
A Simplified Microscopy Technique to Rapidly Characterize Individual Fiber Traits in Cotton

 , and
, and
Abstract
:1. Introduction
2. Experimental Design
2.1. Materials
- Hemostat (Surgicalonline, Dix Hills, NY, USA; Amazon; B07CRTRJFY)
- Fine-Toothed Comb (Leinuosen, China; Amazon; B07Q45NB93)
- 24′ Galvanized Wire (The Hillman Group, Cincinnati, OH, USA; Cat.no.: 123132)
- Size 00 Gelatin Capsules (Capsuline, Fort Lauderdale, FL, USA; X00RQSE8X)
- Teflon Tubing (2 mm inner diameter × 4 mm outer diameter, Amazon; 3DPTFE2/4CM5FT)
- 5 mL Microfuge tubes (Axygen, Tewksbury, MA, USA; H108MCT-500-C37)
- London Resin White (Electron Microscopy Sciences, Hatfield, PA, USA; Cat.no.: 14381-UC)
- LR White Accelerator (Electron Microscopy Sciences; Cat.no.: 14385)
- 3 mL Needle Syringes (Becton Dickinson & CO., Franklin Lakes, NJ, USA; Cat.no.: 003829003095742)
- Positively Charged Microscope Slides (Tanner Scientific, Sarasota, FL, USA)
2.2. Equipment
- Vortex (Scientific Industries, Bohemia, NY, USA; G560)
- Microfuge (Heathrow Industries, Vernon Hills, IL, USA; 3079140)
- Glass Microtome (Leica Biosystems, Deer Park, IL, USA; Leica RM2265)
- Sputter Coater (Ladd Research Industries, Essex Junction, VT, USA; Hummer 6.2)
- Scanning Electron Microscope (Hitachi High Technologies America, Inc., Dallas, TX, USA; Hitachi S-3400N)
- Light Microscope (Evident Scientific.com, Waltham, MA, USA; Olympus LEXT Optical Profiler)
3. Procedure
3.1. Fiber Embedding
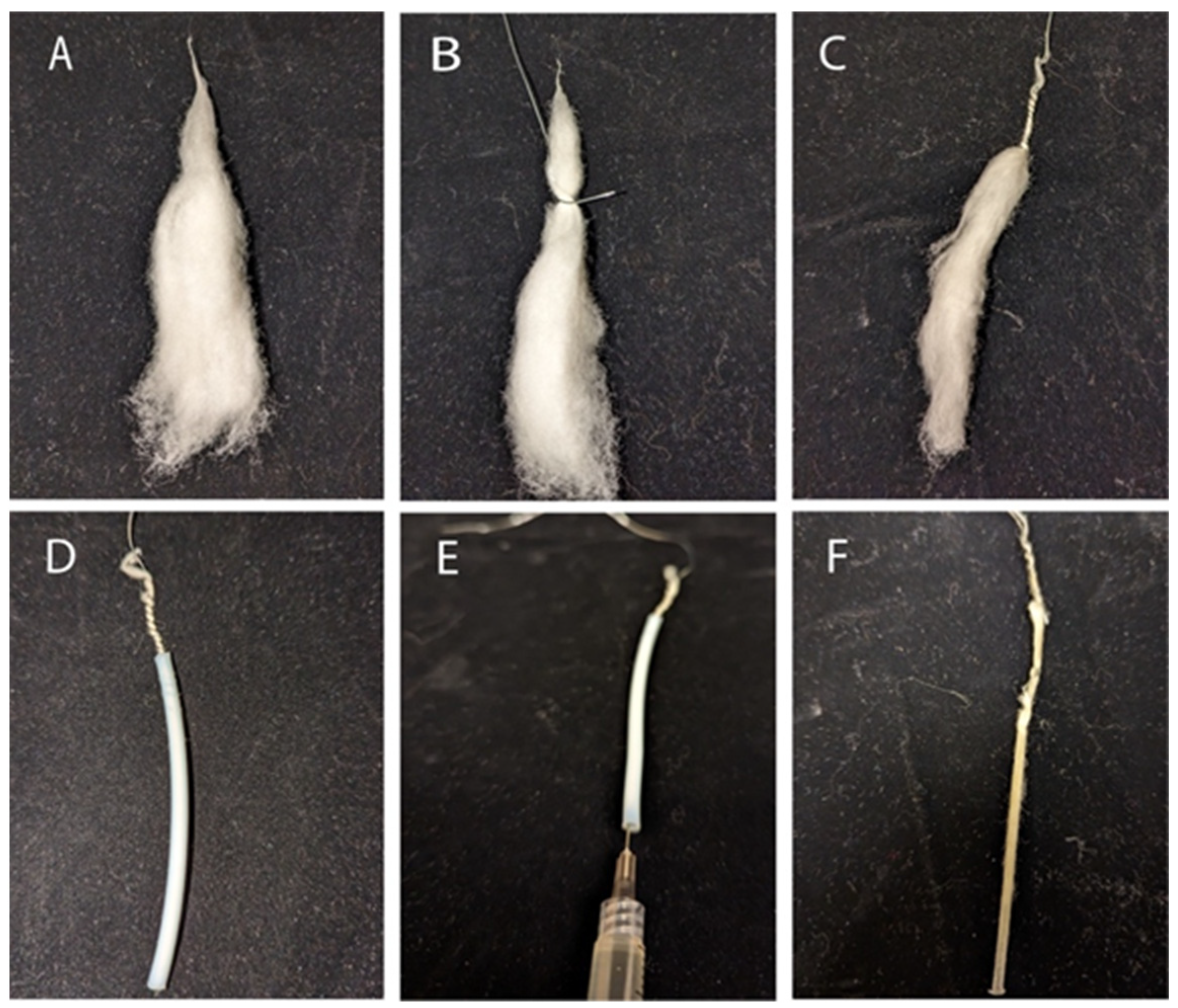
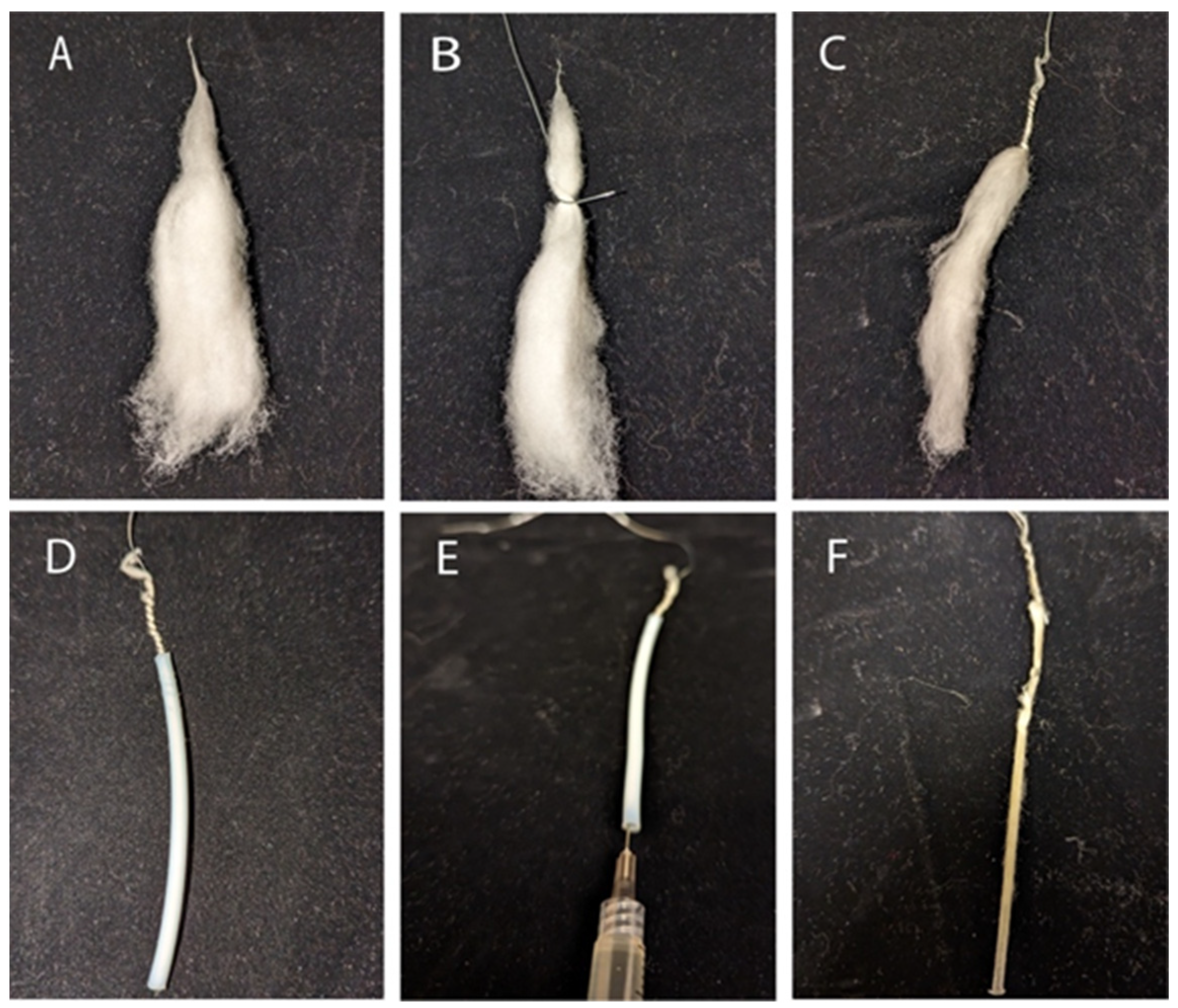
- Obtain 0.1 g of matured dried cotton fiber, remove seeds and debris, comb 2 inches with a fine-toothed comb, and twist the tip to secure the bundle (Figure 1A).
- Loop 24-gauge galvanized wire around 3 inches of the bundle, leaving excess wire facing away from it. Tightly wrap ~1/3 of the bundle with the wire (Figure 1B,C).
- Insert the free wire end through ~1.75 inches of Teflon tubing. Ensure that the wire and fiber slide freely through the tube together and comb the fiber to reduce density if there is resistance (Figure 1D).
- Combine 1 mL of uncatalyzed London Resin (LR) White with 2.5 μL of accelerator in a 5 mL microfuge tube and mix using a vortex for 10 s. Inject the solution into the Teflon tube with a syringe. Allow the bundle to polymerize inside the tube for 5–10 min (Figure 1E).
- Pull the bundle out of the tube by grasping the free wire end and pulling it straight or using a hemostat to grip and pull it out in a straight line. The resulting bundle should be solid and easy to cut (Figure 1F).
- Obtain a size 00 gelatin capsule and cut the polymerized bundle into segments that fit inside the capsule, excluding any segments containing wire. Multiple segments can be inserted into the capsule.
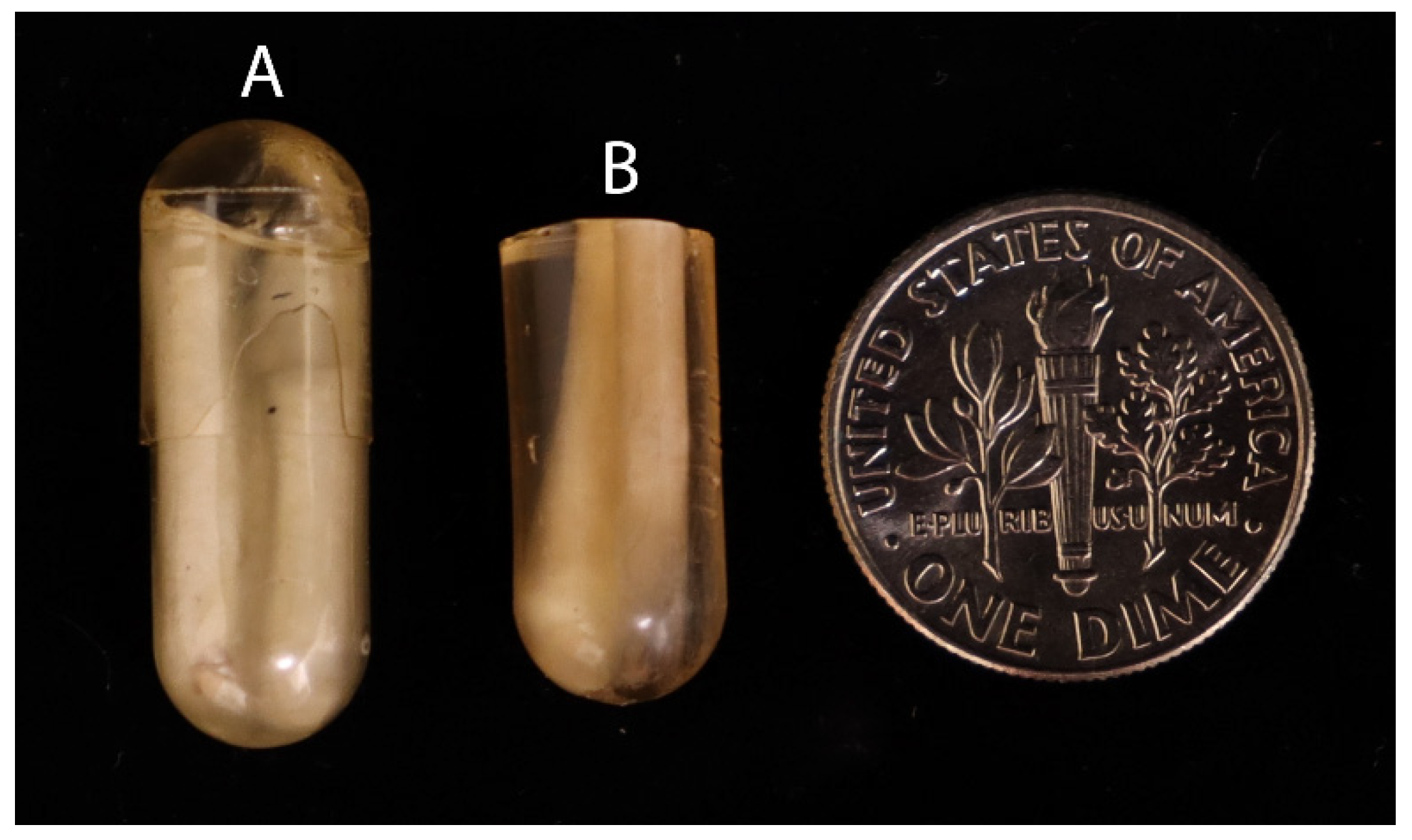
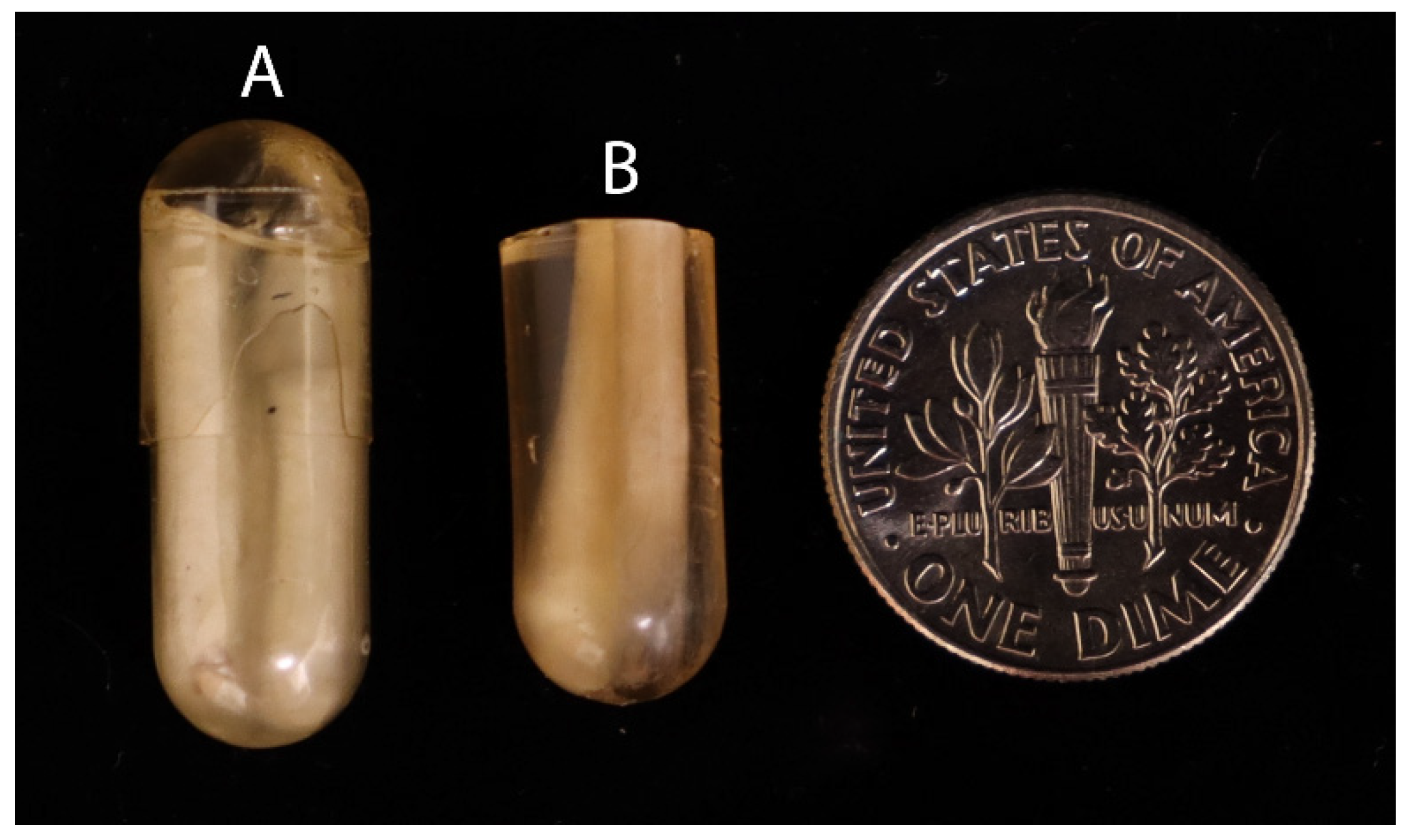
- Combine a new mixture of 1 mL of uncatalyzed LR and 2.5 μL of accelerator and vortex it for 10 s in a 5 mL microfuge tube. Add the mixture to the capsules and quickly cap and spin them using a microfuge for 10 s (Figure 2A).
- Polymerization should take 5–10 min and should not release excessive heat. Remove the gel capsules using a single-edged razor by cutting between the gel capsule and resin (Figure 2B).
3.2. Sectioning
- Trim away the uneven parts of the non-rounded end of the resin to create a flat end.
- Prepare a Leica RM2265 glass microtome and obtain a fresh 9 mm glass microtome blade. Ensure that the glass blade’s width is the same or larger than the capsule width.
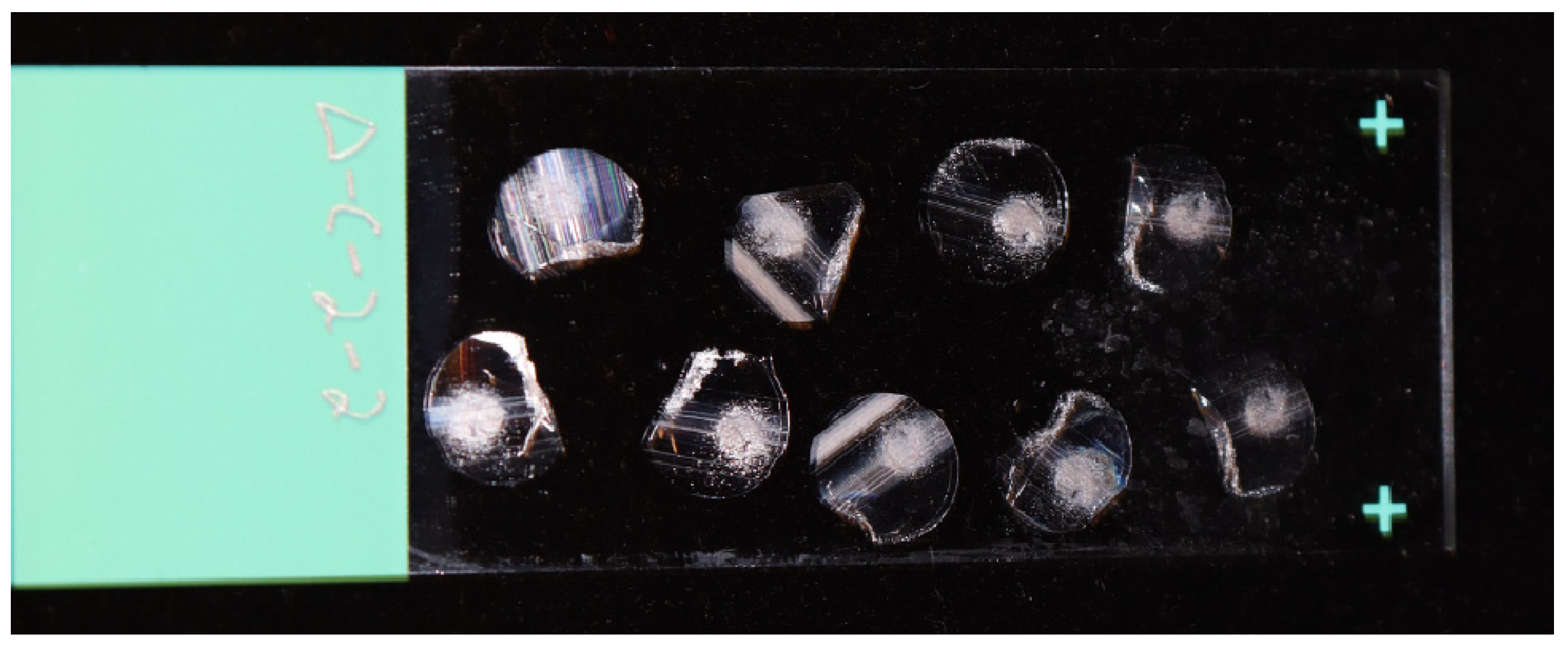
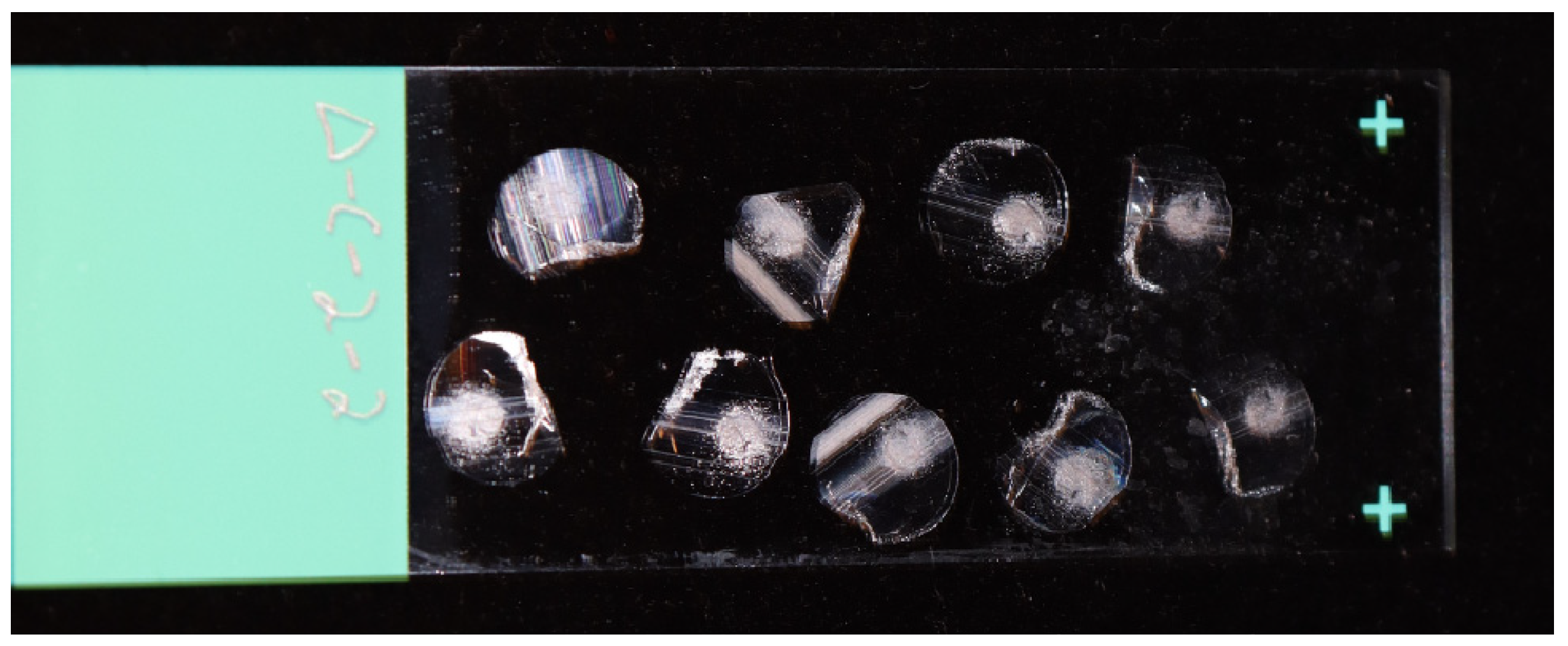
- Cut out 6 μm sections from the resin. Move full sections into the water bath at 44 °C, clearing the working area of the microtome after each section, and remove incomplete sections.
- Isolate the first section and examine it using a compound microscope at 100×power for fiber visibility. If you do not detect fibers, discard the section and create new sections until you verify the presence of fibers.
- After verification, add more sections to the slide. Then, put the slide onto a slide warmer set to 37 °C and let the slides dry for 30 min to an hour.
3.3. Microscopy
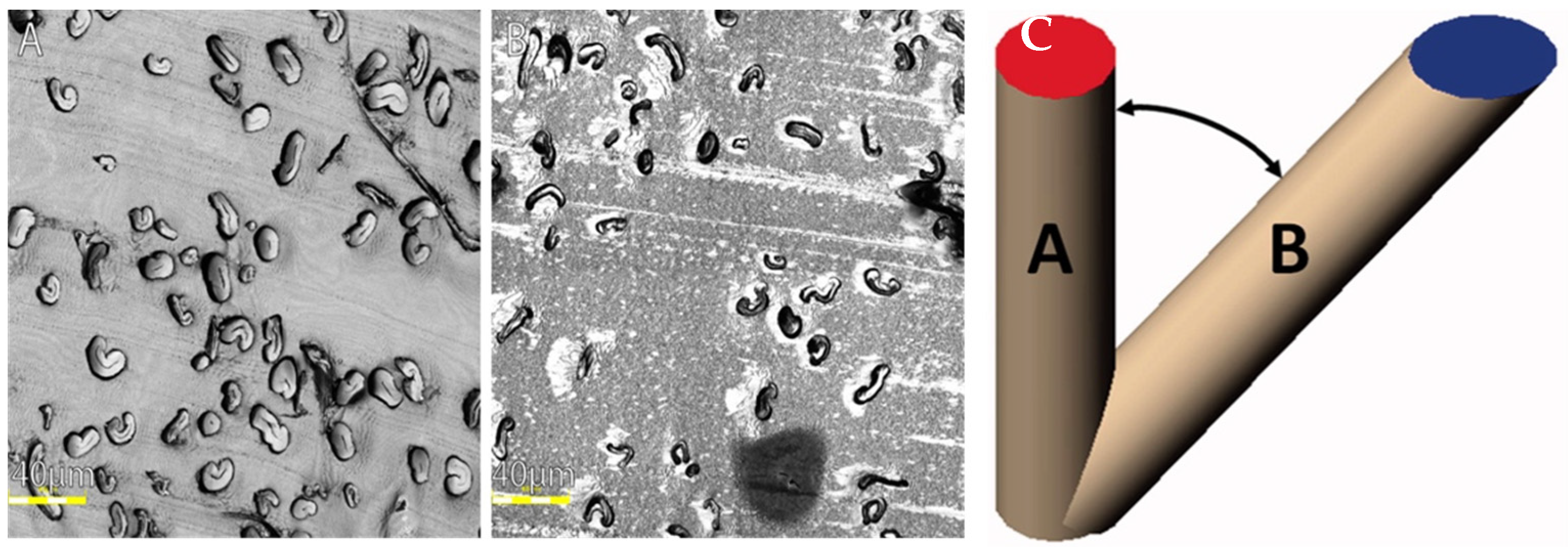
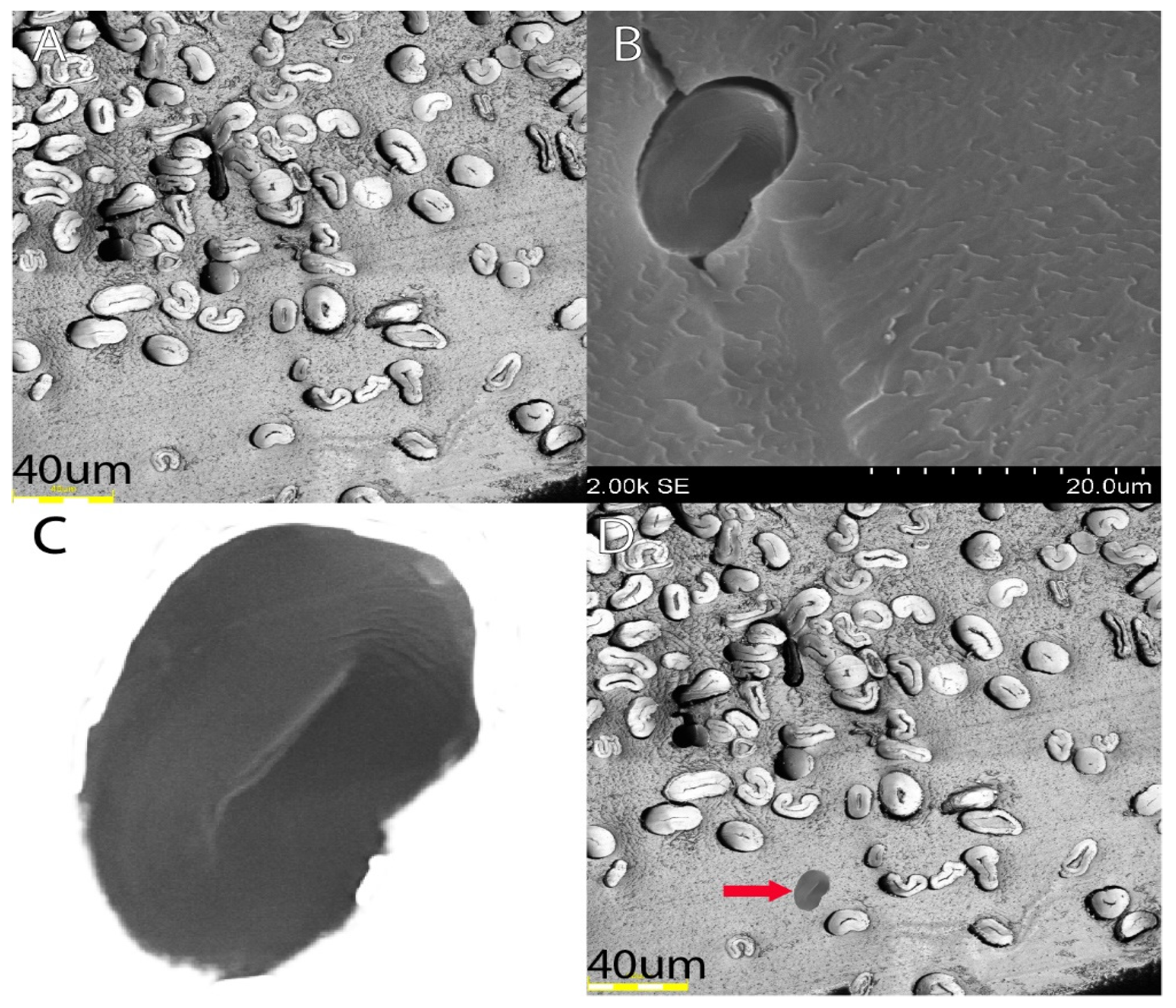
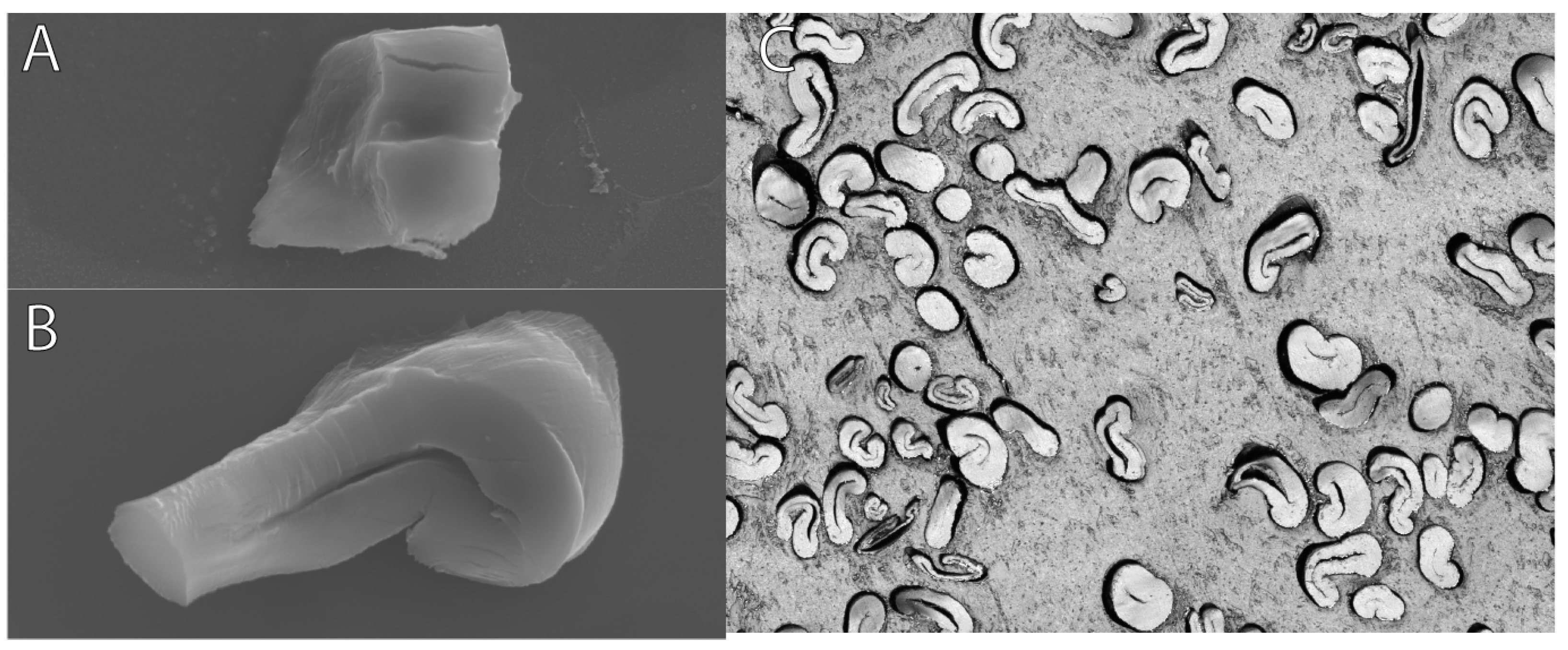
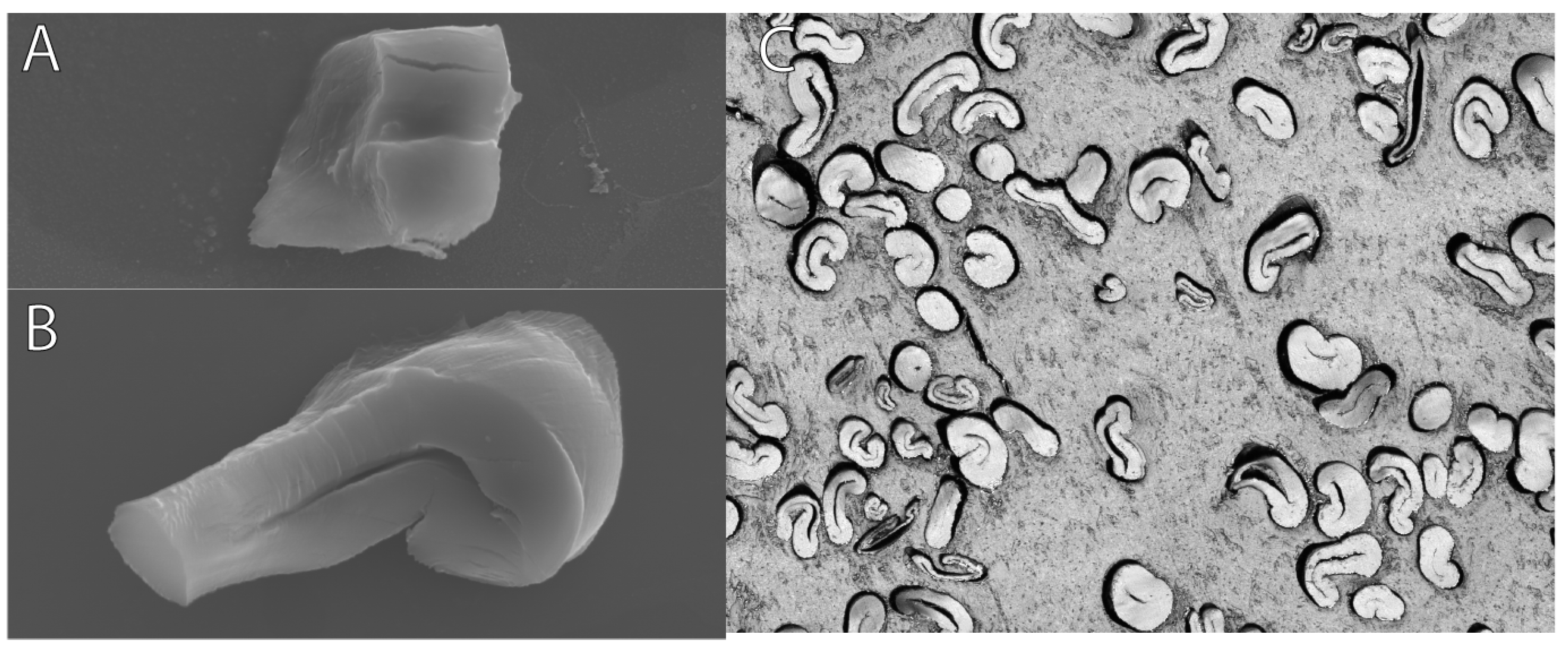
- To perform SEM imaging, coat the microscope slide containing dried sections using a Ladd/Hummer 6.2 sputter coater. Obtain images using the Hitachi 3400 Scanning Electron Microscope at 1000× or 2000× magnification, ensuring to include a reference distance for subsequent analysis.
- For light imaging, utilize the Olympus LEXT Optical Profiler. Capture three-dimensional light-based images of the sections within a range of 8–15 μm. Due to creases within the sections, the imaging speed is slightly slower. Image the sections at 100×, obtaining multiple images of a wide view. Subsequently, stitch these images together to create a larger image with high resolution.
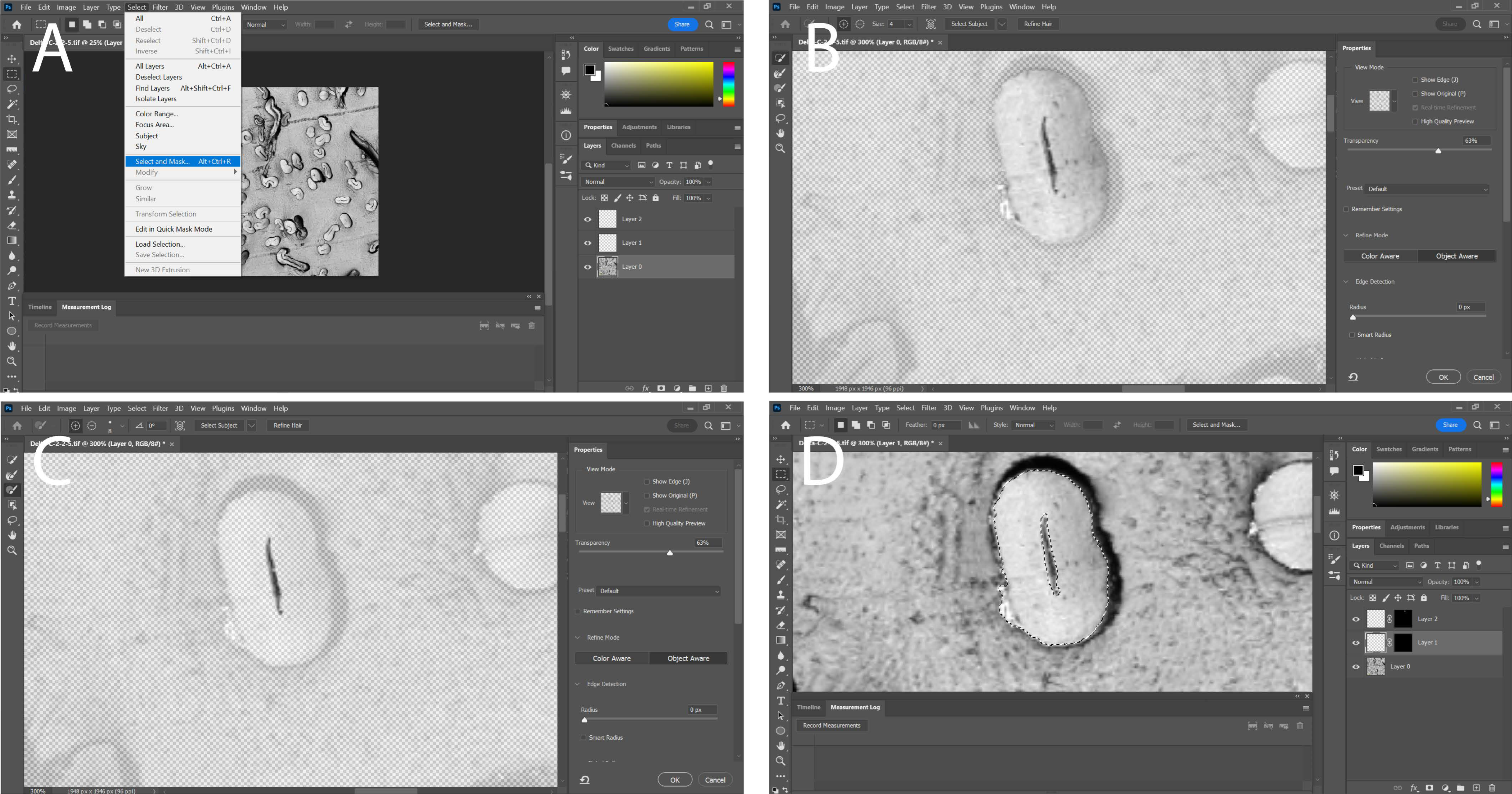
3.4. Manual Fiber Image Analysis in Adobe Photoshop
- In Adobe Photoshop, open the fiber image and unlock its layer. Then, create two new layers on the image.
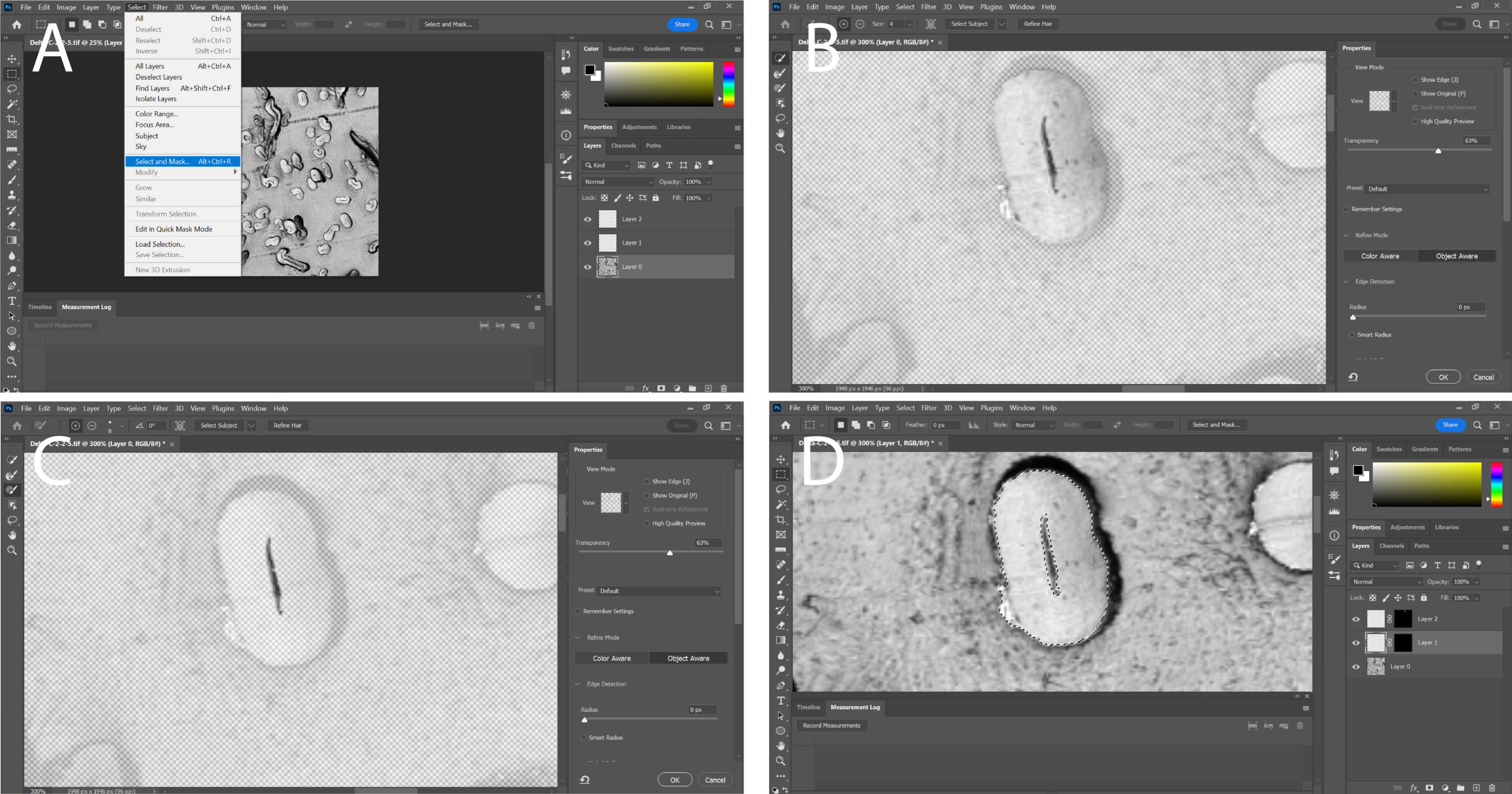
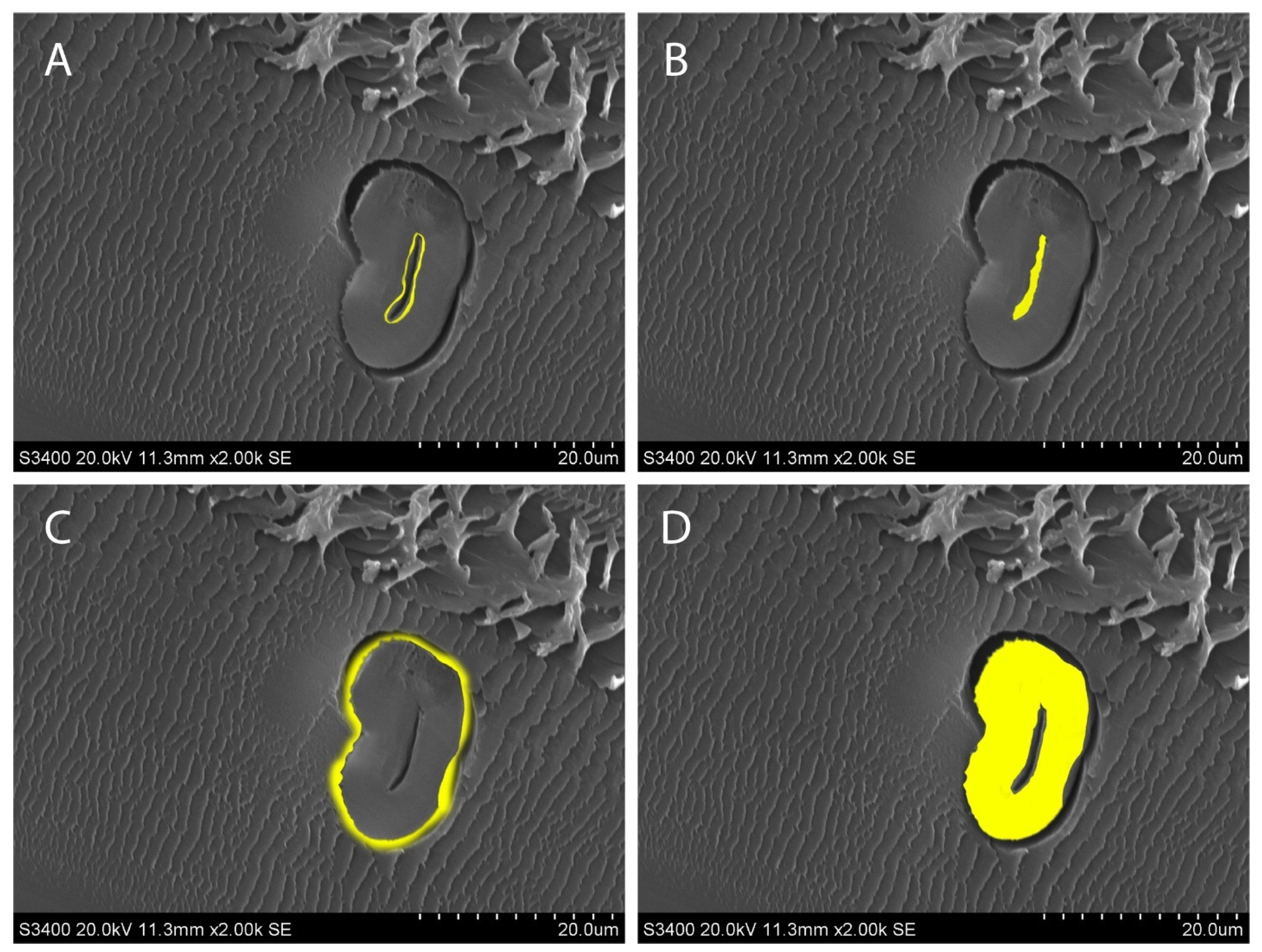
- To create a mask on the original layer of the image, highlight both the upper surface of the crystalline structure and the lumen. Generate a new mask by selecting “Select” followed by “Select and Mask” (Figure 6A). Use one of the brush tools to highlight the fiber (Figure 6B) or the lumen (Figure 6C) entirely. This will generate a mask that represents what was highlighted.
- Transfer the mask to a different layer by dragging and dropping it. Generate a new mask on the original layer to isolate the other measurement of the same fiber. Finally, add the new mask to its own layer (Figure 6D).
- Repeat steps 4–6 for every fiber within the image.
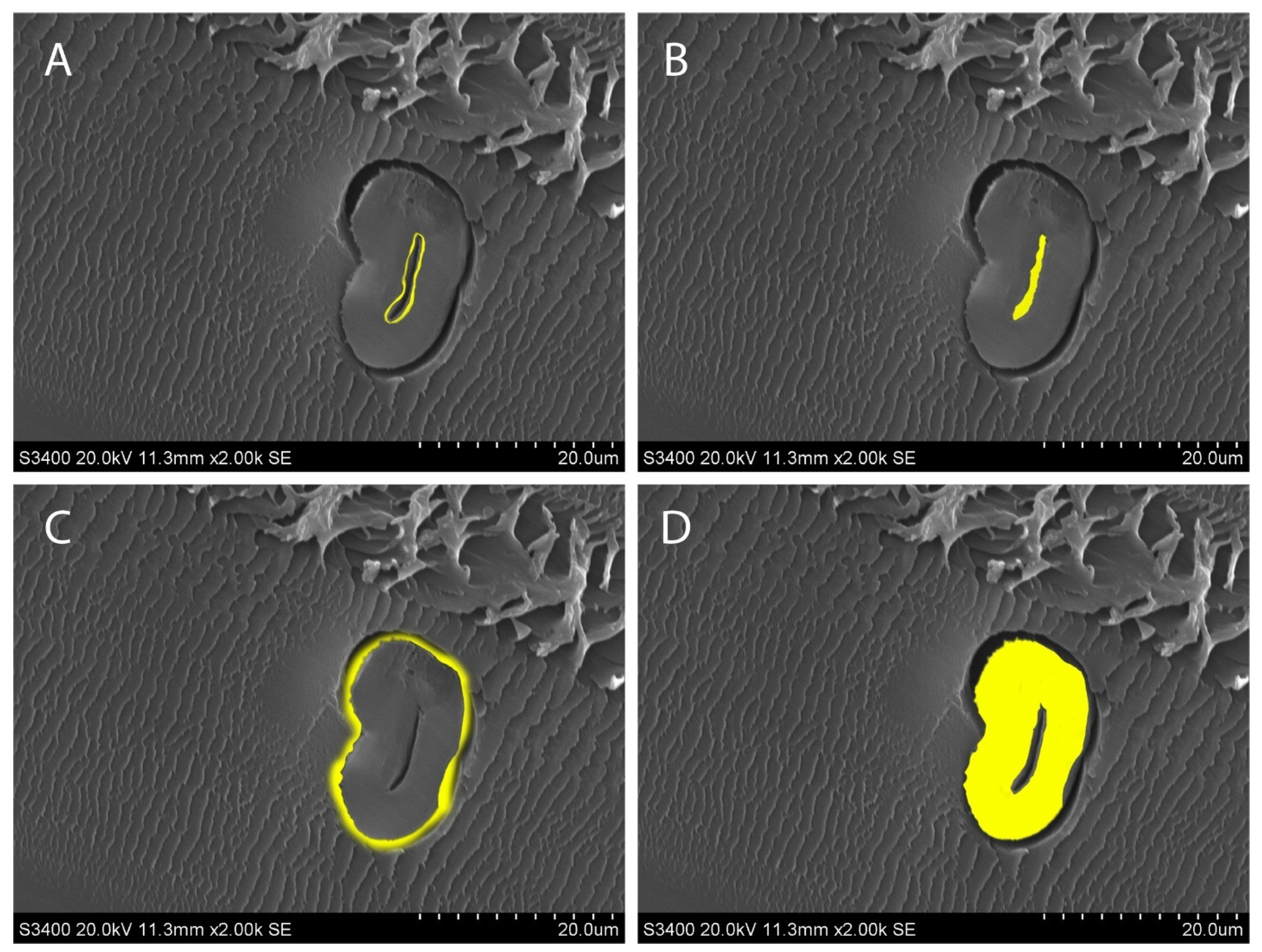
- Create separate fiber and lumen masks for all fibers within an image (Figure 5D). Utilize the ruler tool to measure the reference distance and document the measurement in pixels in the “measurement log” tab by clicking on “Record Measurement”. Generate a custom measurement scale in the measurement log by converting the reference distance value to the number of pixels used in the reference distance.
- Create a new “Custom Data Points” section to include the following fields: “Document”, “Area”, “Perimeter”, “Circularity”, “Height”, and “Width”.
- To select the mask for the lumen of one of the fibers, right-click on the mask and choose “Add mask to selection”. Then, click on “Record Measurement” to save the measurement.
- Next, select and record the mask for the crystalline structure of the same fiber. Afterwards, deselect the mask.
- Repeat steps 7–8 for each fiber within the image.
- For each image of interest, repeat steps 2–9. After measuring all the images, select and export all the measurements to a notepad document. Edit the notepad document to ensure that both the lumen and fiber measurements are on the same row, and then copy these rows into an Excel document.
3.5. Data Analysis
- Verify that all values within the Excel file containing all fiber measurements are filled and properly converted from pixels to μm.
- Create new columns for the fiber measurements “Outer True Area”, “Outer/Lumen”, and “Line”.
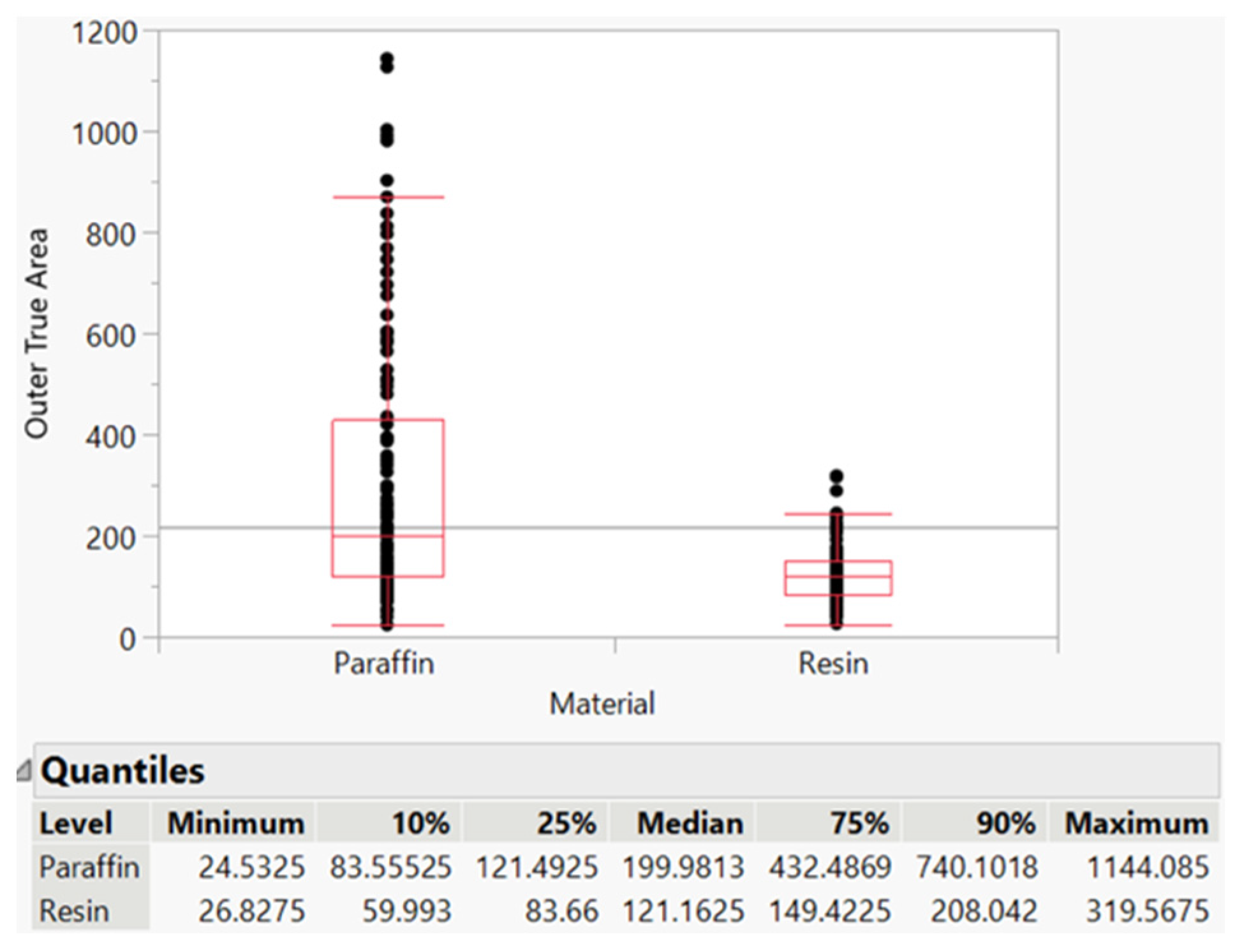
- Calculate the “Outer True Area” by subtracting the value given for the area of the crystalline structure from the Lumen Area for the same fiber.
- Divide the “Outer True Area” by the Lumen Area to obtain the “Outer/Lumen” ratio.
- Recording the line from which the cotton sample is taken creates the “Line” category.
- Next, create an Excel file with a minimum of 14 columns, which should include “Name”, “Lumen Area”, “Lumen Perimeter”, “Lumen Circularity”, “Lumen Height”, “Lumen Width”, “Outer Area”, “Outer True Area”, “Outer Perimeter”, “Outer Circularity”, “Outer Height”, “Outer Width”, “Outer/Lumen”, and “Line”.
- Subsequently, analyze the data set using the JMP software.
- Under the “Analyze” tab, select the “Fit X by Y” option.
- For the “Y, Response”, use all columns except for “Name” and “Line”.
- Set the “X, Factor” as “Line”.
- Next, determine the Quantiles, Means, and Standard Deviations.
- Conduct an ANOVA test on each of the lines.
- Additionally, perform an all-pairs Tukey–Kramer HSD test and conduct a Student’s test for each pair to detect differences between each of the lines for every parameter.
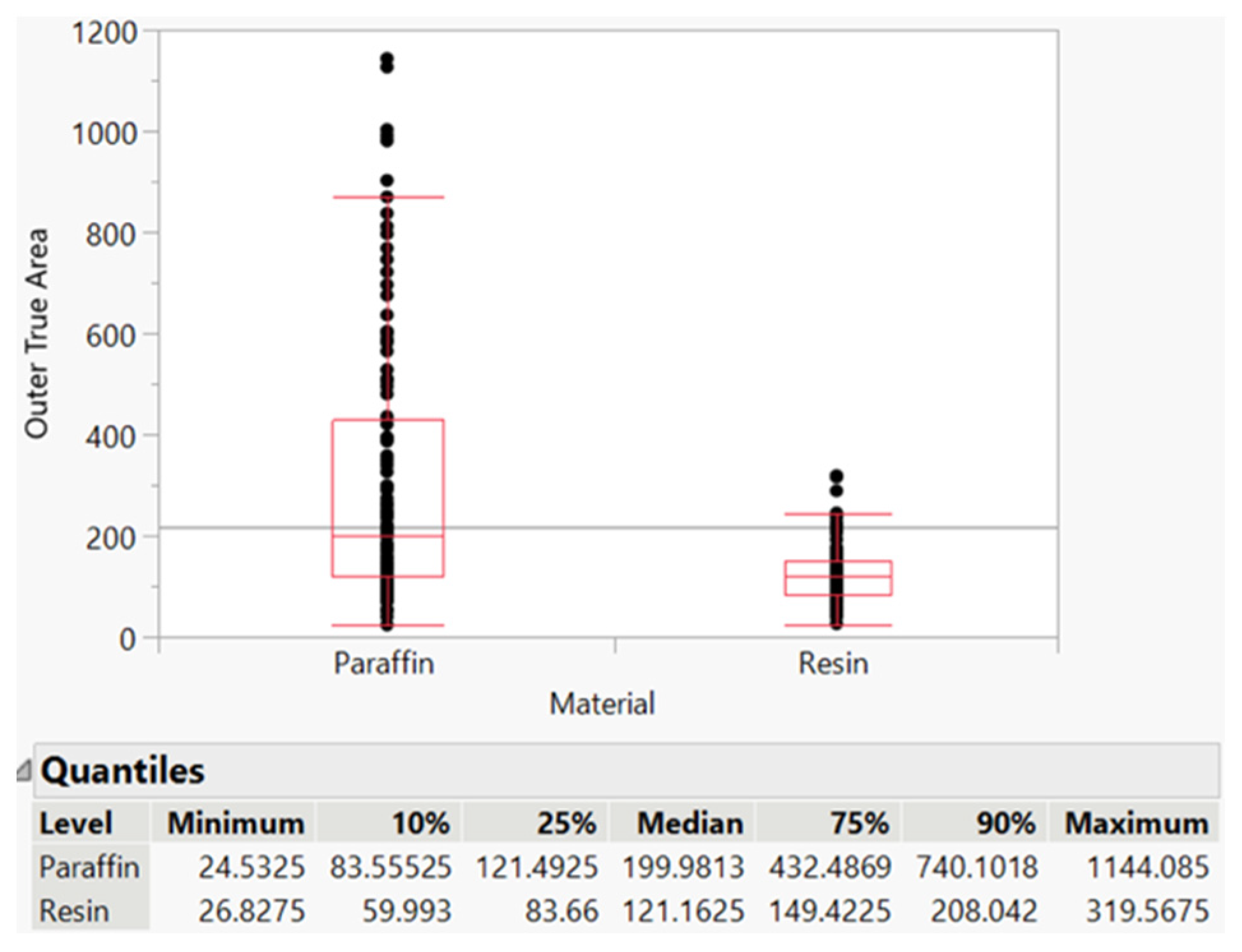
3.6. Comparison to Paraffin Embedding and Resin Embedding
3.7. Automated Image Analysis and Characterization of Fibers
- Detection: A MaskRCNN [37] was trained on manually annotated bounding box data. The detection network data set contained 70 images: 44 used for training and 26 used for validation. Basic data augmentation was used to extend the data set during training. The model was trained for 10 epochs and outputs an array of bounding boxes in the format [x, y, w, h].
- Classification: A combination of Xception [38] and dropout [39] with global max pooling was used to create a classifier network to distinguish between good and bad fibers. A data set of 594 good fibers and 2658 bad fibers was annotated by hand, and data augmentation was used to extend the data set. The classification network was trained for 50 epochs.
- Measure: A MaskRCNN was trained on 200 out of 594 good fibers to output accurate pixel areas. The measure network was trained for 30 epochs.
4. Results
5. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- United States Department of Agriculture. Foreign Agricultural Service. 2023. Available online: https://apps.fas.usda.gov/psdonline/app/index.html#/app/downloads (accessed on 5 March 2023).
- Cherry, J.P.; Leffler, H.R. Chapter 13: Seed. In Cotton No. 24 in Agronomy Series; ASA, CSSA, and SSSA: Madison, WI, USA, 1984. [Google Scholar]
- The Story of Cotton. Available online: https://www.cotton.org/pubs/cottoncounts/story/importance.cfm (accessed on 5 March 2023).
- Leslie Meyer, T.D.; Grace, M.; Lanclos, K.; MacDonald, S.; Soley, G. The World and United States Cotton Outlook; Agricultural Outlook Forum 2023; U.S. Department of Agriculture: Washington, DC, USA, 2023.
- Muthu, S.S. 1-Introduction to Sustainability and the Textile Supply Chain and Its Environmental Impact. In Assessing the Environmental Impact of Textiles and the Clothing Supply Chain, 2nd ed.; Muthu, S.S., Ed.; Woodhead Publishing: Amsterdam, The Netherlands, 2020; pp. 1–32. [Google Scholar]
- Sunilkumar, G.; Campbell, L.M.; Puckhaber, L.; Stipanovic, R.D.; Rathore, K.S. Engineering cottonseed for use in human nutrition by tissue-specific reduction of toxic gossypol. Proc. Natl. Acad. Sci. USA 2006, 103, 18054–18059. [Google Scholar] [CrossRef]
- Leslie, M.; Dew, T. Cotton and Wool Outlook, CWS-23f; U.S. Department of Agriculture, Economic Research Service; U.S. Department of Agriculture: Washington, DC, USA, 13 June 2023.
- Chen, Z.J. Toward sequencing cotton (Gossypium) genomes. Plant Physiol. 2007, 145, 1303–1310. [Google Scholar] [CrossRef]
- Avci, U.; Pattathil, S.; Singh, B.; Brown, V.L.; Hahn, M.G.; Haigler, C.H. Cotton fiber cell walls of Gossypium hirsutum and Gossypium barbadense have differences related to loosely-bound xyloglucan. PLoS ONE 2013, 8, e56315. [Google Scholar]
- Stewart, J.M.; Hsu, C.L. Hybridization of diploid and tetraploid cottons through in-ovulo embryo culture. J. Hered. 1978, 69, 404–408. [Google Scholar] [CrossRef]
- Kim, H.J.; Triplett, B.A. Cotton fiber growth in planta and in vitro. Models for plant cell elongation and cell wall biogenesis. Plant Physiol. 2001, 127, 1361–1366. [Google Scholar] [CrossRef]
- Lee, J.J.; Woodward, A.W.; Chen, Z.J. Gene expression changes and early events in cotton fibre development. Ann. Bot. 2007, 100, 1391–1401. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.-M.; Zhu, Y.-X. How cotton fibers elongate: A tale of linear cell-growth mode. Curr. Opin. Plant Biol. 2011, 14, 106–111. [Google Scholar] [CrossRef] [PubMed]
- Parker, J. All about Wool: A Fabric Dictionary & Swatchbook; Rain City Publishing: Seattle, WA, USA, 1996. [Google Scholar]
- Naylor, G.R.; Pate, M.; Higgerson, G.J. Determination of cotton fiber maturity and linear density (fineness) by examination of fiber cross-sections. Part 2: A comparison optical and scanning electron microscopy. Text. Res. J. 2014, 84, 1939–1947. [Google Scholar] [CrossRef]
- Ijaz, B.; Zhao, N.; Kong, J.; Hua, J. Fiber Quality Improvement in Upland Cotton (Gossypium hirsutum L.): Quantitative Trait Loci Mapping and Marker Assisted Selection Application. Front. Plant Sci. 2019, 10, 1585. [Google Scholar] [CrossRef]
- Cotton Incorported. Available online: https://www.cottoninc.com/cotton-production/quality/classification-of-cotton/classification-of-upland-cotton/ (accessed on 5 March 2023).
- Yang, X.; Wang, Y.; Zhang, G.; Wang, X.; Wu, L.; Ke, H.; Liu, H.; Ma, Z. Detection and validation of one stable fiber strength QTL on c9 in tetraploid cotton. Mol. Genet. Genom. 2016, 291, 1625–1638. [Google Scholar] [CrossRef]
- Rodgers, J.; Zumba, J.; Fortier, C. Measurement comparison of cotton fiber micronaire and its components by portable near infrared spectroscopy instruments. Text. Res. J. 2017, 87, 57–69. [Google Scholar]
- Montalvo, J.G., Jr. Relationships between micronaire, fineness, and maturity. I. Fundamentals. J. Cotton Sci. 2005, 9, 81–88. [Google Scholar]
- Montalvo, J.G., Jr.; Hoven, T. Relationships between micronaire, fineness and maturity. Part II. Exp. J. Cotton Sci. 2005, 9, 89–96. [Google Scholar]
- Berkley, E.E. Cotton—A Versatile Textile Fiber. Text. Res. J. 1948, 18, 71–88. [Google Scholar] [CrossRef]
- Kelly, B.R.; Hequet, E.F. Variation in the advanced fiber information system cotton fiber length-by-number distribution captured by high volume instrument fiber length parameters. Text. Res. J. 2018, 88, 754–765. [Google Scholar] [CrossRef]
- Hequet, E.F.; Wyatt, B.; Abidi, N.; Thibodeaux, D.P. Creation of a set of reference material for cotton fiber maturity measurements. Text. Res. J. 2006, 76, 576–586. [Google Scholar]
- Turner, C.; Sari-Sarraf, H.; Hequet, E.; Vitha, S. Variation in maturity observed along individual cotton fibers using confocal microscopy and image analysis. Text. Res. J. 2015, 85, 867–883. [Google Scholar] [CrossRef]
- Goynes, W.R. Microscopic Determination of Cotton Fiber Maturity. Microsc. Microanal. 2003, 9, 1294–1295. [Google Scholar] [CrossRef]
- Thibodeaux, D.; Rajasekaran, K. Development of new reference standards for cotton fiber maturity. J. Cotton Sci. 1999, 3, 188–193. [Google Scholar]
- ASTM D1442-00; Standard Test Method for Maturity of Cotton Fibers (Sodium Hydroxide Swelling and Polarized Light Procedures). American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- Recognition of Cottonscope, an Instrument for Testing Cotton Fibre Maturity, Fineness, Ribbon Width and Micronaire. 2018. Available online: https://www.itmf.org/images/dl/icctm/recognition/Recognition_Cottonscope-2018-11-05.pdf (accessed on 13 September 2023).
- Xu, B.; Huang, Y. Image Analysis for Cotton Fibers Part II: Cross-Sectional Measurements. Text. Res. J. 2004, 74, 409–416. [Google Scholar] [CrossRef]
- Higgerson, G.J.; Pate, M.; Naylor, G.R. Determination of cotton fiber maturity and linear density (fineness) by examination of fiber cross-sections. Part 1: Comparison of two image analysis systems used in conjunction with optical microscopy. Text. Res. J. 2013, 83, 1398–1413. [Google Scholar] [CrossRef]
- Boylston, E.K.; Evans, J.P.; Thibodeaux, D.P. A quick embedding method for light microscopy and image analysis of cotton fibers. Biotech. Histochem. 1995, 70, 24–27. [Google Scholar] [CrossRef] [PubMed]
- Boylston, E.K.; Thibodeaux, D.P.; Evans, J.P. Applying microscopy to the development of a reference method for cotton fiber maturity. Text. Res. J. 1993, 63, 80–87. [Google Scholar] [CrossRef]
- Xu, B.; Pourdeyhimi, B. Evaluating Maturity of Cotton Fibers Using Image Analysis: Definition and Algorithm. Text. Res. J. 1994, 64, 330–335. [Google Scholar]
- Xu, B.; Wang, S.; Su, J. Fiber image analysis. Part III: A new segmentation algorithm for autonomous separation of fiber cross-sections. J. Text. Inst. Part 1 Fibre Sci. Text. Technol. 1999, 90, 288–297. [Google Scholar]
- Lin, T.-Y.; Maire, M.; Belongie, S.; Hays, J.; Perona, P.; Ramanan, D.; Dollár, P.; Zitnick, C.L. Microsoft coco: Common objects in context. In Proceedings of the Computer Vision–ECCV 2014: 13th European Conference, Zurich, Switzerland, 6–12 September 2014; Part V 13. Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- He, K.; Gkioxari, G.; Dollár, P.; Girshick, R. Mask r-cnn. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017. [Google Scholar]
- Chollet, F. Xception: Deep learning with depthwise separable convolutions. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017. [Google Scholar]
- Hinton, G.E.; Srivastava, N.; Krizhevsky, A.; Sutskever, I.; Salakhutdinov, R.R. Improving neural networks by preventing co-adaptation of feature detectors. arXiv 2012, arXiv:1207.0580. [Google Scholar]
- LR White for Light Microscopy, E.M.S. Available online: https://www.emsdiasum.com/docs/technical/datasheet/14380lm (accessed on 13 September 2023).
- L.R. White Resin Accelerator for L.R. White. Available online: https://www.polysciences.com/media/pdf/technical-data-sheets/TDS-20305A.pdf (accessed on 13 September 2023).
- Microtomes Information. Available online: https://www.globalspec.com/learnmore/lab_equipment_scientific_instruments/microscopy/microtomes#:~:text=Metal%20blades%20are%20used%20to,microscopy%20and%20electron%20microscopy%20applications (accessed on 11 September 2023).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Light Microscope | Scanning Electron Microscope | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Reference Cotton Line | Outer Perimeter (μm) | Outer True Area (μm2) | θ | Fiber Fineness μm×g/cm | Maturity Ratio (μm2) | Outer Perimeter (μm) | Outer True Area (μm2) | θ | Fiber Fineness μm×g/cm | Maturity Ratio (μm2) |
| 2888 | 48.07 | 102.58 | 0.56 | 155.92 | 0.97 | 48.73 | 104.05 | 0.55 | 158.16 | 0.95 |
| 3159 | 60.40 | 132.96 | 0.48 | 202.10 | 0.83 | 64.78 | 143.83 | 0.43 | 218.62 | 0.75 |
| 3169 | 60.86 | 119.36 | 0.42 | 181.43 | 0.72 | 62.65 | 119.04 | 0.38 | 180.94 | 0.66 |
| 3212 | 55.70 | 131.87 | 0.55 | 200.44 | 0.95 | 57.95 | 144.98 | 0.54 | 220.37 | 0.94 |
| 3214 | 51.80 | 106.37 | 0.51 | 161.68 | 0.89 | 53.92 | 110.59 | 0.48 | 168.10 | 0.83 |
| Lumen Perimeter (μm) | Outer True Area | θ | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Line | Mean | Line | Mean | Line | Mean | ||||||||||||
| 3169 | A | 37.24 | Delta | A | 160.73 | 3159 | A | 0.93 | |||||||||
| Gamma | A | 36.12 | Beta | A | 159.11 | 2888 | A | 0.93 | |||||||||
| Beta | A | B | 33.91 | Gamma | A | B | 136.72 | 3212 | A | 0.93 | |||||||
| Alpha | A | B | C | 32.62 | 3159 | B | 132.96 | Delta | A | 0.93 | |||||||
| 3159 | A | B | C | D | 31.52 | 3212 | B | 131.87 | 3214 | A | B | 0.92 | |||||
| Theta | B | C | D | E | 28.02 | 3169 | B | C | 119.36 | Beta | A | B | C | 0.91 | |||
| 3212 | C | D | E | 27.72 | Alpha | B | C | 115.49 | Gamma | B | C | D | 0.90 | ||||
| Delta | C | D | E | 26.94 | 3214 | C | 106.37 | 3169 | B | C | D | 0.90 | |||||
| 3214 | D | E | 26.31 | Theta | C | 104.92 | Theta | C | D | 0.89 | |||||||
| 2888 | E | 24.42 | 2888 | C | 102.58 | Alpha | D | 0.89 | |||||||||
| (a) | ||||||||||
| London Resin White (LR) | Polymethyl Methacrylate (PMMA) | |||||||||
| Reference Cotton Line | Outer Perimeter (μm) | Outer True Area (μm2) | θ | Fiber Fineness μm×g/cm | Maturity Ratio (μm2) | Outer Perimeter (μm) | Outer True Area (μm2) | θ | Fiber Fineness μm×g/cm | Maturity Ratio (μm2) |
| 2888 | 48.07 | 102.58 | 0.56 | 155.92 | 0.97 | 47.20 | 101.50 | 0.58 | 154.28 | 1.00 |
| 3159 | 60.40 | 132.96 | 0.48 | 202.10 | 0.83 | 57.80 | 125.00 | 0.49 | 190.00 | 0.85 |
| 3169 | 60.86 | 119.36 | 0.42 | 181.43 | 0.72 | 54.00 | 114.90 | 0.51 | 174.65 | 0.89 |
| 3212 | 55.70 | 131.87 | 0.55 | 200.44 | 0.95 | 48.40 | 94.40 | 0.61 | 143.49 | 0.90 |
| 3214 | 51.80 | 106.37 | 0.51 | 161.68 | 0.89 | 47.10 | 103.20 | 0.52 | 156.86 | 1.03 |
| (b) | ||||||||||
| Line | Lumen Area (μm2) | Lumen Perimeter (μm) | Lumen Circularity | Outer Perimeter (μm) | Outer True Area (μm2) | Outer Circularity (μm) | θ | Fiber Fineness μm×g/cm3 | Maturity Ratio (μm2) | Standard Fineness |
| Alpha | 13.59 | 32.62 | 0.17 | 55.45 | 115.49 | 0.53 | 0.89 | 175.54 | 1.54 | 113.20 |
| Beta | 14.83 | 33.91 | 0.19 | 64.22 | 159.11 | 0.54 | 0.91 | 241.84 | 1.58 | 152.55 |
| Delta | 12.02 | 26.94 | 0.24 | 61.33 | 160.73 | 0.58 | 0.93 | 244.31 | 1.61 | 151.51 |
| Gamma | 15.04 | 36.12 | 0.17 | 62.02 | 136.73 | 0.51 | 0.90 | 207.82 | 1.56 | 133.10 |
| Theta | 11.80 | 28.02 | 0.23 | 52.23 | 104.92 | 0.54 | 0.89 | 159.48 | 1.54 | 102.37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
LaFave, Q.; Etukuri, S.P.; Courtney, C.L.; Kothari, N.; Rife, T.W.; Saski, C.A. A Simplified Microscopy Technique to Rapidly Characterize Individual Fiber Traits in Cotton. Methods Protoc. 2023, 6, 92. https://doi.org/10.3390/mps6050092
LaFave Q, Etukuri SP, Courtney CL, Kothari N, Rife TW, Saski CA. A Simplified Microscopy Technique to Rapidly Characterize Individual Fiber Traits in Cotton. Methods and Protocols. 2023; 6(5):92. https://doi.org/10.3390/mps6050092
Chicago/Turabian StyleLaFave, Quinn, Shalini P. Etukuri, Chaney L. Courtney, Neha Kothari, Trevor W. Rife, and Christopher A. Saski. 2023. "A Simplified Microscopy Technique to Rapidly Characterize Individual Fiber Traits in Cotton" Methods and Protocols 6, no. 5: 92. https://doi.org/10.3390/mps6050092
APA StyleLaFave, Q., Etukuri, S. P., Courtney, C. L., Kothari, N., Rife, T. W., & Saski, C. A. (2023). A Simplified Microscopy Technique to Rapidly Characterize Individual Fiber Traits in Cotton. Methods and Protocols, 6(5), 92. https://doi.org/10.3390/mps6050092