
Redispersibility of Paper Under Low Agitation and How It Deteriorates over Time


Abstract

1. Introduction
2. Results and Discussion
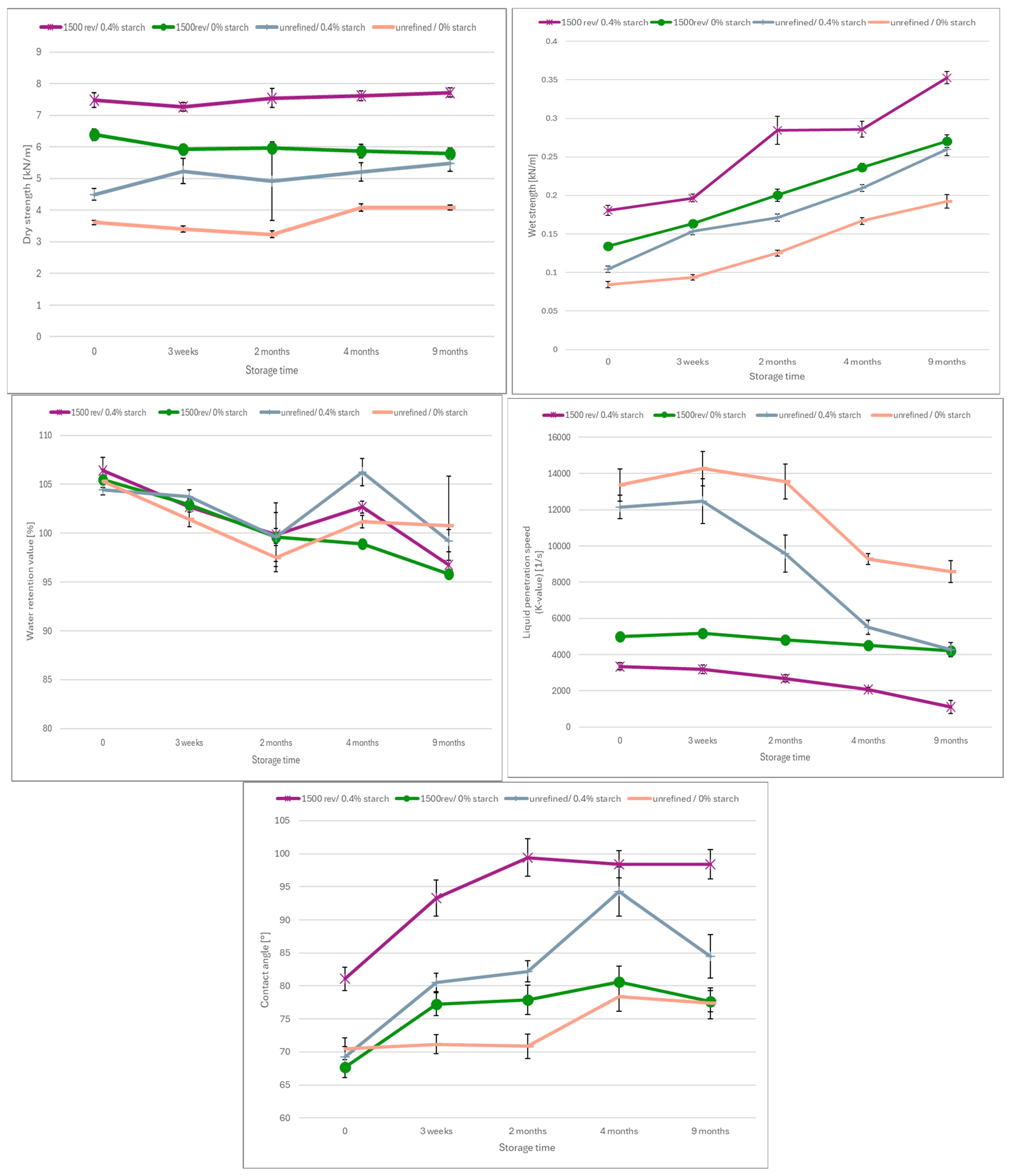
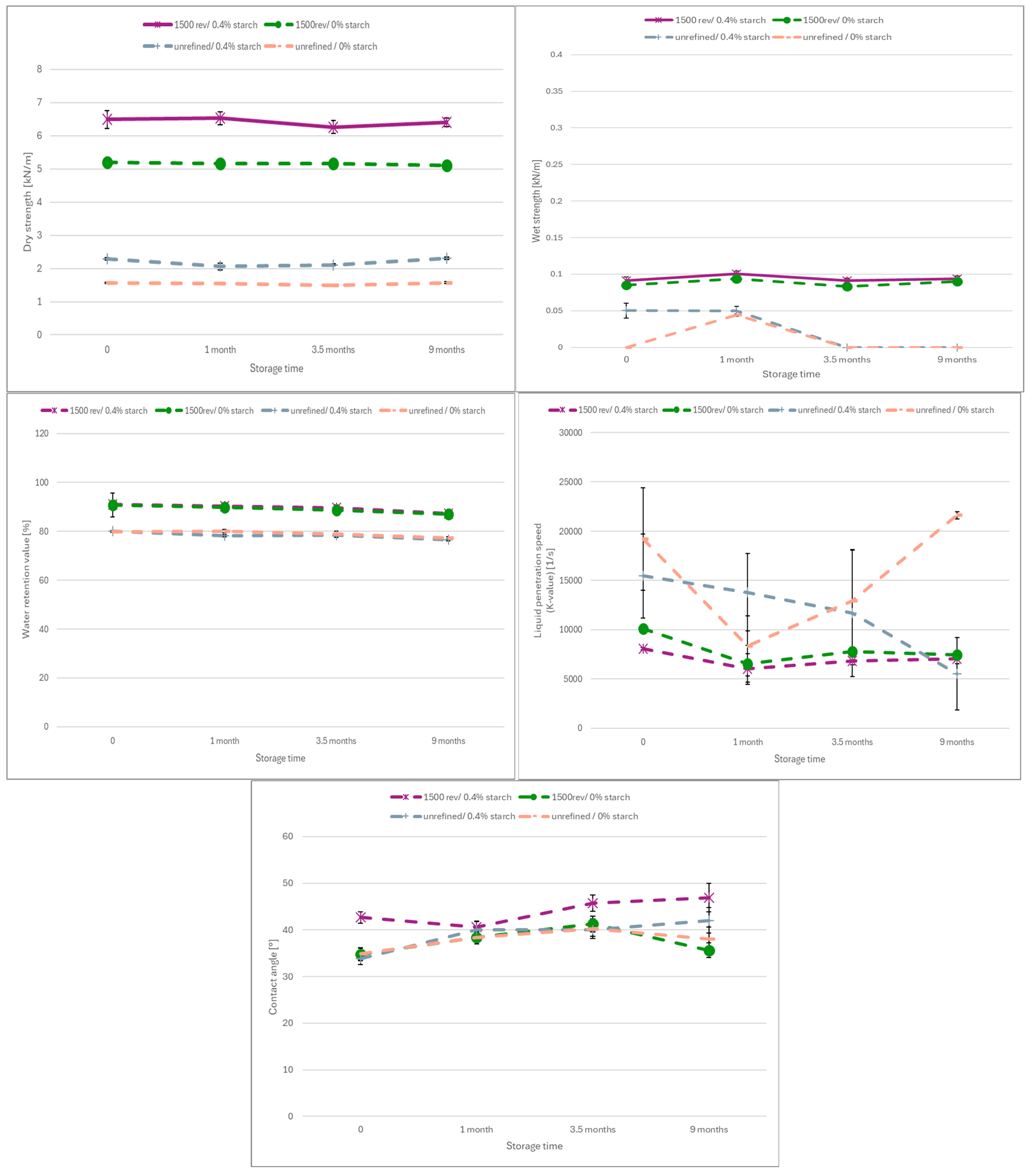
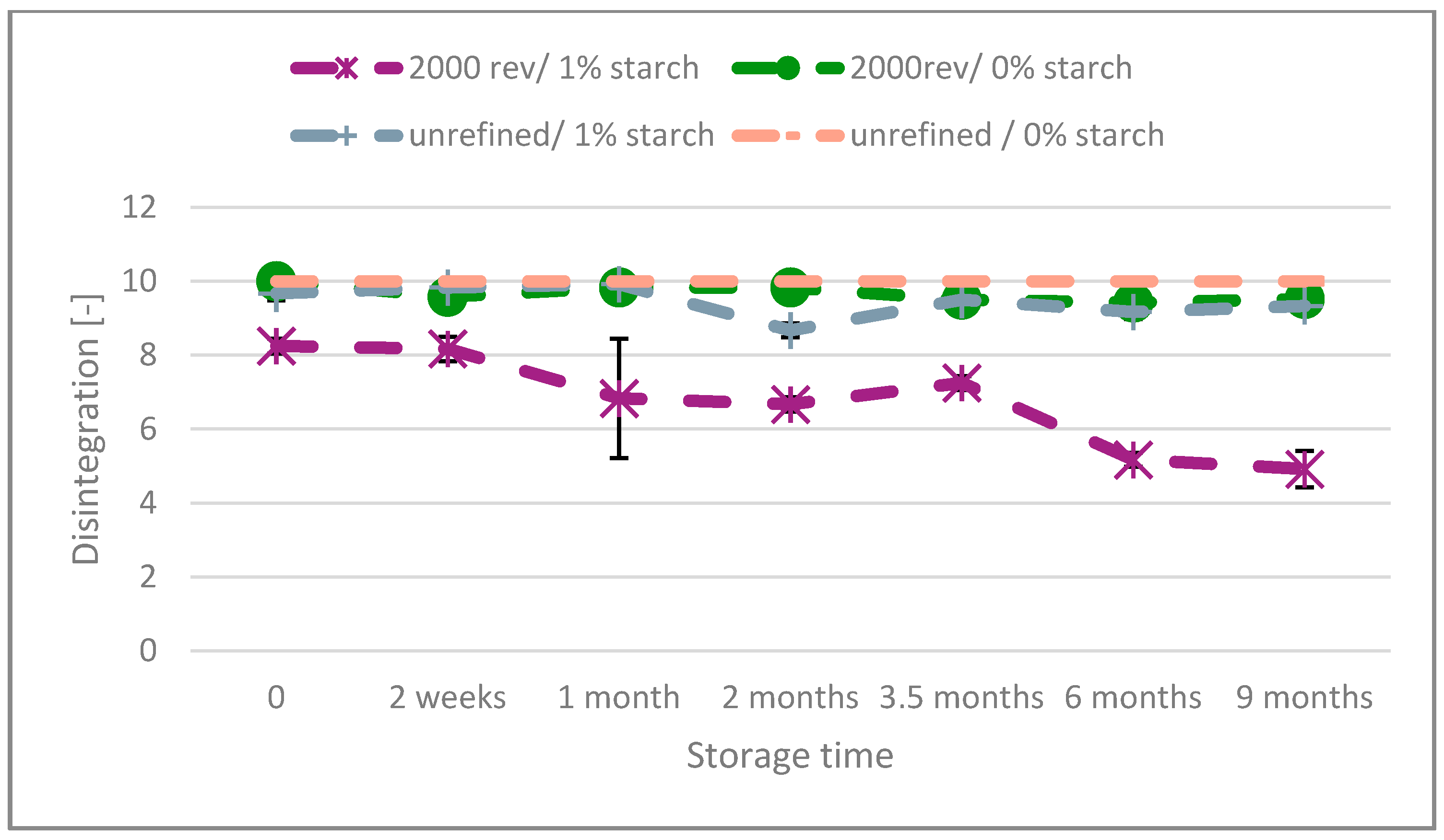
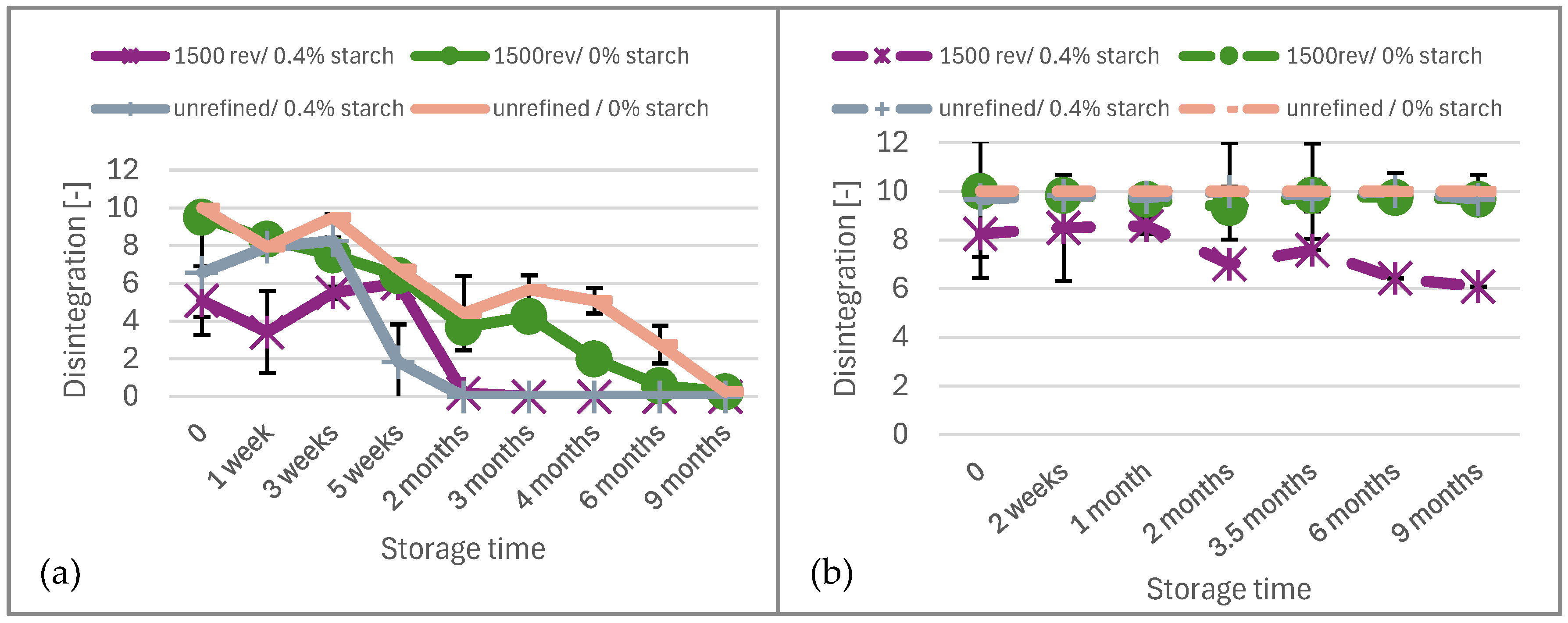
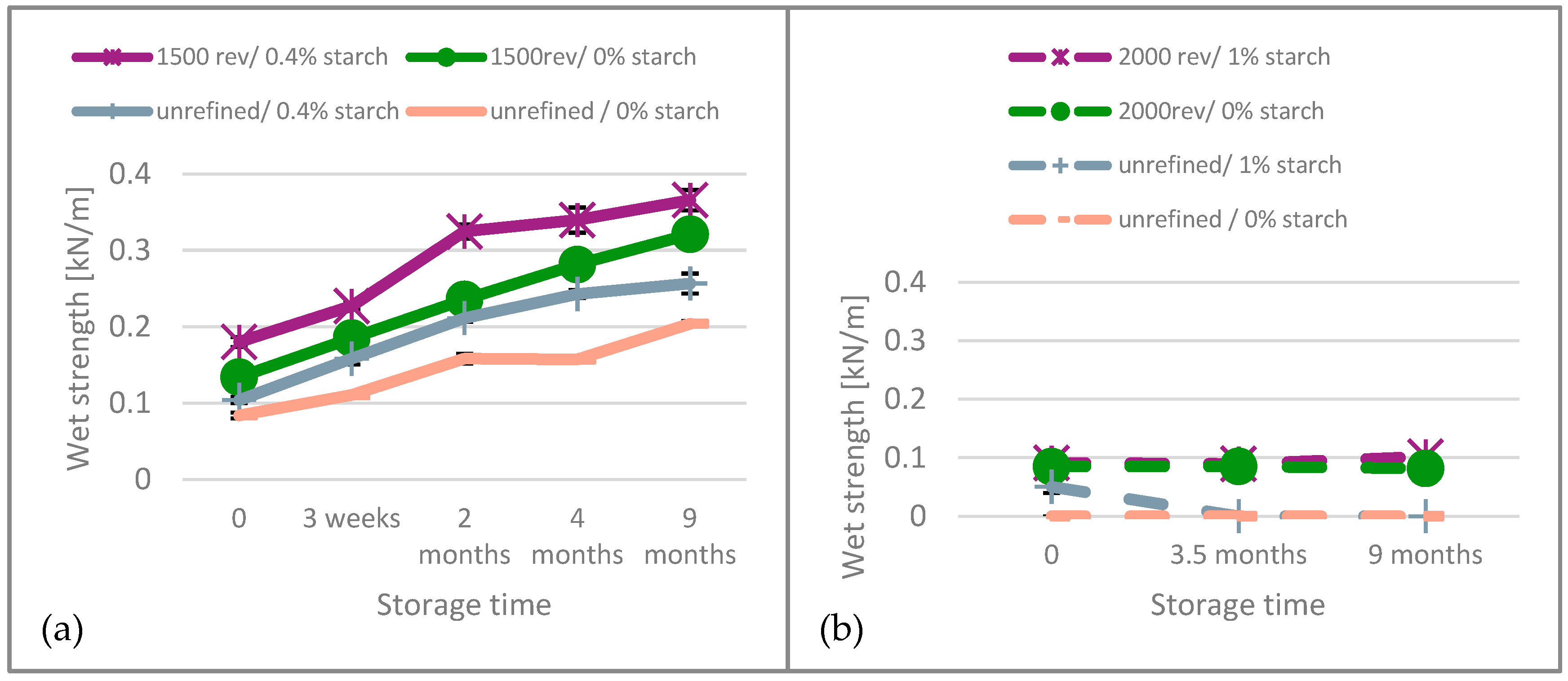
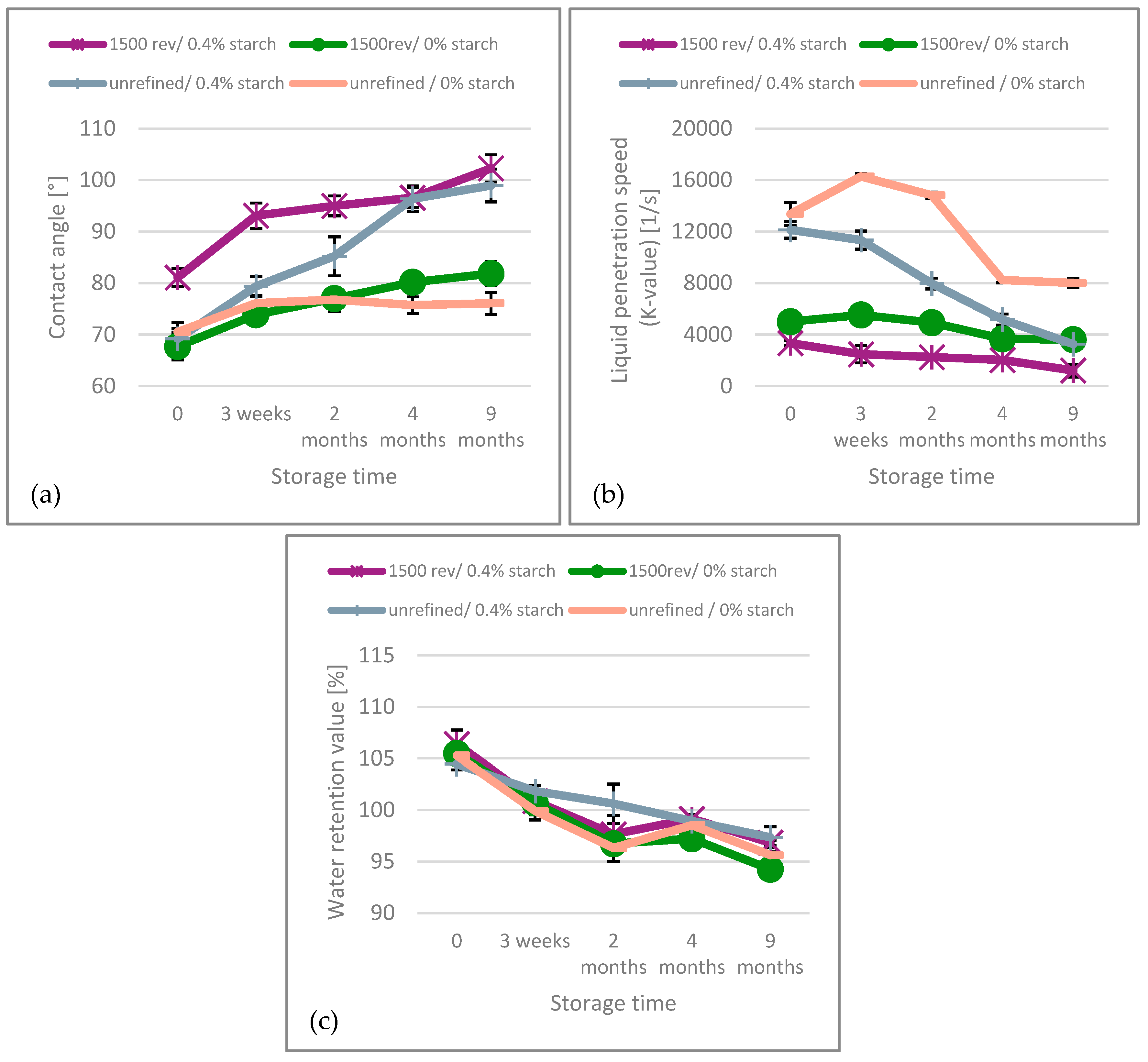
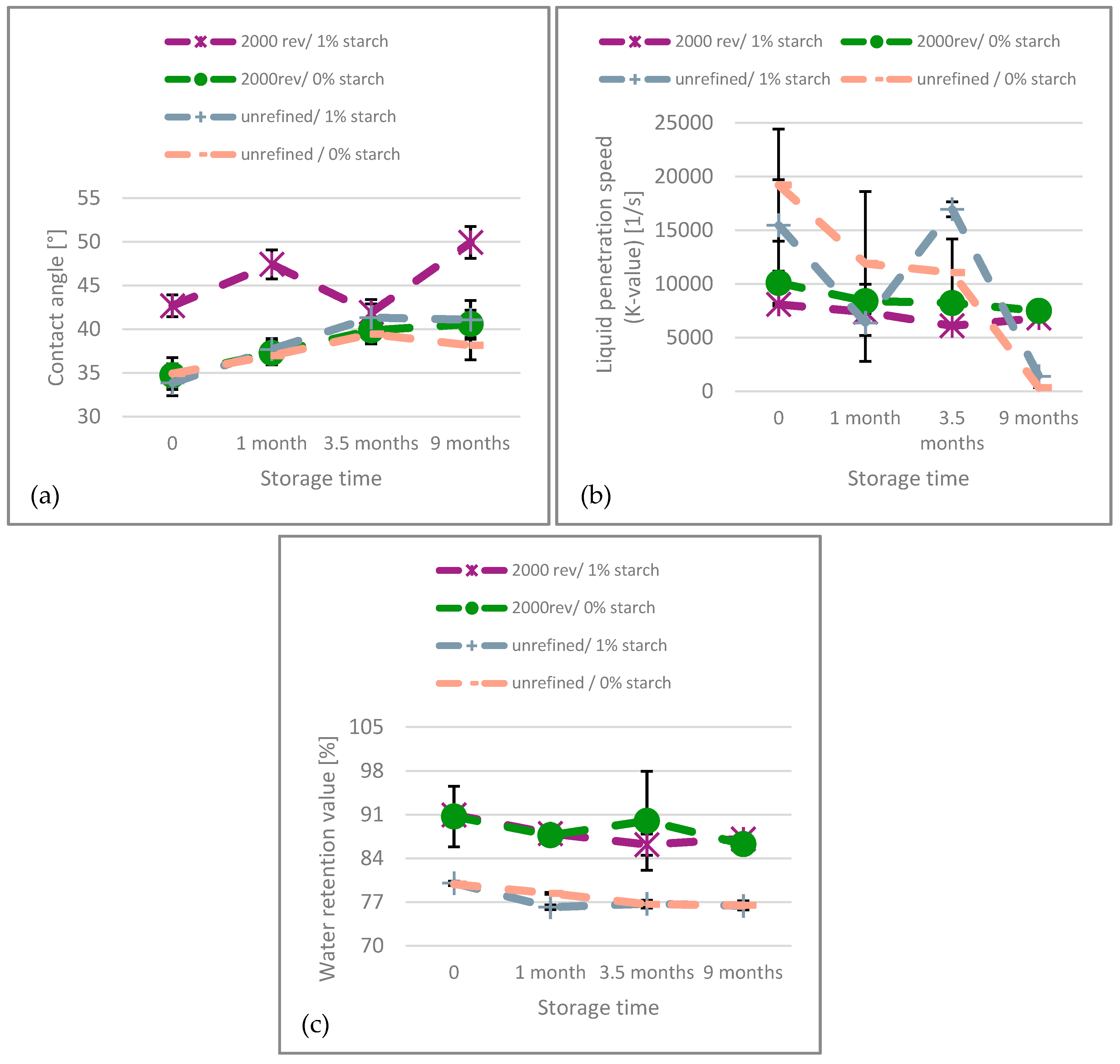
2.1. Physical Properties and Their Changes over Aging Time
Water Uptake Properties
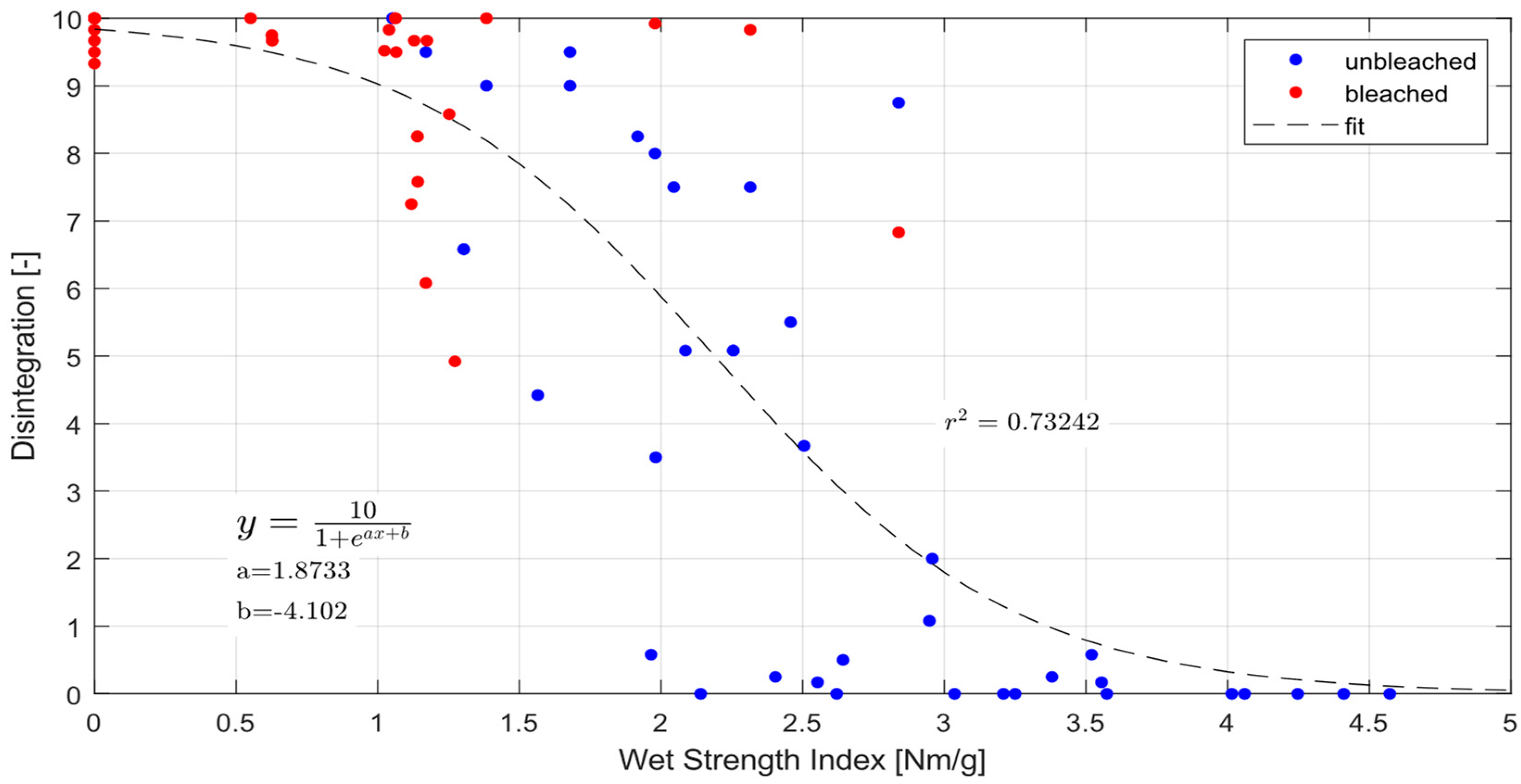
2.2. Aging Mechanisms Related to Water-Fiber Interaction
3. Materials and Methods
3.1. Materials
Design of Experiments
3.2. Methods
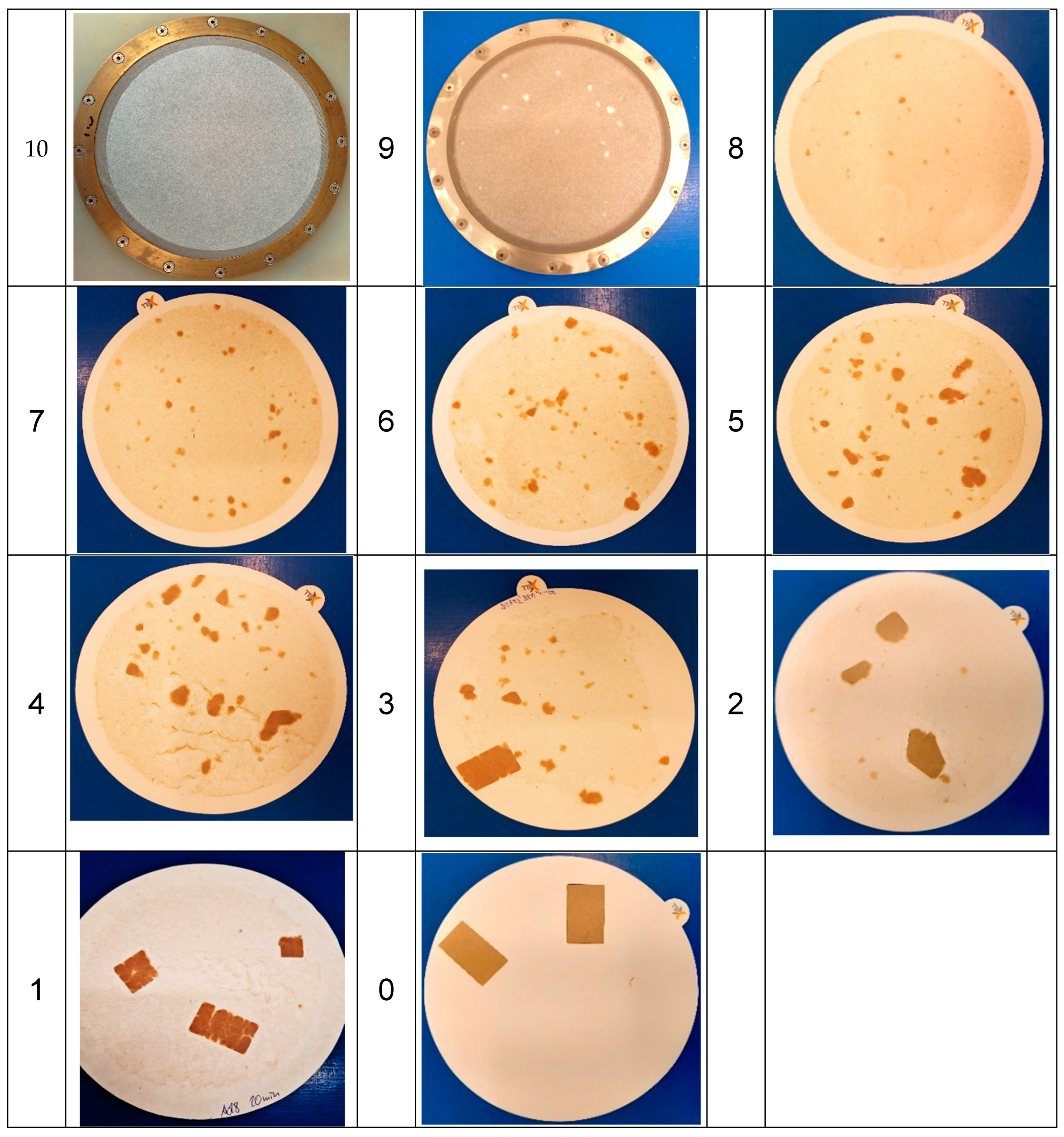
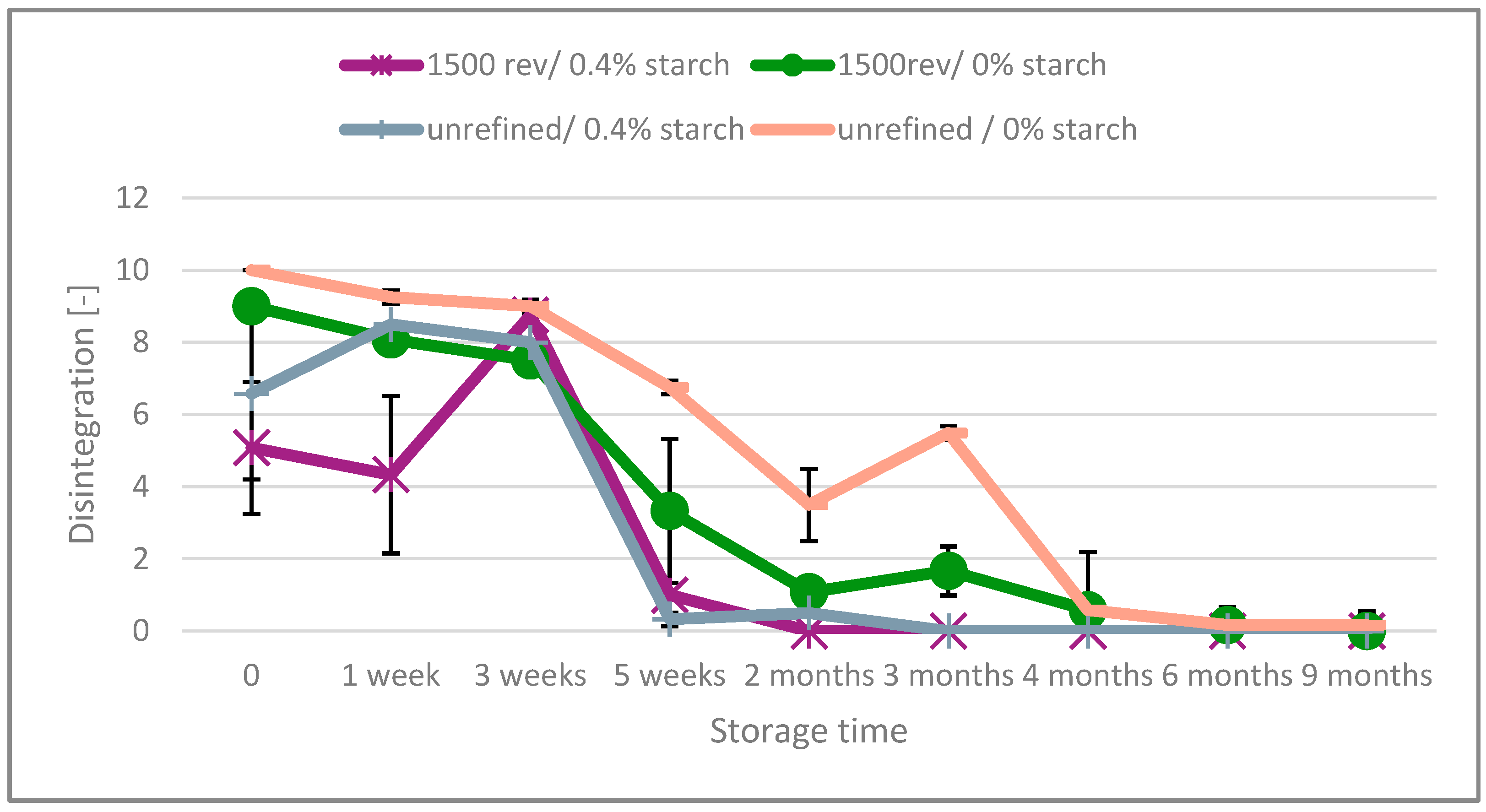
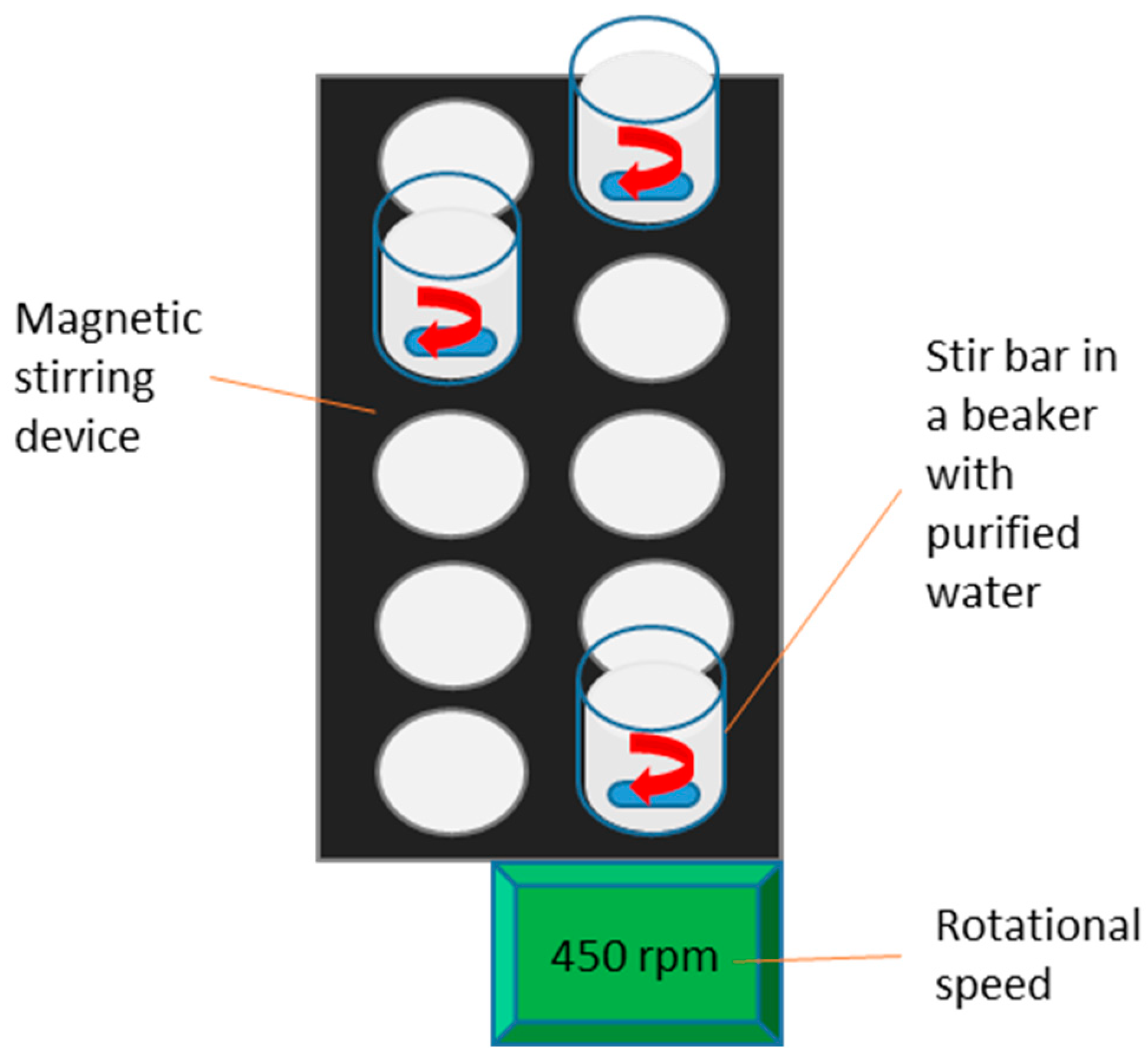
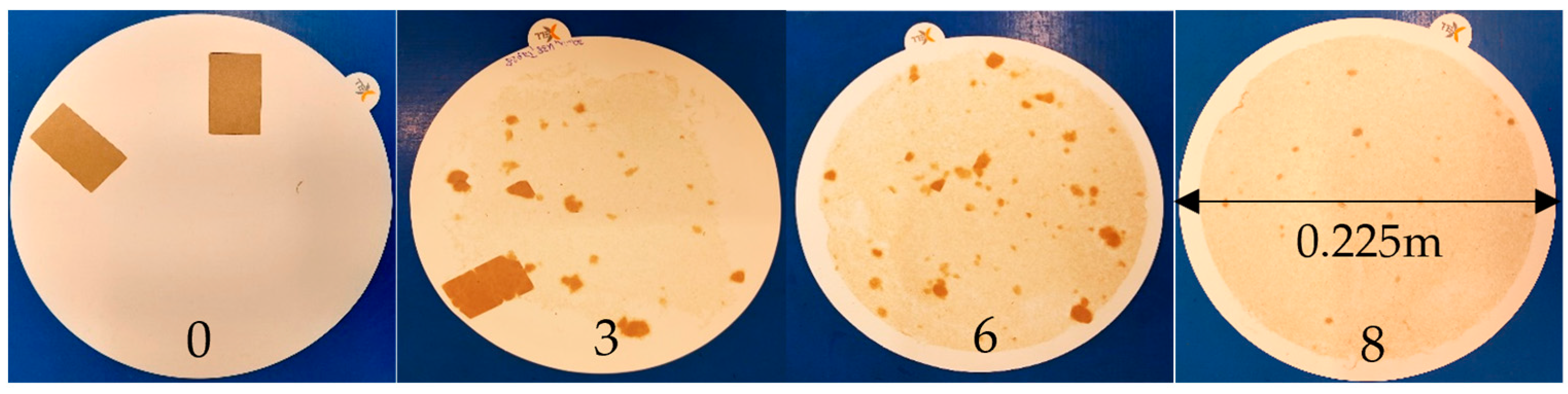
3.2.1. Low Agitation Paper Disintegration Test
3.2.2. Tensile Strength (Wet and Dry)
3.2.3. Water Retention Value
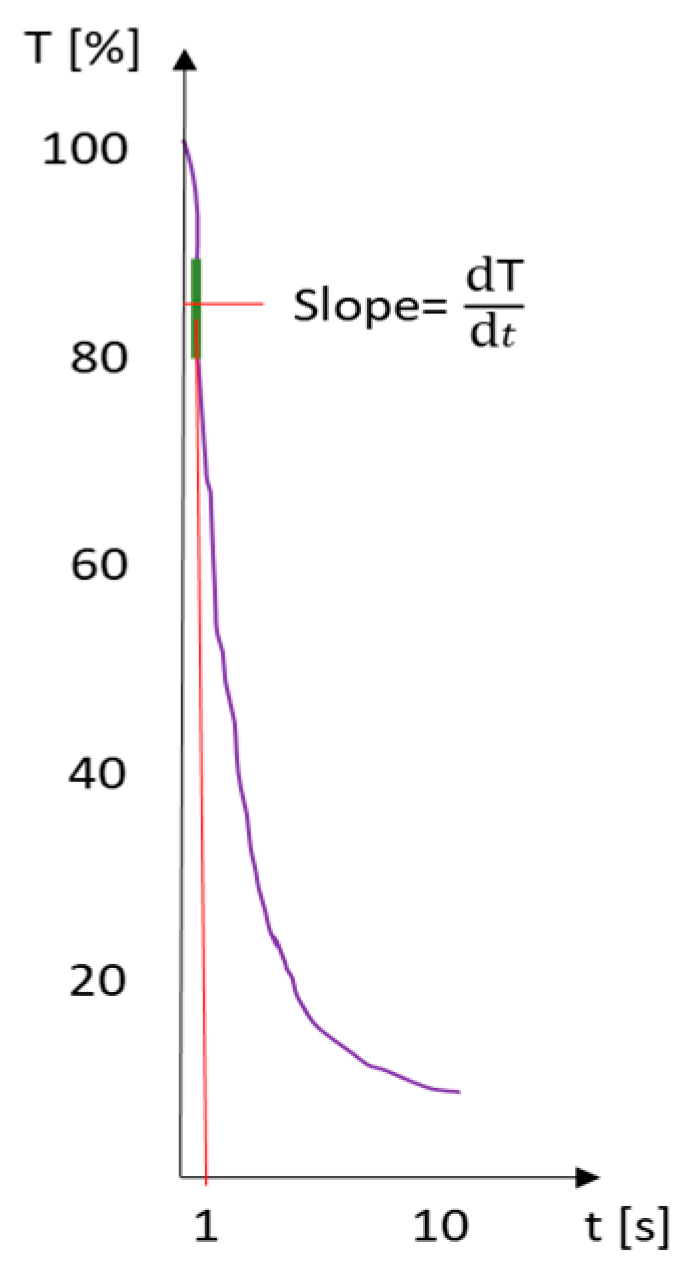
3.2.4. K-Value–Penetration Velocity
3.2.5. Contact Angle
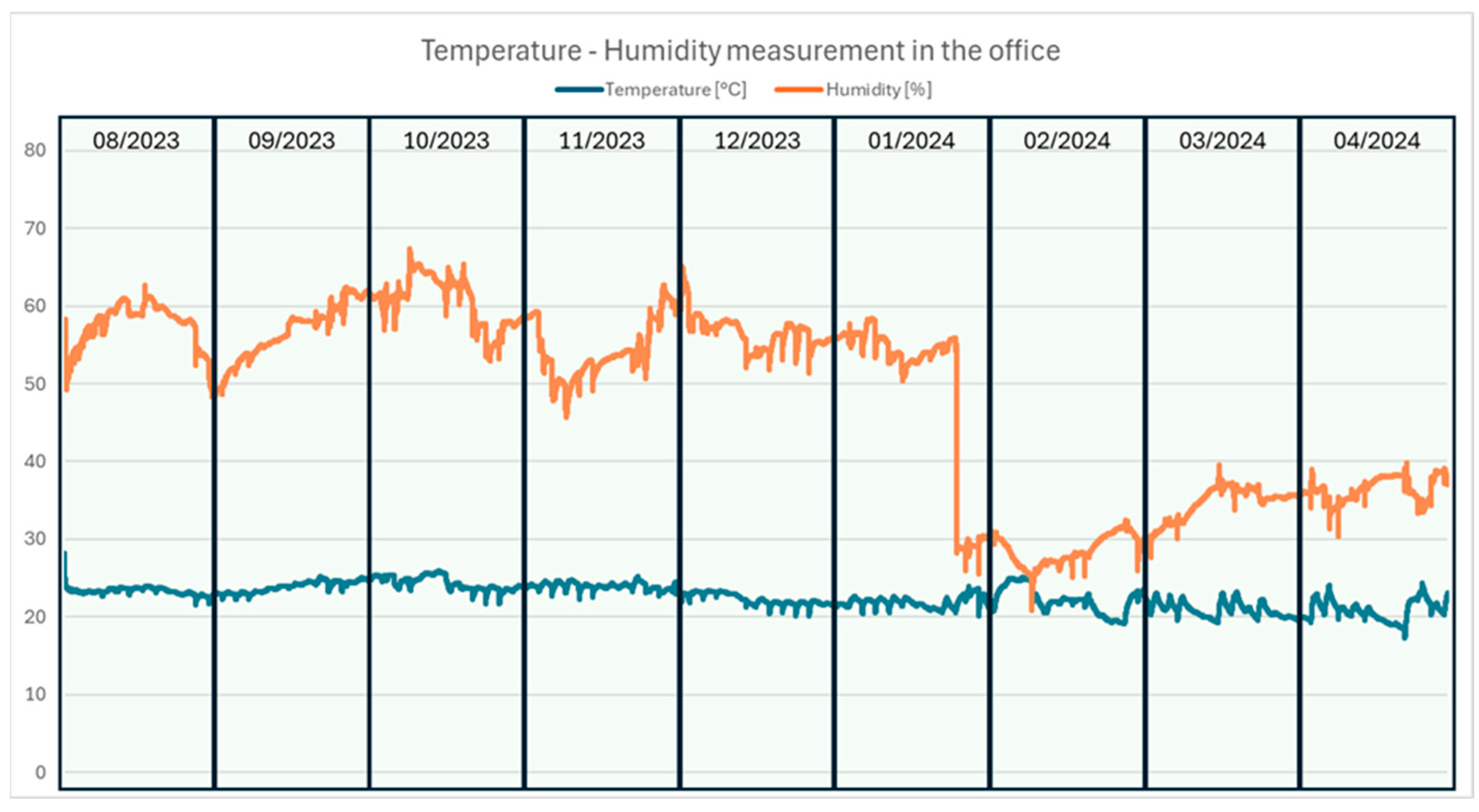
3.2.6. Aging Under Different Storage Conditions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B
References
- Senarathna, W.G.C.; Sulaksha, L.G.; Weerarathn, D.; Jayathma, W.M.V.; Gamage, D.G.M.; Thennakoon, T.M.T.; Hewage, H.T.; Panagoda, L.P.S.; Sandunika, D.M.; Perera, M.D. Paper Recycling for a Sustainable Future: Global Trends. J. Res. Technol. Eng. 2023, 4, 169–186. [Google Scholar]
- Villanueva, A.; Wenzel, H. Paper Waste—Recycling, Incineration or Landfilling? A Review of Existing Life Cycle Assessments. Waste Manag. 2007, 27, 29–46. [Google Scholar] [CrossRef]
- Mirković, I.B.; Bolanča, Z.; Medek, G. Impact of Aging and Recycling on Optical Properties of Cardboard for Circular Economy. Recycling 2024, 9, 112. [Google Scholar] [CrossRef]
- Di Foggia, G.; Beccarello, M. An Overview of Packaging Waste Models in Some European Countries. Recycling 2022, 7, 38. [Google Scholar] [CrossRef]
- European Environment Agency. Reaching 2030’s Residual Municipal Waste Target: Why Recycling Is Not Enough; European Environment Agency: Copenhagen, Denmark, 2022; pp. 1–15. [Google Scholar]
- Naithani, V.; Lucia, L.; Banerjee, S. High-Bulk Water Dispersible Paper-Based Composites. ACS Sustain. Chem. Eng. 2017, 5, 11334–11338. [Google Scholar] [CrossRef]
- Saito, K. Water-Dispersible Wrapping Paper and Wrapping Paper. Patent No. JP3472494B2, 2 December 1998. [Google Scholar]
- Caspar, T.; Gaspareto, D.; Gaultney, L.D.; Ross, G.; Hallahan, B.; Hallahan, D.; Johnson, B.D.; Jones, B.H.; Kratz, K.; Lakshmanan, P.; et al. Plant Artificial Seeds and Methods for the Production Thereof. Australian Patent AU2012358929B2, 27 June 2013. [Google Scholar]
- Green, B. Water-Dispersible and Biodegradable Films for the Packaging of Liquids and Moisture-Sensitive Materials. Patent No. US20210032002A1, 4 February 2021. [Google Scholar]
- Banks, M.S. Water Disintegratable Soap Package. Patent No. US2539395A, 6 November 1946. [Google Scholar]
- Koyama, M.; Kishimoto, M.; Ishino, Y. Water-Dispersible Paper. Patent No. US 9,388,532 B2, 12 July 2016. [Google Scholar]
- Pfennich, A.C.; Schoeffmann, E.A.; Lammer, H.; Hirn, U. Water-Soluble Paper for Packaging Applications—Balancing Material Strength and Dispersibility. Nord. Pulp. Pap. Res. J. 2023, 8, 521–532. [Google Scholar] [CrossRef]
- Blechschmidt, J.; Dobschall, E.; Blechschmidt, J.; Heinemann, S.; Fischer, K.; Bäurich, C.; Naujock, V.P.H.; Gliese, T.; Kleemann, S.; Naujock, H.; et al. Taschenbuch Der Papiertechnik; Hanser: München, Germany, 2021; 7 (167–195) and 9 (252–294); ISBN 9783446438026. [Google Scholar]
- Tervahartiala, T.; Hildebrandt, N.C.; Piltonen, P.; Schabel, S.; Valkama, J.P. Potential of All-Cellulose Composites in Corrugated Board Applications: Comparison of Chemical Pulp Raw Materials. Packag. Technol. Sci. 2018, 31, 173–183. [Google Scholar] [CrossRef]
- Gigac, J.; Fišerová, M. Influence of Pulp Refining on Tissue Paper Properties. Tappi J. 2008, 7, 27–32. [Google Scholar] [CrossRef]
- Yang, R.; Luettgen, C. Repulping of Wet Strength Paper Towel with Potassium Monopersulfate. Tappi J. 2020, 19, 463–470. [Google Scholar] [CrossRef]
- Su, J.; Mosse, W.K.J.; Sharman, S.; Batchelor, W.; Garnier, G. Paper Strength Development and Recyclability with Polyamideamine-Epichlorohydrin (PAE). BioResources 2012, 7, 913–924. [Google Scholar] [CrossRef]
- Adel, A.M.; Dupont, A.L.; Abou-Yousef, H.; El-Gendy, A.; Paris, S.; El-Shinnawy, N. A Study of Wet and Dry Strength Properties of Unaged and Hygrothermally Aged Paper Sheets Reinforced with Biopolymer Composites. J. Appl. Polym. Sci. 2014, 131, 9212–9224. [Google Scholar] [CrossRef]
- Bhardwaj, N.K.; Rajan, V. Wet Strength Paper Repulping: Effect of Process Variables. Appita J. 2004, 57, 305–310. [Google Scholar]
- Cho, B.U.; Ryu, J.Y.; Song, B.K. Factors Influencing Deflaking Kinetics in Repulping to Produce Molded Pulp. J. Ind. Eng. Chem. 2009, 15, 119–123. [Google Scholar] [CrossRef]
- Hirn, U.; Schennach, R. Comprehensive Analysis of Individual Pulp Fiber Bonds Quantifies the Mechanisms of Fiber Bonding in Paper. Sci. Rep. 2015, 5, 10503. [Google Scholar] [CrossRef]
- Jayme, G. Micro-Swelling Measurement in Cellulosic Pulp. Wochenbl. Pap. 1944, 6, 187–194. [Google Scholar]
- Lindström, T. The Porous Lamellar Structure of the Cell Wall; Marcel Dekker: New York, NY, USA, 1986; pp. 99–109. [Google Scholar]
- Salmén, L.; Stevanic, J.S. Effect of Drying Conditions on Cellulose Microfibril Aggregation and “Hornification”. Cellulose 2018, 25, 6333–6344. [Google Scholar] [CrossRef]
- Scallan, A.M.; Laivins, G.V. The Mechanism of Hornification of Wood Pulps. In Products of Papermaking; FRC: Manchester, UK, 2018; pp. 1235–1260. [Google Scholar] [CrossRef]
- Kato, K.L.; Cameron, R.E. A Review of the Relationship between Thermally-Accelerated Ageing of Paper and Hornification. Cellulose 1999, 6, 23–40. [Google Scholar] [CrossRef]
- Małachowska, E.; Pawcenis, D.; Dańczak, J.; Paczkowska, J.; Przybysz, K. Paper Ageing: The Effect of Paper Chemical Composition on Hydrolysis and Oxidation. Polymers 2021, 13, 1029. [Google Scholar] [CrossRef]
- Koura, A.; Krause, T. Warum Altert Papier? In Die Alterung von Papier, Teil II. der Einfluß der Mahlung auf die Alterung ligninfreier Faserstoffe; Papier: Camden, UK, 1978; pp. 189–194. [Google Scholar]
- Carter, H.A. The Chemistry of Paper Preservation: Part 1. The Aging of Paper and Conservation Techniques. J. Chem. Educ. 1996, 73, 417–420. [Google Scholar] [CrossRef]
- Zervos, S. Natural and Accelerated Ageing of Cellulose and Paper: A Literature Review. In Cellulose: Structure and Properties, Derivatives and Industrial Uses; Nova Publishing: New York, NY, USA, 2010; pp. 155–203. [Google Scholar]
- Area, M.C.; Cheradame, H. Paper Aging and Degradation: Recent Findings and Research Methods. BioResources 2011, 6, 5307–5337. [Google Scholar] [CrossRef]
- Małachowska, E.; Dubowik, M.; Boruszewski, P.; Łojewska, J.; Przybysz, P. Influence of Lignin Content in Cellulose Pulp on Paper Durability. Sci. Rep. 2020, 10, 19998. [Google Scholar] [CrossRef] [PubMed]
- Pawlak, J.; Frazier, R. Review: The Softness of Hygiene Tissue. BioResources 2022, 17, 3509–3550. [Google Scholar] [CrossRef]
- Lahti, J.; Kouko, J.; Hirn, U. Time-Dependent Mechanical Response of Paper during Web-Fed High-Speed Inkjet Printing. Nord. Pulp. Pap. Res. J. 2019, 34, 107–116. [Google Scholar] [CrossRef]
- Waldner, C.; Mayrhofer, A.; Hirn, U. Measuring Liquid Penetration in Thin, Porous Sheets with Ultrasound and Drop Absorption—Scope and Limitations. Colloids Surfaces A Physicochem. Eng. Asp. 2022, 650, 129551. [Google Scholar] [CrossRef]
- Dodson, C.T.J. A Survey of Paper Mechanics in Fundamental Terms. In The Fundamental Properties of Paper Related to Its Uses; FRC: Manchester, UK, 1973; pp. 202–226. [Google Scholar] [CrossRef]
- Fellers, C.; Iversen, T.; Lindstrom, T.; Nilsson, T.; Rigdahl, M. Ageing/Degradation of Paper, a Literature Survey. FoU-Proj. Papperskonservering 1989, 139, 47–48. [Google Scholar]
- Harter, T.; Bernt, I.; Winkler, S.; Hirn, U. Reduced Dispersibility of Flushable Wet Wipes after Wet Storage. Sci. Rep. 2021, 11, 7942. [Google Scholar] [CrossRef] [PubMed]
- Geffert, A.; Geffertova, J.; Stevulova, N.; Seman, B. The Change of Swelling of Pulp Fibres under Recycling. Solid State Phenom. 2016, 244, 161–167. [Google Scholar] [CrossRef]
- Okayama, T. The Effects of Recycling on Pulp and Paper Properties. Kami Pa Gikyoshi/Jpn. Tappi J. 2002, 56, 62–68. [Google Scholar] [CrossRef]
- Cildir, H.; Howarth, P. The Effect of Re-Use on Paper Strength. Pap. Technol. 13 1972, 10, 333. Available online: https://cir.nii.ac.jp/crid/1570572700078753152 (accessed on 20 march 2025).
- Gratton, M.F. The Recycling Potential of Calendared Newsprint Fibers. In Proceedings of the 1991 CPPA Recycling Forum, Montreal, QC, Canda, 29–31 October 1991; CPPA Press: Sacramento, CA, USA, 1991; p. 65. [Google Scholar]
- Trovagunta, R.; Marquez, R.; Tolosa, L.; Barrios, N.; Zambrano, F.; Suarez, A.; Pal, L.; Gonzalez, R.; Hubbe, M.A. Lignin Self-Assembly Phenomena and Valorization Strategies for Pulping, Biorefining, and Materials Development: Part 1. The Physical Chemistry of Lignin Self-Assembly. Adv. Colloid Interface Sci. 2024, 332, 103247. [Google Scholar] [CrossRef]
- Jain, S.K.; Biswas, O.; Pandey, P. To Improve the Disintegration Potential of Toilet Grade Tissue Paper. Nord. Pulp. Pap. Res. J. 2022, 37, 609–614. [Google Scholar] [CrossRef]
- Sealey, I.J.E.; Us, S.C.; Miller, B.T.; Us, S.C. SOFT, Low Lint, Through Air Dried Tissue and Method of Forming the Same. Patent No.: US 10,941,525 B2, 26 February 2017. [Google Scholar]
- Waldner, C.; Hirn, U. Ultrasonic Liquid Penetration Measurement in Thin Sheets—Physical Mechanisms and Interpretation. Materials 2020, 13, 2754. [Google Scholar] [CrossRef] [PubMed]
- Krainer, S.; Hirn, U. Contact Angle Measurement on Porous Substrates: Effect of Liquid Absorption and Drop Size. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 619, 126503. [Google Scholar] [CrossRef]
- Małachowska, E.; Dubowik, M.; Boruszewski, P.; Przybysz, P. Accelerated Ageing of Paper: Effect of Lignin Content and Humidity on Tensile Properties. Herit. Sci. 2021, 9, 132. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulp | Non-Ionic Surfactant [%] | Cationic Starch [%] | PFI Refining [Revolutions] |
|---|---|---|---|
| Unbleached pulp | 0 | 0.4 | 1500 |
| 0.2 | 0.4 | 1500 | |
| 0 | 0.4 | 0 | |
| 0 | 0 | 0 | |
| 0 | 0 | 1500 | |
| Bleached pulp | 0 | 1 | 2000 |
| 0.2 | 1 | 2000 | |
| 0 | 1 | 0 | |
| 0 | 0 | 0 | |
| 0 | 0 | 2000 |
| Unbleached Paper | Bleached Paper | |
|---|---|---|
| Test 1 | Day 0 | Day 0 |
| Test 2 | 1 week | 2 weeks |
| Test 3 | 3 weeks | 1 month |
| Test 4 | 5 weeks | 2 months |
| Test 5 | 2 months | 3.5 months |
| Test 6 | 3 months | 6 months |
| Test 7 | 4 months | 9 months |
| Test 8 | 6 months | |
| Test 9 | 9 months |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pfennich, A.C.; Hirn, U. Redispersibility of Paper Under Low Agitation and How It Deteriorates over Time. Recycling 2025, 10, 92. https://doi.org/10.3390/recycling10030092
Pfennich AC, Hirn U. Redispersibility of Paper Under Low Agitation and How It Deteriorates over Time. Recycling. 2025; 10(3):92. https://doi.org/10.3390/recycling10030092
Chicago/Turabian StylePfennich, Andrea Christine, and Ulrich Hirn. 2025. "Redispersibility of Paper Under Low Agitation and How It Deteriorates over Time" Recycling 10, no. 3: 92. https://doi.org/10.3390/recycling10030092
APA StylePfennich, A. C., & Hirn, U. (2025). Redispersibility of Paper Under Low Agitation and How It Deteriorates over Time. Recycling, 10(3), 92. https://doi.org/10.3390/recycling10030092