



Performance of High Strength Fiber Reinforced Mortar Made with Ceramic Powder, Metakaolin, and Magnetized Water



Abstract
1. Introduction
2. Experimental Program
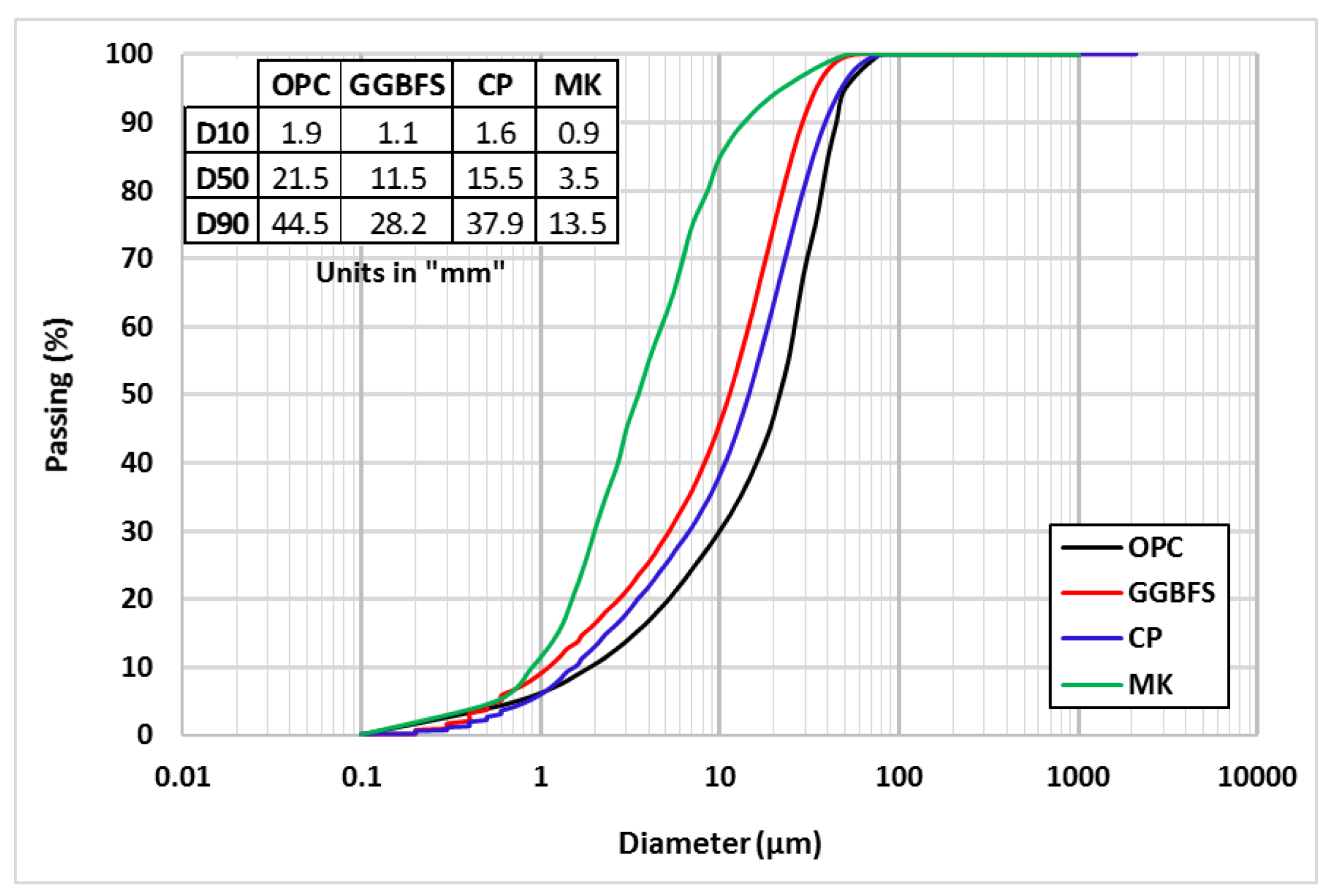
2.1. Materials
2.2. Variables and Mixes
2.3. Test Procedures
2.3.1. Workability and Mechanical Characteristics
2.3.2. Durability Properties
2.3.3. Microstructure Analyses
3. Results and Discussion
3.1. Workability
3.2. Mechanical Characteristics
3.2.1. Compressive Strength
3.2.2. Flexural Strength
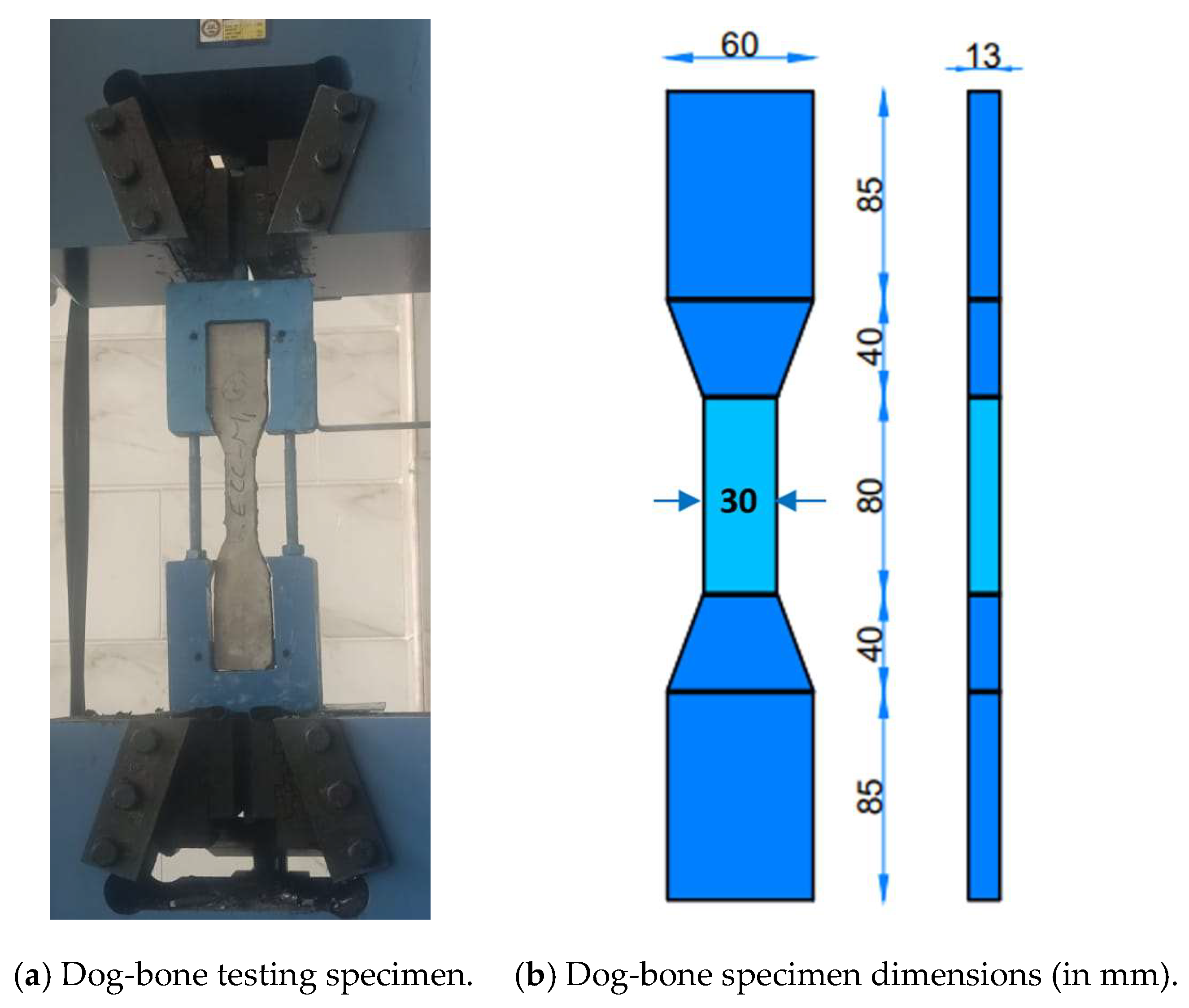
3.2.3. Tensile Strength
3.3. Durability Properties
3.3.1. Water Absorption
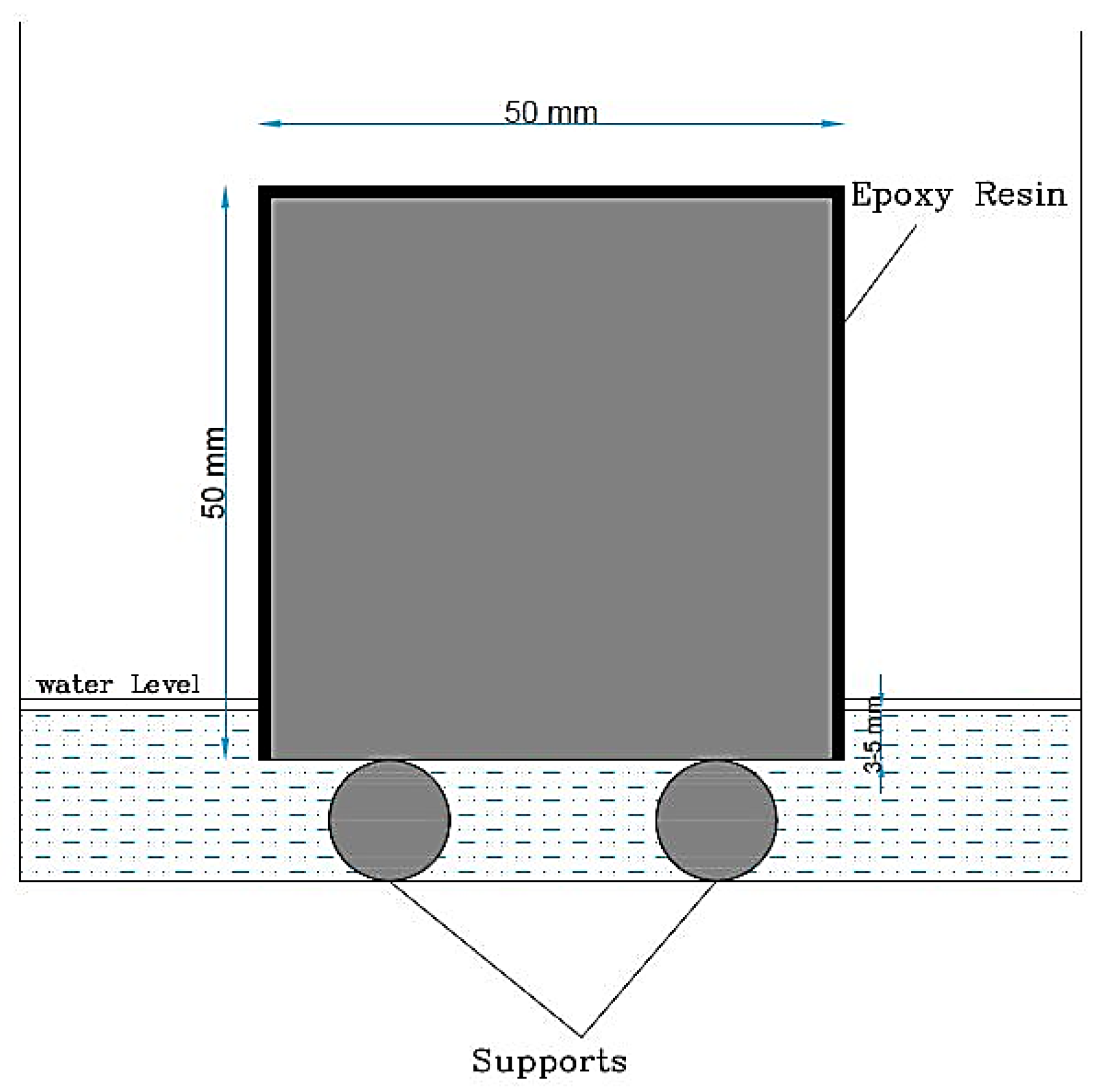
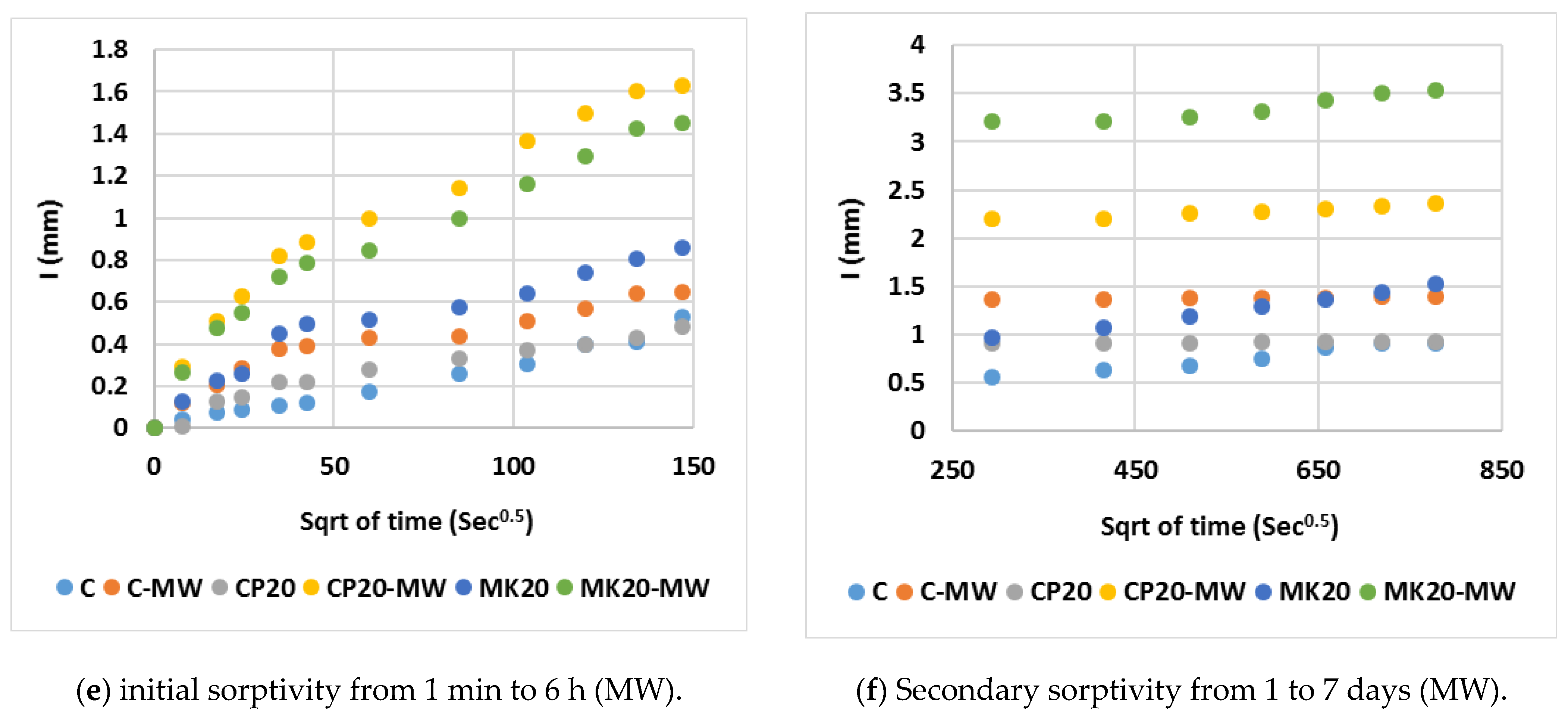
3.3.2. Sorptivity Assessment
3.4. Microstructure Analyses
3.4.1. Scanning Electronic Microscope (SEM)
3.4.2. Energy Dispersive X-Ray (EDX) Spectroscopy
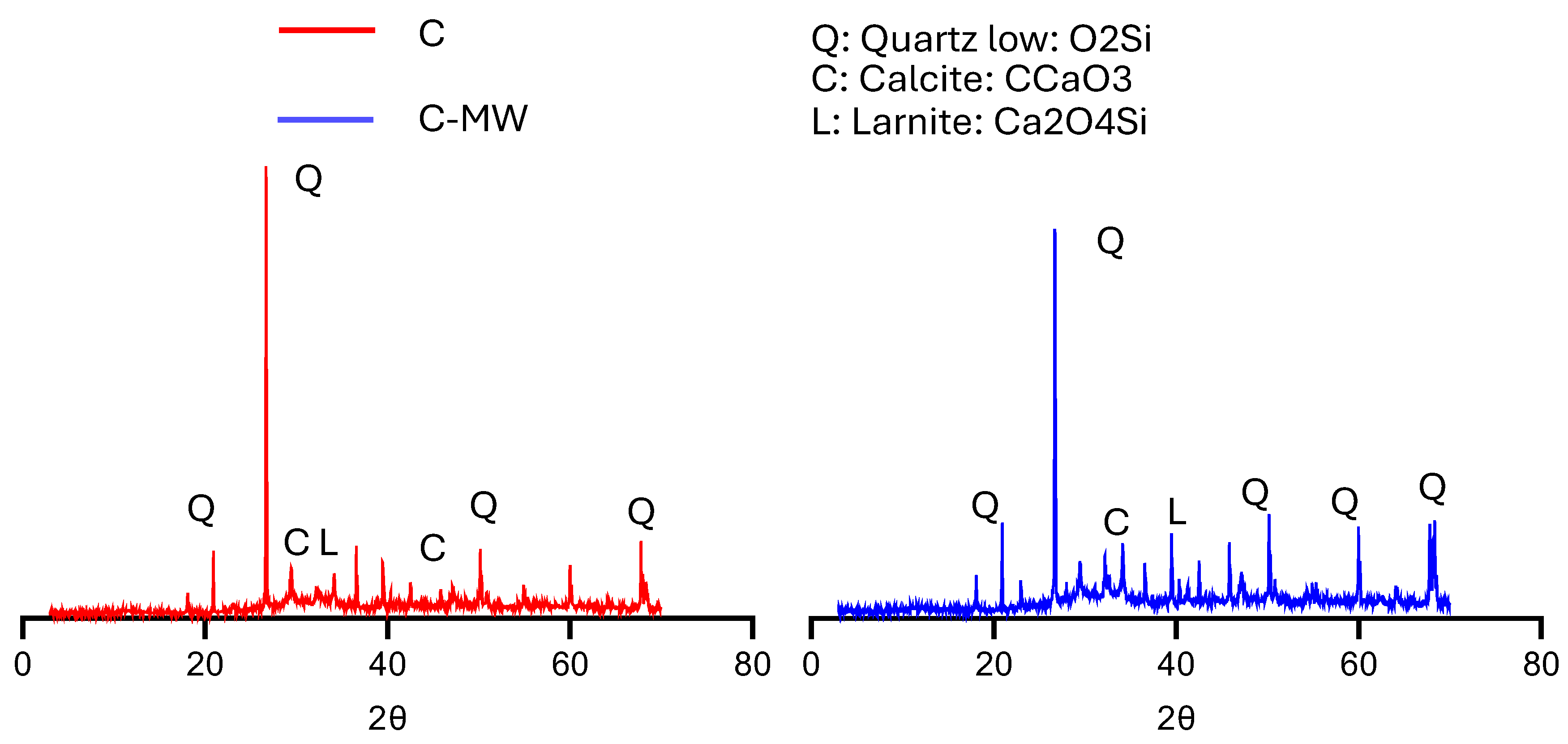
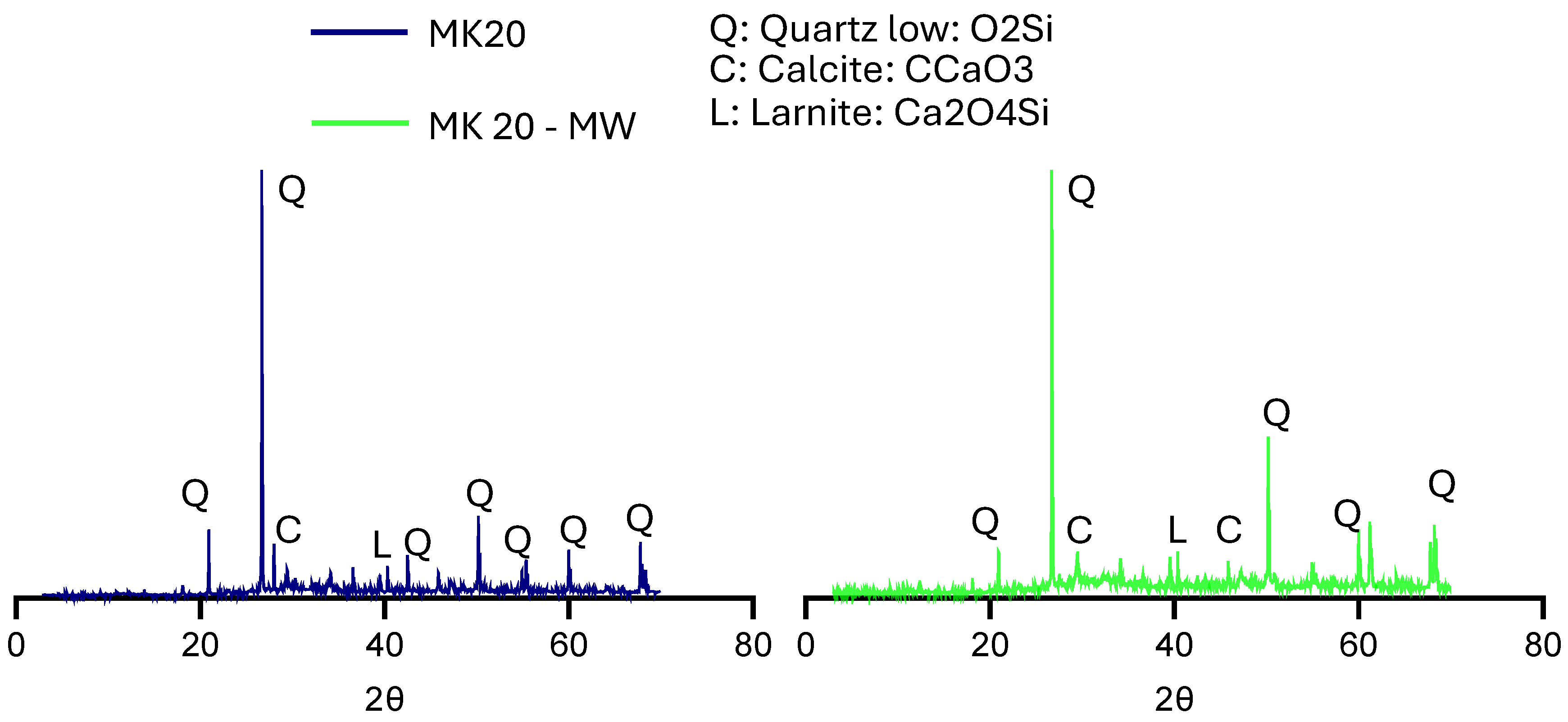
3.4.3. X-Ray Diffraction (XRD)
4. Conclusions
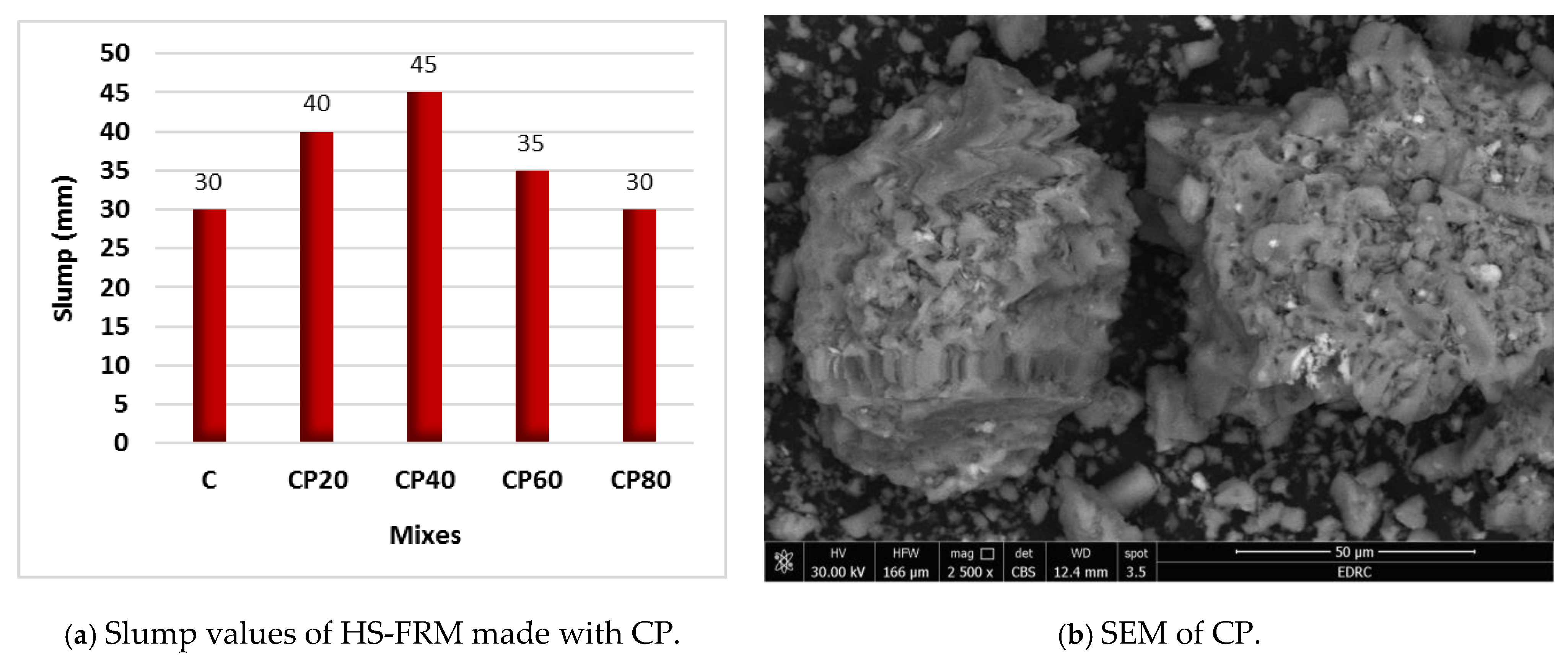
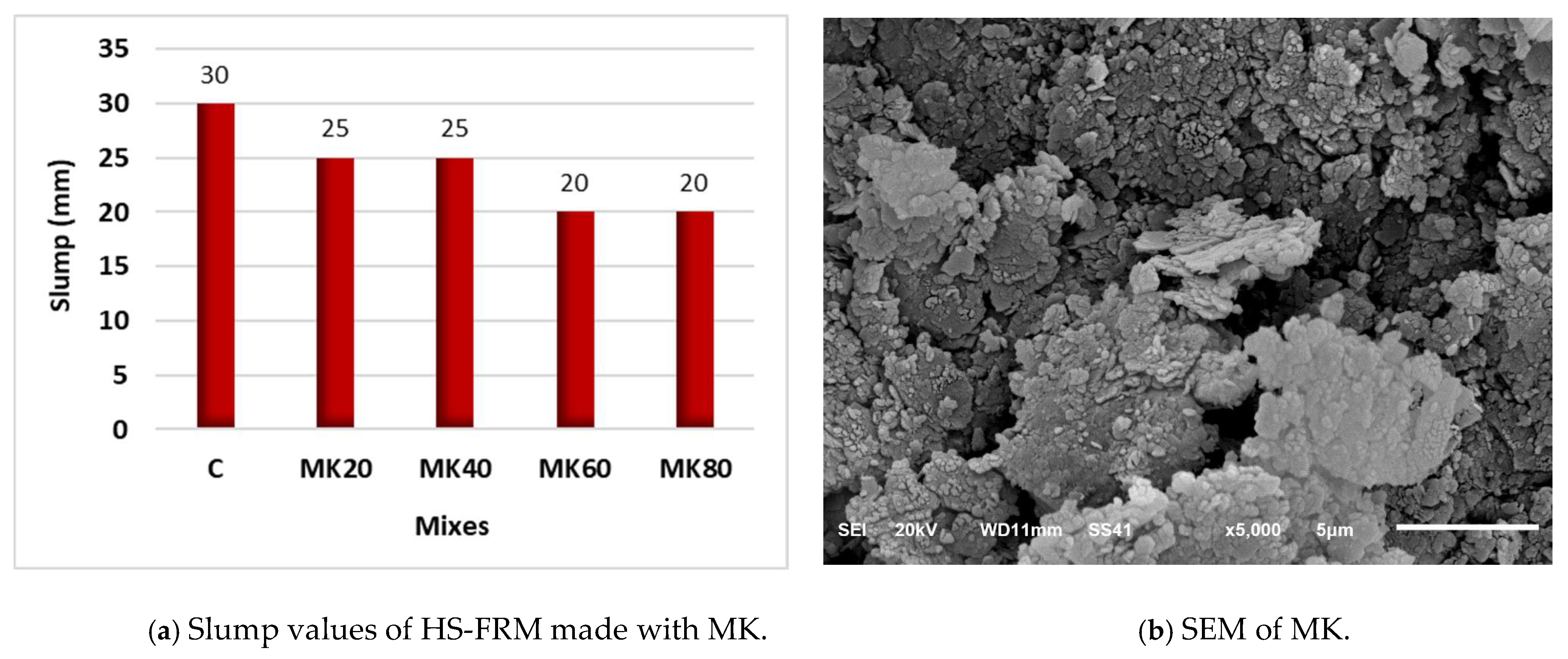
- Increasing the CP content in the HS-FRM up to 40% showed a slump increase by up to 50%. Using more than 40% CP in the HS-FRM decreased its slump which reached to a 78% decrease compared with the conventional HS-FRM. The used of up to 80% MK in producing the HS-FRM showed the same or less slump (by up to 33%) than that of the conventional HS-FRM. The MW was able to significantly improve the slump of the conventional HS-FRM, CP20, and MK20 by 2, 3.25, 2.4 times, respectively.
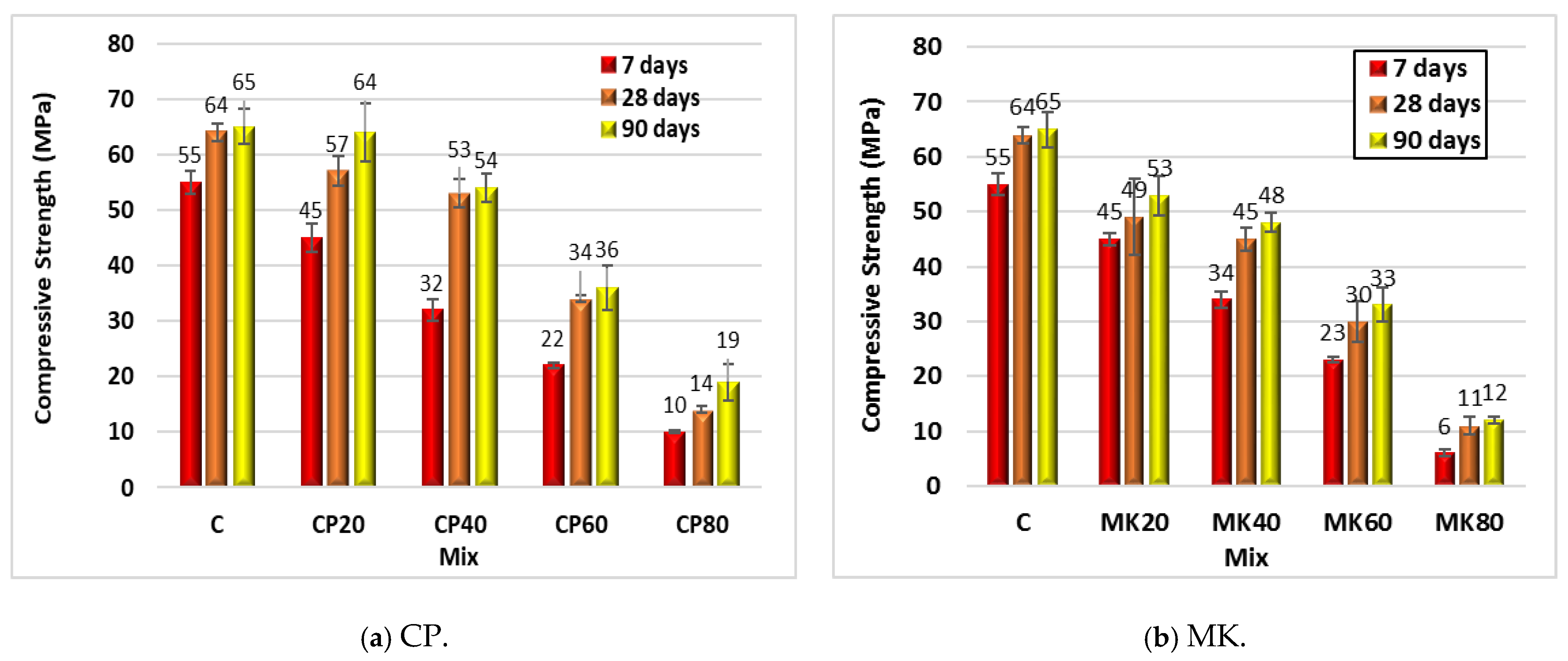
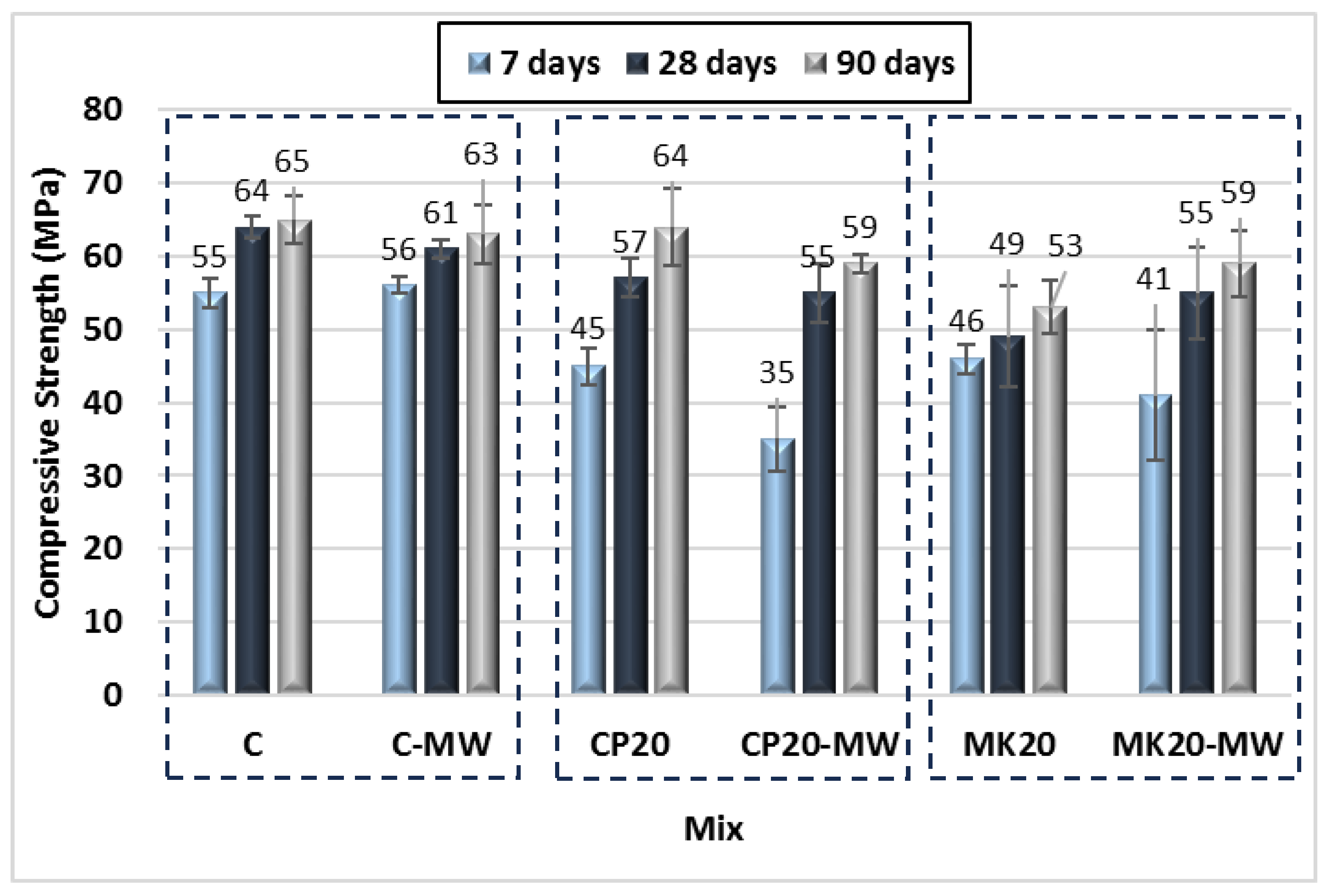
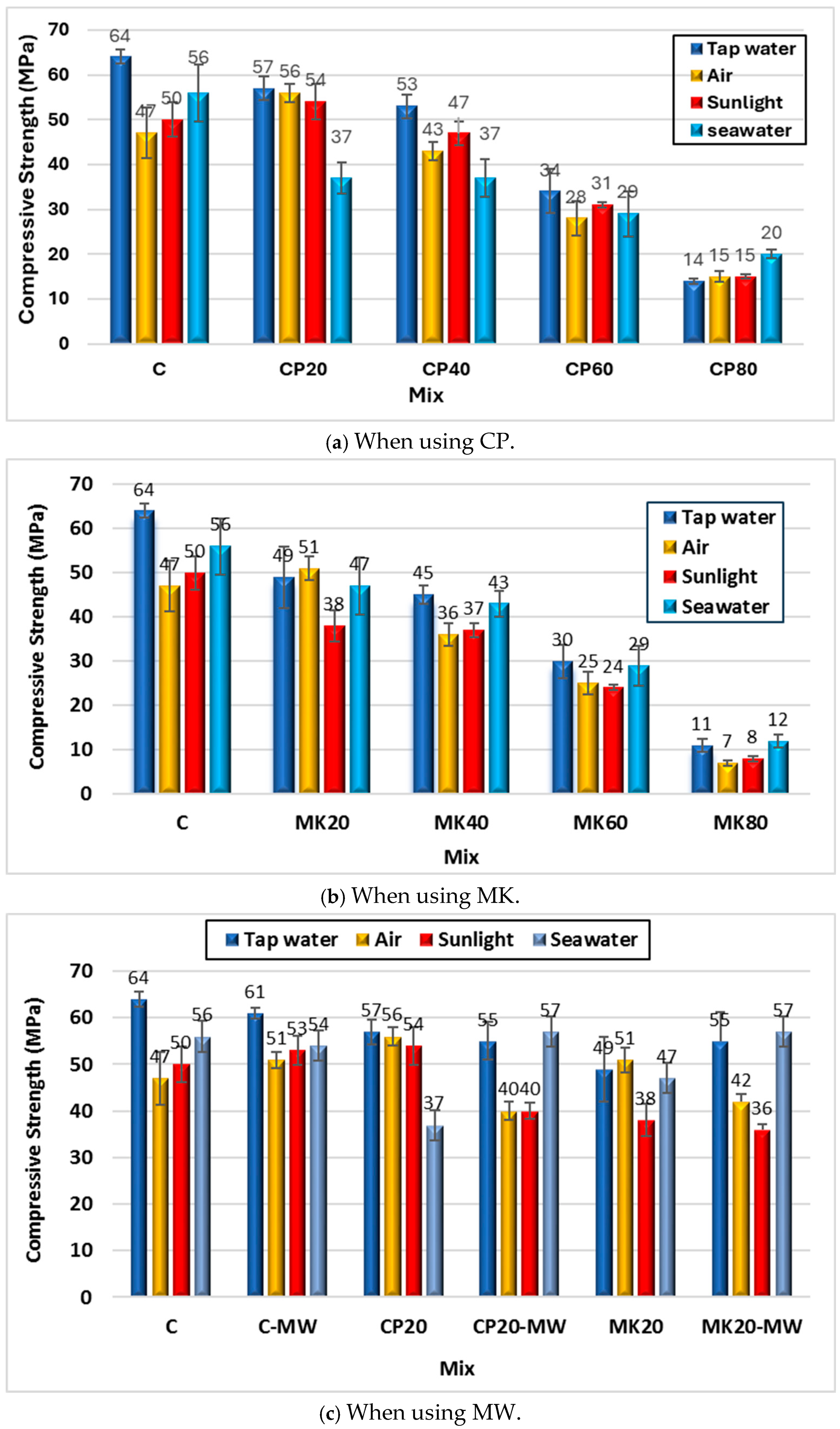
- Using 20%, 40%, 60%, and 80% of either CP or MK in the HS-FRM decreased its 28 days compressive strength by 11%, 17%, 47%, and 78%, respectively, for CP, and by 23%, 30%, 53%, and 83%, respectively, for MK. Using MW showed an insignificant effect or decrease in the compressive strength of both the control and CP mixtures. However, when using MW in MK mixtures, the compressive strength increased by up to 13%.
- The HS-FRM cured in tap water exhibited the highest compressive strength compared to other curing conditions. When using cement or slag individually in the HS-FRM, the second best curing condition after tap water was seawater. When using CP in the HS-FRM, sunlight curing showed the least negative effect on its compressive strength after tap water. Seawater curing was the next alternative to tap water for curing when using MK in the HS-FRM.
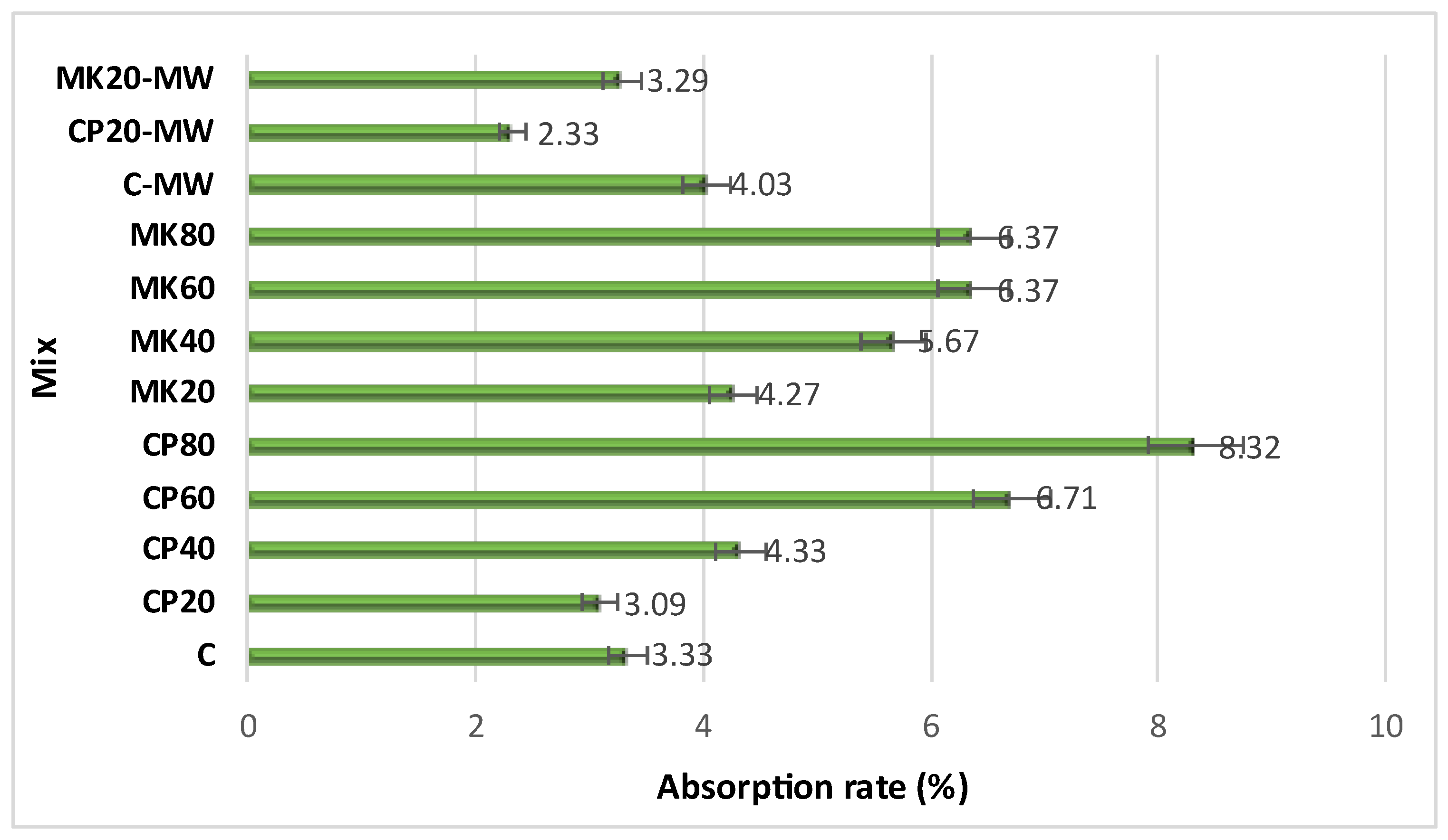
- The water absorption of the HS-FRM decreased by 7% when 20% CP was presented. Beyond that, the water absorption increased by up to 2.5 times when using up to 80% CP. However, when using MK by up to 80%, the water absorption increased by 28–91%. Using MW in the control mixture increased the water absorption by 21%. However, MW decreased the water absorption of 20% CP and 20% MK mixtures by 24% and 23%, respectively. When increasing the substitution ratio of cement, the HS-FRM sorptivity increased, especially in the early ages (0 to 6 h). The rate of absorption of the HS-FRM containing 80% MK was higher than the corresponding mix containing 80% CP.
- The SEM analysis showed the ability of MW to increase the compressive strength in the HS-FRM mixtures compared with TW. The pores observed in the HS-FRM matrix when using TW turned into microcracks when using MW. The EDX analysis interpreted the reported variation in the HS-FRM compressive strength. It showed that the Ca/Si ratio increased slightly with the use of MW in CP mixtures, but decreased with the use of MW in MK mixtures. The XRD analysis elucidated the compressive strength and workability results of the control mixture with TW and MW, and shed light on the impact of MW on the hydration products and their interaction with quartz. The XRD analysis showed that MW was able to improve the microstructure of the mixtures, and it showed higher peaks of Q, C, and L compared to mixture made with TW.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eltawil, K.A.; Mahdy, M.G.; Youssf, O.; Tahwia, A.M. Producing Heavyweight High-Performance Concrete by Using Black Sand as Newly Shielding Construction Material. Materials 2021, 14, 5353. [Google Scholar] [CrossRef] [PubMed]
- Yuan, X.; Dai, M.; Gao, Y.; Zhou, Y.; Liu, F. Effect on mechanical properties and microstructure of high-strength eco-friendly concrete with waste glass powder-eggshell particles. J. Build. Eng. 2023, 79, 107871. [Google Scholar] [CrossRef]
- Youssf, O.; Safaa Eldin, D.; Tahwia, A.M. Eco-Friendly High-Strength Geopolymer Mortar from Construction and Demolition Wastes. Infrastructures 2025, 10, 76. [Google Scholar] [CrossRef]
- Gupta, L.K.; Vyas, A.K. Impact on mechanical properties of cement sand mortar containing waste granite powder. Constr. Build. Mater. 2018, 191, 155–164. [Google Scholar] [CrossRef]
- Chen, D.; Zhang, P.; Pan, T.; Liao, Y.; Zhao, H. Evaluation of the eco-friendly crushed waste oyster shell mortars containing supplementary cementitious materials. J. Clean. Prod. 2019, 237, 117811. [Google Scholar] [CrossRef]
- Liao, Y.; Fan, J.; Li, R.; Da, B.; Chen, D.; Zhang, Y. Influence of the usage of waste oyster shell powder on mechanical properties and durability of mortar. Adv. Powder Technol. 2022, 33, 103503. [Google Scholar] [CrossRef]
- Ferronato, N.; Torretta, V. Waste Mismanagement in Developing Countries: A Review of Global Issues. Int. J. Environ. Res. Public Health 2019, 16, 1060. [Google Scholar] [CrossRef]
- Tahwia, A.M.; Elmansy, A.K.; Abdellatief, M.; Elrahman, M.A. Durability and ecological assessment of low-carbon high-strength concrete with short AR-glass fibers: Effects of high-volume of solid waste materials. Constr. Build. Mater. 2024, 429, 136422. [Google Scholar] [CrossRef]
- Kaya, M. The effect of micro-SiO2 and micro-Al2O3 additive on the strength properties of ceramic powder-based geopolymer pastes. J. Mater. Cycles Waste Manag. 2022, 24, 333–350. [Google Scholar] [CrossRef]
- Gautam, L.; Jain, J.K.; Kalla, P.; Choudhary, S. A review on the utilization of ceramic waste in sustainable con-struction products. Mater. Today Proc. 2021, 43, 1884–1891. [Google Scholar] [CrossRef]
- Kannan, D.M.; Aboubakr, S.H.; El-Dieb, A.S.; Taha, M.M.R. High performance concrete incorporating ceramic waste powder as large partial replacement of Portland cement. Constr. Build. Mater. 2017, 144, 35–41. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, D.; Cheng, S.; Xu, X.; Zhao, C.; Wang, X.; Wu, Q.; Bai, X. Sustainable reuse of ceramic waste powder as a supplementary cementitious material in recycled aggregate concrete: Mechanical properties, durability and microstructure assessment. J. Build. Eng. 2022, 52, 104418. [Google Scholar] [CrossRef]
- Hoppe Filho, J.; Pires, C.A.; Leite, O.D.; Garcez, M.R.; Medeiros, M.H. Red ceramic waste as supple-mentary cementitious material: Microstructure and mechanical properties. Constr. Build. Mater. 2021, 296, 123653. [Google Scholar] [CrossRef]
- Eltawil, K.A.; Keshta, M.M.; Elshikh, M.M.Y.; El-Demerdash, W.E.; Youssf, O. Performance of engineered cementitious composites containing high volume of ceramic powder and magnetized water. Hybrid Adv. 2025, 8, 100371. [Google Scholar] [CrossRef]
- Al Saffar, D.M.; Tayeh, B.A. Influence of pottery clay in cement mortar and concrete mixture: A review. Int. J. Eng. Technol. 2018, 7, 67–71. [Google Scholar] [CrossRef]
- Poon, C.-S.; Lam, L.; Kou, S.; Wong, Y.-L.; Wong, R. Rate of pozzolanic reaction of metakaolin in high-performance cement pastes. Cem. Concr. Res. 2001, 31, 1301–1306. [Google Scholar] [CrossRef]
- Homayoonmehr, R.; Ramezanianpour, A.A.; Mirdarsoltany, M. Influence of metakaolin on fresh properties, mechanical properties and corrosion resistance of concrete and its sustainability issues: A review. J. Build. Eng. 2021, 44, 103011. [Google Scholar] [CrossRef]
- Siddique, R.; Klaus, J. Influence of metakaolin on the properties of mortar and concrete: A review. Appl. Clay Sci. 2009, 43, 392–400. [Google Scholar] [CrossRef]
- Kostuch, J.A.; Walters, G.V.; Jones, T.R. High performance concretes incorporating metakaolin: A review. Concrete 2000, 2, 1799–1811. [Google Scholar]
- Oriol, M.; Pera, J. Pozzolanic activity of metakaolin under microwave treatment. Cem. Concr. Res. 1995, 25, 265–270. [Google Scholar] [CrossRef]
- Zhao, D.; Khoshnazar, R. Microstructure of cement paste incorporating high volume of low-grade metakaolin. Cem. Concr. Compos. 2020, 106, 103453. [Google Scholar] [CrossRef]
- Akcay, B.; Tasdemir, M.A. Performance evaluation of silica fume and metakaolin with identical finenesses in self compacting and fiber reinforced concretes. Constr. Build. Mater. 2018, 185, 436–444. [Google Scholar] [CrossRef]
- Mirza, F.A.; Soroushian, P. Effects of alkali-resistant glass fiber reinforcement on crack and temperature resistance of lightweight concrete. Cem. Concr. Compos. 2002, 24, 223–227. [Google Scholar] [CrossRef]
- Iskender, M.; Karasu, B. Glass Fibre Reinforced Concrete (GFRC). El-Cezerî Fen Mühendislik Dergisi 2018, 5, 136–162. [Google Scholar] [CrossRef]
- Karkush, M.O.; Ahmed, M.D.; Al-Ani, S.M. Effects of Magnetic Fields on the Properties of Water Treatedt by Reversed Osmosis. Preprints 2019, 2019040256. [Google Scholar] [CrossRef]
- Khalil, A.; Rosset, R.; Gabrielli, C.; Keddam, M.; Perrot, H. Characterization of the efficiency of antiscale treatments of water. Part II: Physical processes. J. Appl. Electrochem. 1999, 29, 339–346. [Google Scholar] [CrossRef]
- Youssf, O.; Swilam, A.; Tahwia, A.M. Performance of crumb rubber concrete made with high contents of heat pre-treated rubber and magnetized water. J. Mater. Res. Technol. 2023, 23, 2160–2176. [Google Scholar] [CrossRef]
- Narayanan, K.; Ramalingam, M.; Ayyasamy, M.; Dharamaraj, R. Influences of MW on cement mortar properties at different magnetic exposure. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Keshta, M.M.; Eltawil, K.A.; Elshikh, M.M.Y.; Youssf, O. A comparative study of the behavior of engineered cementitious composites and engineered geopolymer composites containing metakaolin and magnetized water. Innov. Infrastruct. Solut. 2025, 10, 1–21. [Google Scholar] [CrossRef]
- Hamed, Y.R.; Elshikh, M.M.Y.; Elshami, A.A.; Matthana, M.H.; Youssf, O. Mechanical properties of fly ash and silica fume based geopolymer concrete made with magnetized water activator. Constr. Build. Mater. 2024, 411, 134376. [Google Scholar] [CrossRef]
- Su, N.; Wu, C.-F. Effect of magnetic field treated water on mortar and concrete containing fly ash. Cem. Concr. Compos. 2003, 25, 681–688. [Google Scholar] [CrossRef]
- Su, N.; Wu, Y.-H.; Mar, C.-Y. Effect of magnetic water on the engineering properties of concrete containing granulated blast-furnace slag. Cem. Concr. Res. 2000, 30, 599–605. [Google Scholar] [CrossRef]
- Khattab, S.A.; Elshikh, M.M.Y.; Elemam, W.E.; Elshami, A.A.; Youssf, O. Effect of Magnetized Water-Based Alkaline Activator on Geopolymer Concrete Mechanical Performance and Durability. Sustainability 2023, 15, 16315. [Google Scholar] [CrossRef]
- Elkerany, A.M.; Elshikh, M.M.Y.; Elshami, A.A.; Youssf, O. Effect of Water Magnetization Technique on the Properties of Metakaolin-Based Sustainable Concrete. Constr. Mater. 2023, 3, 434–448. [Google Scholar] [CrossRef]
- Ahmed, A.S.; Elshikh, M.M.Y.; Elemam, W.E.; Youssf, O. Influence of Mixing-Water Magnetization Method on the Performance of Silica Fume Concrete. Buildings 2022, 13, 44. [Google Scholar] [CrossRef]
- Keshta, M.M.; Elshikh, M.M.Y.; Elrahman, M.A.; Youssf, O. Utilizing of Magnetized Water in Enhancing of Volcanic Concrete Characteristics. J. Compos. Sci. 2022, 6, 320. [Google Scholar] [CrossRef]
- Keshta, M.M.; Elshikh, M.M.Y.; Kaloop, M.R.; Hu, J.-W.; Elmohsen, I.A. Effect of magnetized water on characteristics of sustainable concrete using volcanic ash. Constr. Build. Mater. 2022, 361, 129640. [Google Scholar] [CrossRef]
- ASTM C143/C143M; Standard Test Method for Slump of Hydraulic—Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2014.
- Yokota, H.; Rokugo, K.; Sakata, N. JSCE Recommendations for Design and Construction of High Performance Fiber Reinforced Cement Composites with Multiple Fine Cracks. In High Performance Fiber Reinforced Cement Composites; Japan Society of Civil Engineers: Tokyo, Japan, 2008. [Google Scholar]
- ASTM C348-14; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM Standard C 642-06; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 1997; pp. 1–3.
- Helmy, S.H.; Tahwia, A.M.; Mahdy, M.G.; Elrahman, M.A.; Abed, M.A.; Youssf, O. The Use of Recycled Tire Rubber, Crushed Glass, and Crushed Clay Brick in Lightweight Concrete Production: A Review. Sustainability 2023, 15, 10060. [Google Scholar] [CrossRef]
- ASTM C1585–13; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Mirza, J. Effects of ceramic tile powder waste on properties of self-compacted alkali-activated concrete. Constr. Build. Mater. 2020, 236, 117574. [Google Scholar] [CrossRef]
- Moon, J.; Bae, S.; Celik, K.; Yoon, S.; Kim, K.-H.; Kim, K.S.; Monteiro, P.J. Characterization of natural pozzolan-based geopolymeric binders. Cem. Concr. Compos. 2014, 53, 97–104. [Google Scholar] [CrossRef]
- Elkerany, A.M.; Keshta, M.M.; Elshikh, M.M.Y.; Elshami, A.A.; Youssf, O. Characteristics of Sustainable Concrete Containing Metakaolin and Magnetized Water. Buildings 2023, 13, 1430. [Google Scholar] [CrossRef]
- Elshami, A.; Essam, N.; Yousry, E.-S.M. Improvement of hydration products for self-compacting concrete by using magnetized water. Fract. Struct. Integr. 2022, 16, 352–371. [Google Scholar] [CrossRef]
- Yousry, O.M.M.; Abdallah, M.A.; Ghazy, M.F.; Taman, M.H.; Kaloop, M.R. A Study for Improving Compressive Strength of Cementitious Mortar Utilizing Magnetic Water. Materials 2020, 13, 1971. [Google Scholar] [CrossRef]
- Flatt, R.J.; Scherer, G.W.; Bullard, J.W. Why alite stops hydrating below 80% relative humidity. Cem. Concr. Res. 2011, 41, 987–992. [Google Scholar] [CrossRef]
- Jensen, O.; Hansen, P.; Lachowski, E.; Glasser, F. Clinker mineral hydration at reduced relative humidities. Cem. Concr. Res. 1999, 29, 1505–1512. [Google Scholar] [CrossRef]
- Cai, Y.; Tao, Y.; Xuan, D.; Zhu, X.; Poon, C.S. Effects of seawater on the formation and mechanical properties of Friedel’s salt associated with tricalcium aluminate. Cem. Concr. Res. 2023, 174, 107340. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | Na2O | LOI | K2O | ZnO | TiO2 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PC | 62.7 | 20.2 | 6 | 3.3 | 2 | 2.2 | 0.01 | 1.7 | ---- | ---- | ---- |
| GGBFS | 43.1 | 32.8 | 13.4 | 0.45 | 5.5 | 1.9 | 0.4 | 0.8 | 0.3 | 1.04 | 0.8 |
| CP | 6.10 | 60.40 | 18.47 | 7.62 | 0.477 | 0.241 | 2.32 | ---- | 1.972 | 0.126 | 1.12 |
| MK | 0.29 | 62.09 | 25.31 | 1.702 | 0.276 | 0.015 | 0.017 | 8.99 | 0.45 | -- | 0.20 |
| Specific Gravity | Length | Diameter | Tensile Strength | Elastic Modulus |
|---|---|---|---|---|
| 0.91 g/cm3 | 6 mm | 13 μm | 480 MPa | 72 GPa |
| HS-FRM Mix | Sand | PC | GGBFS | CP | MK | GF | Water | SP |
|---|---|---|---|---|---|---|---|---|
| C | 571 | 642.6 | 577.3 | 0 | - | 27.3 | 330 | 14.8 |
| CP20 | 571 | 514.1 | 461.8 | 211.3 | - | 27.3 | 330 | 14.8 |
| CP40 | 571 | 385.6 | 346.4 | 422.7 | - | 27.3 | 330 | 14.8 |
| CP60 | 571 | 257.0 | 230.9 | 634.0 | - | 27.3 | 330 | 14.8 |
| CP80 | 571 | 128.5 | 115.5 | 845.4 | - | 27.3 | 330 | 14.8 |
| MK20 | 571 | 514.1 | 461.8 | - | 204 | 27.3 | 330 | 14.8 |
| MK40 | 571 | 385.6 | 346.4 | - | 408 | 27.3 | 330 | 14.8 |
| MK60 | 571 | 257.0 | 230.9 | - | 612 | 27.3 | 330 | 14.8 |
| MK80 | 571 | 128.5 | 115.5 | - | 816 | 27.3 | 330 | 14.8 |
| C-MW | 571 | 642.6 | 577.3 | - | - | 27.3 | 330 | 14.8 |
| CP20-MW | 571 | 514.1 | 461.8 | 211.3 | - | 27.3 | 330 | 14.8 |
| MK20-MW | 571 | 514.1 | 461.8 | - | 204 | 27.3 | 330 | 14.8 |
| HS-FRM Mixture | Slump | Compressive Strength | Flexural Strength | Tensile Strength | |||||
|---|---|---|---|---|---|---|---|---|---|
| 7 Days | 28 Days | 90 Days | 28 Days | 28 Days | |||||
| Tap Water | Air | Sunlight | Seawater | ||||||
| C | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| CP20 | 133 | 82 | 89 | 119 | 108 | 66 | 98 | 65 | 81 |
| CP40 | 150 | 58 | 83 | 91 | 94 | 66 | 83 | 96 | -- |
| CP60 | 117 | 40 | 53 | 60 | 62 | 52 | 55 | 58 | -- |
| CP80 | 100 | 18 | 22 | 32 | 30 | 36 | 29 | 53 | -- |
| MK20 | 83 | 82 | 77 | 109 | 76 | 84 | 82 | 71 | 70 |
| MK40 | 83 | 62 | 70 | 77 | 74 | 77 | 74 | 104 | -- |
| MK60 | 67 | 42 | 47 | 53 | 48 | 52 | 51 | 47 | -- |
| MK80 | 67 | 11 | 17 | 15 | 16 | 21 | 18 | 53 | -- |
| C-MW | 200 | 102 | 95 | 109 | 106 | 96 | 97 | 156 | 107 |
| CP20-MW | 433 | 64 | 86 | 85 | 80 | 102 | 91 | 118 | 86 |
| MK20-MW | 200 | 75 | 86 | 89 | 72 | 102 | 91 | 96 | 76 |
| HS-FRM Mixture | Slump | Compressive Strength | Flexural Strength | Tensile Strength | |||||
|---|---|---|---|---|---|---|---|---|---|
| 7 Days | 28 days | 90 Days | 28 Days | 28 Days | |||||
| Tap Water | Air | Sunlight | Seawater | ||||||
| C | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| C-MW | 200 | 102 | 95 | 109 | 106 | 96 | 97 | 156 | 107 |
| CP20 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| CP20-MW | 325 | 78 | 96 | 71 | 74 | 154 | 92 | 181 | 105 |
| MK20 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| MK20-MW | 240 | 89 | 112 | 82 | 95 | 121 | 111 | 136 | 108 |
| HS-FRM Mixture | Sinitial | Ssecondary | ΔWinitial | ΔWsecondary | ΔWtotal |
|---|---|---|---|---|---|
| C | 3.2 | 0.80 | 1.32 | 0.96 | 2.28 |
| CP20 | 2.8 | 0.04 | 1.20 | 1.12 | 2.32 |
| CP40 | 4.7 | 1.30 | 2.32 | 2.39 | 4.71 |
| CP60 | 7.4 | 2.40 | 2.96 | 3.65 | 6.61 |
| CP80 | 12.1 | 3.80 | 5.01 | 9.74 | 14.75 |
| MK20 | 4.7 | 1.10 | 2.14 | 1.66 | 3.80 |
| MK40 | 5.0 | 1.10 | 3.05 | 2.17 | 5.22 |
| MK60 | 14.9 | 1.00 | 6.24 | 2.69 | 8.93 |
| MK80 | 31.9 | 1.60 | 15.08 | 11.71 | 26.79 |
| C-MW | 3.3 | 0.05 | 1.62 | 1.86 | 3.48 |
| CP20-MW | 9.0 | 0.30 | 4.08 | 1.82 | 5.90 |
| MK20-MW | 7.8 | 0.70 | 3.63 | 5.20 | 8.83 |
| Mixture | C | O | Na | Mg | Al | Si | S | K | Ca | Ti | Fe | Ca/Si |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | 1.8 | 40.3 | 0.3 | 1.5 | 3.6 | 10.2 | 0.5 | 0.4 | 39.6 | --- | 1.8 | 3.88 |
| C-MW | 2.0 | 44.5 | 0.7 | 1.3 | 4.0 | 10.7 | 0.8 | 0.6 | 38 | 0.4 | 3.7 | 3.55 |
| CP20 | 1.5 | 47.6 | 0.5 | 0.8 | 2.7 | 8.3 | 0.9 | 0.4 | 35.4 | 0.2 | 1.6 | 3.61 |
| CP20-MW | 1.4 | 48.4 | 0.7 | 1.1 | 3.2 | 10.2 | 0.5 | 0.6 | 31.5 | 0.2 | 2.1 | 3.74 |
| MK20 | 1.6 | 45.6 | --- | 0.9 | 3.6 | 11.3 | 0.9 | 0.2 | 33.8 | --- | 2.2 | 2.99 |
| MK20-MW | 4.7 | 51.2 | 2.4 | 0.9 | 4.5 | 11.0 | 0.1 | 1.2 | 21.8 | 0.7 | 1.4 | 1.98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Youssf, O.; Eltawil, K.A.; Elshikh, M.M.Y.; Keshta, M.M. Performance of High Strength Fiber Reinforced Mortar Made with Ceramic Powder, Metakaolin, and Magnetized Water. Infrastructures 2025, 10, 124. https://doi.org/10.3390/infrastructures10050124
Youssf O, Eltawil KA, Elshikh MMY, Keshta MM. Performance of High Strength Fiber Reinforced Mortar Made with Ceramic Powder, Metakaolin, and Magnetized Water. Infrastructures. 2025; 10(5):124. https://doi.org/10.3390/infrastructures10050124
Chicago/Turabian StyleYoussf, Osama, Khalid A. Eltawil, Mohamed M. Yousry Elshikh, and Mostafa M. Keshta. 2025. "Performance of High Strength Fiber Reinforced Mortar Made with Ceramic Powder, Metakaolin, and Magnetized Water" Infrastructures 10, no. 5: 124. https://doi.org/10.3390/infrastructures10050124
APA StyleYoussf, O., Eltawil, K. A., Elshikh, M. M. Y., & Keshta, M. M. (2025). Performance of High Strength Fiber Reinforced Mortar Made with Ceramic Powder, Metakaolin, and Magnetized Water. Infrastructures, 10(5), 124. https://doi.org/10.3390/infrastructures10050124