Design, Fabrication and Testing of the First 3D-Printed and Wet Metallized z-Axis Accelerometer †

 ,
,  ,
, 

{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Mechanical Design and Fabrication Process
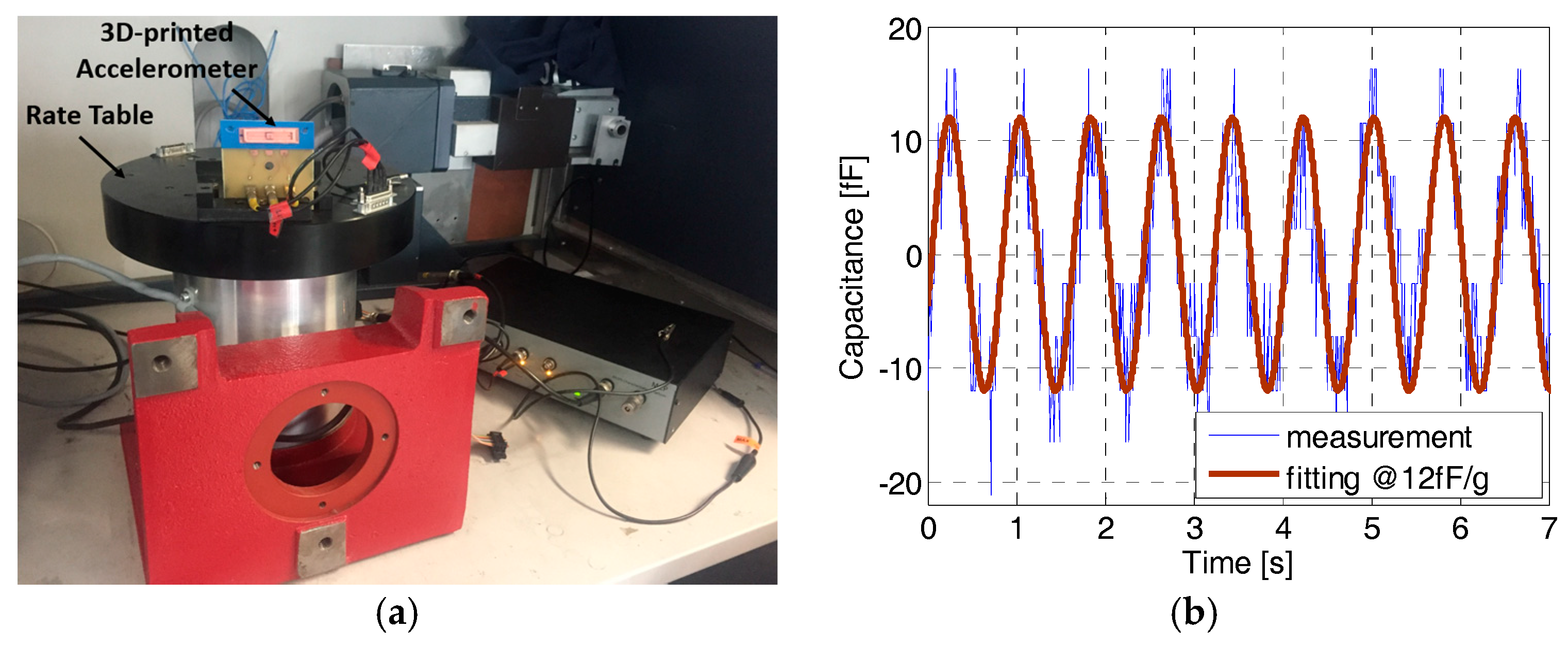
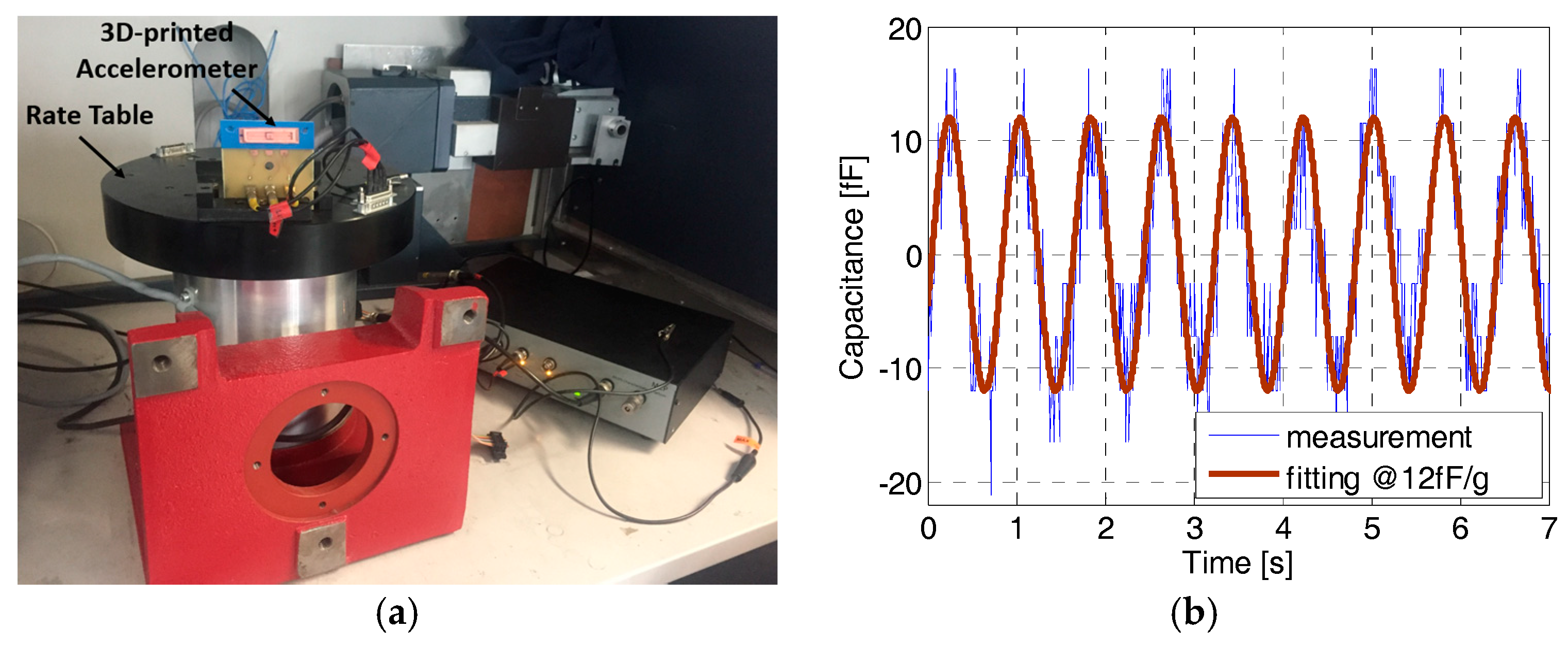
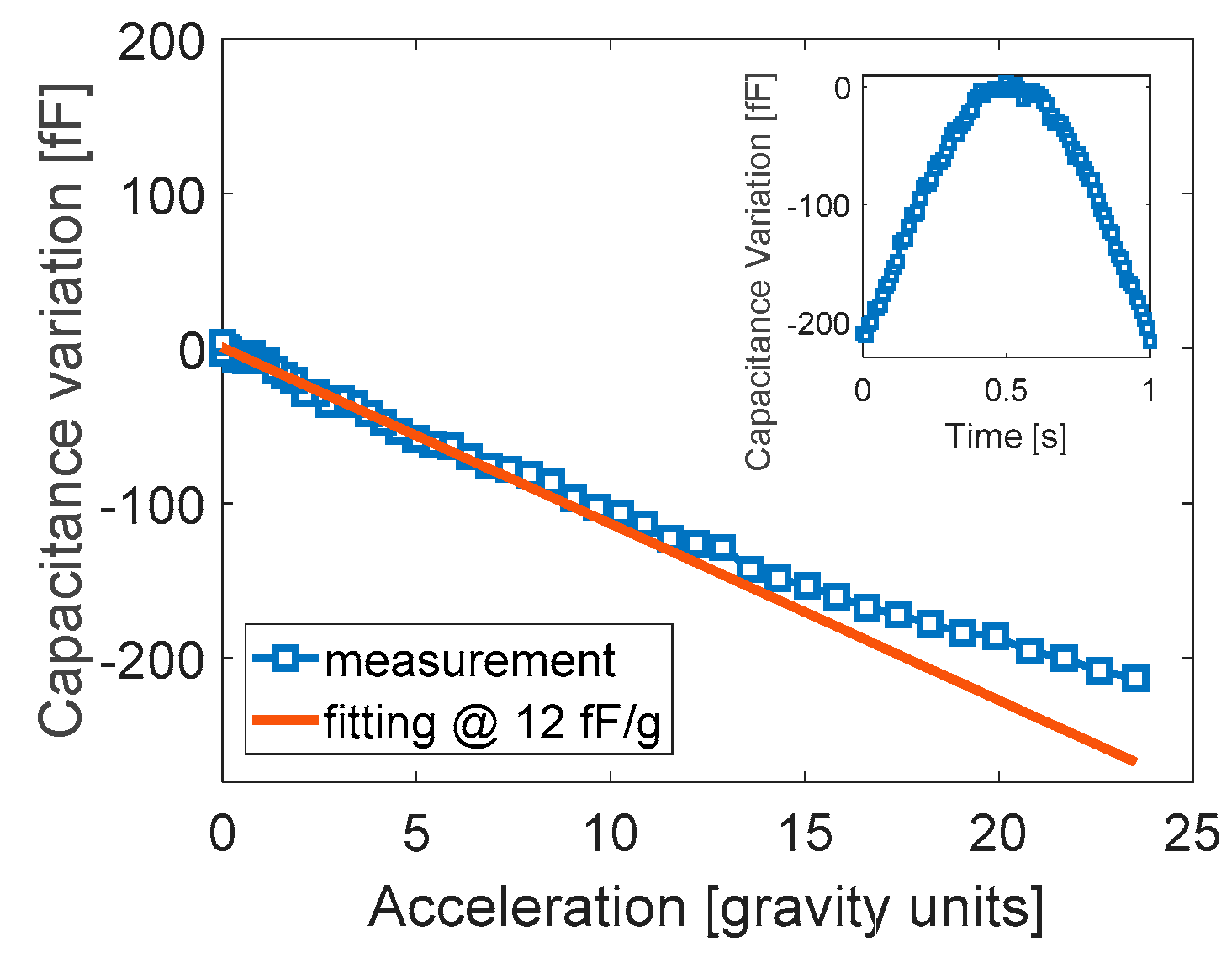
3. Experimental Measurements
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Corigliano, A.; De Masi, B.; Frangi, A.; Comi, C.; Villa, A.; Marchi, M. Mechanical characterization of polysilicon through on-chip tensile tests. J. Microelectromech. Syst. 2004, 13, 200–219. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2010; p. 474. [Google Scholar]
- Bernasconi, R.; Credi, C.; Tironi, M.; Levi, M.; Magagnin, L. Electroless metallization of stereolithographic photocurable resins for 3D printing of functional microdevices. J. Electrochem. Soc. 2017, 164, B3059–B3066. [Google Scholar] [CrossRef]
- Langfelder, G.; Tocchio, A. Differential Fringe-Field MEMS Accelerometer. IEEE Trans. Electron. Devices 2012, 59, 485–490. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Credi, C.; Zega, V.; Bernasconi, R.; Langfelder, G.; Cigada, A.; Magagnin, L.; Levi, M.; Corigliano, A. Design, Fabrication and Testing of the First 3D-Printed and Wet Metallized z-Axis Accelerometer. Proceedings 2017, 1, 614. https://doi.org/10.3390/proceedings1040614
Credi C, Zega V, Bernasconi R, Langfelder G, Cigada A, Magagnin L, Levi M, Corigliano A. Design, Fabrication and Testing of the First 3D-Printed and Wet Metallized z-Axis Accelerometer. Proceedings. 2017; 1(4):614. https://doi.org/10.3390/proceedings1040614
Chicago/Turabian StyleCredi, Caterina, Valentina Zega, Roberto Bernasconi, Giacomo Langfelder, Alfredo Cigada, Luca Magagnin, Marinella Levi, and Alberto Corigliano. 2017. "Design, Fabrication and Testing of the First 3D-Printed and Wet Metallized z-Axis Accelerometer" Proceedings 1, no. 4: 614. https://doi.org/10.3390/proceedings1040614
APA StyleCredi, C., Zega, V., Bernasconi, R., Langfelder, G., Cigada, A., Magagnin, L., Levi, M., & Corigliano, A. (2017). Design, Fabrication and Testing of the First 3D-Printed and Wet Metallized z-Axis Accelerometer. Proceedings, 1(4), 614. https://doi.org/10.3390/proceedings1040614