Author Contributions
R.M.U.: validation, writing original draft preparation, writing review and editing; N.: investigation, visualization, software analysis; R.R.: methodology, funding acquisition; W.M.: data analysis, supervision, writing review; A.B.P.: investigation, editing; J.W.S.: conceptualization, methodology; A.M.: project administration. All authors have read and agreed to the published version of the manuscript.
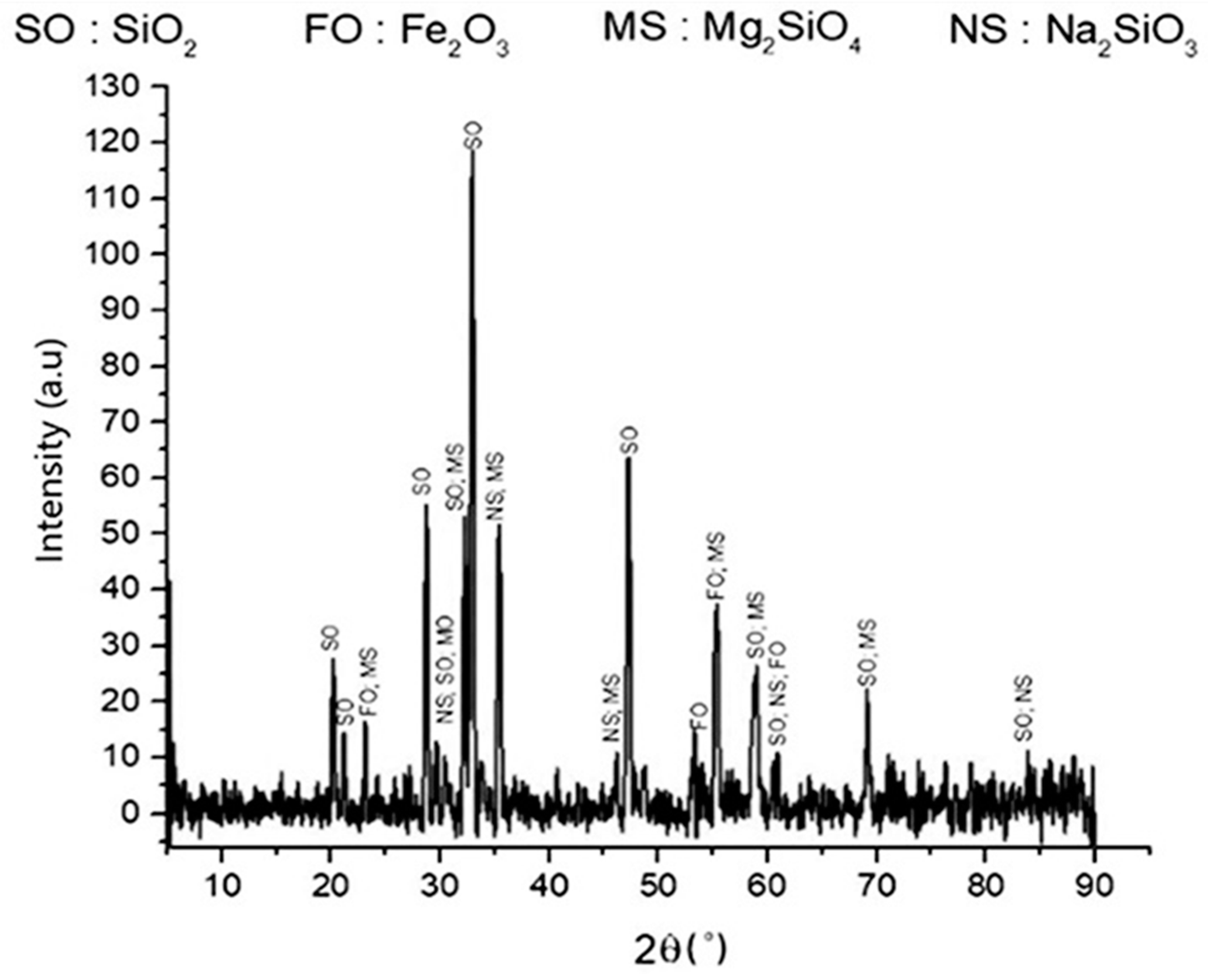
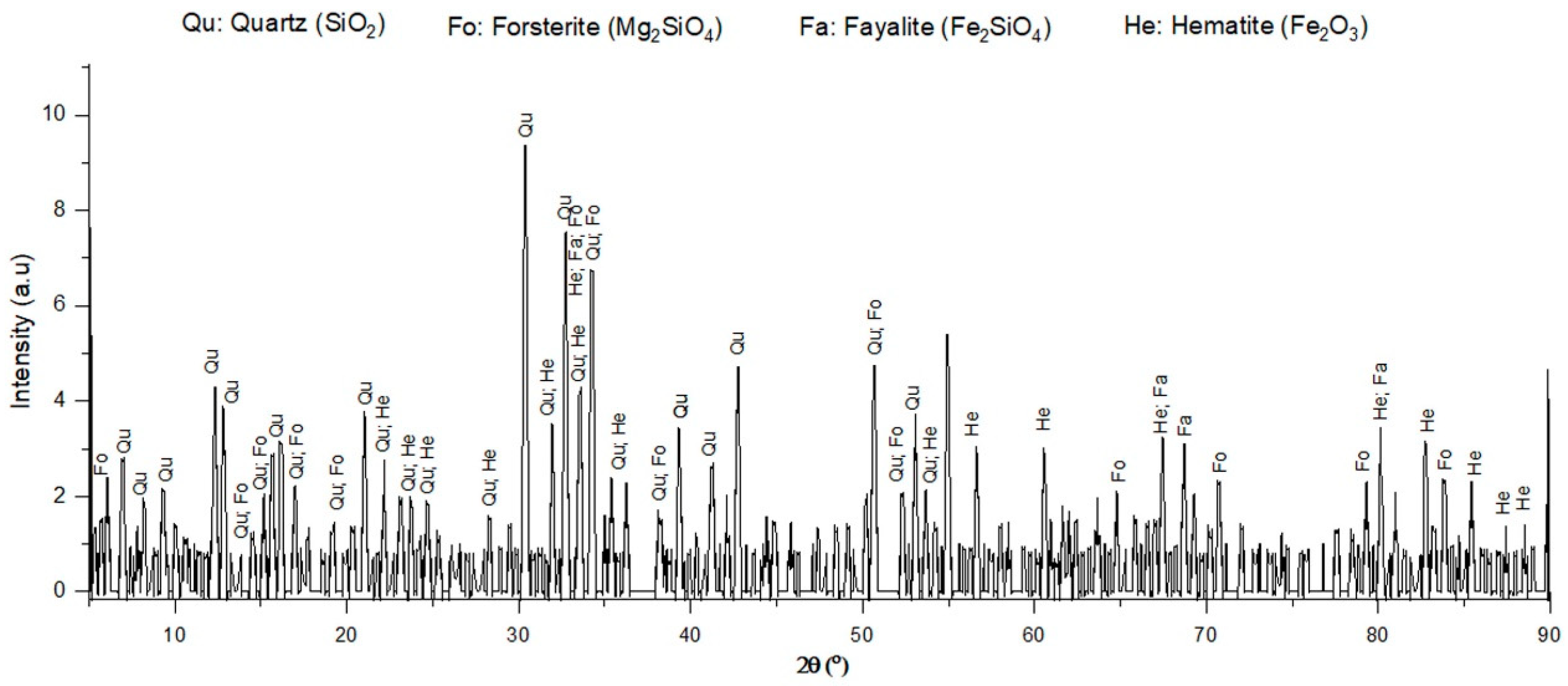
Figure 1.
XRD pattern of roasted product. The roasted product consisted of silica, hematite, forsterite, and sodium silicate.
Figure 1.
XRD pattern of roasted product. The roasted product consisted of silica, hematite, forsterite, and sodium silicate.
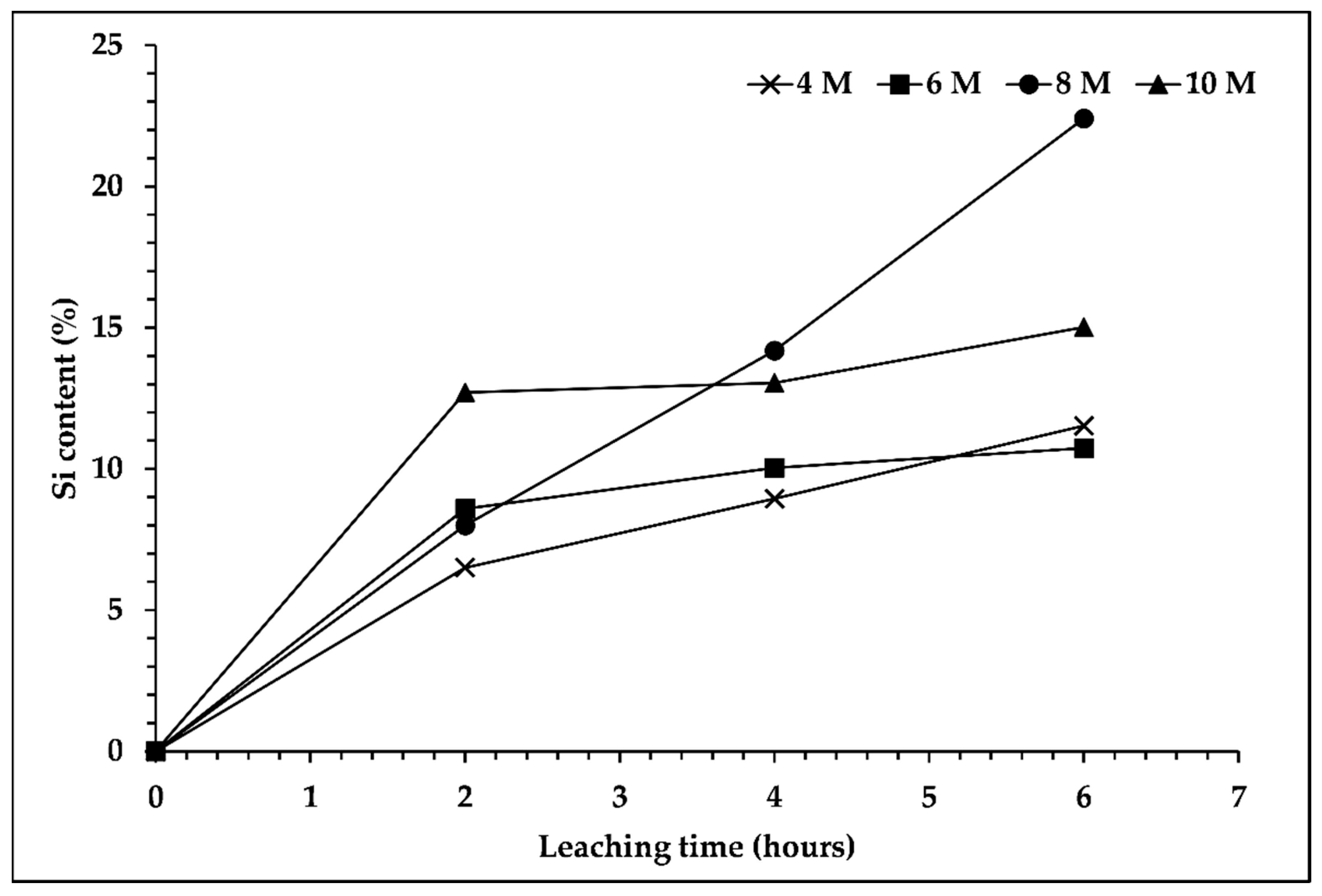
Figure 2.
Effect of sodium hydroxide concentration and leaching time on silicon content in the leaching filtrate. Leaching process was performed at temperature of 95 °C, s/L ratio 1/10, and 300 rpm.
Figure 2.
Effect of sodium hydroxide concentration and leaching time on silicon content in the leaching filtrate. Leaching process was performed at temperature of 95 °C, s/L ratio 1/10, and 300 rpm.
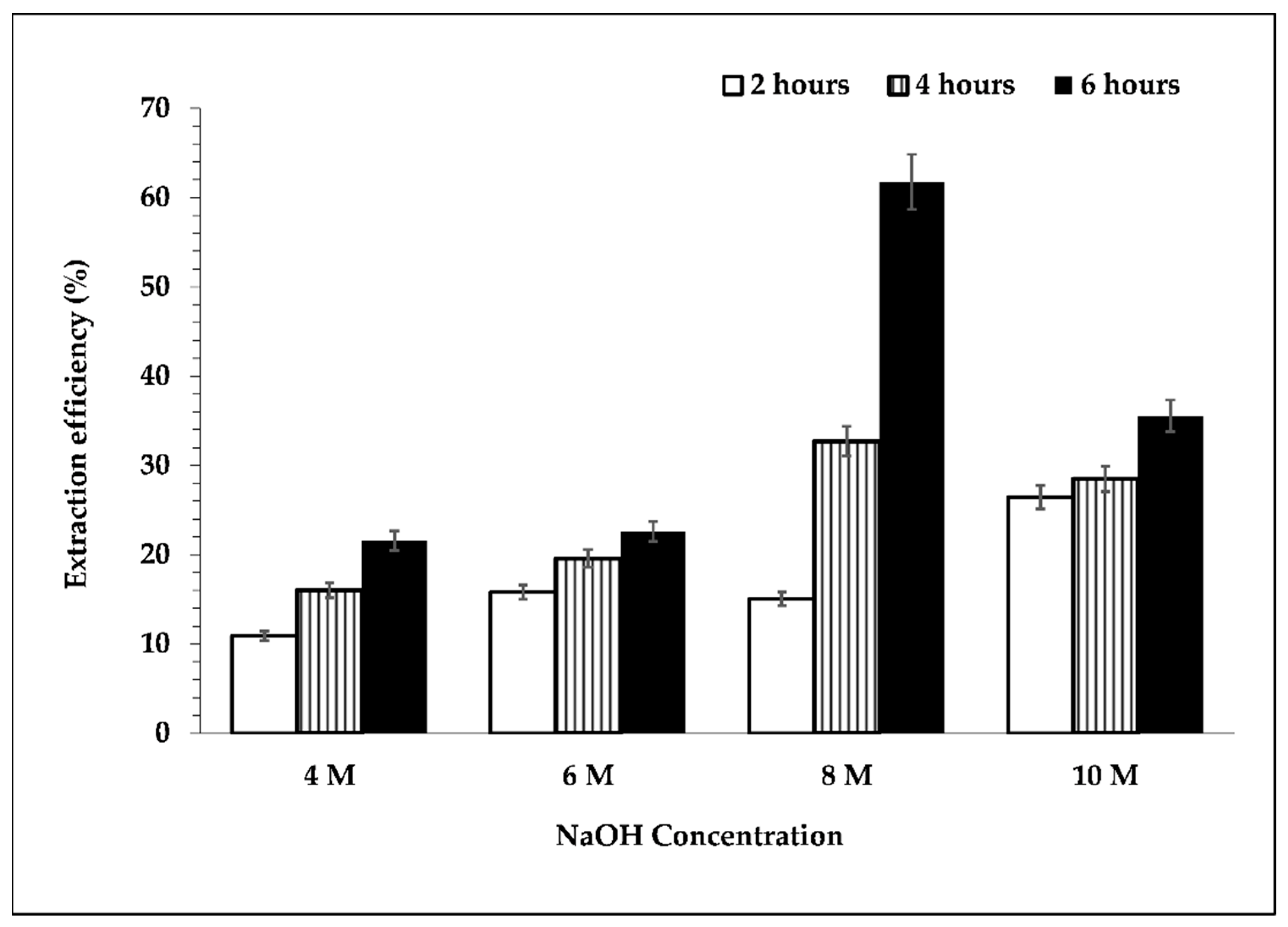
Figure 3.
Effect of NaOH concentration and leaching time on the extraction efficiency of silicon. Leaching process was performed at temperature of 95 °C, s/L ratio 1/10, and 300 rpm.
Figure 3.
Effect of NaOH concentration and leaching time on the extraction efficiency of silicon. Leaching process was performed at temperature of 95 °C, s/L ratio 1/10, and 300 rpm.
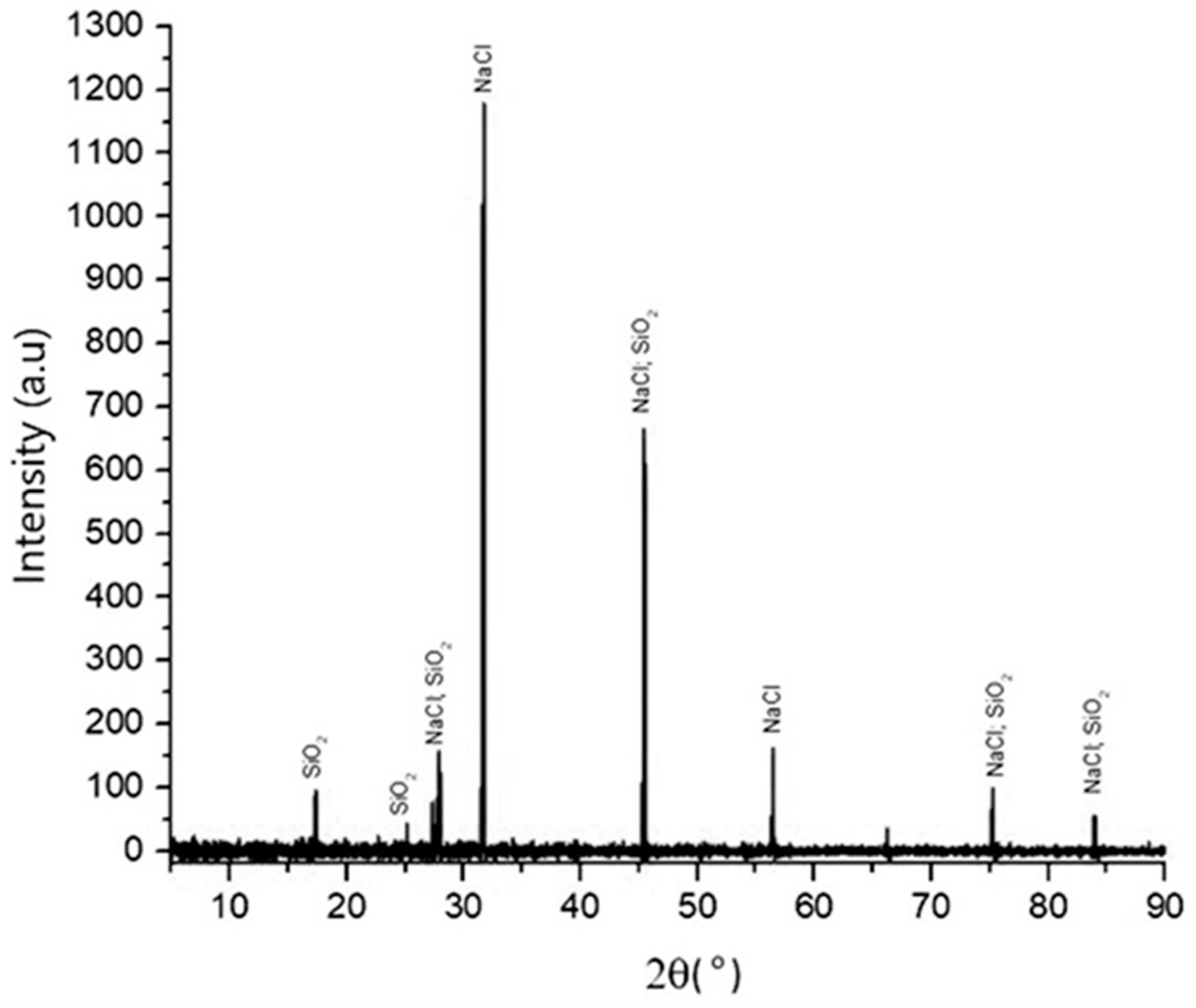
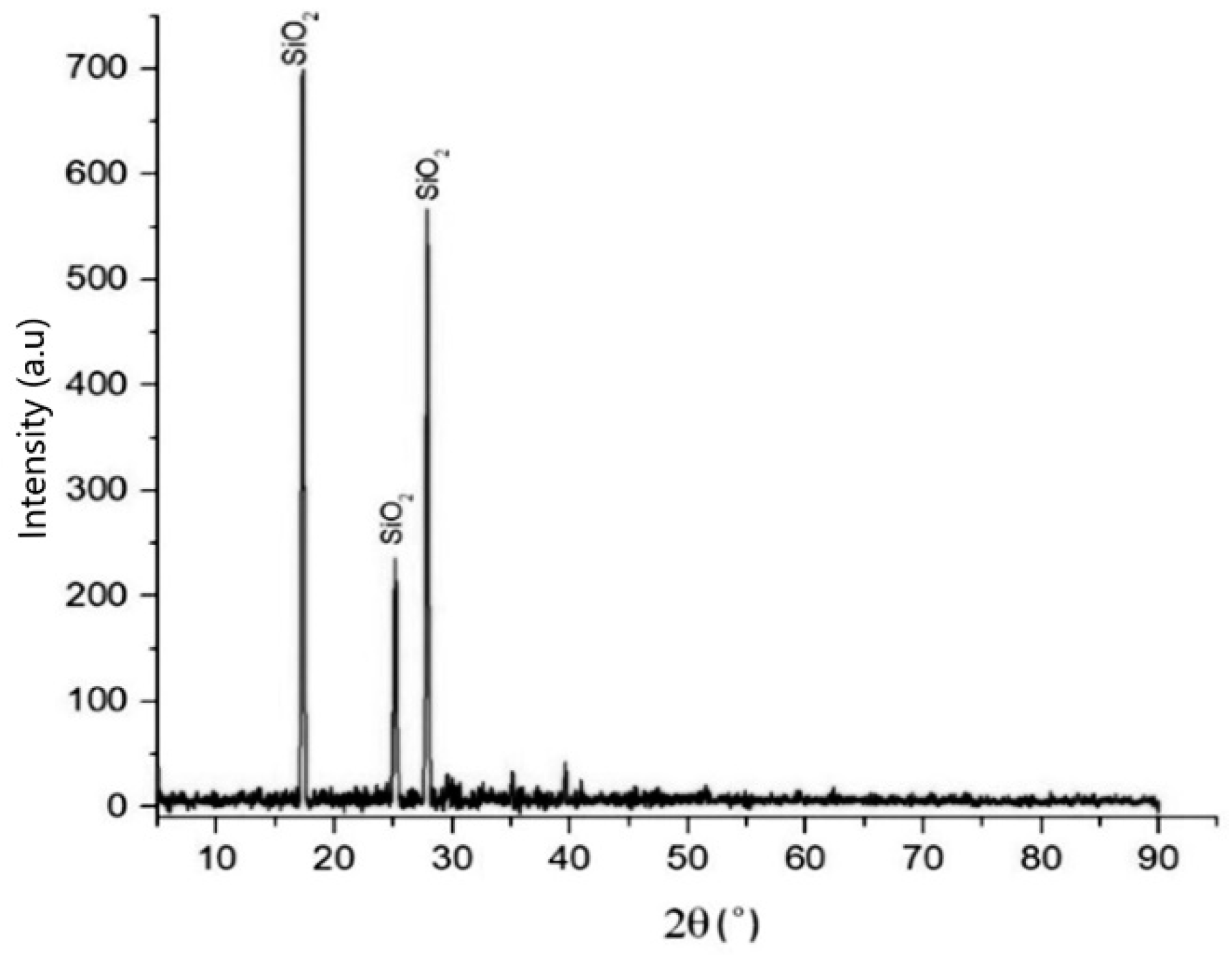
Figure 4.
XRD pattern of silica that was synthesized with HCl at pH 2, temperature of 90 °C, 300 rpm, and with 1:4 HCl solution.
Figure 4.
XRD pattern of silica that was synthesized with HCl at pH 2, temperature of 90 °C, 300 rpm, and with 1:4 HCl solution.
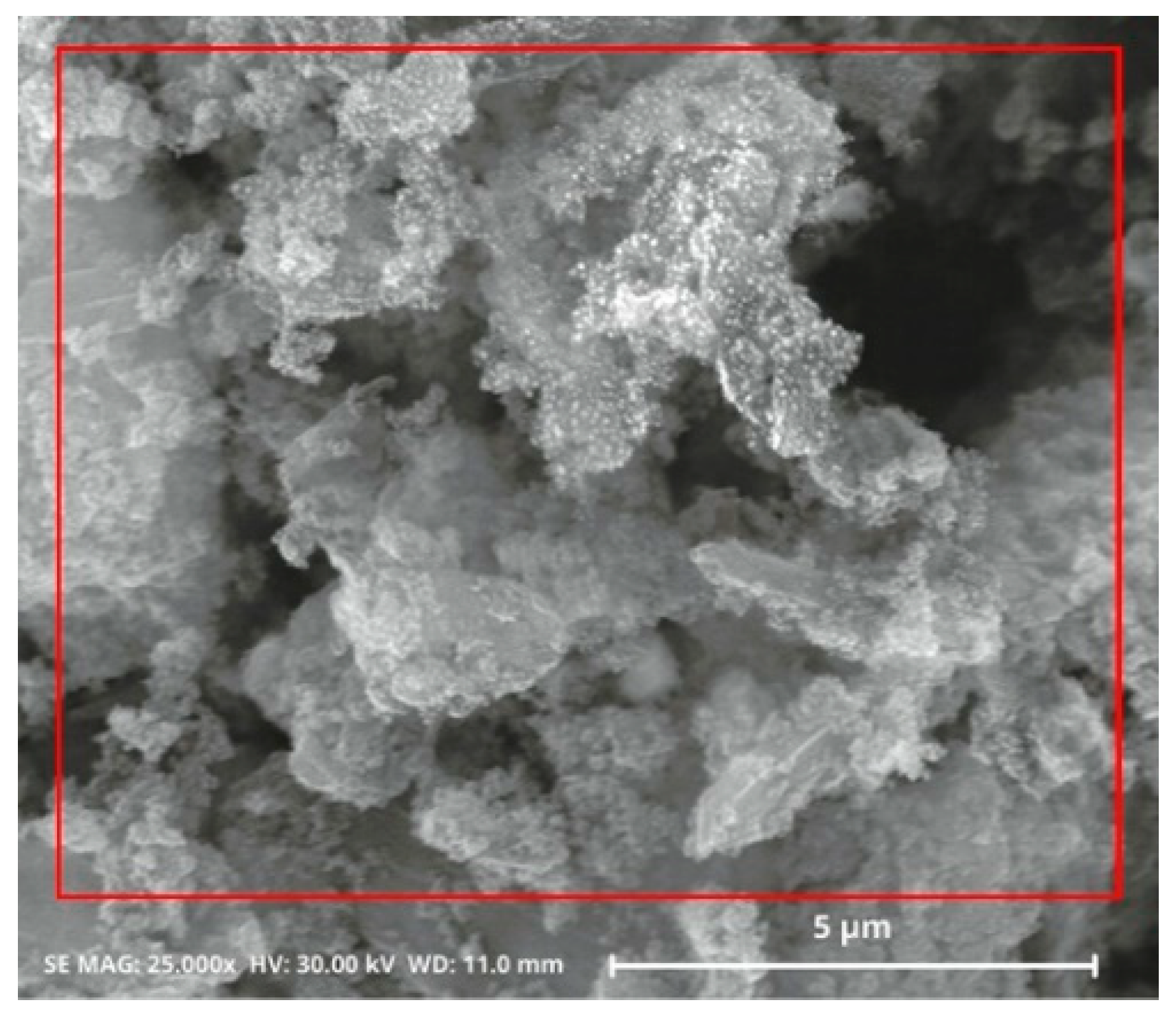
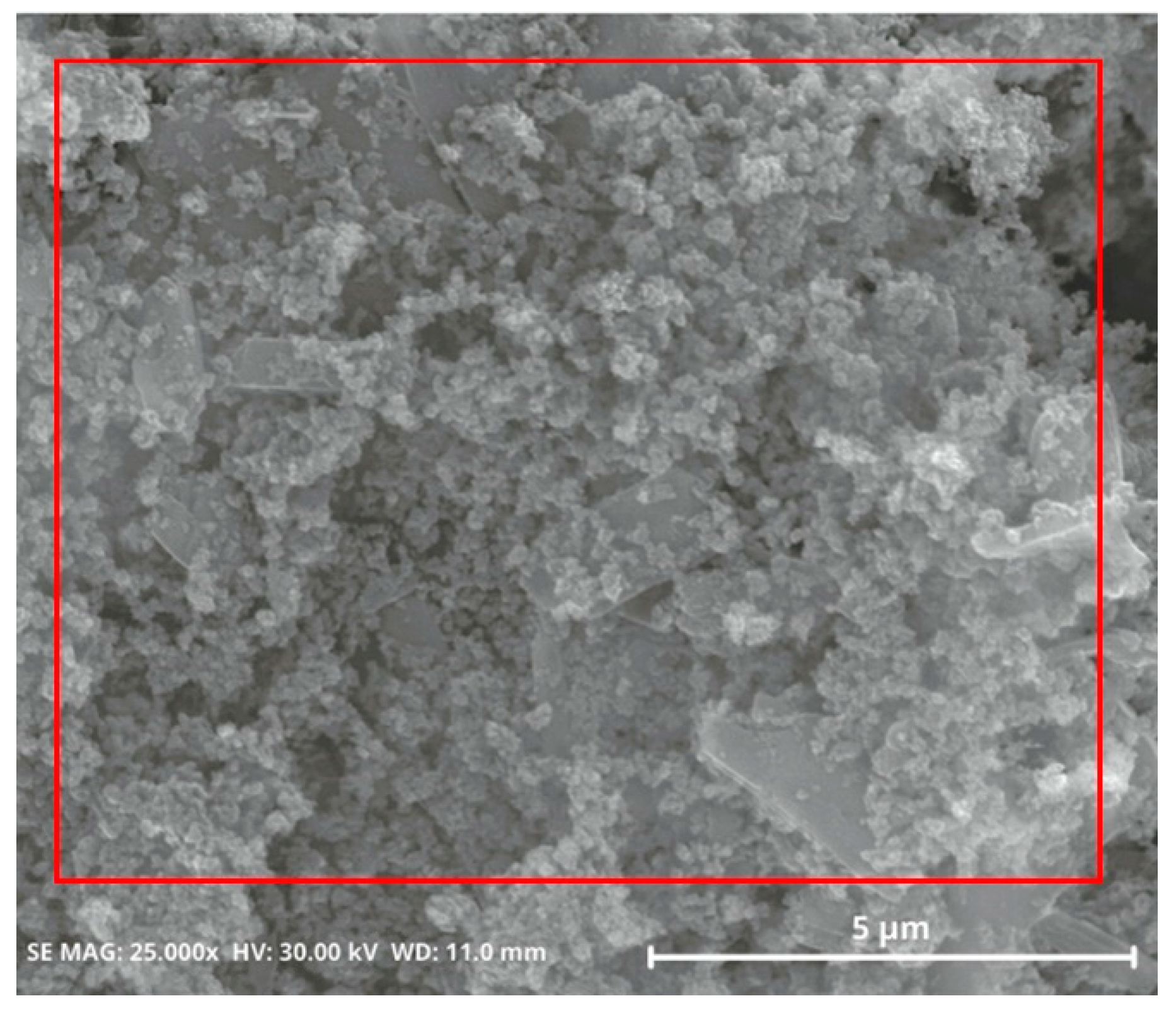
Figure 5.
SEM images of precipitated silica, synthesized from precipitation with HCl at pH 2, producing non-uniform particle size and fast agglomeration.
Figure 5.
SEM images of precipitated silica, synthesized from precipitation with HCl at pH 2, producing non-uniform particle size and fast agglomeration.
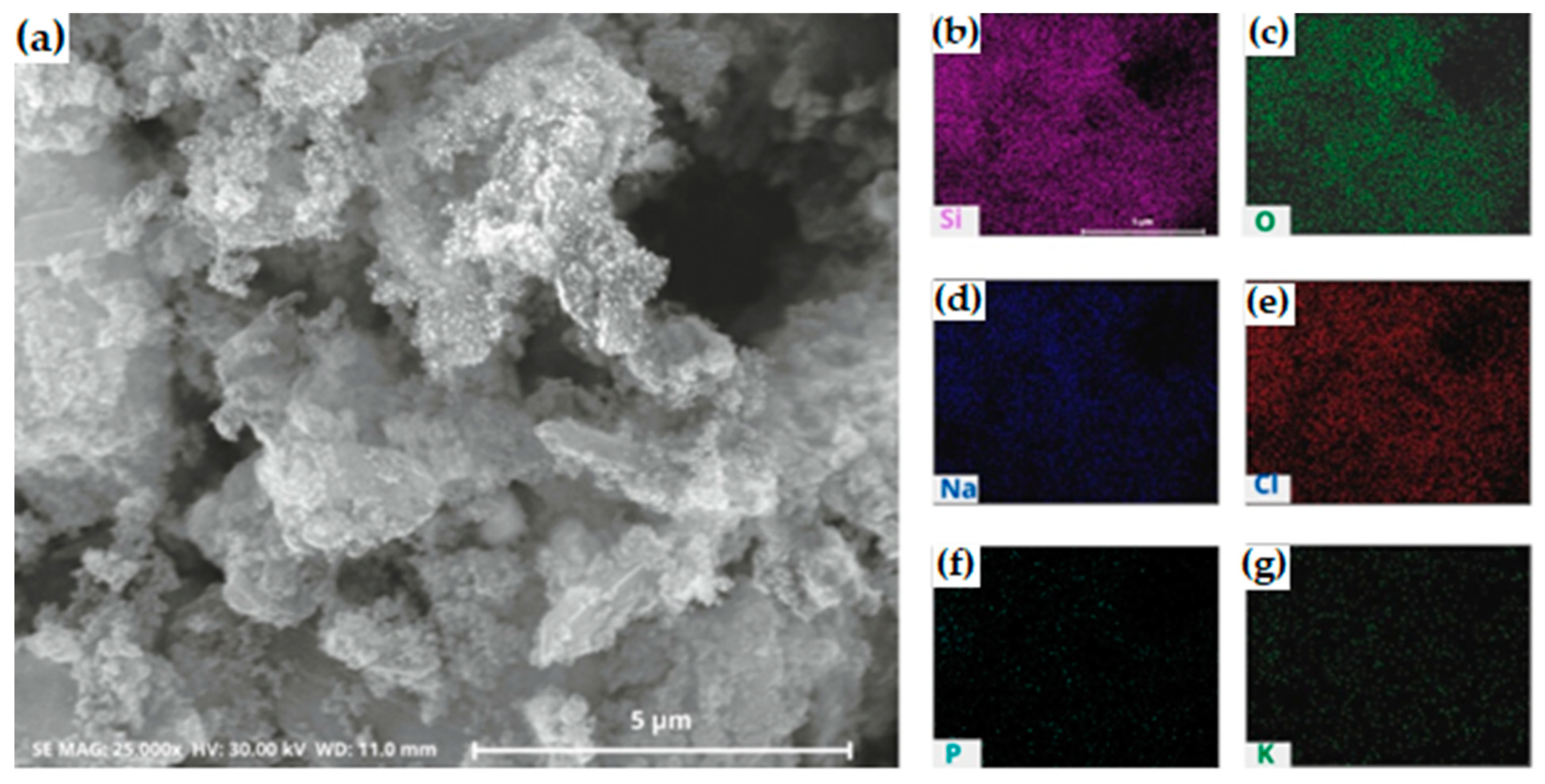
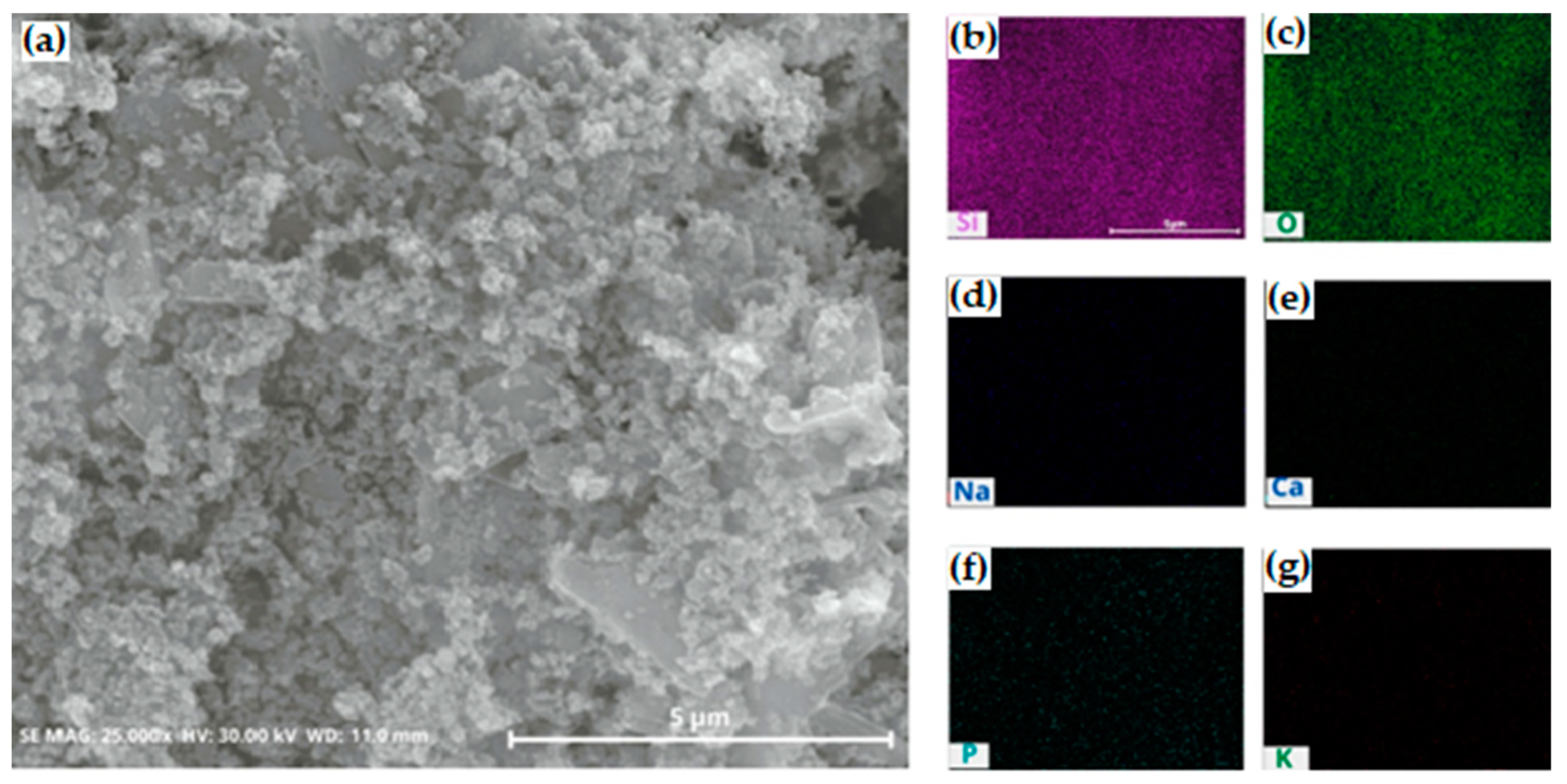
Figure 6.
(a) SEM and (b–g) EDS mapping images of silica after precipitation process with HCl. The silica was synthesized at pH 2 (b) silicon; (c) oxygen; (d) sodium; (e) chloride; (f) phosphor; (g) potassium.
Figure 6.
(a) SEM and (b–g) EDS mapping images of silica after precipitation process with HCl. The silica was synthesized at pH 2 (b) silicon; (c) oxygen; (d) sodium; (e) chloride; (f) phosphor; (g) potassium.
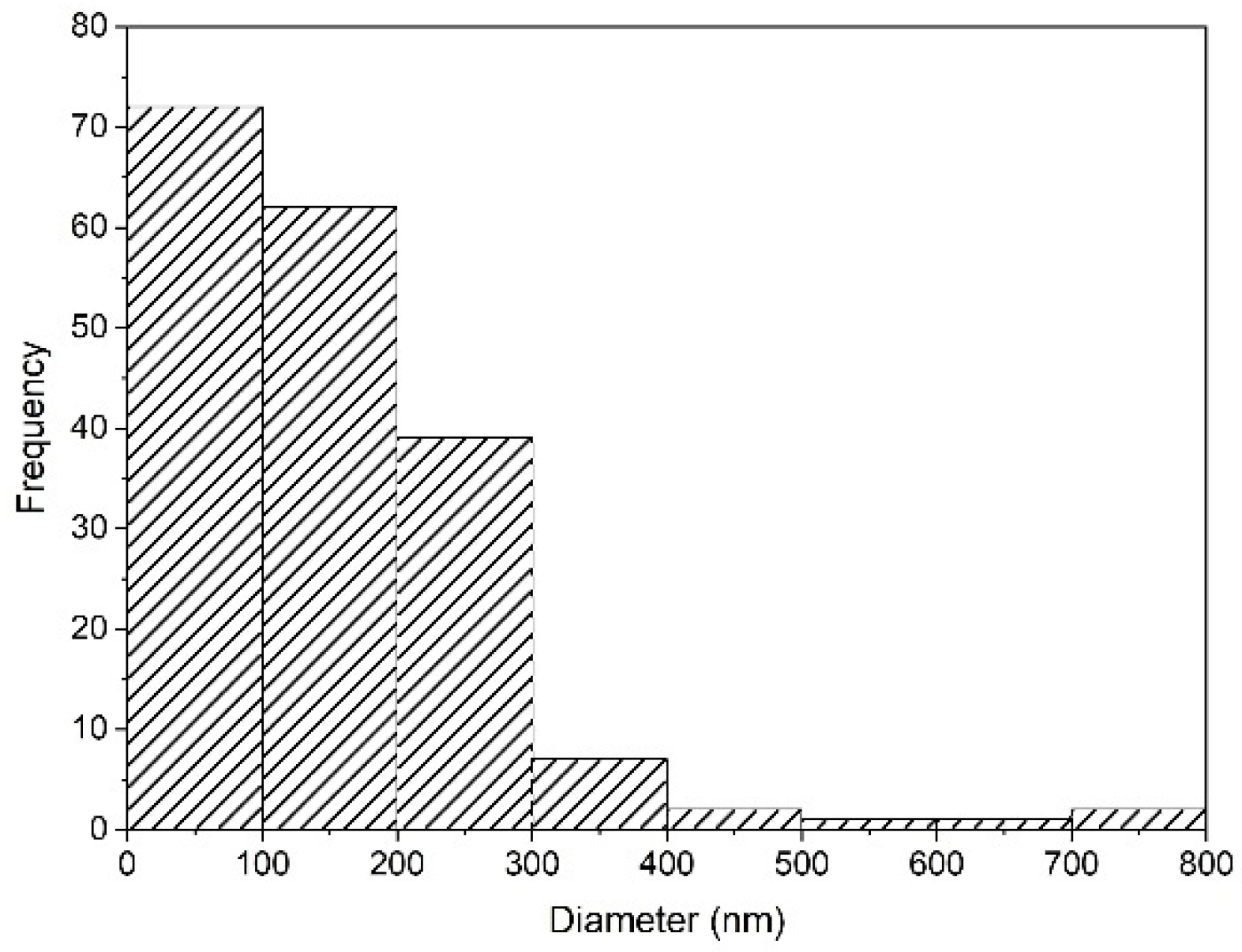
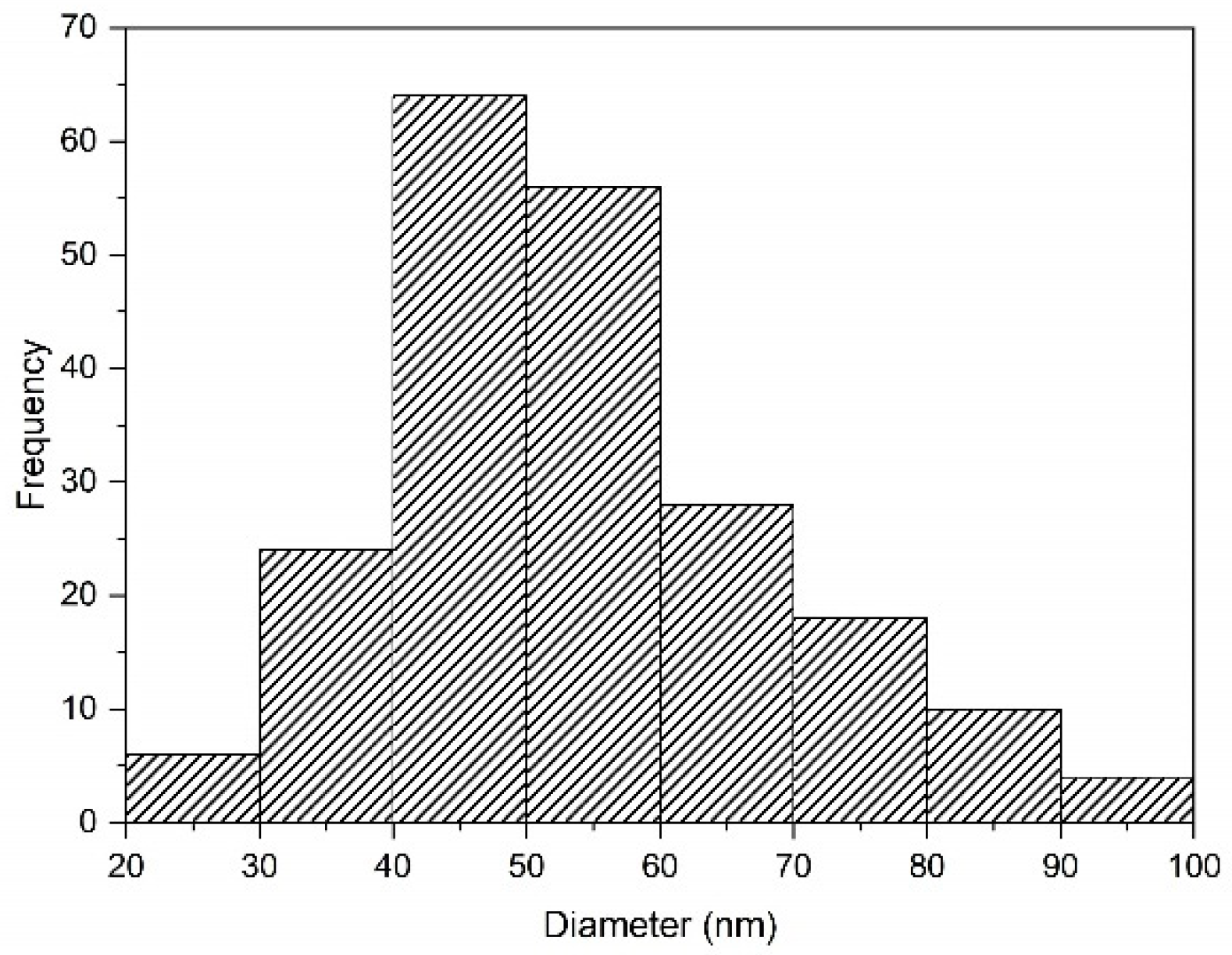
Figure 7.
Particle size distribution of silica synthesized after precipitation with HCl at pH 2 in SEM-EDS using ImageJ.
Figure 7.
Particle size distribution of silica synthesized after precipitation with HCl at pH 2 in SEM-EDS using ImageJ.
Figure 8.
XRD pattern of purified silica after cleaning with deionized water at 60 °C, 300 rpm, s/L ratio 1:4, for 3 h.
Figure 8.
XRD pattern of purified silica after cleaning with deionized water at 60 °C, 300 rpm, s/L ratio 1:4, for 3 h.
Figure 9.
SEM images of purified silica powder, which was removed with DI water at 60 °C for 3 h.
Figure 9.
SEM images of purified silica powder, which was removed with DI water at 60 °C for 3 h.
Figure 10.
Distribution of purified silica particles, which were removed with DI water at 60 °C for 3 h. Analyzed using ImageJ.
Figure 10.
Distribution of purified silica particles, which were removed with DI water at 60 °C for 3 h. Analyzed using ImageJ.
Figure 11.
(a) SEM and (b–g) EDS mapping images of silica after cleaning with deionized water. The purified silica was cleaned at 60 °C, 300 rpm, for 3 h. (b) silicon; (c) oxygen; (d) sodium; (e) calcium; (f) phosphor; (g) potassium.
Figure 11.
(a) SEM and (b–g) EDS mapping images of silica after cleaning with deionized water. The purified silica was cleaned at 60 °C, 300 rpm, for 3 h. (b) silicon; (c) oxygen; (d) sodium; (e) calcium; (f) phosphor; (g) potassium.
Figure 12.
XRD patterns of ferronickel slag.
Figure 12.
XRD patterns of ferronickel slag.
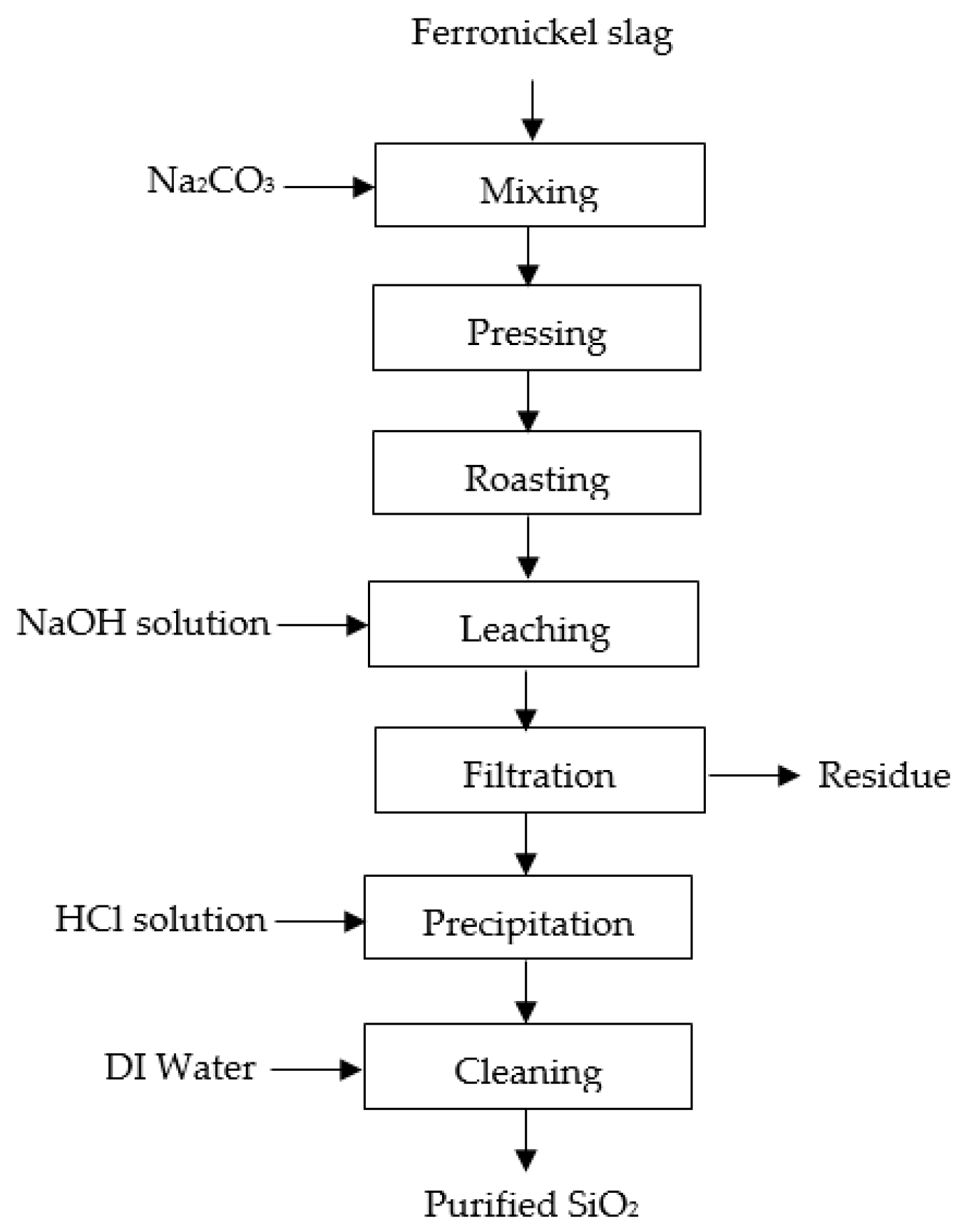
Figure 13.
The flowchart of pyro-hydrometallurgy route to recover silica from Indonesian ferronickel slag.
Figure 13.
The flowchart of pyro-hydrometallurgy route to recover silica from Indonesian ferronickel slag.
Table 1.
Chemical composition of roasted slag, measured by XRF.
Table 1.
Chemical composition of roasted slag, measured by XRF.
| Compound | Content (wt%) | Compound | Content (wt%) |
|---|
| Al2O3 | 4.95 | Na2O | 10.76 |
| SiO2 | 35.23 | Fe2O3 | 13.67 |
| MgO | 20.28 | TiO2 | 1.78 |
| CaO | 3.82 | NiO | 0.09 |
| K2O | 0.58 | SO3 | 0.78 |
| Cr2O3 | 2.48 | P2O5 | 3.96 |
| MnO | 1.62 | | |
Table 2.
Composition of silica produced by HCl precipitation at pH 2. It was measured with XRF.
Table 2.
Composition of silica produced by HCl precipitation at pH 2. It was measured with XRF.
| Component | Content (wt%) |
|---|
| Fe2O3 | 0.29 |
| SiO2 | 58.82 |
| P2O5 | 2.43 |
| Na2O | 0.008 |
| K2O | 0.12 |
| Cl | 24.57 |
Table 3.
EDS element composition on the surface of precipitated silica.
Table 3.
EDS element composition on the surface of precipitated silica.
| Element | Content (wt%) |
|---|
| O | 38.16 |
| Na | 14 |
| Si | 22.43 |
| P | 4.95 |
| Cl | 15.99 |
| K | 4.47 |
Table 4.
EDS elemental composition of purified silica after cleaning with DI water at 60 °C for 3 h.
Table 4.
EDS elemental composition of purified silica after cleaning with DI water at 60 °C for 3 h.
| Element | Content (wt%) |
|---|
| O | 52.51 |
| Na | 0.091 |
| Si | 41.74 |
| P | 5.37 |
| K | 0.132 |
| Ca | 0.152 |
Table 5.
Composition of purified silica after cleaning with deionized water. It was measured using XRF.
Table 5.
Composition of purified silica after cleaning with deionized water. It was measured using XRF.
| Component | Content (wt%) |
|---|
| Fe2O3 | 0.9 |
| SiO2 | 85.41 |
| P2O5 | 11.26 |
| Cl | 0.14 |
Table 6.
The chemical composition of ferronickel slag by XRF.
Table 6.
The chemical composition of ferronickel slag by XRF.
| Compound | Content (wt%) | Compound | Content (wt%) |
|---|
| Al2O3 | 4.21 | Na2O | 0.48 |
| SiO2 | 38.18 | Fe2O3 | 15.22 |
| MgO | 24.33 | TiO2 | 1.88 |
| CaO | 4.88 | NiO | 0.11 |
| K2O | 0.32 | SO3 | 1.29 |
| Cr2O3 | 2.9 | P2O5 | 4.34 |
| MnO | 1.86 | | |


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}