Process Forces Analysis and a New Feed Control Strategy for Drilling of Unidirectional Carbon Fiber Reinforced Plastics (UD-CFRP)

Abstract
1. Introduction and State of the Art
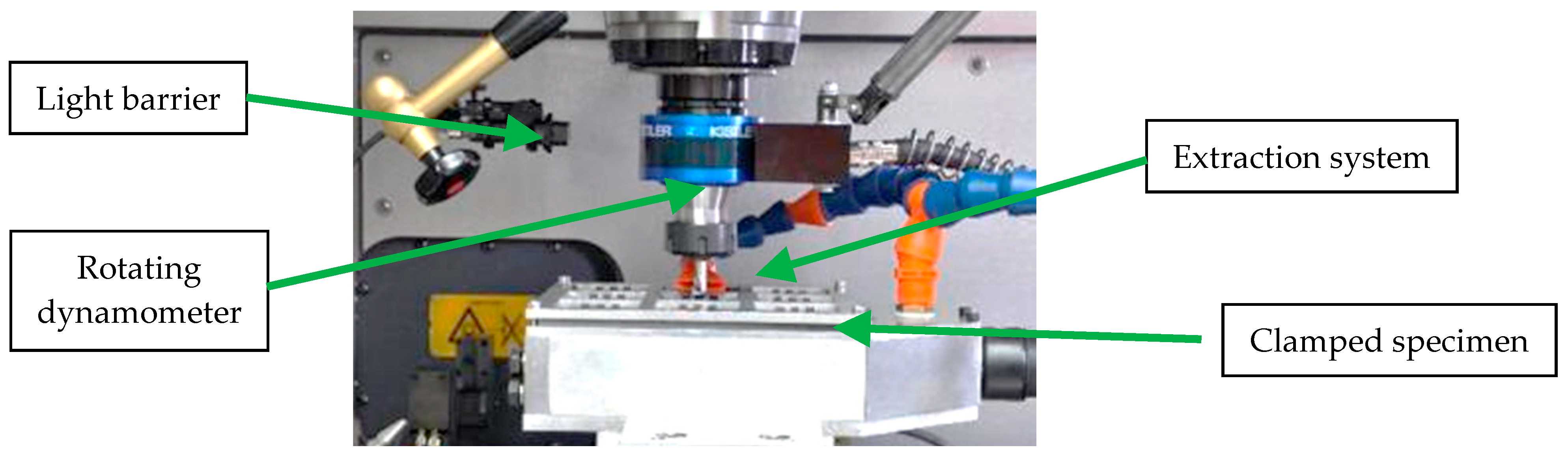
2. Experimental Setup
3. Results
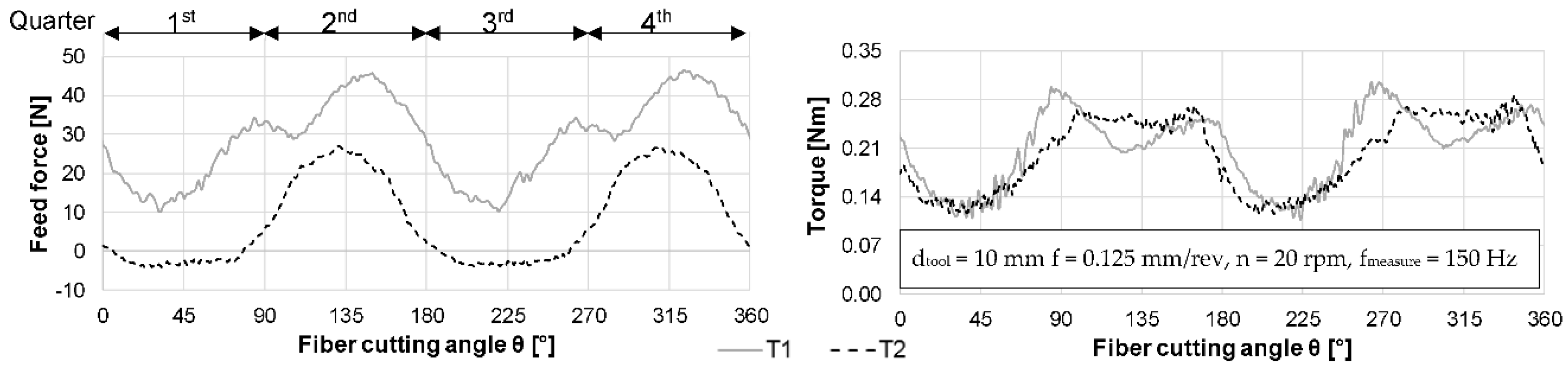
3.1. Comparison of the Different Drill Geometries
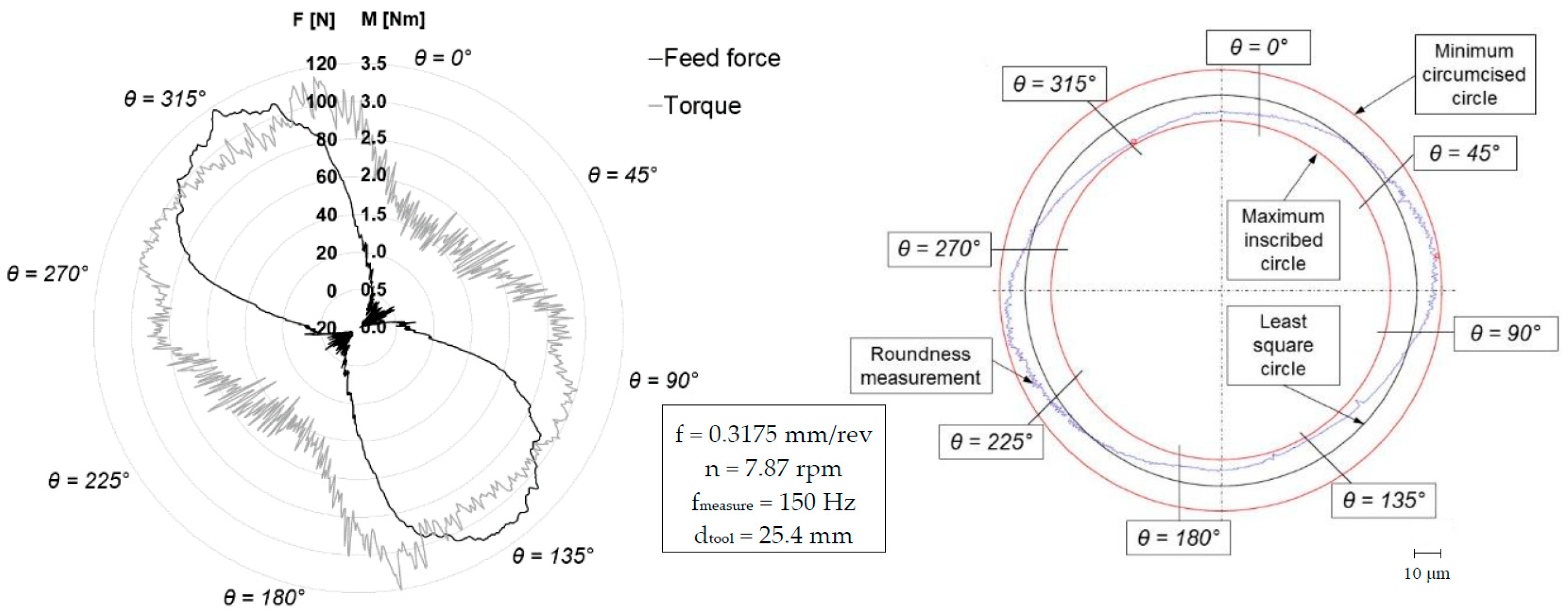
3.2. Bore Quality
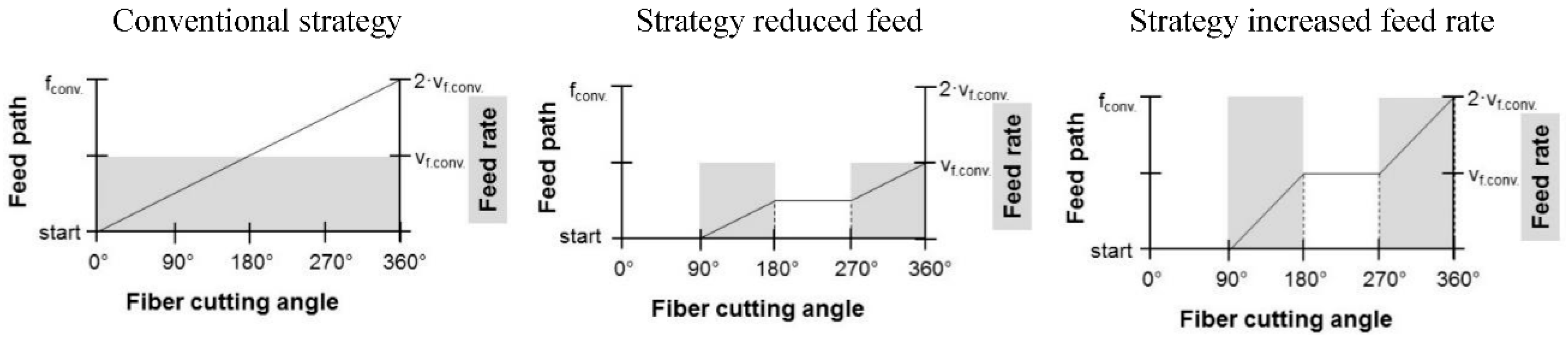
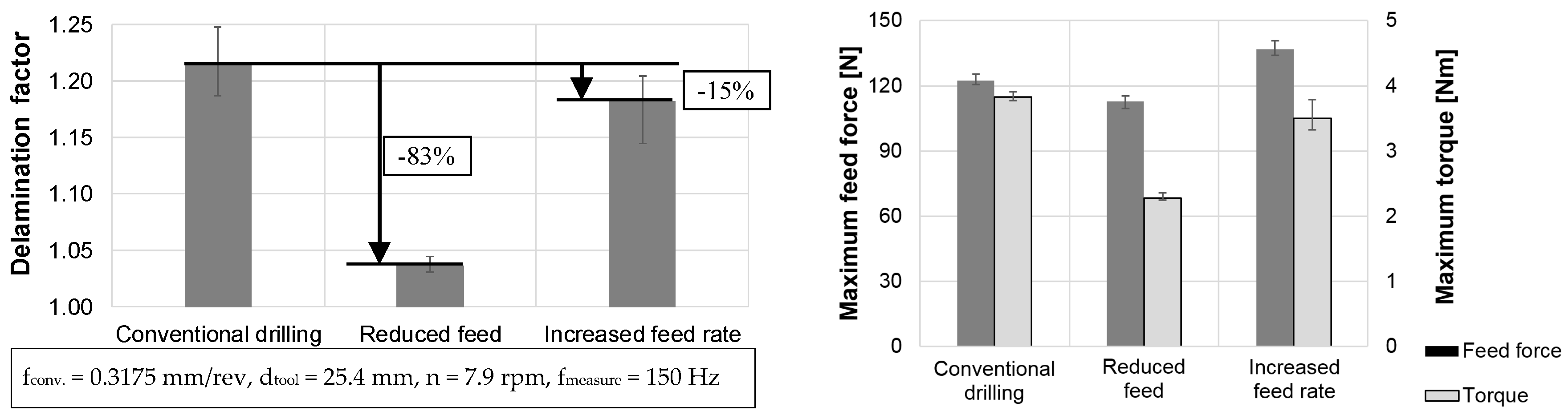
3.3. Strategy for Drilling in UD-CFRP
4. Summary, Conclusions, and Outlook
- Very different chip formation mechanisms appear during one drill revolution, whereby the 1st and the 3rd quarter are critical due to the resulting surface and machining quality.
- A large rake angle induces good quality at bore exit, but poor quality on the upper side of the composite material.
- The machined bore has an eccentricity related to surface quality, delamination, and fiber cutting angle.
- Using an adapted feed strategy, the delamination can be reduced by up to 83%.
Author Contributions
Funding
Conflicts of Interest
References
- Teti, R. Machining of Composite Materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Pfeifroth, T. Beitrag zur Verbesserung der Spanenden Bohrbearbeitung von CFK auf Basis von Schädigungsmechanismen. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2014. [Google Scholar]
- Eneyew, E.D.; Ramulu, M. Experimental study of surface quality and damage when drilling unidirectional CFRP composites. J. Mater. Res. Technol. 2014, 3, 354–362. [Google Scholar] [CrossRef]
- Haeger, A.; Meinhard, D.; Lissek, F.; Kaufeld, M.; Hoffmann, M.J.; Schneider, G.; Knoblauch, V. Interaction between laminate quality, drilling-induced delamination and mechanical properties in machining of carbon fibre reinforced plastic (CFRP). Materialwissenschaft und Werkstofftechnik 2016, 47, 997–1014. [Google Scholar] [CrossRef]
- Hejjaji, A.; Singh, D.; Kubher, S.; Kalyanasundaram, D.; Gururaja, S. Machining damage in FRPs. Compos. Part A Appl. Sci. Manuf. 2016, 82, 42–52. [Google Scholar] [CrossRef]
- Hintze, W.; Hartmann, D.; Schütte, C. Occurrence and propagation of delamination during the machining of carbon fibre reinforced plastics (CFRPs)—An experimental study. Compos. Sci. Technol. 2011, 71, 1719–1726. [Google Scholar] [CrossRef]
- Hintze, W.; Hartmann, D. Modeling of Delamination During Milling of Unidirectional CFRP. Procedia CIRP 2013, 8, 444–449. [Google Scholar] [CrossRef]
- Liu, D.; Tang, Y.; Cong, W.L. A review of mechanical drilling for composite laminates. Compos. Struct. 2012, 94, 1265–1279. [Google Scholar] [CrossRef]
- Chen, W.-C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int. J. Mach. Tools Manuf. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Davim, J.P.; Rubio, J.C.; Abrao, A.M. A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos. Sci. Technol. 2007, 67, 1939–1945. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 45, 1185–1196. [Google Scholar] [CrossRef]
- Pramod, R.; Basavarajappa, J.; Davim, J. A review on investigations in drilling of fiber reinforced plastics. In Machinability of Fibre-Reinforced Plastics; De Gruyter: Berlin, Germany; München, Deutschland; Boston, MA, USA, 2015. [Google Scholar]
- Heisel, U.; Pfeifroth, T. Influence of Point Angle on Drill Hole Quality and Machining Forces when Drilling CFRP. Procedia CIRP 2012, 1, 471–476. [Google Scholar] [CrossRef]
- Aurich, J.C.; Kirsch, B.; Müller, C.; Heberger, L. Quality of Drilled and Milled Rivet Holes in Carbon Fiber Reinforced Plastics. Procedia CIRP 2014, 24, 56–61. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos. Struct. 2003, 59, 481–487. [Google Scholar] [CrossRef]
- Abrão, A.M.; Rubio, J.C.; Faria, P.E.; Davim, J.P. The effect of cutting tool geometry on thrust force and delamination when drilling glass fibre reinforced plastic composite. Mater. Des. 2008, 29, 508–513. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Rubio, J.C.; Correia, A.E.; Abrao, A.M.; Davim, J.P. Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites. J. Mater. Proc. Technol. 2008, 203, 431–438. [Google Scholar] [CrossRef]
- Abrão, A.M.; Faria, P.E.; Rubio, J.C.; Reis, P.; Davim, J.P. Drilling of fiber reinforced plastics: A review. J. Mater. Proc. Technol. 2007, 186, 1–7. [Google Scholar] [CrossRef]
- Pecat, O.; Rentsch, R.; Brinksmeier, E. Influence of Milling Process Parameters on the Surface Integrity of CFRP. Procedia CIRP 2012, 1, 466–470. [Google Scholar] [CrossRef]
- Karpat, Y.; Bahtiyar, O. Comparative Analysis of PCD Drill Designs during Drilling of CFRP Laminates. Procedia CIRP 2015, 31, 316–321. [Google Scholar] [CrossRef]
- Grilo, T.J.; Paulo, R.M.F.; Silva, C.R.M.; Davim, J.P. Experimental delamination analyses of CFRPs using different drill geometries. Compos. Part B Eng. 2013, 45, 1344–1350. [Google Scholar] [CrossRef]
- Henerichs, M.; Voss, R.; Kuster, F.; Wegener, K. Machining of carbon fiber reinforced plastics: Influence of tool geometry and fiber orientation on the machining forces. CIRP J. Manuf. Sci. Technol. 2014, 9, 136–145. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. The effect of chisel length and associated pilot hole on delamination when drilling composite materials. Int. J. Mach. Tools Manuf. 2003, 43, 1087–1092. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos. Struct. 2018, 186, 154–164. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. Effects of special drill bits on drilling-induced delamination of composite materials. Int. J. Mach. Tools Manuf. 2006, 46, 1403–1416. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Parametric study on thrust force of core drill. J. Mater. Proc. Technol. 2007, 192, 37–40. [Google Scholar] [CrossRef]
- De Lacalle, L.L.; Lamikiz, A.; Sánchez, J.A.; De Bustos, I.F. Recording of real cutting forces along the milling of complex parts. Mechatronics 2006, 16, 21–32. [Google Scholar] [CrossRef]
- Schütte, C. Bohren und Hobeln von Kohlenstofffaserverstärkten Kunststoffen unter besonderer Berücksichtigung der Schneide-Faser-Lage. Ph.D. Thesis, Technische Universität Hamburg-Harbug, Hamburg, Germany, 2014. [Google Scholar]
- Lopresto, V.; Caggiano, A.; Teti, R. High Performance Cutting of Fibre Reinforced Plastic Composite Materials. Procedia CIRP 2016, 46, 71–82. [Google Scholar] [CrossRef]
- Wang, X.M.; Zhang, L.C. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int. J. Mach. Tools Manuf. 2003, 10, 1015–1022. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, K.; Cheng, H.; Qi, Z.; Meng, Q. A cutting force predicting model in orthogonal machining of unidirectional CFRP for entire range of fiber orientation. Int. J. Adv. Manuf. Technol. 2016, 89, 833–846. [Google Scholar] [CrossRef]
- Voß, R. Fundamentals of Carbon Fibre Reinforced Polymer (CFRP) Machining. Ph.D. Thesis, ETH Zurich, Zürich, Switzerland, 2017. [Google Scholar]
- Lopez de Lacalle, N.; Lamikiz, A.; Campa, F.J.; Valdivielso, A.F.; Etxeberria, I. Design and Test of a Multitooth Tool for CFRP Milling. J. Compos. Mater. 2009, 43, 3275–3290. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool No. | Diameter dtool | Angles | Pilot Hole dpilot | Tool | Machine and Measurement | Fiber Cutting Angle (FCA) θ |
|---|---|---|---|---|---|---|
| T1 | 10 mm | σ = 85° γ ≈ 4° β ≈ 76° | 1.2 mm | Twist drill, solid carbide, uncoated, dry machining | DMG Mori DMC 850 V, Kistler rotating dynamometer 9170A |  |
| T2 | 10 mm | σ = 118° γ ≈ 38° β ≈ 40° | ||||
| T3 | 25.4 mm | σ = 118° γ ≈ 38° β ≈ 40° | 3.05 mm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sauer, K.; Dix, M.; Putz, M. Process Forces Analysis and a New Feed Control Strategy for Drilling of Unidirectional Carbon Fiber Reinforced Plastics (UD-CFRP). J. Manuf. Mater. Process. 2018, 2, 46. https://doi.org/10.3390/jmmp2030046
Sauer K, Dix M, Putz M. Process Forces Analysis and a New Feed Control Strategy for Drilling of Unidirectional Carbon Fiber Reinforced Plastics (UD-CFRP). Journal of Manufacturing and Materials Processing. 2018; 2(3):46. https://doi.org/10.3390/jmmp2030046
Chicago/Turabian StyleSauer, Konstantin, Martin Dix, and Matthias Putz. 2018. "Process Forces Analysis and a New Feed Control Strategy for Drilling of Unidirectional Carbon Fiber Reinforced Plastics (UD-CFRP)" Journal of Manufacturing and Materials Processing 2, no. 3: 46. https://doi.org/10.3390/jmmp2030046
APA StyleSauer, K., Dix, M., & Putz, M. (2018). Process Forces Analysis and a New Feed Control Strategy for Drilling of Unidirectional Carbon Fiber Reinforced Plastics (UD-CFRP). Journal of Manufacturing and Materials Processing, 2(3), 46. https://doi.org/10.3390/jmmp2030046