
Additive Manufacturing of Side-Coupled Cavity Linac Structures from Pure Copper: A First Concept

 , , and
, , and
Abstract
1. Introduction
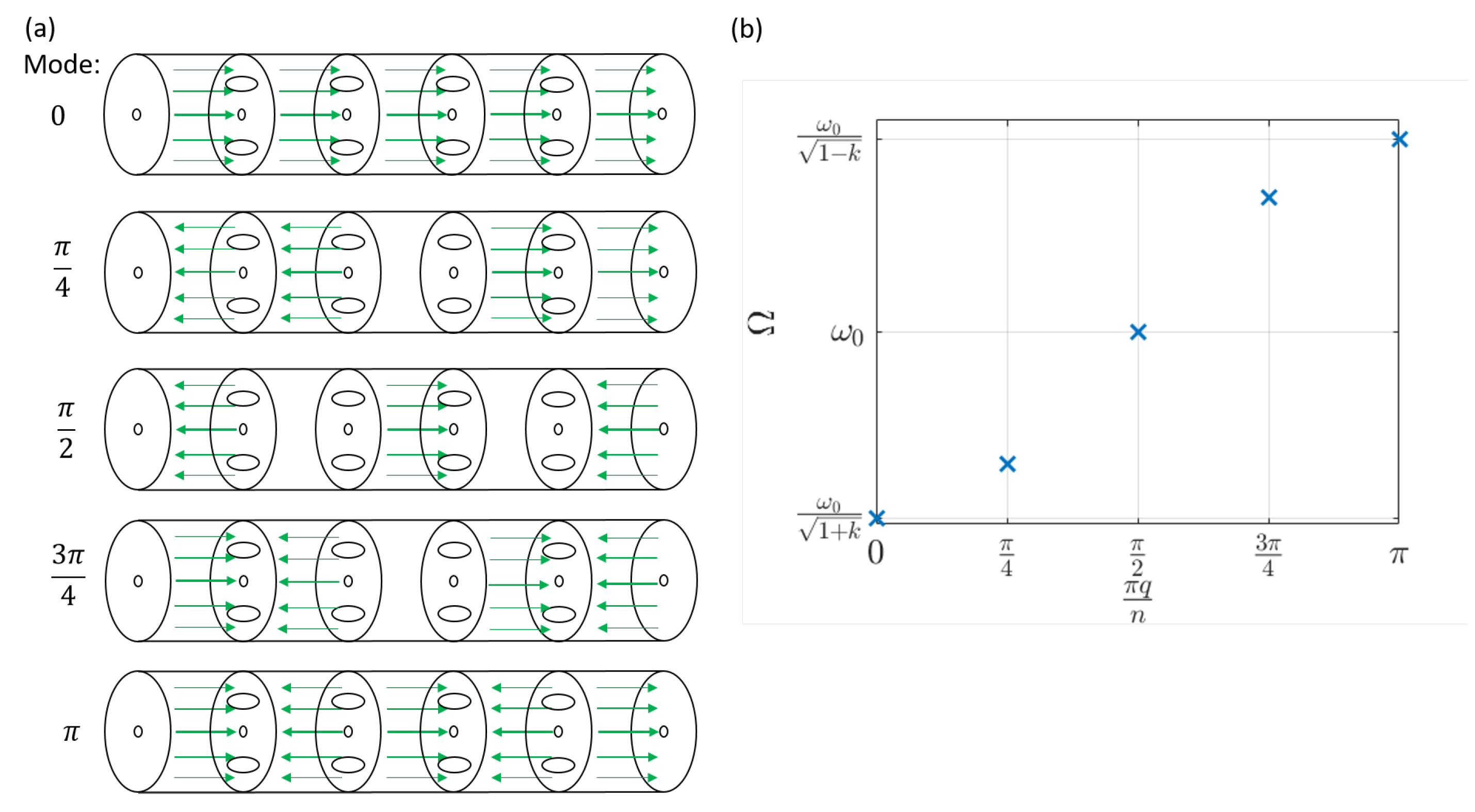
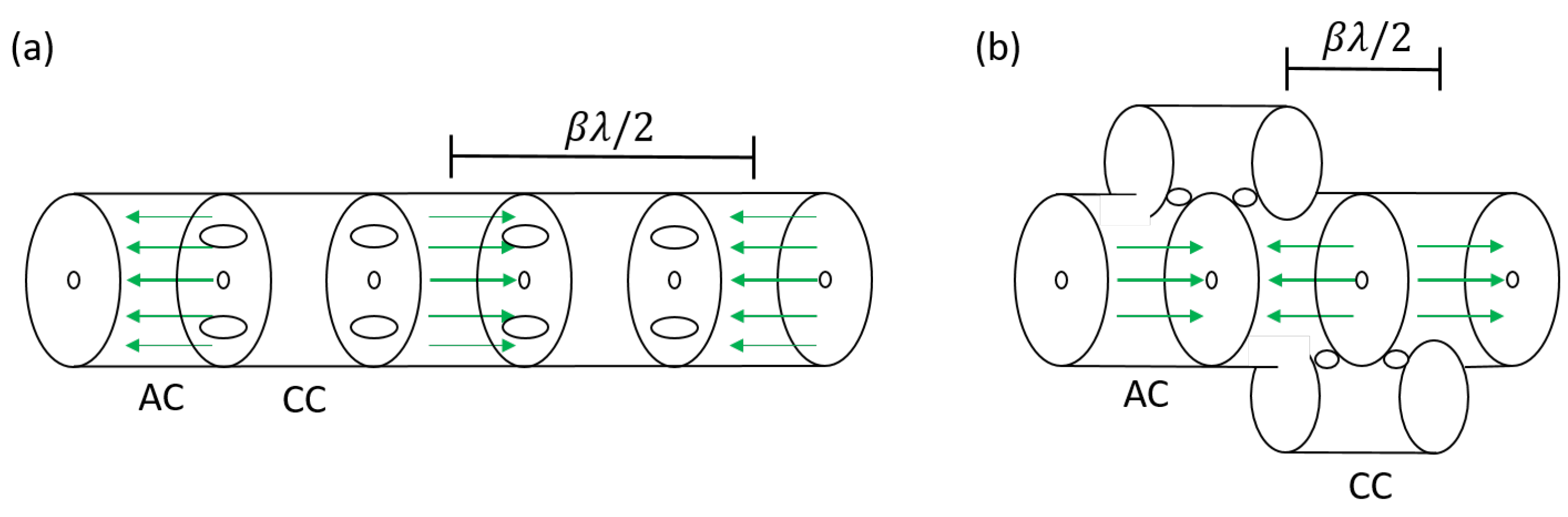
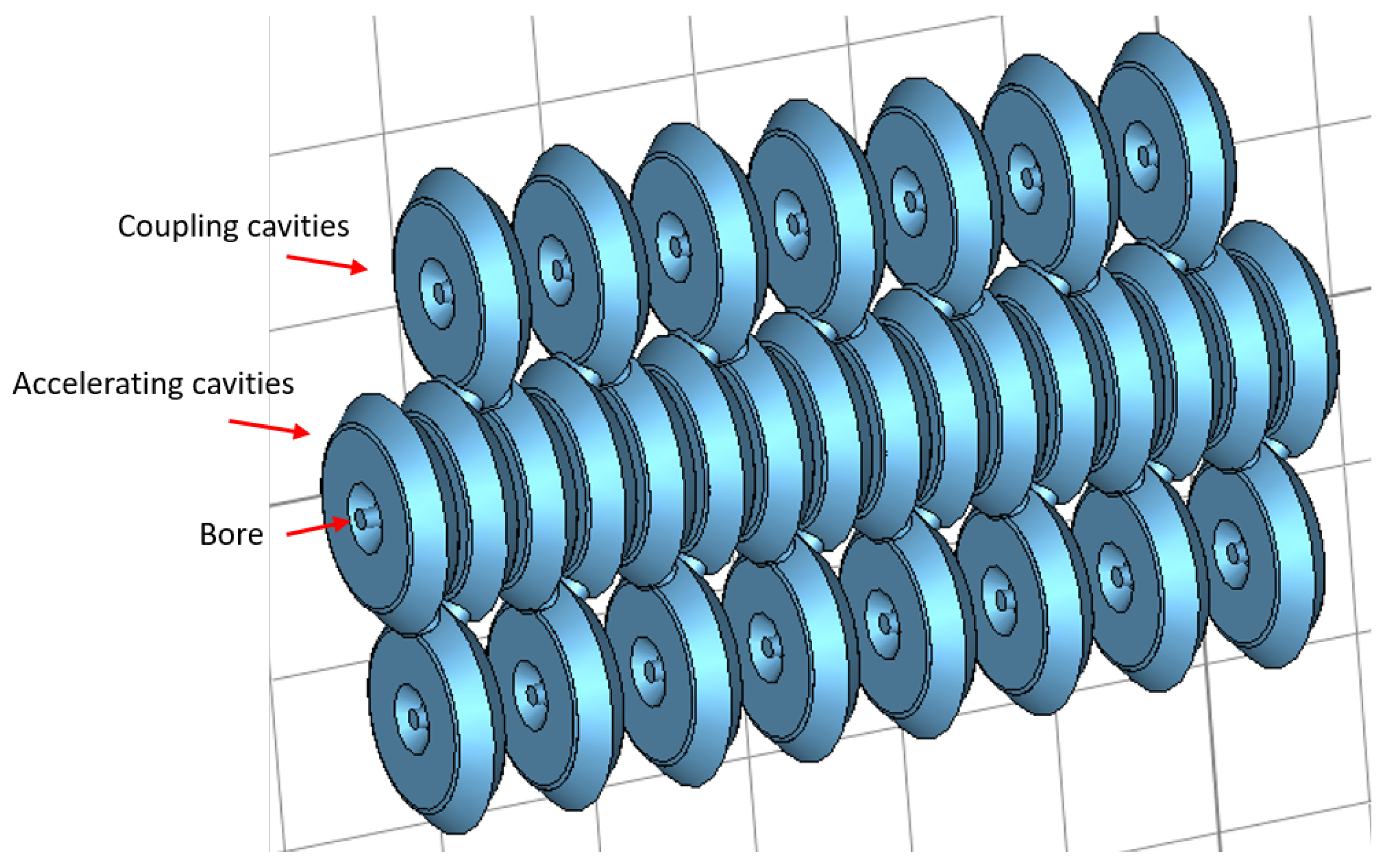
2. Principle of a Side-Coupled Cavity Linac
3. Materials and Methods
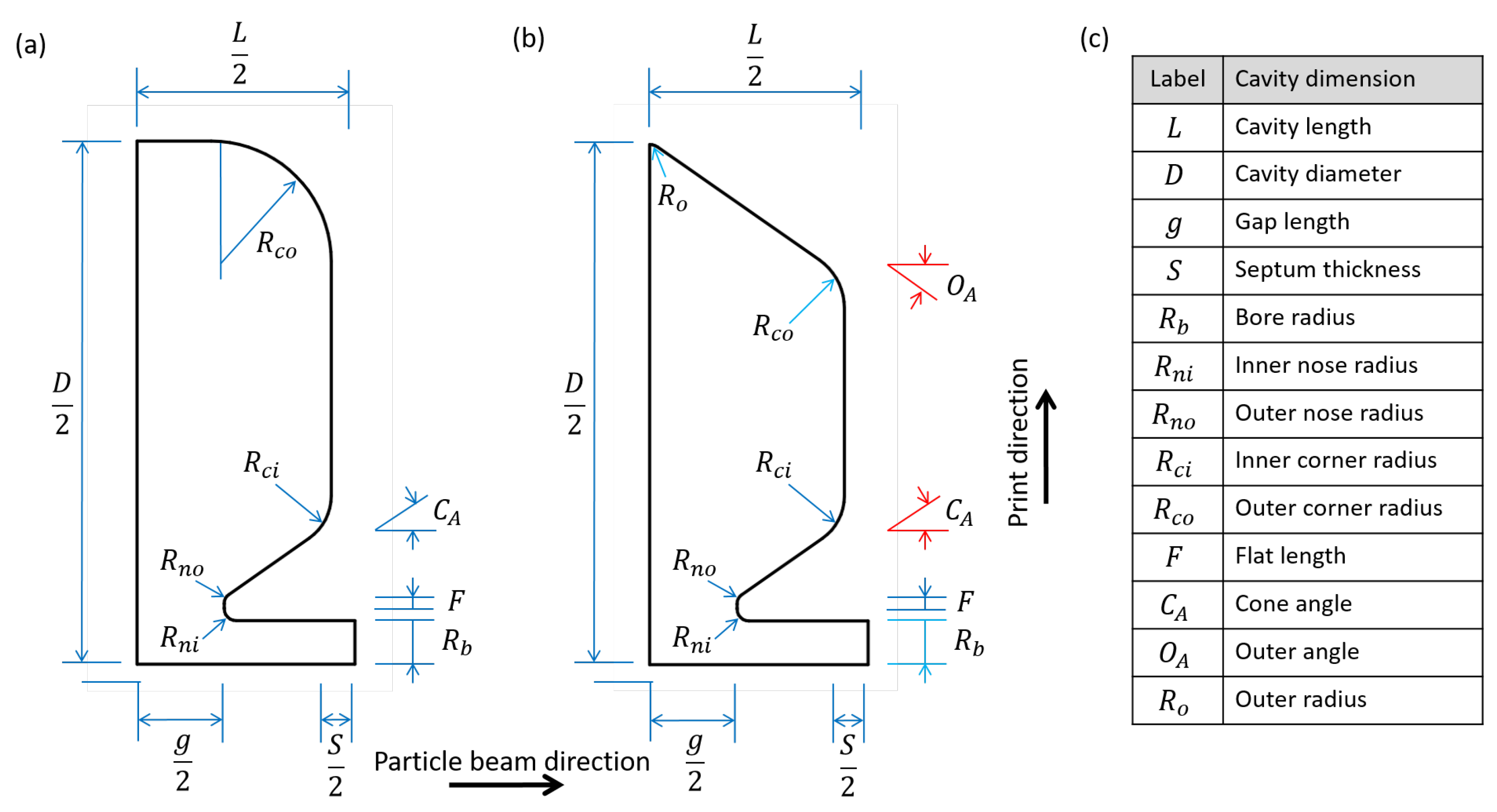
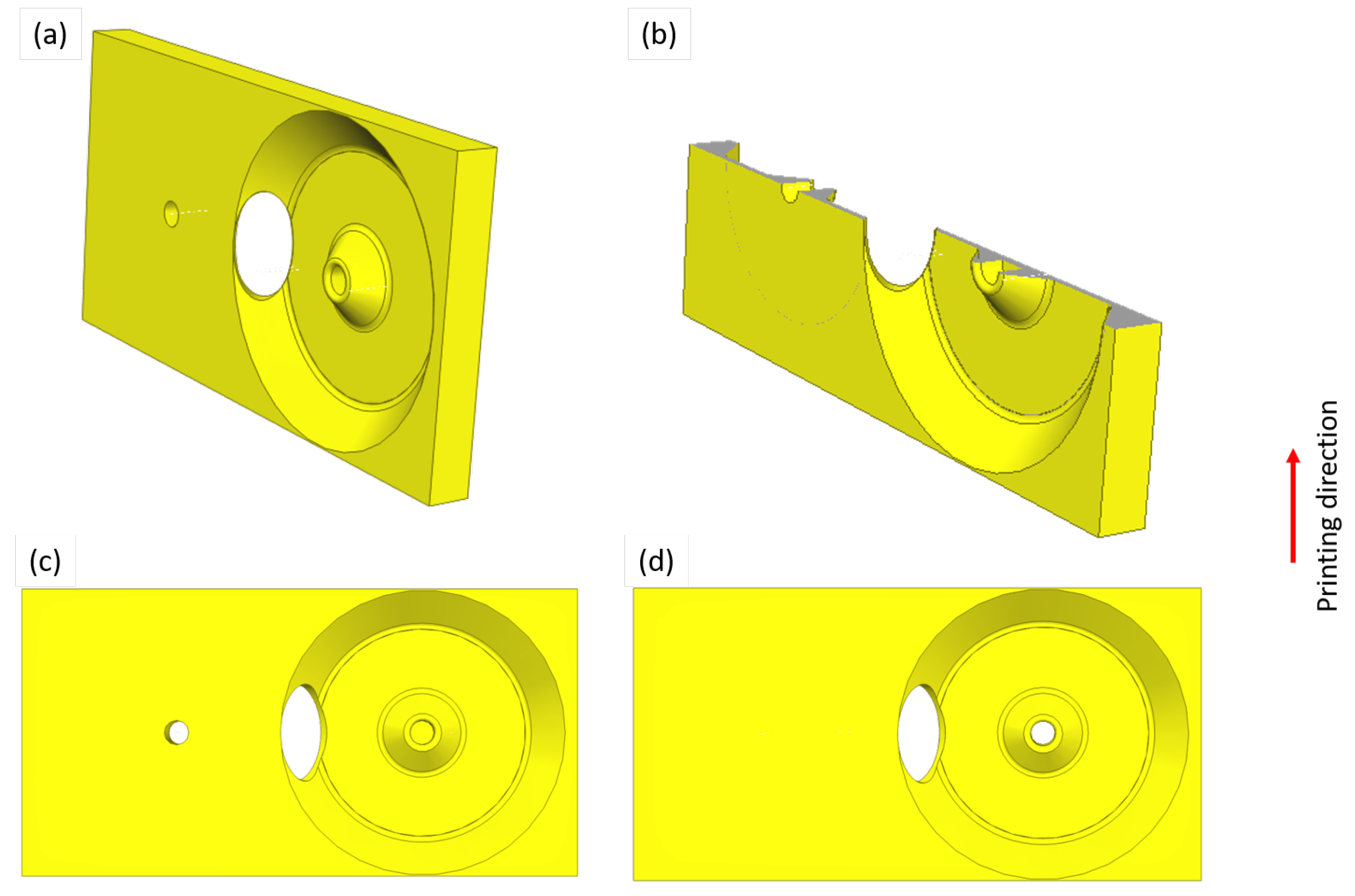
3.1. Cavity Design and Electromagnetic (EM) Simulation
3.2. Additive Manufacturing
3.3. Post-Processing Procedure
3.4. RF Measurements
3.5. Evaluation of Dimensional Accuracy
3.6. Evaluation of Surface Roughness
4. Results
4.1. Single-Cell EM Simulations
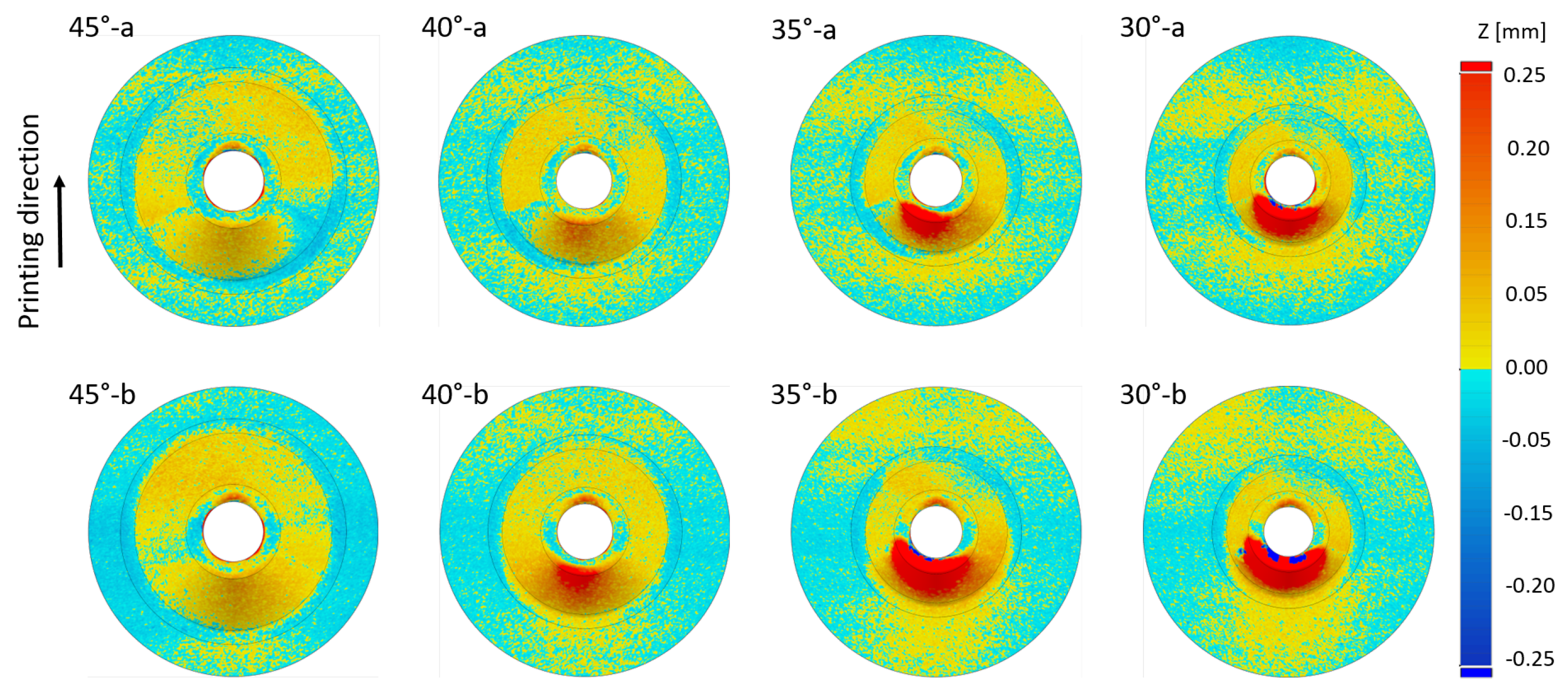
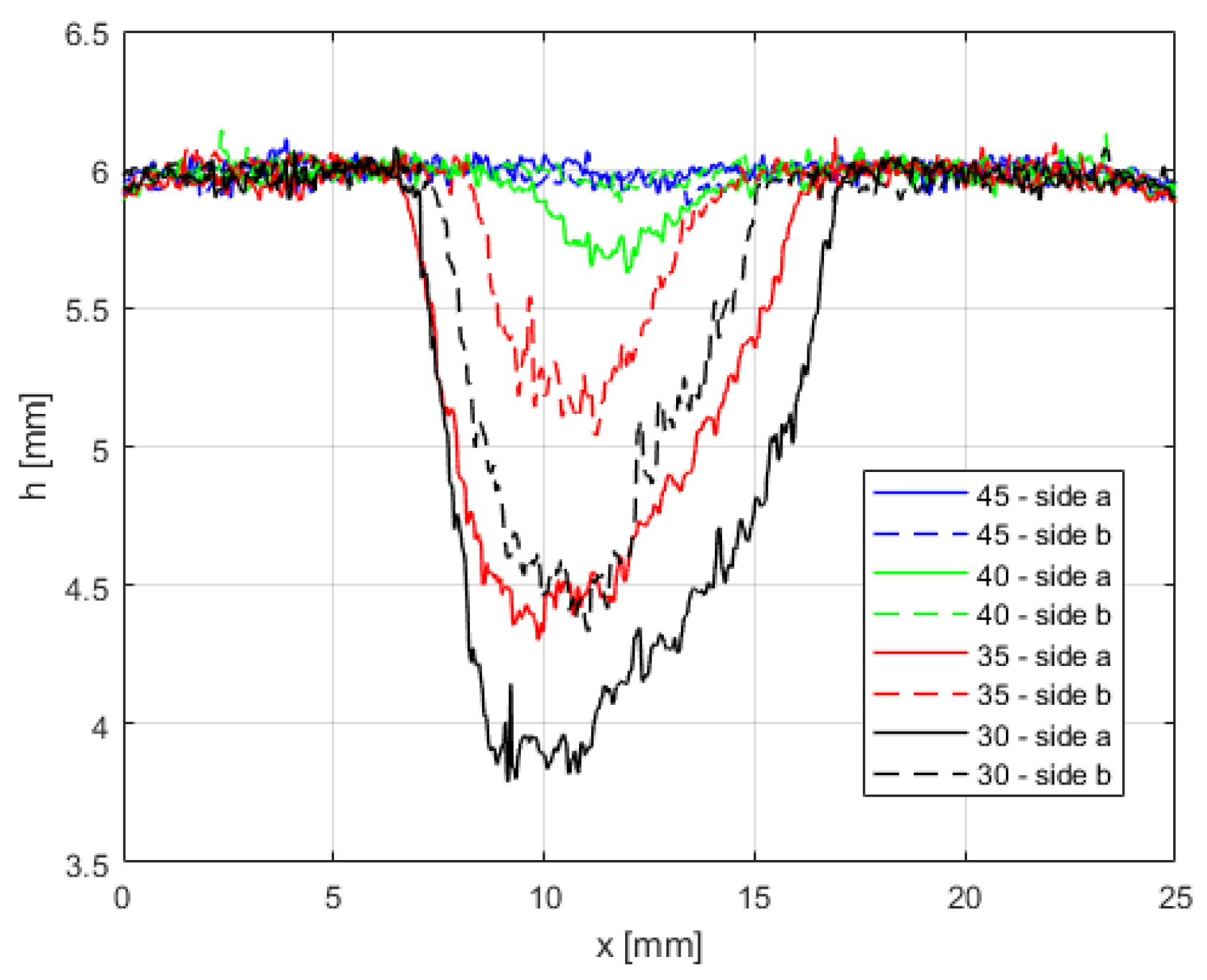
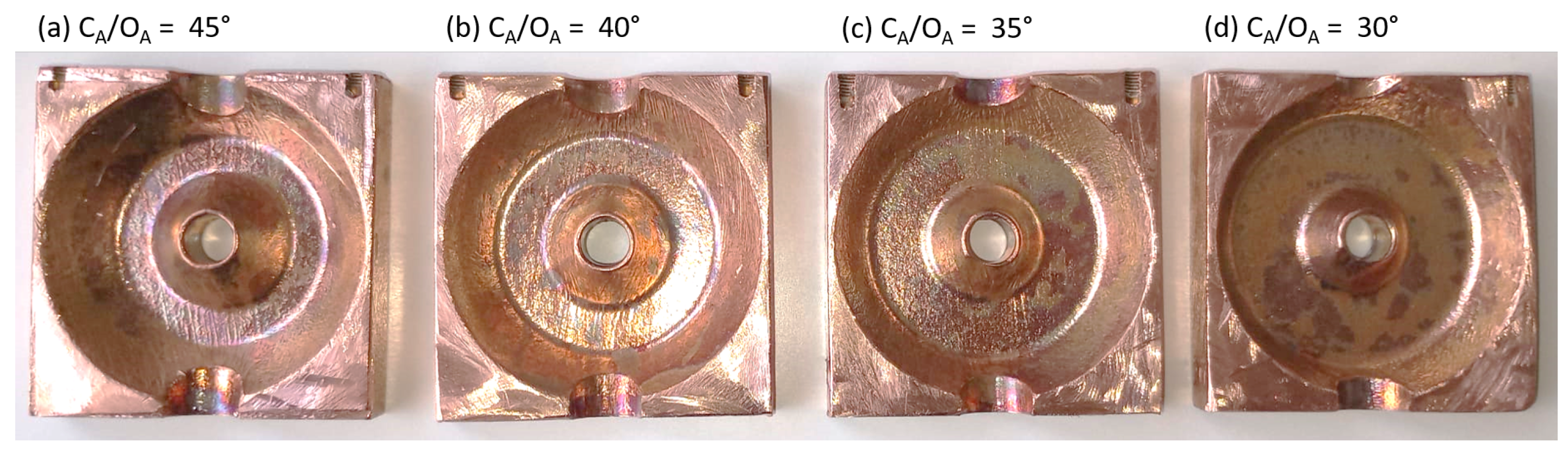
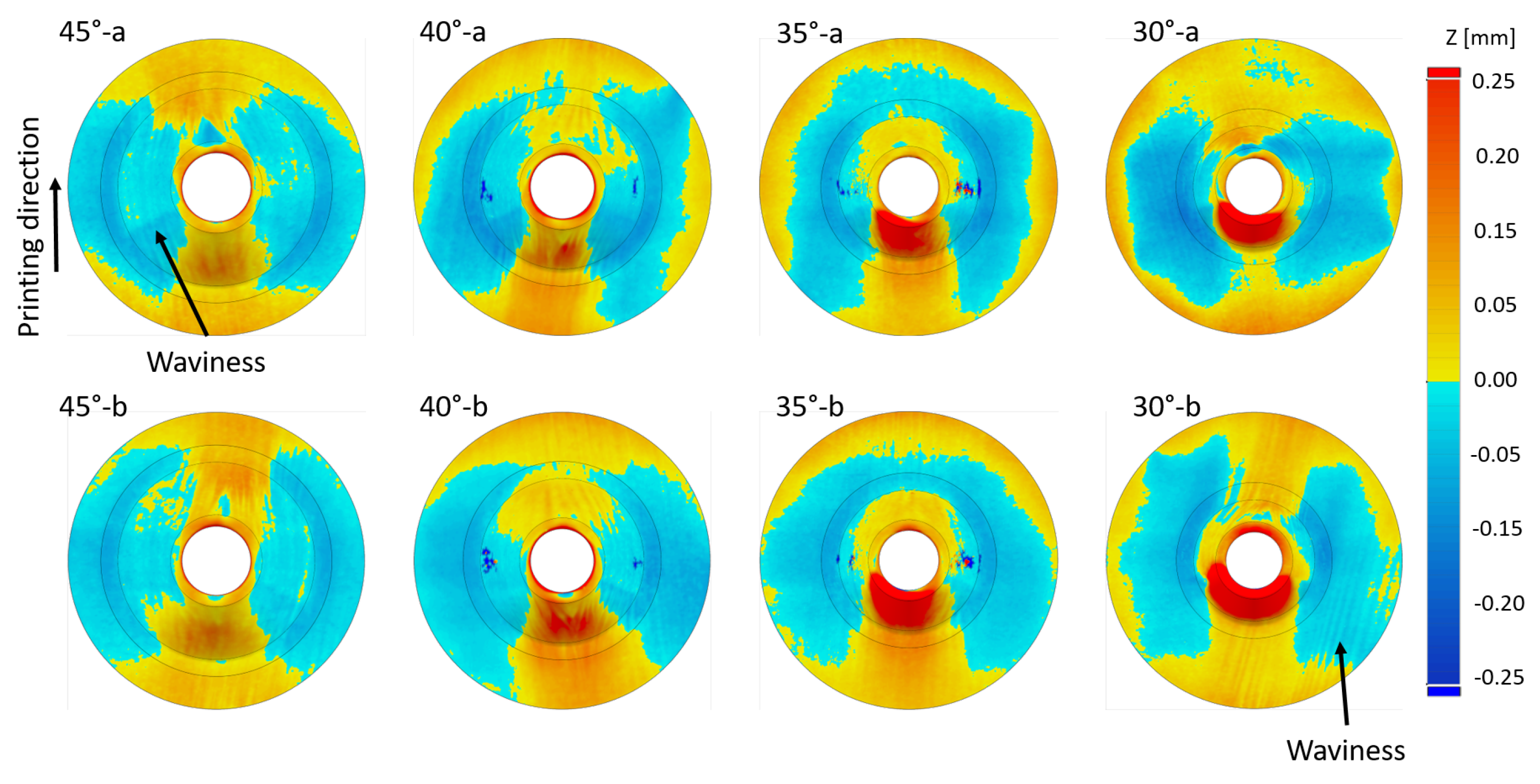
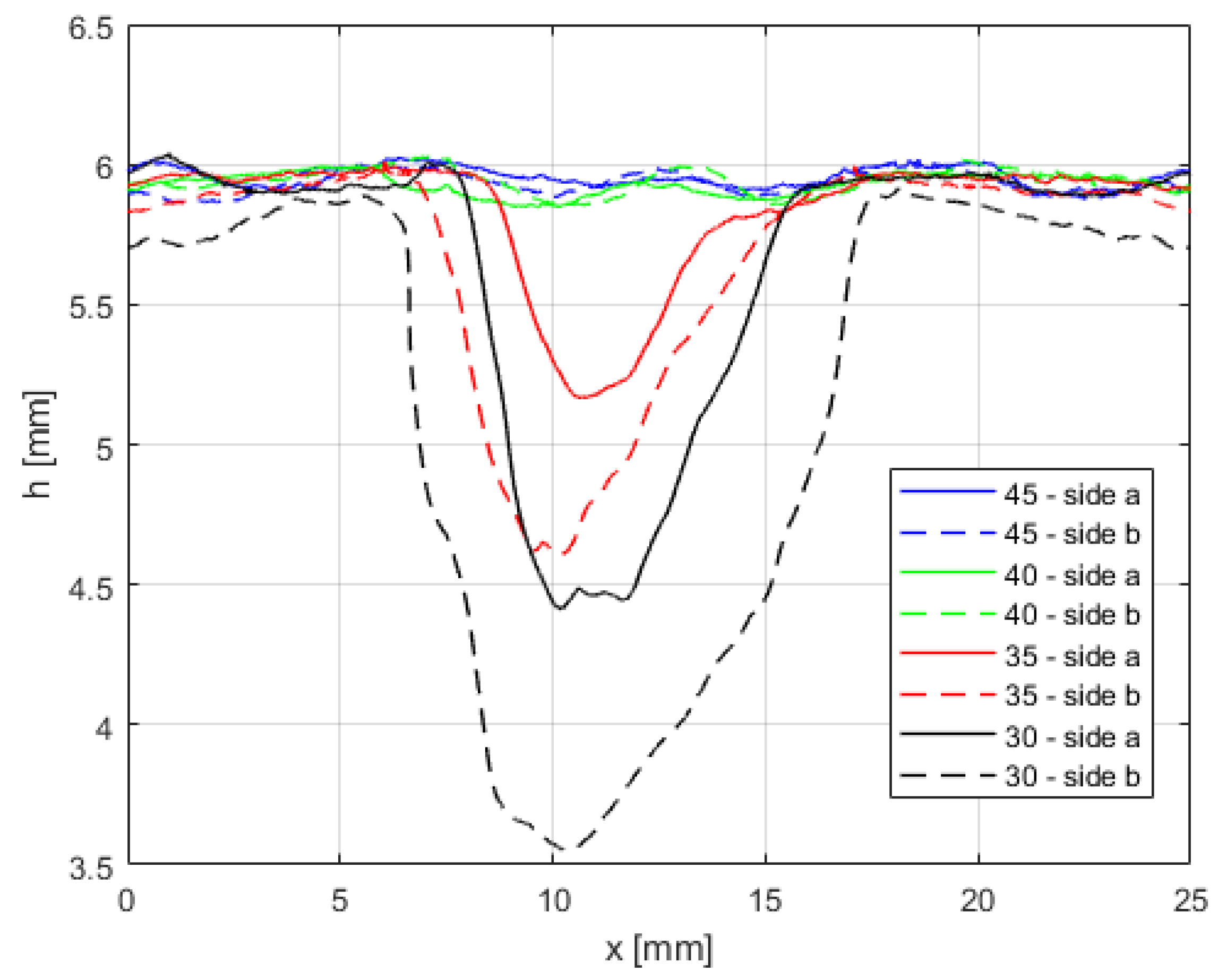
4.2. Dimensional Accuracy after Printing
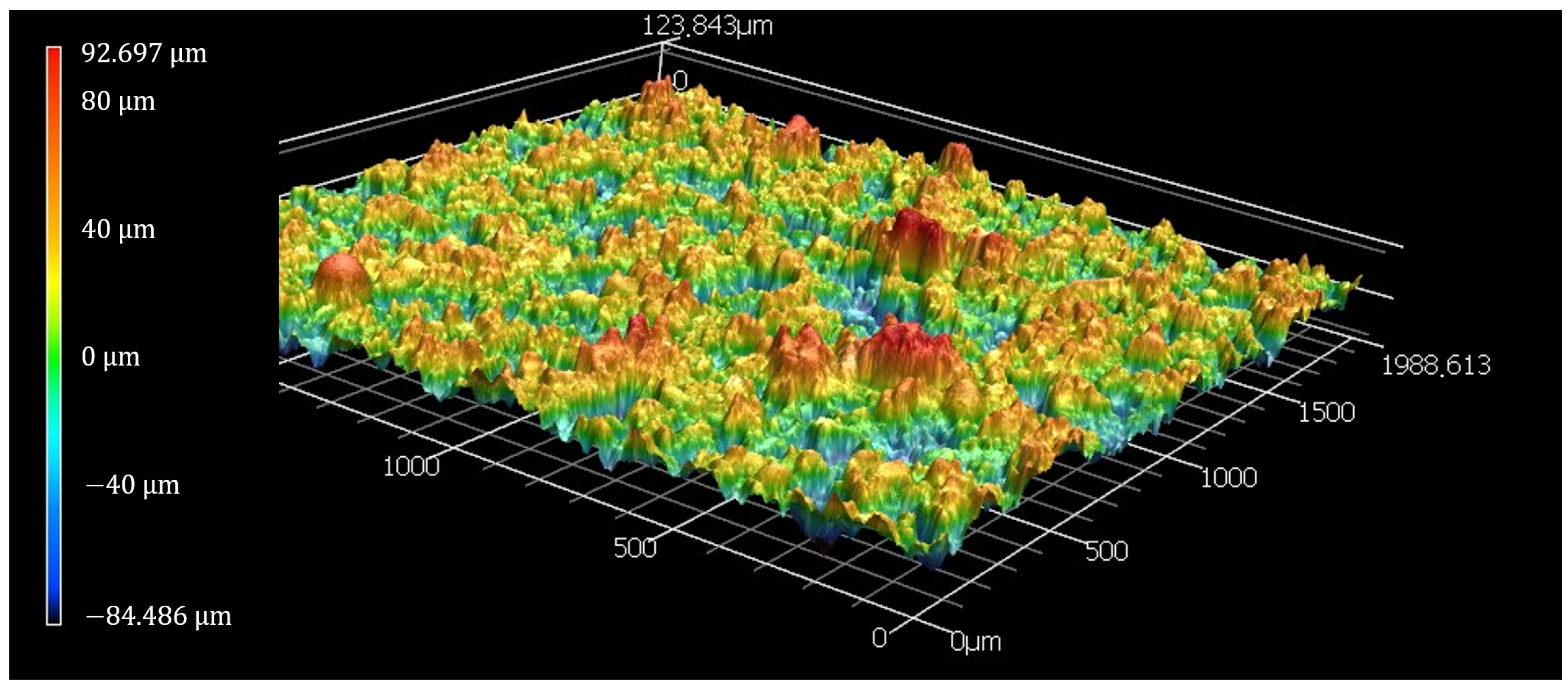
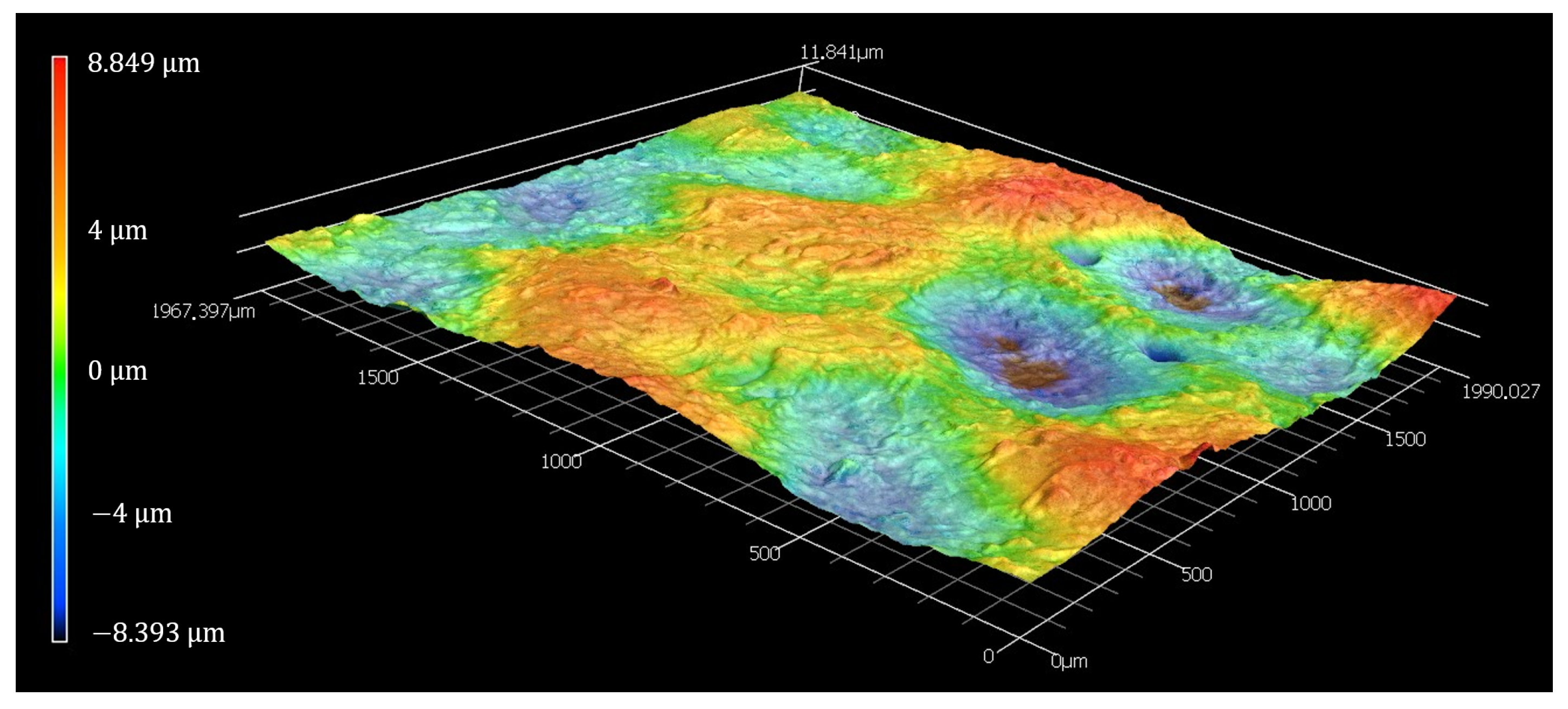
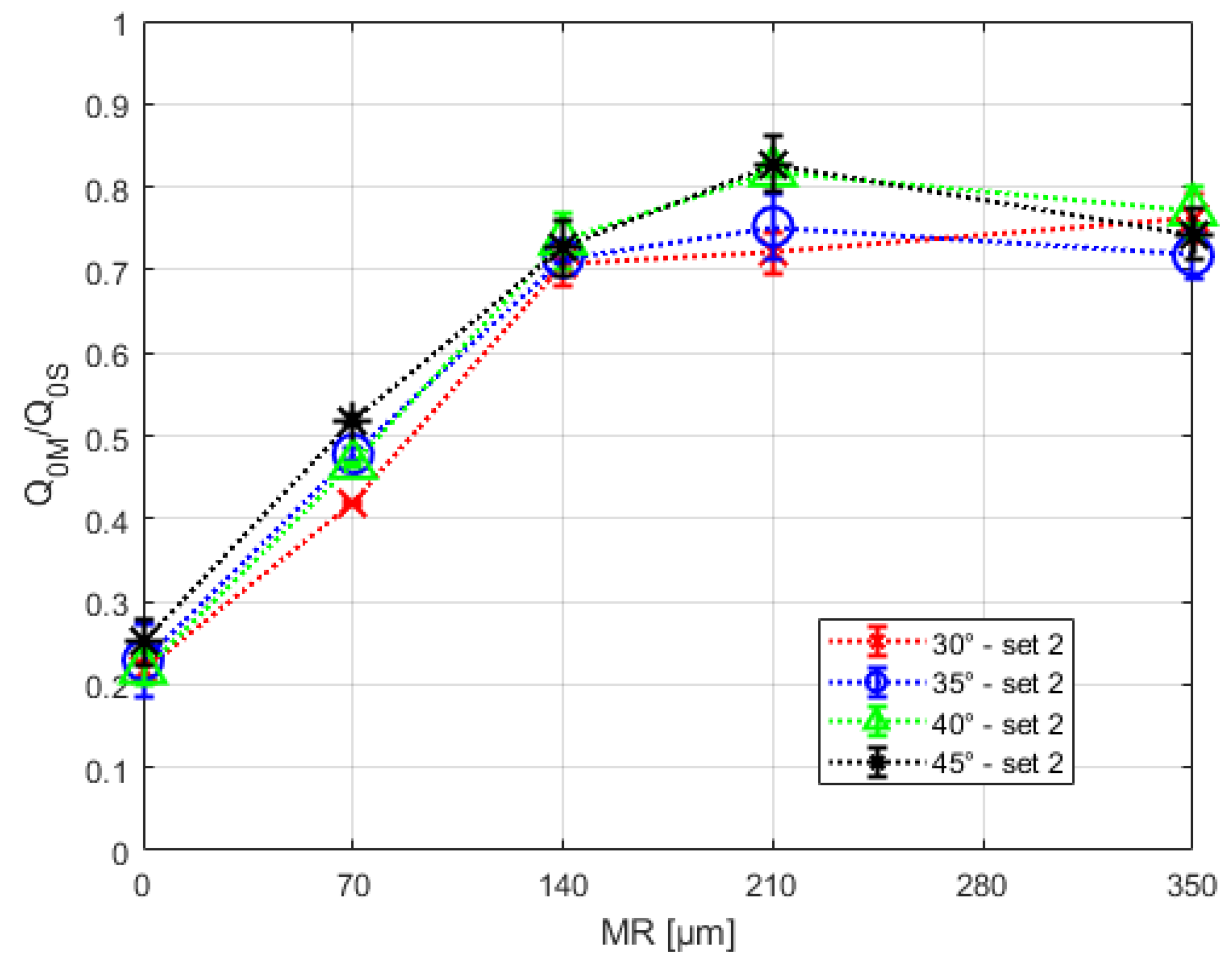
4.3. Surface Roughness after Printing
4.4. Dimensional Accuracy after Post-Processing
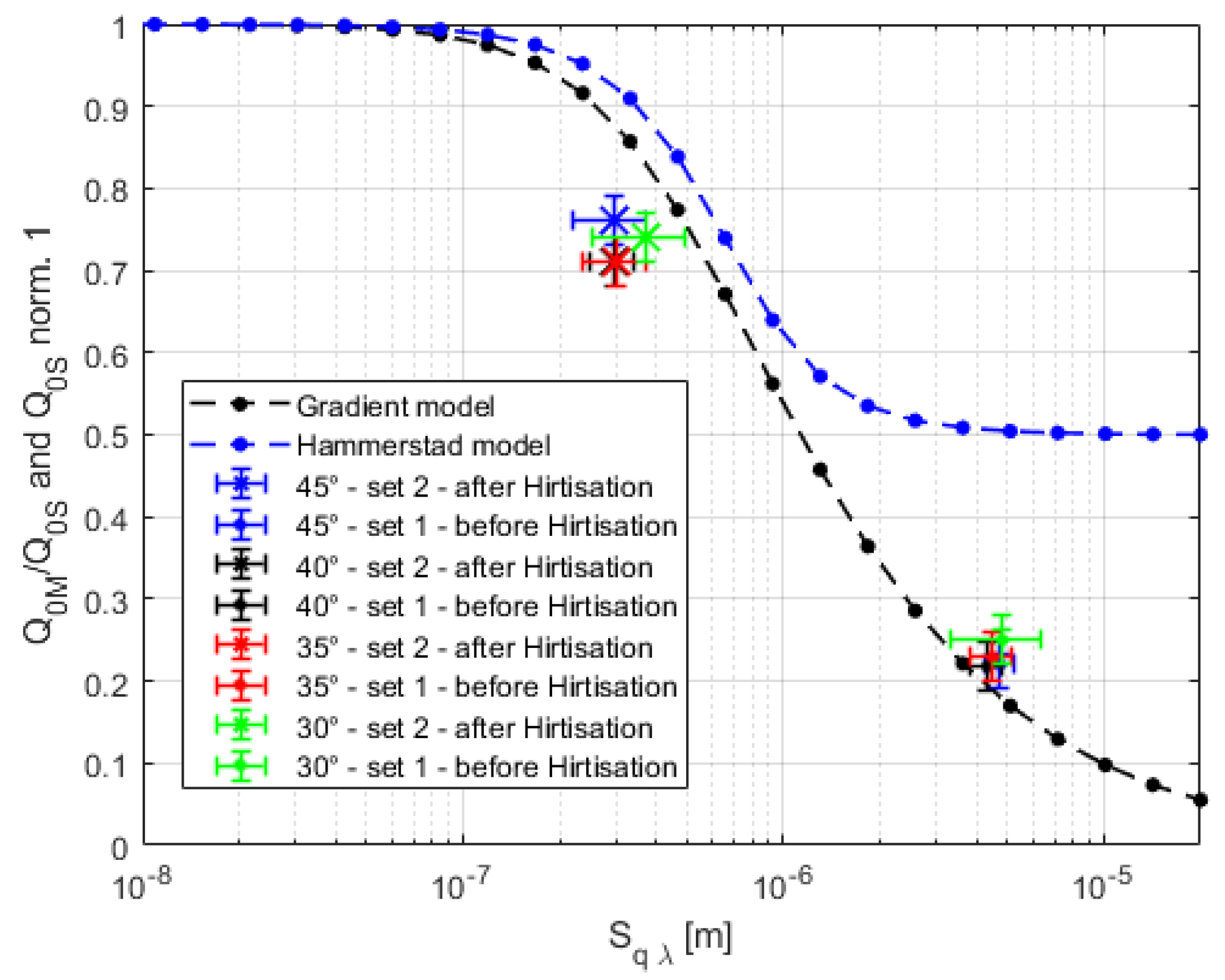
4.5. and Surface Roughness after Post-Processing
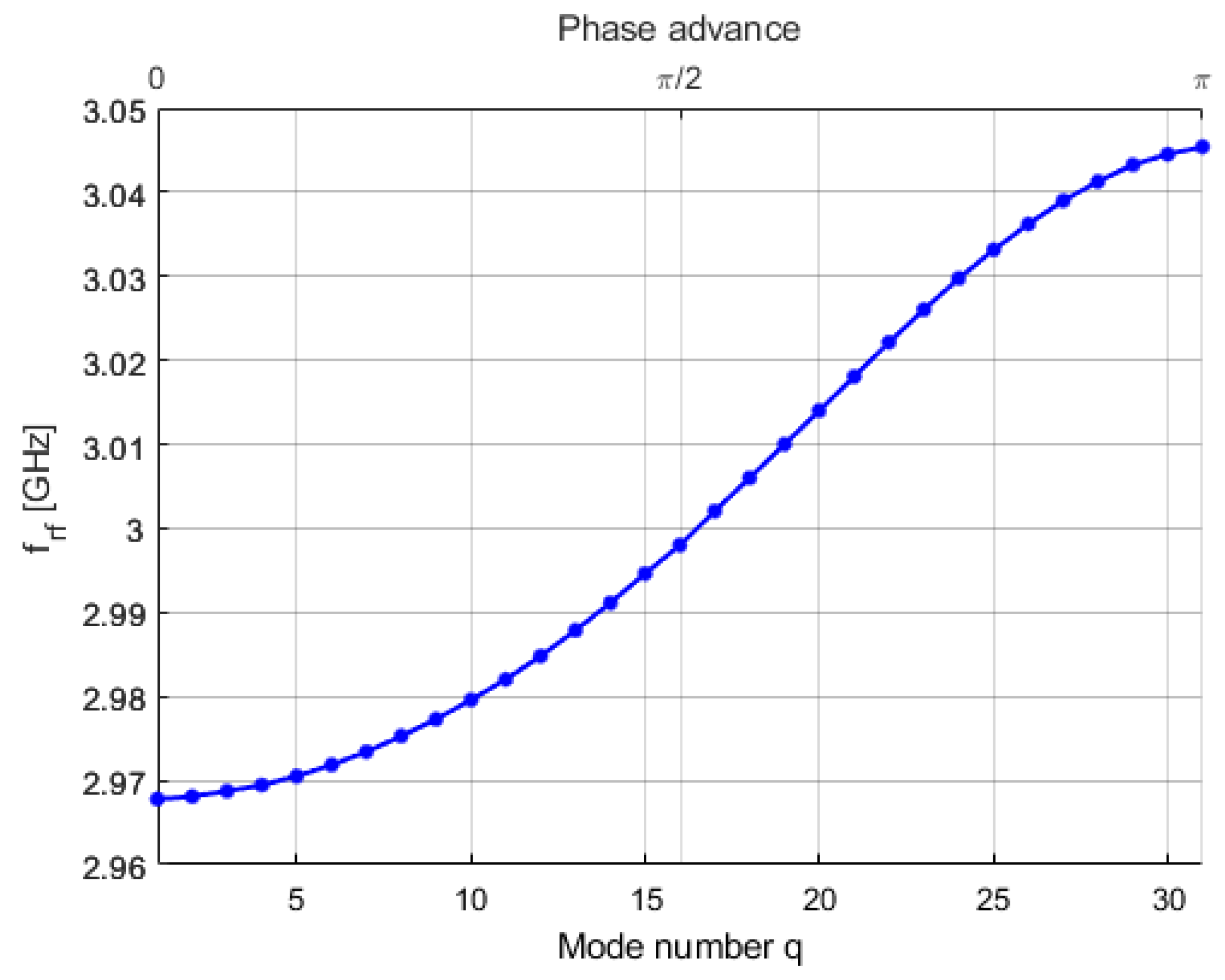
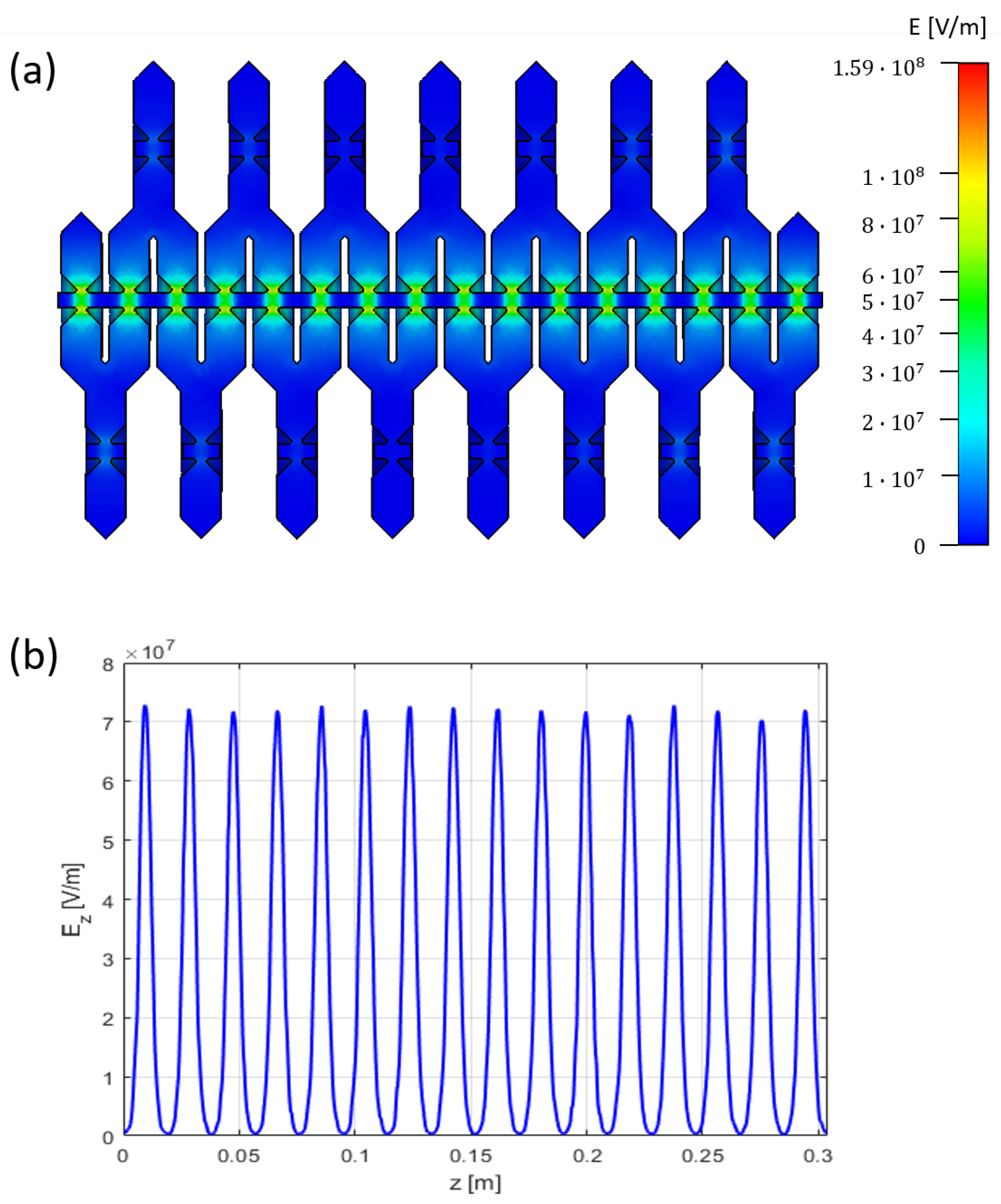
4.6. Self-Supporting 3 GHz Biperiodic Side-Coupled Linac Concept
5. Discussion
Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wangler, T.P. RF Linear Accelerators, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2008; pp. 98–121. [Google Scholar]
- Kutsaev, S.V. Advanced technologies for applied particle accelerators and examples of their use. Tech. Phys. 2021, 66, 161–195. [Google Scholar] [CrossRef]
- Lung, H.M.; Cheng, Y.C.; Chang, Y.H.; Huang, H.W.; Yang, B.B.; Wang, C.Y. Microbial decontamination of food by electron beam irradiation. Trends Food Sci. Technol. 2015, 44, 66–78. [Google Scholar] [CrossRef]
- Do Huh, H.; Kim, S. History of radiation therapy technology. Korean Soc. Med. Phys. 2020, 31, 124–134. [Google Scholar]
- Amaldi, H.; Braccini, S.; Puggioni, P. High frequency linacs for hadrontherapy. Rev. Accel. Sci. Technol. 2009, 2, 111–131. [Google Scholar] [CrossRef]
- Witman, S. Ten Things You Might Not Know about Particle Accelerators. Available online: https://www.symmetrymagazine.org/article/april-2014/ten-things-you-might-not-know-about-particle-accelerators?language_content_entity=und (accessed on 1 November 2023).
- Wilson, I.H. Cavity construction techniques. In Proceedings of the CERN Accelerator School of RF Engineering for Particle Accelerators, Oxford, UK, 3–10 April 1991; Volume 2. [Google Scholar] [CrossRef]
- Nassiri, A.; Chase, B.; Craievich, P.; Fabris, A.; Frischholz, H.; Jacob, J.; Jensen, E.; Jensen, M.; Kustom, R.; Pasquinelli, R.; et al. History and technology developments of radio frequency (RF) systems for particle accelerators. IEEE Trans. Nucl. Sci. Inst. Electr. Electron. Eng. 2016, 63, 707–750. [Google Scholar] [CrossRef]
- Ghodke, S.R.; Barnwal, R.; Mondal, J.; Dhavle, A.S.; Parashar, S.; Kumar, M.; Nayak, S.; Jayaprakash, D.; Sharma, V.; Acharya, S.; et al. Machining and brazing of accelerating RF cavity. In Proceedings of the 2014 International Symposium on Discharges and Electrical Insulation in Vacuum (ISDEIV), Mumbai, India, 28 September–3 October 2014; pp. 101–104. [Google Scholar]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. IEEE Inst. Electr. Electron. Eng. 2017, 105, 101–104. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horizons 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Torims, T.; Cherif, A.; Delerue, N.; Pedretti, M.F.; Krogere, D.; Otto, T.; Lopez, E.; Otto, T.; Pikurs, G.; Pozzi, M.; et al. Evaluation of geometrical precision and surface roughness quality for the additively manufactured radio frequency quadrupole prototype. J. Phys. Conf. Ser. 2023, 2420, 012089. [Google Scholar] [CrossRef]
- Torims, T.; Pikurs, G.; Gruber, S.; Vretenar, M.; Ratkus, A.; Vedani, M.; López, E.; Brückner, F. First proof-of-concept prototype of an additive manufactured radio frequency quadrupole. Instruments 2021, 5, 35. [Google Scholar] [CrossRef]
- Hähnel, H. Update on the first 3D printed IH-type linac structure-proof-of-concept for additive manufacturing of linac RF cavities. In Proceedings of the 31st Linear Accelerator Conference, Liverpool, UK, 28 August–2 September 2022; Volume 22, pp. 170–173. [Google Scholar]
- Hähnel, H.; Ateş, A.; Dedić, B.; Ratzinger, U. Additive Manufacturing of an IH-Type Linac Structure from Stainless Steel and Pure Copper. Instruments 2023, 7, 22. [Google Scholar] [CrossRef]
- Frigola, P.; Agustsson, R.B.; Faillace, L.; Murokh, A.Y.; Ciovati, G.; Clemens, W.A.; Dhakal, P.; Marhauser, F.; Rimmer, R.; Spradlin, J.; et al. Advance Additive Manufacturing Method for SRF Cavities of Various Geometries; Thomas Jefferson National Accelerator Facility (TJNAF): Newport News, VA, USA, 2015. [Google Scholar]
- Creedon, D.L.; Goryachev, M.; Kostylev, N.; Sercombe, T.B.; Tobar, M.E. A 3D printed superconducting aluminium microwave cavity. Appl. Phys. Lett. 2016, 109, 032601. [Google Scholar] [CrossRef]
- Riensche, A.; Carriere, P.; Smoqi, Z.; Menendez, A.; Frigola, P.; Kutsaev, S.; Araujo, A.; Matavalam, N.G.; Rao, P. Application of hybrid laser powder bed fusion additive manufacturing to microwave radio frequency quarter wave cavity resonators. Int. J. Adv. Manuf. Technol. 2023, 124, 619–632. [Google Scholar] [CrossRef]
- Mayerhofer, M.; Mitteneder, J.; Dollinger, G.; Mayerhofer, M. A 3D printed pure copper drift tube linac prototype. Rev. Sci. Instrum. 2022, 93, 023304. [Google Scholar] [CrossRef] [PubMed]
- Mayerhofer, M.; Mittenender, J.; Wittig, C.; Prestes, I.; Jägle, E.; Dollinger, G. First High Quality Drift Tube Linac Cavity additively Manufactured from Pure Copper. In Proceedings of the 14th International Particle Accelerator Conference (IPAC23), Venicem, Italy, 7–12 May 2023; Volume 143. [Google Scholar]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D printing of highly pure copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Gruber, S.; Stepien, L.; López, E.; Brueckner, F.; Leyens, C. Physical and geometrical properties of additively manufactured pure copper samples using a green laser source. Materials 2021, 14, 3642. [Google Scholar] [CrossRef] [PubMed]
- Mayerhofer, M.; Dollinger, G. Manufacturing Method for Radio-Frequency Cavity Resonators and Corresponding Resonator. Patent EP3944725A1, US20230300969A1, 23 July 2020. [Google Scholar]
- Rena Technologies GmbH. Surface Treatment of 3D-Printed Metal Parts. 2023. Available online: https://www.rena.com/en/technology/process-technology/hirtisation (accessed on 1 November 2023).
- Ronsivalle, C.; Picardi, L.; Ampollini, A.; Bazzano, G.; Marracino, F.; Nenzi, P.; Snels, C.; Surrenti, V.; Vadrucci, M.; Ambrosini, F. First acceleration of a proton beam in a Side Coupled Drift tube Linac. Europhys. Lett. 2015, 111, 14002. [Google Scholar] [CrossRef][Green Version]
- Aubin, S.T.; Steciw, S.; Fallone, B.G. The design of a simulated in-line side-coupled 6 MV linear accelerator waveguide. Med. Phys. 2010, 37, 466–476. [Google Scholar] [CrossRef]
- Tantawi, S.; Nasr, M.; Li, Z.; Limborg, C.; Borchard, P. Design and demonstration of a distributed-coupling linear accelerator structure. Phys. Rev. Accel. Beams 2020, 23, 092001. [Google Scholar] [CrossRef]
- Degiovanni, A.; Stabile, P.; Ungaro, D.; SA, A. LIGHT: A linear accelerator for proton therapy. In Proceedings of the NAPAC2016, Chicago, IL, USA, 9–14 October 2016; Volume 32. [Google Scholar]
- Dassault Systèmes; CST Microwave Studio. 2023. Available online: https://www.3ds.com/de/produkte-und-services/simulia/produkte/cst-studio-suite/ (accessed on 1 November 2023).
- Hammerstad, E.; Jensen, O. Accurate models for microstrip computer-aided design. In Proceedings of the 1980 IEEE MTT-S International Microwave Symposium Digest, Washington, DC, USA, 28–30 May 1980; pp. 407–409. [Google Scholar]
- Gold, G. A Physical Surface Roughness Model and Its Applications. IEEE Trans. Microw. Theory Tech. Inst. Electr. Electron. Eng. 2017, 65, 3720–3732. [Google Scholar] [CrossRef]
- Grudiev, A.; Calatroni, S.; Wuensch, W. New local field quantity describing the high gradient limit of accelerating structures. Phys. Rev. Spec. Top.-Accel. Beams 2009, 12, 102001. [Google Scholar] [CrossRef]
- Benedetti, S.; Amaldi, U.; Degiovanni, A.; Grudiev, A.; Wuensch, W. RF design of a novel S-band backward traveling wave linac for proton therapy. In Proceedings of the LINAC2014, Geneva, Switzerland, 31 August–5 September 2014. [Google Scholar]
- Degiovanni, A. High Gradient Proton Linacs for Medical Applications. Ph.D. Thesis, École Polytechnique Fédérale de Lausanne, Lausanne, Switzerland, 2014. [Google Scholar]
- Ronsivalle, C.; Carpanese, M.; Marino, C.; Messina, G.; Picardi, L.; Sandri, S.; Basile, E.; Caccia, B.; Castelluccio, D.M.; Cisbani, E. The Top-Implart Project. Eur. Phys. J. Plus 2011, 126, 1–15. [Google Scholar] [CrossRef]
- Igarashi, Y.; Yamaguchi, S.; Higashi, Y.; Enomoto, A.; Oogoe, T.; Kakihara, K.; Ohsawa, S. High-gradient Tests on an S-band Accelerating Structure. In Proceedings of the 21st International Linac Conference, Gyeongju, Republic of Korea, 19–23 August 2002. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| L | 19.0 mm | 1.0 mm | |||
| D | 46.5 mm | 1.0 mm | |||
| g | 4.0 mm | 2.0 mm | 1.0 mm | ||
| S | 3.0 mm | 2.0 mm | |||
| 3.0 mm | F | 0.0 mm |
| and | |||||
| 3931 | 3992 | 4064 | 4150 | 4260 | |
| 8574 | 8550 | 8481 | 8331 | 8100 | |
| 63.4 | 61.8 | 59.7 | 56.9 | 53.3 | |
| 3.07 | 3.14 | 2.99 | 2.92 | 2.97 | |
| -Side a | -Side b | ||
|---|---|---|---|
| mm | mm | ||
| mm | mm | ||
| mm | mm | ||
| mm | mm |
| and | ||||
|---|---|---|---|---|
| [µm]-Loc. 1 | 21.57 | 19.49 | 23.79 | 29.60 |
| [µm]-Loc. 2 | 24.60 | 26.51 | 23.89 | 24.96 |
| [µm]-Loc. 3 | 18.54 | 21.90 | 20.94 | 28.70 |
| [µm]-Loc. 4 | 27.46 | 21.72 | 23.38 | 26.33 |
| [µm]-Loc. 5 | 23.75 | 21.44 | 23.96 | 25.43 |
| [µm]-Loc. 1 | 5.25 | 5.91 | 3.69 | 4.84 |
| [µm]-Loc. 2 | 5.58 | 4.84 | 5.07 | 4.20 |
| [µm]-Loc. 3 | 3.47 | 4.20 | 3.94 | 4.08 |
| [µm]-Loc. 4 | 3.63 | 3.80 | 4.30 | 5.24 |
| [µm]-Loc. 5 | 4.17 | 3.74 | 4.66 | 5.33 |
| -Side a | -Side b | ||
|---|---|---|---|
| mm | mm | 0.11 | |
| mm | mm | 0.13 | |
| mm | mm | 0.50 | |
| mm | mm | 1.21 |
| [µm]-Loc. 1 | 1.31 | 1.01 | 0.83 | 1.23 |
| [µm]-Loc. 2 | 1.14 | 0.84 | 1.00 | 1.99 |
| [µm]-Loc. 3 | 1.83 | 1.02 | 0.98 | 1.85 |
| [µm]-Loc. 4 | 0.94 | 0.68 | 0.75 | 1.85 |
| [µm]-Loc. 5 | 1.11 | 0.91 | 0.76 | 1.14 |
| [µm]-Loc. 1 | 0.30 | 0.38 | 0.34 | 0.34 |
| [µm]-Loc. 2 | 0.40 | 0.27 | 0.31 | 0.36 |
| [µm]-Loc. 3 | 0.60 | 0.38 | 0.33 | 0.37 |
| [µm]-Loc. 4 | 0.26 | 0.29 | 0.22 | 0.21 |
| [µm]-Loc. 5 | 0.31 | 0.20 | 0.27 | 0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mayerhofer, M.; Brenner, S.; Helm, R.; Gruber, S.; Lopez, E.; Stepien, L.; Gold, G.; Dollinger, G. Additive Manufacturing of Side-Coupled Cavity Linac Structures from Pure Copper: A First Concept. Instruments 2023, 7, 56. https://doi.org/10.3390/instruments7040056
Mayerhofer M, Brenner S, Helm R, Gruber S, Lopez E, Stepien L, Gold G, Dollinger G. Additive Manufacturing of Side-Coupled Cavity Linac Structures from Pure Copper: A First Concept. Instruments. 2023; 7(4):56. https://doi.org/10.3390/instruments7040056
Chicago/Turabian StyleMayerhofer, Michael, Stefan Brenner, Ricardo Helm, Samira Gruber, Elena Lopez, Lukas Stepien, Gerald Gold, and Günther Dollinger. 2023. "Additive Manufacturing of Side-Coupled Cavity Linac Structures from Pure Copper: A First Concept" Instruments 7, no. 4: 56. https://doi.org/10.3390/instruments7040056
APA StyleMayerhofer, M., Brenner, S., Helm, R., Gruber, S., Lopez, E., Stepien, L., Gold, G., & Dollinger, G. (2023). Additive Manufacturing of Side-Coupled Cavity Linac Structures from Pure Copper: A First Concept. Instruments, 7(4), 56. https://doi.org/10.3390/instruments7040056