
Lead Recovery from Flue Dust by Using Ultrasonic-Enhanced Hydrogen Peroxide Water Washing


Abstract
1. Introduction
2. Results and Discussion
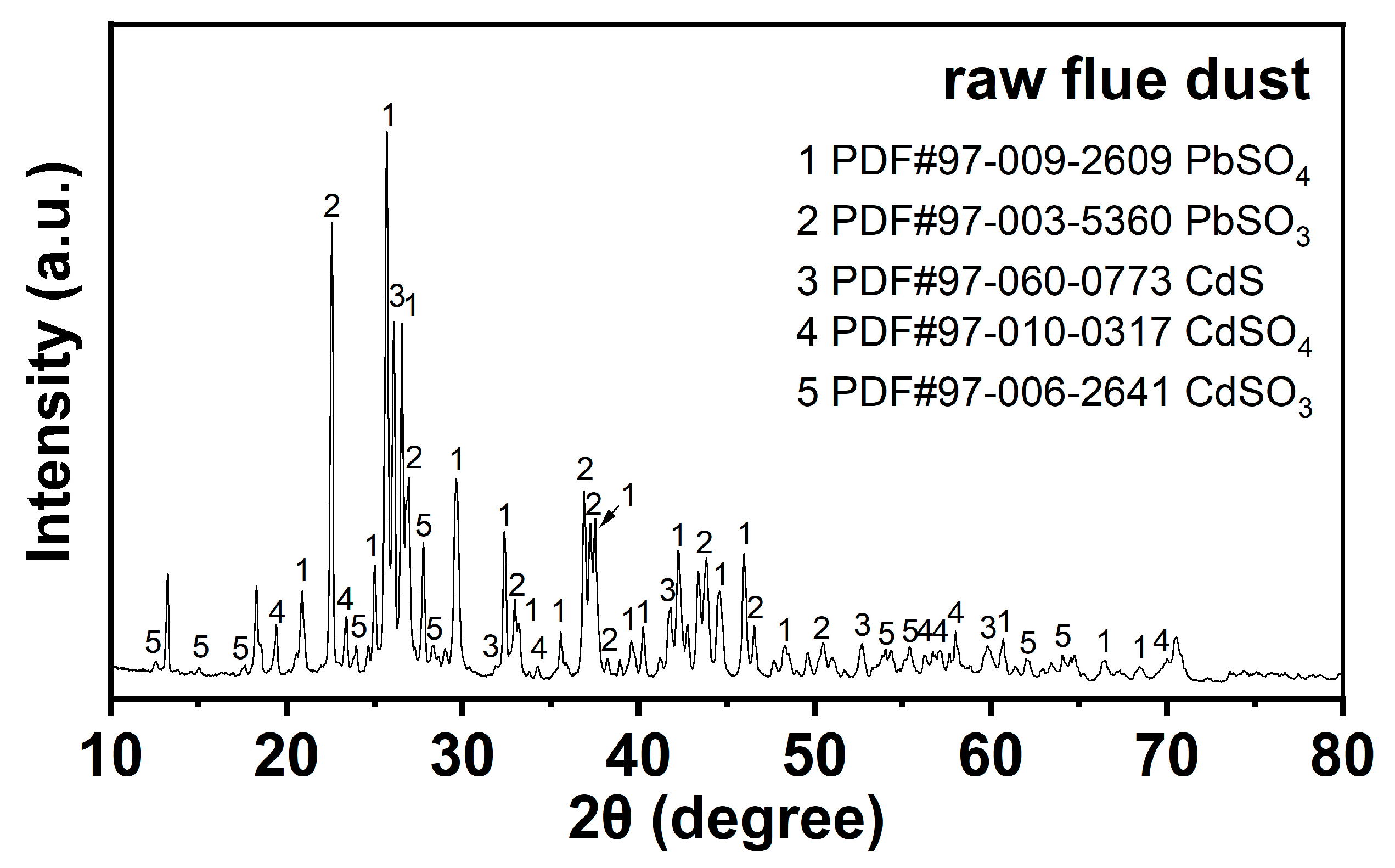
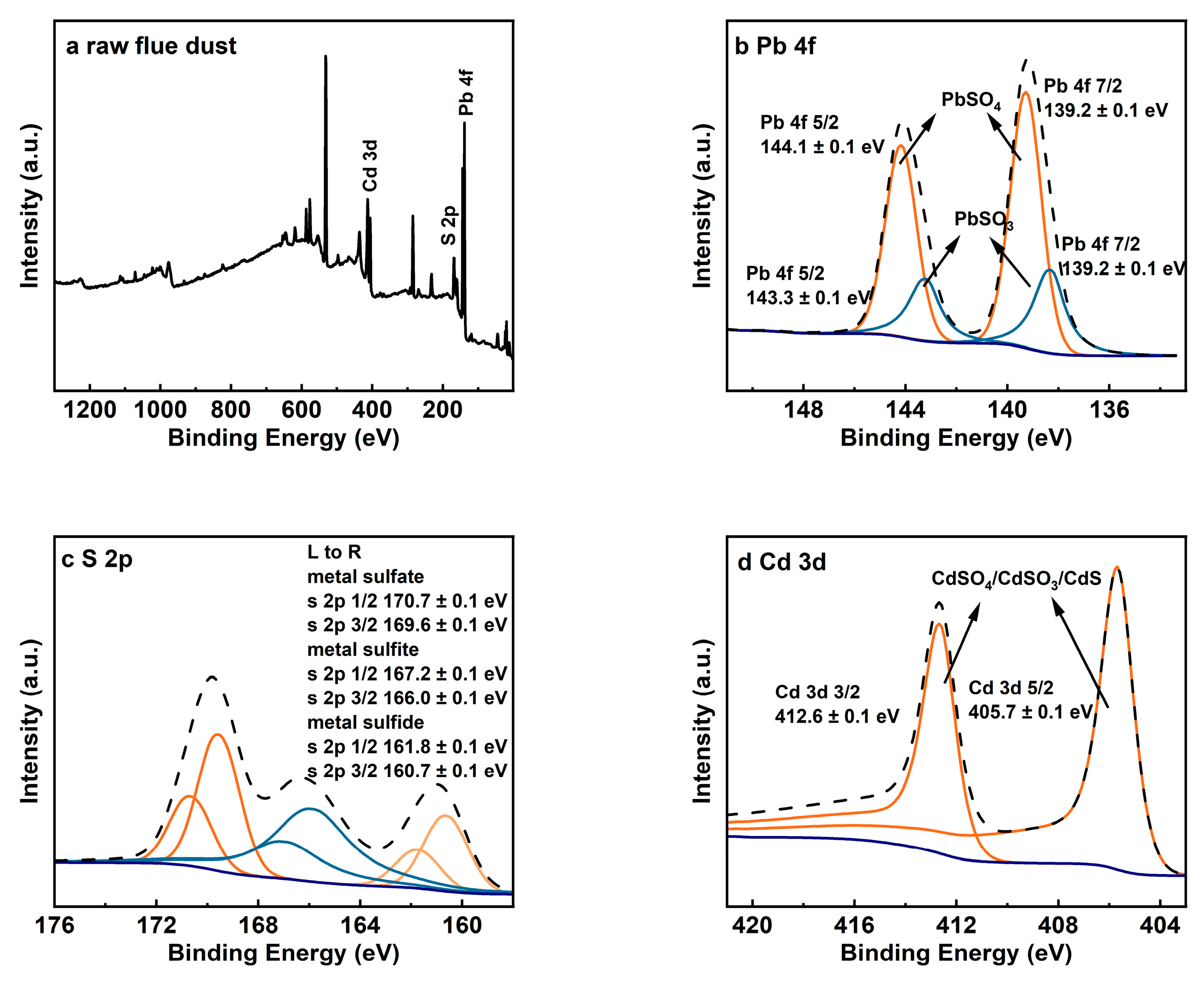
2.1. Analysis of Raw Flue Dust
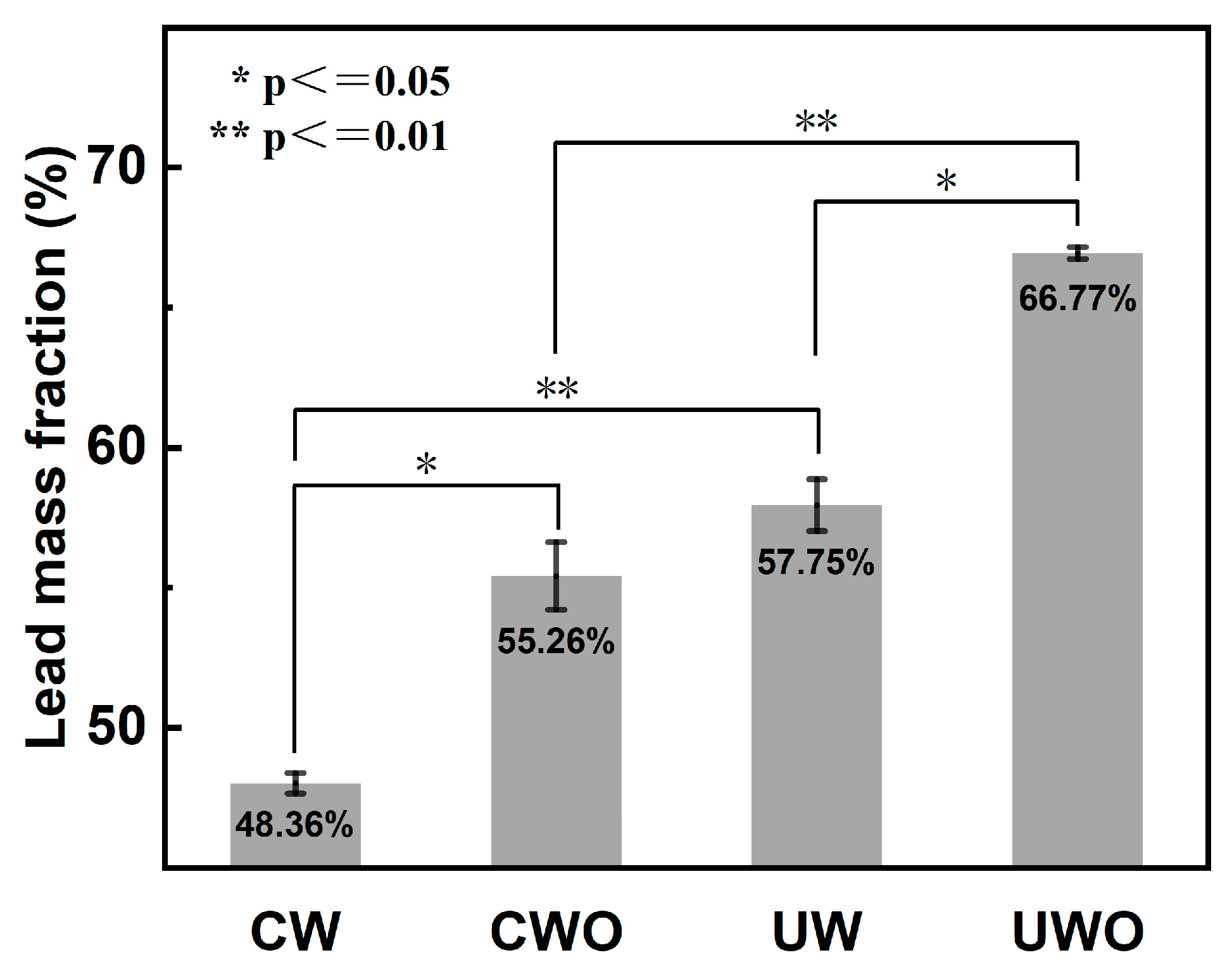
2.2. Performance Comparison of Various Leaching Methods
2.3. Optimization of Ultrasonic-Enhanced H2O2 Water Washing Conditions
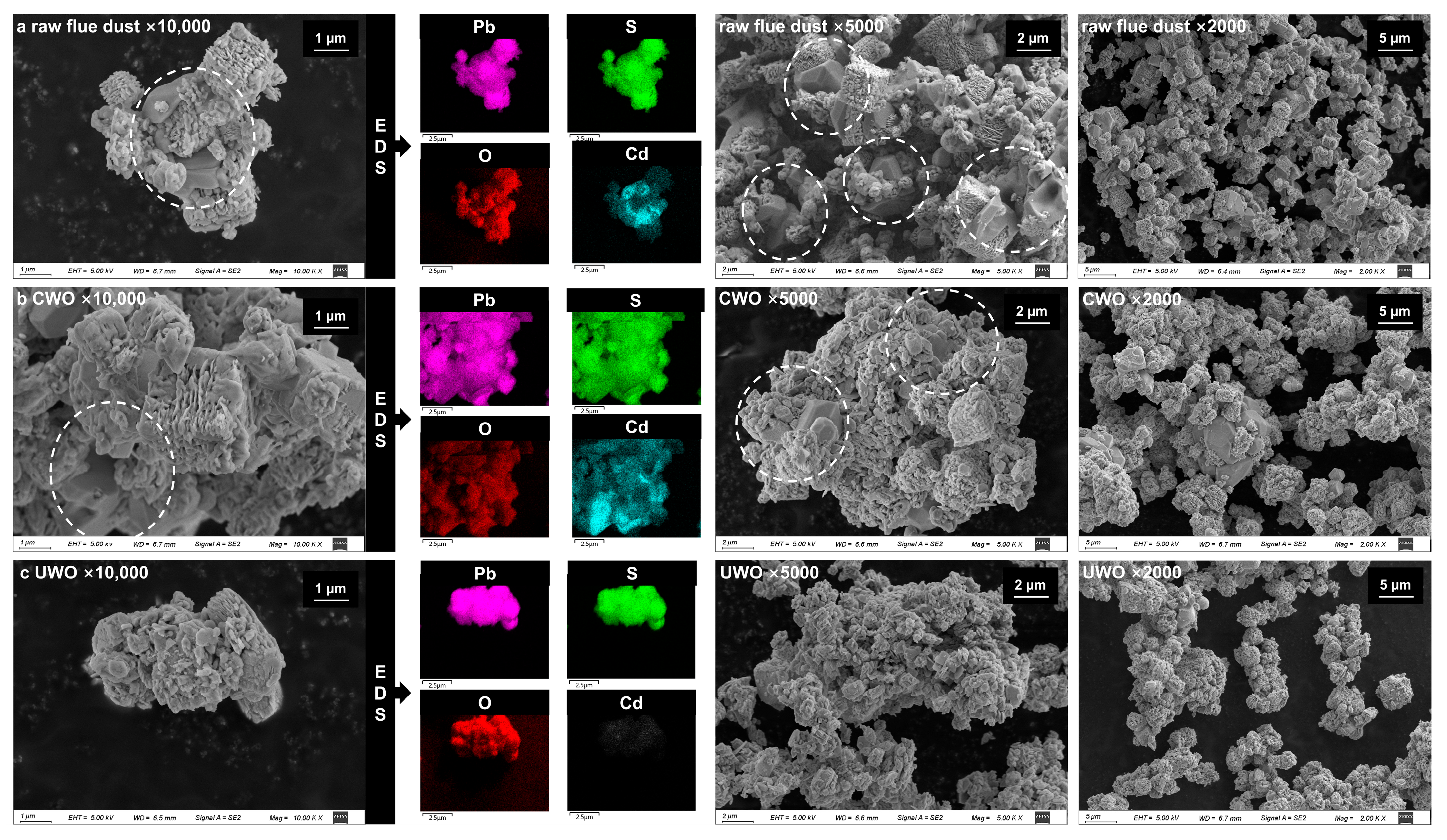
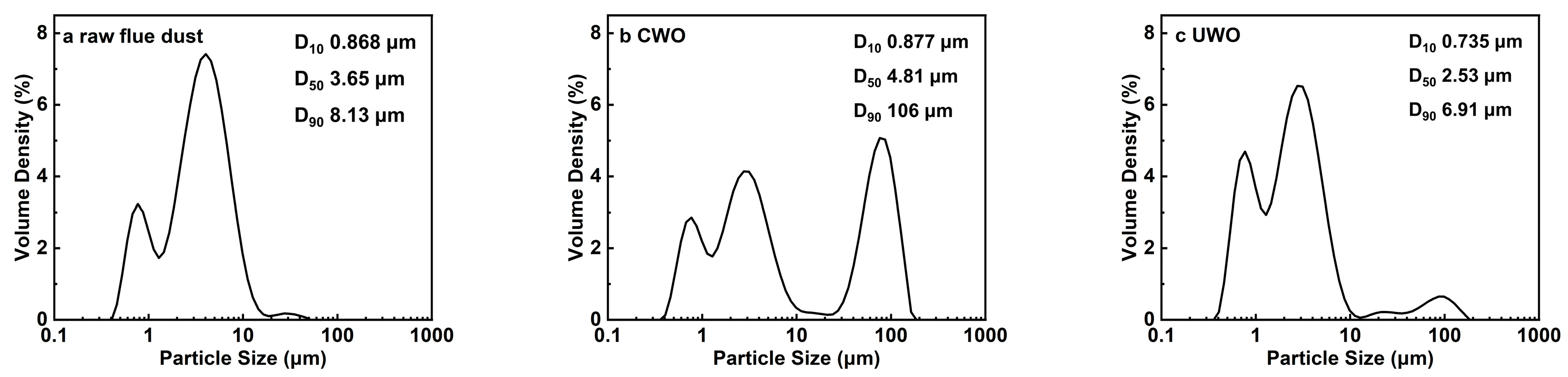
2.4. Effects of Ultrasound on Particle Agglomeration and Encapsulation in Lead Recovery
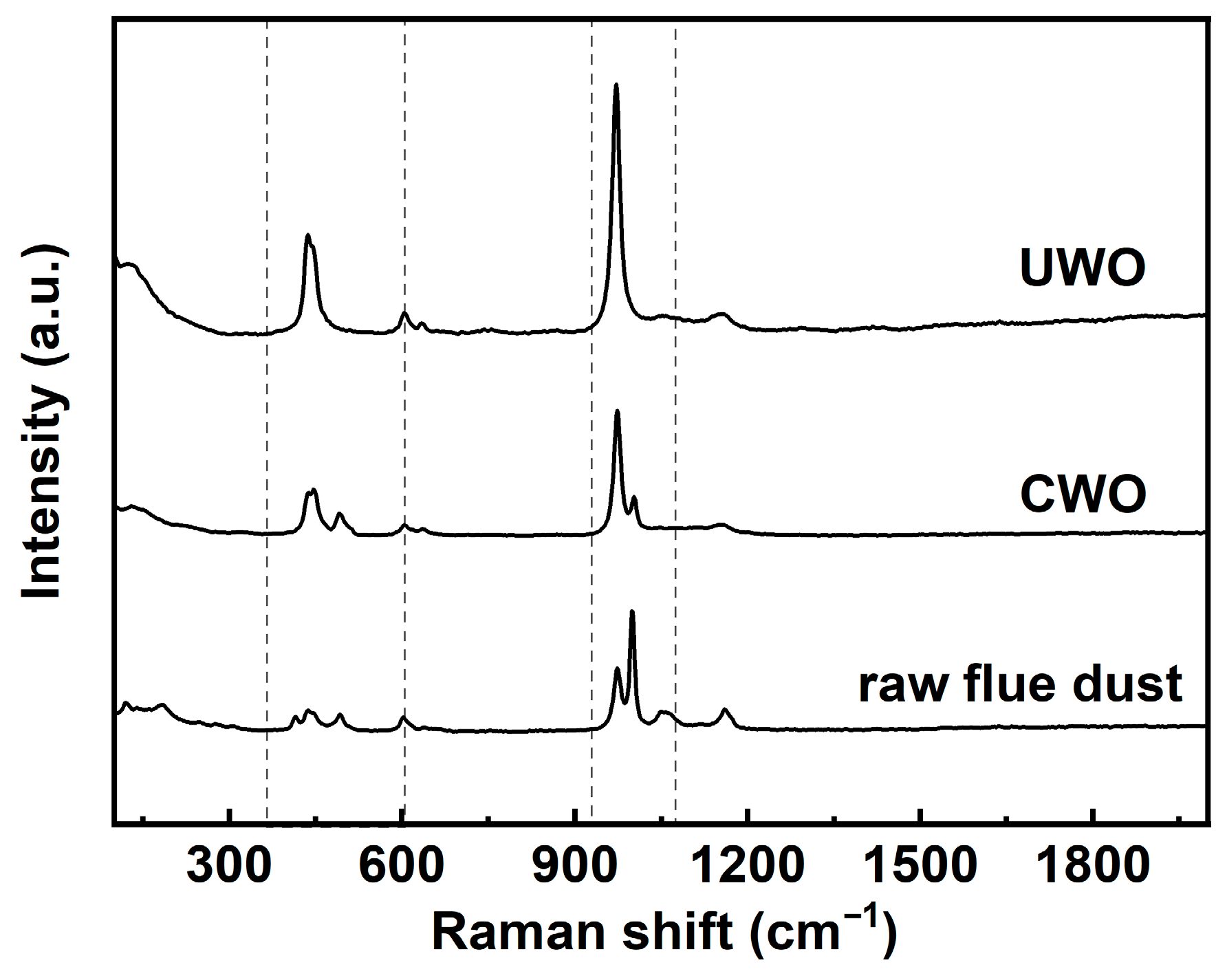
2.5. Phase Transition Under Ultrasound
2.6. Analysis of the Final Solid Phase
3. Experimental
3.1. Materials
3.2. Experimental Procedure
3.3. Analytical Methods
4. Conclusions
- (1)
- The optimized conditions for ultrasonic-enhanced hydrogen peroxide water washing to recover lead from RFD under neutral conditions were determined as follows: a washing temperature of 40 °C, a washing time of 30 min, an H2O2 dosage of 4 mL, a liquid–solid ratio of 2:1, and an ultrasonic power of 240 W. Under these conditions, the lead mass fraction in the UWO-treated lead residue reached 68.11% and a lead recovery rate of 97.19%, significantly higher than that obtained from CWO (lead mass fraction of 64.07%, lead recovery rate of 95.93%).
- (2)
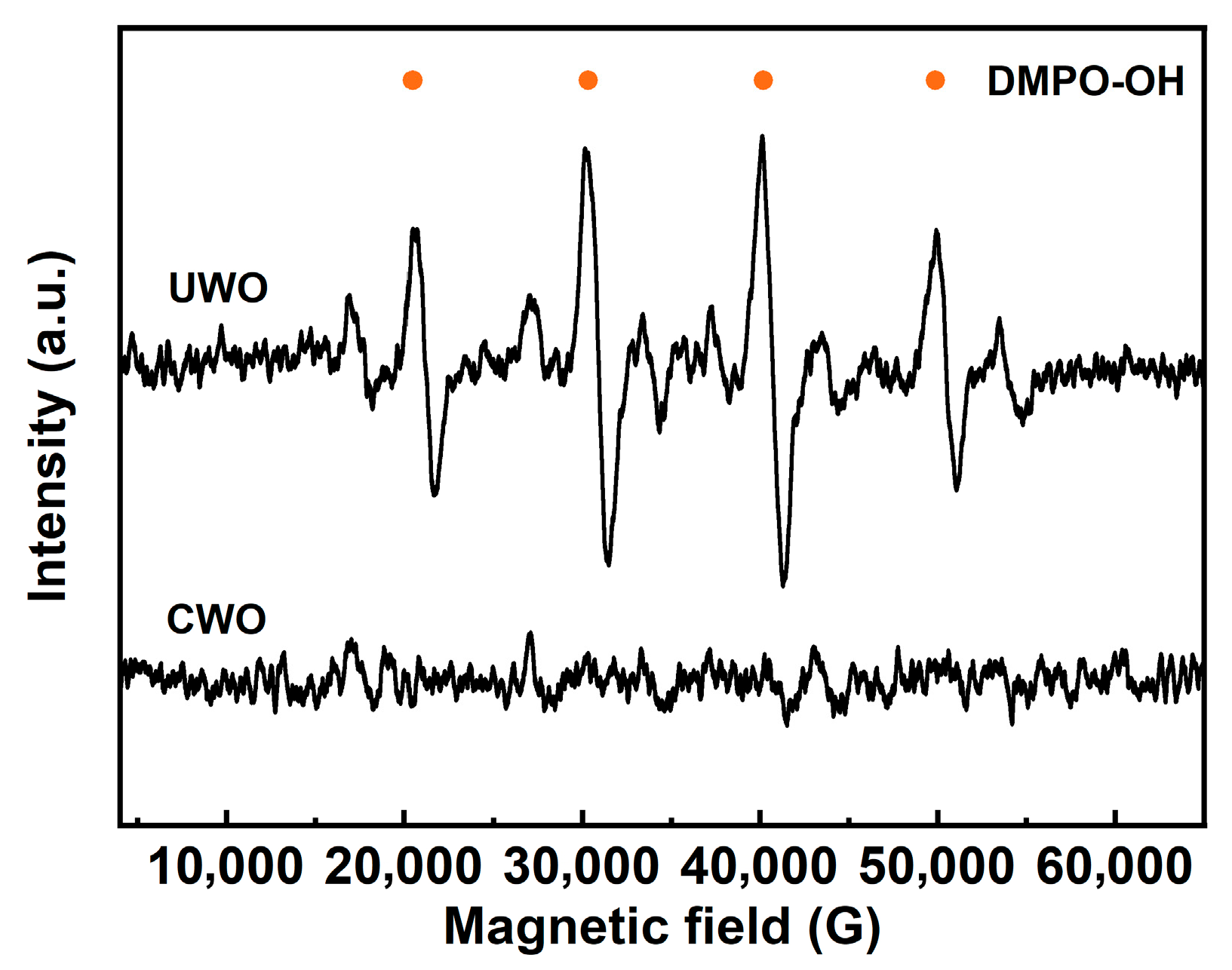
- Ultrasound enhances lead recovery through two key mechanisms: inhibiting aggregation and unwrapping encapsulated particles, promoting phase transformation via hydroxyl radical generation. Its cavitation and mechanical effects break up particle agglomerates, exposing impurities for removal. Meanwhile, ultrasound action on H2O2 generates hydroxyl radicals, boosting oxidation to transform PbSO3 into PbSO4 and Cd compounds into more soluble forms like CdSO4. These synergistic effects improve recovery efficiency and the lead mass fraction in the solid phase after washing.
- (3)
- The UWO process significantly improves the purity and quality of the final lead residue. The lead mass fraction increased significantly, and major impurities such as cadmium were significantly reduced. The treated solids consisted mainly of highly crystalline PbSO4 with reduced formation of other sulfates, resulting in a more homogeneous and lead enrichment.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gonzalez-Montero, P.; Iglesias-Gonzalez, N.; Romero, R.; Mazuelos, A.; Carranza, F. Recovery of Zinc and Copper from Copper Smelter Flue Dust. Optimisation of Sulphuric Acid Leaching. Environ. Technol. 2020, 41, 1093–1100. [Google Scholar] [CrossRef] [PubMed]
- Liang, M.; Di, H.; Song, L.; Yang, K.; Zhang, L. Study on Leaching Behaviour of Germanium and Iron in Zinc Oxide Dust from Lead Zinc Smelting. Can. Metall. Q. 2023, 62, 573–580. [Google Scholar] [CrossRef]
- Owusu-Acheaw, Y.; Liu, M.; Ma, G.; Zhang, X.; Du, T.; Xu, J. Recovery of Valuable Metals from Blast Furnace Dust by Iron-Bath Process. J. Sustain. Metall. 2025, 11, 1511–1524. [Google Scholar] [CrossRef]
- Maczek, H.; Kola, R. Recovery of Zinc and Lead from Electric-Furnace Steelmaking Dust at Berzelius. JOM 1980, 32, 53–58. [Google Scholar] [CrossRef]
- Lee, H.; Mishra, B. Recovery of Copper and Precious Metals and Separation of Lead from Flue Dust of Electronic Waste Processing. Miner. Process. Extr. Metall. Rev. 2020, 41, 153–161. [Google Scholar] [CrossRef]
- Xie, B.; Yang, T.; Liu, W.; Zhang, D.; Chen, L. Recovery of Lead from Spent Lead Paste by Pre-Desulfurization and Low-Temperature Reduction Smelting. JOM 2020, 72, 3195–3203. [Google Scholar] [CrossRef]
- Xie, S.; Qin, S.; Su, Z.; Feng, X.; Zhao, L. An Innovative Process for the Direct Recovery of Lead from Waste Lead Paste. J. Electrochem. Soc. 2023, 170, 43501. [Google Scholar] [CrossRef]
- Liu, J.; Huang, S.; Chen, K.; Li, J.; Wang, T.; Mei, M. Recovering Metallic Pb Directly from Lead Smelting Dust by NaOH-Carbon Roasting Process. J. Mater. Res. Technol. 2020, 9, 2744–2753. [Google Scholar] [CrossRef]
- Leclerc, N.; Meux, E.; Lecuire, J.-M. Hydrometallurgical Recovery of Zinc and Lead from Electric Arc Furnace Dust Using Mononitrilotriacetate Anion and Hexahydrated Ferric Chloride. J. Hazard. Mater. 2002, 91, 257–270. [Google Scholar] [CrossRef]
- Geng, X.; Ru, J.; Hua, Y.; Zhang, W. The Recovery of Lead from Spent Lead Acid Battery Paste by Electrodeposition in Deep Eutectic Solvent. J. Sustain. Metall. 2022, 8, 1257–1268. [Google Scholar] [CrossRef]
- Ji, W.; Xie, K.; Yan, S. Separation and Recovery of Heavy Metals Zinc and Lead from Phosphorus Flue Dust by Vacuum Metallurgy. J. Environ. Manag. 2021, 294, 113001. [Google Scholar] [CrossRef]
- Liu, W.; Deng, X.; Zhang, D.; Yang, T.; Chen, L. A Clean Process of Lead Recovery from Spent Lead Paste Based on Hydrothermal Reduction. Trans. Nonferrous Met. Soc. China 2018, 28, 2360–2367. [Google Scholar] [CrossRef]
- Ye, L.; Song, S.; Yang, S.; Chen, Y.; Liu, S. The Recovery of Valuable Components from Secondary Lead Dust by a Multi-Step Hydrometallurgical Process. Hydrometallurgy 2023, 222, 106186. [Google Scholar] [CrossRef]
- Chen, C.; Dai, X.; Wei, X. Production practice of separation and recovery of cadmium from lead fume in oxygen-enriched top-blown zinc co-processing in wet zinc smelting. Min. Metall. 2023, 32, 60–64. (In Chinese) [Google Scholar] [CrossRef]
- Zhao, S.; Ma, Y.; Zhou, J. Removal of Cadmium Ion from Wastewater by Manganese Oxides-Loaded Sludge Biochar. Desalin. Water Treat. 2024, 319, 100563. [Google Scholar] [CrossRef]
- Li, W.; Liu, W.; Jiao, F.; Xie, L.; Qin, W. Comprehensive Recovery of Arsenic and Valuable Metals from Lead Smelting Flue Dust: Process Optimization and Mechanism Investigation. Sep. Purif. Technol. 2025, 353, 128497. [Google Scholar] [CrossRef]
- Guo, L.; Lan, J.; Du, Y.; Zhang, T.C.; Du, D. Microwave-Enhanced Selective Leaching of Arsenic from Copper Smelting Flue Dusts. J. Hazard. Mater. 2020, 386, 121964. [Google Scholar] [CrossRef] [PubMed]
- Yang, T.; Xie, B.; Liu, W.; Zhang, D.; Chen, L. An Environment-Friendly Process of Lead Recovery from Spent Lead Paste. Sep. Purif. Technol. 2020, 233, 116035. [Google Scholar] [CrossRef]
- Rao, M.; Xia, H.; Xu, Y.; Jiang, G.; Zhang, Q.; Yuan, Y.; Zhang, L. Study on Ultrasonic Assisted Intensive Leaching of Germanium from Germanium Concentrate Using HCl/NaOCl. Hydrometallurgy 2024, 230, 106385. [Google Scholar] [CrossRef]
- Devos, C.; Bampouli, A.; Brozzi, E.; Stefanidis, G.D.; Dusselier, M.; Van Gerven, T.; Kuhn, S. Ultrasound Mechanisms and Their Effect on Solid Synthesis and Processing: A Review. Chem. Soc. Rev. 2025, 54, 85–115. [Google Scholar] [CrossRef] [PubMed]
- Zhu, D.; Xu, L.; Su, X.; Hu, B.; Jia, T.; Mi, L. Experimental Study of the Effect of Mechanical Vibration and Water Velocity on Bubble Management in PEM Electrolysis Cell. Int. J. Hydrogen Energy 2018, 49, 390–403. [Google Scholar] [CrossRef]
- Zhang, L.; Dong, Y.F.; Chen, Y.; Li, X.G.; Wang, Y.H.; Wang, Y.; Ge, Z.T.; Wang, X.; Cai, S.; Yang, X.; et al. Impact of Microbubble Degradation and Flow Velocity on Subharmonic-Aided Pressure Estimation (SHAPE): An Experimental Investigation. Ultrasound Med. Biol. 2024, 50, 1020–1027. [Google Scholar] [CrossRef]
- Meroni, D.; Djellabi, R.; Ashokkumar, M.; Bianchi, C.L.; Boffito, D.C. Sonoprocessing: From Concepts to Large-Scale Reactors. Chem. Rev. 2022, 122, 3219–3258. [Google Scholar] [CrossRef]
- Ye, L.; Zhu, X. Analysis of the Effect of Impact of Near-Wall Acoustic Bubble Collapse Micro-Jet on Al 1060. Ultrason. Sonochem. 2017, 36, 507–516. [Google Scholar] [CrossRef]
- Osterman, A.; Dular, M.; Sirok, B. Numerical Simulation of a Near-Wall Bubble Collapse in an Ultrasonic Field. J. Food Sci. Technol.-Mysore. 2009, 4, 210–221. [Google Scholar] [CrossRef]
- Wood, R.J.; Lee, J.; Bussemaker, M.J. Combined Effects of Flow, Surface Stabilisation and Salt Concentration in Aqueous Solution to Control and Enhance Sonoluminescence. Ultrason. Sonochem. 2019, 58, 104683. [Google Scholar] [CrossRef] [PubMed]
- Vikash; Kumar, V. Ultrasonic-Assisted de-Agglomeration and Power Draw Characterization of Silica Nanoparticles. Ultrason. Sonochem. 2020, 65, 105061. [Google Scholar] [CrossRef] [PubMed]
- Priyadarshi, A.; Khavari, M.; Subroto, T.; Prentice, P.; Pericleous, K.; Eskin, D.; Durodola, J.; Tzanakis, I. Mechanisms of Ultrasonic De-Agglomeration of Oxides through in-Situ High-Speed Observations and Acoustic Measurements. Ultrason. Sonochem. 2021, 79, 105792. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Dong, H.; Fu, L.; Lin, G.; Zhang, G.; Wang, S.; Zhang, L. Highly Selective Separation of Palladium from Spent Catalysts by Ozonation with Ultrasonic Enhancement in a Low-Acid Medium. Chem. Eng. J. 2023, 467, 143493. [Google Scholar] [CrossRef]
- Guillemin, J.P.; Schaer, E.; Marchal, P.; Lemaître, C.; Nonnet, H.; Ledieu, A. A Mass Conservative Approach to Model the Ultrasonic De-Agglomeration of ZnO Nanoparticle Suspension in Water. Powder Technol. 2012, 219, 59–64. [Google Scholar] [CrossRef]
- Wen, J.; Wu, C.; Bi, X.; Zhang, S.; Ouyang, H.; Ye, J.; Ohnuki, T.; Yu, Q. Soil pH Change Induced by Smelting Activities Affects Secondary Carbonate Production and Long-Term Cd Activity in Subsoils. Appl. Geochem. 2023, 152, 105663. [Google Scholar] [CrossRef]
- Gui, Q.; Hu, Y.; Wang, S.; Zhang, L. Mechanism of Synergistic Pretreatment with Ultrasound and Ozone to Improve Gold and Silver Leaching Percentage. Appl. Surf. Sci. 2022, 576, 151726. [Google Scholar] [CrossRef]
- Tian, J.; Chen, B.; Xia, H.; Yang, W.; Dai, L.; Zhang, L. Ultrasound-Assisted Enhanced Leaching of Lithium and Fluoride Compounds from Waste Cathode Carbon: Comprehensive Recovery and Leaching Mechanism. Sep. Purif. Technol. 2025, 354, 129190. [Google Scholar] [CrossRef]
- Tsuneda, T.; Taketsugu, T. Theoretical Investigations on Hydrogen Peroxide Decomposition in Aquo. Phys. Chem. Chem. Phys. 2018, 20, 24992–24999. [Google Scholar] [CrossRef]
- Lashari, A.A.; Kazi, T.G.; Baig, J.A.; Afridi, H.I.; Lashari, A.; Kandhro, F. An Ultrasound Assisted Modified Solid Phase Micro-Extraction Technique for Enrichment of Cadmium and Lead in Aqueous Extract of Coal Gangue Soil Samples. Geoderma 2023, 437, 116601. [Google Scholar] [CrossRef]
- Liu, Q.; Hu, Q.; Wang, D.; Yang, S.; He, K. Release Mechanism of Impurity Potassium in Molybdenum Concentrate Treatment Process. Trans. Nonferrous Met. Soc. China 2023, 33, 917–928. [Google Scholar] [CrossRef]
- Phaniendra, A.; Jestadi, D.B.; Periyasamy, L. Free Radicals: Properties, Sources, Targets, and Their Implication in Various Diseases. Ind. J. Clin. Biochem. 2015, 30, 11–26. [Google Scholar] [CrossRef]
- Jian, L.; Zhou, J.F. Hydrogen Peroxide Treatment Discoloration Industrial Sulfuric Acid. Guangdong Chem. Ind. 2020, 47, 12–13. (In Chinese) [Google Scholar]
- Marković, S.; Mitrić, M.; Starčević, G.; Uskoković, D. Ultrasonic De-Agglomeration of Barium Titanate Powder. Ultrason. Sonochem. 2008, 15, 16–20. [Google Scholar] [CrossRef] [PubMed]
- Kobayashi, D.; Hayashida, Y.; Sano, K.; Terasaka, K. Agglomeration and Rapid Ascent of Microbubbles by Ultrasonic Irradiation. Ultrason. Sonochem. 2011, 18, 1193–1196. [Google Scholar] [CrossRef]
- Li, C.; Tang, S.; Xu, Y.; Liu, F.; Li, M.; Zhi, X.; Ma, Y. Ultrasonic-Assisted Activated Carbon Separation Removing Bacterial Endotoxin from Salvia Miltiorrhizae Injection. Ultrason. Sonochem. 2024, 103, 106781. [Google Scholar] [CrossRef]
- Li, C.; Ma, Y.; Shen, X.; Chen, W.; Zhou, Y.; Zhi, X. Ultrasonic-Assisted Supercritical Fluid Separation Removing Plasticizers from Ganoderma Lucidum Spores’ Oil. Ultrason. Sonochem. 2023, 100, 106622. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Zhang, S.; Liu, Q.; Chen, L.; Xian, Y.; Wang, Y. Ultrasonic Pretreatment for Enhancing Flotation Separation of Elemental Sulfur and Silver-Bearing Lead Minerals from an Oxidative Pressure Leaching Residue of Zinc Sulfide. Miner. Eng. 2024, 205, 108495. [Google Scholar] [CrossRef]
- Zhong, X.; Huang, C.; Chen, L.; Yang, Q.; Huang, Y. Effect of Ultrasound on the Kinetics of Anti-Solvent Crystallization of Sucrose. Ultrason. Sonochem. 2022, 82, 105886. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Ji, H.; Koppala, S.; Zhang, Y.; Song, D.; Yan, Y.; Phan, D.; Le, T.; Zhang, L. Efficient and Eco-Friendly Cadmium Ion Recycling: Ultrasonic Enhancement of Aluminum Powder Replacement for Low-Temperature Industrial Applications. Ultrason. Sonochem. 2024, 102, 106764. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Content (wt. %) | Element | Content (wt. %) |
|---|---|---|---|
| Pb | 41.68 | Si | 0.3 |
| Cd | 14.33 | Ca | 0.3 |
| S | 7.1 | Se | 0.3 |
| Cl | 1.07 | Na | 0.2 |
| Zn | 1.02 | Ag | 0.1 |
| Fe | 1 | Sn | 0.1 |
| Bi | 0.9 | Mn | 0.08 |
| Sb | 0.8 | Al | 0.06 |
| Tl | 0.7 | Cs | 0.06 |
| Cu | 0.6 | Br | 0.04 |
| As | 0.5 | Hg | 0.03 |
| Element | Raw Flue Dust | CWO | UWO |
|---|---|---|---|
| Pb | 41.68 | 64.02 | 67.83 |
| Cd | 14.33 | 2.43 | 0.23 |
| S | 7.1 | 10.03 | 9.88 |
| Cl | 1.07 | 0.08 | 0.08 |
| Zn | 1.02 | 0.05 | 0.05 |
| Fe | 1 | 0.07 | 0.05 |
| Bi | 0.9 | 0.75 | 0.02 |
| Sb | 0.8 | - | - |
| Tl | 0.7 | 0.25 | 0.02 |
| Cu | 0.6 | 0.41 | 0.03 |
| As | 0.5 | - | - |
| Si | 0.3 | 0.16 | 0.11 |
| Ca | 0.3 | 0.18 | 0.03 |
| Se | 0.3 | 0.12 | 0.02 |
| Na | 0.2 | 0.08 | 0.02 |
| Ag | 0.1 | 0.09 | 0.01 |
| Sn | 0.1 | - | - |
| Mn | 0.08 | - | - |
| Al | 0.06 | 0.04 | 0.01 |
| Cs | 0.06 | - | - |
| Br | 0.04 | - | 0.01 |
| Hg | 0.03 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, T.; Xie, Y.; Lenh, P.D.; Le, T.; Zhang, L. Lead Recovery from Flue Dust by Using Ultrasonic-Enhanced Hydrogen Peroxide Water Washing. Recycling 2025, 10, 150. https://doi.org/10.3390/recycling10040150
Wang T, Xie Y, Lenh PD, Le T, Zhang L. Lead Recovery from Flue Dust by Using Ultrasonic-Enhanced Hydrogen Peroxide Water Washing. Recycling. 2025; 10(4):150. https://doi.org/10.3390/recycling10040150
Chicago/Turabian StyleWang, Tian, Yuxi Xie, Phan Duc Lenh, Thiquynhxuan Le, and Libo Zhang. 2025. "Lead Recovery from Flue Dust by Using Ultrasonic-Enhanced Hydrogen Peroxide Water Washing" Recycling 10, no. 4: 150. https://doi.org/10.3390/recycling10040150
APA StyleWang, T., Xie, Y., Lenh, P. D., Le, T., & Zhang, L. (2025). Lead Recovery from Flue Dust by Using Ultrasonic-Enhanced Hydrogen Peroxide Water Washing. Recycling, 10(4), 150. https://doi.org/10.3390/recycling10040150