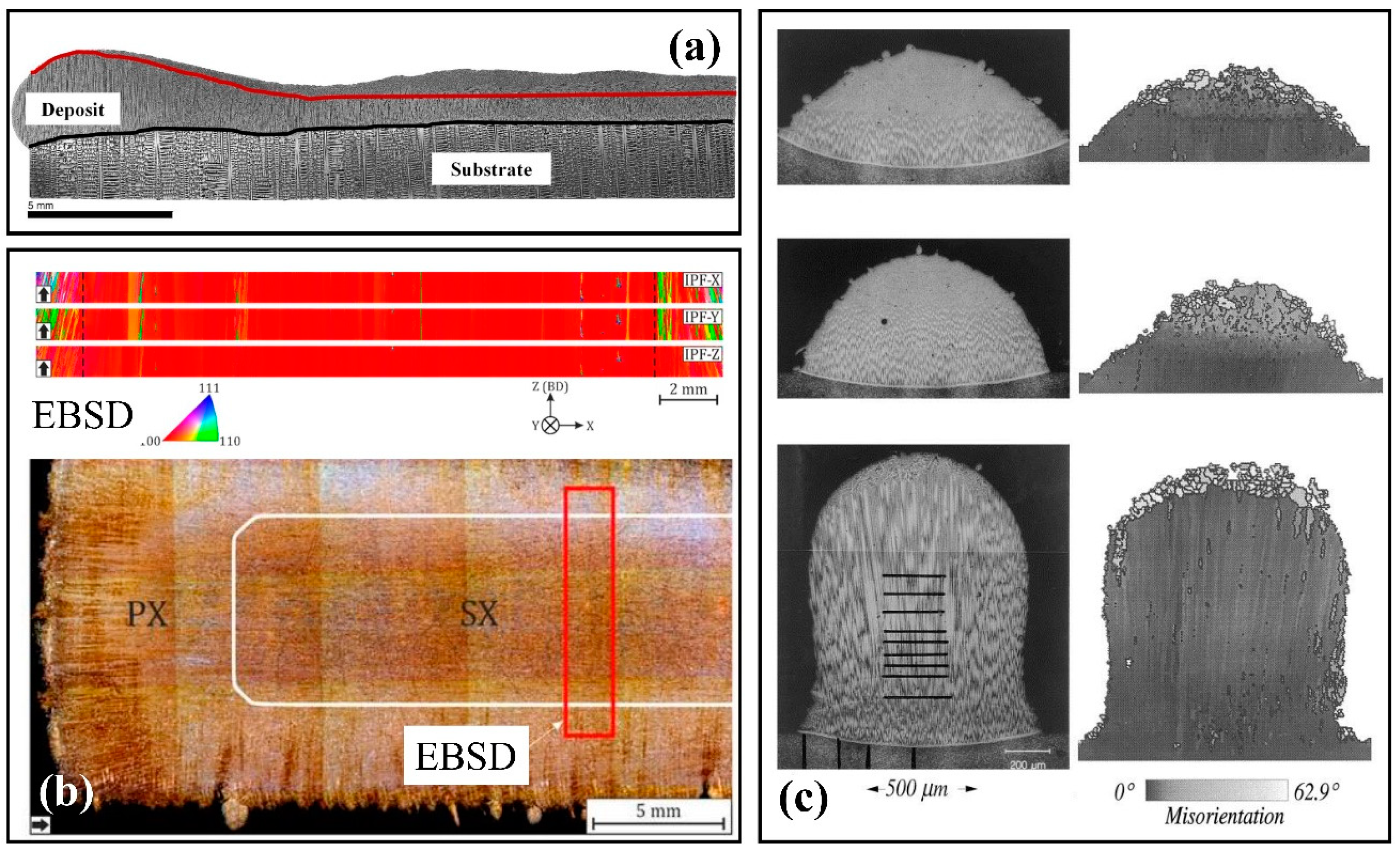
- -Process development for microstructure control in SX parts is significantly held back because of limitations in current characterization techniques. Orientation imaging microscopy (OIM), which is an electron backscatter diffraction (EBSD) method, is typically used to validate whether an AM process can successfully deposit SX microstructure. While OIM is an excellent tool, it suffers from the requirements of sectioning (destroying) the parts to provide millimeter scale samples that fit the envelope of the scanning electron microscope (SEM). In doing so, the researcher is forced to decide on whether a handful of mm-scale samples, which can take days to characterize, is representative of the entire part. This problem is greatly amplified when one has several parts to characterize. In some cases, it is likely that hundreds of parts are needed to be built, characterized, and analyzed to truly understand the process and the resultant microstructures. One of the alternate approaches is to use ultrasonic [124] or acoustic [125] inspection techniques that can assess if the microstructure is SX. However, currently the resolution of such inspection is unsatisfactory, and more work is required for non-destructive testing (NDT) of SX parts.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bathie, W.W. Fundamentals of Gas Turbines; John Wiley & Sons: Hoboken, NJ, USA, 1984. [Google Scholar]
- Basak, A. Advanced Powder Bed Fusion-Based Additive Manufacturing with Turbine Engine Hot-Section Alloys through Scanning Laser Epitaxy. Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA, USA, 2017. [Google Scholar]
- Kaewchoothong, N.; Maliwan, K.; Nuntadusit, C. Numerical simulations on low and heat transfer in ribbed two-pass square channels under rotational effects. In IOP Conference Series: Materials Science and Engineering, Proceedings of the Computational Fluid Dynamics in Research and Industry (CFDRI 2017), Songhkla, Thailand, 3–4 August 2017; IOP Publishing: Bristol, UK, 2017; p. 012004. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Novelty, OH, USA, 2002. [Google Scholar]
- Dai, H.; Gebelin, J.; Newell, M.; Reed, R.; Brown D’Souza, N.P.; Dong, H. Grain selection during solidification in spiral grain selector. In Proceedings of the Superalloys 2008, Champion, PA, USA, 14–18 September 2008; pp. 367–374. [Google Scholar]
- Pollock, T.M.; Tin, S. Nickel-based superalloys for advanced turbine engines: Chemistry, microstructure and properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Schilke, P.; Foster, A.; Pepe, J. Advanced Gas Turbine Materials and Coatings; General Electric Company: Boston, MA, USA, 1991. [Google Scholar]
- Whitney, P. Pratt & Whitney’s Single Crystal Turbine Blade Named Historic Mechanical Engineering Landmark; Pratt & Whitney: East Hartford, CT, USA, 2018. [Google Scholar]
- Mevissen, F.; Meo, M. A review of NDT/structural health monitoring techniques for hot gas components in gas turbines. Sensors 2019, 19, 711. [Google Scholar] [CrossRef] [PubMed]
- Cooper, T. 2017–2027 Fleet & MRO Forecast. Available online: https://www.oliverwyman.com/our-expertise/insights/2017/feb/2017-2027-fleet-mro-forecast.html (accessed on 3 October 2020).
- Basak, A.; Acharya, R.; Das, S. Epitaxial deposition of nickel-based superalloy René 142 through scanning laser epitaxy (SLE). Addit. Manuf. 2018, 22, 665–671. [Google Scholar] [CrossRef]
- Decker, R.; Mihalisin, J. Coherency strains in gamma prime hardened nickel alloys. ASM Trans. Quart. 1969, 62, 481–489. [Google Scholar]
- Yoo, M. On the theory of anomalous yield behavior of Ni3Al-Effect of elastic anisotropy. Scr. Metall. 1986, 20, 915–920. [Google Scholar] [CrossRef]
- Gregori, A. A Survey of Welding and Repairing of Nickel Superalloys for Gas Turbines; TWI Core Research Program: Cambridge, UK, 2003; p. 774. [Google Scholar]
- Cannon Muskegon Vacuum Alloys. Available online: https://catalog.cannonmuskegon.com/vacuum (accessed on 27 September 2020).
- Betteridge, W.; Shaw, S. Development of superalloys. Mater. Sci. Technol. 1987, 3, 682–694. [Google Scholar] [CrossRef]
- Swaminathan, V.; Cheruvu, N. Advanced Materials and Coatings for Combustion Turbines. In Proceedings of the ASM 1993 Materials Congress Materials Week’93, Pittsburgh, PA, USA, 17–21 October 1993. [Google Scholar]
- Seth, B. Superalloys: The utility gas turbine perspective. Superalloys Metall. Appl. 2000, 2000, 3–16. [Google Scholar]
- Erickson, G.; Harris, K. DS and SX superalloys for industrial gas turbines. In Materials for Advanced Power Engineering; Kluwer Academic Publishers: Liege, Belgium, 1994; pp. 1055–1074. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials Processes, and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Ma, D. Novel casting processes for single-crystal turbine blades of superalloys. Front. Mech. Eng. 2018, 13, 3–16. [Google Scholar] [CrossRef]
- Thong, T.A. MA2700 Continual Assessment Case Study Report. 2013. Available online: https://www.academia.edu/8858634/Turbine_blade_manufacturing_overview (accessed on 26 October 2020).
- Swanson, G.; Arakere, N. Effect of crystal orientation on analysis of single-crystal, nickel-based turbine blade superalloys. Mater. Sci. 2000, 124, 161–176. [Google Scholar]
- Li, Y.; Liu, L.; Huang, T.; Zhang, J.; Fu, H. The process analysis of seeding-grain selection and its effect on stray grain and orientation control. J. Alloys Compd. 2016, 657, 341–347. [Google Scholar] [CrossRef]
- Langston, L.S. Single-Crystal Turbine Blades Earn ASME Milestone Status; Pratt & Whitney: East Hartford, CT, USA, 2020. [Google Scholar]
- Power, D. Palladium alloy pinning wires for gas turbine blade investment casting. Platin. Met. Rev. 1995, 39, 117–126. [Google Scholar]
- Cui, K.; Wang, W.; Jiang, R.; Zhao, D. Layout optimization method for core holders in wax pattern mold of hollow turbine blade. Int. J. Adv. Manuf. Technol. 2018, 98, 1031–1045. [Google Scholar] [CrossRef]
- Hofmann, N.; Olive, S.; Laschet, G.; Hediger, F.; Wolf, J.; Sahm, P.R. Numerical optimization of process control variables for the Bridgman casting process. Model. Simul. Mater. Sci. Eng. 1997, 5, 23–34. [Google Scholar] [CrossRef]
- Bridgman, P.W. Crystals and their Manufacture. U.S. Patent 1,793,672A, 24 February 1931. [Google Scholar]
- Pratt, D. Industrial casting of superalloys. Mater. Sci. Technol. 1986, 2, 426–435. [Google Scholar] [CrossRef]
- Kubiak, K.; Szeliga, D.; Sieniawski, J.; Onyszko, A. The unidirectional crystallization of metals and alloys (turbine blades). In Handbook of Crystal Growth; Elsevier: Amsterdam, The Netherlands, 2015; pp. 413–457. [Google Scholar]
- Tschinkel, J.; Giamei, A.; Kearn, B. Apparatus for Casting of Directionally Solidified Articles. U.S. Patent 3,763,926A, 9 October 1973. [Google Scholar]
- Giamei, A.F.; Tschinkel, J.G. Liquid metal cooling: A new solidification technique. Metall. Mater. Trans. A 1976, 7, 1427–1434. [Google Scholar] [CrossRef]
- Elliott, A.J. Directional Solidification of Large Cross-Section Ni-Base Superalloy Castings via Liquid-Metal Cooling. Ph.D. Thesis, University of Michigan, Detroit, MI, USA, 2005. [Google Scholar]
- Liu, L.; Huang, T.; Qu, M.; Liu, G.; Zhang, J.; Fu, H. High thermal gradient directional solidification and its application in the processing of nickel-based superalloys. J. Mater. Process. Technol. 2010, 210, 159–165. [Google Scholar] [CrossRef]
- Zhang, J.; Lou, L. Directional solidification assisted by liquid metal cooling. J. Mater. Sci. Technol. 2007, 23, 289–300. [Google Scholar]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Chapas, R.B.; Colwell, J.A. Industrial Technologies Program Research Plan for Energy-Intensive Process Industries; Pacific Northwest National Lab. (PNNL): Richland, WA, USA, 2007. [Google Scholar]
- Huang, Y.; Wang, X.; Cui, C.; Li, J.; Ye, L.; Hou, G.; Yang, Y.; Liu, J.; Zhou, Y.; Sun, X. The effect of coarsening of γ′ precipitate on creep properties of Ni-based single crystal superalloys during long-term aging. Mater. Sci. Eng. A 2020, 773, 138886. [Google Scholar] [CrossRef]
- Padture, N.P. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Stott, F.; Wood, G. Growth and adhesion of oxide scales on Al2O3-forming alloys and coatings. Mater. Sci. Eng. 1987, 87, 267–274. [Google Scholar] [CrossRef]
- Stern, K.H. Metallurgical and Ceramic Protective Coatings; Springer Science & Business Media: New York, NY, USA, 1996. [Google Scholar]
- Jones, R. Thermal Barrier Coatings, Metallurgical and Ceramic Protective Coatings; Springer: Berlin/Heidelberg, Germany, 1996; pp. 194–235. [Google Scholar]
- Hasselman, D.; Johnson, L.F.; Bentsen, L.D.; Syed, R.; Lee, H.; Swain, M.V. Thermal diffusivity and conductivity of dense polycrystalline Zr02 ceramics: A survey. Am. Ceram. Soc. Bull. 1987, 66, 799–806. [Google Scholar]
- Wang, L.; Wang, Y.; Sun, X.; He, J.; Pan, Z.; Zhou, Y.; Wu, P. Influence of pores on the thermal insulation behavior of thermal barrier coatings prepared by atmospheric plasma spray. Mater. Des. 2011, 32, 36–47. [Google Scholar] [CrossRef]
- Johnson, C.; Ruud, J.; Bruce, R.; Wortman, D. Relationships between residual stress, microstructure and mechanical properties of electron beam–physical vapor deposition thermal barrier coatings. Surf. Coat. Technol. 1998, 108, 80–85. [Google Scholar] [CrossRef]
- Naeem, M.; Singh, R.; Probert, D. Implications of engine deterioration for a high-pressure turbine-blade’s low-cycle fatigue (LCF) life-consumption. Int. J. Fatigue 1999, 21, 831–847. [Google Scholar] [CrossRef]
- American Airlines Aircraft Operating Statistics-Actuals. 2018. Available online: http://web.mit.edu/airlinedata/www/2019%2012%20Month%20Documents/Aircraft%20and%20Related/Carrier%20Operating%20Stats/American%20Airlines%20Aircraft%20Operating%20Statistics-%20Actuals.html (accessed on 13 September 2020).
- Segersäll, M.; Moverare, J.J. Crystallographic orientation influence on the serrated yielding behavior of a single-crystal superalloy. Materials 2013, 6, 437–444. [Google Scholar] [CrossRef]
- Liu, L.; Meng, J.; Liu, J.; Jin, T.; Sun, X.; Zhang, H. Effects of crystal orientations on the cyclic deformation behavior in the low cycle fatigue of a single crystal nickel-base superalloy. Mater. Des. 2017, 131, 441–449. [Google Scholar] [CrossRef]
- Fleury, E.; Rémy, L. Low cycle fatigue damage in nickel-base superalloy single crystals at elevated temperature. Mater. Sci. Eng. A 1993, 167, 23–30. [Google Scholar] [CrossRef]
- Li, Y.; Wu, X.; Yu, H.; Su, B.; Zhang, M. Low cyclic deformation behavior of single crystal nickel base superalloys with different orientations at 980 °C. Chin. Electron Microsc. Soc. 2014, 33, 15–18. [Google Scholar]
- Yu, J.; Sun, X.; Jin, T.; Zhao, N.; Guan, H.; Hu, Z. High temperature creep and low cycle fatigue of a nickel-base superalloy. Mater. Sci. Eng. A 2010, 527, 2379–2389. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, L.; Roy, A.; Silberschmidt, V.; McColvin, G. Low-cycle fatigue of single crystal nickel-based superalloy–mechanical testing and TEM characterisation. Mater. Sci. Eng. A 2019, 744, 538–547. [Google Scholar] [CrossRef]
- Belyaev, M.S.; Morozova, L.V.; Gorbovets, M.A.; Slavin, A.V. High-cycle fatigue of single-crystal heat-resistant nickel alloy under the conditions of stress concentration. Metallurgist 2020, 63, 1–11. [Google Scholar] [CrossRef]
- Cervellon, A.; Hémery, S.; Kürnsteiner, P.; Gault, B.; Kontis, P.; Cormier, J. Crack initiation mechanisms during very high cycle fatigue of Ni-based single crystal superalloys at high temperature. Acta Mater. 2020, 188, 131–144. [Google Scholar] [CrossRef]
- Sabnis, P.A.; Forest, S.; Arakere, N.K.; Yastrebov, V.A. Crystal plasticity analysis of cylindrical indentation on a Ni-base single crystal superalloy. Int. J. Plast. 2013, 51, 200–217. [Google Scholar] [CrossRef]
- Murthy, H.; Gao, G.; Farris, T.N. Fretting fatigue of single crystal nickel at 600 °C. Tribol. Int. 2006, 39, 1227–1240. [Google Scholar] [CrossRef]
- Matlik, J.; Farris, T.; Haake, F.; Swanson, G.; Duke, G. High-frequency, high-temperature fretting-fatigue experiments. Wear 2006, 261, 1367–1382. [Google Scholar] [CrossRef]
- Rengaraj, B.; Baba, S.; Okazaki, M. Influence of crystal orientation on cyclic sliding friction and fretting fatigue behavior of single crystal Ni-base superalloys. In Superalloys 2016, Proceedings of the 13th Intenational Symposium of Superalloys, Seven Springs, PA, USA, 11–15 September 2016; Wiley Online Library: Hoboken, NJ, USA, 2016; pp. 395–404. [Google Scholar]
- Su, Y.; Han, Q.-N.; Zhang, C.-C.; Shi, H.-J.; Niu, L.-S.; Deng, G.-J.; Rui, S.-S. Effects of secondary orientation and temperature on the fretting fatigue behaviors of Ni-based single crystal superalloys. Tribol. Int. 2019, 130, 9–18. [Google Scholar] [CrossRef]
- Han, Q.-N.; Qiu, W.; Shang, Y.-B.; Shi, H.-J. In-situ SEM observation and crystal plasticity finite element simulation of fretting fatigue crack formation in Ni-base single-crystal superalloys. Tribol. Int. 2016, 101, 33–42. [Google Scholar] [CrossRef]
- De Pannemaecker, A.; Buffiere, J.; Fouvry, S.; Graton, O. In situ fretting fatigue crack propagation analysis using synchrotron X-ray radiography. Int. J. Fatigue 2017, 97, 56–69. [Google Scholar] [CrossRef]
- Su, Y.; Han, Q.-N.; Qiu, W.; He, Z.; Shang, Y.-B.; Shi, H.-J.; Niu, L.-S. High temperature in-situ SEM observation and crystal plasticity simulation on fretting fatigue of Ni-based single crystal superalloys. Int. J. Plast. 2020, 127, 102645. [Google Scholar] [CrossRef]
- Han, Q.-N.; Qiu, W.; He, Z.; Su, Y.; Ma, X.-F.; Shi, H.-J. The effect of crystal orientation on fretting fatigue crack formation in Ni-based single-crystal superalloys: In-situ SEM observation and crystal plasticity finite element simulation. Tribol. Int. 2018, 125, 209–219. [Google Scholar] [CrossRef]
- Buffiere, J.-Y.; Cheynet, M.; Ignat, M. Stem analysis of the local chemical composition in the nickel-based superalloy CMSX-2 after creep at high temperature. Scr. Mater. 1996, 34, 657–671. [Google Scholar] [CrossRef]
- Caron, P.; Khan, T. Improvement of creep strength in a nickel-base single-crystal superalloy by heat treatment. Mater. Sci. Eng. 1983, 61, 173–184. [Google Scholar] [CrossRef]
- Cormier, J.; Cailletaud, G. Constitutive modeling of the creep behavior of single crystal superalloys under non-isothermal conditions inducing phase transformations. Mater. Sci. Eng. A 2010, 527, 6300–6312. [Google Scholar] [CrossRef]
- Ai, C.; Zhao, X.; Zhou, J.; Zhang, H.; Liu, L.; Pei, Y.; Li, S.; Gong, S. Application of a modified Ostwald ripening theory in coarsening of γ′ phases in Ni based single crystal superalloys. J. Alloys Compd. 2015, 632, 558–562. [Google Scholar] [CrossRef]
- Nabarro, F.R.N. Rafting in Superalloys. Metall. Mater. Trans. A 1996, 27, 513–530. [Google Scholar] [CrossRef]
- Acharya, M.; Fuchs, G. The effect of long-term thermal exposures on the microstructure and properties of CMSX-10 single crystal Ni-base superalloys. Mater. Sci. Eng. A 2004, 381, 143–153. [Google Scholar] [CrossRef]
- Zhang, J.X.; Murakumo, T.; Koizumi, Y.; Kobayashi, T.; Harada, H. Slip geometry of dislocations related to cutting of the γ′ phase in a new generation single-crystal superalloy. Acta Mater. 2003, 51, 5073–5081. [Google Scholar] [CrossRef]
- Simms, N.; Encinas-Oropesa, A.; Nicholls, J. Hot corrosion of coated and uncoated single crystal gas turbine materials. Mater. Corros. 2008, 59, 476–483. [Google Scholar] [CrossRef]
- Montero, X.; Ishida, A.; Meißner, T.; Murakami, H.; Galetz, M. Effect of surface treatment and crystal orientation on hot corrosion of a Ni-based single-crystal superalloy. Corros. Sci. 2020, 166, 108472. [Google Scholar] [CrossRef]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II; Wiley & Sons: New York, NY, USA, 1987. [Google Scholar]
- Nicholls, J.R.; Saunders, S.R.J. Hot-salt corrosion standards, test procedures and performance. High Temp. Technol. 1989, 7, 170. [Google Scholar] [CrossRef]
- Schütze, M.; Quadakkers, W.; Nicholls, J.R. Lifetime Modelling of High Temperature Corrosion Processes; European Federation of Corrosion: Brussels, Belgium, 2001. [Google Scholar]
- Schumann, E.; Sarioglu, C.; Blachere, J.R.; Pettit, F.S.; Meier, G.H. High-temperature stress measurements during the oxidation of NiAl. Oxid. Met. 2000, 53, 259–272. [Google Scholar] [CrossRef]
- Schlichting, K.; Vaidyanathan, K.; Sohn, Y.; Jordan, E.; Gell, M.; Padture, N.P. Application of Cr3+ photoluminescence piezo-spectroscopy to plasma-sprayed thermal barrier coatings for residual stress measurement. Mater. Sci. Eng. A 2000, 291, 68–77. [Google Scholar] [CrossRef]
- Mumm, D.R.; Evans, A. On the role of imperfections in the failure of a thermal barrier coating made by electron beam deposition. Acta Mater. 2000, 48, 1815–1827. [Google Scholar] [CrossRef]
- Sohn, Y.; Kim, J.; Jordan, E.; Gell, M. Thermal cycling of EB-PVD/MCrAlY thermal barrier coatings: I. Microstructural development and spallation mechanisms. Surf. Coat. Technol. 2001, 146, 70–78. [Google Scholar] [CrossRef]
- Gell, M.; Eric, J.; Krishnakumar, V.; McCarron, K.; Barber, B.; Sohn, Y.-H.; Tolpygo, V.K. Bond strength, bond stress and spallation mechanisms of thermal barrier coatings. Surf. Coat. Technol. 1999, 120, 53–60. [Google Scholar] [CrossRef]
- Gong, X.-Y.; Clarke, D.R. On the measurement of strain in coatings formed on a wrinkled elastic substrate. Oxid. Met. 1998, 50, 355–376. [Google Scholar] [CrossRef]
- Srivastava, R.R.; Kim, M.-S.; Lee, J.-C.; Jha, M.K.; Kim, B.-S. Resource recycling of superalloys and hydrometallurgical challenges. J. Mater. Sci. 2014, 49, 4671–4686. [Google Scholar] [CrossRef]
- Srivastava, R.R.; Kim, M.-S.; Lee, J.-C. Novel aqueous processing of the reverted turbine-blade superalloy for rhenium recovery. Ind. Eng. Chem. Res. 2016, 55, 8191–8199. [Google Scholar] [CrossRef]
- J.A.D. Corporation. Worldwide Market Forecast 2019–2038. 2019. Available online: http://www.jadc.jp/files/topics/143_ext_01_en_0.pdf (accessed on 22 April 2020).
- Rolls-Royce Opens Advanced Turbine Blade Casting Facility. 2015. Available online: https://www.aerospacemanufacturinganddesign.com/article/rolls-royce-turbine-blade-casting-031215/ (accessed on 1 October 2020).
- Margolis, N.; Jamison, K.; Dove, L. Energy and Environmental Profile of the US Metal Casting Industry; Energetics, Inc.: Columbia, MD, USA, 1999. [Google Scholar]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Kuipers, J.; Eng, P. Practical Experience with Full Solution Rejuvenation of Single Crystal Gas Turbine Blades. In Proceedings of the Industrial Application of Gas Turbines Committee Symposium, Banff, AB, Canada, 23–25 October 2017. [Google Scholar]
- Basak, A.; Das, S. Epitaxy and microstructure evolution in metal additive manufacturing. Annu. Rev. Mater. Res. 2016, 46, 125–149. [Google Scholar] [CrossRef]
- Babu, S.S.; David, S.A.; Park, J.W.; Vitek, J.M. Joining of nickel base superalloy single crystals. Sci. Technol. Weld. Join. 2004, 9, 1–12. [Google Scholar] [CrossRef]
- Henderson, M.B.; Arrell, D.; Larsson, R.; Heobel, M.; Marchant, G. Nickel based superalloy welding practices for industrial gas turbine applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef]
- Ojo, O.; Chaturvedi, M. On the role of liquated γ′ precipitates in weld heat affected zone microfissuring of a nickel-based superalloy. Mater. Sci. Eng. A 2005, 403, 77–86. [Google Scholar] [CrossRef]
- Stueber, R.J.; Milidantri, T.; Tadayon, M. Welding High-Strength Nickel Base Superalloys. U.S. Patent 5,312,497, 10 September 1994. [Google Scholar]
- Marcin, J.J., Jr.; Neutra, J.A.; Abbott, D.H.; Aduskevich, J.P.; Shah, D.M.; Carraway, D.N.; Langevin, R.P.; Sauerhoefer, M.R.; Stone, R.A. Method of Repairing Metallic Articles by Energy Beam Deposition with Reduced Power Density. U.S. Patent 5,914,059, 22 June 1999. [Google Scholar]
- Kathuria, Y. Laser surface cladding: A unique application to the turbine industry. In Laser Assisted Net Shape Engineering, Proceedings of the 30th International CIRP Seminar on Manufacturing Systems—LANE ’97, Erlangen, Germany, 23–26 September 1997; Meisenbach: Berlin, Germany, 1997; pp. 23–26. [Google Scholar]
- Kreutz, E. Pulsed laser deposition of ceramics-fundamentals and applications. Appl. Surf. Sci. 1998, 127, 606–613. [Google Scholar] [CrossRef]
- Mah, R. Directed light fabrication. Adv. Mater. Process. 1997, 151, 477144. [Google Scholar]
- Basak, A.; Raghu, S.H.; Das, S. Microstructures and microhardness properties of CMSX-4® additively fabricated through scanning laser epitaxy (SLE). J. Mater. Eng. Perform. 2017, 26. [Google Scholar] [CrossRef]
- Gotterbarm, M.R.; Rausch, A.M.; Körner, C. Fabrication of single crystals through a µ-helix grain selection process during electron beam metal additive manufacturing. Metals 2020, 10, 313. [Google Scholar] [CrossRef]
- Gäumann, M.; Henry, S.; Cléton, F.; Wagnière, J.-D.; Kurz, W. Epitaxial laser metal forming: Analysis of microstructure formation. Mater. Sci. Eng. A 1999, 271, 232–241. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Pan, X.; Gaytan, S.; Castro, J.; Terrazas, C.; Medina, F.; Wicker, R.; Abbott, D. Microstructures of Rene 142 nickel-based superalloy fabricated by electron beam melting. Acta Mater. 2013, 61, 4289–4296. [Google Scholar] [CrossRef]
- Ramsperger, M.; Singer, R.F.; Körner, C. Microstructure of the nickel-base superalloy CMSX-4 fabricated by selective electron beam melting. Metall. Mater. Trans. A 2016, 47, 1469–1480. [Google Scholar] [CrossRef]
- Basak, A.; Acharya, R.; Das, S. Additive manufacturing of single-crystal superalloy CMSX-4 through scanning laser epitaxy: Computational modeling, experimental process development, and process parameter optimization. Metall. Mater. Trans. A 2016, 47, 3845–3859. [Google Scholar] [CrossRef]
- Acharya, R.; Bansal, R.; Gambone, J.J.; Das, S. A coupled thermal, fluid flow, and solidification model for the processing of single-crystal alloy CMSX-4 through scanning laser epitaxy for turbine engine hot-section component repair (part I). Metall. Mater. Trans. A 2014, 45, 2247–2261. [Google Scholar] [CrossRef]
- Basak, A.; Yang, Y.; Das, S. On the spatial variation of the microstructure and microhardness properties of nickel-based superalloy René 142 fabricated via scanning laser epitaxy (SLE). Mater. Perform. Charact. 2019, 8, 1237–1248. [Google Scholar] [CrossRef]
- Basak, A.; Das, S. Carbide Formation in Additive Manufacturing of Single-Crystal Superalloy René N5 Processed Through Scanning Laser Epitaxy. In Proceedings of the Materials Science and Technology Conference, Salt Lake City, UT, USA, 23–27 October 2016; pp. 51–58. [Google Scholar]
- Basak, A.; Das, S. Additive manufacturing of nickel-base superalloy René N5 through scanning laser epitaxy (SLE)−Material processing, microstructures, and microhardness properties. Adv. Eng. Mater. 2017, 19, 1–10. [Google Scholar] [CrossRef]
- Wang, L.; Wang, N. Effect of substrate orientation on the formation of equiaxed stray grains in laser surface remelted single crystal superalloys: Experimental investigation. Acta Mater. 2016, 104, 250–258. [Google Scholar] [CrossRef]
- Liu, W.; Dupont, J.N. Direct laser deposition of a single-crystal Ni3Al-based IC221W alloy. Metall. Mater. Trans. A 2005, 36, 3397–3406. [Google Scholar] [CrossRef]
- Santos, E.C.; Kida, K.; Carroll, P.; Vilar, R. Optimization of laser deposited Ni-based single crystal superalloys microstructure. Adv. Mater. Res. 2011, 154, 1405–1414. [Google Scholar] [CrossRef]
- Liang, Y.-J.; Cheng, X.; Wang, H.-M.; Li, J. Microstructural control during laser additive manufacturing of single-crystal nickel-base superalloys: New processing–microstructure maps involving powder feeding. Mater. Des. 2017, 130, 197–207. [Google Scholar] [CrossRef]
- Vilar, R.; Almeida, A. Repair and manufacturing of single crystal Ni-based superalloys components by laser powder deposition—A review. J. Laser Appl. 2015, 27, 17004. [Google Scholar] [CrossRef]
- Ci, S.; Liang, J.; Li, J.; Zhou, Y.; Sun, X. Microstructure and tensile properties of DD32 single crystal Ni-base superalloy repaired by laser metal forming. J. Mater. Sci. Technol. 2020, 45, 23–34. [Google Scholar] [CrossRef]
- Hedges, M.; Calder, N. Near Net Shape Rapid Manufacture & Repair by LENS, Cost Effective Manufacture via Net-Shape Processing; Neotech Services MTP: Nuremberg, Germany, 2006. [Google Scholar]
- Wahl, J.B.; Harris, K. Improved 3rd generation single crystal superalloy CMSX-4® Plus (SLS)–A study of evolutionary alloy development. Sueperalloys 2004, 2004, 45–52. [Google Scholar]
- Allison, J.; Backman, D.; Christodoulou, L. Integrated computational materials engineering: A new paradigm for the global materials profession. JOM 2006, 58, 25–27. [Google Scholar] [CrossRef]
- Engeli, R.; Etter, T.; Hövel, S.; Wegener, K. Processability of different IN738LC powder batches by selective laser melting. J. Mater. Process. Technol. 2016, 229, 484–491. [Google Scholar] [CrossRef]
- Averyanova, M.; Cicala, E.; Bertrand, P.; Grevey, D.; Bertrand, P. Experimental design approach to optimize selective laser melting of martensitic 17-4 PH powder: Part I–single laser tracks and first layer. Rapid Prototyp. J. 2012, 18, 28–37. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Tapia, G.; Khairallah, S.; Matthews, M.; King, W.E.; Elwany, A. Gaussian process-based surrogate modeling framework for process planning in laser powder-bed fusion additive manufacturing of 316L stainless steel. Int. J. Adv. Manuf. Technol. 2018, 94, 3591–3603. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Song, Y.; Kube, C.M.; Zhang, J.; Li, X. Higher-order spatial correlation coefficients of ultrasonic backscattering signals using partial cross-correlation analysis. J. Acoust. Soc. Am. 2020, 147, 757–768. [Google Scholar] [CrossRef]
- Smith, R.J.; Hirsch, M.; Patel, R.; Li, W.; Clare, A.T.; Sharples, S.D. Spatially resolved acoustic spectroscopy for selective laser melting. J. Mater. Process. Technol. 2016, 236, 93–102. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Co | Mo | W | Nb/Cb | Ta | Ti | Al | B | Zr | Hf | Re | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PWA 1480 | 10 | Bal | 5 | 4 | 12 | 1.5 | 5 | 0.003 | ||||||
| PWA 1484 | 5 | Bal | 10 | 1.9 | 5.9 | 8.7 | 5.65 | 0.1 | 3 | |||||
| PWA 1487 | 5 | Bal | 10 | 1.9 | 5.9 | 8.4 | 5.65 | 0.25 | 3 | |||||
| René N4 | 10 | Bal | 8 | 2 | 6 | 0.5 | 5 | 3.5 | 4.2 | 0.2 | ||||
| René N5 | 7 | Bal | 8 | 2 | 5 | 6 | 6.2 | 0.2 | 3 | |||||
| René N6 | 4 | Bal | 12 | 1 | 6 | 7 | 5.8 | 0.2 | 5 | |||||
| CM 186 LC | 0.07 | 6 | Bal | 9 | 0.5 | 8 | 3 | 0.7 | 5.7 | 0.015 | 0.005 | 1.4 | 3 | |
| CMSX-2 | 8 | Bal | 5 | 0.6 | 8 | 6 | 1 | 5.6 | ||||||
| CMSX-3 | 8 | Bal | 5 | 0.6 | 8 | 6 | 1 | 5.6 | 0.1 | |||||
| CMSX-4 | 6.5 | Bal | 9 | 0.6 | 6 | 6.5 | 1 | 5.6 | 0.1 | 3 | ||||
| CMSX-6 | 10 | Bal | 5 | 3 | 2 | 4.7 | 4.8 | 0.1 | ||||||
| CMSX-10K | 2 | Bal | 3 | 0.4 | 5 | 0.1 | 8 | 0.2 | 5.7 | 0.03 | 6 | |||
| CMSX-10N | 1.5 | Bal | 3 | 0.4 | 5 | 0.05 | 8 | 0.1 | 5.8 | 0.03 | 7 | |||
| CMSX 486 | 0.07 | 5 | Bal | 9 | 0.7 | 9 | 4.5 | 0.7 | 5.7 | 0.015 | 0.005 | 1 | 3 | |
| SRR 99 | 8 | Bal | 5 | 10 | 3 | 2.2 | 5.5 | |||||||
| RR 2000 | 10 | Bal | 15 | 3 | 4 | 5.5 | ||||||||
| AM 1 | 8 | Bal | 6 | 2 | 6 | 9 | 1.2 | 5.2 | ||||||
| AM 3 | 8 | Bal | 6 | 2 | 5 | 4 | 2 | 6 | ||||||
| SC 180 | 5 | Bal | 10 | 2 | 5 | 8.5 | 1 | 5.2 | 0.1 | 3 | ||||
| MC-2 | 8 | Bal | 5 | 2 | 8 | 6 | 1.5 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Angel, N.M.; Basak, A. On the Fabrication of Metallic Single Crystal Turbine Blades with a Commentary on Repair via Additive Manufacturing. J. Manuf. Mater. Process. 2020, 4, 101. https://doi.org/10.3390/jmmp4040101
Angel NM, Basak A. On the Fabrication of Metallic Single Crystal Turbine Blades with a Commentary on Repair via Additive Manufacturing. Journal of Manufacturing and Materials Processing. 2020; 4(4):101. https://doi.org/10.3390/jmmp4040101
Chicago/Turabian StyleAngel, Nicole Marie, and Amrita Basak. 2020. "On the Fabrication of Metallic Single Crystal Turbine Blades with a Commentary on Repair via Additive Manufacturing" Journal of Manufacturing and Materials Processing 4, no. 4: 101. https://doi.org/10.3390/jmmp4040101
APA StyleAngel, N. M., & Basak, A. (2020). On the Fabrication of Metallic Single Crystal Turbine Blades with a Commentary on Repair via Additive Manufacturing. Journal of Manufacturing and Materials Processing, 4(4), 101. https://doi.org/10.3390/jmmp4040101