Abstract
As the severe environmental impacts of plastic pollution demand determined action, the European Union (EU) has included recycling at the core of its policies. Consequently, evolving jurisdiction now aims to achieve a recycling rate of 65% for non-PET plastic bottles by 2040. However, the widespread use of post-consumer high-density polyethylene (rPE-HD) recyclates in household chemical containers is still limited by PP contamination, poor mechanical properties, and low environmental stress cracking resistance (ESCR). Although previous studies have explored the improvement of regranulate properties through additives, few have examined whether reducing the variety of extrusion blow-moulded PE-HD packaging could offer similar benefits. Therefore, two sorted fractions of rPE-HD hollow bodies were processed into regranulates under industrial conditions, including hot washing, extrusion, and deodorisation. Subsequently, both materials underwent comprehensive characterisation regarding their composition and performance. The opaque material, which was sourced from milk bottles in the UK, exhibited greater homogeneity with minor impurities, leading to improved ductility and melt strain hardening at moderate strain rates compared to the mixed material stream, which contained approximately 2.5% PP contamination. However, both rPE-HD recyclates exhibited similar short-term creep behaviour, relatively low strain hardening moduli, and were almost devoid of inorganic particles. Considering the sum of the investigated properties, melt blending with suitable virgin material is likely one of the most effective options to maximise regranulate utilisation in hollow bodies, followed by recycling-oriented packaging design (e.g., for efficient sorting), and the employment of advanced sorting technology.
1. Introduction
With little exception [1], early and ongoing research has made it abundantly clear that the effects of anthropogenic plastic pollution on aquatic and terrestrial environments are not only detrimental to the respective ecosystems but also rather complex [2]. However, prior to 2010, the essential role of active environmental protection in waste management was barely acknowledged. Since then, the European Union (EU) has introduced several initiatives to address this issue, including the Green Deal, the Sustainable Development Goals, and the ISO 59000 series [3], promoting the transition to circular business models [4]. Despite these policy advancements, effective plastic recycling rates remain low (~26%—2023, EU) compared to primary production volumes [5]. To promote the effective utilisation of packaging plastics, which account for about one third of plastic use, emerging EU legislation now aims for a minimum recycling rate of 65% for non-“contact-sensitive” polyolefin plastic packaging by 2040, including single-use plastic bottles that are predominantly made from high-density polyethylene (PE-HD) [6,7]. Moreover, an initial set of guidelines (e.g., [8]) was created to encourage a recycling-focused packaging design approach. Mechanical recycling (MR), which is commonly employed to recover PE-HD resins, is currently the predominant process, owing to its economic competitiveness and relatively low environmental footprint compared to chemical approaches (e.g., dissolution, pyrolysis, and gasification) [9]. Nevertheless, MR also frequently yields materials of decreased value, due to undesirable colour, malodour, cross-contamination with polypropylene (PP), consequently impaired mechanical properties, and reduced environmental stress cracking resistance (ESCR), as compared to factory-fresh (“virgin”) resins [7,10].
These issues are often addressed by employing advanced recycling technology. Treatments with hot air, water vapour, or polyethylene glycol, for example, have been shown to effectively reduce the odour of post-consumer resins [11]. Additionally, recent developments in automated sorting systems feature the use of artificial intelligence and/or machine vision to enhance the general separation efficiency of plastics, as well as enabling the colour sorting of containers and flakes for increased regranulate purity [12,13]. Despite these technological advances, the cost of recycled PE-HD remains generally comparable to that of virgin material, and its economic competitiveness is therefore limited. Hence, increasing the utilisation of recyclates in manufacturing likely requires supportive policies (e.g., environmental taxes) to incentivise market uptake [14]. Alternative approaches to improve the mechanical properties of recycled PE-HD also include blending it with up to 20 wt.% of low-density polyethylene or high molecular mass polyethylene [10]. Furthermore, compatibilisers, such as olefin block copolymer (2–8 wt.%) or ethylene–propylene-diene rubber (5 wt.%), were used to increase the interfacial adhesion between otherwise immiscible polymers (e.g., PE-HD, PP) and thereby enhance ductility [15,16]. Also, inorganic substances like clays (e.g., 2–6 wt.% of montmorillonite [10]) improve ESCR but have considerably lower ductility [17]. However, these additives increase the variety of substances present in recycled resins, which impedes sorting [18] and ultimately, recycling.
Scenario assessments of the mechanical recycling process indicated that the unique advantage of reducing design diversity consists in a decrease of losses during sorting and recycling in general, and consequently allows for greater shares of recycled material to be utilised in products [19]. However, research addressing the reduction in the variety of rigid rPE-HD packaging as a “brand owner-driven” strategy for improving regranulate quality is still scarce. Therefore, this study investigated whether reducing the variety of rigid PE-HD packaging could improve the properties of the corresponding recyclates. In this work, recycled PE-HD (rPE-HD) flakes and corresponding regranulates from hot-washed, opaque, and multicoloured hollow body (<5 l) input streams were obtained from the British post-consumer milk bottle stream and the Austrian plastic packaging collection system. Both materials were tested comprehensively to identify possible differences in properties and performance that are related to packaging variety. For better comparison between both resins, a blend of opaque rPE-HD and PP homopolymer (PP−h) was also investigated. The polymer composition and ash content of the recycled materials were assessed prior to the mechanical tests and rheological analyses.
2. Results and Discussion
2.1. Base Characterisation
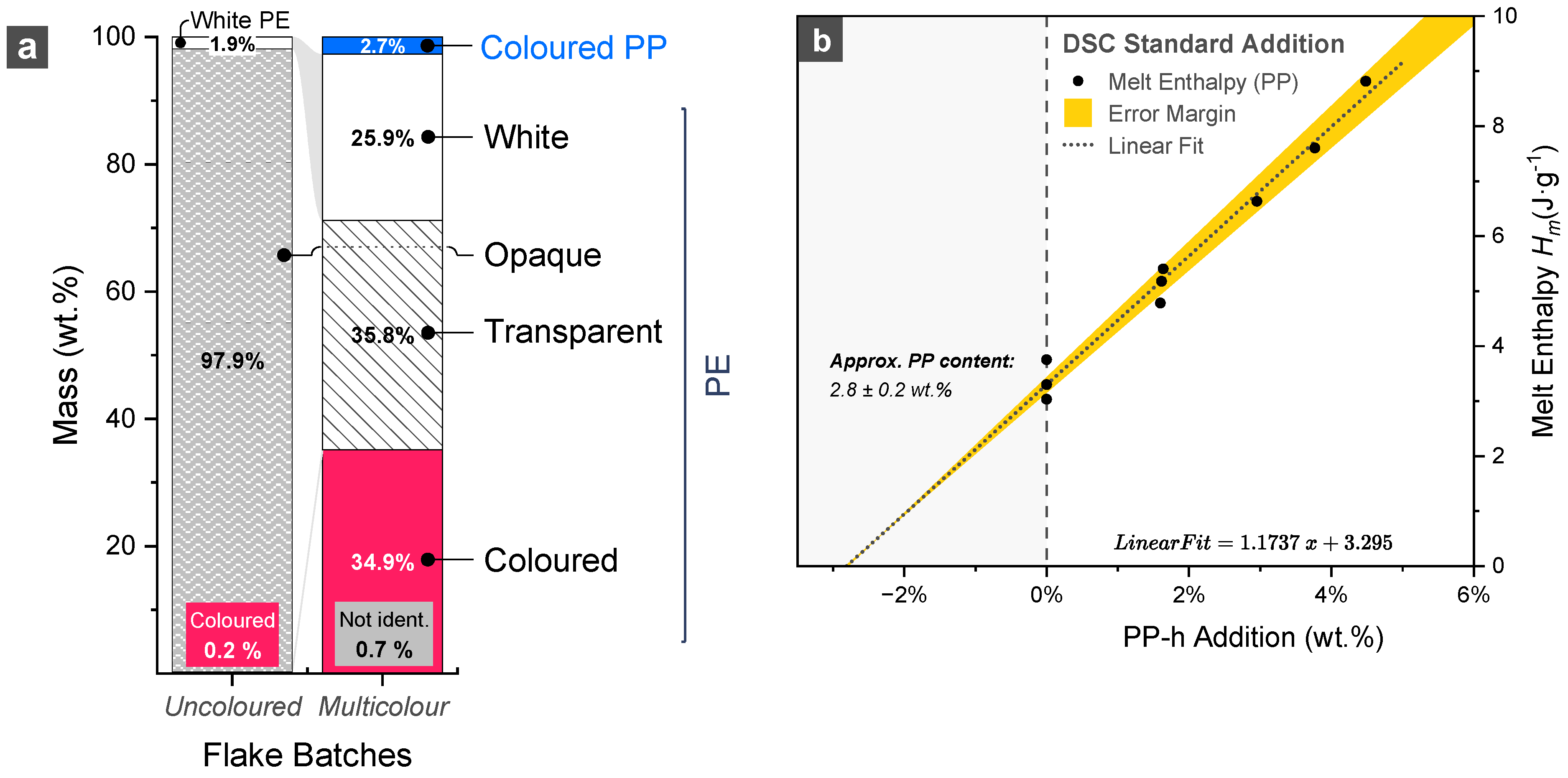
Random samples taken from the industrially prepared rPE-HD flake batches (Figure 1a) exhibited considerable differences in colour composition and PP contamination levels. The opaque flake sample comprised mostly opaque PE (97.9 wt.%) with smaller amounts of white (1.9 wt.%) and coloured (0.2 wt.%) PE flakes, indicating a PE content of ≥99.9 wt.%. In contrast, the multicoloured flake sample contained 2.7 wt.% coloured PP flakes, 0.7 wt.% of non-identifiable material, and transparent (35.8 wt.%), coloured (34.9 wt.%) and white (25.9 wt.%) PE flakes. The standard addition DSC analysis of the coloured rPE-HD pellets yielded a PP content of 2.81 wt.% (Figure 1b), confirming the flake sorting results and resulting in a mean PP content of approximately 2.8 ± 0.2 wt.%.
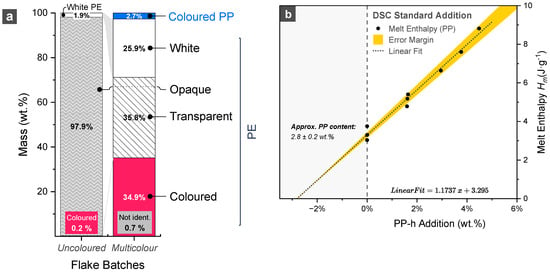
Figure 1.
Analyses of the rPE-HD flake composition and the PP content: (a) the infrared flake sorting results showing the PE and PP content, as well as the apparent colour and (b) the estimation of the PP content in the coloured regranulate, using DSC via the standard addition method.
The composition of multicoloured flakes highlights the current limitations of plastic waste sorting in removing all the undesired polymers and colours completely. This issue originates from the combined use of PE-HD (body) and PP (screw caps and spouts) in extrusion blow-moulded bottles, which are difficult and expensive to separate [15]. Remaining impurities (non-target polymers, pigments, and additives) not only compromise bale quality but also lower resale prices, which reduces the sorting plant’s revenues. Although potentially profitable, producing homogenous fractions with post-consumer plastics remains challenging, often requiring manual sorting, advanced sensor-based techniques (e.g., artificial intelligence-assisted optical sorting), or both while competing with the low cost of new pellets [18,20].
However, as demonstrated by the colourless flake batch, systematically recovering uniformly designed packaging types (e.g., milk bottles) is a viable strategy for generating high-purity recyclates, especially when combined with a carefully structured taxation of newly produced resins [21].
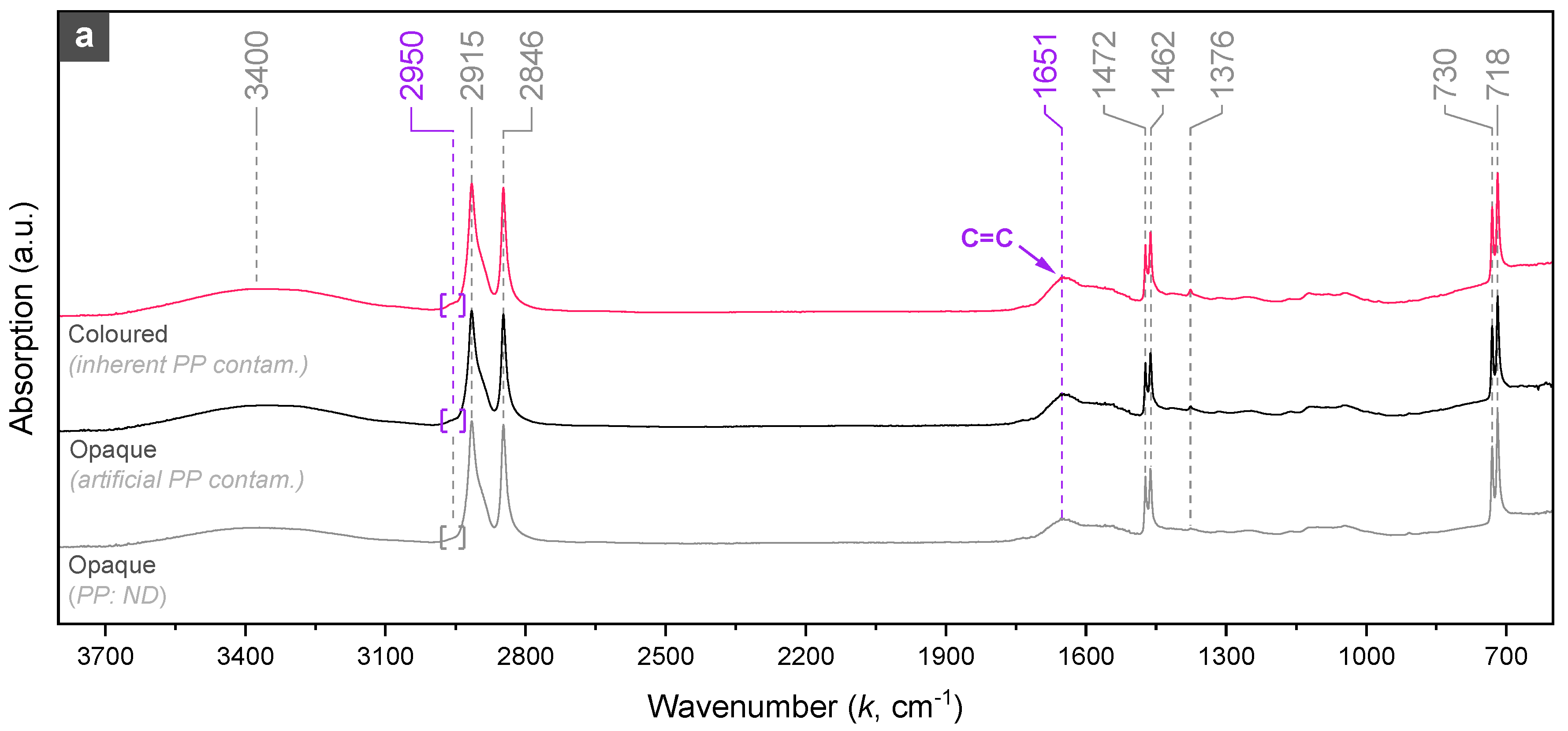
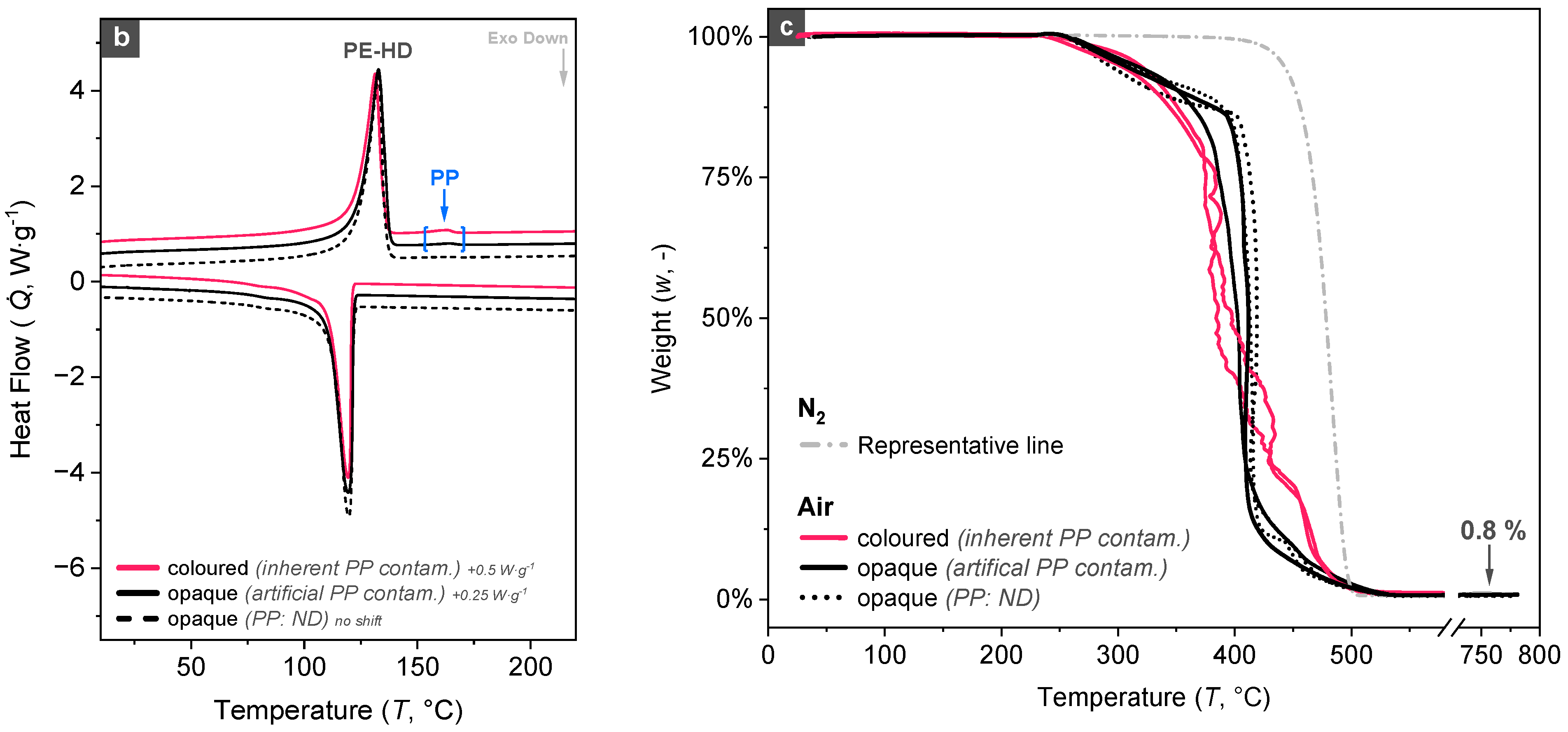
FTIR spectra (Figure 2a) of compression-moulded (CM) specimens exhibited typical polyethylene absorption bands at 718, 730 cm−1 (CH2 wagging), and 1472 cm−1 (CH2 bending δ). Shared bands of PE and PP were observed at 1376 cm−1 (δ CH2), 1462 cm−1 (δ CH2 and CH3), 2846 cm−1, and 2915 cm−1 (CH2 stretching νst). An additional weak absorption band at 2950 cm−1 associated with PP (CH2 νst) was observed in the PP-contaminated samples in an overlap with the intense 2915 cm−1 (νst CH2) band. All the samples showed absorption bands at 1651 cm−1 and in the 3200–3600 cm−1 region, indicating olefinic (-C=C-) structures [22] and the presence of hydroxyl groups (OH-νst), respectively. These bands are associated with thermal stabilisers and processing-related hydrogen abstraction from the polymer back bone, which leads to the formation of double bonds and oxidised polymer species. Monitoring these characteristic absorption bands in an industrial setting could assist in detecting the first signs of emerging malodour without sophisticated analysis techniques (e.g., e-noses [23]), and inform further treatment, such as devolatilization conditions. Separately recorded DSC thermograms exhibited melting peaks (Figure 2b and Figure S3) that indicated low amounts of PP homopolymer (PP−h) and or PP ethylene block copolymer (TM ≅ 164 °C) in the PE-HD (TM ≅ 132 °C) matrix [24] for the prepared blend and coloured regranulate. TGA measurements of uncoloured regranulate in the air displayed a two-step mass loss (Figure 2c), which is typical for PE-HD. The colourless samples displayed a sharp mass loss at approximately 400 °C, while the coloured regranulate showed a broader mass loss interval (380 to 450 °C), typical for repeatedly extruded PE-HD [25]. The ash contents of all samples stayed below 0.9 wt.%, suggesting a negligible chance of embrittlement by fillers [17].
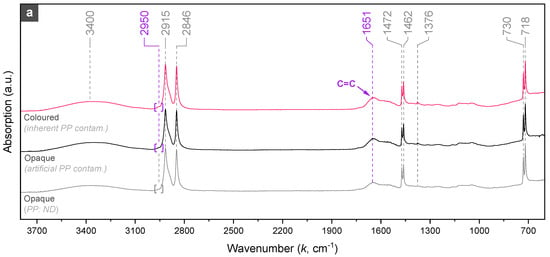
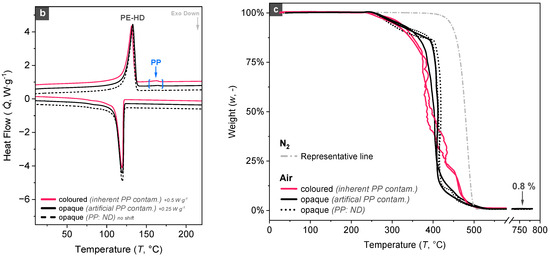
Figure 2.
Infrared spectra and thermal analysis of rPE−HD: (a) FTIR spectra of recycled PE−HD and artificially contaminated PE−HD: PP−h model blend; (b) PP heat tones in coloured and artificially contaminated, opaque rPE−HD, identified by DSC; and (c) TGA results indicating low inorganic content (≤0.9 wt.%) of rPE−HD, with ND denoting ‘Not detected’.
2.2. Rheological Analyses
2.2.1. Dynamic Rheology
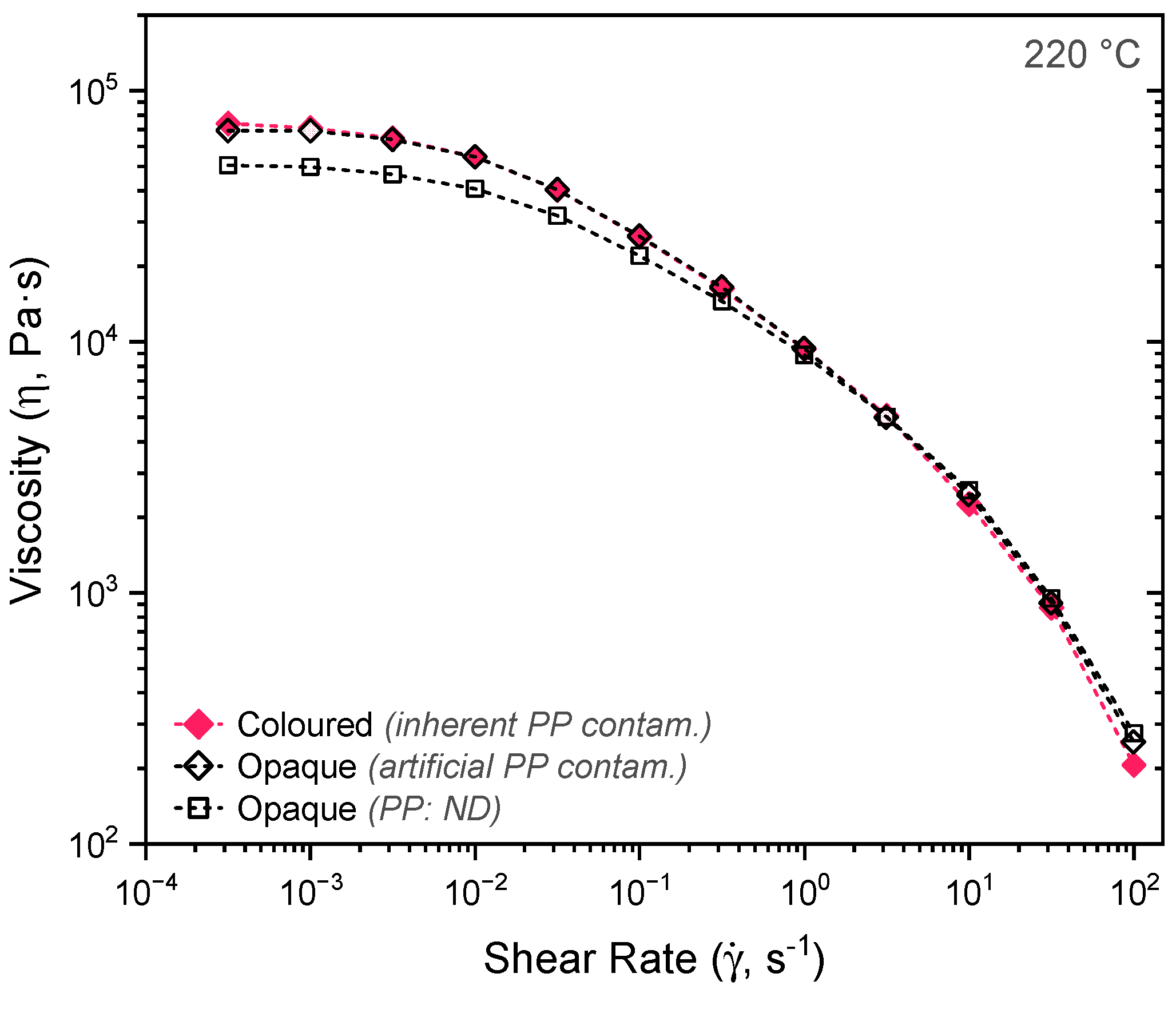
The melt viscosity curves recorded at 220 °C (Figure 3) exhibited typical shear thinning behaviour, common for unmodified PE−HD melt. In the 1–30 s−1 shear rate interval, all the curves showed congruent progressions. Below 1 s−1 and above 30 s−1, a positive deviation from the unblended opaque melt was apparent, indicating a slight increase in the average molar mass and a minute broadening of the molecular mass distribution (MWD), respectively. Although the recorded deviations are small, changes in the breadth of the MWD alter extrudate swell behaviour and can lead to irregularities in parison thickness [26]. This emphasises the importance of homogeneous post-consumer feedstocks.
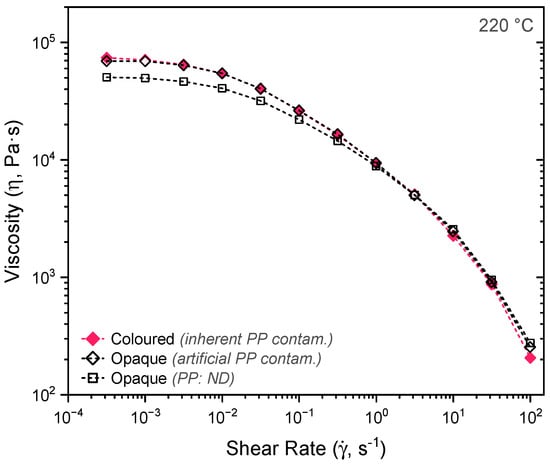
Figure 3.
Shear viscosity of blended and unblended opaque and coloured rPE-HD melts at 220 °C.
However, even homogenous, opaque post-consumer regranulates might continue to face apprehension from processors, as recyclates need to be processed carefully to prevent lip buildup (also known as “die drool”), an undesired phenomenon attributable to low molecular mass material gathering at die exits [27]. Lip buildup can cause more frequent machine cleaning intervals, which raises the risk of lowering the value of the produced containers by diminishing the surface quality or causing wall defects and, therefore, generates additional quality inspection costs [28]. Moreover, unwanted product characteristics (i.e., discolouration, blow-outs, surface roughness, weaker weld strength due to increased wall thickness, etc.) and processing complications, as well as required research expenses and essential machine upgrades associated with the processing of recycled resins, were perceived as threats to profitable business operations and are, therefore, usually met with apprehension [29]. Nonetheless, rethinking container designs to facilitate regranulate use, as well as participation in established deposit-refund systems, might pose efficient steps to alleviate these concerns and promote recyclate use.
2.2.2. Extensional Rheology and Time Sweep
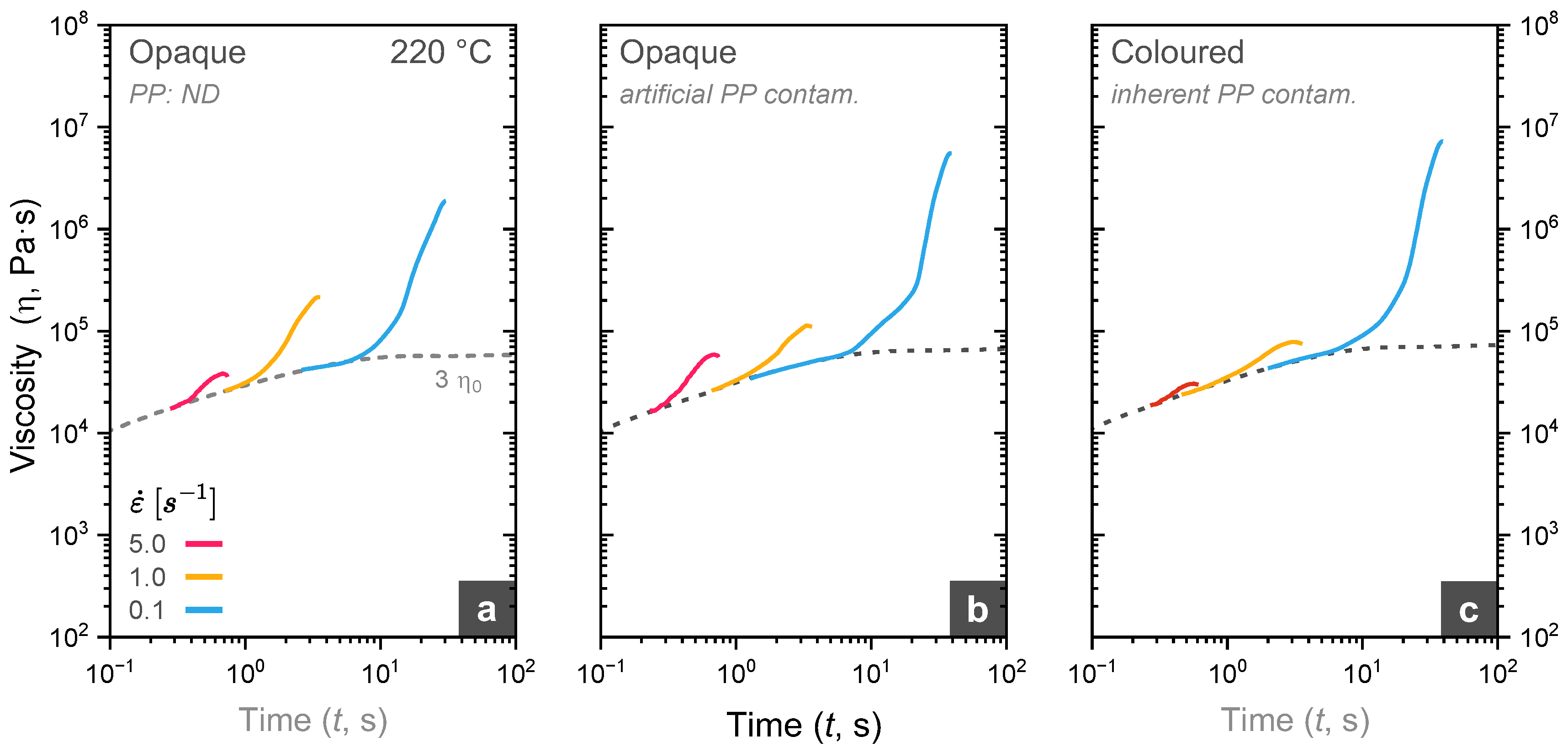
To assess possible challenges associated with thermal stability and parison inflation, the melt strain behaviour as well as time sweep tests of the pure and contaminated recyclate samples was evaluated (Figure 4 and Figure 5). All samples showed melt strain hardening, which declined upon strain rate () increases. Both the opaque (PP: 2.5 wt.% and ND (for “not detected”)—Figure 4a,b) materials exhibited greater ultimate extensional viscosities () at > 0.1 s−1 compared to their coloured counterpart (Figure 4c).
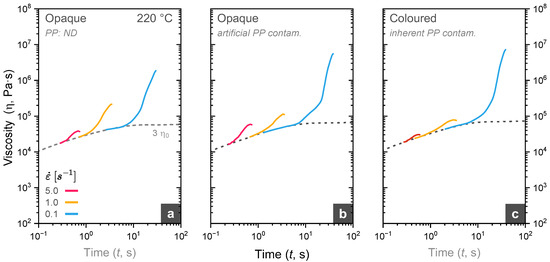
Figure 4.
Extensional viscosity measurements: melt strain hardening of compression-moulded opaque (a,b) and coloured (c) rPE−HD at 220 °C.
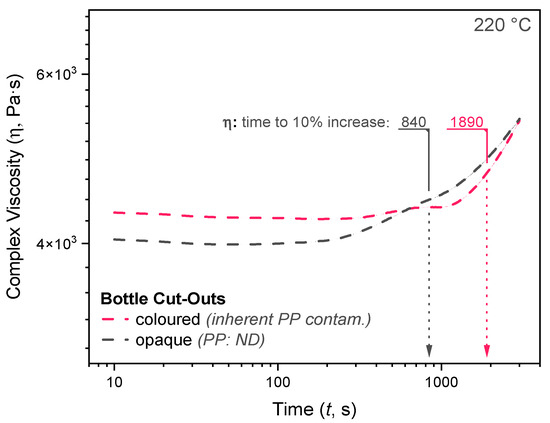
Figure 5.
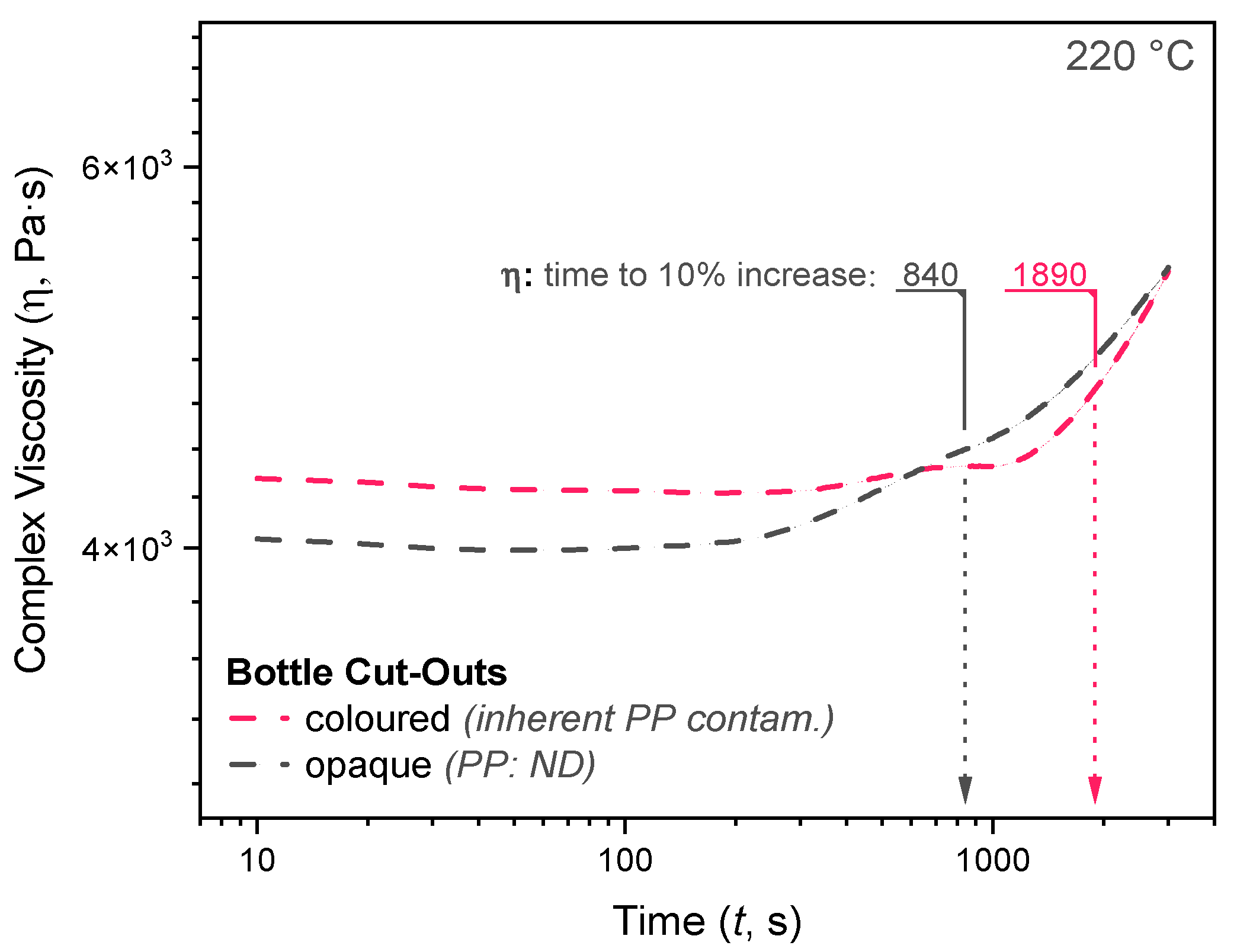
Time sweep curves of uncoloured and coloured material as obtained from extrusion blow-moulded bottles.
Although reports on rPE−HD melt strain hardening behaviour are scarce in the literature (e.g., for 0 s−1 in [30]), the increase in ultimate with decreasing is not uncommon for ethylene/α-olefin (e.g., 1-hexene) copolymers. The absence of melt strain hardening in ‘ethylene only’ PE-HD grades supports this assumption [31].
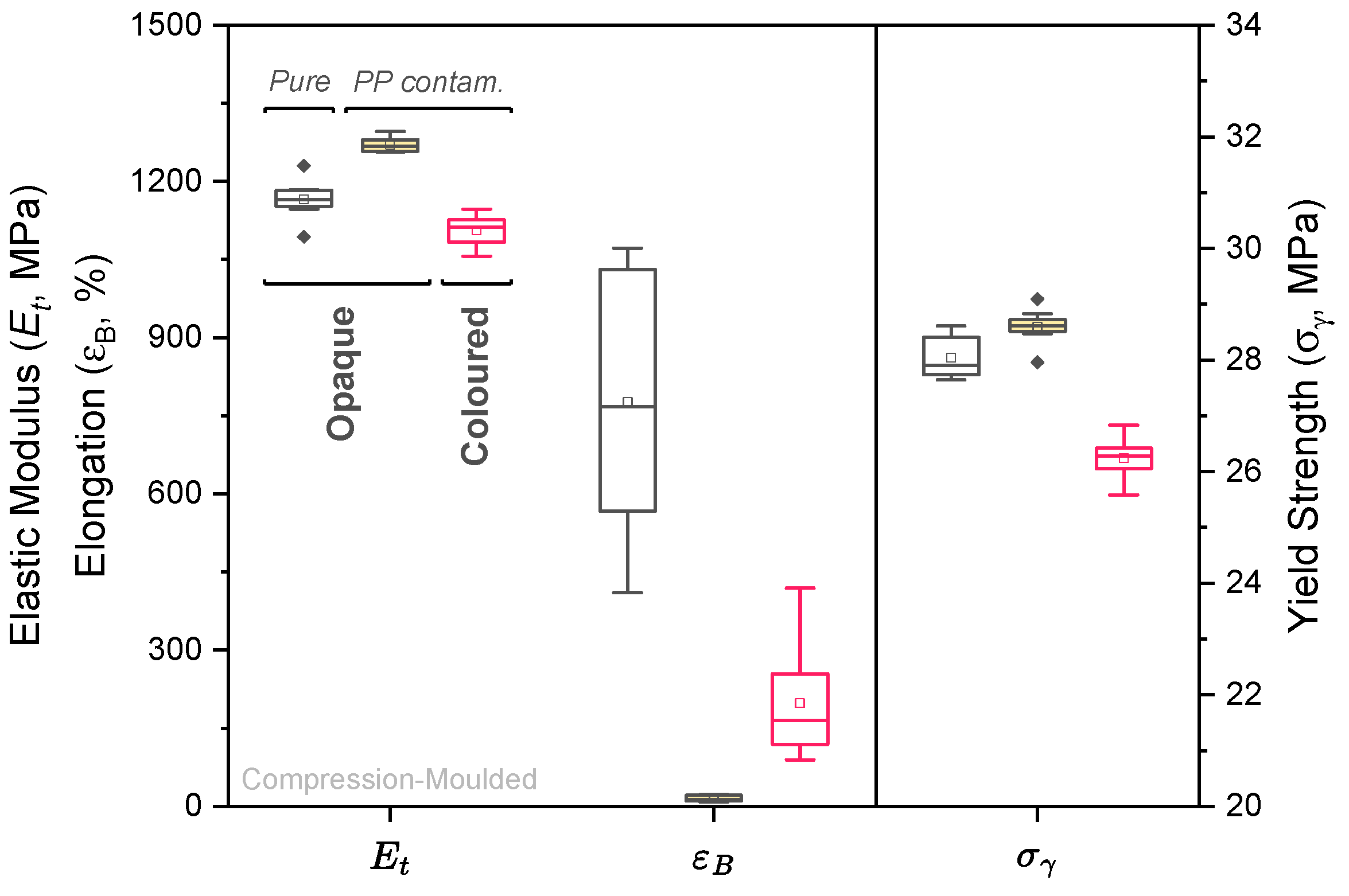
While the opaque resin can likely be processed in shorter blow-moulding intervals than in the coloured resin, owing to its more pronounced melt strain hardening at higher strain rates ( and 5 s−1), mechanical tests (Figure 6) showed a drastic reduction in elongation at the break (), even at low PP contamination levels, by dropping from 750% to 20%. This possibility of compromised material quality may cause brand owners and manufacturers to reject the opaque material despite its advantages in reprocessing.
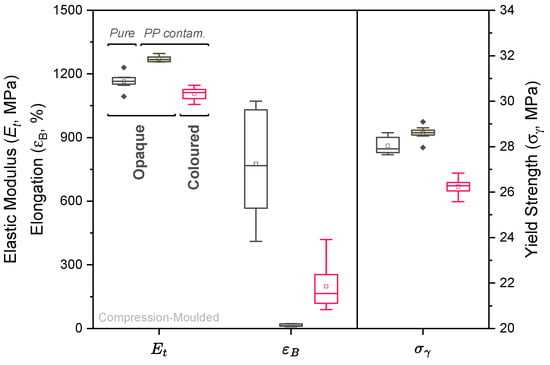
Figure 6.
Elastic modulus (), elongation at break (), and yield strength () of tensile specimens cut from compression-moulded sheets (thickness: 2 mm). Tested materials underwent one additional laboratory-scale extrusion pass.
Another important aspect influencing the selection of polyolefin regranulates is their thermal stability. Degradation and the chemical reactions of additives (e.g., antioxidants) can cause odour and yellowing, which likely diminishes packaging acceptance [32]. Time sweeps (Figure 5) in the air showed that the complex viscosity () of the opaque and coloured samples increased by 10% after 14 and 31 min, respectively, presenting a considerable range of variation. Consequently, recycling lightly coloured containers might be particularly challenging, as discolouration can be recognised early on by the unaided eye in comparison to heavily coloured parts. Nonetheless, if no generally accepted colouring agreement between packaging producers is established, the homogeneity and acceptance of post-consumer materials for use in extrusion blow-moulded containers likely continues to face discolouration related to packaging design rather than degradation.
2.3. Tensile Tests
The elastic moduli of the compression moulded (CM) rPE−HD recyclates (Figure 6), which almost entirely fell between 1000 and 1300 MPa, showed only slight variations. The unblended opaque samples exhibited marginally higher than the coloured ones. The yield strengths () displayed a similar trend and ranged from 25 to 29 MPa.
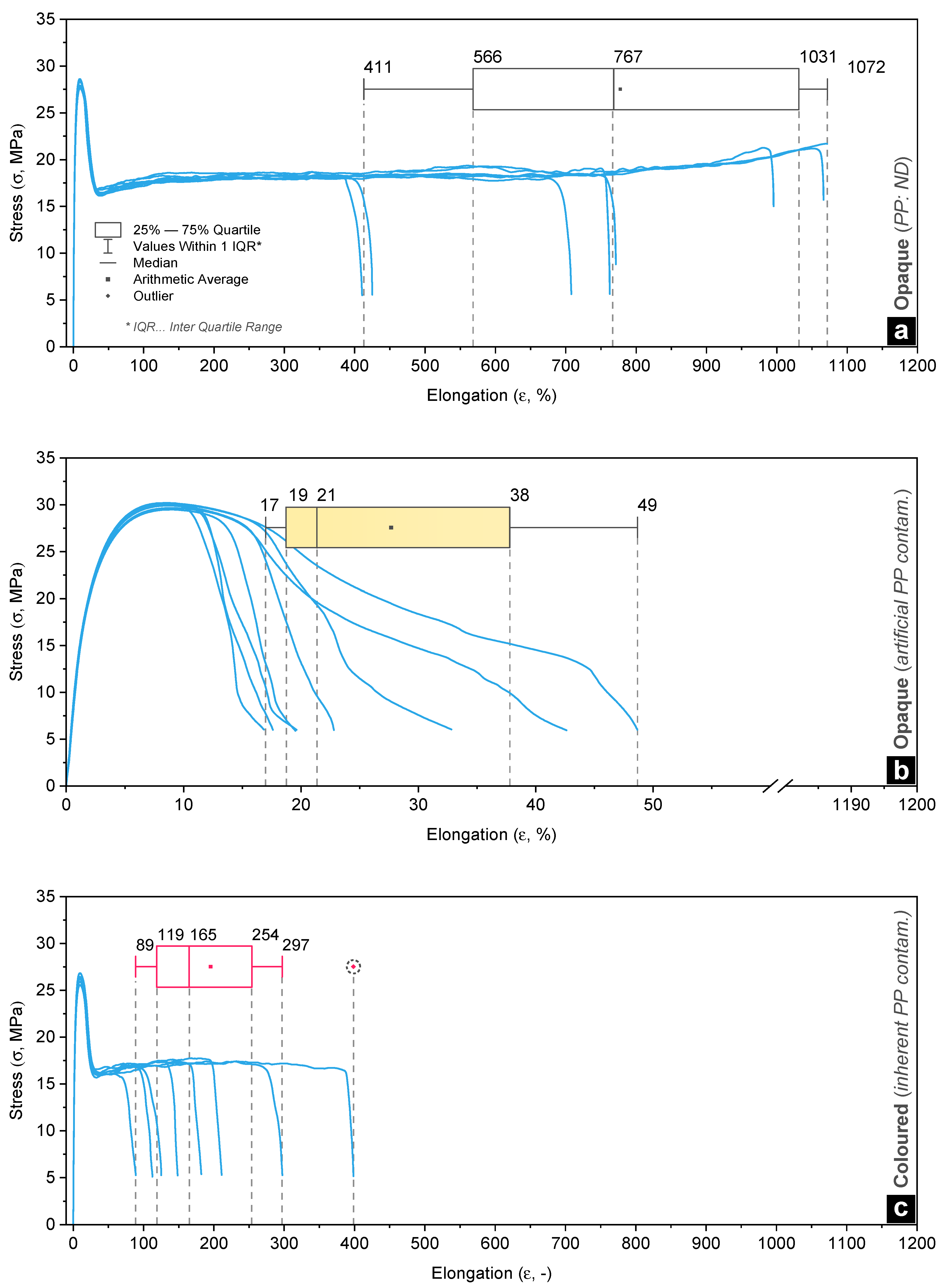
Adding 2.5 wt.% PP−h to the opaque recyclates slightly increased the and compared to the unblended base material, which was similar to the coloured resin. The elongation at break (), however, varied considerably between all the sample types (Figure 6 and Figure 7a–c), with the unblended opaque rPE−HD showing the highest median (Q2: 767%) and spread (Q1: 566%, Q3: 1031%), followed by the coloured resin (Q2: 165%; Q1: 119%, Q3: 254%), which features an upper outlier at 98%. In contrast, the addition of PP to the opaque rPE−HD drastically reduced the to 21% (Q2), showing a particularly narrow spread (Q1: 19%, Q3: 38%). These results are not uncommon and match the findings of a recent study investigating the impacts of washing, compounding, and extrusion blow-moulding on rPE−HD [33]. The deteriorating effects of PP on the of PE-HD are also well-documented [10,34] in the literature and likely contribute to reluctant recyclate use, as briefly discussed in Section 3.2.2.
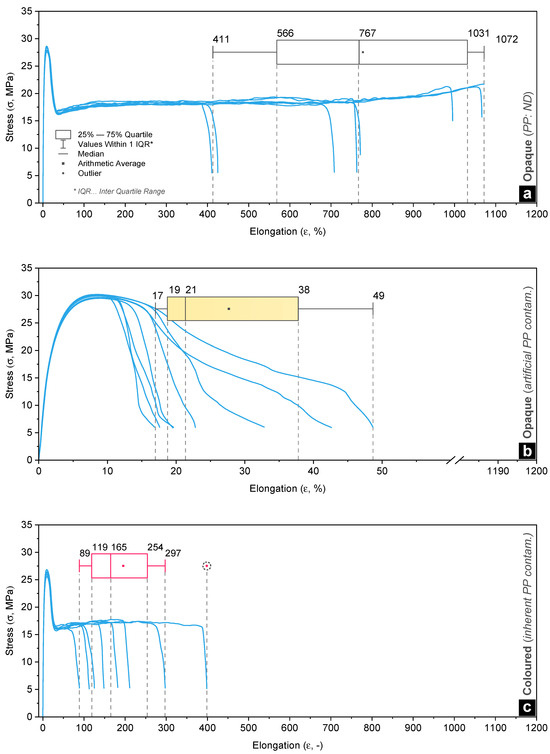
Figure 7.
Stress–strain curves of compression-moulded rPE−HD samples in Figure 6 with box plots overlays corresponding to elongation at break: (a) unblended opaque resin; (b) opaque resin (2.5 wt.% PP contamination); and (c) coloured resin.
However, the of the coloured recyclate samples, containing 2.8 wt.% PP, is remarkably high. This observation could most likely be explained by the presence of ethylene–propylene multiblock copolymers (PP-b-PEs), acting as a compatibilising agent between PE-HD and PP. Notably, PP-b-PEs do not display discernible heat tones when added to a PE-PP blend [24] and are, therefore, undiscernible by DSC.
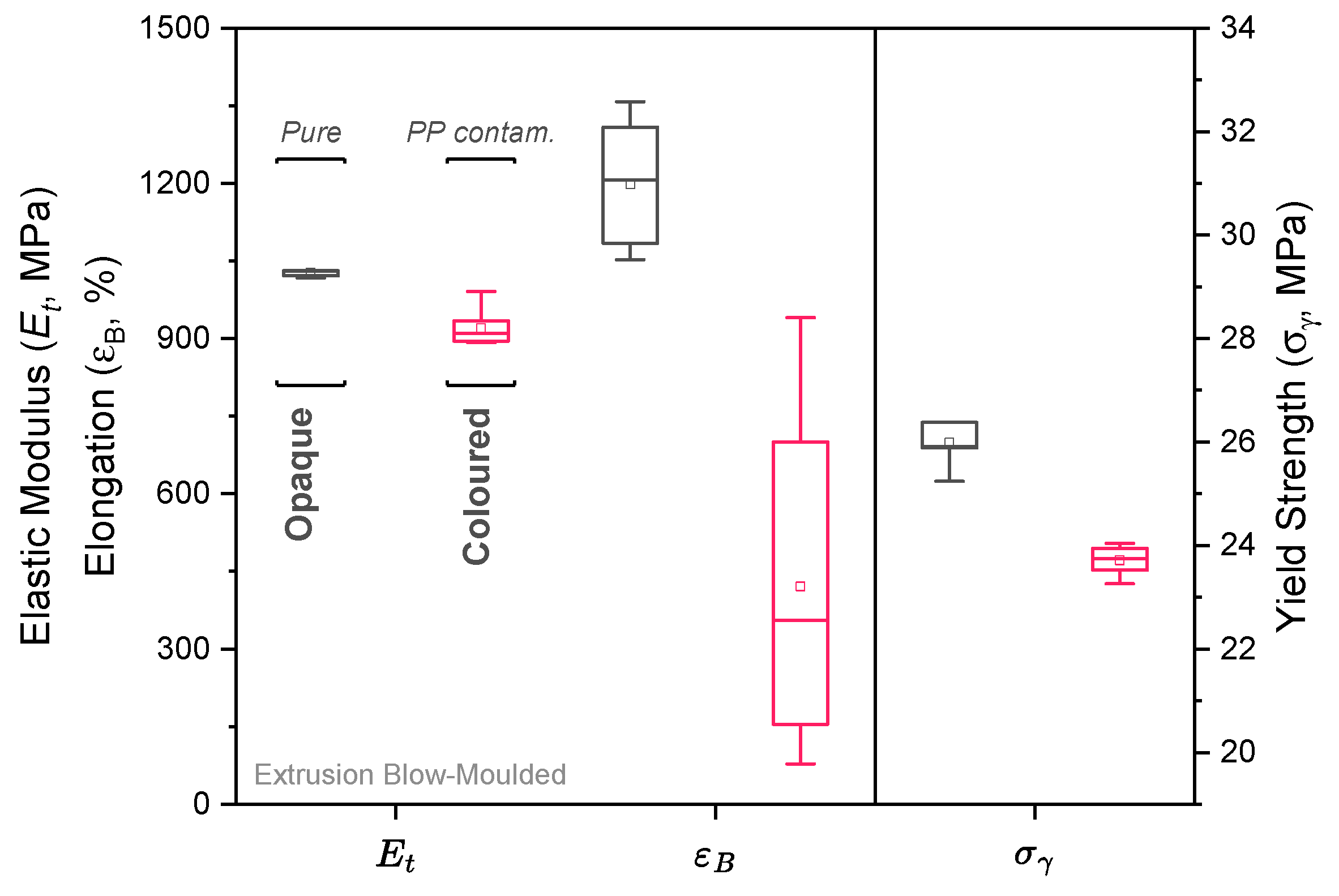
The specimens cut from the extrusion blow-moulded (EBM) bottle prototypes, which were directly prepared from the industrially prepared regranulates (Figure 8), exhibited slightly lower and , yet a considerably higher than their CM counterparts. These increases in the of the opaque (Q2: 1210%—Q1: 1080%, Q3: 1310%) and coloured (Q2: 360—Q1:160%, Q3: 700%) samples are likely attributable to molecular orientation phenomena which are known to enhance ductility, a crucial prerequisite for maintaining a broad scope of application for these recyclates [35].
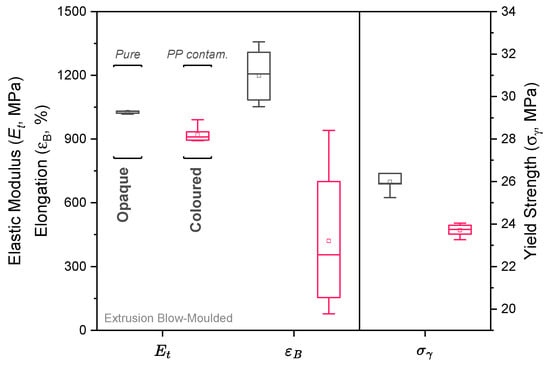
Figure 8.
Elastic modulus (), elongation at break (), and yield strength () of tensile specimens cut from extrusion blow-moulded bottle prototypes (thickness: 1.2 mm), produced directly from regranulates.
The differences in the mechanical properties between the CM and EBM specimens are in line with the recorded melt enthalpies () and densities (), shown in Table S2 and Table 1, respectively. The CM sheets exhibited greater and than the corresponding bottles, suggesting higher degrees of crystallinity [36], which is associated with increased and in linear polyethylene resins. Notably, the strength and stiffness of EBM PE-HD could be enhanced by reducing cooling rates, i.e., increasing mould temperature [37].

Table 1.
Densities of rPE−HD sample types.
2.4. Creep Tests
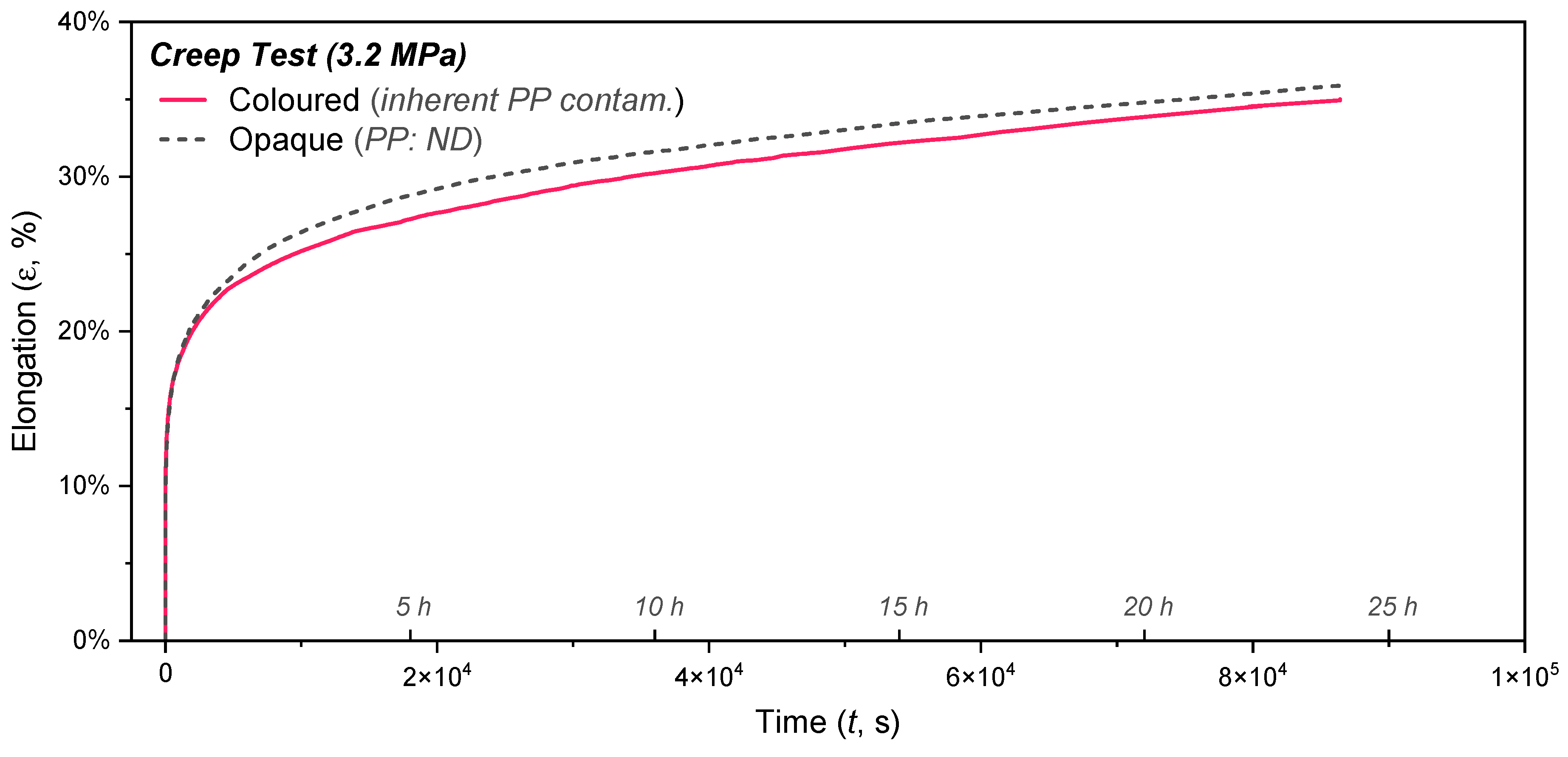
Room temperature creep curves (Figure 9) were typical for PE-HD and showed only marginal differences between the unblended opaque and coloured rPE−HD resins. The CM specimens extended nearly 35% in 24 h, which is considerably greater than reported for factory-fresh PE-HD resins (e.g., ~1% under 3 MPa load at 23 °C for 10 h) [38]. This observation conforms with the work of Alzerreca et al. [34], which argued that packaging plastics are products made for short lifespans, consequently possess relatively low average molecular mass, and, therefore, have a low number of tie molecules to counteract creep deformation—an issue that evidently cannot be resolved by costly, accurate sorting.
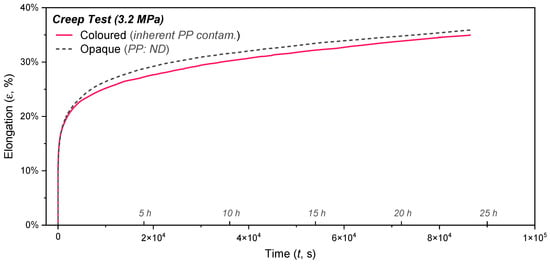
Figure 9.
Tensile creep of compression-moulded opaque and coloured rPE−HD sheets at room temperature.
2.5. Strain Hardening Moduli
The obtained strain hardening moduli ()—the corresponding stress–strain curves are shown in the supplementary material (Figure S4)—predominantly fell between 4–5 MPa, without showing considerable dependencies on the material type or cutting orientation (Table 2). These values are about 6–7 MPa lower than those previously reported for rPE−HD and are associated with reduced ESCR [10]. Khaki et al., identified low ESCR as a critical challenge that was still inhibiting the widespread reuse of containers made from rPE−HD [39]. The observed -parity of opaque and coloured reprocessed bottles suggests that shallow sorting, which is oftentimes necessitated by economic conditions, is not the only cause of inferior quality but one deciding factor, in addition to reprocessing conditions and MWD [18,39]. Previous work on improving ESCR in PE-HD suggests several approaches to mitigate material failure by ESC. Cheng et al. found that high molecular mass (i.e., 250 kg·mol−1 and above), a broad MWD, and the introduction of short chain branches, especially to chains on the heavy end of the molecular mass distribution, directly correlate with increased ESCR [40]. Hence, increasing the removability of PP from post-consumer PE-HD and blending the recyclate with virgin resins of broad MWD, in addition to the general use of wide-MWD resins, may be the most effective approach to meeting the ESCR requirements for reuse. In the meantime, low-ESCR materials can still serve as a valuable feedstock for floor tiles, pallets, pipe racks, fencing, signposts, et cetera [41].
Table 2.
Strain hardening modulus (Gp) of EBM rPE−HD bottles.
2.6. SEM and EDX Analyses
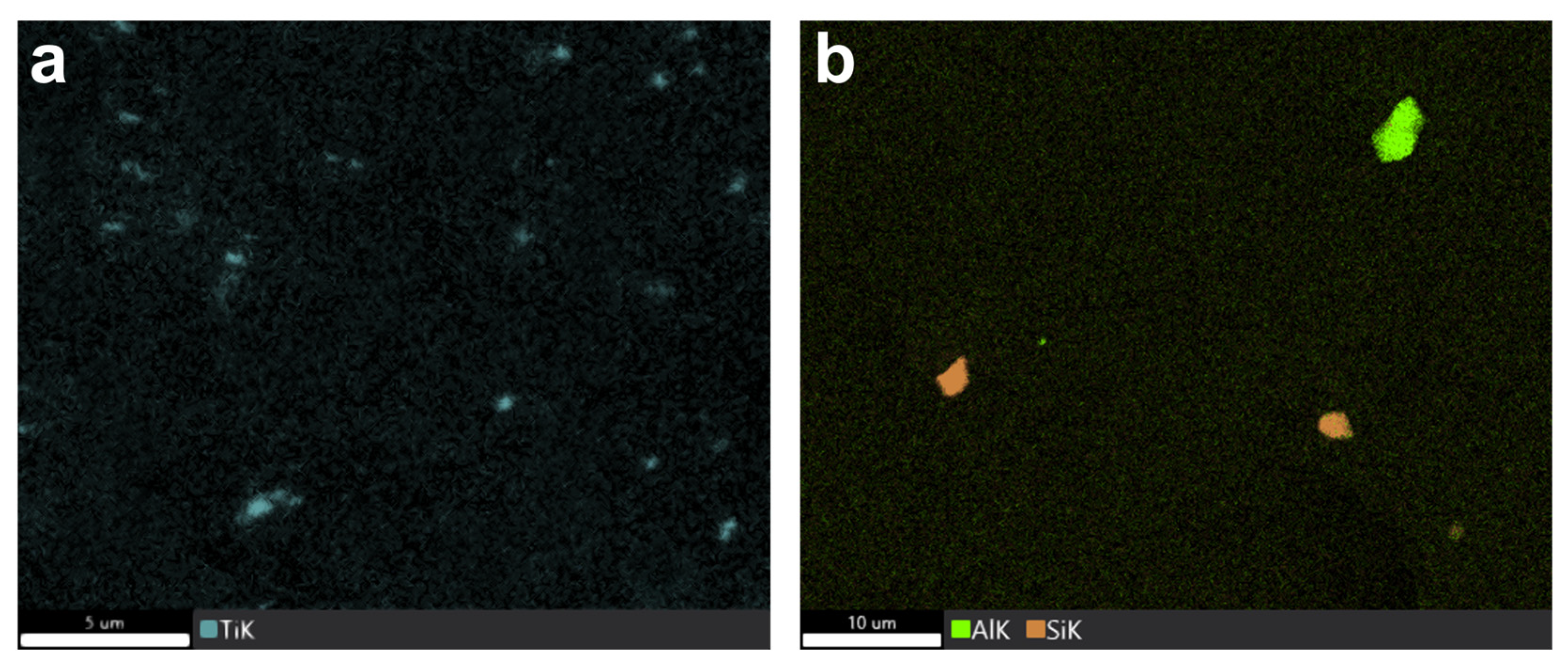
Both the (opaque and coloured) cryo-fractured tensile samples were almost completely devoid of inorganic particles. The fractured surfaces of the coloured material showed some Ti-containing particles (Figure 10), which frequently occur in white (TiO2) pigments, and were, therefore, expected. The opaque material showed virtually no inorganic particles. However, particles containing Si and Al were found by chance in one section. They are typically associated with common inorganic contaminants, e.g., from dust or soil [42].
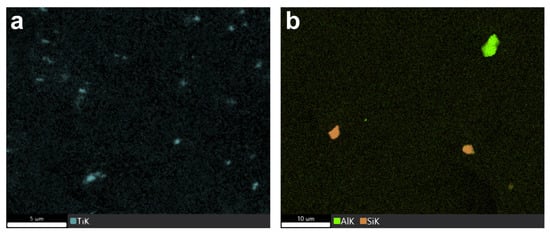
Figure 10.
EDX analyses of cryo-fractured rPE−HD surfaces. Exemplary images of scarce inorganic particles. (a) Submicro-grain aggregates of TiO2 in coloured material, and (b) randomly found micron-scale grains containing Al and Si at different levels of magnification.
3. Materials and Methods
The studied rPE−HD was sourced from two extrusion blow-moulded container streams: multicoloured hollow bodies (<5 L) collected through the Austrian separate plastic waste collection system and opaque milk bottles recovered via the British plastic waste collection system. Hot-washed plastic flakes were provided by Steinbeis Polyvert (Völkermarkt, Austria), and granulation was carried out by Engineering, Recycling, Maschinen und Anlagen (EREMA) Ges.m.b.H (Ansfelden, Austria). For model contaminant studies, a laboratory-scale sample (≤500 g) of the opaque regranulate was intentionally contaminated with 2.5 wt.% HC600TF PP−h (Borealis AG; Vienna, Austria) to resemble the coloured regranulate’s composition. Although PP contamination levels of ≤5 wt.% are not uncommon—and in part, related to packaging components that are difficult to remove by washing and sorting (e.g., labels, screw caps)—variations of ±1.2 wt.% usually occur in sorted bales [33,43]. Therefore, the 0–5 wt.% contaminant class median of 2.5 wt.% was selected for the model blend. Both the regranulates and the intentionally PP-contaminated (cont.) opaque rPE−HD were subjected to one extrusion pass to match processing histories. Material details are shown in Table 3, and average molecular mass approximation data are provided in the supplementary material (Figures S1 and S2, and Table S1).
Table 3.
Base properties of the employed materials.
3.1. Recycling Procedure and Materials
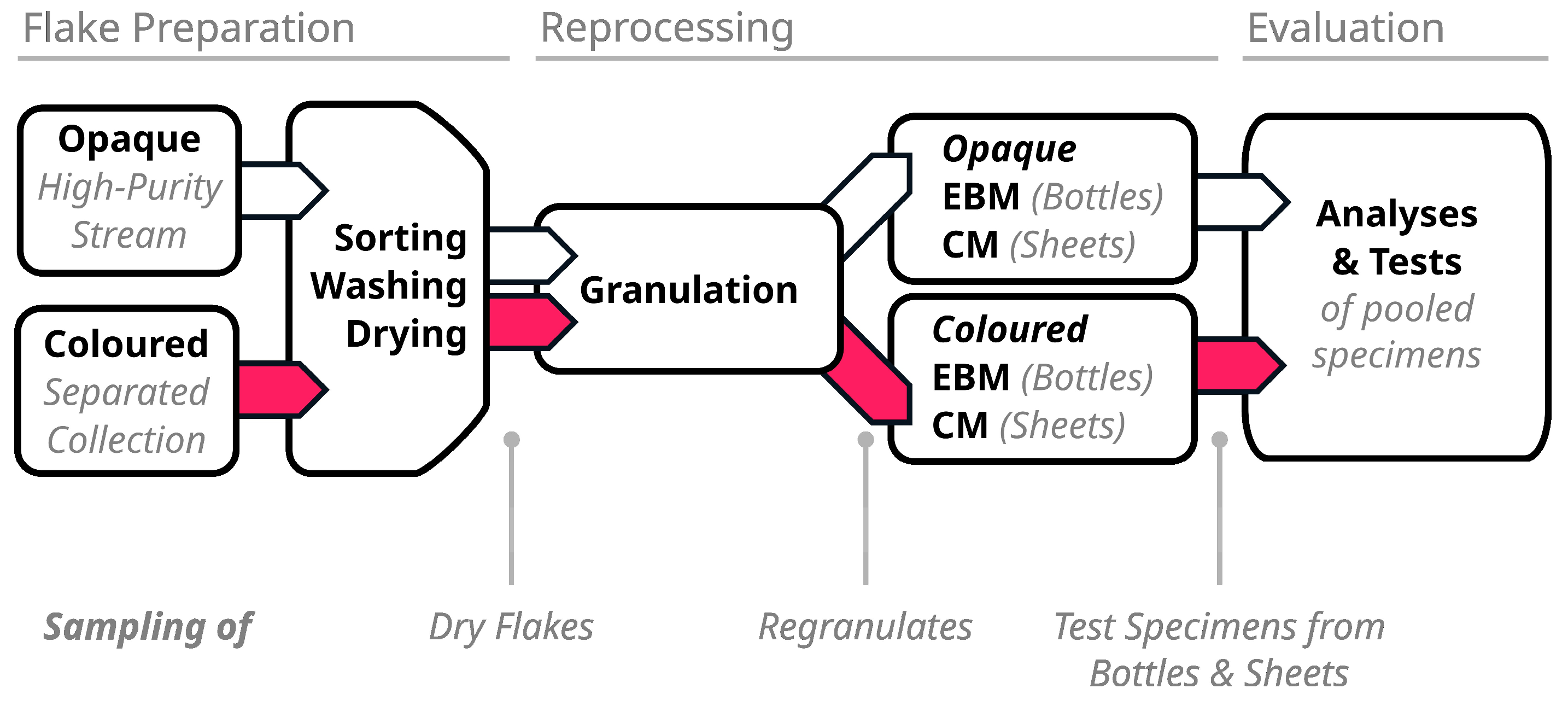
Both the flake batches were separately hot washed (50–85 °C; 8–10 min; 1–3 wt.% NaOH) in batches of ≤400 kg and dried to moisture contents ≤3 wt.%, using a friction washer, a centrifuge, and a thermal dryer. The dried post-consumer flakes were re-extruded (180–240 °C; ~0.12 kg·s−1) at an industrial scale (≥300 kg), including conventional melt degassing and filtration (~100 µm), followed by submerged granulation, and odour removal using hot air (~120 °C; 105 Pa; >5 h). The corresponding samples of the dried flakes and regranulates were collected for further analysis and testing. Reprocessing workflows are shown in Figure 11. Opaque and coloured materials are indicated by hollow ( ) and filled (
) and filled ( ) block arrows, respectively. Laboratory conditions for specimen storage and testing were 23 ± 2 °C and 40 ± 5% relative air humidity (RH).
) block arrows, respectively. Laboratory conditions for specimen storage and testing were 23 ± 2 °C and 40 ± 5% relative air humidity (RH).
) and filled () block arrows, respectively. Laboratory conditions for specimen storage and testing were 23 ± 2 °C and 40 ± 5% relative air humidity (RH).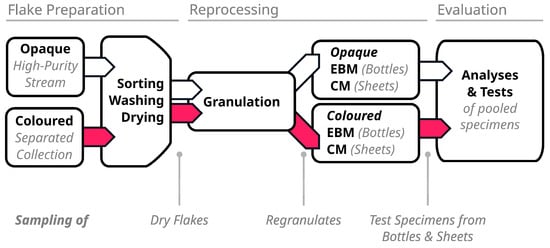
Figure 11.
Sampling and material processing flow chart for separately recovered opaque and coloured rPE−HD. Opaque and coloured material streams were kept separate at all times during reprocessing. Test specimens were obtained from extrusion blow-moulded (EBM) bottle prototypes and/or compression-moulded (CM) sheets.
3.2. Bottle and Specimen Preparation
3.2.1. Sample Bottles (Extrusion Blow-Moulding)
A fraction of both the industrially prepared rPE−HD granulates was extrusion blow-moulded into bottles of a 250 mL holding capacity (Figure 12) at a melt temperature of 200 °C, using a KEB 1/11-S50.01 extrusion blow-moulding machine (Krupp Kautex Maschinenbau GmbH, Bonn, Germany), equipped with a Battenfeld blow head (Battenfeld Extrusionstechnik GmbH, Vienna, Austria a predecessor of the Battenfeld-Cincinnati Germany GmbH, Bad Oeynhausen, Germany), and an Alpla-manufactured blow mould (ALPLA Werke Alwin Lehner GmbH & Co KG, Hard, Austria). The melt residence time, blow-up interval, and venting period were 11, 12, and 1.45 s, respectively. Assuming an average bottle ejection temperature of 50 °C, the effective cooling rate was 11 K·s−1 (660 K·min−1). The average wall thickness of the extrusion blow-moulded bottles was 1.2 ± 0.2 mm for the opaque and 1.3 ± 0.2 mm for the coloured resin, based on nine tensile specimens (three pieces cut from each of three bottles).
Figure 12.
Extrusion blow-moulded rPE−HD bottle prototypes (100% regranulate).
3.2.2. Laboratory Extrusion and Milling
A blend of opaque rPE−HD and PP−h (2.5 wt.% HC600TF) was prepared using a single-screw extruder (Extron EX-18-26-1.5, Extron Engineering, Akaa, Finland—Øscrew: 18 mm; L:D ratio: 25). The screw speed was set to 70 rpm (6.5 cm·s−1 tangential speed) and the feeding zone, melting zone, and die temperature were 165, 240, and 200 °C, respectively. The opaque and coloured regranulates were processed using the same parameters to match the blend’s processing history and perform laboratory-scale tests. Extruded strands were ground into ≤4 mm particles, using a “Pulverisette 19” cutting mill (Fritsch GmbH, Idar-Oberstein, Germany), and compression-moulded into test specimens for mechanical and rheological investigations.
3.3. Initial Material Characterisation
3.3.1. Melt Flow Rate
The melt flow rates (MFR) were determined using a “MeltFloW basic” melt flow indexer (Emmeram Karg Industrietechnik, Krailing, Germany) in the style of ISO 1133-1 [44] (190 °C; load: 5 kg). Measurements were based on at least ten replicate strands of one-time extruded opaque, PP-contaminated opaque, and coloured recyclates, each.
3.3.2. Infrared Analyses
To obtain an estimate of the quantity of PP-contamination levels in both regranulates, a 50 g sample each of the opaque and coloured flakes (approx. 2000 pieces) was analysed piece by piece, using a mIRoGun 4.0 handheld near infrared (NIR) device (IoSysand GUT GmbH, Walheim, Germany) and a TENSOR 27 FT-IR instrument from Bruker (Billerica, MA, USA). Flakes of the same polymer type were further classified by optical appearance—transparent, opaque, white, and coloured. Classified flakes were measured repeatedly to ensure validity. All sorting was performed by hand. The Bruker TENSOR 27 setup comprised a silicon carbide (SiC) infrared source (mid-IR), a DLaTGS (deuterated L-alanine doped triglycene sulphate) detector, and an attenuated total reflectance (ATR) diamond (DuraSampl IR II; single reflection). The scans covered the mid-IR range (600 and 4000 cm−1) at a spectral resolution of 2 cm−1. Additional Fourier-transformed infrared (FTIR) spectra of the compression-moulded discs were recorded, with 16 scans per specimen, and the spectra of three replicates were averaged.
3.3.3. Thermal Analyses
The PE-HD regranulates and the milled pieces of the PP-contaminated opaque PE-HD were analysed using a TA Instruments Q2000 DSC (New Castle, DE, USA). Samples of 5 ± 0.5 mg were encapsulated in aluminium testing pans. During the analysis runs, the samples were heated from 0 °C to 300 °C, followed by cooling back down to 0 °C, and then reheated to 300 °C at a constant heating–cooling rate of 10 K∙min−1. A nitrogen atmosphere was maintained at a flow rate of 50.0 mL∙min−1. Each analysis included three replicate specimens, with melting peak temperatures being determined from the second heating run.
The PP content of the coloured rPE−HD regranulate was estimated using the standard addition method.
Pieces of the regranulate and PP−h (HC600TF) pellets were carefully cut and encapsulated side by side. The melt enthalpies for all standard addition samples were evaluated in the 143–173 °C interval, using the TA instrument TRIOS 5.1.1 companion software (version #5.1.1.46572). The obtained melt enthalpies were then plotted against the added amounts of PP−h for a linear fit (Figure 1b), and the intrinsic PP content was read from its x-axis intersection.
The melting enthalpies of compression-moulded sheets and extrusion blow-moulded bottles (Table S2) were evaluated in the 33.6–148.6 °C interval (first heating run) to compare their degree of crystallinity.
3.3.4. Specific Gravity
Densities of compression-moulded and extrusion blow-moulded rPE−HD specimens were determined based on ISO 1183-1 [45] by immersion in deionised water, using an analytical Balance (Sartorius BP 211D, Sartorius Weighing Technology GmbH, Göttingen, Germany) and corresponding equipment. Measurements were carried out at 23 °C. Solid densities were calculated using Formula S1 (Supplementary Material). The results represent the average of five replicate measurements for each material.
3.4. Rheological Analyses
Sample discs (diameter: 25 mm; thickness: 1.2 mm) and sheets (60 × 60 × 0.8 mm) were compression-moulded at 180 °C using a hot press (Collin P200 P; COLLIN Lab & Pilot Solutions GmbH, Maitenbeth, Germany). The resins were compressed using aluminium frames and placed between two cover sheets, with polytetrafluoroethylene (PTFE) film as a separator.
Dynamic rheological measurements were performed using an MCR 302 modular compact rheometer (Anton Paar, Graz, Austria) with parallel plate and drum-type wind-up melt extension setups. The parallel plate set-up, which included a temperature-controlled heating hood (H-ETD 400), was used for the time sweeps (220 °C; air; shear deformation: 1%; oscillation: 1 Hz), viscosity curves (PE-HD: 190 and 220 °C; PP: 180 °C; N2; shear rates: 0.0001–100 s−1), average molecular mass approximation, and start-up curves in the melt extension tests (220 °C; N2; shear rate 0.0001 s−1). Melt strain hardening behaviour was recorded using a Sentmanat extensional rheometer (SER-HPV 1, Xpansion instruments, Spicewood, TX, USA) paired with a split convection furnace (CTD 450) at 220 °C. All specimens were subjected to three different strain rates (0.1 s−1, 1 s−1 and 5 s−1).
3.5. Mechanical Tests
The rectangular sheets (140 × 80 × 2.0 mm) were compression-moulded at 190 °C, using a custom-built steel plunger die. The melt was subjected to a pressure of 6 MPa and cooled to 30 °C at 10 °C∙min−1.
Tensile test specimens (ISO 527-2: type 5A [46]) were cut from compression-moulded sheets and extrusion blow-moulded bottles and used for tensile tests and tensile creep tests.
Strain hardening modulus (SHM) tests were performed with type 5B specimens (ISO 527-2 [46]), cut from extrusion blow-moulded bottles in circumferential and longitudinal orientations, while tensile test specimens (type 5A) were cut in circumferential orientation only.
Mechanical tests were performed on a floor-standing ZwickRoell Z050 universal testing machine (ZwickRoell, Ulm, Germany), equipped with a 1 kN load cell. For the tensile testing, in accordance with ISO 527-2 [46], an extensometer (makroXtens) was attached. The elastic modulus () was calculated from 0.05 to 0.25% elongation at an extension rate of 1%∙min−1 using regression. The specimens were subsequently drawn at a constant velocity of 20 mm∙min˗1. The tensile strength () and elongation at the break () were determined using the ZwickRoell testXpert II software (v. 3.6) for a minimum of nine replicates per sample type.
The tensile test results (Figure 8, Figure 9 and Figure 10) are presented as box plots, presenting interquartile ranges (IQR) from the first (Q1; 25%) to the third quartile (Q3; 75%). The outliers (i.e., values beyond the fence; Q1—1 IQR or Q3 + 1 IQR) are marked with filled diamond markers, while the median values are represented by a line at Q2 (50%). Mean values are indicated by hollow squares.
The strain hardening moduli for type 5B specimens were determined at 80 °C, according to DIN EN 17096 [47], using a TEE65·LN2 test chamber (Climatic Test Systems, West Sussex, UK) together with the same testing machine. At least three specimens per bottle type (i.e., colourless, coloured) were strained at 10 mm∙min˗1. True elongations were evaluated from paint markings by capturing photographs in 10 s intervals with a Canon 700D DSLR (Canon, Ōta, Japan).
The tensile creep tests were performed on a ZwickRoell Z250 testing machine, in accordance with ISO 899-1 [48], using a 1 kN load cell. The specimens were subjected to a constant load of 25 N (~3.2 MPa) for 24 h at 23 ± 2 °C. Exponential smoothing with α = 0.2 was applied to the exported curves, and three smoothed curves were averaged for plotting.
3.6. Scanning Electron Microscopy
The cryo-fractured surfaces of the opaque and coloured regranulates were monitored for fillers and other inorganic components by scanning electron microscopy (SEM), employing a Zeiss field emission apparatus, model Sigma 500 VP FEG-SEM (Carl Zeiss Microscopy, Oberkochen, Germany). Energy Dispersive X-ray spectroscopy (EDX) for elemental mapping was performed using an EDAX Octane Elect Super EDX system (Ametek GmbH, Meerbusch, Germany) in combination with the APEX software package.
4. Conclusions
This work set out to examine two different streams of EBM post-consumer PE-HD hollow bodies that were converted into regranulates under industrial conditions, including their collection, sorting, hot washing, regranulation, and deodorisation. The opaque material, which was obtained from milk bottles in the United Kingdom, comprised almost exclusively opaque and white rPE−HD flakes, whereas the multicoloured rPE−HD stream contained approximately 2.5 wt.% PP contamination. For better comparison between these post-consumer plastic streams, an artificially contaminated blend made from the opaque rPE−HD regranulate and the virgin PP homopolymer was prepared at laboratory scale.
The results indicate that reducing the variety of bottle materials for a designated product category (e.g., milk) positively influences melt strain hardening and overall ductility, indicating improvements in the end-use properties of the recycled bottles and resin processability. It is, therefore, advisable to prioritise the use of uncoloured resins in new bottle designs, provided that all technical and legal requirements, such as packaging functionality and mandatory labelling specifications, can be met. However, despite being aesthetically challenged and containing low amounts of PP, the properties of coloured rPE−HD were fair and still allow reuse in hollow bodies. Redesigns of containers made from coloured resins might entail the creative use of sleeves or other adequate decoration to achieve a desired appearance.
Notably, and despite apparent differences in purity and appearance, bottles prepared from the opaque and coloured regranulates exhibited low strain hardening moduli, indicating poor ESCR, which is associated with a heightened risk of premature bottle failure. Consequently, both recyclates likely require blending with 10–20% of a suitable virgin material—a well-established practice—to fulfil ESCR requirements for shampoo and detergent bottles. Using this strategy would also mitigate unwanted material creep, which was found to be increased in recyclates, and attenuate the deteriorating effects of PP contamination on ductility, which, in some cases, led to brittle failure in compression-moulded specimens.
Eventually, the efficient similar-use recycling of extrusion blow-moulded hollow bodies—while providing sufficient material performance for household chemical bottles—ultimately depends on resin selection, prospective packaging design to simplify container recovery, and careful sorting to maximise the overall closed-loop recycling potential and value of rPE−HD.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/recycling10030093/s1, Figure S1: shear viscosity curves of the rPE−HD recyclates and the prepared rPE−HD—PP model blend for molecular mass estimation; Figure S2: estimation of the average molecular mass of the recyclates based on the reference measurements; Figure S3: complete DSC thermogram of the investigated rPE−HD samples; ND denotes the non-detectable PP content of the opaque recyclate; Figure S4: stress–strain curves of the strain hardening modulus tests at 80 °C of the (a) white (W) and (b) coloured (C) recyclate test specimens, cut in longitudinal (VT) and circumferential (HZ) orientation, from extrusion blow-moulded bottles; Table S1: the plateau viscosities (190 °C) of the recycled materials, polypropylene homopolymer (180 °C), and corresponding approximated average molecular mass; Table S2: the melt enthalpies (Hm, J·g−1) of the compression-moulded (CM) sheets and extrusion blow-moulded (EBM) bottles—integration interval: 33.6–148.6 °C; and Formula S1: the calculation of the specific gravity by immersion in water [49]—equipment geometry correction factors. References [50,51] are cited in the supplementary materials.
Author Contributions
L.P.B.: conceptualisation, validation, investigation, writing—original draft, writing—review and editing, visualisation T.K.: investigation, writing—original draft, writing—review and editing, visualisation N.K.: resources, writing—review and editing V.-M.A.: conceptualisation, resources, writing—original draft, writing—review and editing, supervision, project administration, funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the FFG—The Austrian Research Promotion Agency and ecoplus, as part of the project ‘Pack2theLoop’ (#907682). This research was also funded by the TU Wien Bibliothek for financial support through its Open Access Funding Programme.
Data Availability Statement
Datasets are available on request from the authors.
Acknowledgments
We extend our sincere thanks to Steinbeis Polyvert (Völkermarkt, Austria) and EREMA GmbH for providing washed opaque and multicoloured post-consumer PE-HD flakes and regranulates. Sincere appreciation is extended to Matthias Graff for conducting the analyses of the multi-coloured post-consumer flakes. We express our sincere appreciation to Stephan Schuschnigg for preparing the extrusion blow-moulded bottle prototypes from the regranulates.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| ATR | Attenuated Total Reflection |
| CM | Compression-moulded |
| cont. | Contaminated |
| DSC | Differential Scanning Calorimetry |
| EBM | Extrusion blow-moulded |
| ESCR | Environmental stress cracking resistance |
| EU | European Union |
| FTIR | Fourier-transformed infrared (Spectroscopy) |
| MFR | Melt–flow rate |
| MR | Mechanical recycling |
| MWD | Molecular mass distribution |
| ND | Not detected |
| NIR | Near infrared |
| PE-HD | High-density polyethylene |
| PP | Polypropylene |
| PP−h | Polypropylene homopolymer |
| PTFE | Polytetrafluorethylene |
| rPE−HD | Post-consumer high-density polyethylene |
| TGA | Thermogravimetric Analysis |
References
- Wang, P.-Y.; Zhao, Z.-Y.; Siddique, K.H.M.; Xiong, X.-B.; Tao, H.-Y.; Ma, Y.; Mo, F.; Chen, Y.; Song, Y.; Burch, W.R.; et al. Microplastics positively mediate soil multifunctionality in dryland. Resour. Conserv. Recycl. 2024, 209, 107754. [Google Scholar] [CrossRef]
- MacLeod, M.; Arp, H.P.H.; Tekman, M.B.; Jahnke, A. The global threat from plastic pollution. Science 2021, 373, 61–65. [Google Scholar] [CrossRef] [PubMed]
- ISO 59000 Series: Circular Economy Standards -Terminology (ISO 59004), Business Models (59010), Measurement and Evaluation (59020), DIN Deutsches Institut für Normung e. V., 2024-05. [Online]. Available online: https://www.dinmedia.de/en/standard/iso-59004/380983795 (accessed on 23 January 2025).
- Zorpas, A.A. The hidden concept and the beauty of multiple “R” in the framework of waste strategies development reflecting to circular economy principles. Sci. Total Environ. 2024, 952, 175508. [Google Scholar] [CrossRef]
- Plastics Europe. Plastics—The Fast Facts 2024; Plastics Europe: Brussels, Belgium, 2023; Available online: https://plasticseurope.org/knowledge-hub/plastics-the-fast-facts-2024/ (accessed on 23 January 2025).
- European Parliament. REGULATION (EU) 2024/… OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL on Packaging and Packaging Waste, Amending Regulation (EU) 2019/1020 and Directive (EU) 2019/904, and Repealing Directive 94/62/EC; European Parliament: Brussels, Belgium, 2024; Available online: https://data.consilium.europa.eu/doc/document/PE-73-2024-INIT/en/pdf (accessed on 5 May 2025).
- Plastics Recyclers Europe. HDPE & PP Market in Europe—State of Play; PRODUCTION, COLLECTION AND RECYCLING DATA; Plastics Recyclers Europe: Brussels, Belgium, 2020; Available online: http://www.plasticsrecyclers.eu/wp-content/uploads/2022/10/hdpe-pp-market-in-europe.pdf (accessed on 1 April 2024).
- DIN EN 18120-6:2024; Packaging—Design for Recycling for Plastic Packaging—Part 6: Guideline for PE and PP Rigid Packaging. DIN Deutsches Institut für Normung e. V.: Brussels, Belgium, 2024.
- Uekert, T.; Singh, A.; DesVeaux, J.S.; Ghosh, T.; Bhatt, A.; Yadav, G.; Afzal, S.; Walzberg, J.; Knauer, K.M.; Nicholson, S.R.; et al. Technical, Economic, and Environmental Comparison of Closed-Loop Recycling Technologies for Common Plastics. ACS Sustain. Chem. Eng. 2023, 11, 965–978. [Google Scholar] [CrossRef]
- McLauchlin, A.R.; Hall, D.; Feldman, D.; Anderson, P.; Newman, M.; Hasell, T.; McDonald, T.O. Improving the performance of post-consumer resin feedstocks for rigid packaging applications: A pilot-scale assessment. Resour. Conserv. Recycl. 2023, 199, 107209. [Google Scholar] [CrossRef]
- Cabanes, A.; Fullana, A. New methods to remove volatile organic compounds from post-consumer plastic waste. Sci. Total Environ. 2021, 758, 144066. [Google Scholar] [CrossRef]
- Cucuzza, P.; Serranti, S.; Capobianco, G.; Bonifazi, G. Multi-level color classification of post-consumer plastic packaging flakes by hyperspectral imaging for optimizing the recycling process. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2023, 302, 123157. [Google Scholar] [CrossRef]
- Pimenov, A.; Nesteruk, S.; Mazanov, G.; Ilyushina, A.; Stepanov, A.; Mikhailova, N.; Somov, A. Machine Vision for Solid Waste Detection. In Scanning Technologies for Autonomous Systems; Rodríguez-Quiñonez, J.C., Flores-Fuentes, W., Castro-Toscano, M.J., Sergiyenko, O., Eds.; Springer Nature Switzerland: Cham, Switzerland, 2024; pp. 343–403. [Google Scholar]
- Papo, M.; Corona, B. Life cycle sustainability assessment of non-beverage bottles made of recycled High Density Polyethylene. J. Clean. Prod. 2022, 378, 134442. [Google Scholar] [CrossRef]
- Karaagac, E.; Koch, T.; Archodoulaki, V.-M. The effect of PP contamination in recycled high-density polyethylene (rPE-HD) from post-consumer bottle waste and their compatibilization with olefin block copolymer (OBC). Waste Manag. 2021, 119, 285–294. [Google Scholar] [CrossRef]
- Sjöqvist, M.; Boldizar, A. Molecular Modification and Compatibilization of Collected Polyethylene. J. Polym. Environ. 2011, 19, 335–340. [Google Scholar] [CrossRef]
- Sepet, H.; Tarakcioglu, N.; Misra, R. Investigation of mechanical, thermal and surface properties of nanoclay/HDPE nanocomposites produced industrially by melt mixing approach. J. Compos. Mater. 2016, 50, 3105–3116. [Google Scholar] [CrossRef]
- Lubongo, C.; Bin Daej, M.A.A.; Alexandridis, P. 2—Automated sorting technology for plastic waste. In Reuse of Plastic Waste in Eco-Efficient Concrete; Pacheco-Torgal, F., Khatib, J., Colangelo, F., Tuladhar, R., Eds.; Woodhead Publishing: Sawston, UK, 2024; pp. 13–35. [Google Scholar]
- Klotz, M.; Haupt, M.; Hellweg, S. Potentials and limits of mechanical plastic recycling. J. Ind. Ecol. 2023, 27, 1043–1059. [Google Scholar] [CrossRef]
- Faraca, G.; Martinez-Sanchez, V.; Astrup, T.F. Environmental life cycle cost assessment: Recycling of hard plastic waste collected at Danish recycling centres. Resour. Conserv. Recycl. 2019, 143, 299–309. [Google Scholar] [CrossRef]
- Gaduan, A.N.; Li, J.; Hill, G.; Wallis, C.; Burgstaller, C.; Lee, K.-Y. Simulating the recycling of milk bottles in the UK: Influence of blending virgin and repeatedly melt-extruded high-density polyethylene. Resour. Conserv. Recycl. 2023, 189, 106734. [Google Scholar] [CrossRef]
- Pucić, I.; Jurkin, T. FTIR assessment of poly(ethylene oxide) irradiated in solid state, melt and aqeuous solution. Radiat. Phys. Chem. 2012, 81, 1426–1429. [Google Scholar] [CrossRef]
- Kuchmenko, T.; Umarkhanov, R.; Lvova, L. E-nose for the monitoring of plastics catalytic degradation through the released Volatile Organic Compounds (VOCs) detection. Sens. Actuators B Chem. 2020, 322, 128585. [Google Scholar] [CrossRef]
- Bonten, C. Kunststoff-Werkstofftechnik. In Kunststofftechnik; Carl Hanser Verlag: Munich, Germany, 2020; pp. 69–263. [Google Scholar]
- Camacho, W.; Karlsson, S. Assessment of thermal and thermo-oxidative stability of multi-extruded recycled PP, HDPE and a blend thereof. Polym. Degrad. Stab. 2002, 78, 385–391. [Google Scholar] [CrossRef]
- Vlachopoulos, J.; Strutt, D. 6—Rheology of Molten Polymers. In Multilayer Flexible Packaging, 2nd ed.; Wagner, J.R., Ed.; William Andrew Publishing: Boston, MA, USA, 2016; pp. 77–96. [Google Scholar]
- Musil, J.; Zatloukal, M. Characterization of die drool sample produced by HDPE melt extrusion. AIP Conf. Proc. 2013, 1526, 47–58. [Google Scholar] [CrossRef]
- Gander, J.D.; Giacomin, A.J. Review of die lip buildup in plastics extrusion. Polym. Eng. Sci. 1997, 37, 1113–1126. [Google Scholar] [CrossRef]
- Pies, I.; Schultz, F.C. The governance of sustainable business model innovation—An Ordonomic Approach. Scand. J. Manag. 2023, 39, 101246. [Google Scholar] [CrossRef]
- Zhang, J.; Hirschberg, V.; Goecke, A.; Wilhelm, M.; Yu, W.; Orfgen, M.; Rodrigue, D. Effect of mechanical recycling on molecular structure and rheological properties of high-density polyethylene (HDPE). Polymer 2024, 297, 126866. [Google Scholar] [CrossRef]
- Münstedt, H. Various features of melt strain hardening of polymeric materials in uniaxial extension and their relation to molecular structure: Review of experimental results and their interpretation. Rheol. Acta 2023, 62, 333–363. [Google Scholar] [CrossRef]
- Allen, N.S.; Edge, M.; Hussain, S. Perspectives on yellowing in the degradation of polymer materials: Inter-relationship of structure, mechanisms and modes of stabilisation. Polym. Degrad. Stab. 2022, 201, 109977. [Google Scholar] [CrossRef]
- Boz Noyan, E.C.; Boldizar, A. Blow molding of mechanically recycled post-consumer rigid polyethylene packaging waste. Polym. Eng. Sci. 2024, 64, 5968–5983. [Google Scholar] [CrossRef]
- Alzerreca, M.; Paris, M.; Boyron, O.; Orditz, D.; Louarn, G.; Correc, O. Mechanical properties and molecular structures of virgin and recycled HDPE polymers used in gravity sewer systems. Polym. Test. 2015, 46, 1–8. [Google Scholar] [CrossRef]
- Tyun’kin, I.V.; Bazhenov, S.L.; Efimov, A.V.; Kechek’yan, A.S.; Timan, S.A. The effect of orientation on the mechanism of deformation of polymers. Polym. Sci. Ser. A 2011, 53, 715–726. [Google Scholar] [CrossRef]
- Hoffman, D.M.; McKinley, B.M. Crystallinity as a selection criterion for engineering properties of high density polyethylene. Polym. Eng. Sci. 1985, 25, 562–569. [Google Scholar] [CrossRef]
- Crist, B.; Fisher, C.J.; Howard, P.R. Mechanical properties of model polyethylenes: Tensile elastic modulus and yield stress. Macromolecules 1989, 22, 1709–1718. [Google Scholar] [CrossRef]
- McKeen, L.W. (Ed.) 7—Polyolefins and Acrylics. In The Effect of Creep and Other Time Related Factors on Plastics and Elastomers, 3rd ed.; William Andrew Publishing: Boston, MA, USA, 2015; pp. 321–353. [Google Scholar]
- Khaki, A.; Gerlach, C.; Ragaert, K.; Fiorio, R. Root causes of post-consumer high-density polyethylene failing in new bottles. Resour. Conserv. Recycl. 2024, 209, 107776. [Google Scholar] [CrossRef]
- Cheng, J.J.; Polak, M.A.; Penlidis, A. Influence of micromolecular structure on environmental stress cracking resistance of high density polyethylene. Tunn. Undergr. Space Technol. 2011, 26, 582–593. [Google Scholar] [CrossRef]
- Kibert, C.J.; Waller, D.L. Recycling post-consumer polymers into construction materials. Constr. Build. Mater. 1992, 6, 67–75. [Google Scholar] [CrossRef]
- Shirzaei Sani, I.; Demarquette, N.R.; David, E. Investigation and characterization of dielectric, thermal, and chemical properties of recycled high-density polyethylene blended with virgin polyethylene. Polym. Eng. Sci. 2023, 63, 3254–3267. [Google Scholar] [CrossRef]
- Thoden van Velzen, E.U.; Chu, S.; Alvarado Chacon, F.; Brouwer, M.T.; Molenveld, K. The impact of impurities on the mechanical properties of recycled polyethylene. Packag. Technol. Sci. 2021, 34, 219–228. [Google Scholar] [CrossRef]
- ISO 1133-1:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2022.
- DIN EN ISO 1183-1:2024; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2024.
- DIN EN ISO 527-2:2024; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2024.
- DIN EN 17096:2019; Geosynthetics—Test Method for the Determination of the Strain Hardening Modulus of PE-HD Geosynthetic Barriers. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2019.
- DIN EN ISO 899-1:2018; Plastics—Determination of Creep Behaviour—Part 1: Tensile Creep. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2017.
- Sartorius Weighing Technology GmbH. Sartorius YDK01, YDK01-0D, YDK01B, YDK01LP, YDK01MS, YDK02MS—Density Determination Kit. p. 17. Available online: https://www.bayernwaage.de/de/download/?dl=YDK01LP_Bedienungsanleitung_de.pdf (accessed on 5 May 2025).
- Kissin, Y.V. Melt Index and Melt Flow Ratio of Polyethylene Resin. In Polyethylene, 2nd ed.; Kissin, Y.V., Ed.; Hanser: Munich, Germany, 2020; Chapter 2; pp. 35–55. [Google Scholar]
- Haynes, W.M. Fluid Properties. In CRC Handbook of Chemistry and Physics, 93rd ed.; CRC Press LLC: Baton Rouge, LA, USA, 2012; Chapter 6; pp. 6–8. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).