1. Introduction
With ever-increasing plastic waste, it is essential to work towards understanding both possibilities as well as limitations on the re-introduction of materials into new products [
1]. The adoption of the new circular economy action plan (CEAP) by the European Commission in March 2020 made it one of the building blocks of the European green deal [
2]. Thus, it is of utmost importance to understand the behaviour of recycled materials in order to allow for increased economic interest on the company’s side due to the reduction of virgin material used in addition to being an option for waste reduction, while answering some of the prerequisites of the European Union’s (EU) 2050 climate neutrality plan.
According to the already-withdrawn ASTM D7209-06 [
3], recycling can be divided into four categories, while ISO 15270:2008 [
4], shown in parenthesis and which is still active, divides it into three categories: primary (mechanical recycling), secondary (mechanical recycling), tertiary (chemical recycling), and quaternary recycling (energetic valorisation). According to Goodship et al. [
5], mechanical recycling is one of the most common ways of recycling in the plastic industry. Although the ASTM standard divided mechanical recycling into two categories, there are similarities between them; the main difference lies in the fact that primary recycling focuses on grinding down and reprocessing the material, while secondary recycling centres its process in acquiring materials from other sources and might require pre-processing the material by going through some or all the following steps: size reduction, cleaning, sorting, and re-granulating to a suitable pellet size. In this type of recycling, there may exist some difficulties due to the unknown history of the raw material. Goodship et al. [
5] also emphasise that these difficulties may affect the properties of the material depending on: the “Amount of re-processing steps; extent of thermal degradation; contamination and/or a mixture of materials; mono or co-polymer; typology of previous use; and service-life conditions”. The answers to these questions allow companies to focus more on primary recycling since there is knowledge about the material’s history (closed-loop cycle). The fact that secondary recycling implies a more complex procedure does not make it less used, but it is more focused on specific conditions of the material such as non-PSW (Plastic Solid Waste) and plastic mixtures of variable composition, for example.
In an attempt to comply with the EU’s 2050 climate neutrality plan, companies have been working on reducing the PSW that they produce. To do this, plastic manufacturers have made some adjustments to their manufacturing strategies in order to fulfil the plan’s demands. Nevertheless, manufacturers still find it hard to implement waste management systems that can guarantee the demands; the first reason lies in the fact that there are still many companies that lie on a linear economy strategy, and secondly, this is due to the lack of infrastructure for the recycling process [
6,
7,
8]. To greatly implement mechanical recycling into a company’s core, there is the necessity to answer some of the challenges that still exist. Hahladakis et al. [
9] define as challenges to mechanical recycling: composition, which can lead to promoting rejection of recycled plastic due to deterioration of material properties; sorting ability, which can reduce the quality of the recycled material; contamination, which greatly affects any attempt at a closed-loop process and promotes rejection of the material; degradation both at reprocessing and at service life due to oxidation and illumination for the latter, implying material instability and consequently leading to rejection; compatibilization, this leads to allowing for only one cycle of recycling; substitute ability, this regards mixing virgin and recycled plastics and may lead to faster degradation; marketability, this is affected by the supply-and-demand dynamics and worsens the ability of a company to recycle; and feasibility, this is one of the most important aspects since it can affect the ability to recycle certain types of materials.
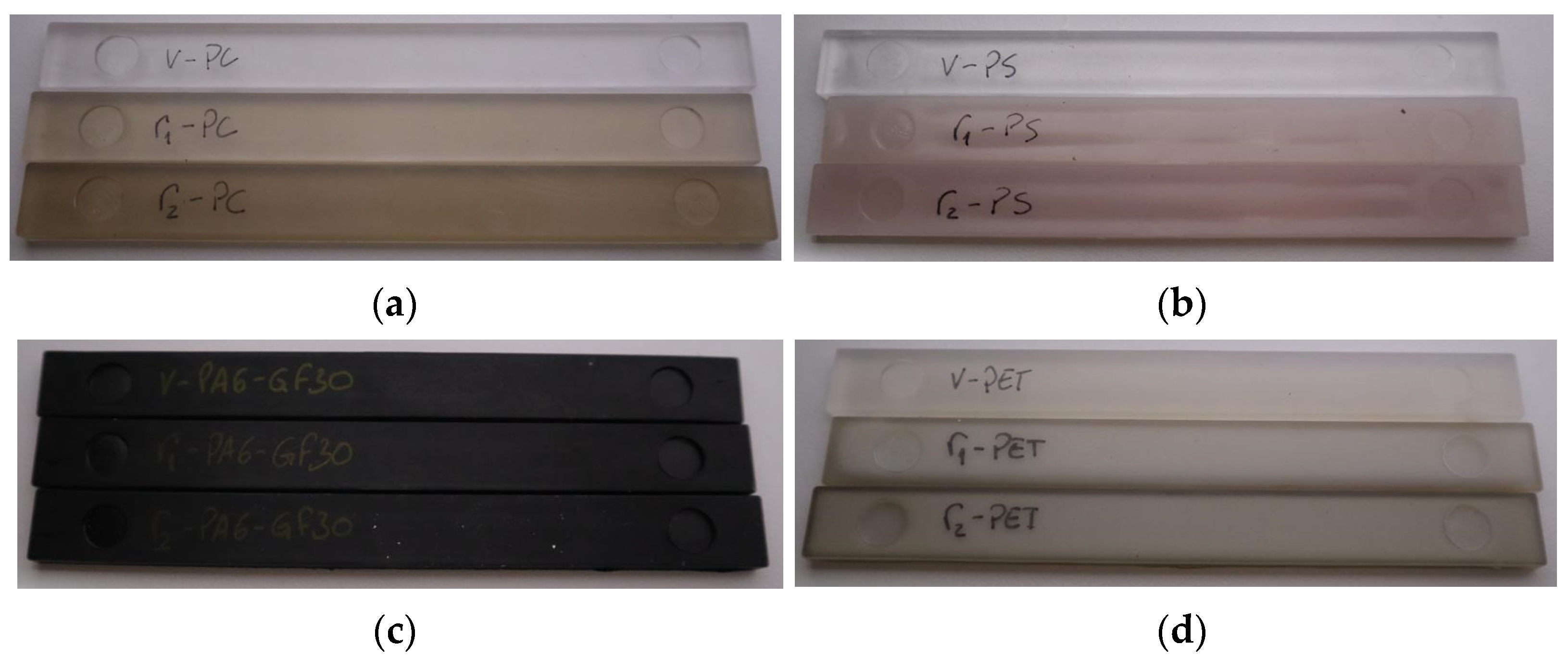
By progressively understanding the limitations of the materials after re-processing them through mechanical recycling, it is possible to ease the transition to a more circular economy with respect to plastics. This is the main objective of this work: to understand how some types of polymeric materials are affected through the successive use of mechanical recycling. This study aims to evaluate the variation in thermal and mechanical properties that occur after each cycle of processing while trying to understand to what extent the performance of each of the materials is affected or not. Thus, samples of virgin and recycled materials (polycarbonate, polystyrene, glass fibre reinforced polyamide 6, and polyethylene terephthalate) were obtained by injection moulding to evaluate their thermal behaviour (differential scanning calorimetry), flowability (melt flow rate), and mechanical properties (hardness and tensile tests) [
10,
11,
12,
13,
14,
15,
16].
This study showed that some of the materials possess variability in their properties, namely, at the level of their optical characteristics, thermal and mechanical properties, and in their flowability. It reinforces that an understanding of the properties of recycled materials is of utmost importance to guarantee an increase in transitioning to a circular economy.
3. Materials and Experimental Work
3.1. Materials
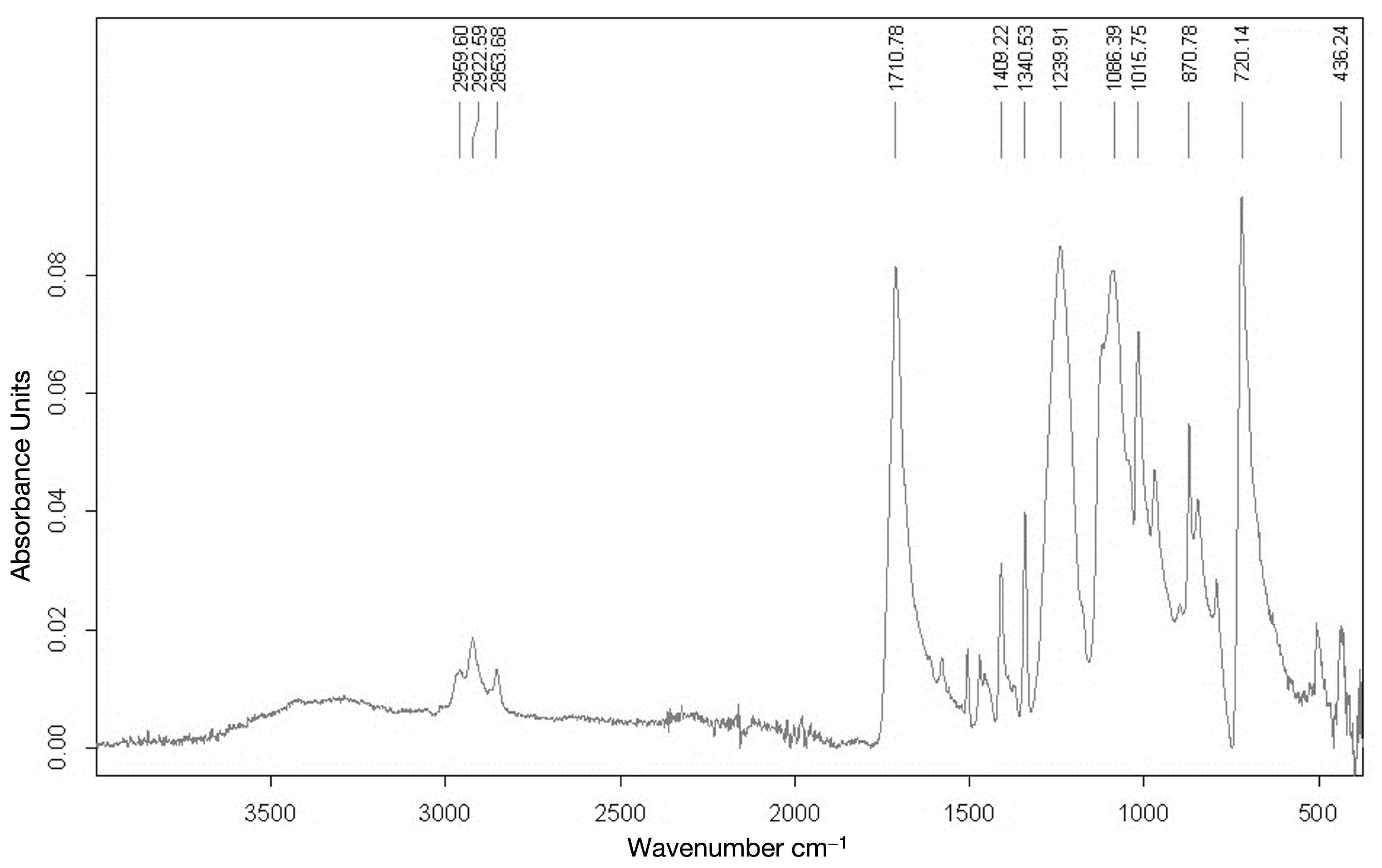
The virgin materials used in the present work were two amorphous polymers—polycarbonate (v-PC) named Lexantm Healthcare Resin HP3REU and supplied by SABIC (Riyadh, Saudi Arabia), and polystyrene (v-PS) provided by INEOS Styrolution (Frankfurt am Main, Germany) named Styrolution PS 124N/L—and a semicrystalline one, namely, glass-fibre-reinforced polyamide 6 (v-PA6-GF30) named Ultramid B3EG6 Polyamide 6 from BASF SE (Ludwigshafen, Germany). Since there was interest in also analysing two semicrystalline materials, polyethylene terephthalate (v-PET) was selected due to its high use in the packaging industry, which is associated with a high volume of solid residues. However, although there was the availability of this material, there was not any information about its source. To confirm the presence of the functional groups of PET, Fourier-Transform Infrared Spectroscopy (FTIR) analysis was carried out.
FTIR analysis was performed with an Alpha-P ATR FTIR from Bruker (Billerica, MA, USA) using a KBr disk. The spectra were collected from 400 to 4000 cm−1 with a 2 cm−1 resolution on three samples of each virgin material.
Figure 7 shows the spectre of the virgin PET used throughout this study. The results were corroborated by comparing this material with the literature (
Table 6) [
24,
25].
3.2. Experimental Work
3.2.1. Injection Moulding
The processing method to obtain the recycled materials was injection moulding through a EUROINJ D80 from LienYu Machinery Co., Ltd. (Tainan, Taiwan) injection machine with a clamping force of 80 tons. The materials were injected into a cavity with geometry to obtain tensile and flexural specimens (
Figure 8).
To obtain the first cycle of the recycled specimen (referred to as r1-PC, r1-PA6-GF30, r1-PS, and r1-PET), the virgin material was initially injected. A part of the specimen was kept for density analysis and mechanical testing (hardness and tensile tests), and another was mechanically recycled by grinding. A portion of the recycled materials (samples/granules) was saved to evaluate thermal behaviour and the melt flow rate, and the other portion was used to repeat the grinding and injection process to obtain the second cycle of the recycled specimen (referred to as r2-PC, r2-PA6-GF30, r2-PS, and r2-PET).
The injection moulding injection conditions are presented in
Table 7. Since the materials may degrade or change their properties, such as their melt flow rate, the premise of the setup parameters was to maintain the injection and mould temperatures the same for each group of materials (virgin, cycle 1 recycled, and cycle 2 recycled).
3.2.2. Density
Density measurements were obtained through a Mettler Toledo’s AG204 (Greifensee, Switzerland) scale and performed according to the ISO 1183-1:2019 standard [
19] by using the immersion method. The temperature of the distilled water was 23 °C for the PS samples and 24 °C for the rest of the materials. To understand if there was any variation in density after each recycling process, five tests were performed for each material.
3.2.3. Differential Scanning Calorimetry
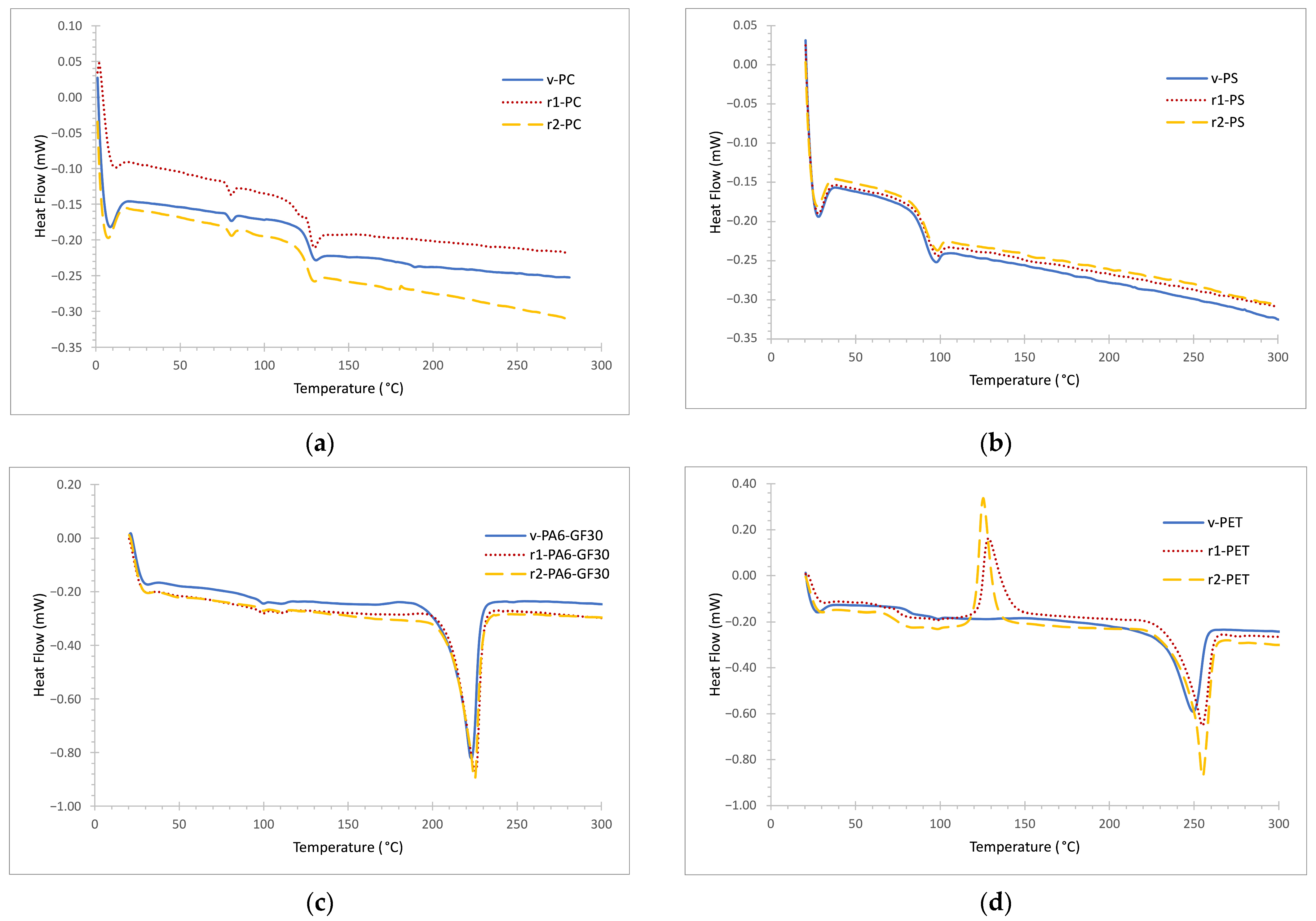
Differential Scanning Calorimetry (DSC) analysis was carried out to evaluate the thermal behaviour of the virgin and recycled samples, namely glass transition and melting and/or crystallisation temperatures, using a DSC 124 Polyma from NETZSCH (Selb, Germany) equipment. The samples (11–15 mg) were placed on metal crucibles, and then the measurements were performed in two runs in an inert gas atmosphere (N2) at a heating rate of 10 °C/min from 20 °C to 300 °C, the second run was intended to delete the material’s thermal history, and this is where the value for Tg (glass transition temperature) was taken from.
3.2.4. Melt Flow Rate
The melt flow rate (MFR) was determined by a Ray-Ran 6 MBA by the DKSH Group (Zurich, Switzerland), where the same conditions were used for each type of virgin and recycled sample. PC samples were tested with a load of 1.2 kg at 300 °C, PA6-GF30 samples were subjected to a 2.16 kg load at 235 °C, PS samples were tested with 5 kg at 200 °C, and PET samples were tested with 2.16 kg at 260 °C. All tests followed ASTM D1238-13 [
21].
3.2.5. Hardness (Shore D)
The Shore D hardness measurements of each material followed the ISO 868:2003 standard [
22]. The measurements were taken at the 15 s mark. The equipment used for the analysis was the Shore D Härteprüfer HP series by Bareiss (Oberdischingen, Germany). To execute the test, a 5 kgf weight was applied at room temperature.
3.2.6. Mechanical Analysis
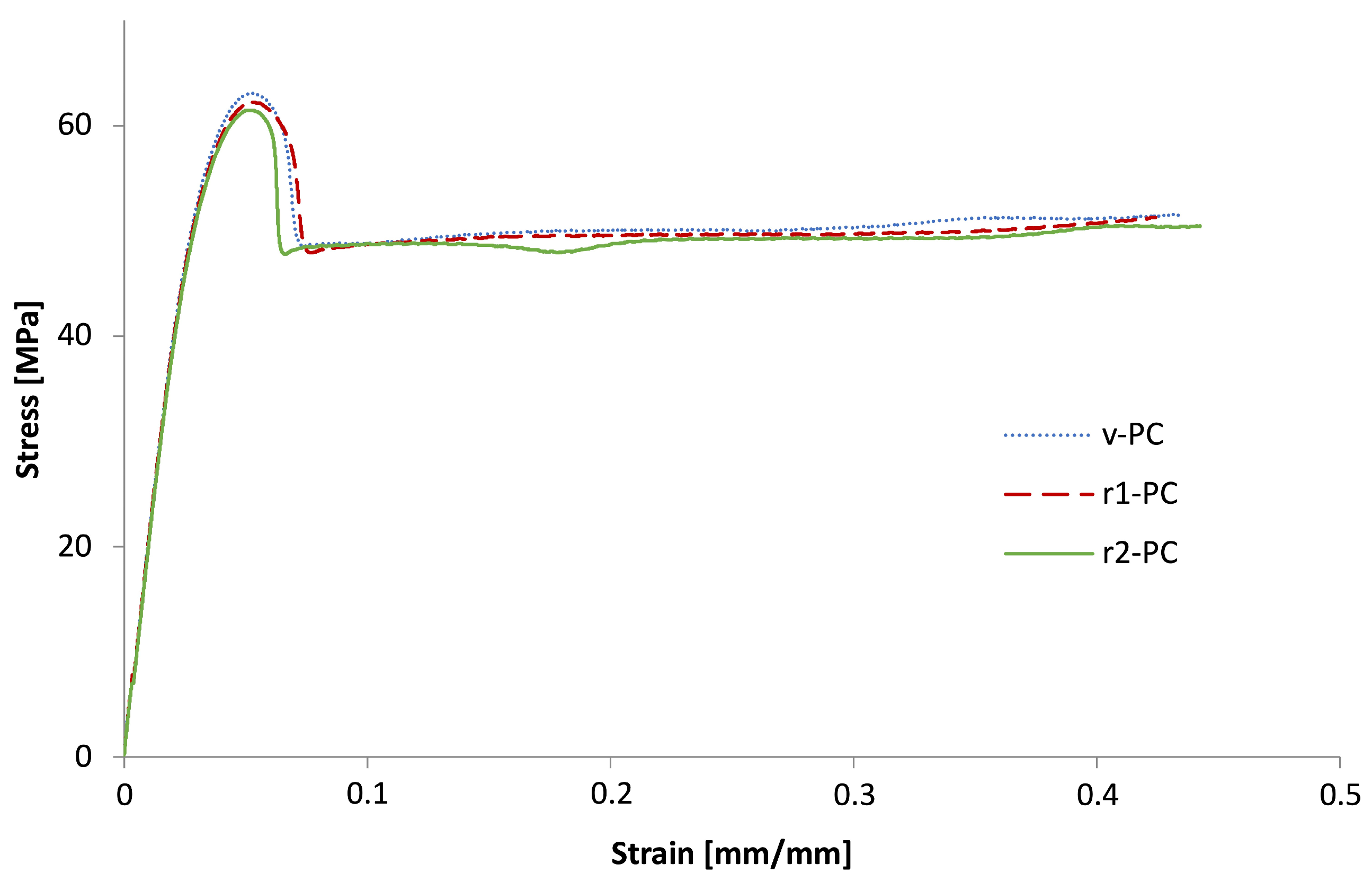
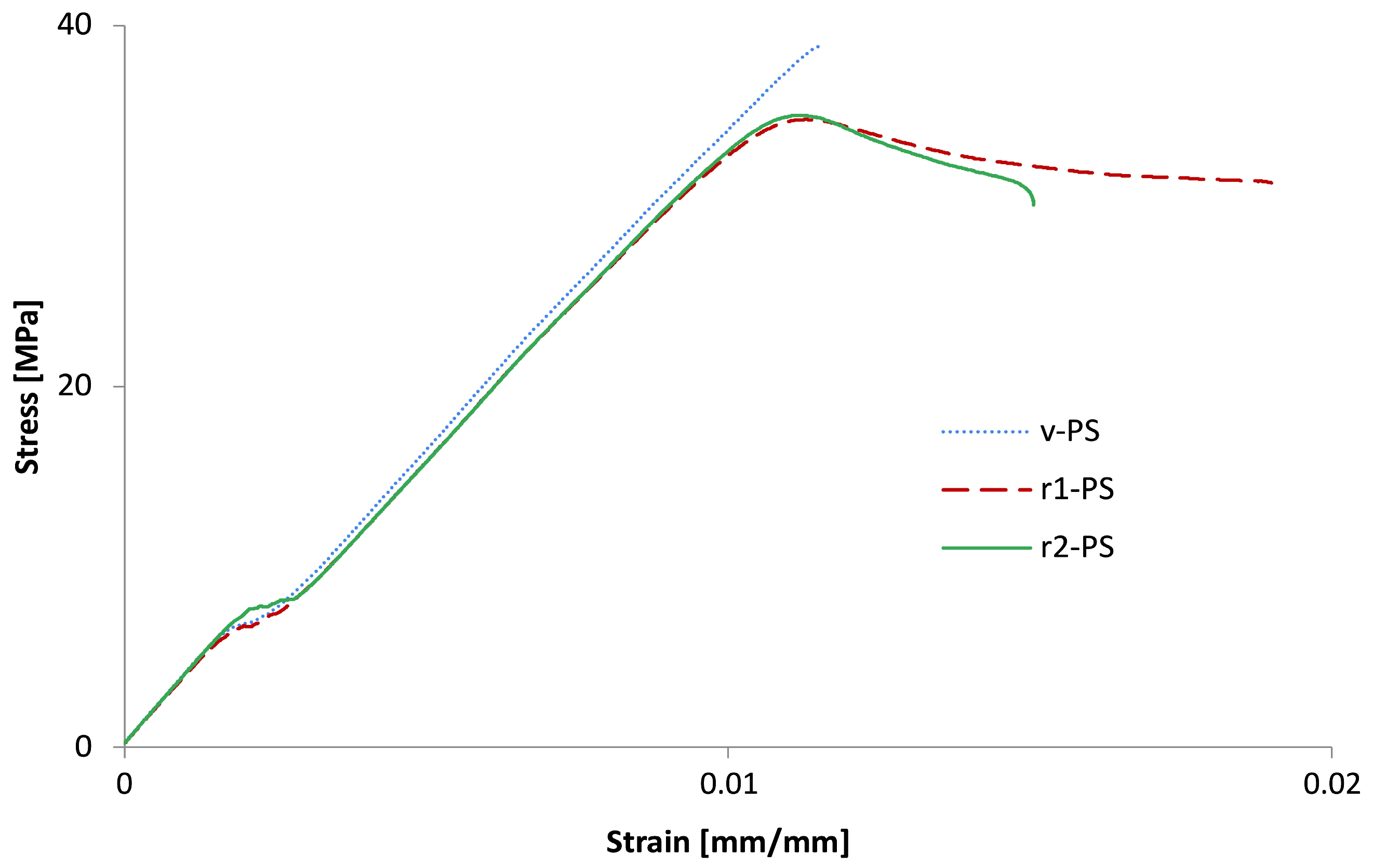
To perform the tensile tests, the machine used was a Zwick Z100 from Zwick Roell (Ulm, Alemanha). The tests were performed at room temperature without drying the samples.
The system recorded both the load applied and the displacement of grips automatically. The tests were performed through the application of displacement-controlled loading. The test speed used in all materials was 5 mm/min with a distance between grips of 100 mm, and the load cell used was a 10 kN maximum load. The mould cavity used for injecting the samples followed the basis of the ASTM D638-02A standard [
23], and therefore the specimens used were of type I.
To obtain the stress–strain curve, the tensile stress was calculated as the force related to the initial cross-section area of the gauge length of the tested sample. The standard also defines tensile strength as the maximum recorder tensile stress and elongation at break as the gauge length deformation at break. For these tests, the effect of transverse deformations of the sample during the test was not considered.
4. Conclusions
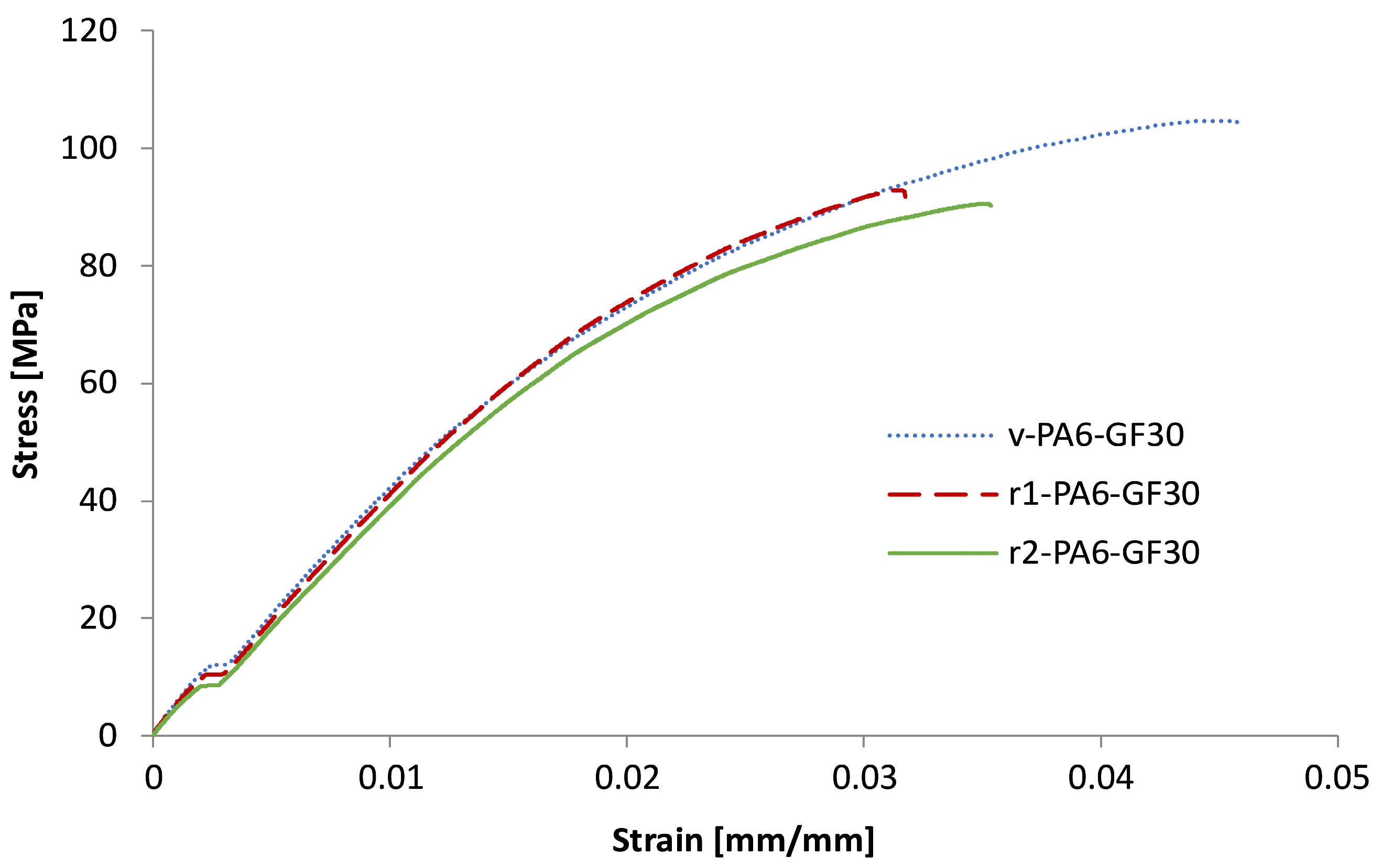
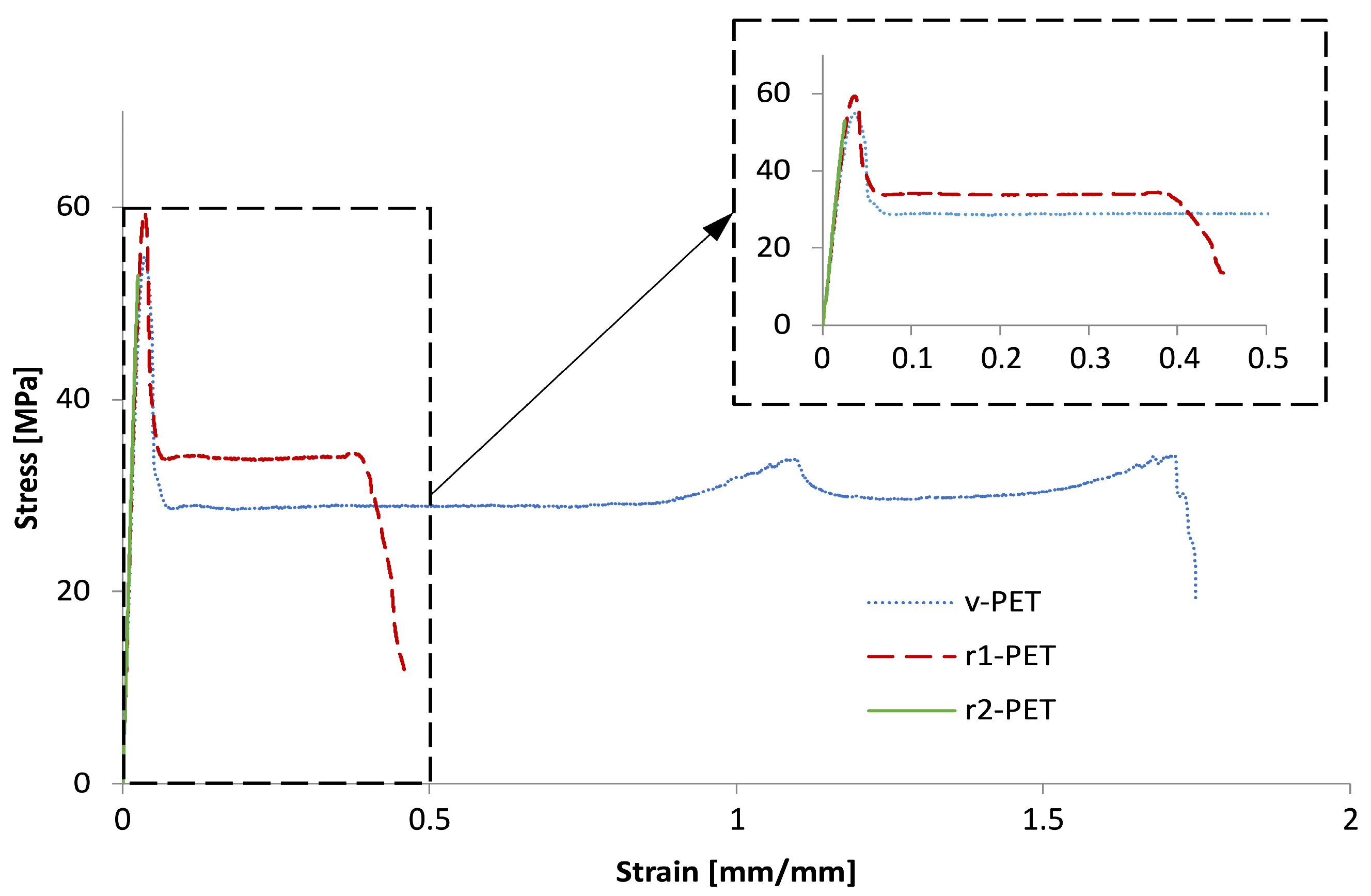
The study shows that some properties change between virgin and recycled materials. Amorphous materials do not present significant variations in their thermal and mechanical properties, with around a 2–4% decrease in tensile stress. Nonetheless, their optical characteristics show a loss of transparency after recycling once. For the semicrystalline materials shown throughout this study, both increase their flowability after reprocessing, but PET is the material that shows the biggest variability in properties, where a high MFR and complete change in mechanical behaviour are the main changes detected.
The results of this work allow understanding that recycled materials may come with some compromises depending on the objective of their use.
It is important to emphasise that if plastics are to be continuously used, the focus should lie on improving the implementation of a circular plastics economy. This means that when designing plastic components, the recycling of these materials should be considered.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}