
Design and Development of Unibody Quadcopter Structure Using Optimization and Additive Manufacturing Techniques

 , ,
, ,  ,
,
Abstract
:1. Introduction
- It reduces assembly time.
- There is no joint failure as observed in the assembled models.
- Enhanced structural integrity.
- Due to non-usage of nuts and bolts, the weight of the entire structure is reduced.
1.1. Context of UAV Development Using 3D Printing
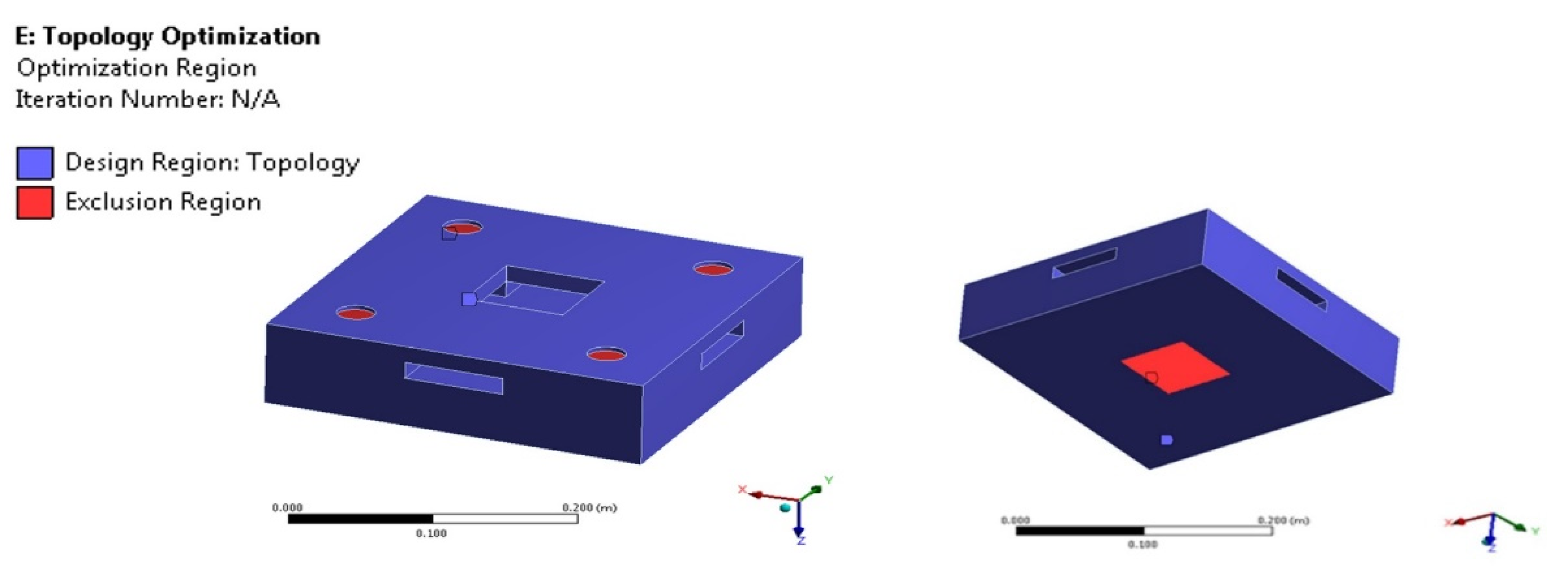
1.2. Topology Optimization
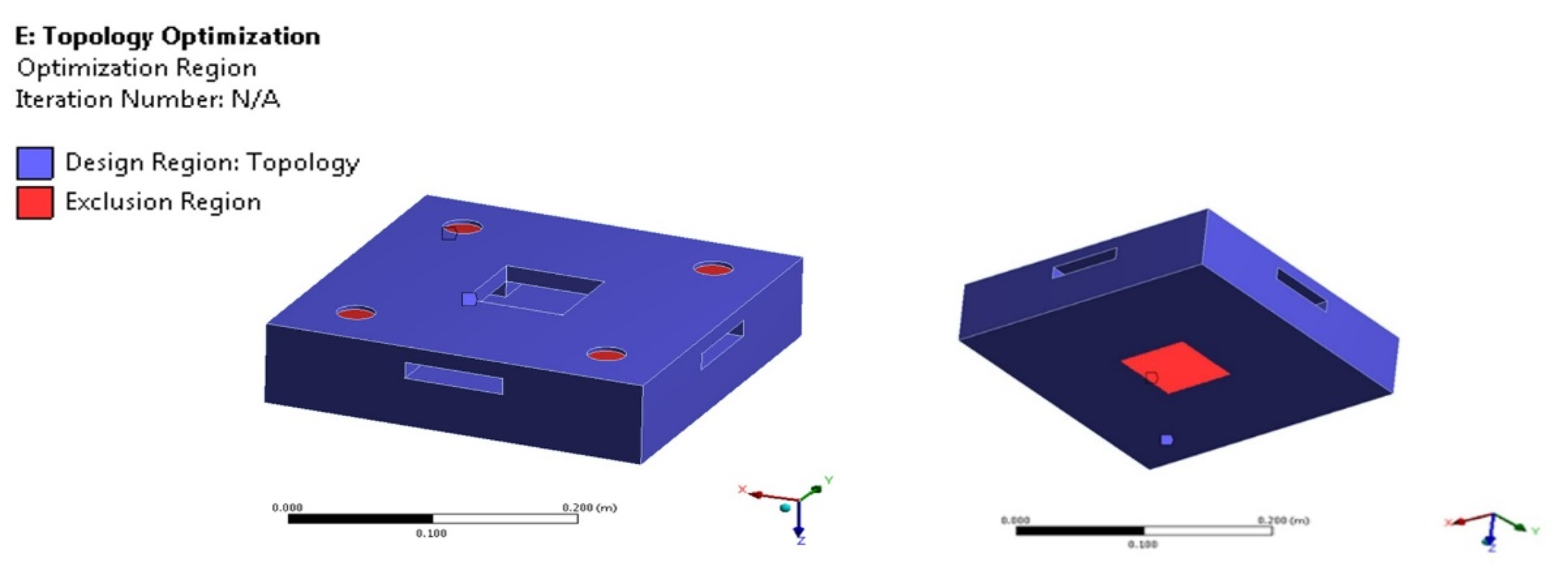
- In the first step of topology optimization, the model need be partitioned to the design space (the area that needs optimization) and non-design space (the area that should not be modified).
- In the next step, the part is analyzed for finite element analysis with the provided loading and boundary conditions for analyzing the stress distribution and deformation.
- This is followed by topology optimization to eliminate the material at the space where loading does not affect by the applied load.
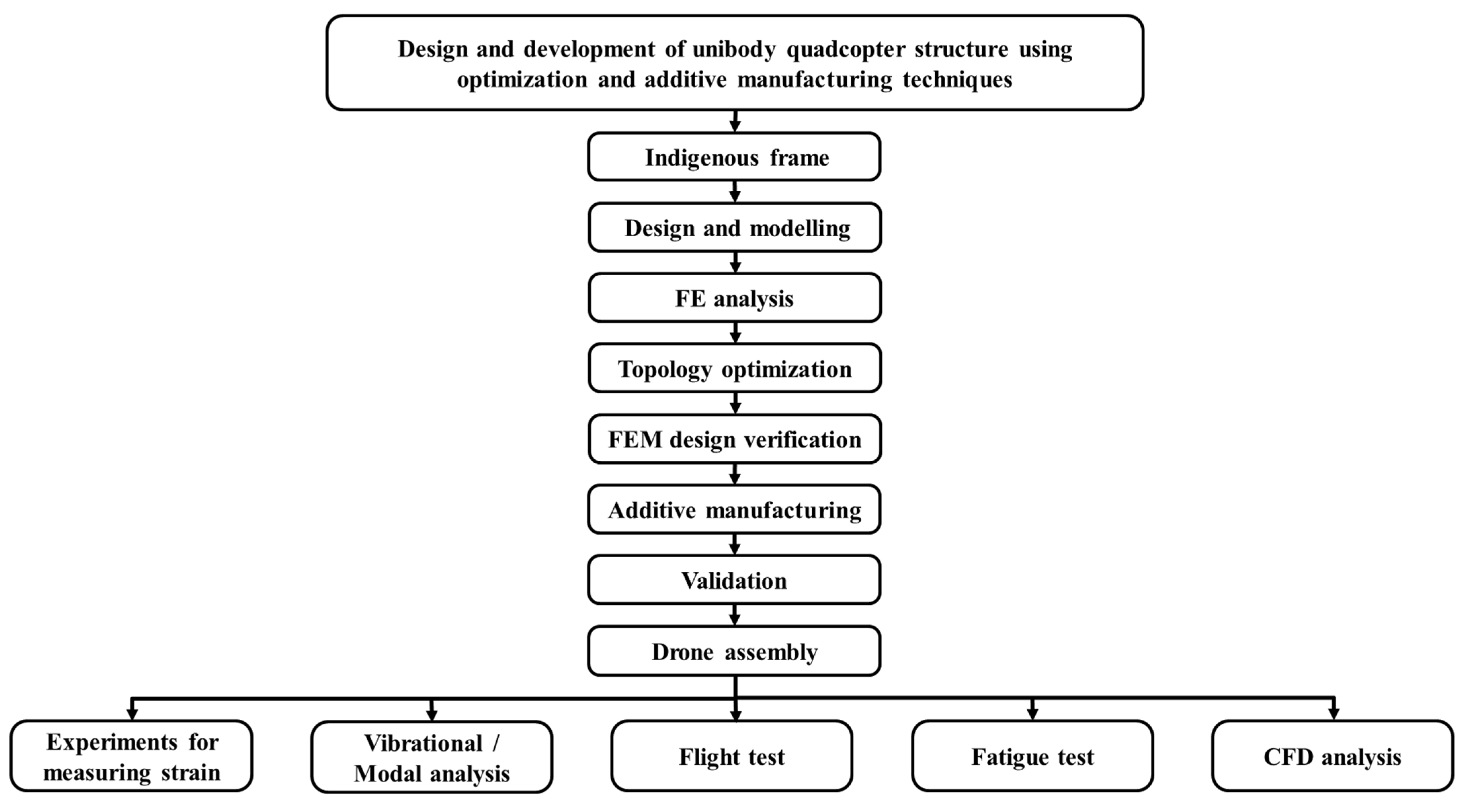
1.3. Design Methodology
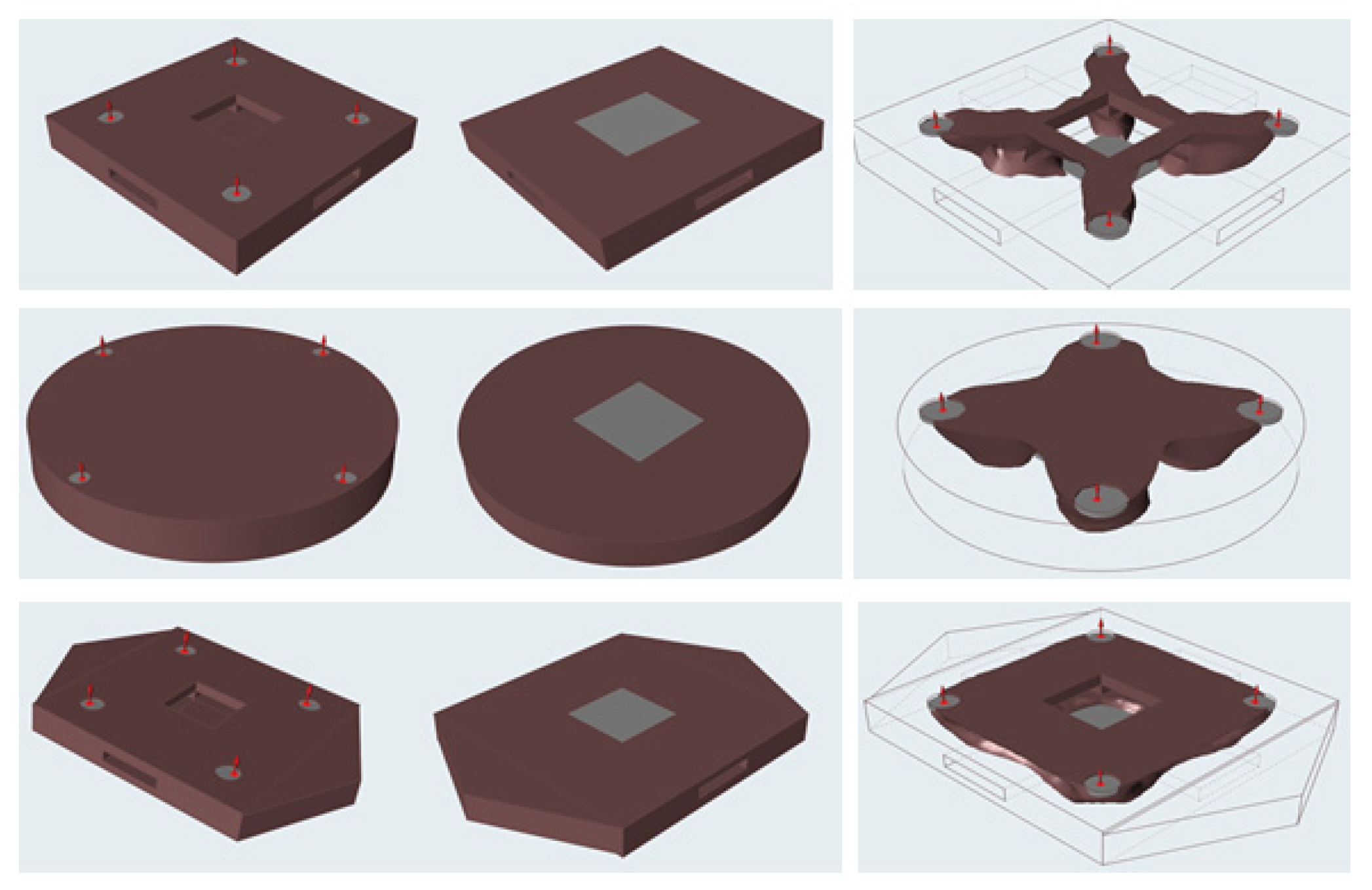
- Design of Quadcopter structure for monolithizing through topology optimization and additive engineering followed by DFAM principles.
- Validation of redesigned model through FE analysis.
- Fabrication using Fused Filament Fabrication (FFF).
- Experimental validation for optimized 3D printed structure using wind tunnel and CFD simulations.
- Experimental analysis for measurement of strain using strain gauge.
- Field trials in both indoor and outdoor environments.
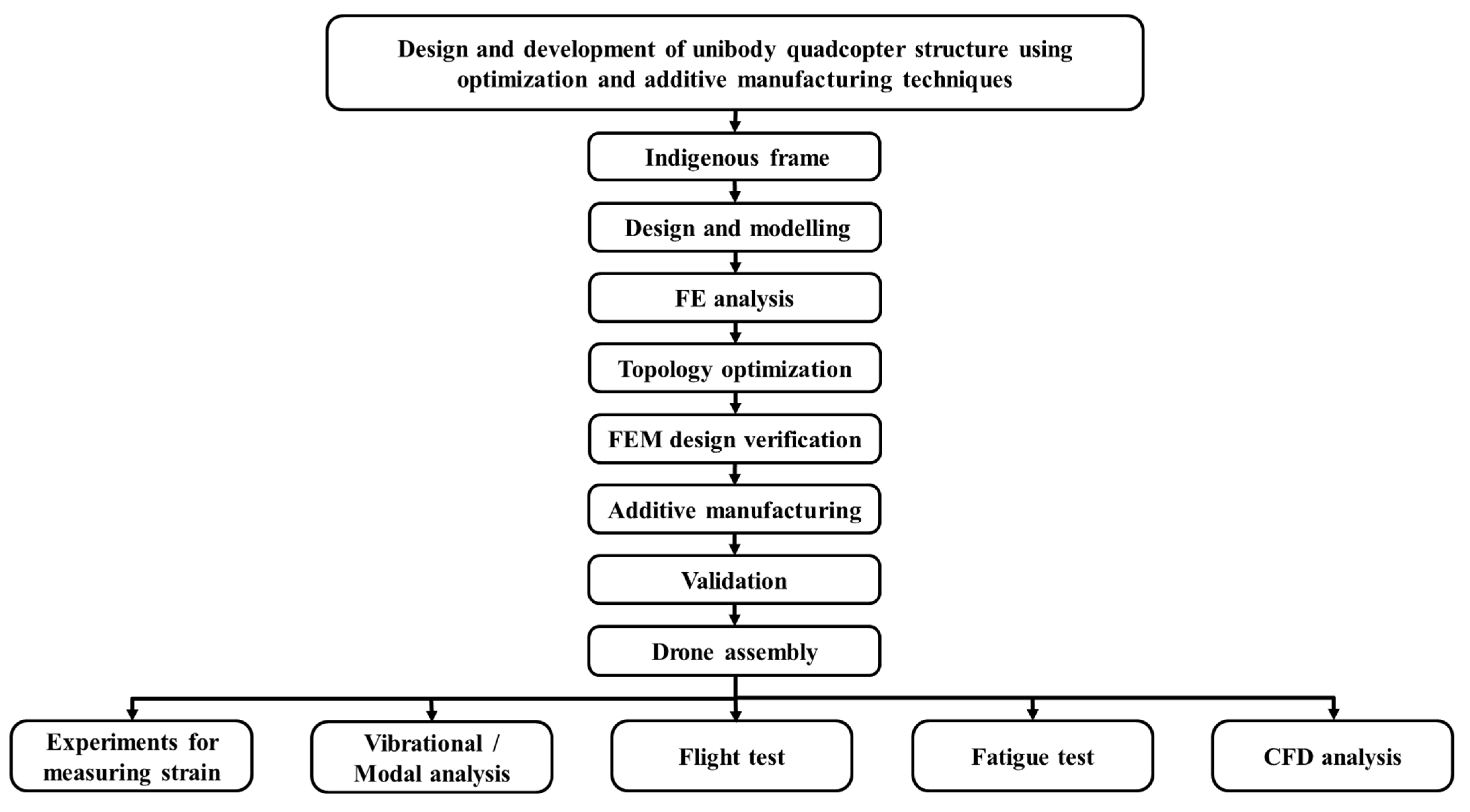
- The methodology carried out in this work is schematically represented in Figure 1.
- A design process is proposed/suggested to design and develop a quadcopter frame with optimum weight and with unified body as per the payload requirements.
- As the design is based on topology optimization, only the required material is utilized by avoiding unwanted material.
- The scientific principles such as finite element analysis and computational fluid dynamic analysis are well exploited to understand the structural integrity and flow characteristics during hovering and forward flight conditions are comprehended.
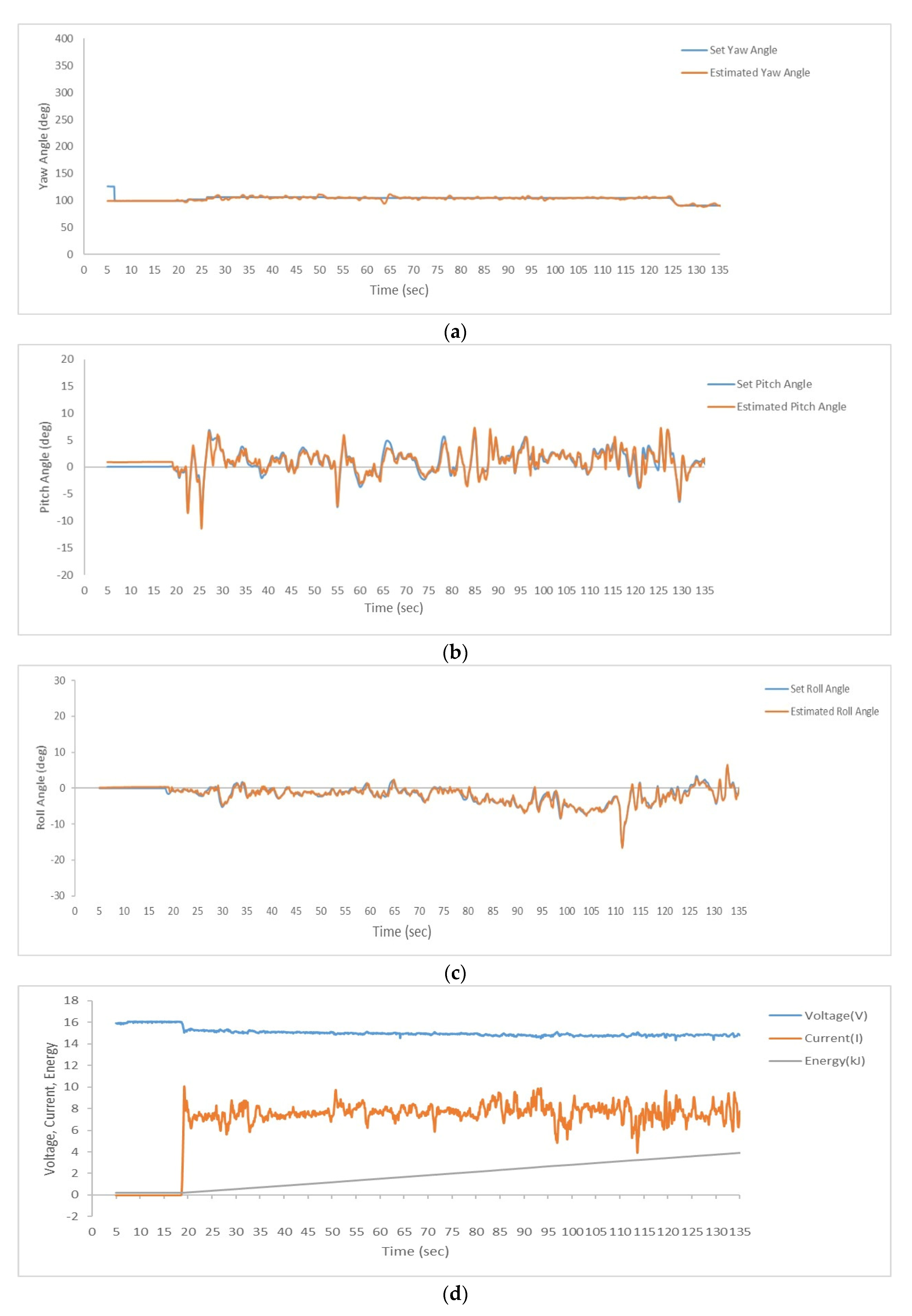
- Experimental analysis provides a vital role to understand the vibration characteristics, and real time flight trails give stability characteristics of the Quadcopter for various wind conditions.
2. Design of Monocoque Quadcopter Structure Using Topology-Based Optimization and Additive Manufacturing
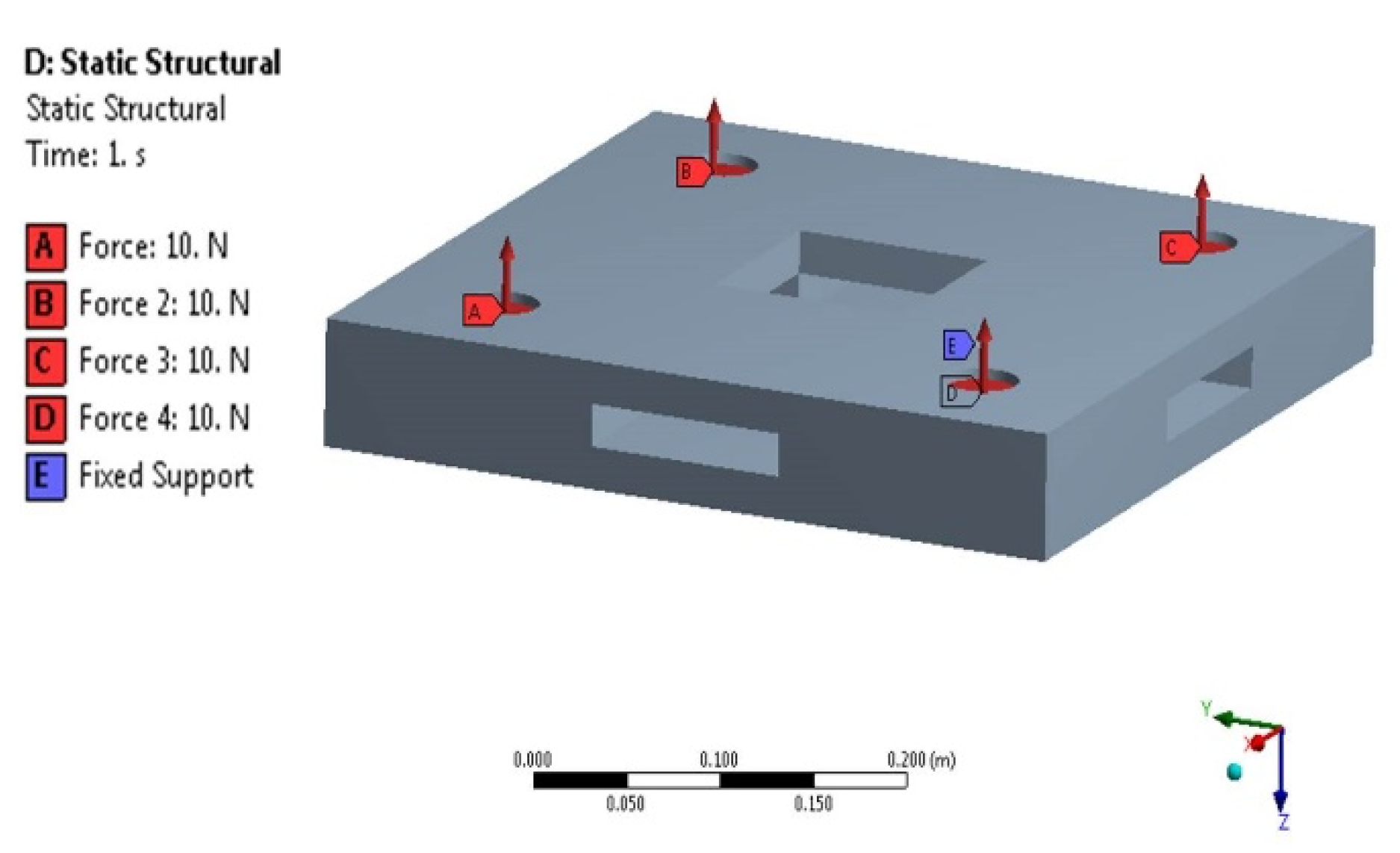
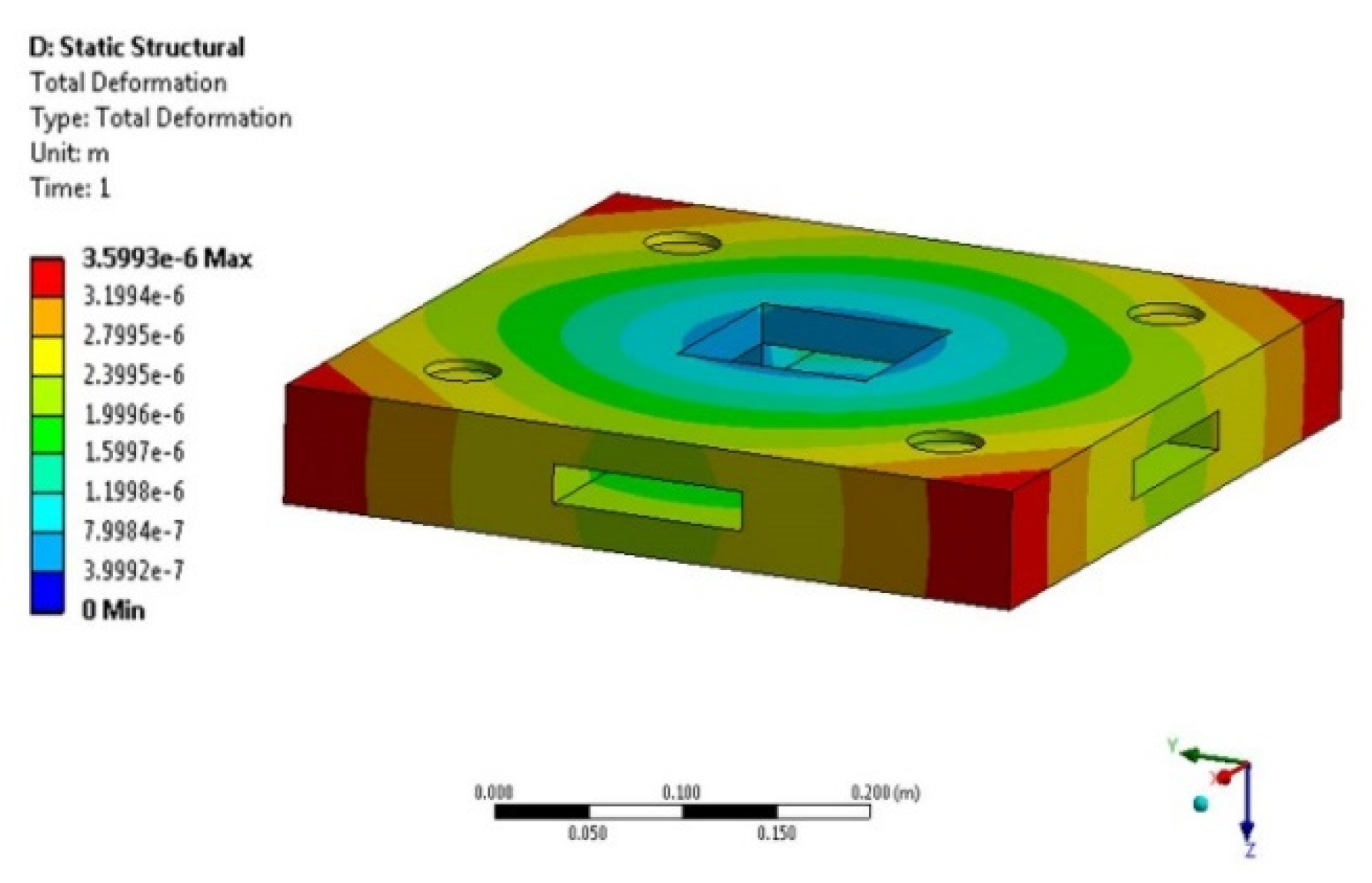
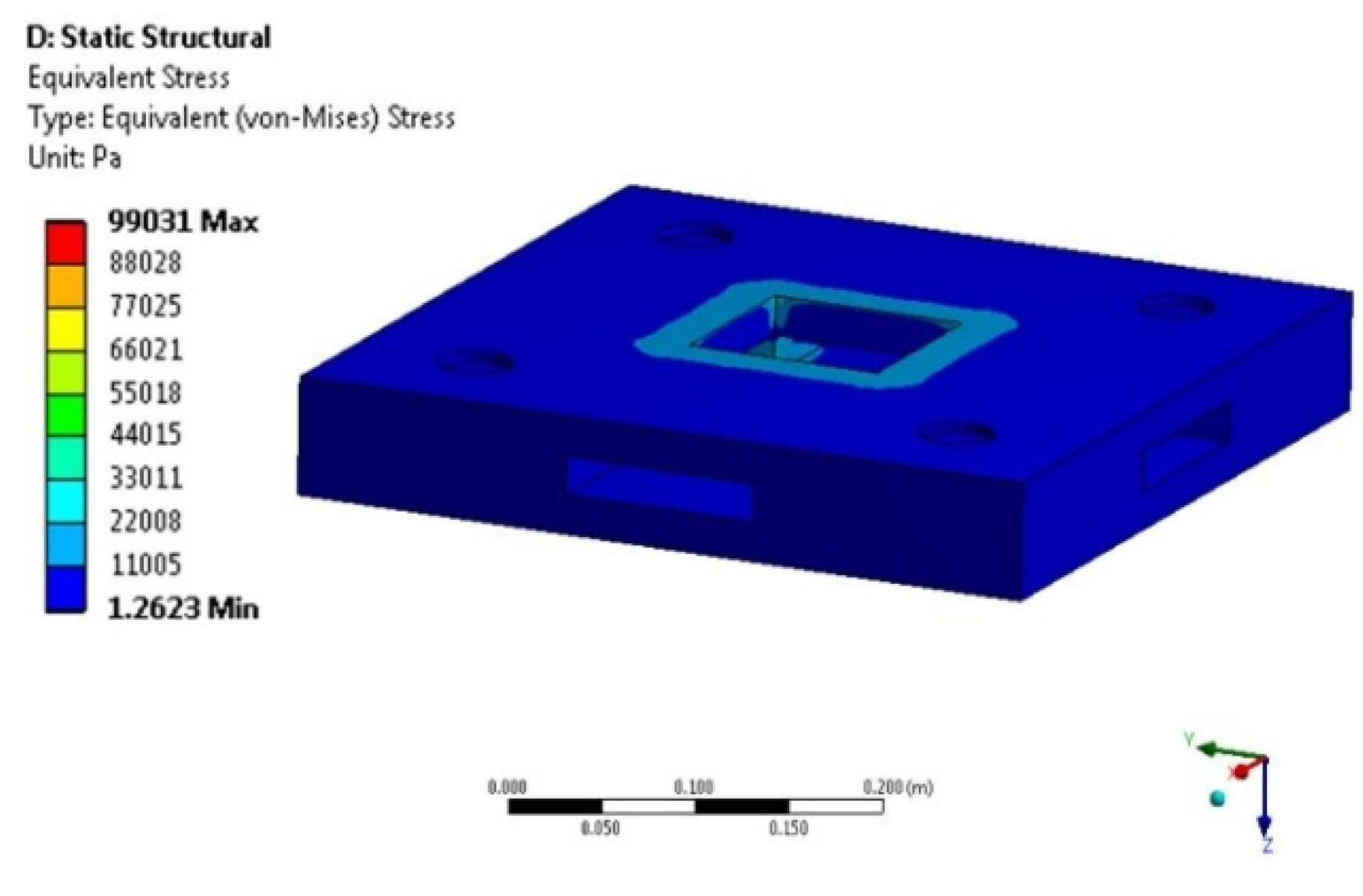
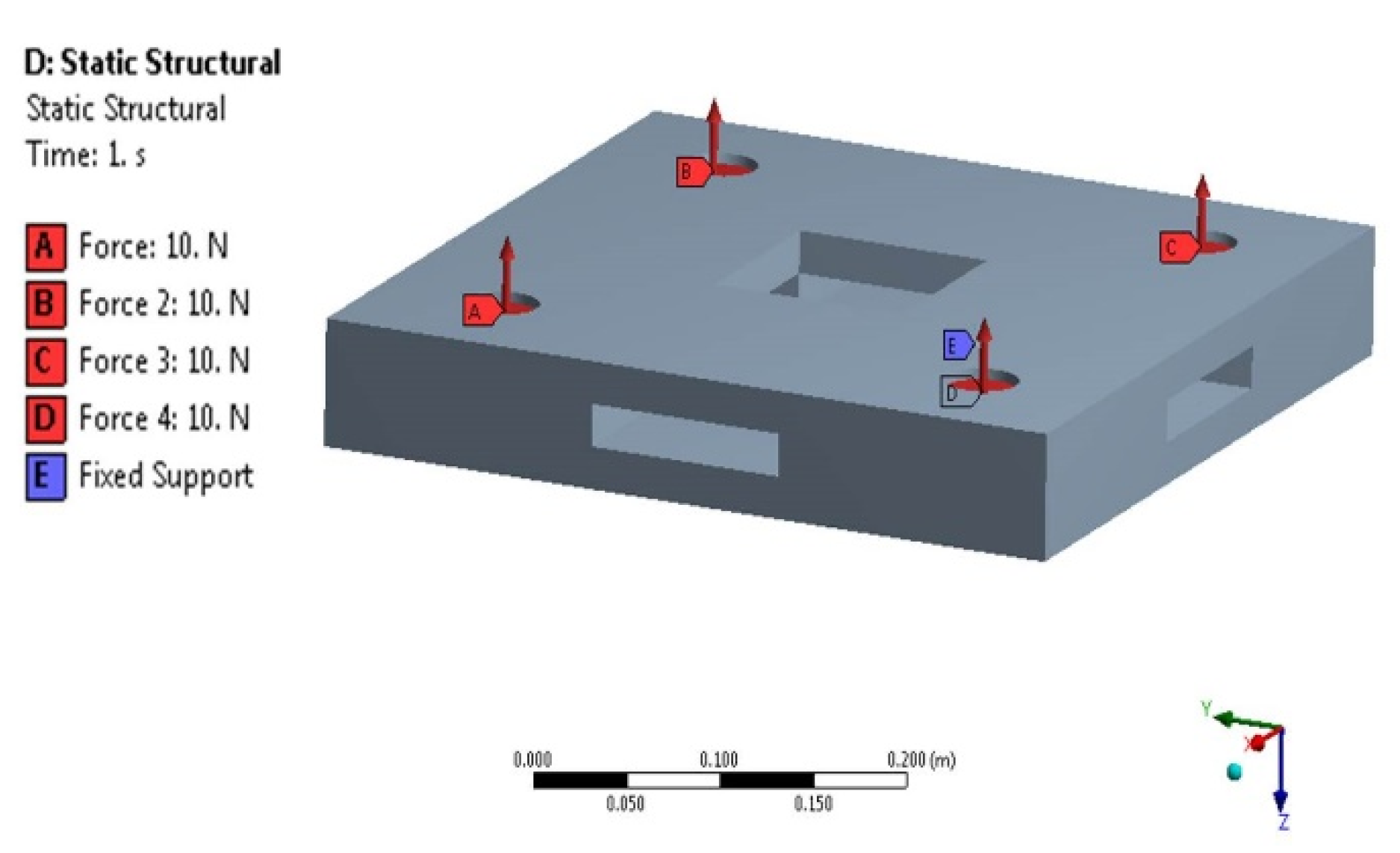
2.1. Finite Element Analysis
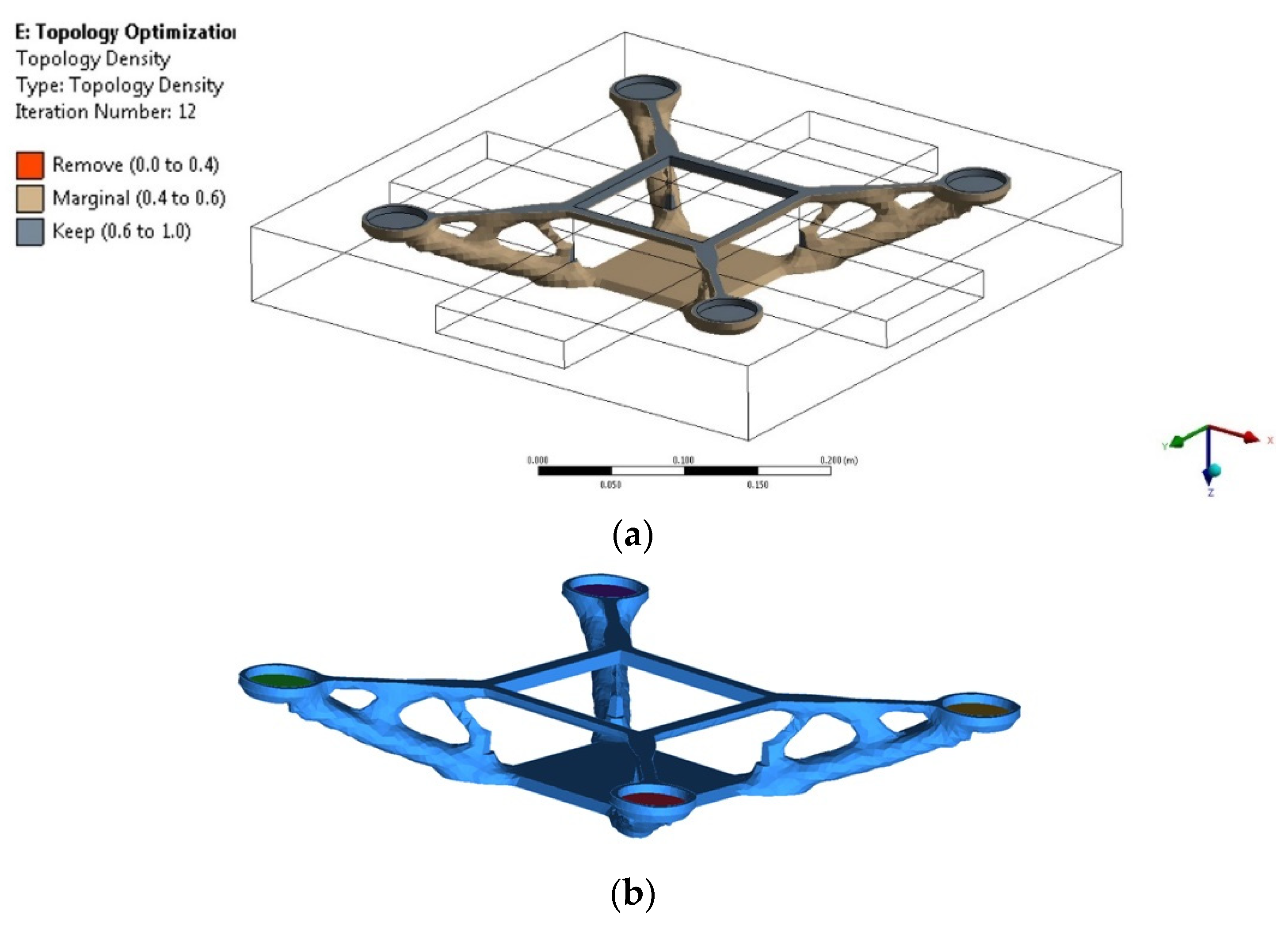
2.2. Topology Optimization
2.2.1. Problem Definition
2.2.2. Objective Function
2.2.3. Design Constraints
2.2.4. Manufacturing Constraints
- Objective function: Minimizing structural compliance
- Design constraint: Minimization of mass
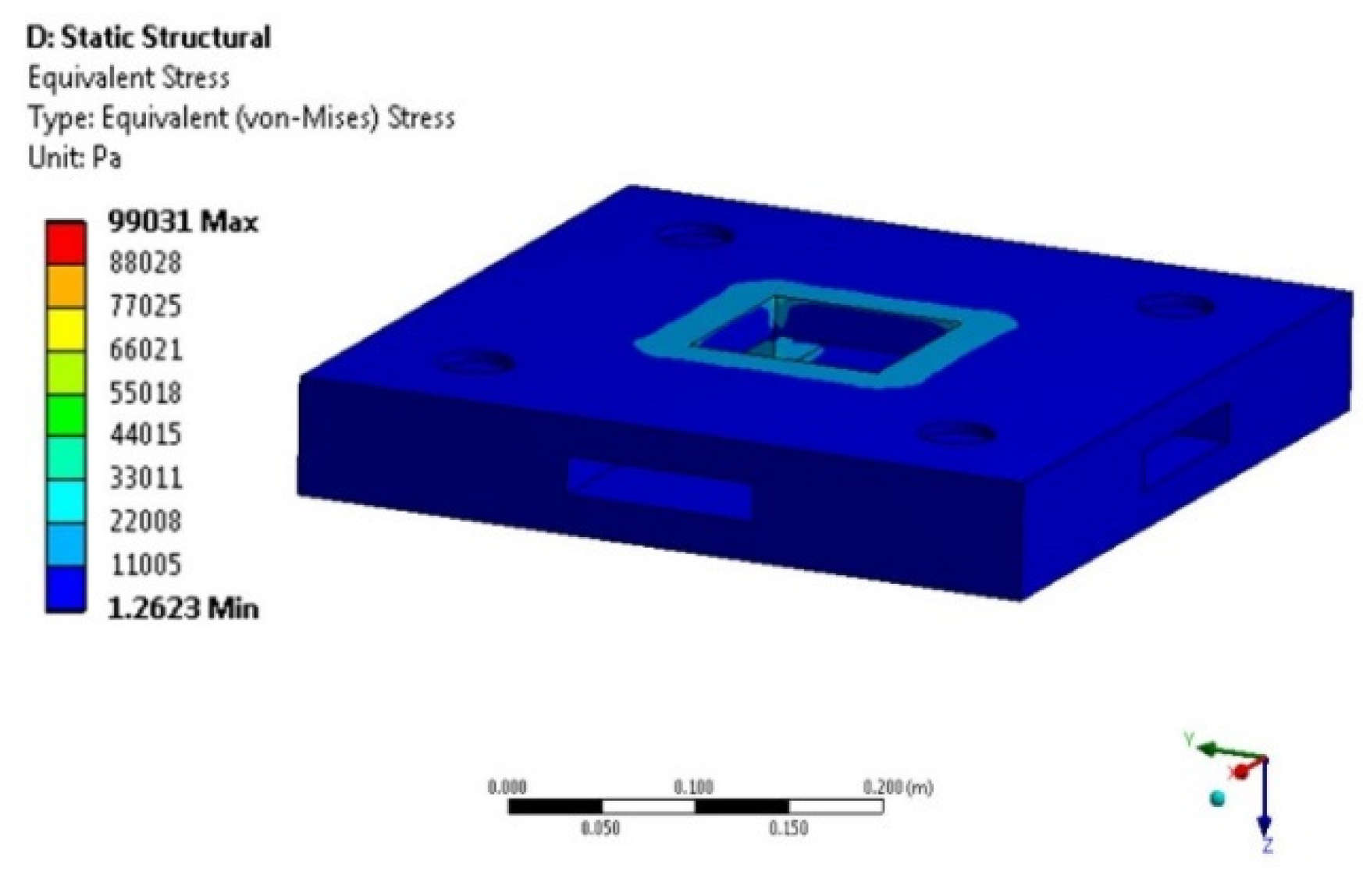
- Subjected to: von Mises stress ≤ 20 MPa
- Manufacturing constraint: Overhang angle = 45˚
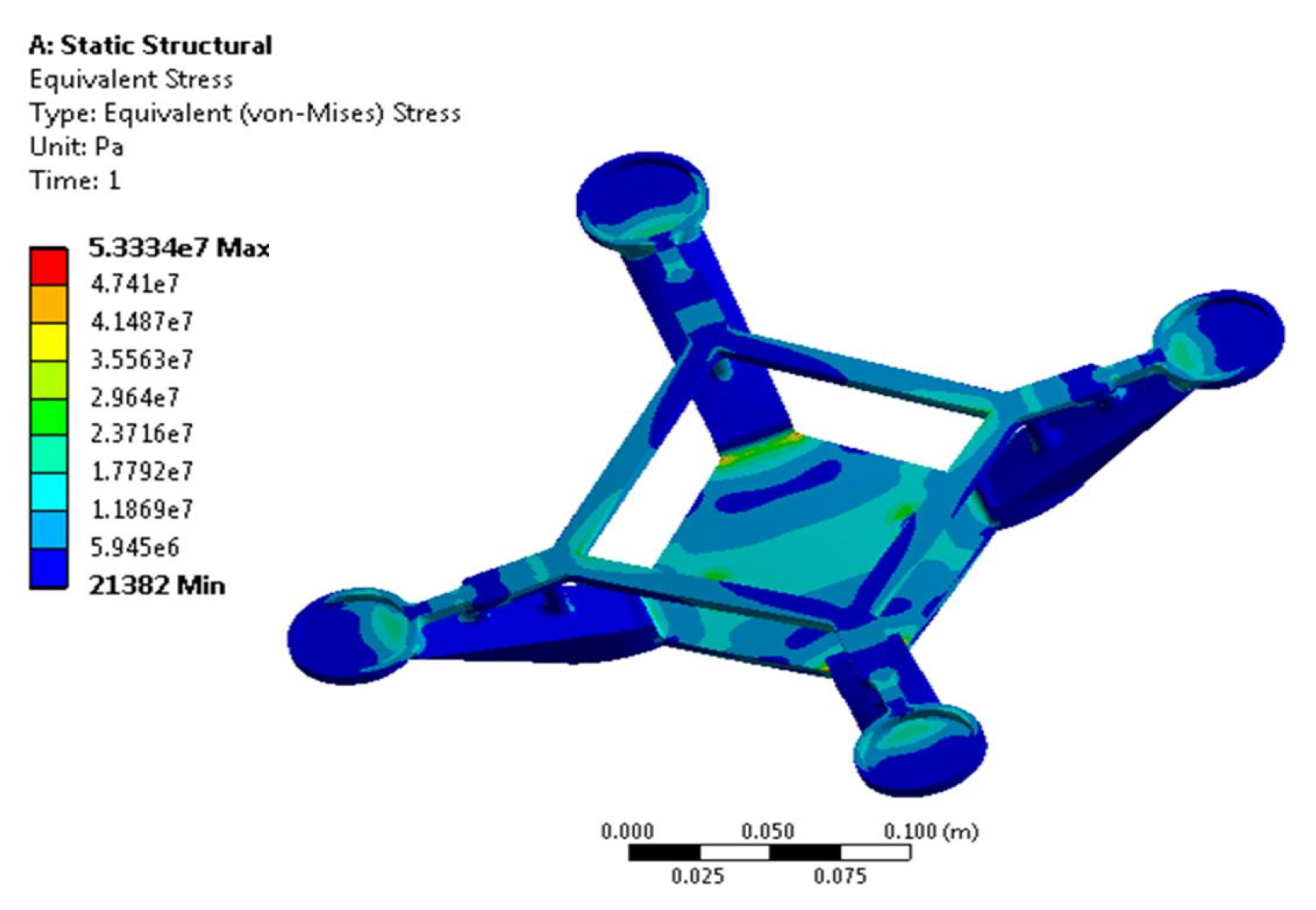
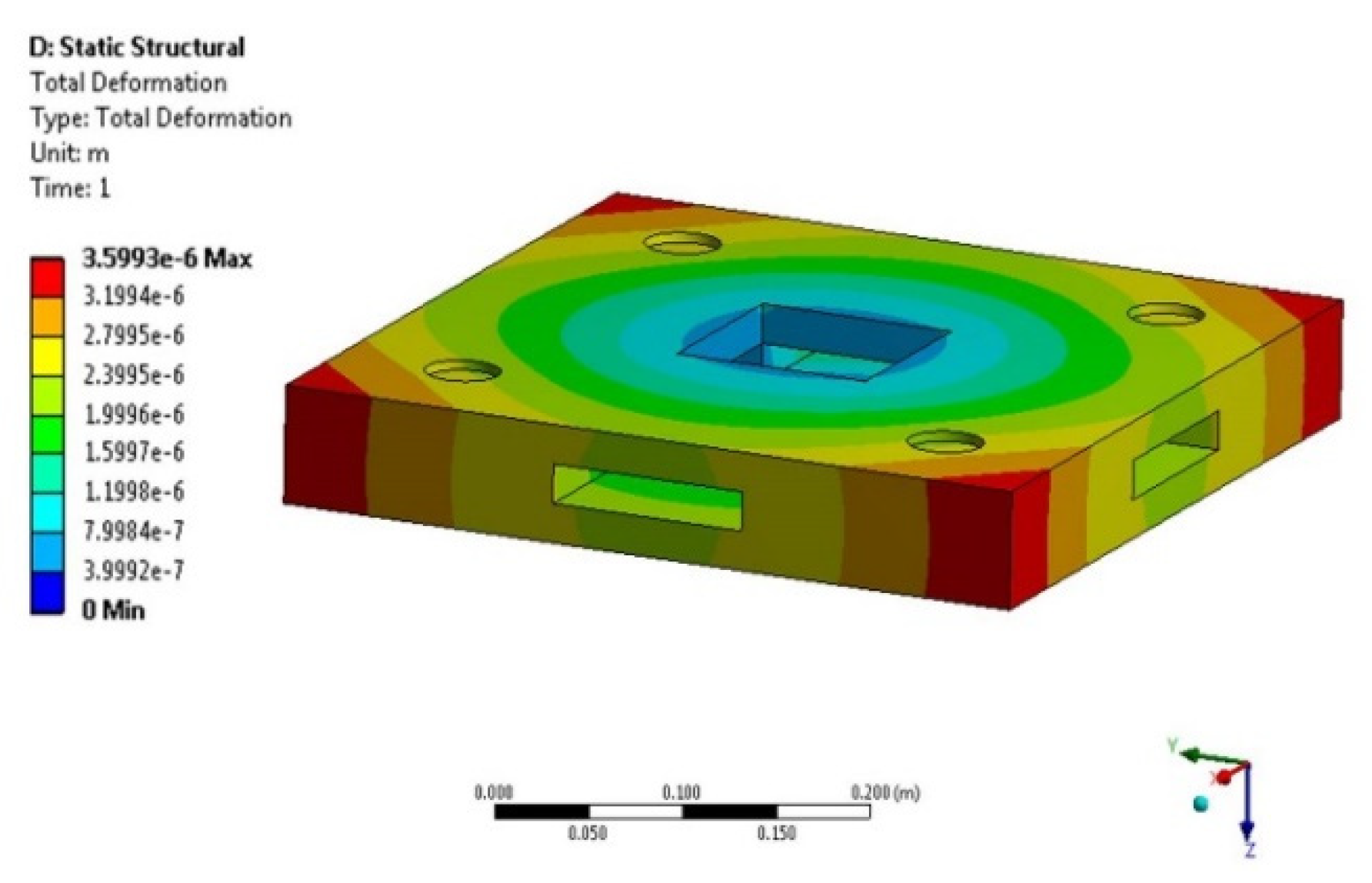
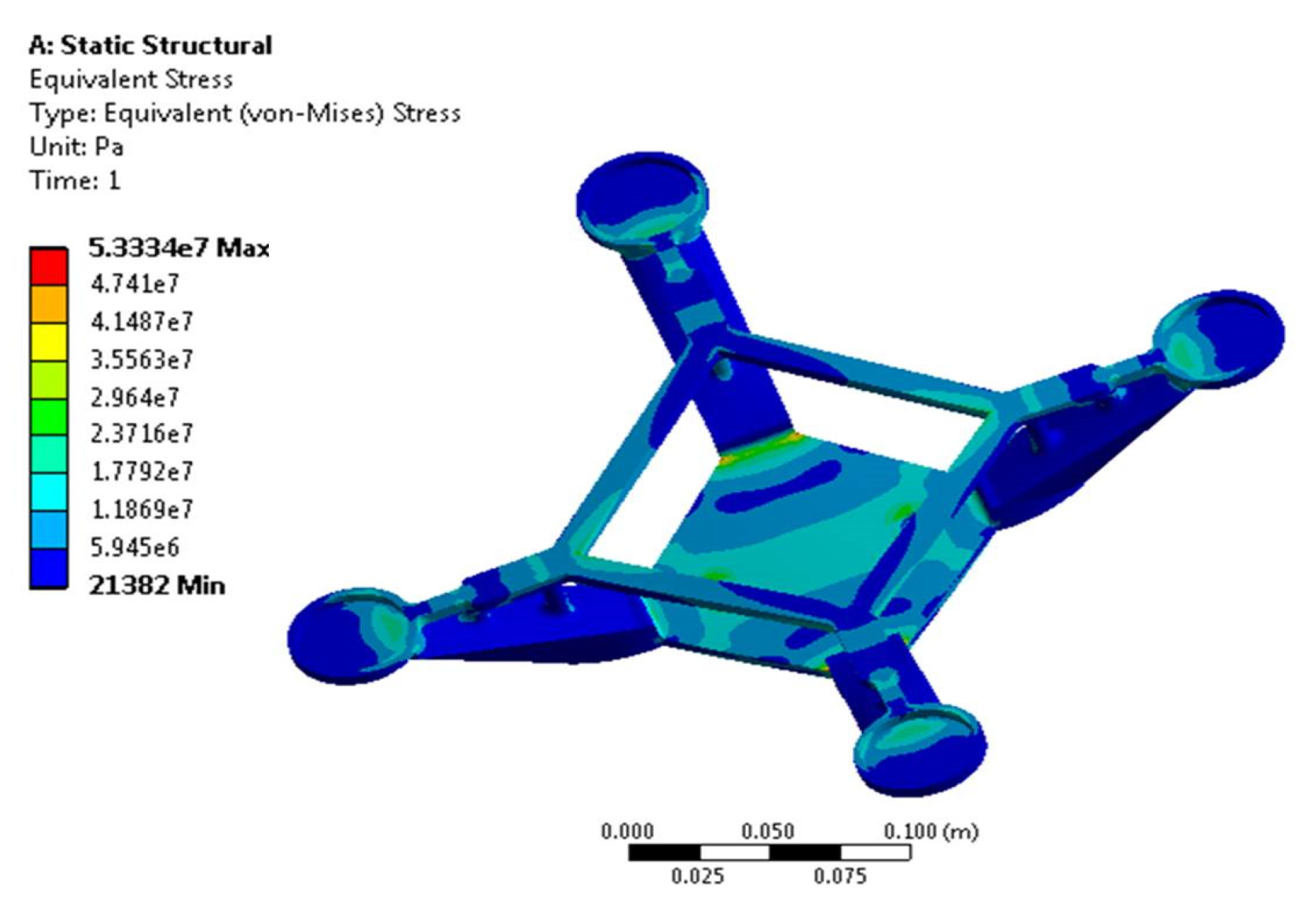
2.2.5. Validation through Finite Element Analysis
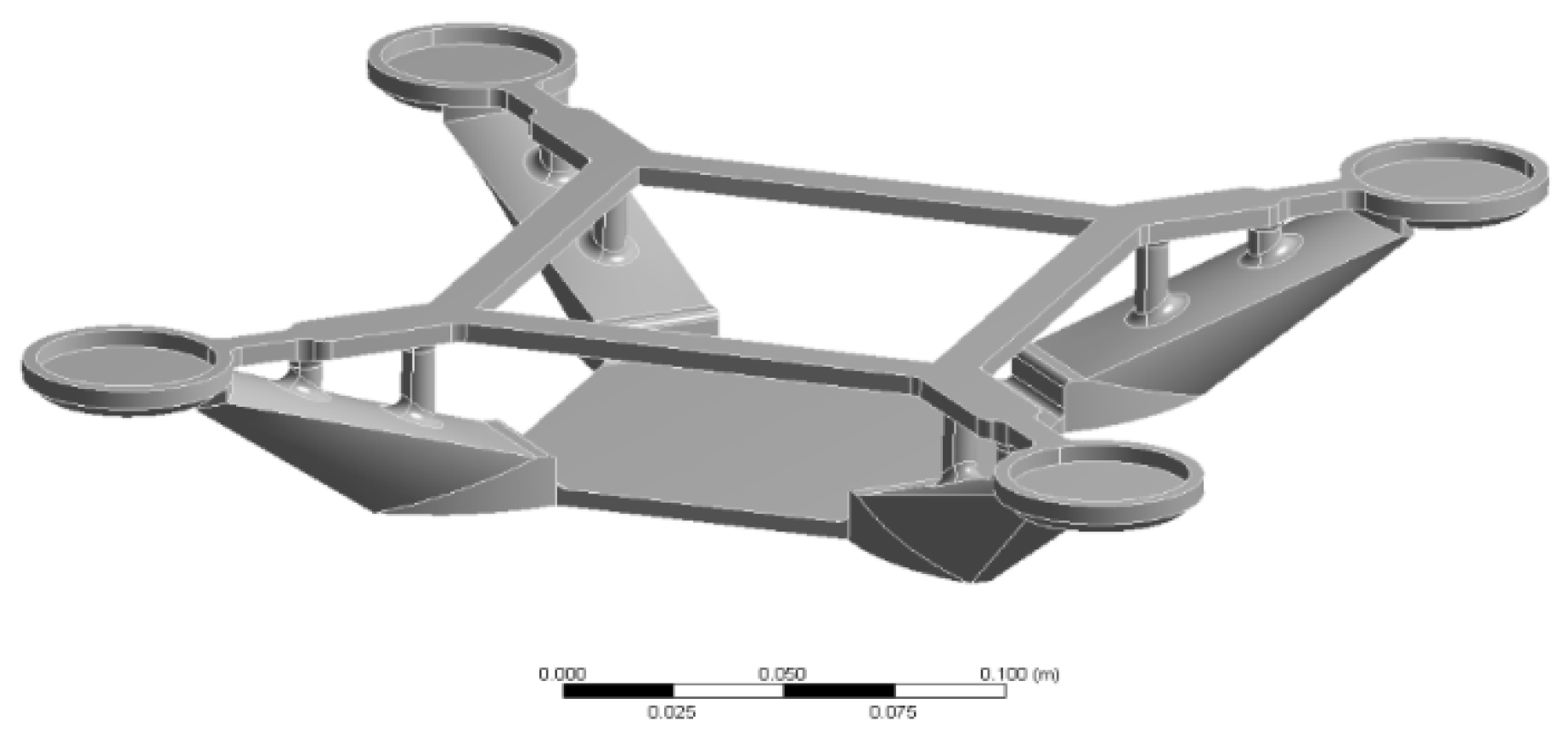
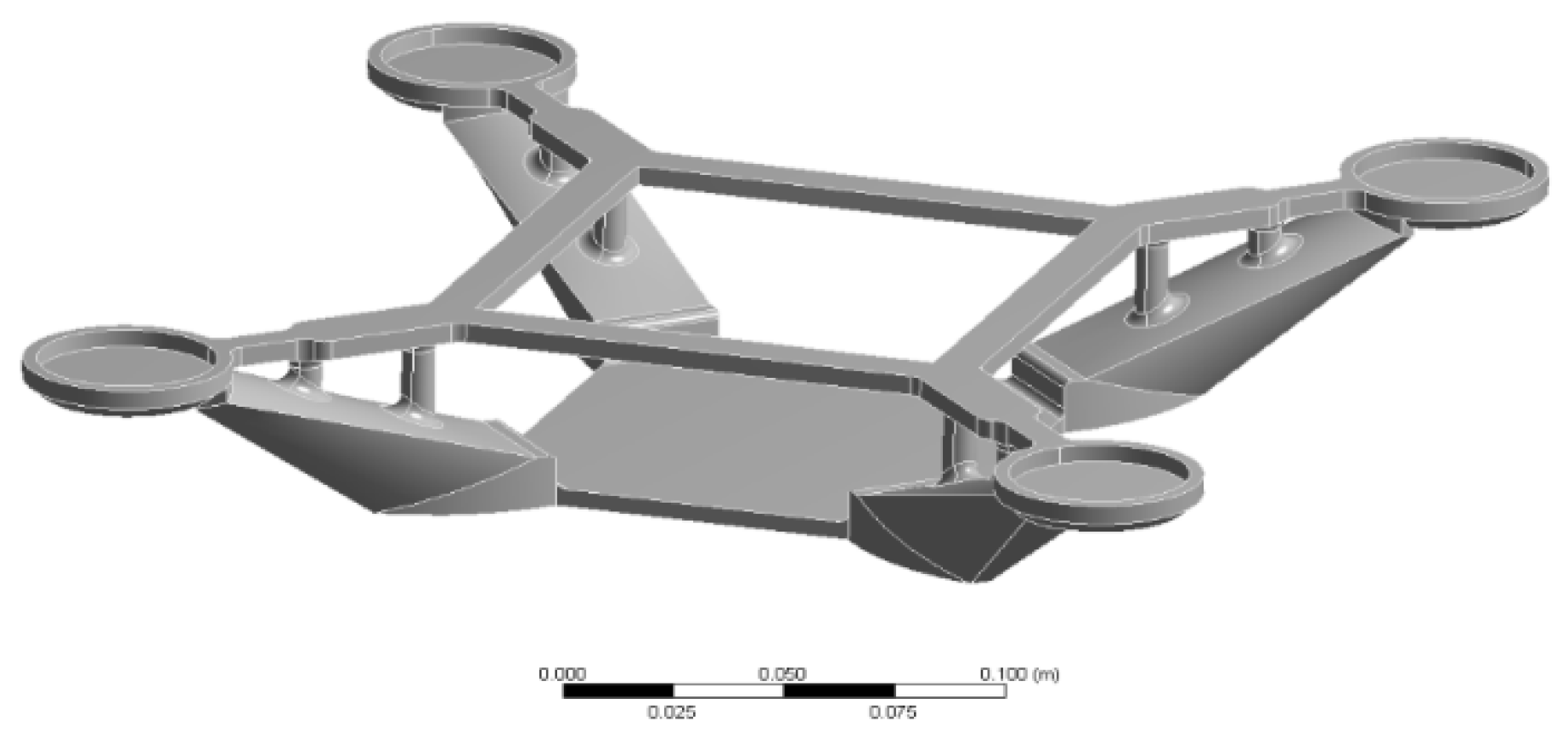
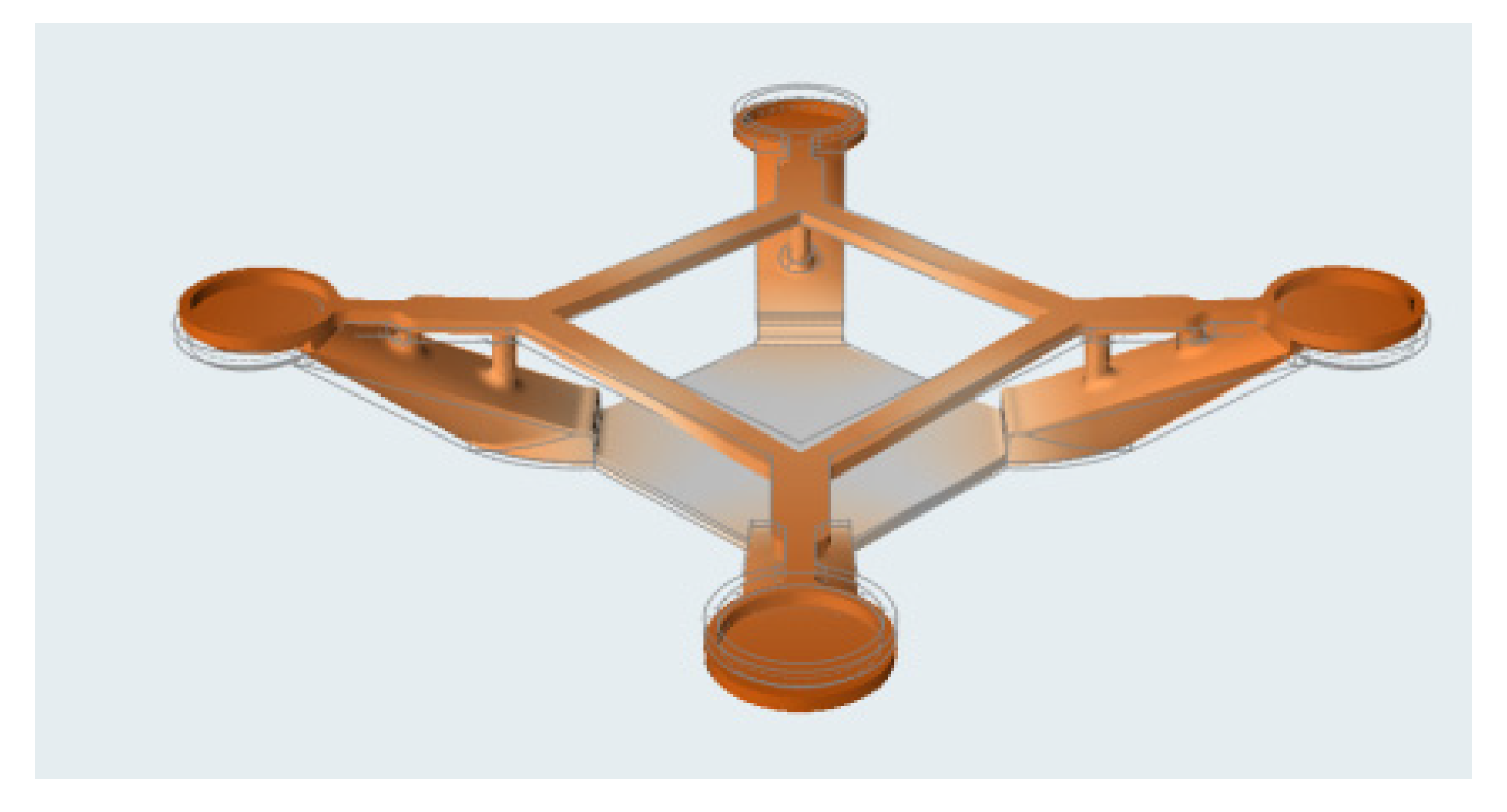
2.2.6. Re-Design of Optimized Model
2.2.7. Validation through FE Analysis (Re-Analysis)
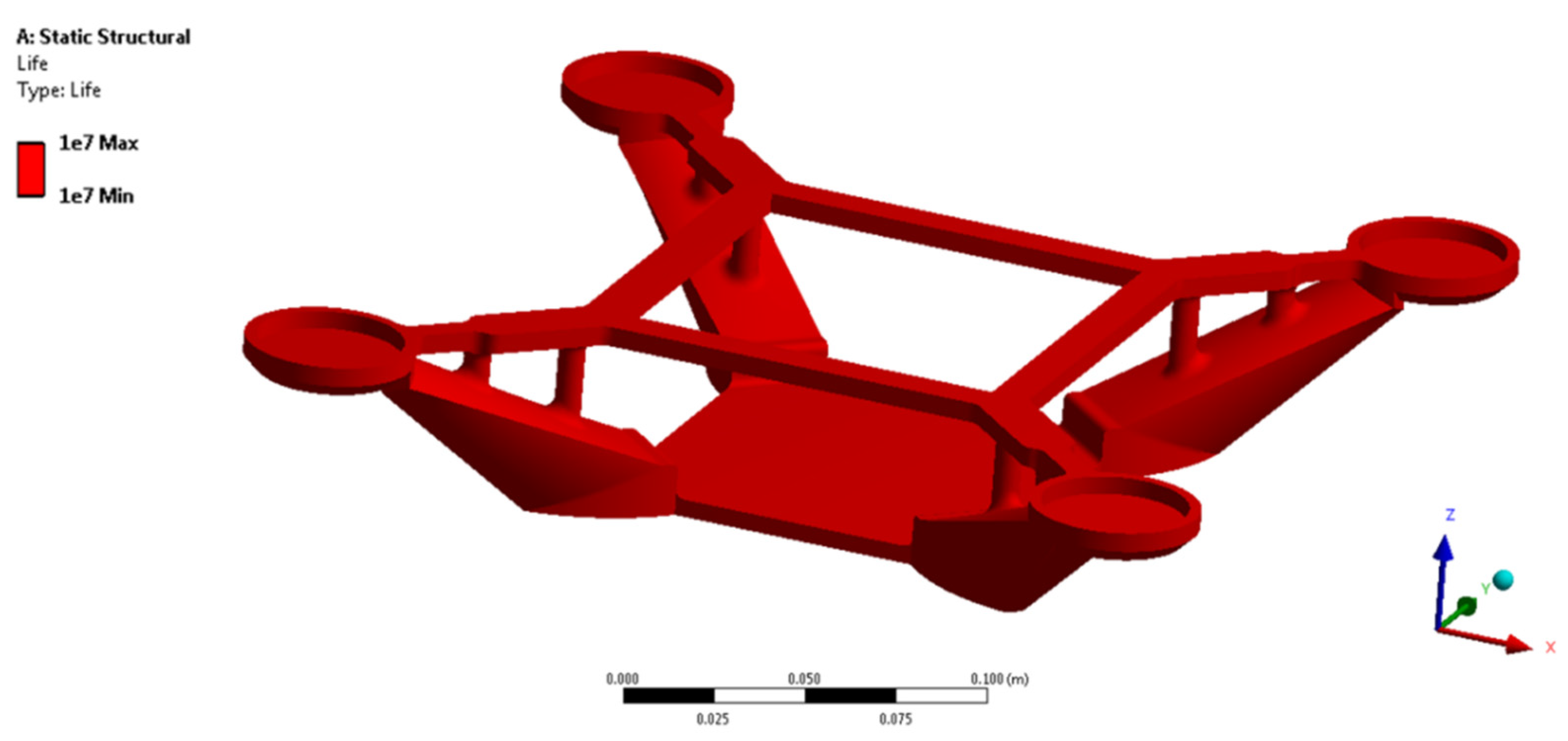
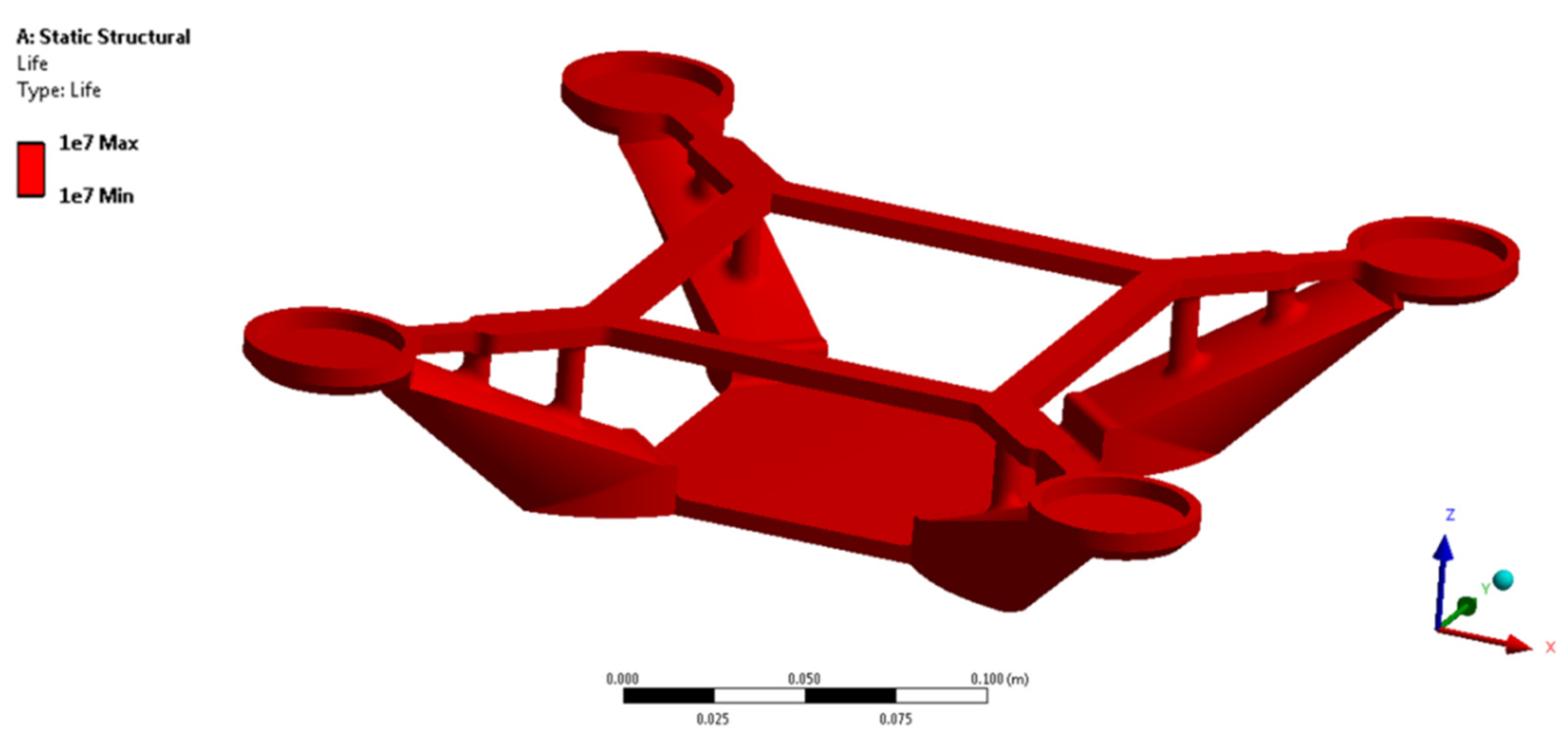
3. Fatigue Analysis
4. Fused Filament Fabrication of Optimized Quadcopter
| : 955 mm × 1040 mm × 925 mm |
| : 1.75 mm |
| : 270 °C |
| : 2 |
| : 200 mm/s |
| : 15–30 cm3/hour |
| |
| : 0.1–0.25 mm |
| : 90 °C max |
| : Repetier, Cura, Kislicer, etc |
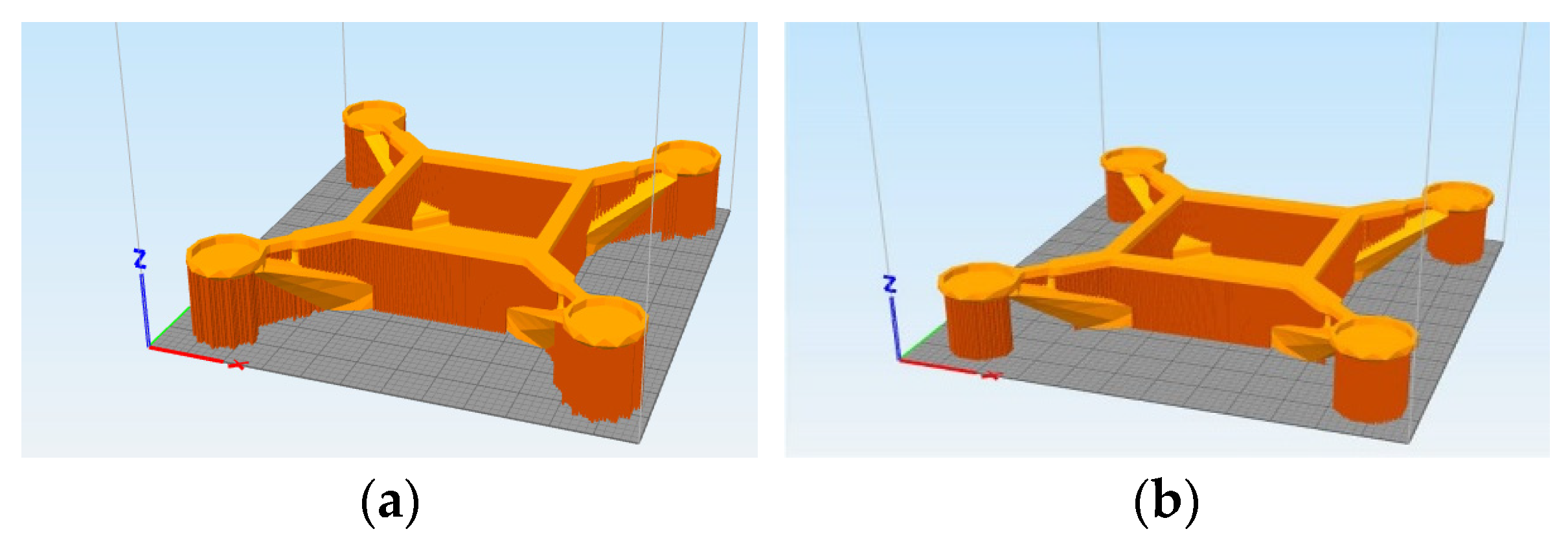
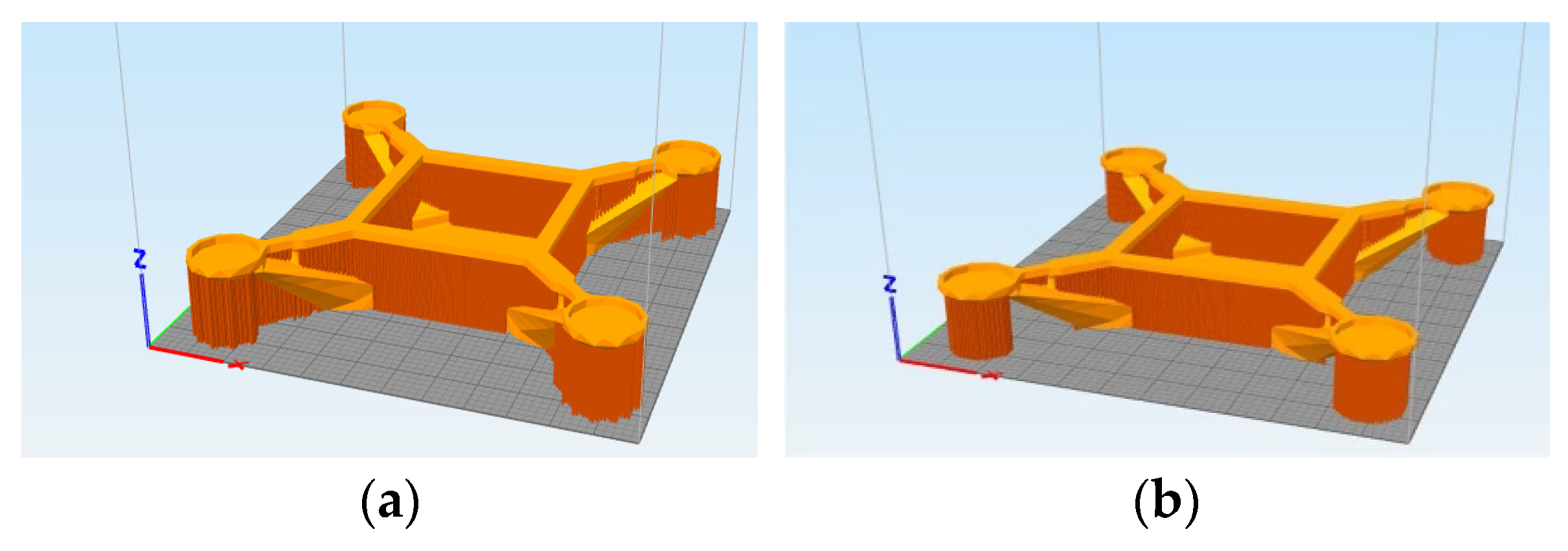
4.1. Design for Additive Manufacturing
4.2. Part Building
4.3. Build Time Analysis
5. Experimental Analysis and Testing
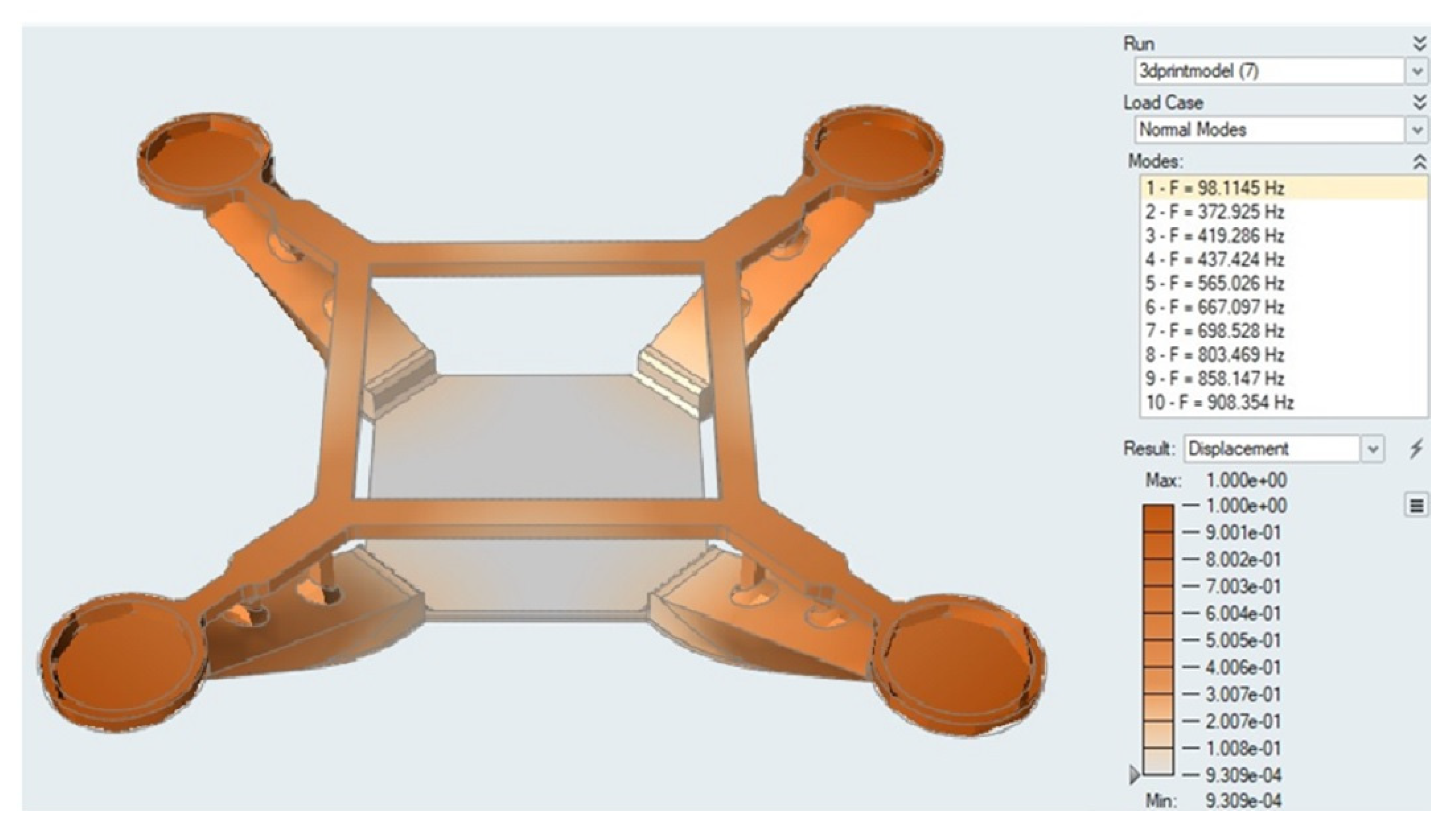
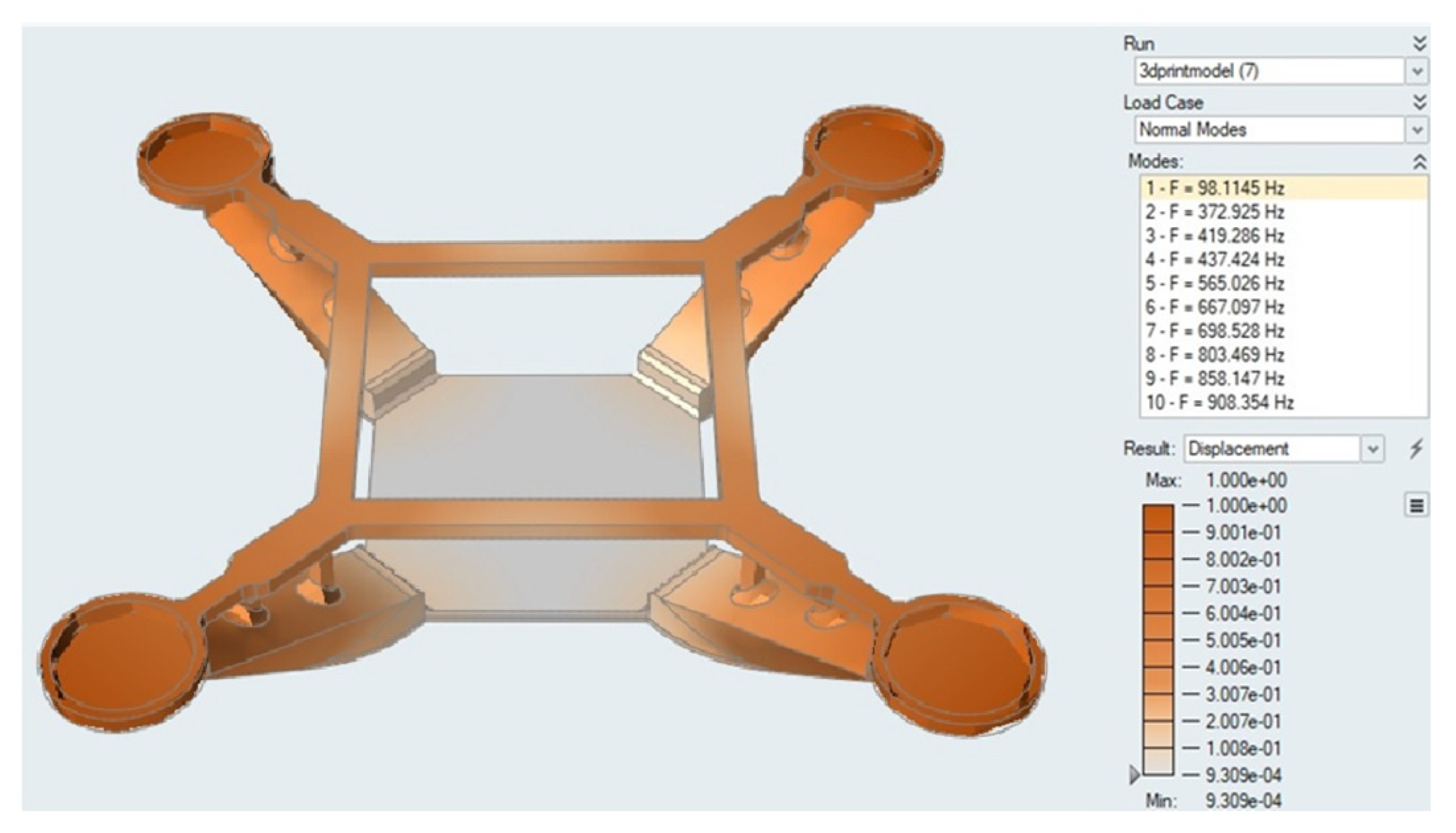
5.1. Modal Analysis
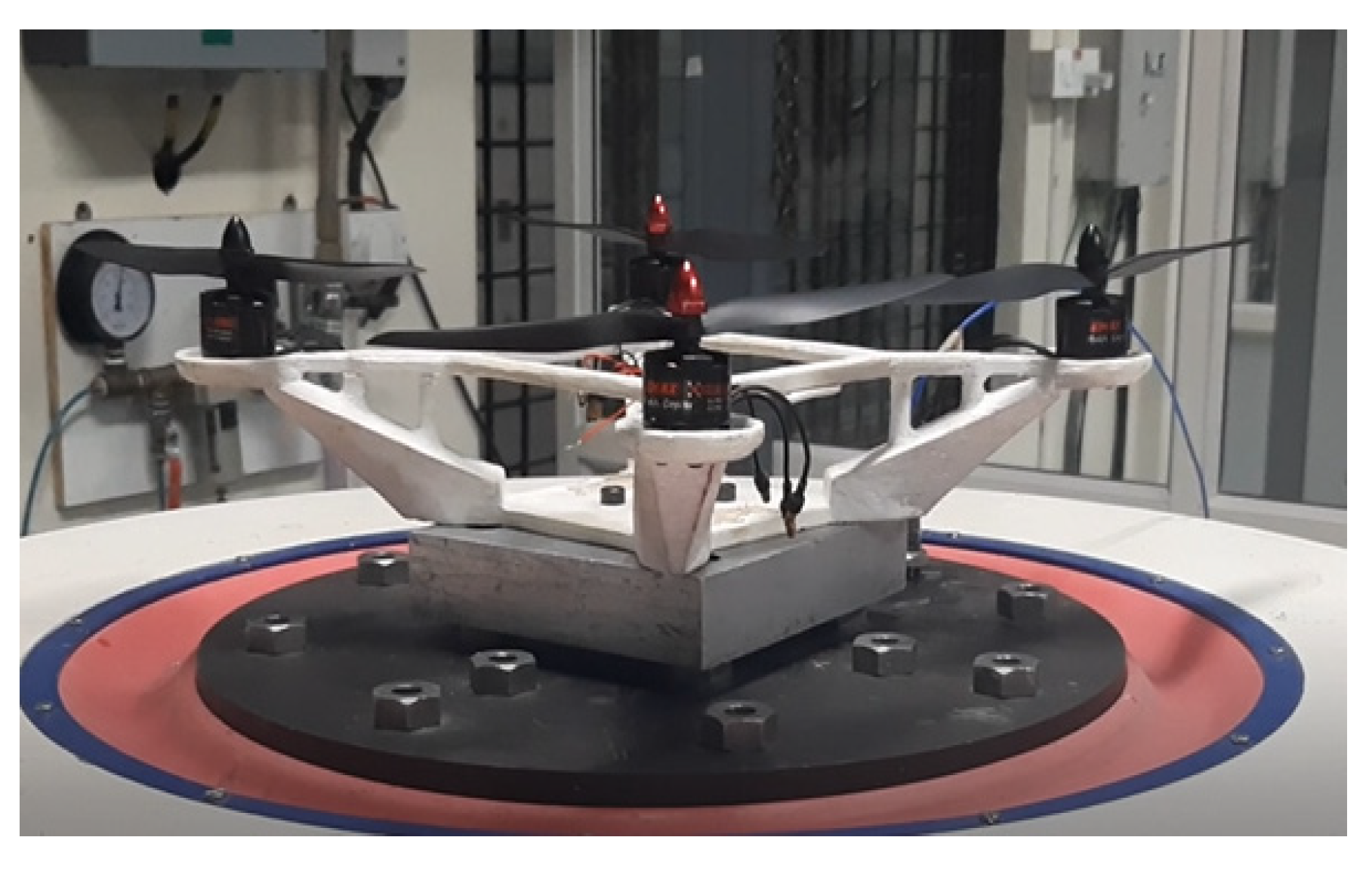
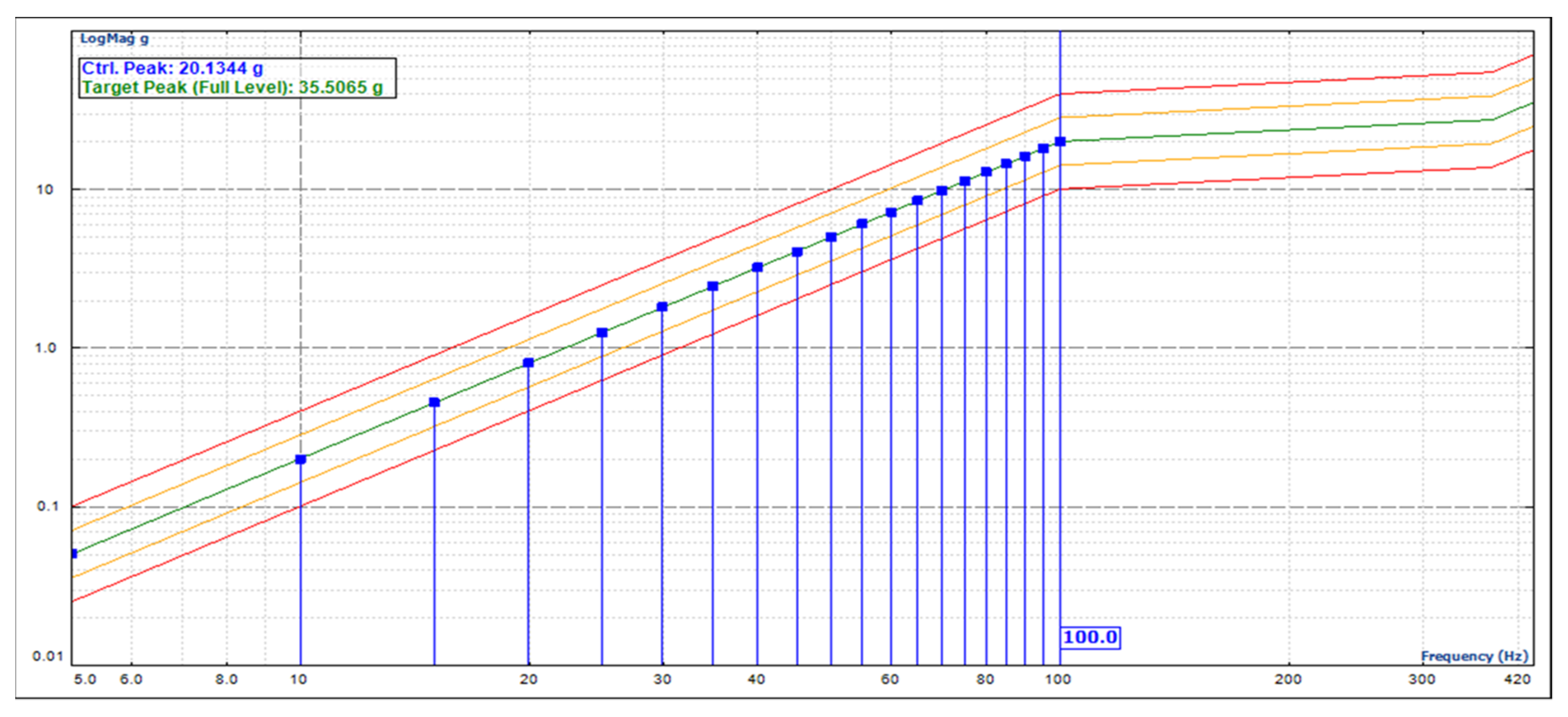
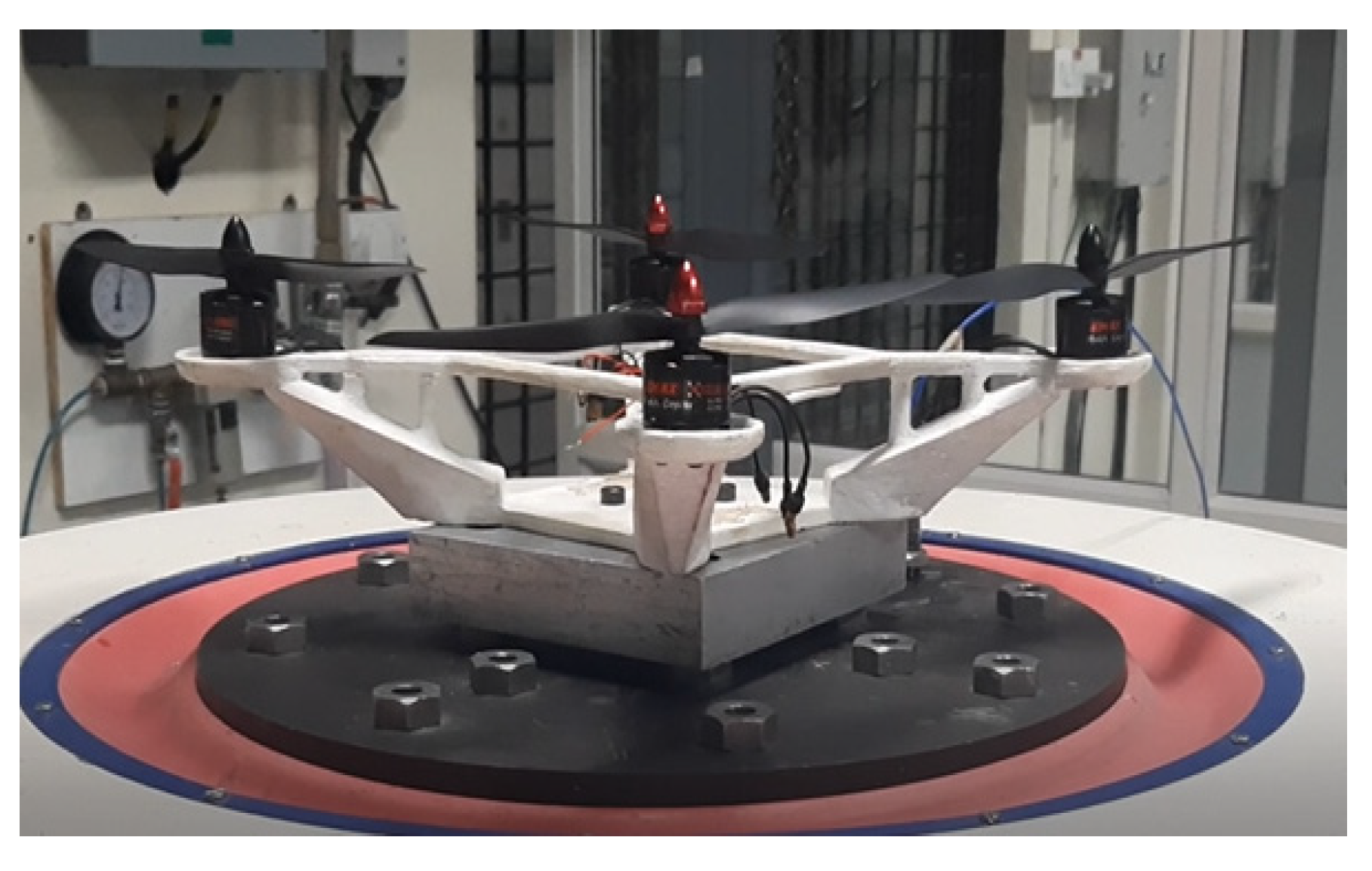
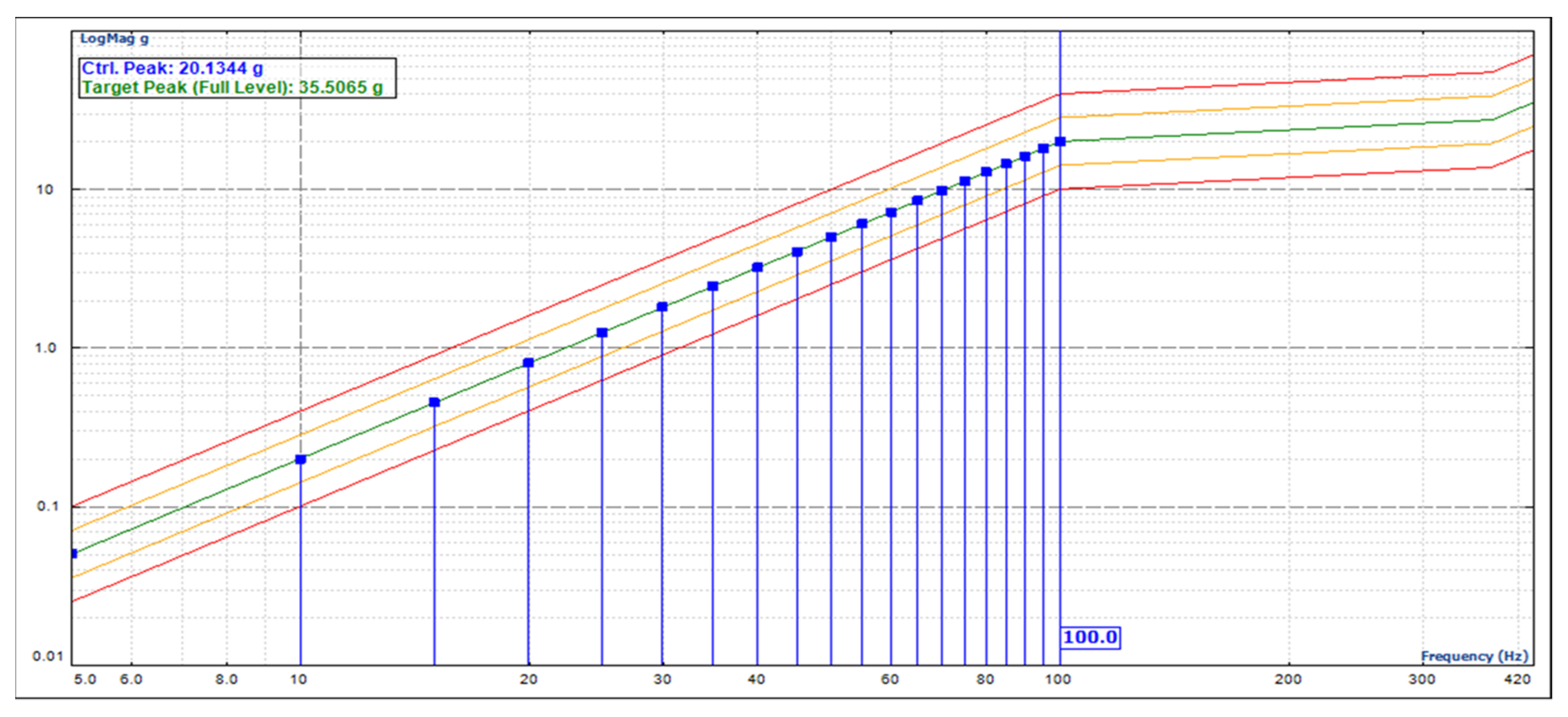
5.2. Experimental Analysis Using Vibration Shaker
5.3. Comparison of Simulation and Experimental Result
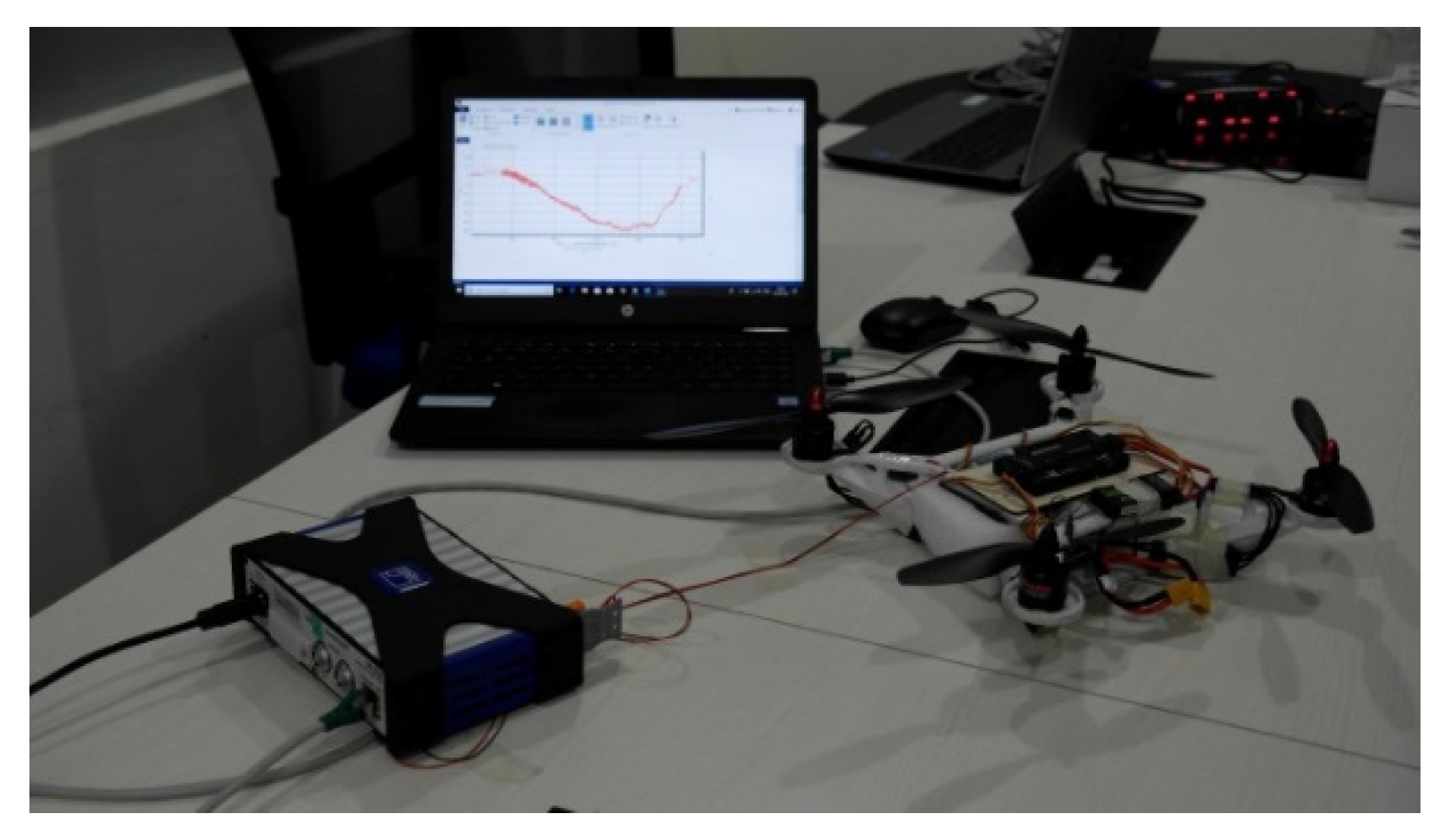
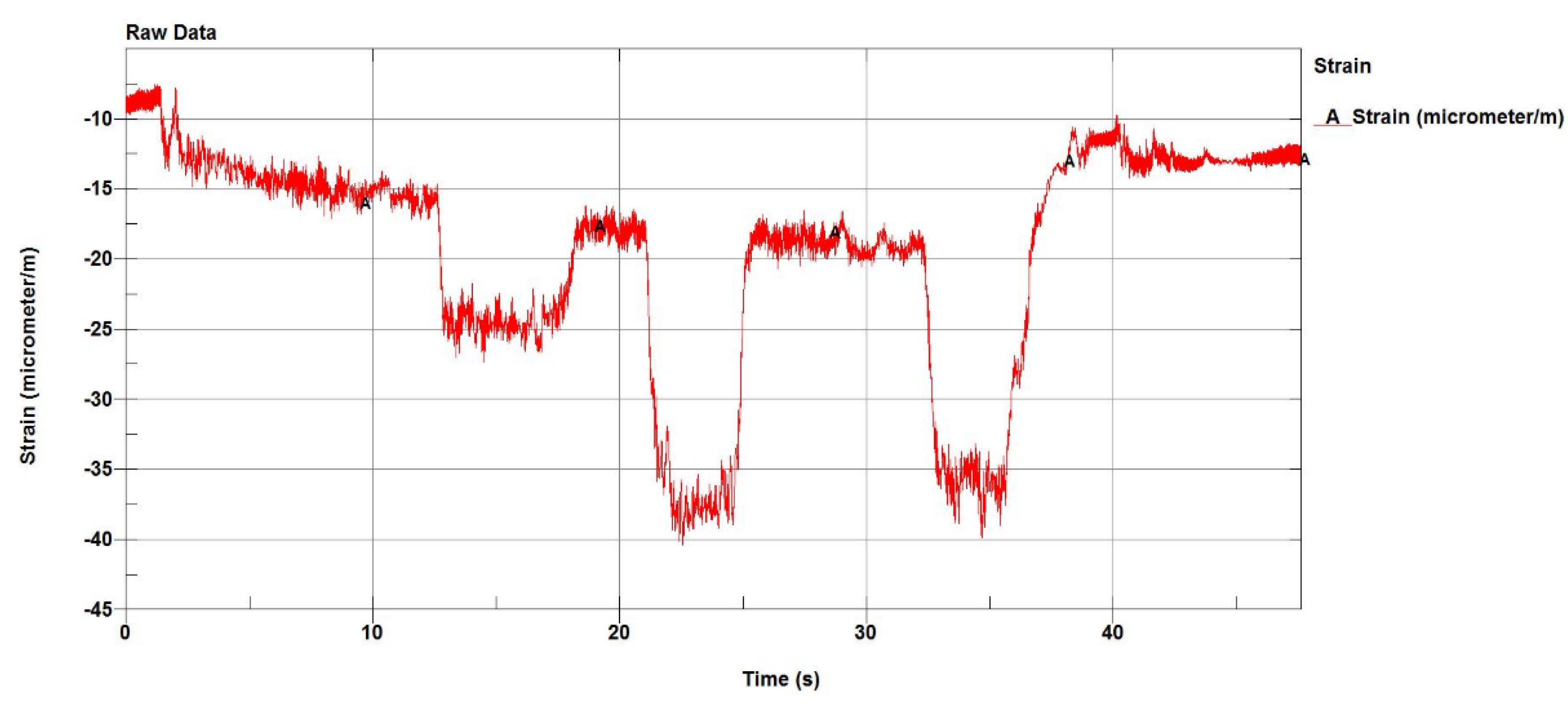
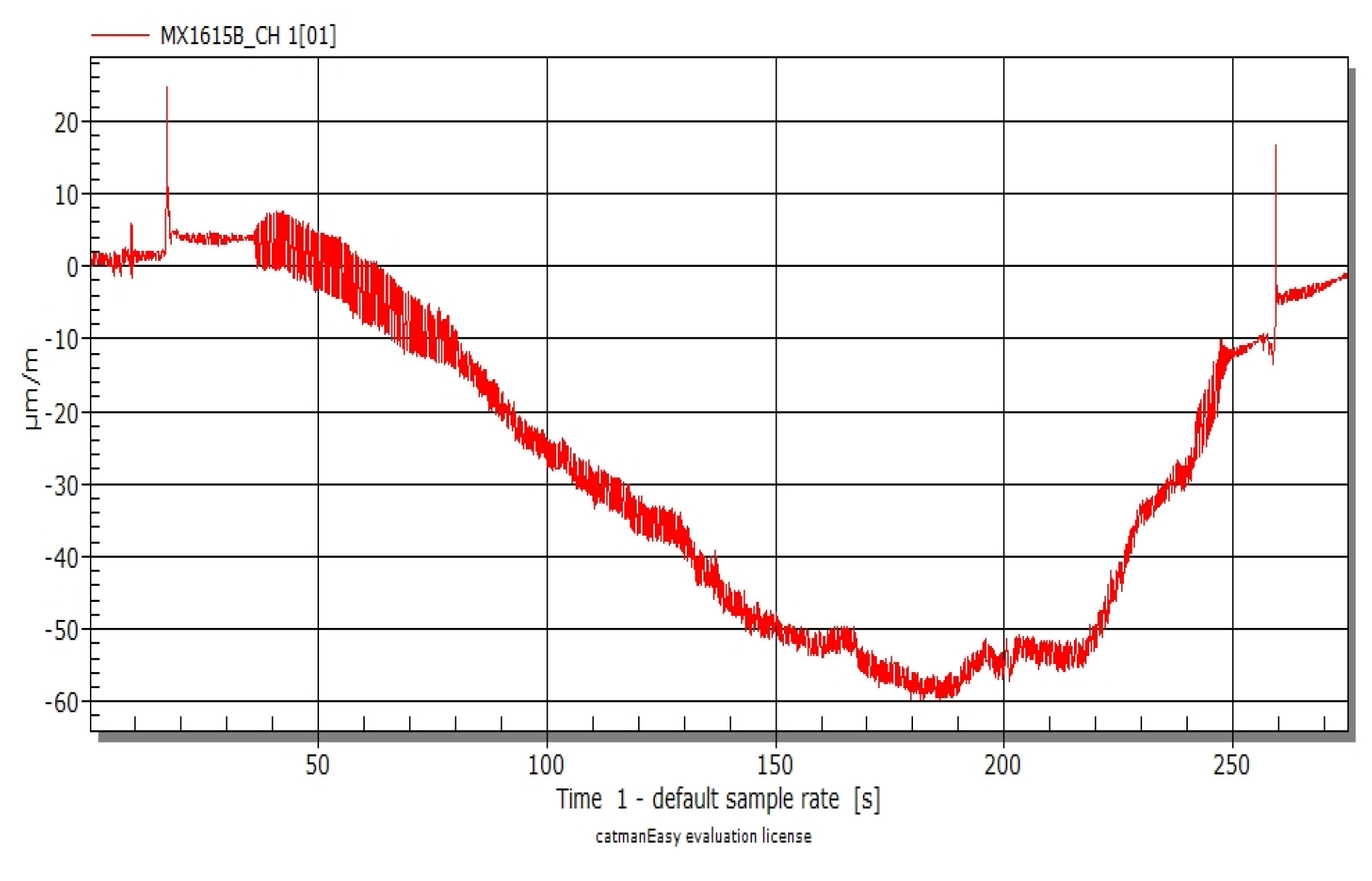
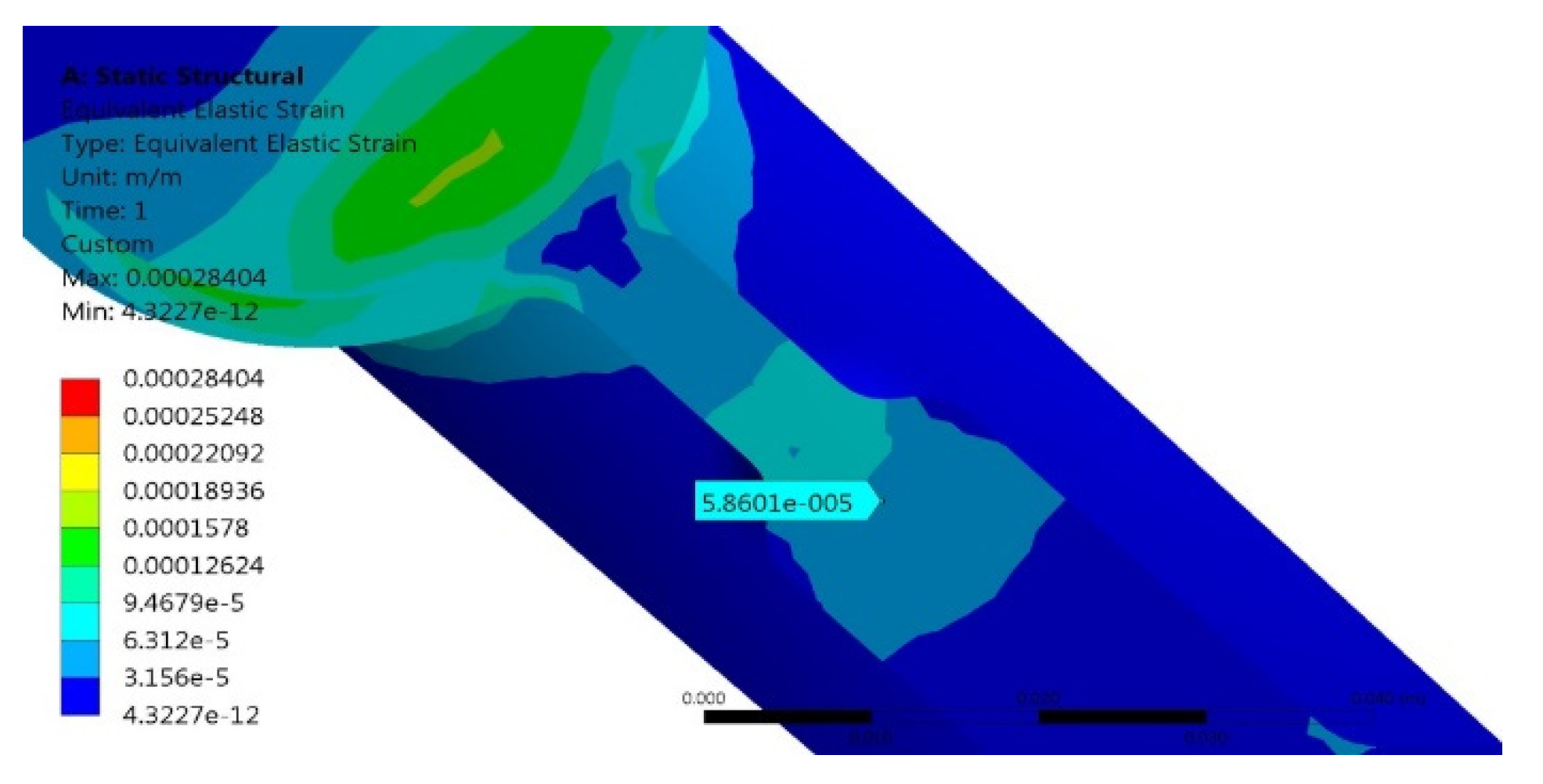
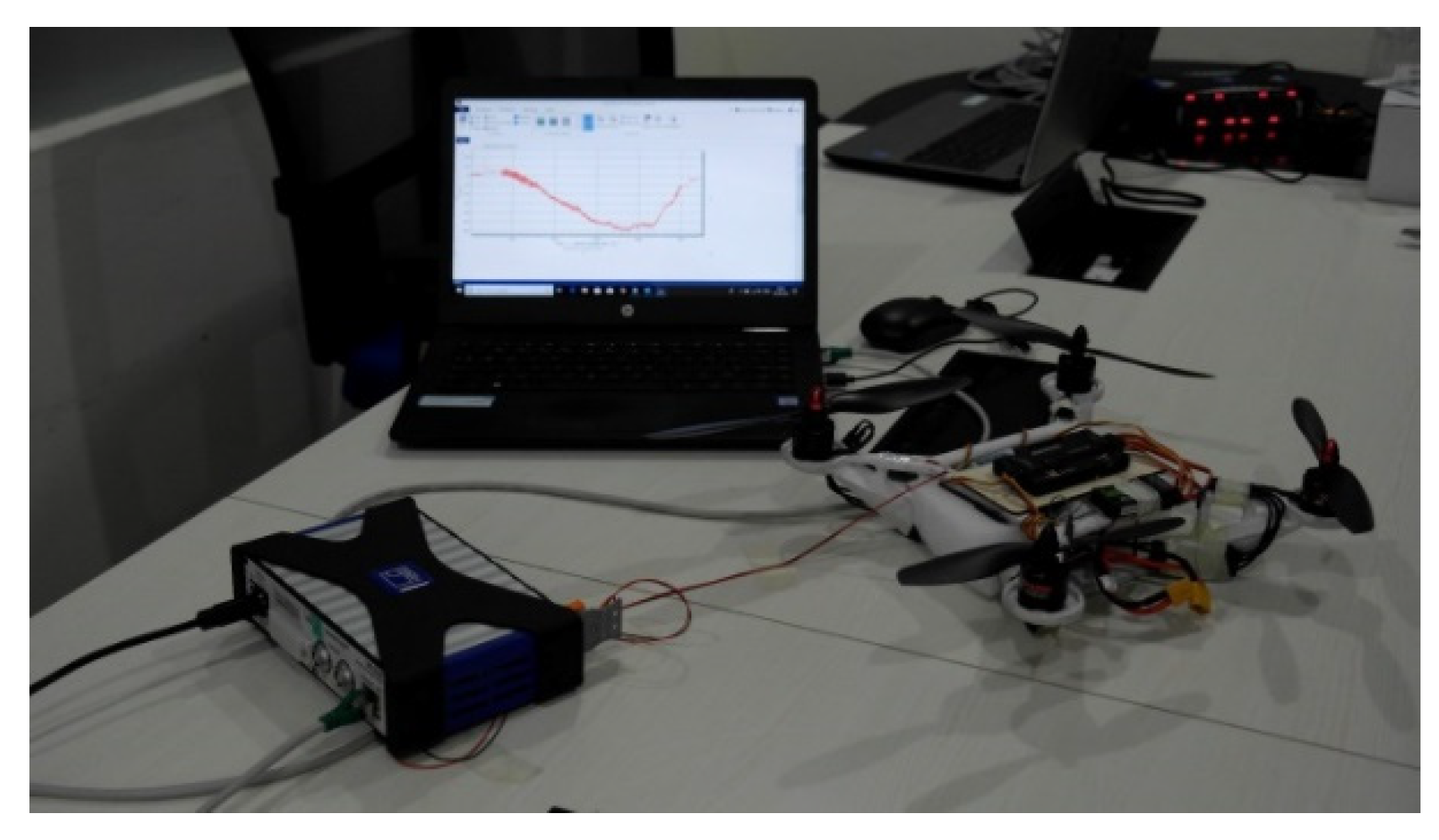
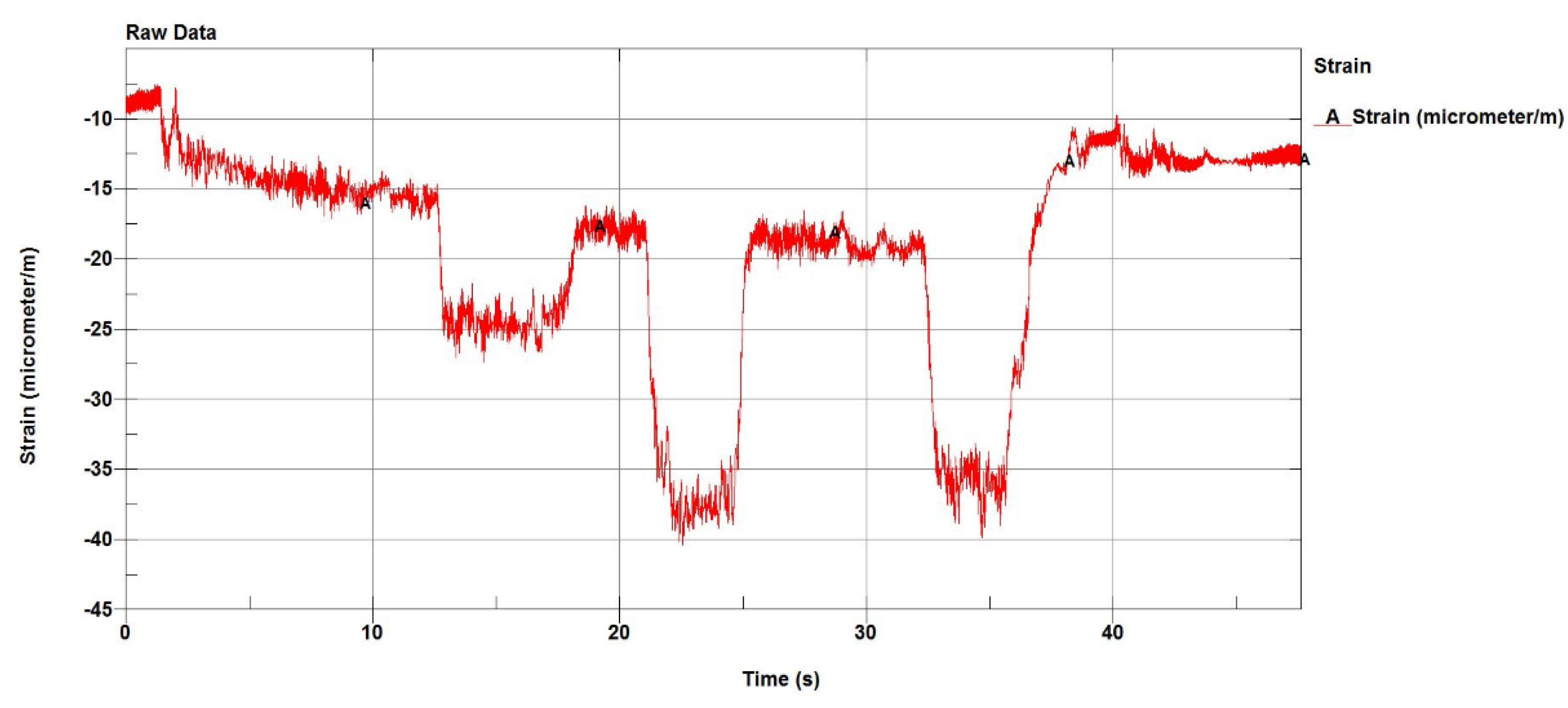
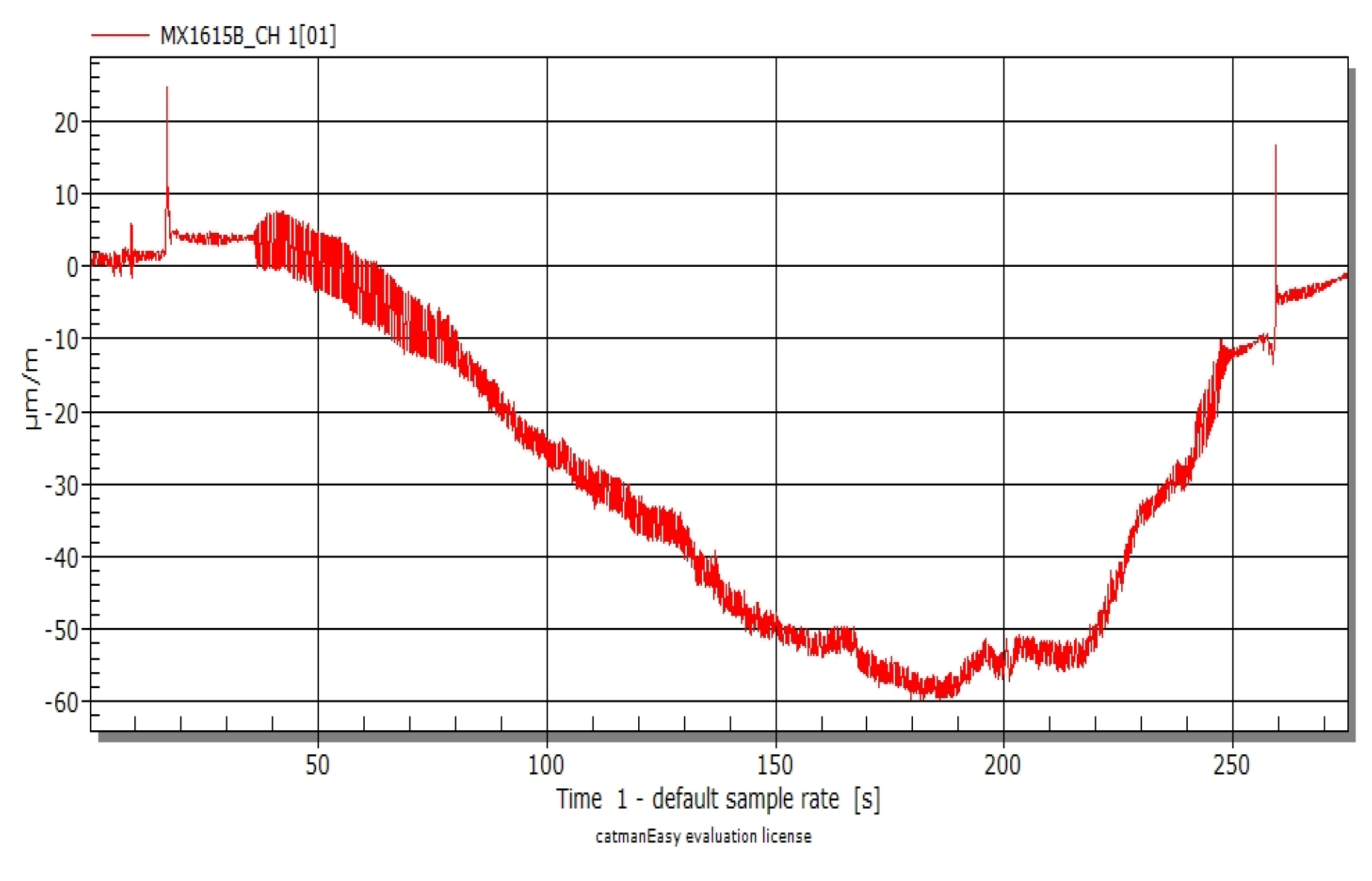
6. Measurement of Strain in the Arm of Monocoque Quadcopter Frame
6.1. Measurement of Strain
- The size of the strain gauge should be small, in consideration with the width of the Quadcopter arm
- The backing material should bond on the surface of the ABS material.
- Linear strain gauge, as it needs to measure the strain only in a single direction.
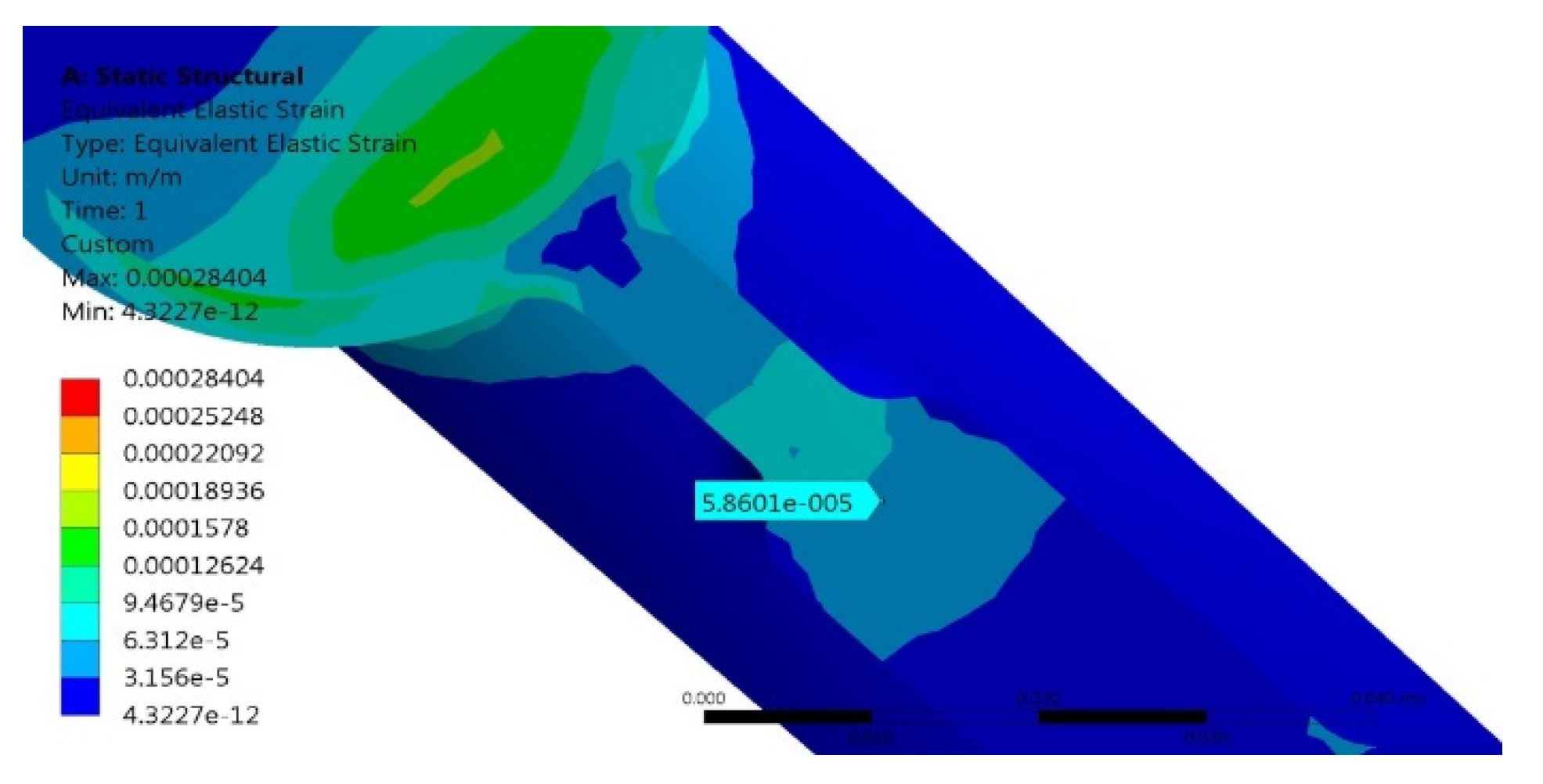
6.2. Validation Using FE Analysis
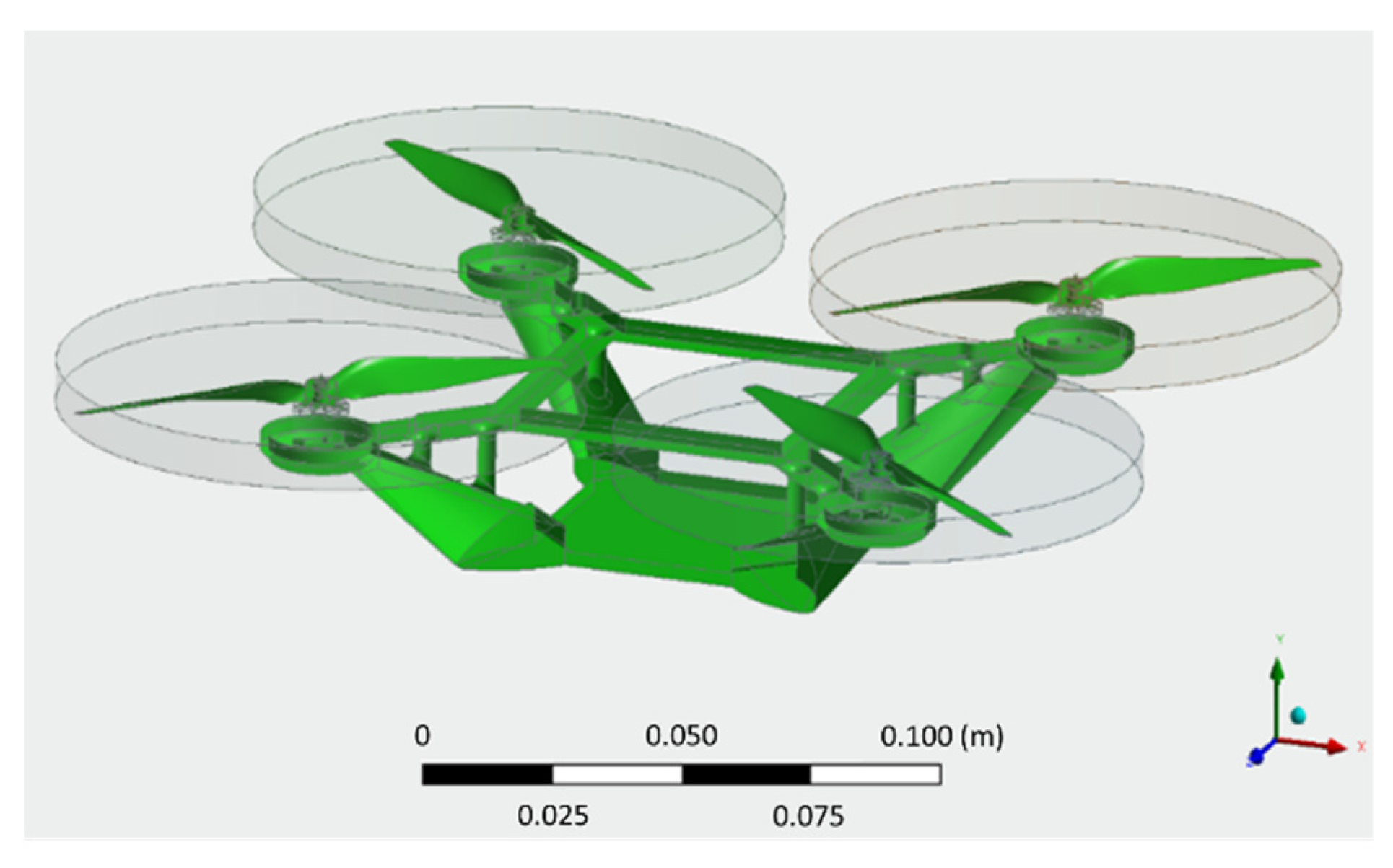
7. Aerodynamic Performance Measure of Developed Quadcopter Using CFD and Wind Tunnel Testing
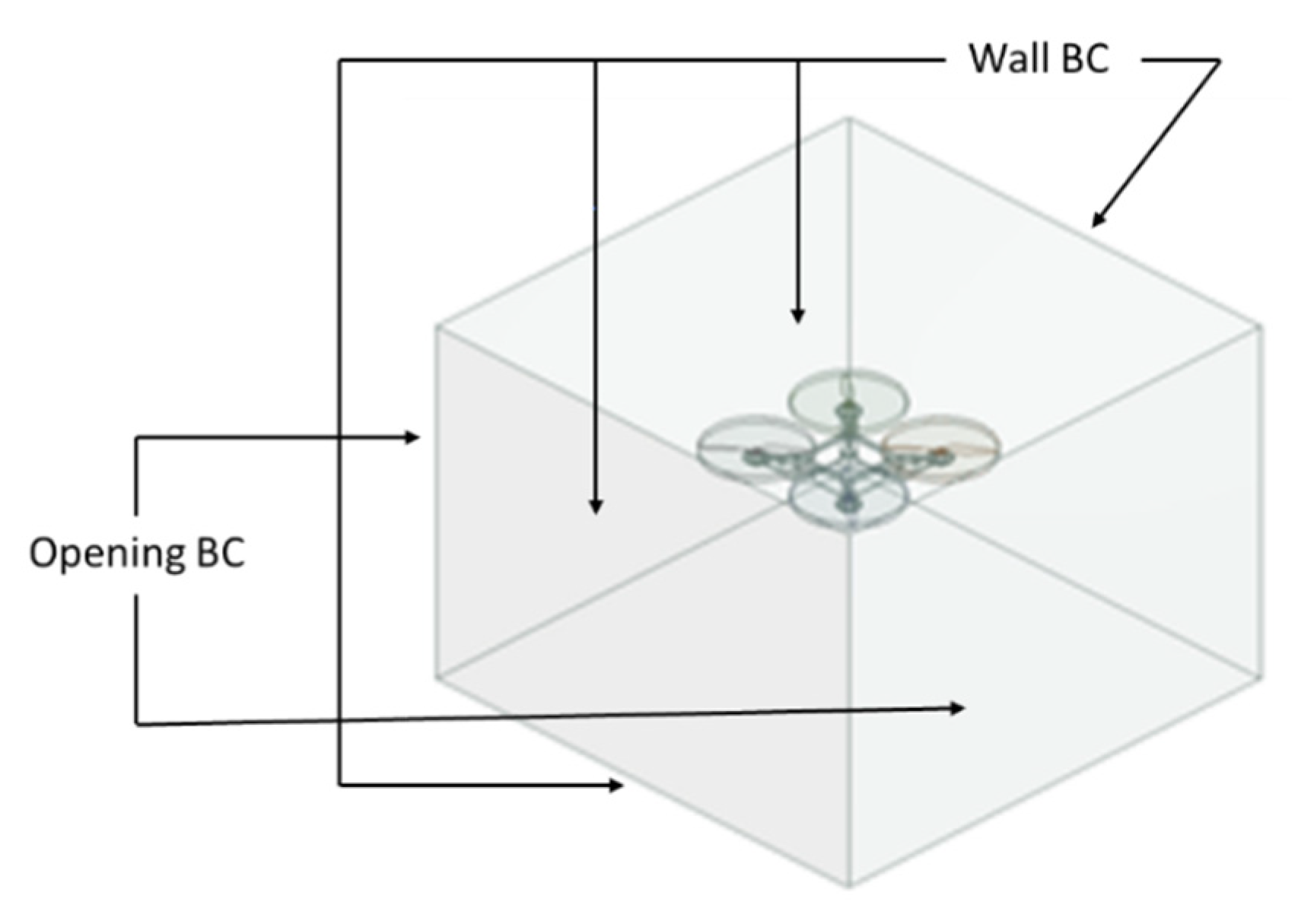
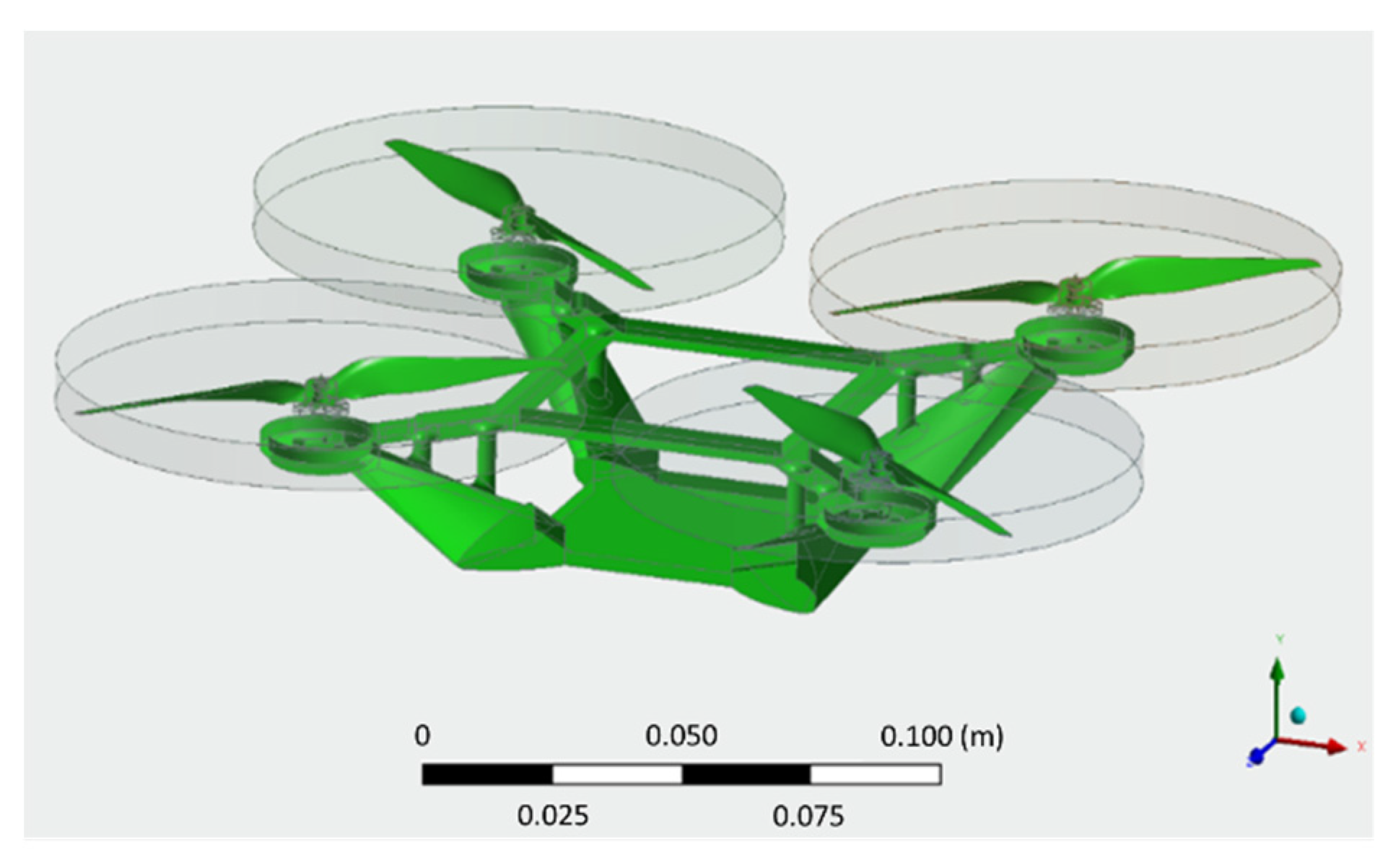
7.1. CFD Analysis of Monocoque Quadcopter
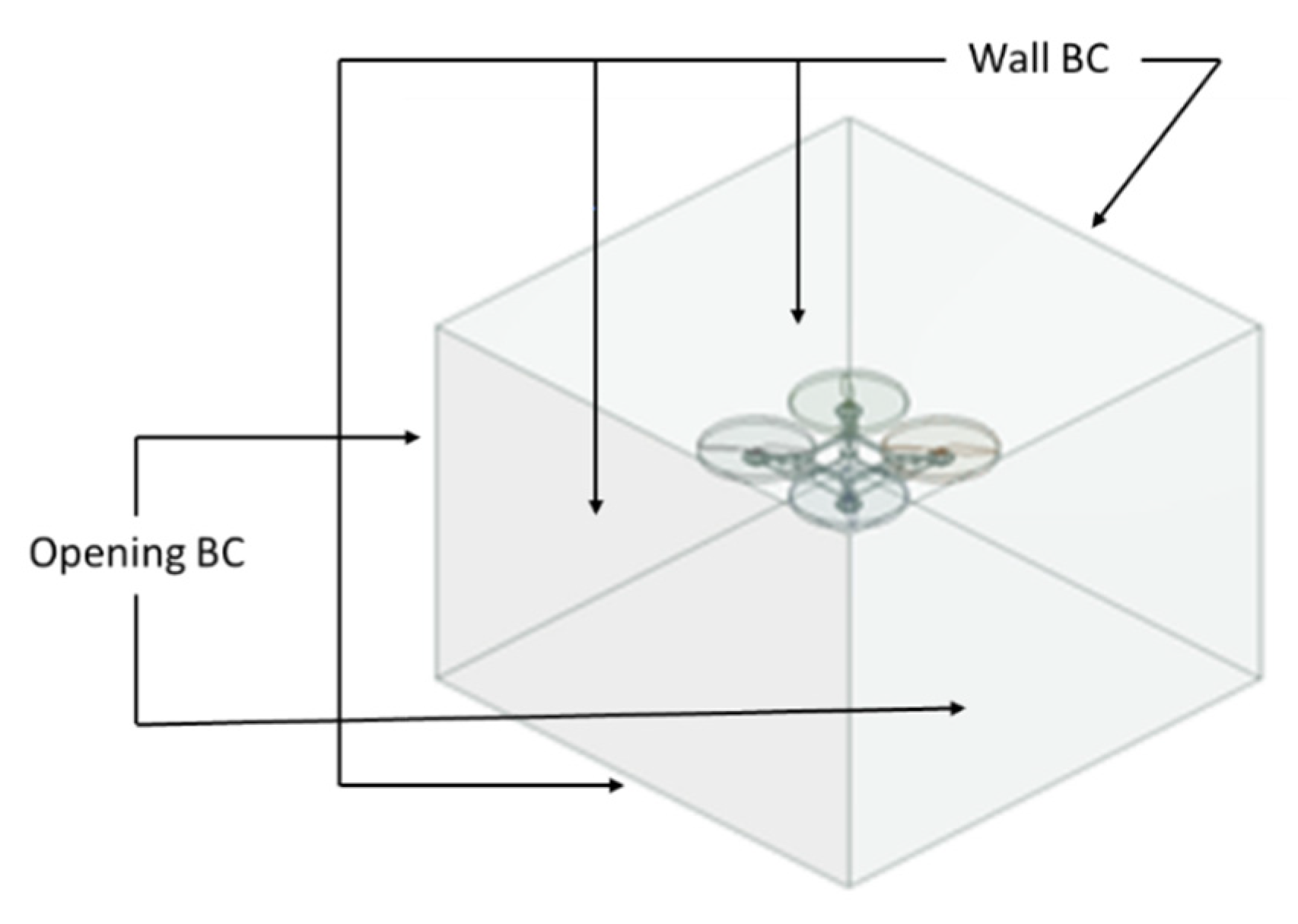
7.1.1. Computational Domain
7.1.2. Mesh Generation
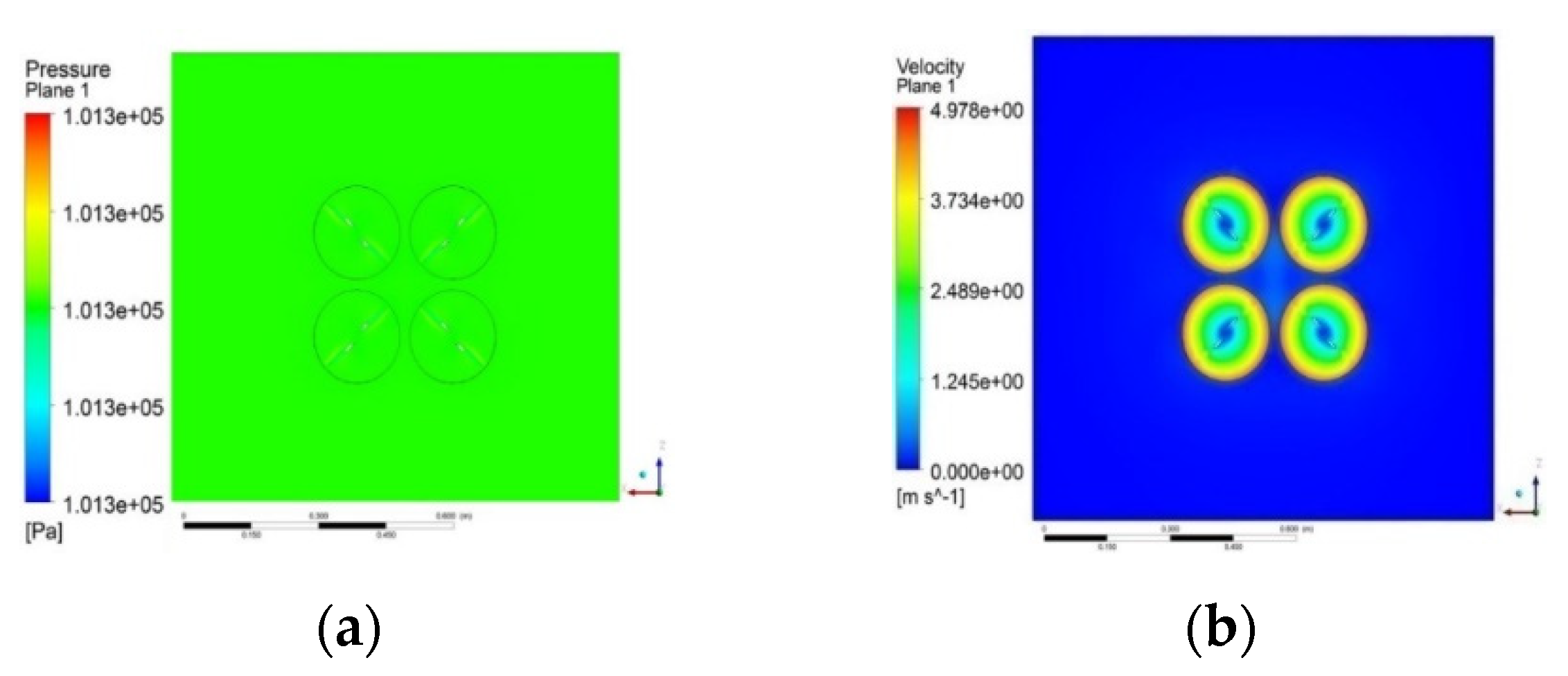
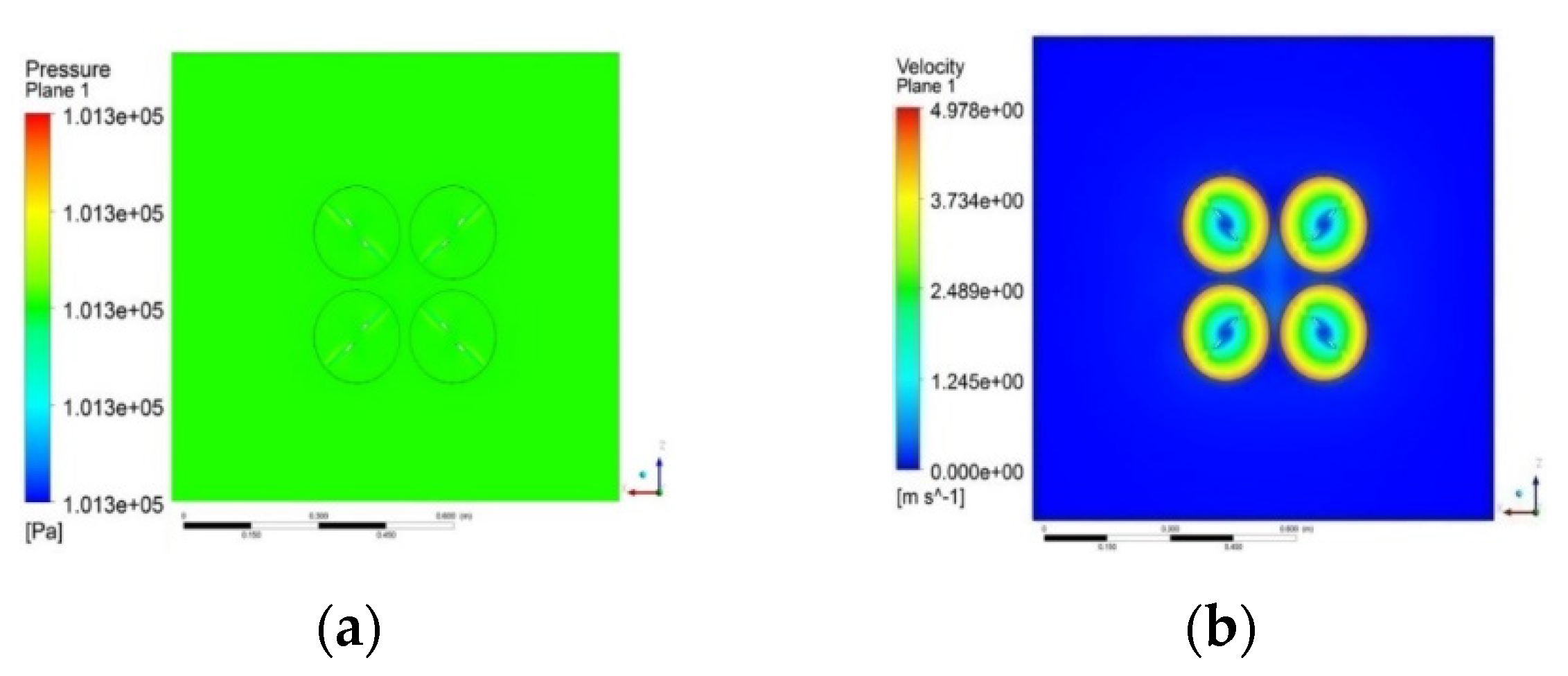
7.1.3. Hovering Phase
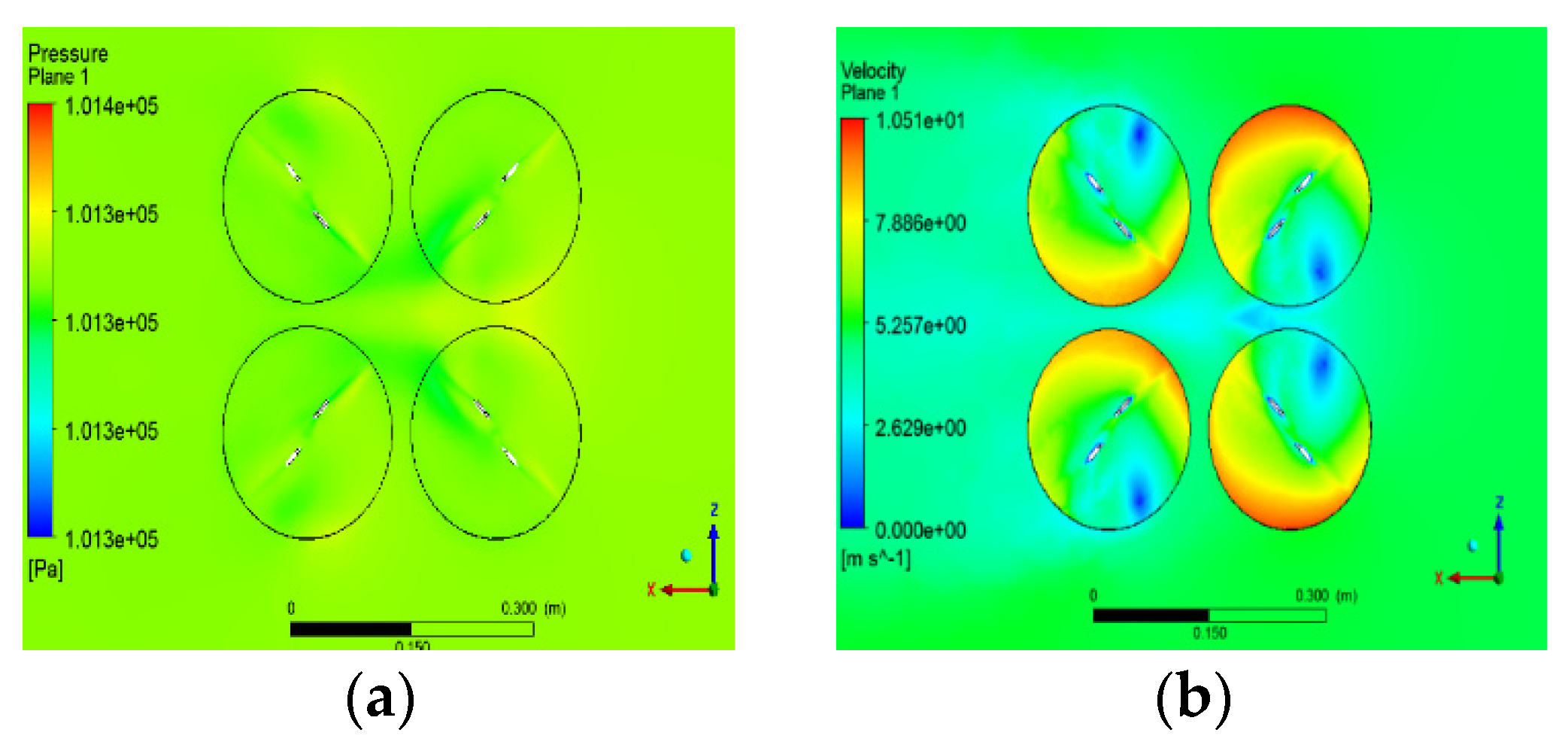
7.1.4. Forward Flight
7.2. Wind Tunnel Testing
8. Assembly Integration and Field Analysis
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ostojić, G.; Stankovski, S.; Tejić, B.; Đukić, N.; Tegeltija, S. Design, control and application of Quadcopter. Int. J. Ind. Eng. Manag. 2015, 6, 43–48. [Google Scholar]
- Kumar, V.; Michael, N. Opportunities and challenges with autonomous micro aerial vehicles. Int. J. Robot. Res. 2012, 31, 1279–1291. [Google Scholar] [CrossRef]
- Hamurcu, M.; Eren, T. Selection of unmanned aerial vehicles by using multicriteria decision-making for defence. J. Math. 2020, 2020, 4308756. [Google Scholar] [CrossRef]
- Ma, L.; Li, M.; Tong, L.; Wang, Y.; Cheng, L. Using Unmanned aerial vehicle for remote sensing application. In Proceedings of the 2013 21st International Conference on Geoinformatics, Kaifeng, China, 20–22 June 2013; pp. 1–5. [Google Scholar]
- DeBusk, W. Unmanned aerial vehicle systems for disaster relief: Tornado alley. In AIAA Infotech@ Aerospace 2010; AIAA: Reston, VA, USA, 2010. [Google Scholar] [CrossRef] [Green Version]
- Doherty, P.; Rudol, P. A UAV Search and rescue scenario with human body detection and geolocalization. In Australasian Joint Conference on Artificial Intelligence; Springer: Berlin/Heidelberg, Germany, 2007; pp. 1–13. [Google Scholar]
- Barnard, J.A. The use of unmanned aircraft in oil, gas and mineral E + P activities. In SEG Technical Program Expanded Abstracts 2008; Society of Exploration Geophysicists: Tulsa, OK, USA, 2008; pp. 1132–1136. [Google Scholar] [CrossRef]
- Manyoky, M.; Theiler, P.; Steudler, D.; Eisenbeiss, H. Unmanned aerial vehicle in cadastral applications. In Proceedings of the International Conference on Unmanned Aerial Vehicle in Geomatics (UAV-G), Zurich, Switzerland, 14–16 September 2011; Copernicus: Gottingen, Germany, 2011; Volume 38, pp. 57–62. [Google Scholar] [CrossRef]
- Moon, S.K.; Tan, Y.E.; Hwang, J.; Yoon, Y.-J. Application of 3D printing technology for designing light-weight unmanned aerial vehicle wing structures. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 223–228. [Google Scholar] [CrossRef]
- Yang, L.-J.; Esakki, B.; Chandrasekhar, U.; Hung, K.-C.; Cheng, C.-M. Practical Flapping Mechanisms for 20 cm-span Micro Air Vehicles. Int. J. Micro Air Veh. 2015, 7, 181–202. [Google Scholar] [CrossRef] [Green Version]
- Mahony, R.; Kumar, V.; Corke, P. Multirotor aerial vehicles: Modeling, estimation, and control of quadrotor. IEEE Robot. Autom. Mag. 2012, 19, 20–32. [Google Scholar] [CrossRef]
- Bhatia, V.; Karthikeyan, R.; Ram, R.G.; Cooper, Y.N. Design optimisation and analysis of a quadrotor arm using finite element method. Appl. Mech. Mater. 2014, 664, 371–375. [Google Scholar] [CrossRef]
- Goh, G.D.; Agarwala, S.; Goh, G.L.; Dikshit, V.; Sing, S.L.; Yeong, W.Y. Additive manufacturing in unmanned aerial vehicles (UAVs): Challenges and potential. Aerosp. Sci. Technol. 2017, 63, 140–151. [Google Scholar] [CrossRef]
- Klippstein, H.; Diaz De Cerio Sanchez, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Fused deposition modeling for unmanned aerial vehicles (UAVs): A Review. Adv. Eng. Mater. 2018, 20, 1700552. [Google Scholar] [CrossRef] [Green Version]
- Campbell, T.A.; Ivanova, O. Additive manufacturing as a disruptive technology: Implications of three-dimensional printing. Technol. Innov. 2013, 15, 67–79. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Larsson, R. Methodology for Topology and Shape Optimization: Application to a Rear Lower Control Arm. Master’s Thesis, Chalmers University of Technology, Goteborg, Sweden, 2016. [Google Scholar]
- Ferro, C.G.; Mazza, A.; Belmonte, D.; Seclì, C.; Maggiore, P. A Comparison between 3D Printing and Milling Process for a Spar Cap Fitting (Wing-fuselage) of UAV Aircraft. Procedia CIRP 2017, 62, 487–493. [Google Scholar] [CrossRef]
- Pascariu, I.S.; Zaharia, S.M. Design and testing of an unmanned aerial vehicle manufactured by fused deposition modeling. J. Aerosp. Eng. 2020, 33, 06020002. [Google Scholar] [CrossRef]
- Fillingim, K.B.; Nwaeri, R.O.; Paredis, C.J.J.; Rosen, D.; Fu, K. Examining the effect of design for additive manufacturing rule presentation on part redesign quality. J. Eng. Des. 2020, 31, 427–460. [Google Scholar] [CrossRef]
- Hunt, G.; Mitzalis, F.; Alhinai, T.; Hooper, P.A.; Kovac, M. 3D printing with flying robots. In Proceedings of the 2014 IEEE International Conference on Robotics and Automation (ICRA), Hong Kong, China, 31 May–7 June 2014. [Google Scholar]
- Dams, B.; Wu, Y.; Shepherd, P.; Ball, R.J. Aerial additive building manufacturing of 3D printed cementitious structures. In Proceedings of the 37th Cement and Concrete Science Conference UCL, London, UK, 11–12 September 2017. [Google Scholar]
- Toleos, L.R., Jr.; Luna, N.J.; Manuel, M.C.; Chua, J.M.; Sangalang, E.M.; So, P.C. Feasibility study for Fused Deposition Modeling (FDM) 3D-printed propellers for unmanned aerial vehicles. Int. J. Mech. Eng. Robot. Res. 2020, 9, 548–558. [Google Scholar] [CrossRef]
- Sagar, N.V.S.S.; Vepa, K.S. Experimental investigations for improving the strength of parts manufactured using FDM process. In Innovative Design, Analysis and Development Practices in Aerospace and Automotive Engineering (I-DAD 2018); Springer: Singapore, 2019; pp. 307–313. [Google Scholar] [CrossRef]
- Dvorakova, J.; Dvorak, K. Topological optimization of a component made by the FDM method. Int. J. Mech. Eng. Robot. Res. 2021, 10, 67–71. [Google Scholar] [CrossRef]
- Nguyen, D.S.; Vignat, F. Topology optimization as an innovative design method for additive manufacturing. In Proceedings of the 2017 IEEE In-ternational Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H. A case study on topology optimized design for additive manufacturing. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017. [Google Scholar] [CrossRef] [Green Version]
- Stamatelos, D.; Labeas, G. Towards the Design of a Multispar Composite Wing. Computation 2020, 8, 24. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.; Zhang, W.-H.; Xia, L. Topology optimization in aircraft and aerospace structures design. Arch. Comput. Methods Eng. 2015, 23, 595–622. [Google Scholar] [CrossRef]
- Kalanchiam, M. Application of Topology Optimization Techniques in Aircraft Design; SAE Technical Paper; SAE international: Warrendale, PA, USA, 2009. [Google Scholar] [CrossRef]
- Rezaie, R.; Badrossamay, M.; Ghaie, A.; Moosavi, H. Topology Optimization for Fused Deposition Modeling Process. Procedia CIRP 2013, 6, 521–526. [Google Scholar] [CrossRef] [Green Version]
- Taheri, A.H.; Suresh, K. An isogeometric approach to topology optimization of multi-material and functionally graded structures. Int. J. Numer. Methods Eng. 2016, 109, 668–696. [Google Scholar] [CrossRef]
- Nvss, S.; Esakki, B.; Udayagiri, C. Design of Monocoque Quadcopter Structure through Inte-gration of Additive Manufacturing and Topology Optimization. Int. J. Eng. Adv. Technol. 2019, 8, 5. [Google Scholar]
- Balasubramanian, E.; Sagar, N.V.; Chandrasekhar, U.; Salunkhe, S. Development of light weight multirotor UAV structures through synergistic application of design analysis and fused deposition modelling. Int. J. Mater. Prod. Technol. 2019, 59, 229–238. [Google Scholar] [CrossRef]
- Utimura, S.; Tenorio, J.; Espinosa, D. The Effect of Ethanol Concentration for the Separation of ABS and HIPS from Waste Elec-trical and Electronic Equipment (WEEE) by Flotation Technique. In EPD Congress 2014; Wiley Online Library: Hoboken, NJ, USA, 2014. [Google Scholar] [CrossRef]
- Nvss, S.; Esakki, B.; Yang, L.-J.; Udayagiri, C.; Vepa, K.S. Design and Development of Unibody Quadcopter Structure Using Optimization and Additive Manufacturing Techniques. OSF. 2022. Available online: osf.io/3j6c4 (accessed on 4 November 2021).
- Raj, P.G.; Esakki, B.; Vikram, P.; Yang, L.-J. Numerical Investigation on Amphibious UAV Using Turbulent Models for Drag Reduction. In Proceedings of the ICDMC 2019; Springer: Singapore, 2020; pp. 1–8. [Google Scholar]
- Ganesan, S.; Esakki, B. Computational fluid dynamic analysis of an unmanned amphibious aerial vehicle for drag reduction. Int. J. Intell. Unmanned Syst. 2020, 8, 187–200. [Google Scholar] [CrossRef]
- Jaouad, H.; Vikram, P.; Balasubramanian, E.; Surendar, G. Computational fluid dynamic analysis of amphibious vehicle, in advances in engineering design and simulation. In Advances in Engineering Design and Simulation; Springer: Berlin/Heidelberg, Germany, 2020; pp. 303–313. [Google Scholar]
- Sridhar, V.; Dwivedi, Y. Effect of peak shape in bio inspired corrugated wing. In International Conference on Advances in Thermal Systems, Materials and Design Engineering (ATSMDE2017); Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Nila, A.; Vanlanduit, S.; Vepa, S.; Van Paepegem, W. A PIV-based method for estimating slamming loads during water entry of rigid bodies. Meas. Sci. Technol. 2013, 24, 045303. [Google Scholar] [CrossRef]
- Van Nuffel, D.; Vepa, K.; De Baere, I.; Lava, P.; Kersemans, M.; Degrieck, J.; De Rouck, J.; VAN Paepegem, W. A comparison between the experimental and theoretical impact pressures acting on a horizontal quasi-rigid cylinder during vertical water entry. Ocean Eng. 2014, 77, 42–54. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Density | 1080 kg/m3 |
| Poisson’s ratio | 0.422 |
| Young’s modulus | 2.9 GPa |
| Tensile strength | 50 MPa |
| Compressive strength | 69 MPa |
| Yield strength | 44.1 MPa |
| Equivalent Stress (MPa) | Maximum Deformation (mm) | Mass Yielded (kg) |
|---|---|---|
| 0.1 | 0.004 | 9.035 |
| Equivalent Stress (MPa) | Maximum Deformation (mm) | Mass Yielded (kg) |
|---|---|---|
| 0.82 | 0.11 | 0.330 |
| Equivalent Stress (MPa) | Maximum Deformation (mm) | Mass Yielded (kg) |
|---|---|---|
| 3.02 | 0.14 | 0.337 |
| Initial Model | Modified Model | |
|---|---|---|
| Weight (grams) | 9035 | 337 |
| Maximum deformation (mm) | 0.003 | 0.14 |
| Von-Mises stress (MPa) | 0.09 | 3.02 |
| Property | Value |
|---|---|
| Density (kg/m3) | 1040 |
| Tensile Strength (MPa) | 43 |
| Elongation at Break (%) | 22 |
| Flexural Strength (MPa) | 66 |
| Flexural Modulus (MPa) | 2348 |
| IZOD Impact Strength (kJ/m2) | 19 |
| Parameters | Values |
|---|---|
| Layer thickness | 0.2 mm |
| Infill | Rectilinear |
| Infill density | 100% |
| Max overhang angle for supports | 46° |
| Support infill percentage | 20% |
| Printing speed | 45 mm/s |
| Properties | Values |
|---|---|
| Sine Force Rating | 29.42 kN |
| Random Force Rating | 29.42 kN |
| Shock Rating | 588.40 kN |
| Max. Acceleration (bare table) | 784 m/s2 |
| Displacement | 0.051 m |
| Velocity | 1.8 m/s |
| Frequency (Hz) | Acceleration (g) |
|---|---|
| 5 | 0.05 |
| 10 | 0.20 |
| 15 | 0.45 |
| 20 | 0.80 |
| 25 | 1.25 |
| 30 | 1.8 |
| 35 | 2.46 |
| 40 | 3.22 |
| 45 | 4.07 |
| 50 | 5.03 |
| 55 | 6.08 |
| 60 | 7.24 |
| 65 | 8.50 |
| 70 | 9.86 |
| 75 | 11.32 |
| 80 | 12.88 |
| 85 | 14.54 |
| 90 | 16.30 |
| 95 | 18.16 |
| 100 | 20.12 |
| Model | MX1615B_CH 1 |
|---|---|
| Sensor | Copy of SG 4 wire 350 Ohm |
| Transducer type | SQ quarter bridge 350 Ohm, 4-wire circuit |
| Nominal range | 0–8000 µm/m |
| Filter characteristics | Excitation: 5 V |
| Filter frequency | 10 Hz |
| Throttle % | Compressive Strain (µm/m) |
|---|---|
| 0 | 0 |
| 16.67 | −17.64 |
| 33.33 | −30.49 |
| 50 | −60.61 |
| Throttle Position | Compressive Strain (µm/m) |
|---|---|
| Hovering | −17.37 |
| Yaw Left | −23.91 |
| Yaw Right | −17.76 |
| Pitch Up | −37.798 |
| Pitch Down | −17.789 |
| Roll Left | −35.344 |
| Roll Right | −12.611 |
| AoA. (Degrees) | Max. Pressure (Pa) | Propeller Tip Velocity (m/s) | Lift Force (N) | Drag Force (N) |
|---|---|---|---|---|
| 0 | 101,333 | 4.97 | 152.19 | 0 |
| 4 | 101,335 | 5.14 | 151.78 | 10.61 |
| 8 | 101,336 | 5.43 | 150.67 | 21.17 |
| 12 | 101,338 | 5.67 | 148.83 | 31.63 |
| AoA (Degrees) | Max. Pressure (Pa) | Propeller Tip Velocity (m/s) | Lift Force (N) | Drag Force (N) |
|---|---|---|---|---|
| 0 | 101,363 | 10.51 | 152.13 | 0.14 |
| 4 | 101,371 | 10.98 | 151.70 | 10.46 |
| 8 | 101,369 | 10.92 | 150.54 | 21.01 |
| 12 | 101,370 | 10.69 | 148.64 | 31.44 |
| Properties | Values | |
|---|---|---|
| Nozzle and test section | Contraction ratio | 9:1 |
| Contraction length | 1.8 m | |
| Stainless screens | 8 × 16 grid | |
| Test section | 0.6 m × 0.6 m × 2 m | |
| Diffusor section (Axial flow fan) | Diameter | 1.3 m |
| Speed | 1450 rpm | |
| No of Blades | 12 | |
| Fan duct diameter | 1.4 m | |
| Inlet section | Settling chamber | 1.8 m × 1.8 m |
| Honeycomb size | 0.025 m × 0.025 m × 0.2 m |
| Speed in rpm | Drag in N |
|---|---|
| 150 | 0.48 |
| 250 | 1.35 |
| 350 | 2.58 |
| 450 | 4.16 |
| 550 | 6.35 |
| 600 | 7.56 |
| Speed of Propeller (rpm) | Drag (N) | |
|---|---|---|
| Simulated | Experimental | |
| 450 | 4.29 | 4.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nvss, S.; Esakki, B.; Yang, L.-J.; Udayagiri, C.; Vepa, K.S. Design and Development of Unibody Quadcopter Structure Using Optimization and Additive Manufacturing Techniques. Designs 2022, 6, 8. https://doi.org/10.3390/designs6010008
Nvss S, Esakki B, Yang L-J, Udayagiri C, Vepa KS. Design and Development of Unibody Quadcopter Structure Using Optimization and Additive Manufacturing Techniques. Designs. 2022; 6(1):8. https://doi.org/10.3390/designs6010008
Chicago/Turabian StyleNvss, Sagar, Balasubramanian Esakki, Lung-Jieh Yang, Chandrasekhar Udayagiri, and Kameswara Sridhar Vepa. 2022. "Design and Development of Unibody Quadcopter Structure Using Optimization and Additive Manufacturing Techniques" Designs 6, no. 1: 8. https://doi.org/10.3390/designs6010008
APA StyleNvss, S., Esakki, B., Yang, L.-J., Udayagiri, C., & Vepa, K. S. (2022). Design and Development of Unibody Quadcopter Structure Using Optimization and Additive Manufacturing Techniques. Designs, 6(1), 8. https://doi.org/10.3390/designs6010008