Automatic Defects Segmentation and Identification by Deep Learning Algorithm with Pulsed Thermography: Synthetic and Experimental Data




Abstract
1. Introduction
- (1)
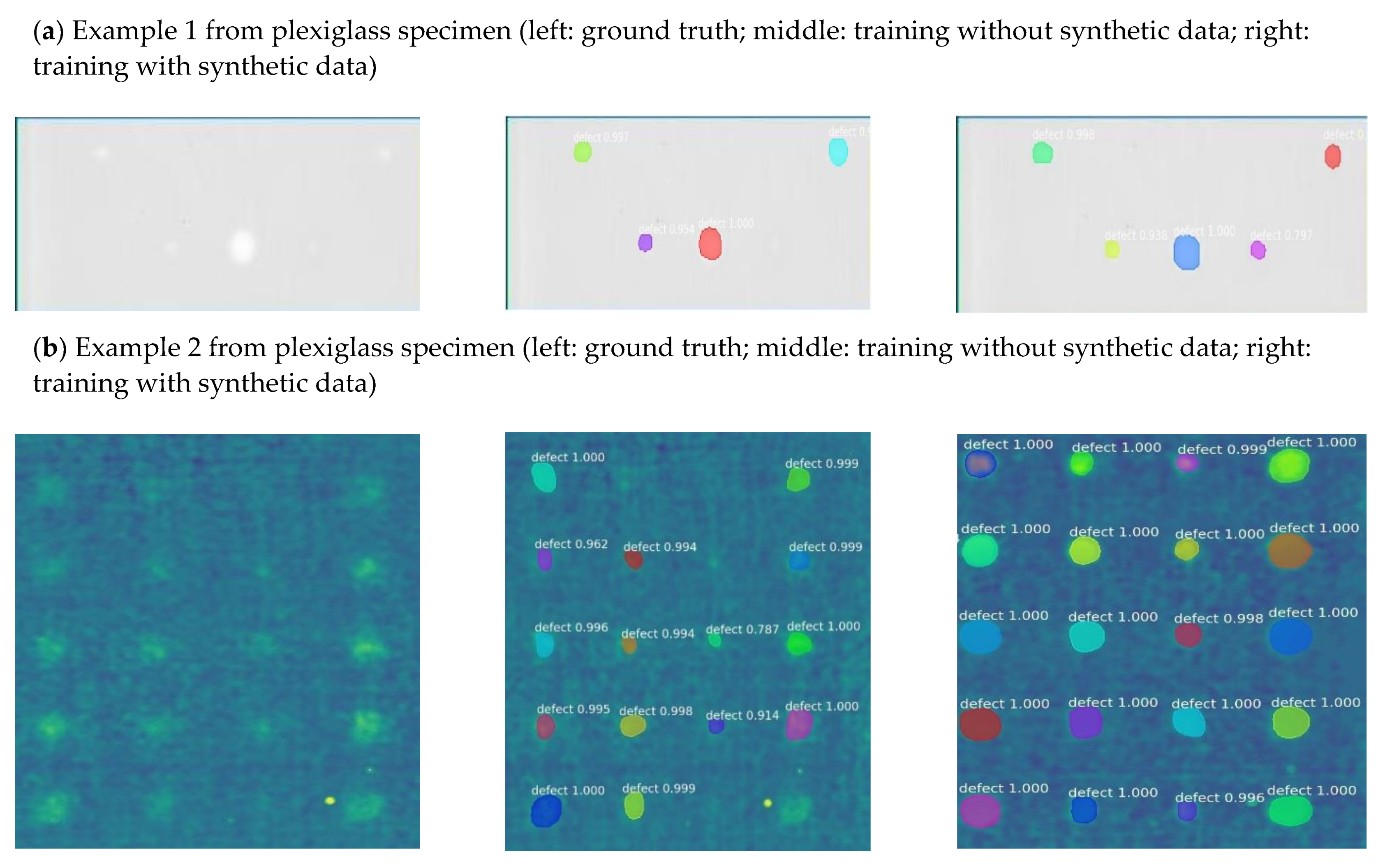
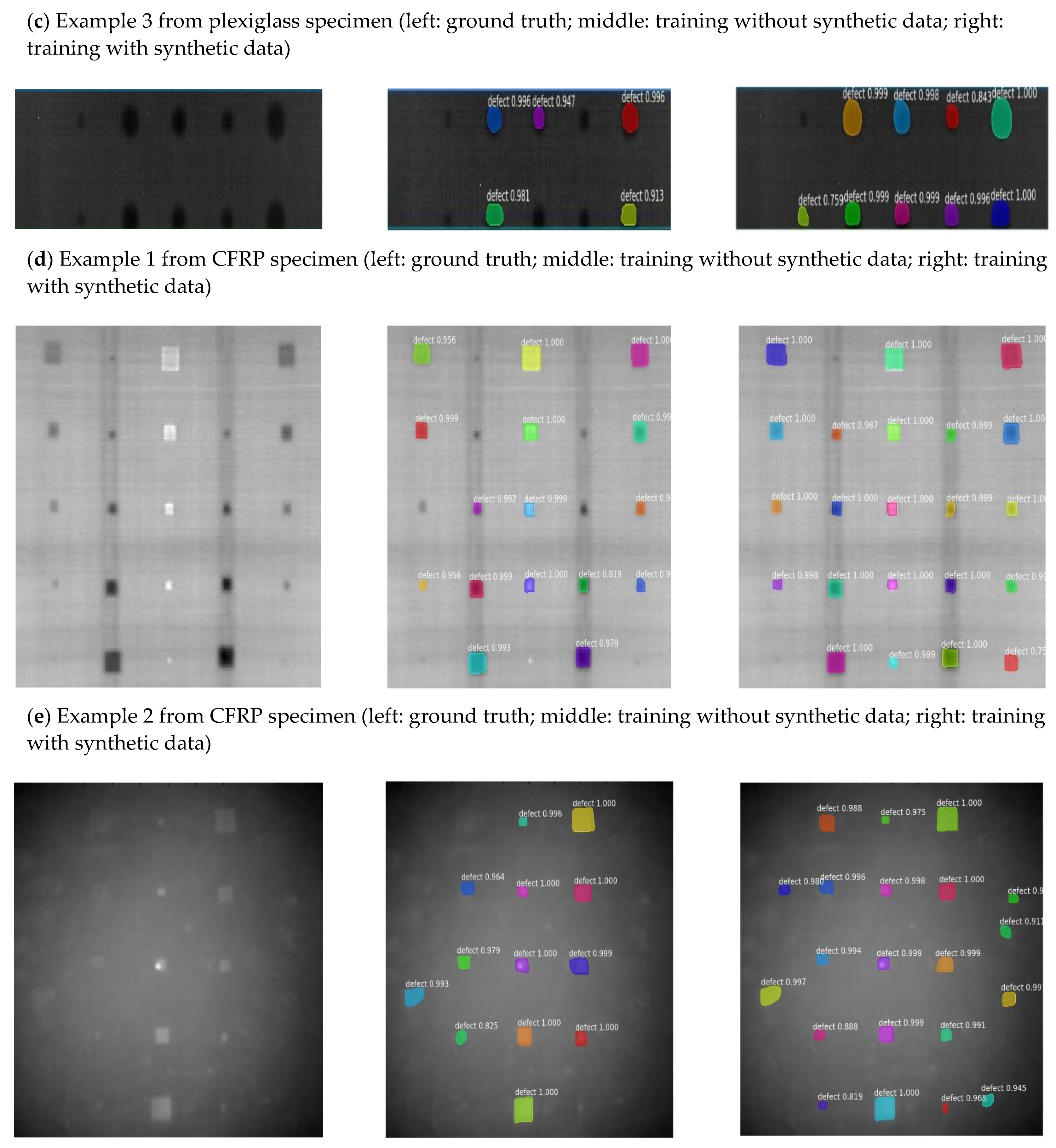
- By adapting a data augmentation strategy through the Synthetic Data Generation Pipeline (Finite Element Modeling), the proposed method effectively improves the performance of segmentation (capability for feature extraction as well as reducing the noise interference).
- (2)
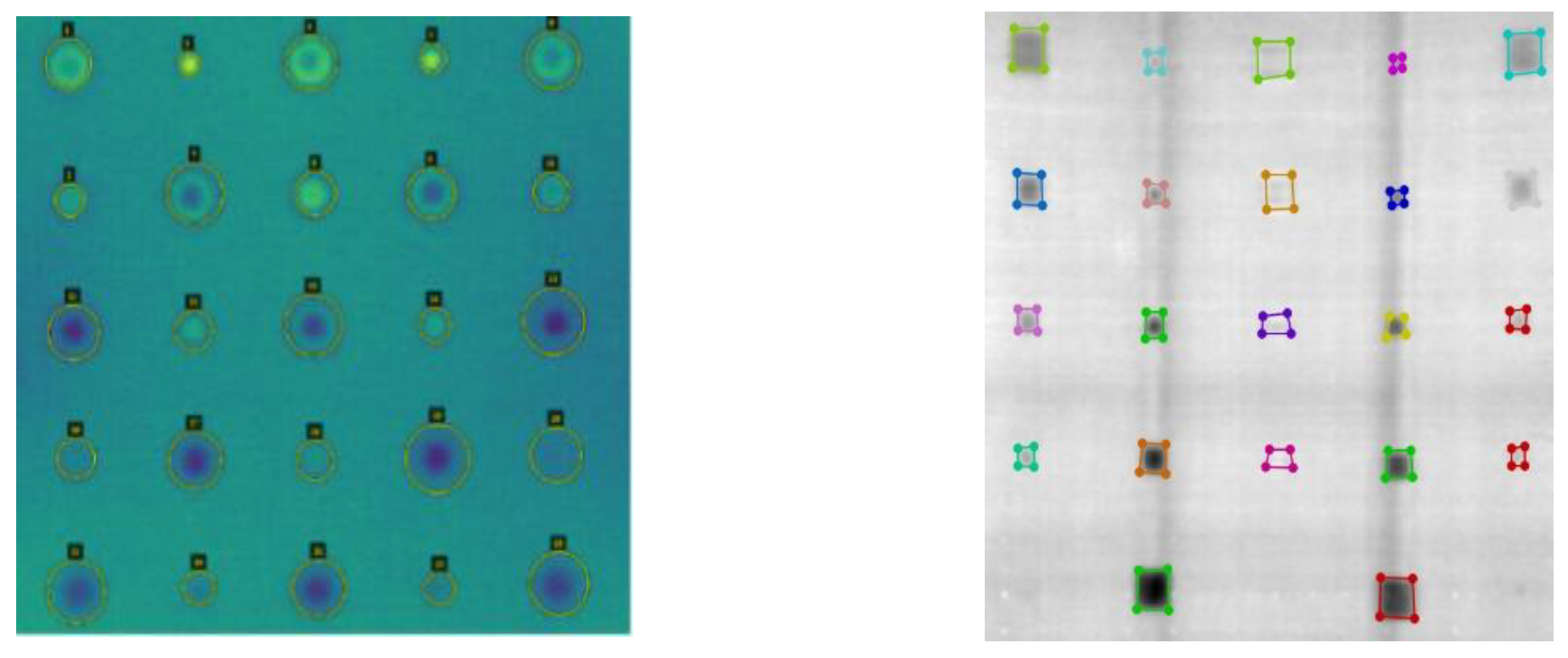
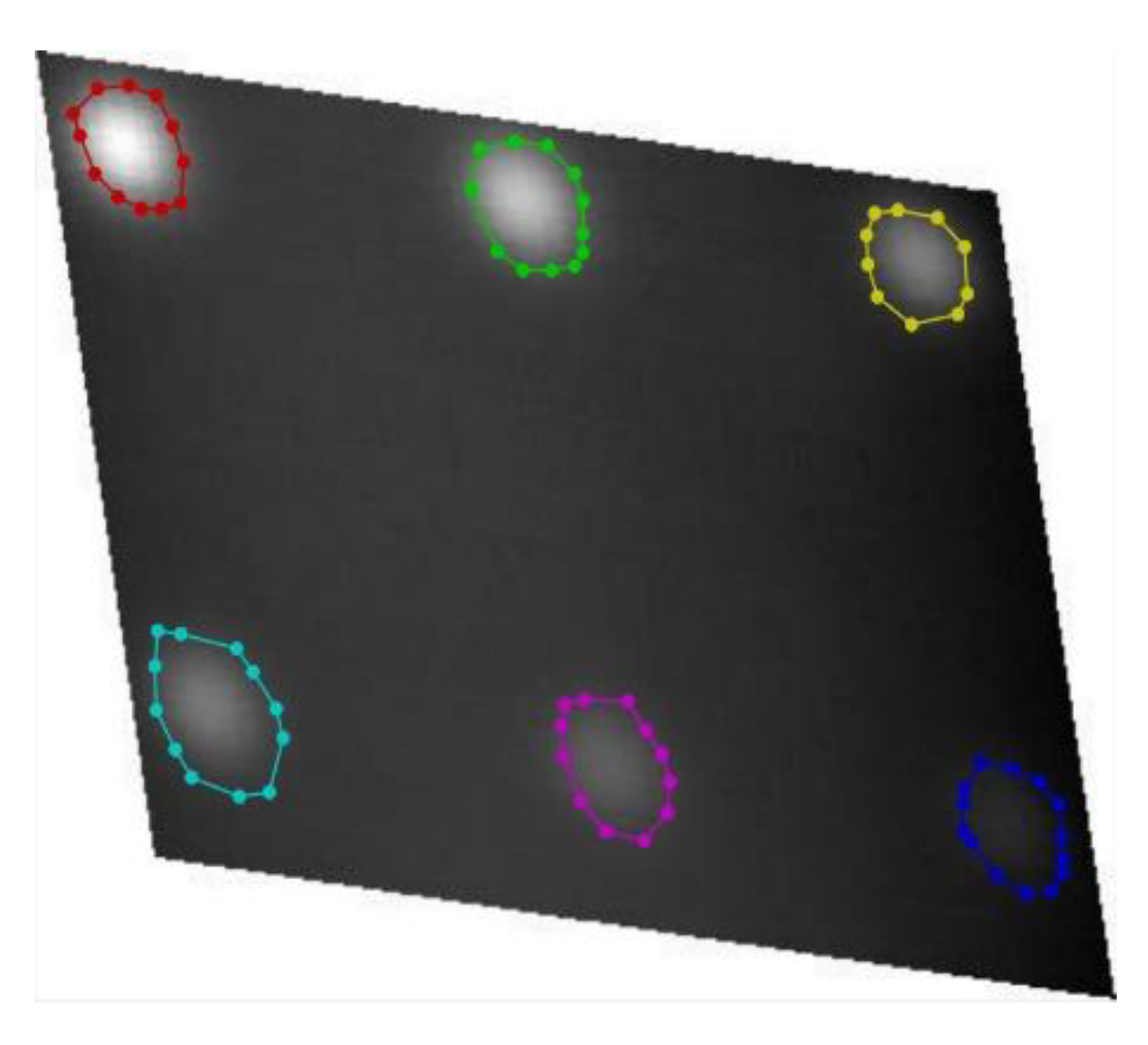
- An instance segmentation is introduced for defects segmentation and identification for each object of defects with different specimens to predict each irregular shape of defects instance in the input images at the pixel’s level.
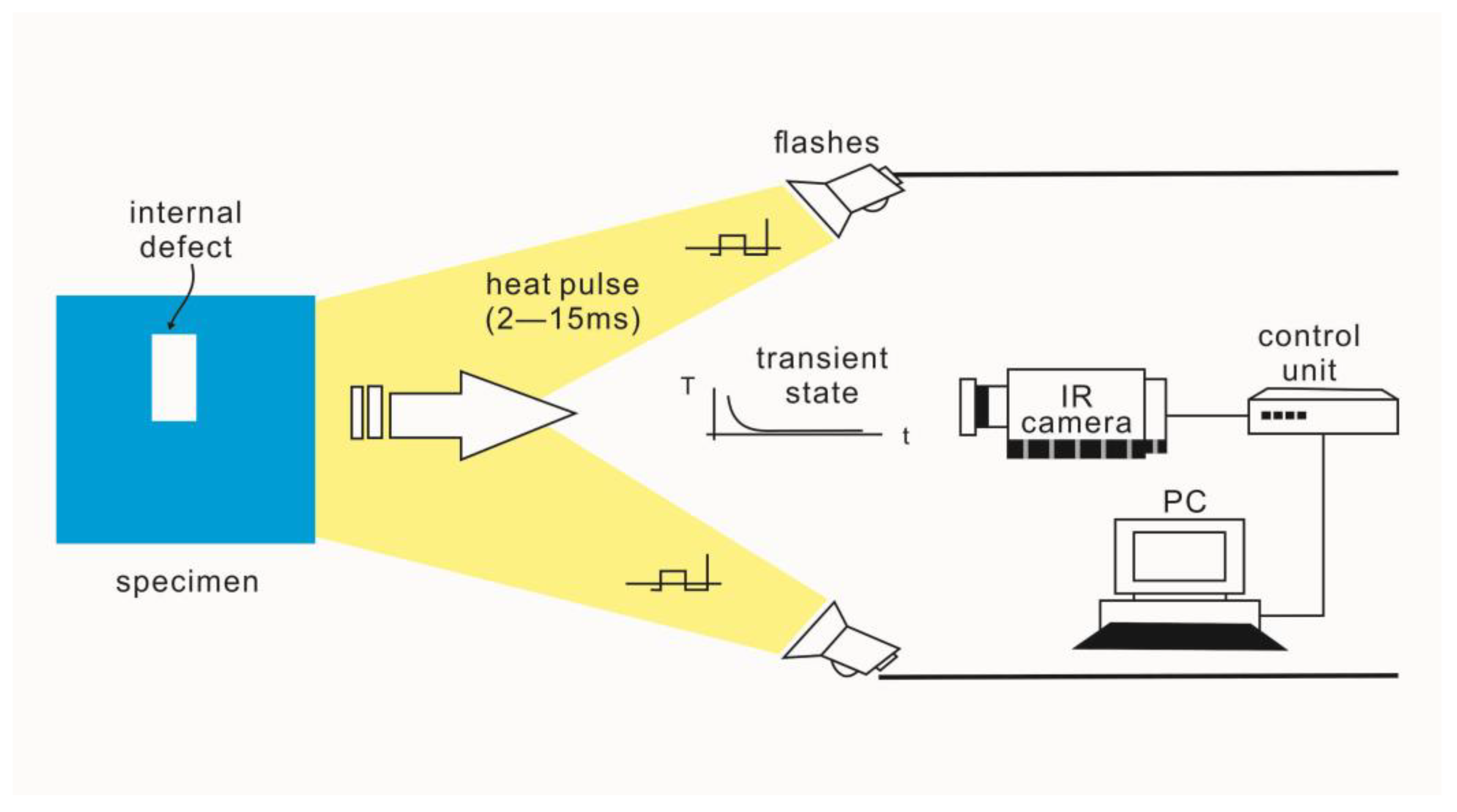
2. Thermophysical Consideration
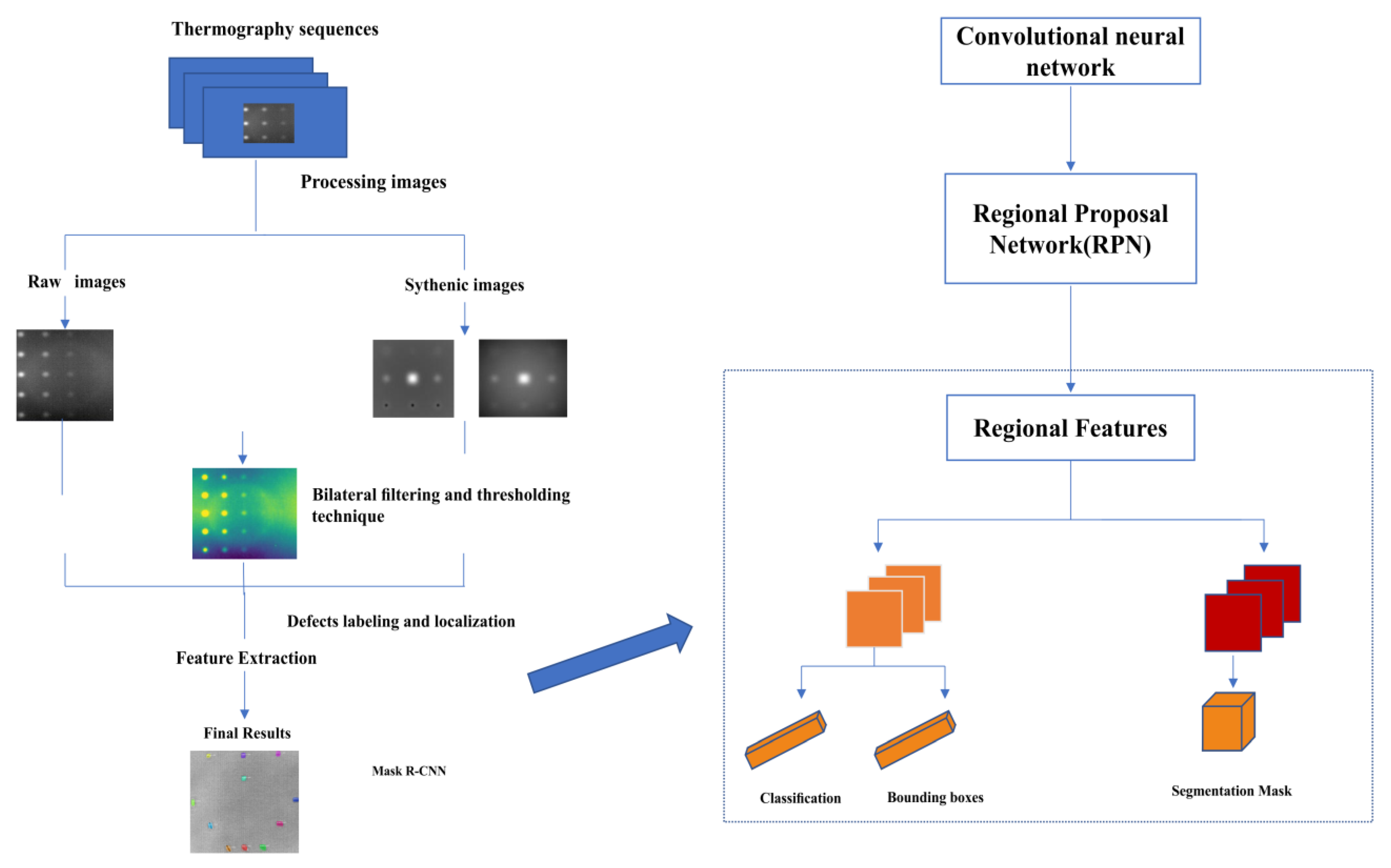
3. Automatic Defect Segmentation Strategy
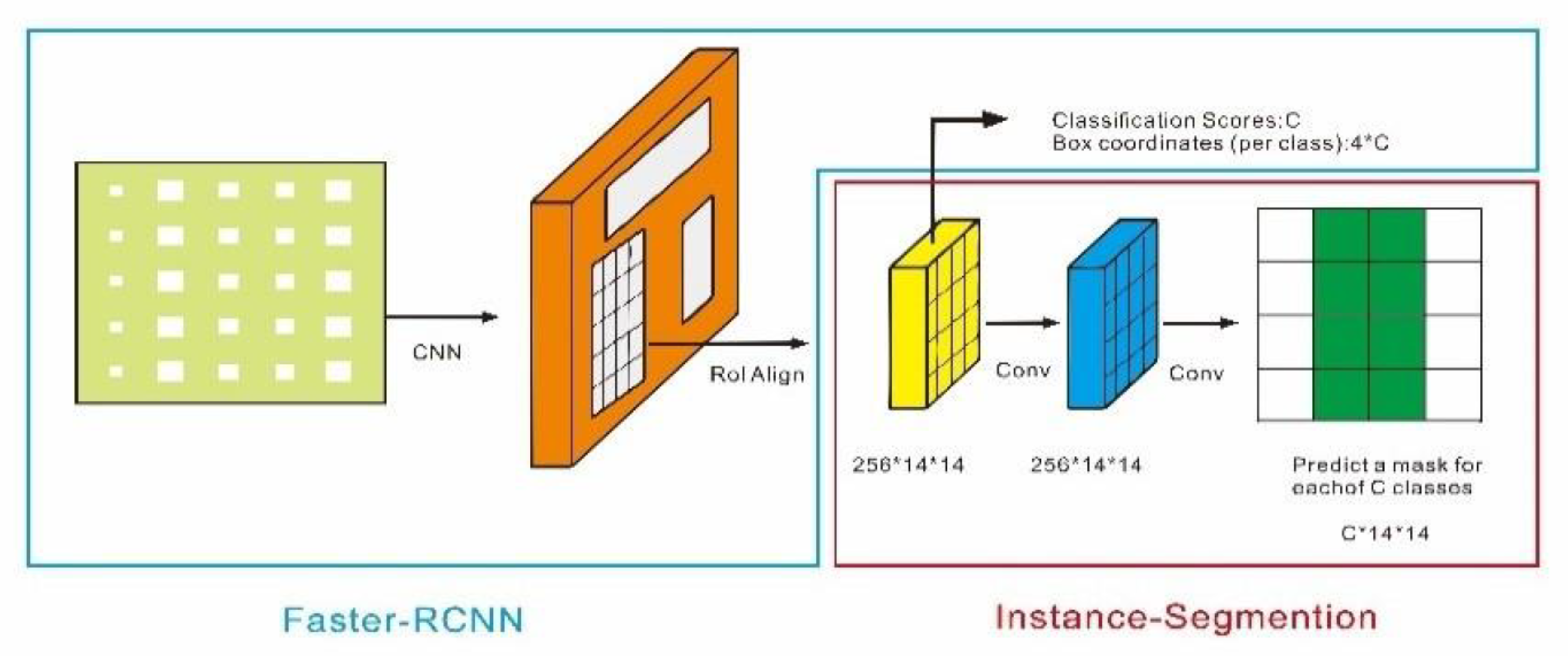
3.1. Mask-RCNN
- RPN_class_loss: The performance of objects can be separated from background via RPN;
- RPN_bounding_box_loss: The performance of RPN to specify the objects;
- Mrcnn_bounding_box_loss: The performance of Mask R-CNN specifying objects;
- Mrcnn_class_loss: The performance of classifying each class of object via Mask R-CNN;
- Mrcnn_mask_loss: The performance of segmenting objects via Mask R-CNN.
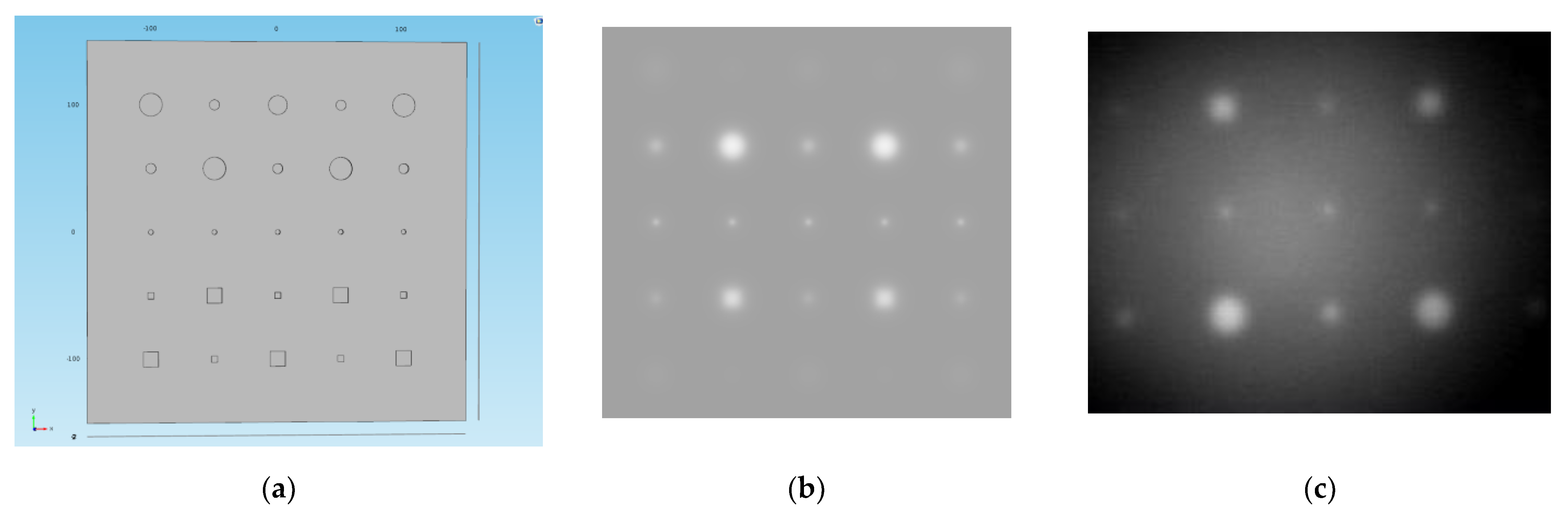
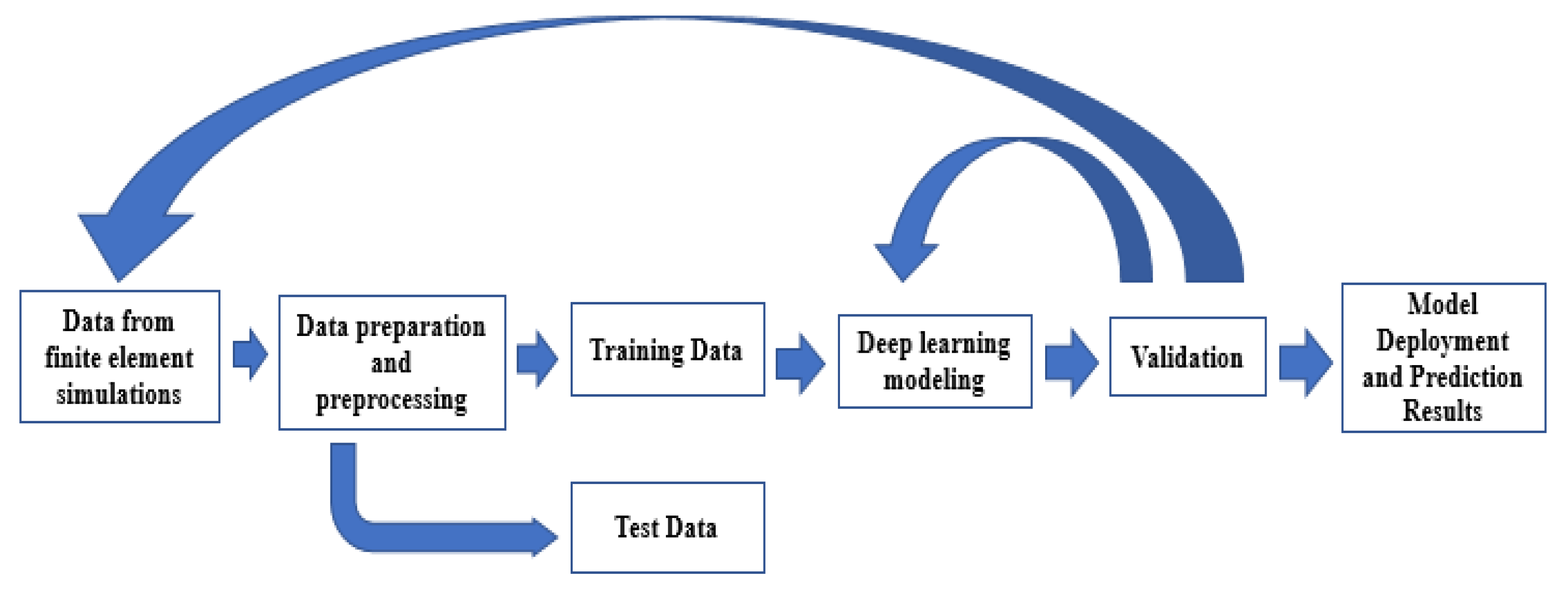
3.2. Synthetic Data Generation Pipeline
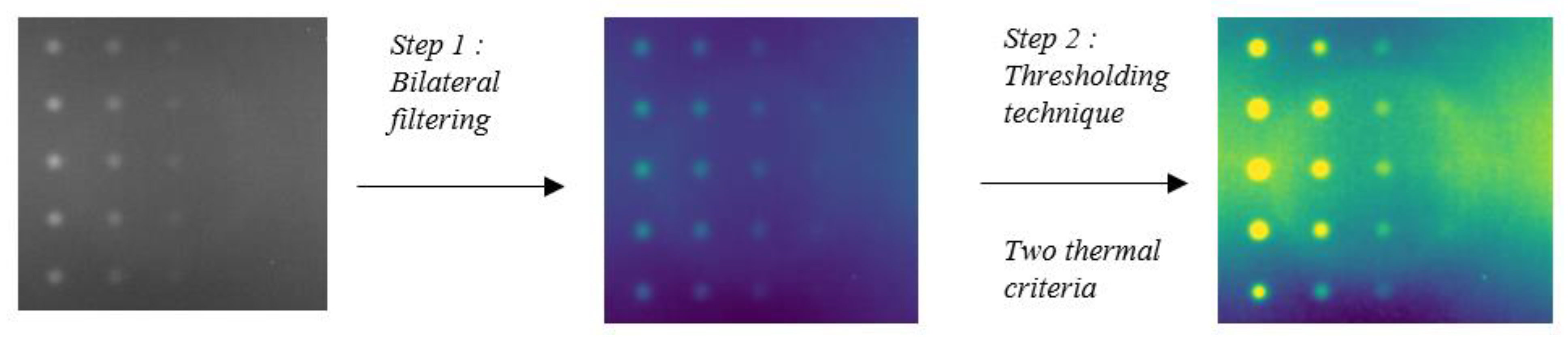
3.3. Automatic Preprocessing Stage
4. Dataset and Features
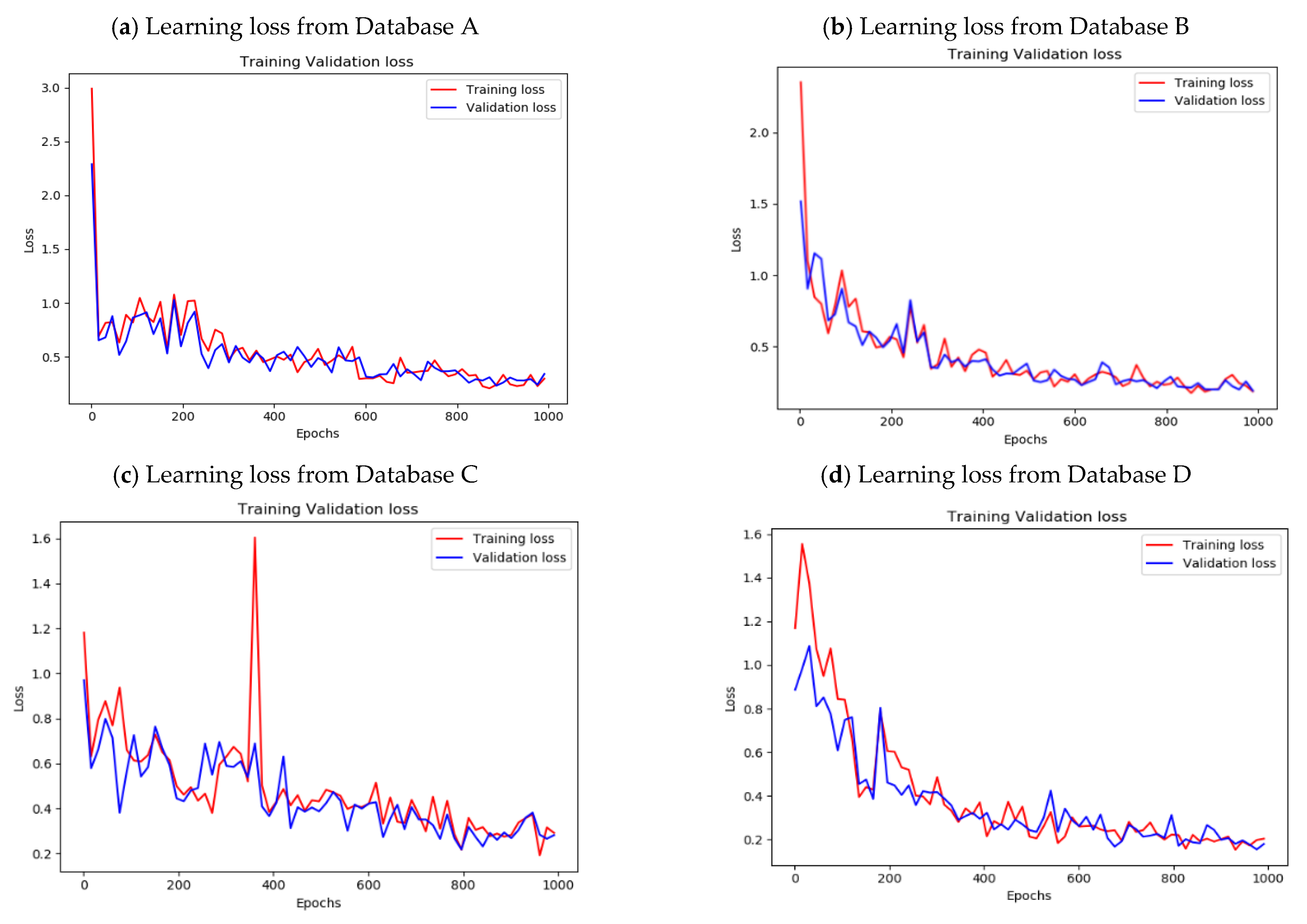
- Database A, C: (Original database) 100 raw thermal images from thermal sequences with corresponding time;
- Database B, D: (Mixed database) 100 raw thermal images with 100 new synthetic images; both selected from the same corresponding time;
5. Experimental Results and Implantation Details
5.1. Evaluation Metrics (Average Precision (AP) and Probability of Detection (POD))
5.2. Main Results Analysis and Discussion
5.2.1. Segmentation Results and Learning Curves
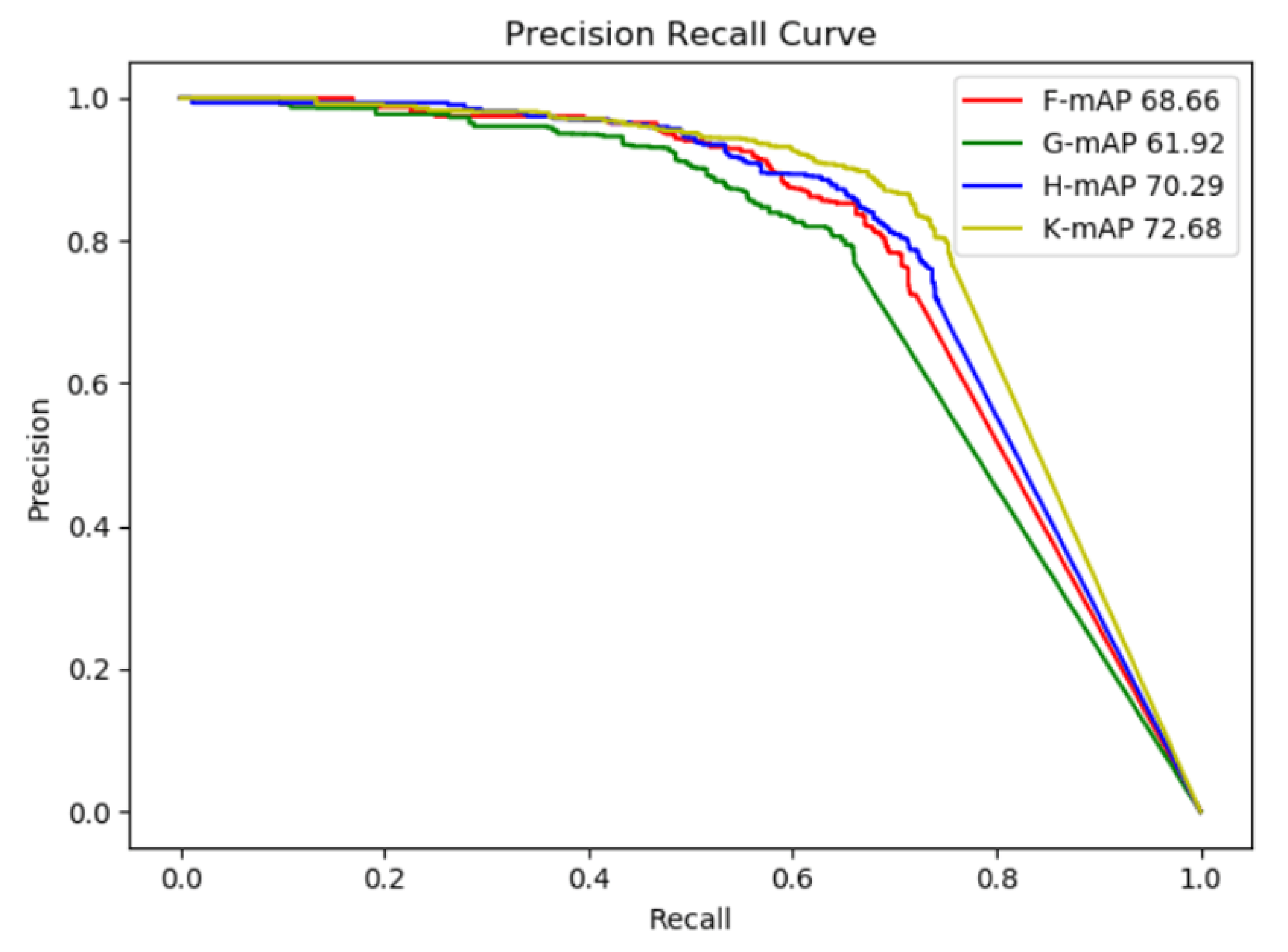
5.2.2. Precision–Recall Curves (PR Curves)
5.2.3. Evaluation with Probability of Detection
5.2.4. Defect Classification Analyses
5.2.5. The Comparisons with State-of-the-Art Deep Learning Detection Algorithms
6. Result Analysis and Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferguson, M.K.; Ronay, A.; Lee, Y.T.T.; Law, K.H. Detection and Segmentation of Manufacturing Defects with Convolutional Neural Networks and Transfer Learning. Smart Sustain. Manuf. Syst. 2018, 2. [Google Scholar] [CrossRef] [PubMed]
- Maldague, X.; Krapez, J.C.; Poussart, D. Thermographic nondestructive evaluation (NDE): An algorithm for automatic defect extraction in infrared images. IEEE Trans. Syst. Man Cybern. 1990, 20, 722–725. [Google Scholar] [CrossRef]
- Rajic, N. Principal Component Thermograph; Defence Science and Technology Organisation Victoria (Australia) Aeronautical and Maritime Research Lab: Fisherman’s Bend, VIC, Australia, 2002. [Google Scholar]
- Hu, J.; Xu, W.; Gao, B.; Tian, G.Y.; Wang, Y.Z.; Wu, Y.C.; Yin, Y.; Chen, J. Pattern deep region learning for crack detection in thermography diagnosis system. Metals 2018, 8, 612. [Google Scholar] [CrossRef]
- Fang, Q.; Nguyen, B.D.; Castanedo, C.I.; Duan, Y.X.; Xavier, M. Automatic Defect Detection in Infrared Thermography by Deep Learning Algorithm. Available online: https://www.spiedigitallibrary.org/conference-proceedings-of-spie/11409/2555553/Defects-detection-in-infrared-thermography-by-deep-learning-algorithm/10.1117/12.2555553.short?SSO=1 (accessed on 26 February 2021).
- Jia, F.; Lei, Y.; Guo, L.; Lin, J.; Xing, S. A neural network constructed by deep learning technique and its application to intelligent fault diagnosis of machines. Neurocomputing 2018, 272, 619–628. [Google Scholar] [CrossRef]
- Janssens, O.; Van de Walle, R.; Loccufier, M.; Van Hoecke, S. Deep learning for infrared thermal image based machine health monitoring. IEEE/ASME Trans. Mechatron. 2017, 23, 151–159. [Google Scholar] [CrossRef]
- Zhang, Y.; Fjeld, M. Condition Monitoring for Confined Industrial Process Based on Infrared Images by Using Deep Neural Network and Variants. Available online: https://www.researchgate.net/publication/340599990_Condition_Monitoring_for_Confined_Industrial_Process_Based_on_Infrared_Images_by_Using_Deep_Neural_Network_and_Variants (accessed on 26 February 2021).
- Torrey, L.; Shavlik, J. Transfer learning. In Handbook of Research on Machine Learning Applications and Trends: Algorithms, Methods, and Techniques; IGI global: Hershey, PA, USA, 2010; pp. 242–264. [Google Scholar]
- He, K.; Gkioxari, G.; Dollár, P.; Girshick, R. Mask r-cnn. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017; pp. 2961–2969. [Google Scholar] [CrossRef]
- Ren, S.; He, K.; Girshick, R.; Sun, J. Faster r-cnn: Towards real-time object detection with region proposal networks. In Proceedings of the Advances in Neural Information Processing Systems, Montreal, Canada, 7–12 December 2015; pp. 91–99. [Google Scholar] [CrossRef]
- Long, J.; Shelhamer, E.; Darrell, T. Fully convolutional networks for semantic segmentation. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 7–12 June 2015; pp. 3431–3440. [Google Scholar] [CrossRef]
- Ronneberger, O.; Fischer, P.; Brox, T. U-net: Convolutional networks for biomedical image segmentation. In Proceedings of the International Conference on Medical Image Computing and Computer-Assisted Intervention, Munich, Germany, 5–9 October 2015; Springer: Cham, Switzerland, 2015; pp. 234–241. [Google Scholar]
- Badrinarayanan, V.; Handa, A.; Cipolla, R. Segnet: A deep convolutional encoder-decoder architecture for robust semantic pixel-wise labelling. arXiv 2015, arXiv:1505.07293. [Google Scholar]
- Ren, M.; Zemel, R.S. End-to-end instance segmentation with recurrent attention. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017; pp. 6656–6664. [Google Scholar]
- Tremblay, J.; Prakash, A.; Acuna, D.; Brophy, M.; Jampani, V.; Anil, C.; To, T.; Cameracci, E.; Boochoon, S.; Birchfield, S. Training deep networks with synthetic data: Bridging the reality gap by domain randomization. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition Workshops, Salt Lake City, Utah, USA, 23 April 2018; pp. 969–977. [Google Scholar] [CrossRef]
- Richter, S.R.; Vineet, V.; Roth, S.; Koltun, V. Playing for data: Ground truth from computer games. In Proceedings of the European Conference on Computer Vision, Amsterdam, the Netherlands, 8–16 October 2016; Springer: Cham, Switzerland, 2016; pp. 102–118. [Google Scholar]
- McCormac, J.; Handa, A.; Leutenegger, S.; Davison, A.J. SceneNet RGB-D: 5M photorealistic images of synthetic indoor trajectories with ground truth. arXiv 2016, arXiv:1612.05079. [Google Scholar]
- Ibarra-Castanedo, C.; Maldague, X.P.V. Infrared Thermography. In Handbook of Technical Diagnostics; Springer: Berlin/Heidelberg, Germany, 2013; p. 826. [Google Scholar]
- Maldague, X. Theory and Practice of Infrared Technology for Non Destructive Testing; Wiley: New York, NY, USA, 2001; p. 684. [Google Scholar]
- Girshick, R. Fast r-cnn. In Proceedings of the IEEE International Conference on Computer Vision, Santiago, Chile, 7–13 December 2015; pp. 1440–1448. [Google Scholar] [CrossRef]
- Garcia-Garcia, A.; Orts-Escolano, S.; Oprea, S.; Villena-Martinez, V.; Garcia-Rodriguez, J. A review on deep learning techniques applied to semantic segmentation. arXiv 2017, arXiv:1704.06857. [Google Scholar]
- Kononenko, O.; Kononenko, I. Machine Learning and Finite Element Method for Physical Systems Modeling. arXiv 2018, arXiv:1801.07337. [Google Scholar]
- Beskos, D.E. Boundary element methods in dynamic analysis. Appl. Mech. Rev. 1987. [Google Scholar] [CrossRef]
- Chen, Z.; Xu, Y.; Zhang, Y. A construction of higher-order finite volume methods. Math. Comput. 2015, 84, 599–628. [Google Scholar] [CrossRef]
- Garrido, I.; Lagüela, S.; Sfarra, S.; Arias, P. Development of Thermal Principles for the Automation of the Thermographic Monitoring of Cultural Heritage. Sensors 2020, 20, 3392. [Google Scholar] [CrossRef] [PubMed]
- Russell, B.C.; Torralba, A.; Murphy, K.P.; Freeman, W.T. LabelMe: A database and web-based tool for image annotation. Int. J. Comput. Vis. 2008, 77, 157–173. [Google Scholar] [CrossRef]
- Robertson, S. A new interpretation of average precision. In Proceedings of the 31st Annual International ACM SIGIR Conference on Research and Development in Information Retrieval, Singapore, 20–24 July 2008; pp. 689–690. [Google Scholar] [CrossRef]
- Ahmad, J.; Akula, A.; Mulaveesala, R.; Sardana, H.K. Probability of Detecting the Deep Defects in Steel Sample using Frequency Modulated Independent Component Thermography. IEEE Sens. J. 2020. [Google Scholar] [CrossRef]
- Rezatofighi, H.; Tsoi, N.; Gwak, J.Y.; Sadeghian, A.; Reid, I.; Savarese, S. Generalized intersection over union: A metric and a loss for bounding box regression. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Long beach, LA, USA, 16–20 June 2019; pp. 658–666. [Google Scholar] [CrossRef]
- Henderson, P.; Ferrari, V. End-to-end training of object class detectors for mean average precision. In Proceedings of the Asian Conference on Computer Vision, Taipei, Taiwan, 20–24 November 2016; Springer: Cham, Switzerland, 2016; pp. 198–213. [Google Scholar]
- Lin, T.Y.; Maire, M.; Belongie, S.; Bourdev, L.; Girshick, R.; Hays, J.; Perona, P.; Ramanan, D.; Zitnick, C.L.; Dollár, P. Microsoft coco: Common objects in context. In Proceedings of the European Conference on Computer Vision, Zurich, Switzerland, 6–12 September 2014; Springer: Cham, Switzerland, 2014; pp. 740–755. [Google Scholar]
- Manzano, C.; Ngo, A.C.Y.; Sivaraja, V.K.S.O. Intelligent Infrared Thermography Inspection of Subsurface Defects. Available online: https://www.spiedigitallibrary.org/conference-proceedings-of-spie/11409/114090V/Intelligent-infrared-thermography-inspection-of-subsurface-defects/10.1117/12.2558958.short (accessed on 26 February 2021).
- Hossin, M.; Sulaiman, M.N. A review on evaluation metrics for data classification evaluations. Int. J. Data Min. Knowl. Manag. Process 2015, 5, 1. [Google Scholar]
- Deng, X.; Liu, Q.; Deng, Y.; Mahadevan, S. An improved method to construct basic probability assignment based on the confusion matrix for classification problem. Inf. Sci. 2016, 340, 250–261. [Google Scholar] [CrossRef]
- Benenson, R.; Mathias, M.; Timofte, R.; Van Gool, L. Pedestrian detection at 100 frames per second. In Proceedings of the 2012 IEEE Conference on Computer Vision and Pattern Recognition, Providence, RI, USA, 16–21 June 2012; IEEE: New York, NY, USA, 2012; pp. 2903–2910. [Google Scholar] [CrossRef]
- Sitaram, S.; Dessai, A. Classification of Cervical MR Images Using ResNet101. Available online: https://www.ijresm.com/Vol.2_2019/Vol2_Iss6_June19/IJRESM_V2_I6_69.pdf (accessed on 26 February 2021).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Database | A/E * | B/E * | |||
| Actual Class | |||||
| Class | Defect | Non-defect | Defect | Non-defect | |
| Predicted | Defect | TP: 1785 | FP: 229 | TP: 2060 | FP: 199 |
| Class | Non-defect | FN: 456 | TN: 291 | FN: 181 | TN: 321 |
| Database | C/F * | D/F * | |||
| Actual Class | |||||
| Class | Defect | Non-defect | Defect | Non-defect | |
| Predicted | Defect | TP:1442 | FP: 257 | TP: 1610 | FP: 225 |
| Class | Non-defect | FN: 358 | TN: 296 | FN: 190 | TN: 328 |
| Running Time Complexity | YOLO-V3 | Mask-RCNN | Faster-RCNN |
|---|---|---|---|
| Frame per second (FPS) | 15 | 5 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Q.; Ibarra-Castanedo, C.; Maldague, X. Automatic Defects Segmentation and Identification by Deep Learning Algorithm with Pulsed Thermography: Synthetic and Experimental Data. Big Data Cogn. Comput. 2021, 5, 9. https://doi.org/10.3390/bdcc5010009
Fang Q, Ibarra-Castanedo C, Maldague X. Automatic Defects Segmentation and Identification by Deep Learning Algorithm with Pulsed Thermography: Synthetic and Experimental Data. Big Data and Cognitive Computing. 2021; 5(1):9. https://doi.org/10.3390/bdcc5010009
Chicago/Turabian StyleFang, Qiang, Clemente Ibarra-Castanedo, and Xavier Maldague. 2021. "Automatic Defects Segmentation and Identification by Deep Learning Algorithm with Pulsed Thermography: Synthetic and Experimental Data" Big Data and Cognitive Computing 5, no. 1: 9. https://doi.org/10.3390/bdcc5010009
APA StyleFang, Q., Ibarra-Castanedo, C., & Maldague, X. (2021). Automatic Defects Segmentation and Identification by Deep Learning Algorithm with Pulsed Thermography: Synthetic and Experimental Data. Big Data and Cognitive Computing, 5(1), 9. https://doi.org/10.3390/bdcc5010009