Performance Comparison of Subtractive and Additive Machine Tools for Meso-Micro Machining


Abstract
1. Introduction
2. Technical Approach and Equipment
2.1. Technical Approach
2.2. Micro Abrasive Waterjet Technology
2.3. Machine Tools and Participants
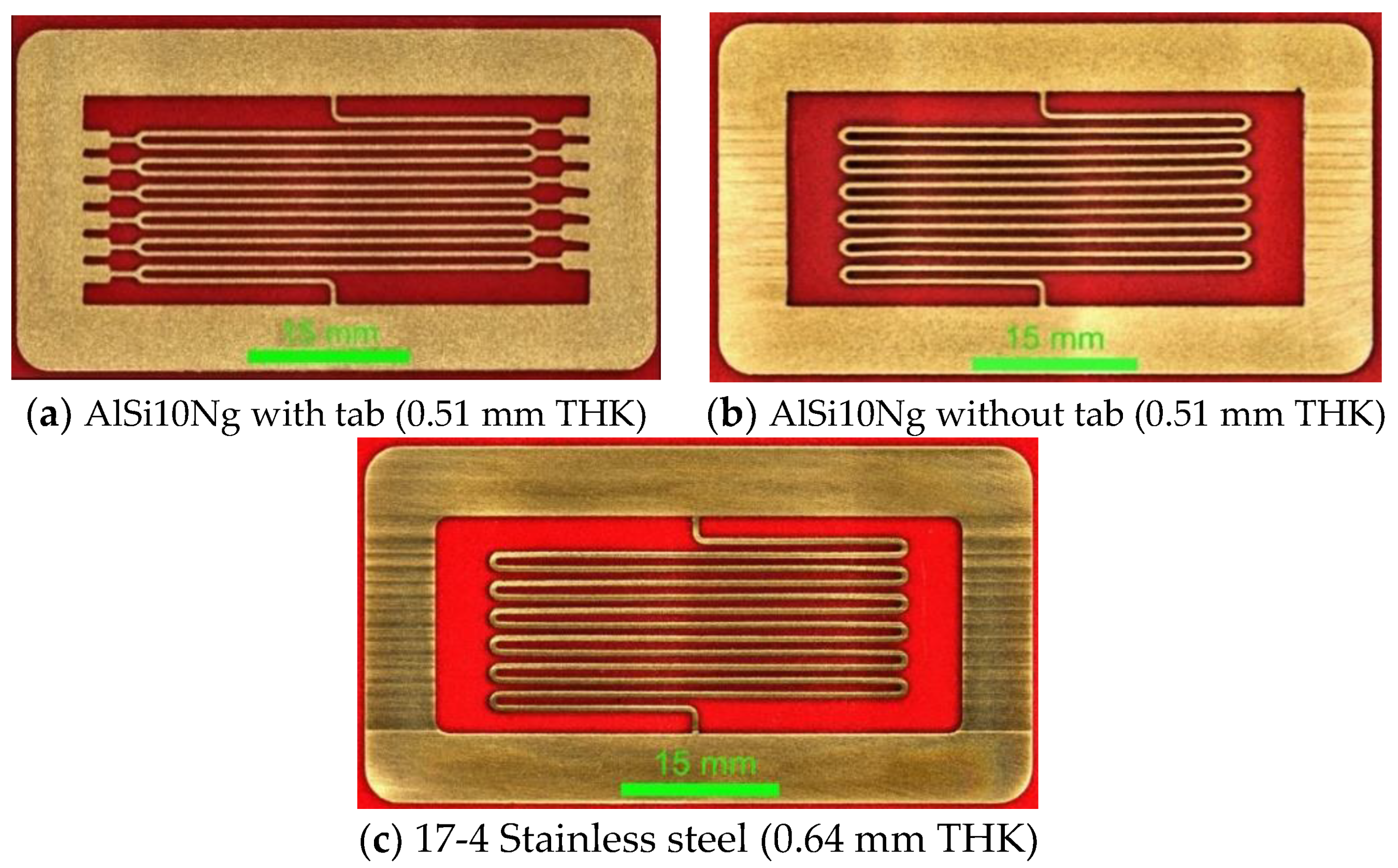
- EOS 290 for 17-4PH stainless steel: laser power—220 watts, volume scan speed—750 mm/s, volume hatch spacing—0.11 mm, layer thickness—40 μm;
- SLM 280 for aluminum (twin laser): laser power—350 watts, volume scan speed—1650 mm/s, volume hatch spacing—0.13 mm, layer thickness—30 μm.
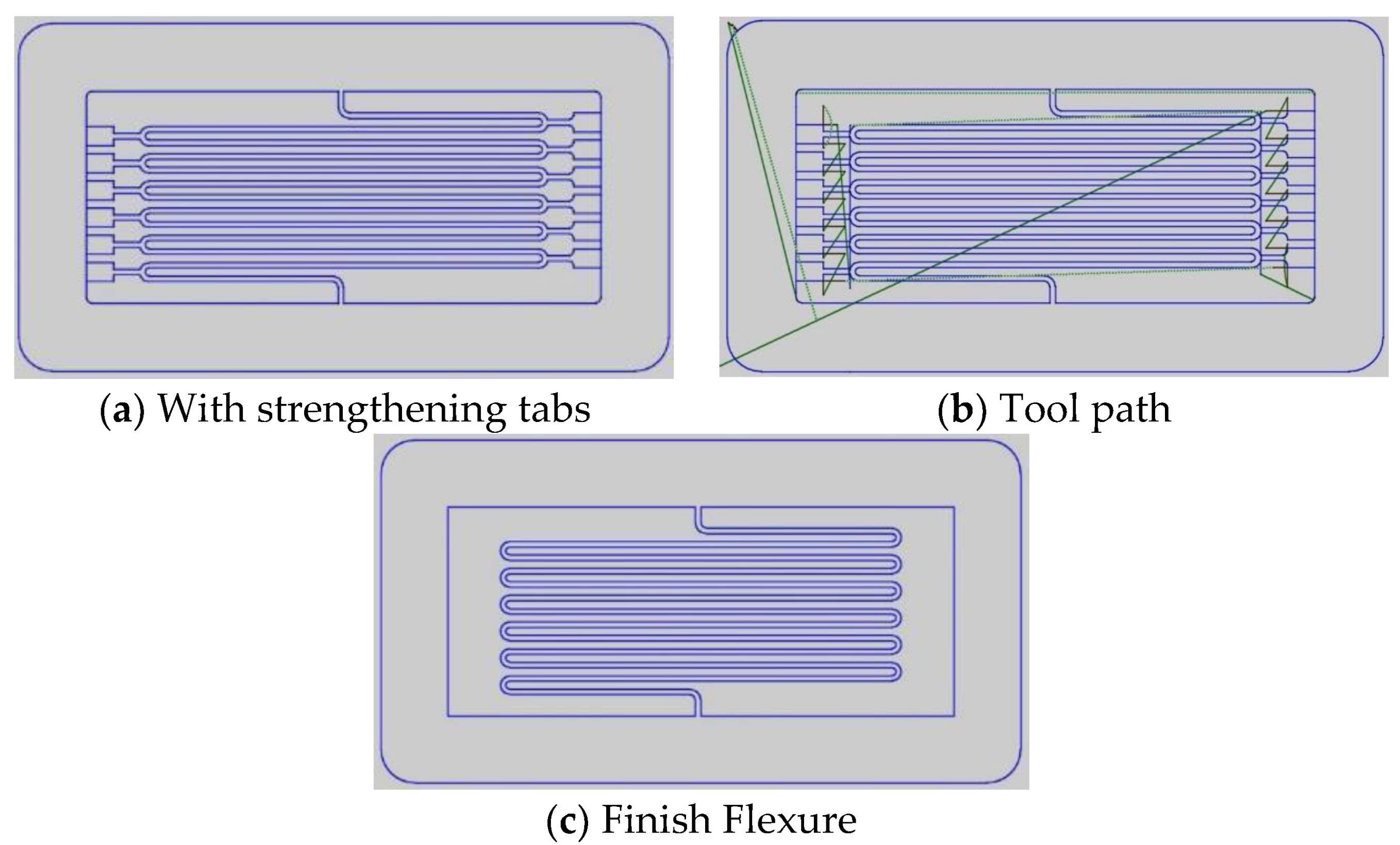
- For the full-scale flexure, the first operation was a 2D contour used to cut the profile of the internal flexure geometry using a double flute ϕ0.030” (0.76 mm) end mill with ethanol coolant. Ethyl alcohol, used in minimal quantities, appeared to have no negative effect on the work holding. The last operation was cutting the perimeter with a 3 mm single flute end mill.
- For the half-scale flexure, the first operation was a 2D contour used to cut the profile of the internal flexure geometry using a double flute 0.5 mm end mill with ethanol coolant. Ethyl alcohol, used in minimal quantities, appeared to have no negative effect on the work holding. Datron tooling was used, which led to slightly undersized internal geometry. The internal geometry was 0.008” (0.20 mm) instead of the 0.010” (0.25 mm) as modeled due to the larger tool size being used. The last toolpath was cutting the part out with the 3 mm single flute end mill.
3. Results
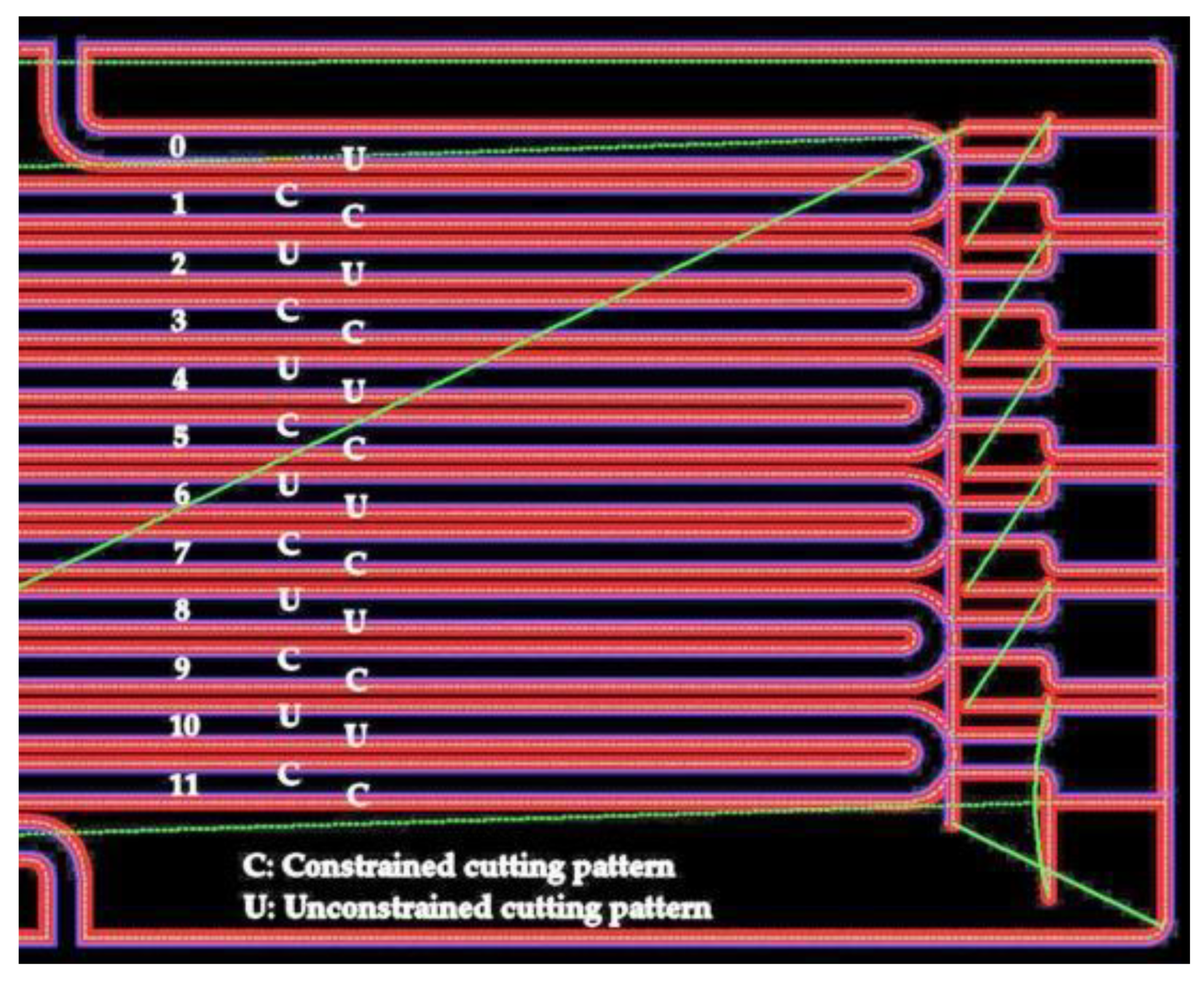
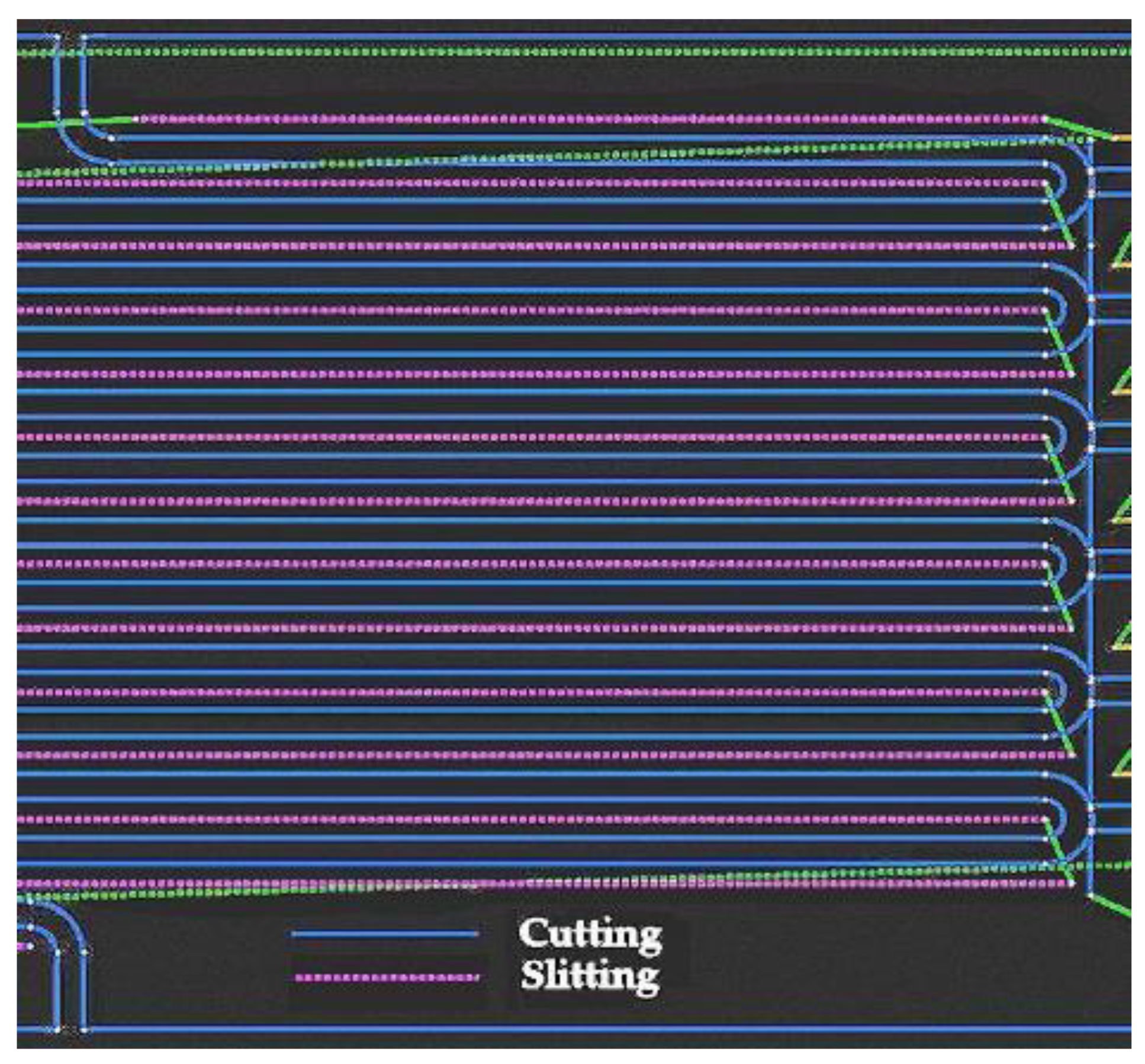
3.1. Waterjet Cutting
- Edge quality
- -
- Smoothness and the presence of chipping
- -
- Edge taper
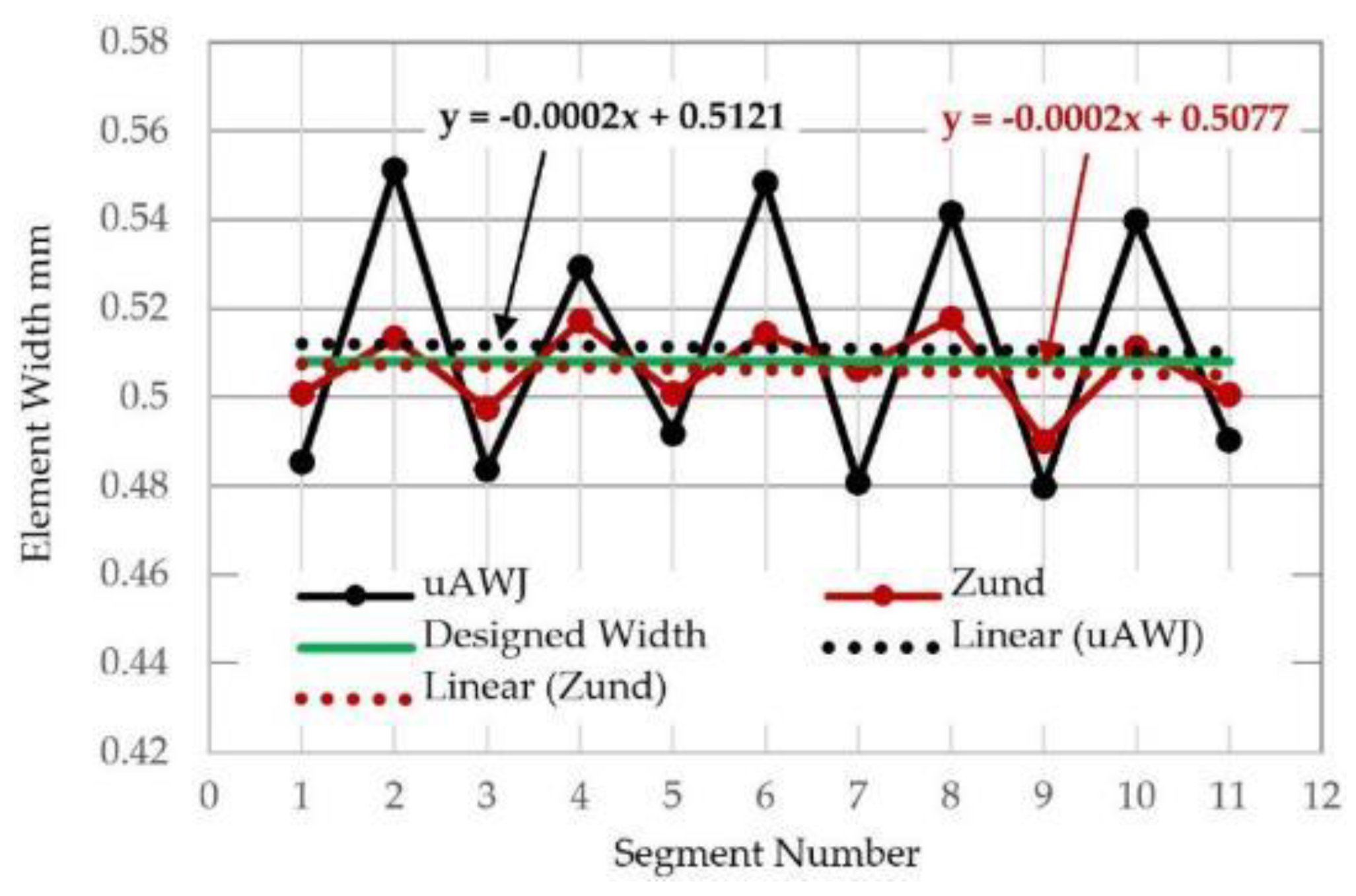
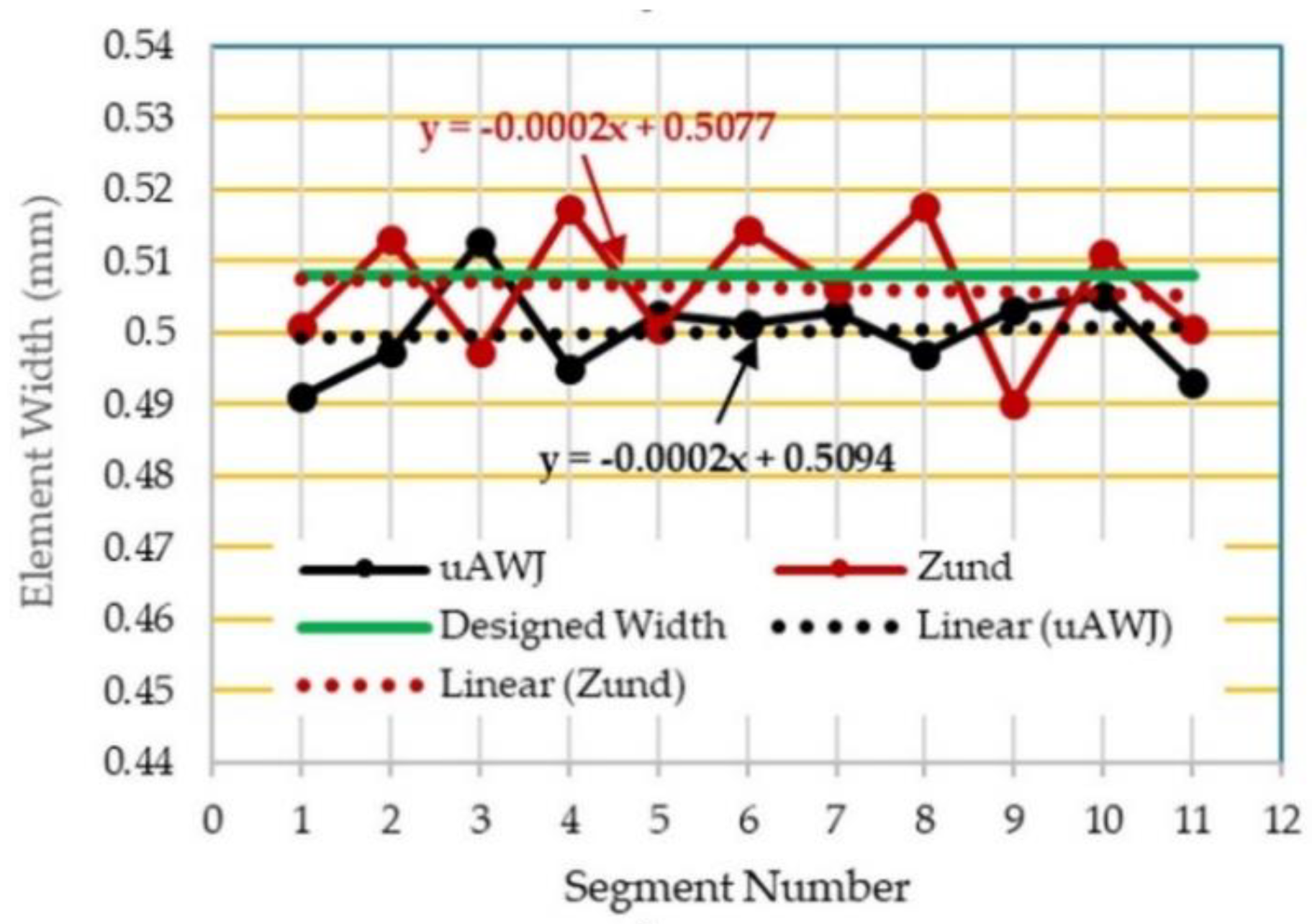
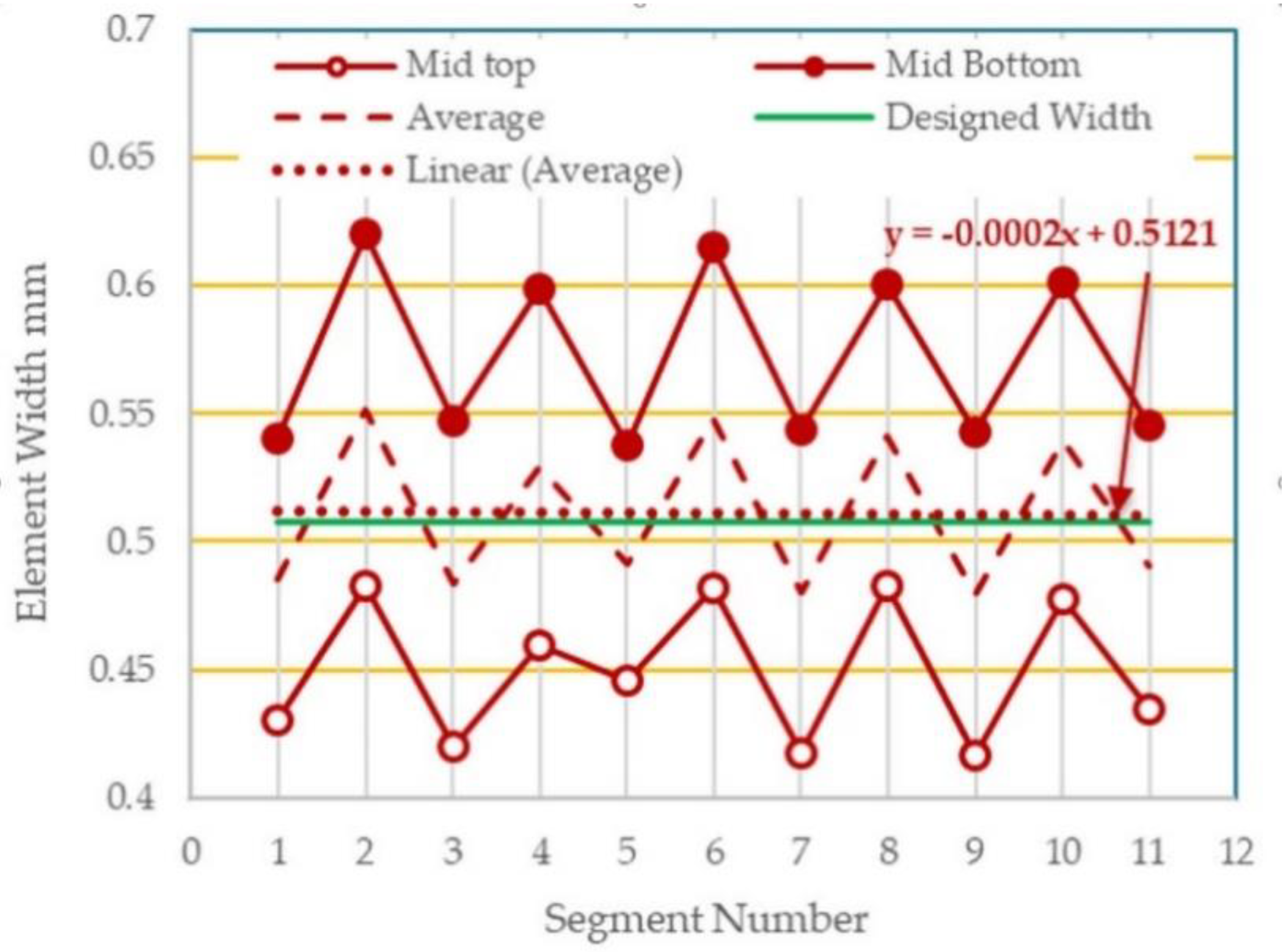
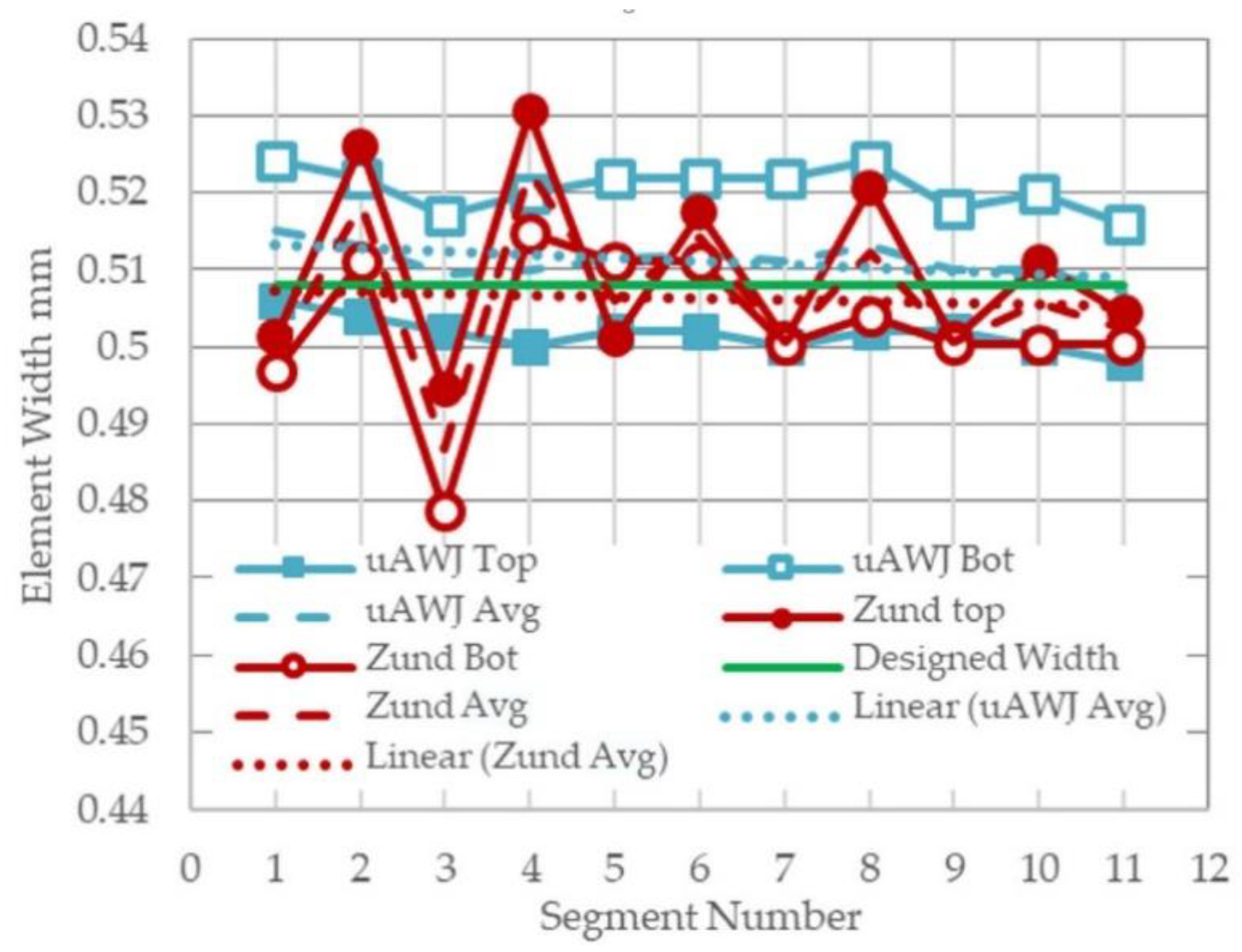
- Variation in the element width (over or under cutting)
- Variation in the gap between horizontal segments
- Straightness (local bending) of horizontal segments
- Parallelism of the horizontal segments
3.2. Zund
3.3. Laser Machining (FabLight Fiber Laser)
3.4. Laser Powder Bed Fusion-LPBF (Moog)
3.5. 3D Printing (NanoArch Micro Scale—BMF InP140/InS140)
3.6. 3D Printing (Formlabs—Form 2)
3.7. Micromachining (Datron)
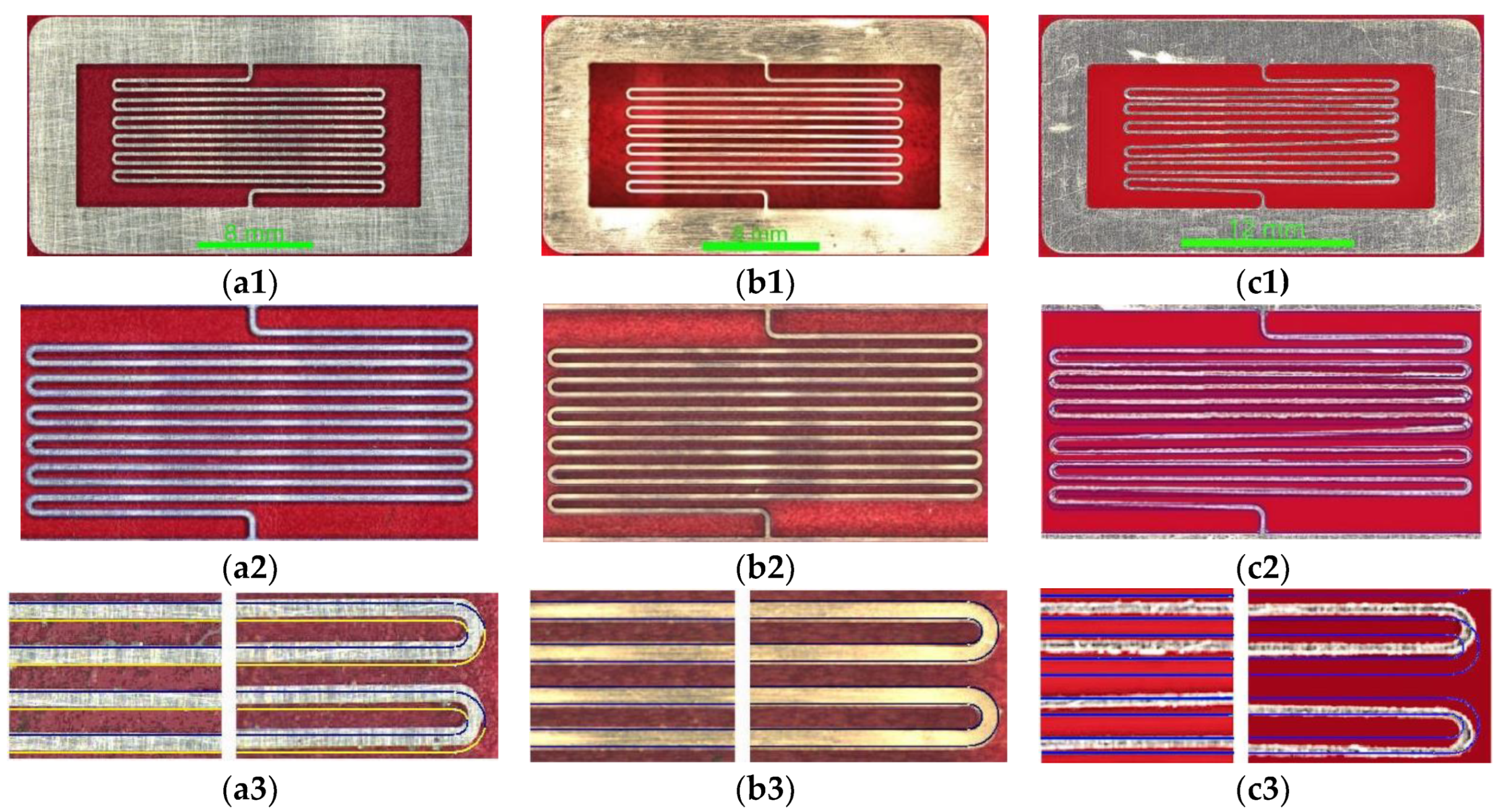
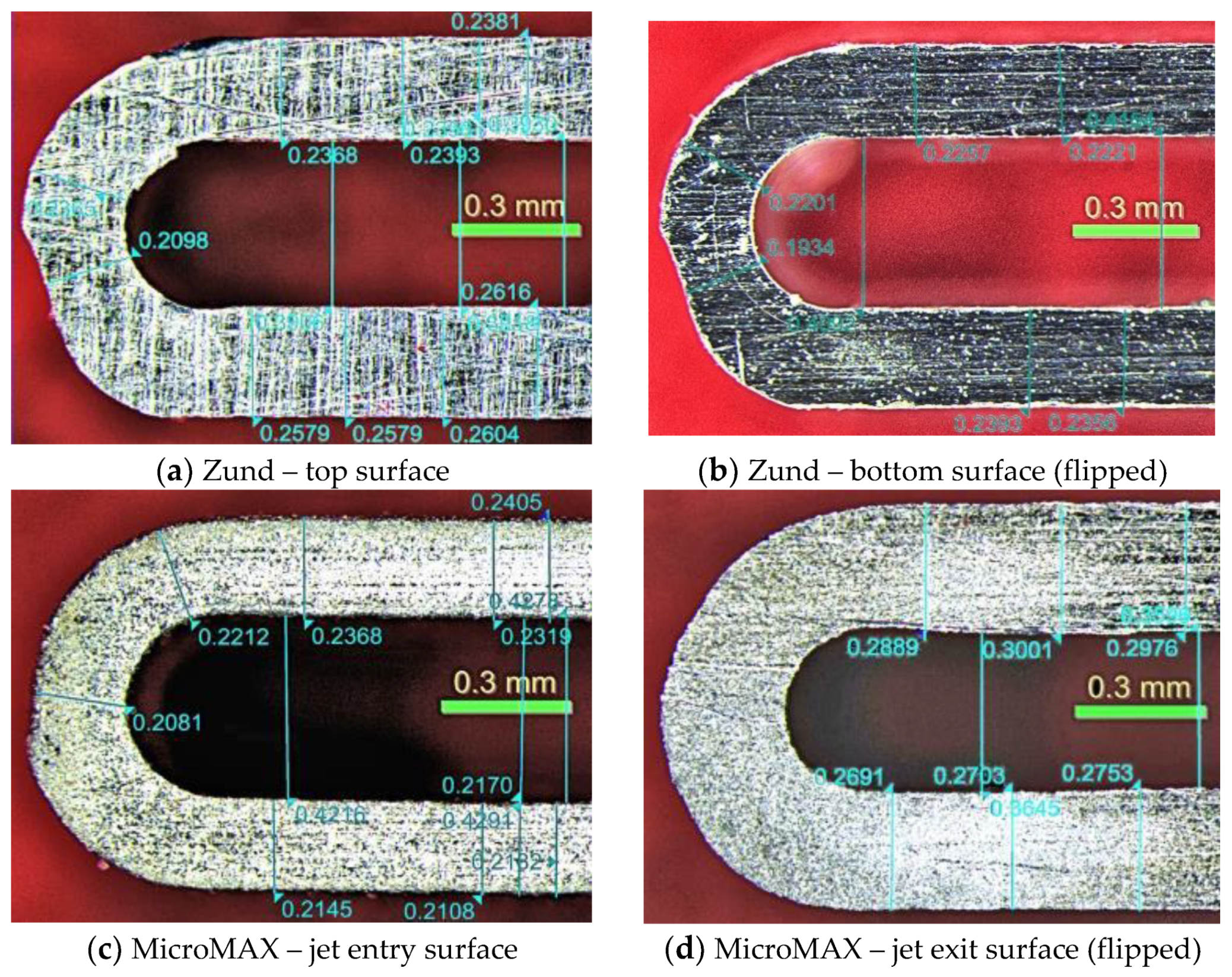
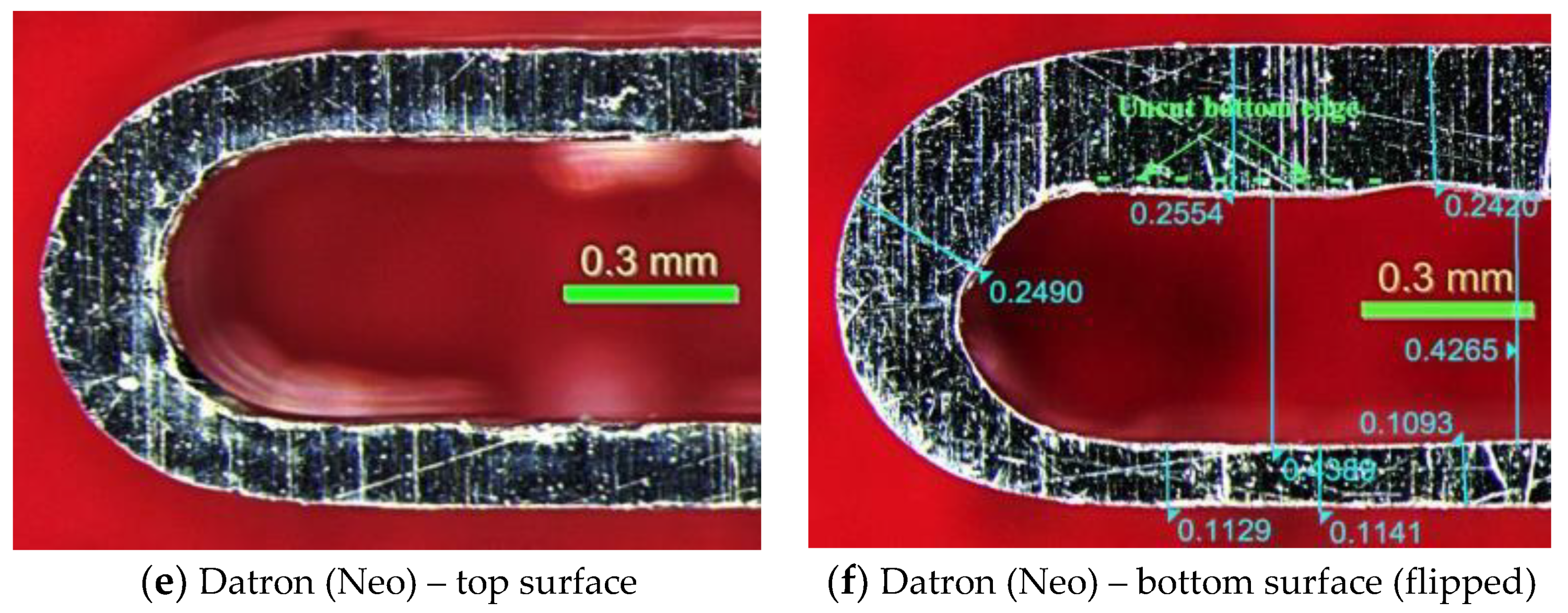
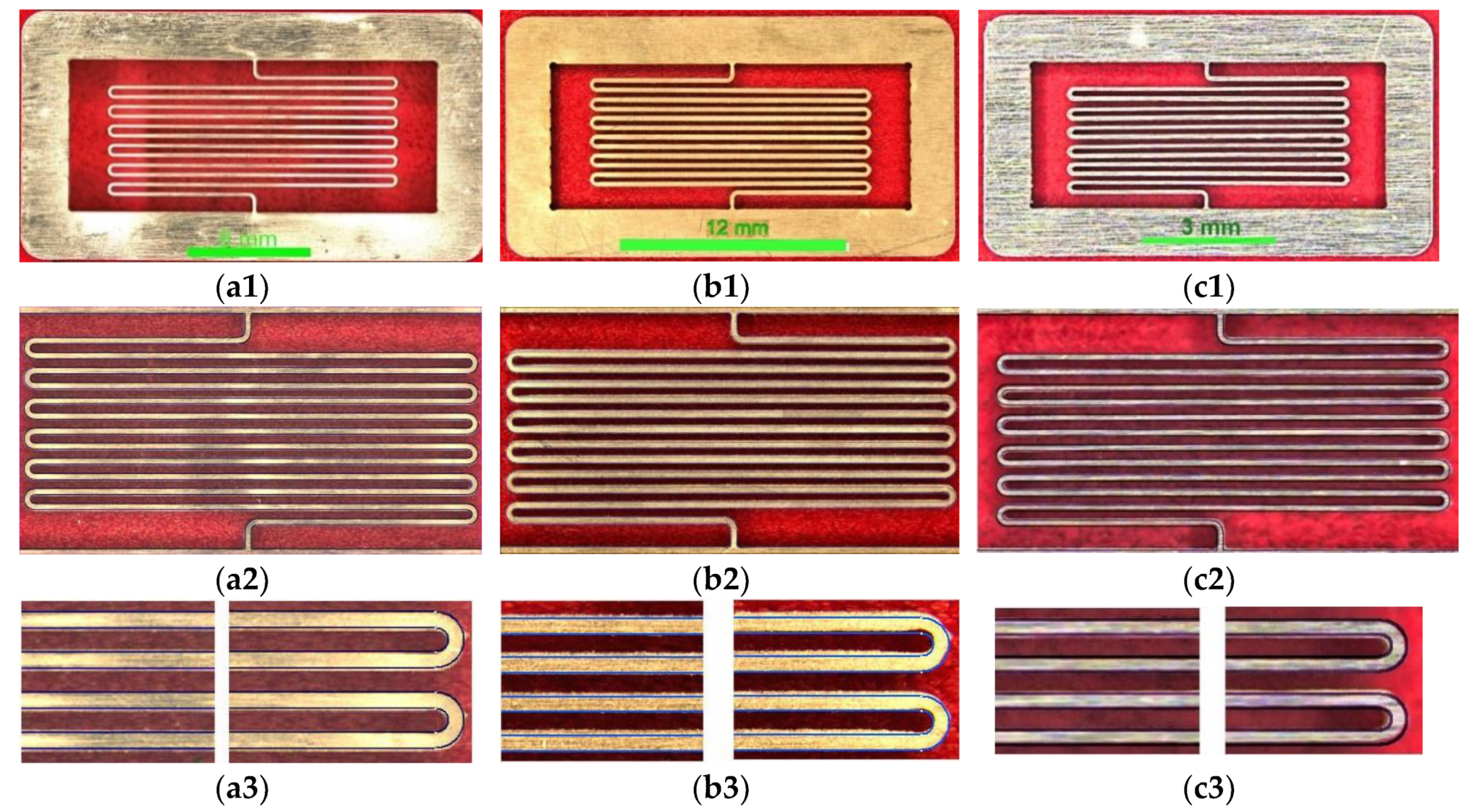
3.8. Micgraphs of Flexure Elements
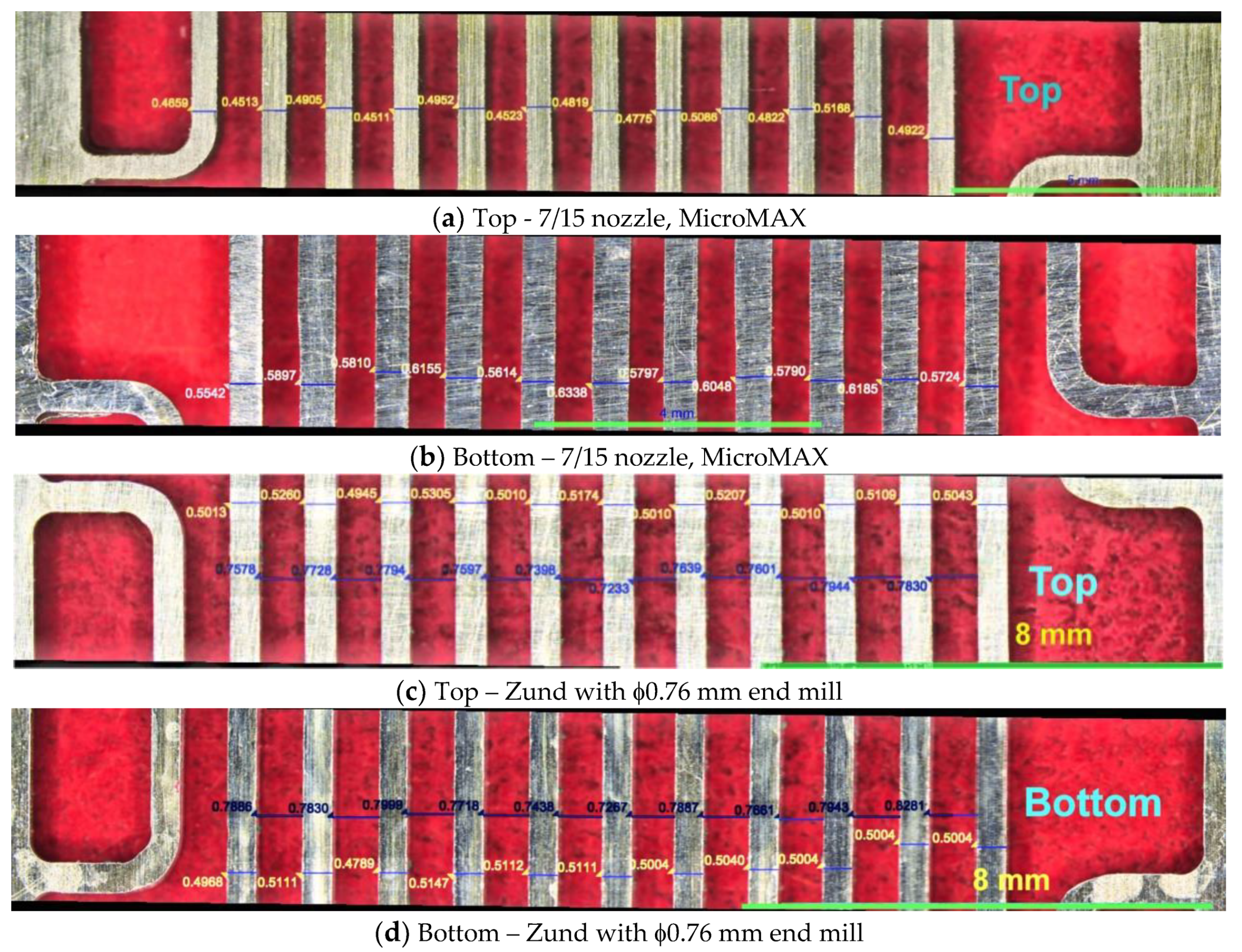
3.9. Measured Width of Flexure Elements
3.10. Further Downsizing of μAWJ Nozzle
4. Discussion and Summary
- Stacking increases the stiffness of the workpiece and minimizes the lateral and downward displacement in response to the force exerted by the μAWJ. The variation in the flexure width along the its axis has reduced to the level comparable or better than that of the Zund under single sheet cutting;
- Stacking increases the overall thickness of the workpiece enabling the activation of the TAJ for taper compensation. As such, the edge taper of the flexure reduces significantly and is comparable to that achievable with the Zund under single sheet cutting;
- There is considerable potential for further downsizing μAWJ technology toward micromachining of most materials including nanomaterials [2,4,5,17,18,19,20]. One of the challenges is the proper fixturing of extremely thin and delicate materials to facilitate micromachining. Stack cutting together with honeycomb support has paved the groundwork for μAWJ machining of such materials.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine Tools [Nozzle Combination] | Material/THK (mm) | Jet Diameter, Spot Size or Layer Thickness/Particle Sizes | Position Accuracy/Resolution | Setup Time (min) | Cut/Feed Speed (m/min) | krpm | Cutting Time (min) | Damage (Mech/ Heat) | Comments |
|---|---|---|---|---|---|---|---|---|---|
| MicroMAX [5/10] 1 | Al/0.64 | ϕ0.3 mm/30 μm | ±12 μm | ~ 10 | 1.01 | N/A | 2.2 2 | No | Presence of slight edge rounding and taper—materials were too thin for TAJ to remove edge taper effectively |
| MicroMAX [5/10] 1 | SS/0.51 | ϕ0.3 mm/30 μm | ±12 μm | ~ 10 | 0.51 | N/A | 2.8 2 | No | |
| MicroMAX [5/10] 3 | SS/0.51 | ϕ0.3 mm/30 μm | ±12 μm | ~ 10 | 0.51 | N/A | 2.5 3 | No | |
| MicroMAX [7/15] | Al/0.64 | ϕ0.4 mm/60 μm | ±12 μm | ~ 10 | 1.88 | N/A | 2.5 4 | No | |
| MicroMAX [7/15] | SS/0.75 | ϕ0.4 mm/60 μm | ±12 μm | ~ 10 | 0.72 | N/A | 3.6 4 | No | |
| 5555 [7/15] | Al/0.80 | ϕ0.4 mm/60 μm | ±76 μm | ~ 10 | 1.88 | N/A | 2.5 4 | No | Slight edge rounding and taper—TAJ was ineffective |
| 5555 [7/15] | SS/0.61 | ϕ0.4 mm/60 μm | ±76 μm | ~ 10 | 0.72 | N/A | 2.54 | No | |
| Zund | Al/0.51 | ϕ0.38 mm | ±0.1 mm/m | ~ 15 | 0.07 | 50 | ≤ 8 2 | No | Workpiece must be secured firmly to mitigate movement during milling |
| Zund | Al/0.51 | ϕ 0.76 mm | ±0.1 mm/m | ~ 15 | 0.43 | 50 | 2.5 4 | No | |
| Oxford laser | SS/0.61 | 20 μm | 50 μm | ~ 20 | -- | N/A | > 60 4 | Some | Pulsed at 5 kHz; scrapped |
| FabLight fiber laser | SS/0.61 | 25 μm | ±20 μm/m | ~ 20 | 0.15 | N/A | ~ 5 4 | Yes | Pulsed at 500 Hz; discolored with slag |
| Wire EDM | SS/0.61 | ϕ0.15 mm | 0.15 mm | ~ 25 | -- | N/A | ~ 60 4 | Some | Took too long to cut. Scrapped |
| LPBF Moog Inc. | Al/0.51 | 30 μm 5 | 30 μm | long | N/A | N/A | 300 4 + 30 6 | N/A | Model EOS 290 9 |
| LPBF Moog Inc.) | 17-4/0.64 | 40 μm 5 | 40 µm | long | N/A | N/A | 300 4 + 30 6 | N/A | Model SLM 280 10 |
| 3D printing (DMF) | GR/0.51 | 10 ~ 40 μm | 25 μm | Long | N/A | N/A | 35 4 | N/A | NanoArch-InP140/InS140 |
| 3D printing (DMF) | GR/1.02 | 10 ~ 40 μm | 25 μm | Long | N/A | N/A | 70 4 | N/A | NanoArch-InP140/InS140 |
| 3D printing (DMF) | HTL/ 0.51 | 10 ~ 40 μm | 25 μm | Long | N/A | N/A | 35 4 | N/A | NanoArch-InP140/InS140 |
| 3D printing (Formlabs) | Rigid resin/ 0.85 | 140 μm | 140 μm | Long | N/A | N/A | 180 4 | N/A | Form 2-Stereolithography (angled support) |
| 3D printing (Formlabs) | Rigid resin/ 0.85 | 140 μm | 140 μm | Long | N/A | N/A | 240 4 | N/A | Form 2-Stereolithography (vertical support) |
| Datron–Neo | Al/0.51 | ϕ0.76mm 7(flexure)/ϕ3mm 8 (perimeter) | 130 μm | ~ 30 | 1.0/1.5 | 38/32 | 6.0 2 | No | End mill diameter = gap width |
| Datron—Neo | Al/0.51 2 | ϕ0.48 mm 7(flexure)/ ϕ3mm 8 (perimeter) | 130 μm | ~ 30 | 0.3/1.5 | 38/32 | 16.2 4 | No | Gap too large with end mill diameter > gap width |
References
- Liu, H.T. “7M”advantage of abrasive waterjet for machining advanced materials. J. Manuf. Mater. Process. 2017, 1, 11. [Google Scholar] [CrossRef]
- Liu, H.T. Versatility of micro abrasive waterjet technology for machining nanomaterials. In Dekker Encyclopedia of Nanoscience and Nanotechnology, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2017; pp. 1–18. [Google Scholar] [CrossRef]
- Liu, H.T. Precision machining of advanced materials with abrasive waterjets. IOP Conf. Ser. Mater. Sci. Eng. 2017, 164, 012008. [Google Scholar] [CrossRef]
- Liu, H.T. Performance comparison of waterjet on meso-micro machining of waterjet, lasers, wire EDM, and CNC milling. Int. J. Emerg. Eng. Res. Technol. 2019, 7, 31–46. [Google Scholar]
- Wall, M. Inside NASA’s Plan to Catch an Asteroid (Bruce Willis not Required). April 2013. Available online: https://www.space.com/20612-nasa-asteroid-capture-mission-explained.html (accessed on 27 February 2020).
- Tate, K. How to Catch an Asteroid: NASA Mission Explained (Infographic). April 2013. Available online: https://www.space.com/20610-nasa-asteroid-capture-mission-infographic.html (accessed on 27 February 2020).
- Miller, D.S. New abrasive waterjet systems to complete with lasers. In Proceedings of the 2005 WJTA Conference and Exposition, Houston, TX, USA, 21–23 August 2005. [Google Scholar]
- Liu, H.T.; Hovanski, Y.; Caldwell, D.D.; Williford, R.E. Low-cost manufacturing of flow channels with multi-nozzle abrasive-waterjets: A feasibility investigation. In Proceedings of the 19th International Conference on Water Jetting, Nottingham, UK, 15–17 October 2008. [Google Scholar]
- Torres, C.D.; Heaney, P.J.; Sumant, A.V.; Hamilton, M.A.; Carpick, R.W.; Pfefferkorn, F.E. Analyzing the performance of diamond-coated micro end mills. Int. J. Mach. Tools Manuf. 2009, 49, 599–619. [Google Scholar] [CrossRef]
- Stugelmayer, E. Characterization of Process Induced Defects in Laser Powder Bed Fusion Processed Alsi10mg Alloy. Master’s Thesis, Montana Tech of University of Montana, Butte, MT, USA, 2018. [Google Scholar]
- Afkhami, S.; Dabiri, M.; Alavi, S.H.; Björk, T.; Salminen, A. Fatigue characteristics of steels manufactured by selective laser melting. Int. J. Fatigue 2019, 122, 72–83. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Improving the fatigue behavior of a selectively laser melted aluminum alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Liu, H.T.; Gnäupel-Herold, T.; Hovanski, Y.; Dahl, M.E. Fatigue performance enhancement of AWJ-machined aircraft aluminum with dry-grit blasting. In Proceedings of the 2009 American Waterjet Conference, Houston, TX, USA, 18–20 August 2009; p. 15. [Google Scholar]
- Liu, H.T.; Hovanski, Y.; Dahl, M.E. Machining of aircraft titanium with abrasive-waterjets for fatigue critical applications. ASME J. Press. Vessel Technol. 2012, 134, 011405. [Google Scholar] [CrossRef]
- D’Urso, P.; Effeney, D.; Earwaker, W.J.; Barker, T.; Redmond, M.; Thompson, R.; Tomlinson, F. Custom cranioplasty using stereolithography and acrylic. Br. J. Plast. Surg. 2000, 53, 200–204. [Google Scholar] [CrossRef] [PubMed]
- Ehrlich, D.; Silverman, S.; Aucoin, R.; Burns, M. Laser etching for flip-chip de-bug and inverse stereolithography for MEMS. Solid State Technol. 2001, 44, 145. [Google Scholar]
- Liu, H.T.; Cutler, V.; Raghavan, C.; Miles, P.; Webers, N. Advanced abrasive waterjet for precision multimode machining. In Abrasive Technology—Characteristics and Applications; Rudawska, A., Ed.; Intech Open Access Publisher: Rijeka, Croatia, 2018; pp. 39–64. ISBN 978-953-307-906-6. [Google Scholar]
- Liu, H.T.; McNiel, D. Versatility of waterjet technology: From macro and micro machining for most materials. In Proceedings of the 20th International Conference on Water Jetting, Graz, Austria, 20–22 October 2010. [Google Scholar]
- Nata Rajan, Y.; Murugesan, P.K.; Mohan, M.; Khan, S.A.N.A. Abrasive water jet machining process: A state of art of review. J. Manuf. Process. 2020, 49, 271–322. [Google Scholar] [CrossRef]
- Liu, H.T.; Schubert, E. Micro abrasive-waterjet technology (Chapter Title). In Micromachining Techniques for Fabrication of Micro and Nano Structures; Kahrizi, M., Ed.; Intech Open Access Publisher: London, UK, 2012; pp. 205–234. ISBN 978-953-307-906-6. [Google Scholar]





























| Cut Parameters | Speed mm/s | Power % | Gas Pressure MPa | Height mm | Frequency Hz | Focal Offset mm |
| 2.5 | 15 | 0.41 | 0.76 | 500 | −0.76 | |
| Pierce Parameters | Pulses | Power % | Pressure MPa | Height mm | Frequency Hz | Duration ms |
| 1 | 10 | 0.41 | 1.52 | 500 | 12 |
| Metal Flexures | Aluminum Alloy | Stainless Steel |
|---|---|---|
| Powder Materials Used | AlSi10Mg | 17-4 PH Stainless Steel |
| Equipment-Manufacturers | EOS 290 | SLM 280, twin laser |
| Laser Power (W) | 350 | 220 |
| Volume Scan Speed (mm/s) | 1650 | 750 |
| Volume Hatch Spacing (mm) | 0.13 | 0.11 |
| Layer Thickness (µm) | 30 | 40 |
| Part Thickness (mm) § | 0.51 | 0.64 |
| Wire EDM-Mistsubishi MV2400S | Wire Dia. 0.25 mm, ~30 min per part | |
| Build Time (hrs) | ~5 | ~5 |
| Heat Treatment ¥ (°C/hrs) | 300/3 | 1150/1.5 |
| Tools for Removal of Support Structure | Pliers, custom fixture and pneumatic cutoff wheel | |
| Resin | GR (Hard) | HTL |
|---|---|---|
| Tensile Strength | 85 MPa | 79.3 MPa |
| Elasticity Modulus | 3.8 GPa | 4.2 GPa |
| Elongation at Break | 3% | 2.23% |
| Bending Strength | 97.4 MPa | 120.6 MPa |
| Flexure Modulus | 3.2 GPa | 3.96 GPa |
| Impact Strength | 47.5 J/m | 30 J/m |
| Distortion Temperature 45 MPa | 102 °C | 140.7 °C |
| Scale (%) | Article No. | Ø End Mill (mm) | RPM (x1000) | Feed XY (mm/min) | Feed Z (mm/min) | D.O.C. ¥ (mm) | W.O.C. § (mm) | Cycle Time |
|---|---|---|---|---|---|---|---|---|
| 100 | N/A | 0.76 | 38 | 1016 | 254 | 0.127 | 0.76 | 6 min 1 s |
| 50 | 0068005KK | 0.48 | 38 | 305 | 127 | 0.076 | 0.48 | 16 min 12 s |
| Reference and Tools | Jet/Tool Diameter (mm) | Width of Flexure Element (mm) | Gap Between Element (mm) | Sum of Element and Gap Width (mm) | Comment |
|---|---|---|---|---|---|
| Designed | N/A | 0.25 | 0.38 | 0.63 | |
| Zund | 0.38 | 0.24 | 0.39 | 0.62 | |
| MicroMAX (4/8) | 0.25 | 0.26 | 0.37 | 0.63 | |
| Datron (neo) | 0.48 | 0.16 | 0.46 | 0.62 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.-T.; Gershenfeld, N. Performance Comparison of Subtractive and Additive Machine Tools for Meso-Micro Machining. J. Manuf. Mater. Process. 2020, 4, 19. https://doi.org/10.3390/jmmp4010019
Liu H-T, Gershenfeld N. Performance Comparison of Subtractive and Additive Machine Tools for Meso-Micro Machining. Journal of Manufacturing and Materials Processing. 2020; 4(1):19. https://doi.org/10.3390/jmmp4010019
Chicago/Turabian StyleLiu, (Peter) H.-T., and Neil Gershenfeld. 2020. "Performance Comparison of Subtractive and Additive Machine Tools for Meso-Micro Machining" Journal of Manufacturing and Materials Processing 4, no. 1: 19. https://doi.org/10.3390/jmmp4010019
APA StyleLiu, H.-T., & Gershenfeld, N. (2020). Performance Comparison of Subtractive and Additive Machine Tools for Meso-Micro Machining. Journal of Manufacturing and Materials Processing, 4(1), 19. https://doi.org/10.3390/jmmp4010019