

Multi-Response Optimization of Thermochemical Pretreatment of Soybean Hulls for 2G-Bioethanol Production

Abstract
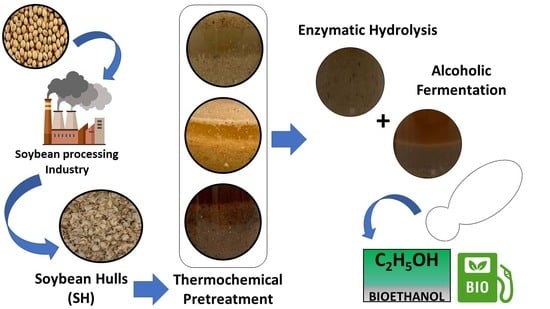
1. Introduction
2. Materials and Methods
2.1. Characterization of SH and Hydrolysates
2.2. Experimental Design
2.3. Enzymatic Saccharification
2.4. Fermentation
3. Results and Discussion
3.1. Characterization of Soybean Hull
3.2. SH loading Selection for Pretreatment
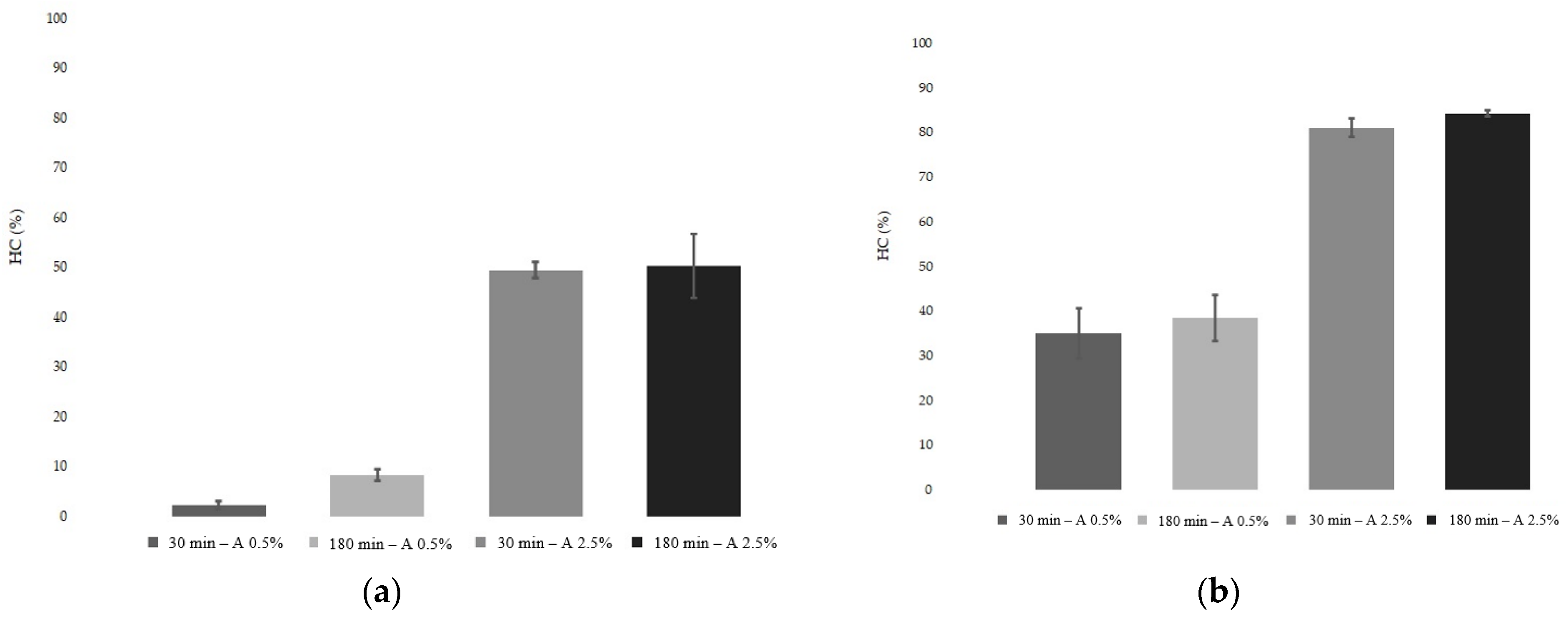
3.3. Relation between Pretreatment and the Hemicellulose Solubilization
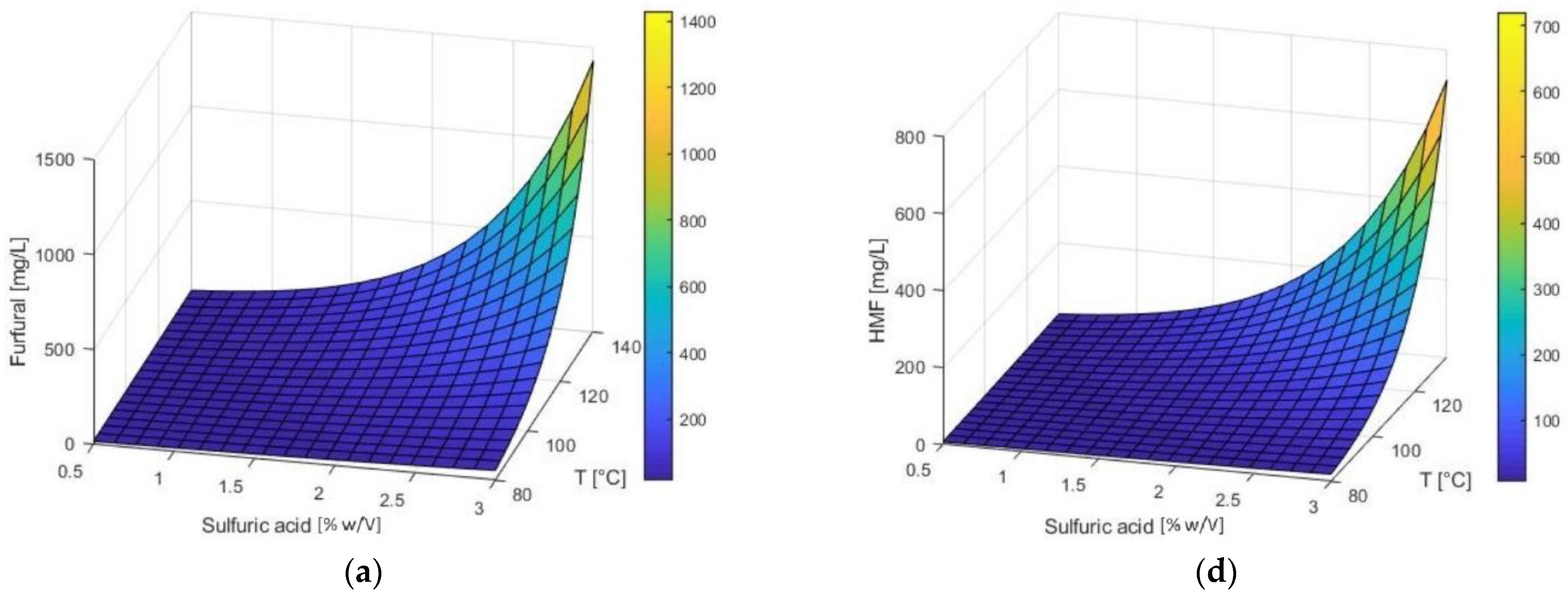
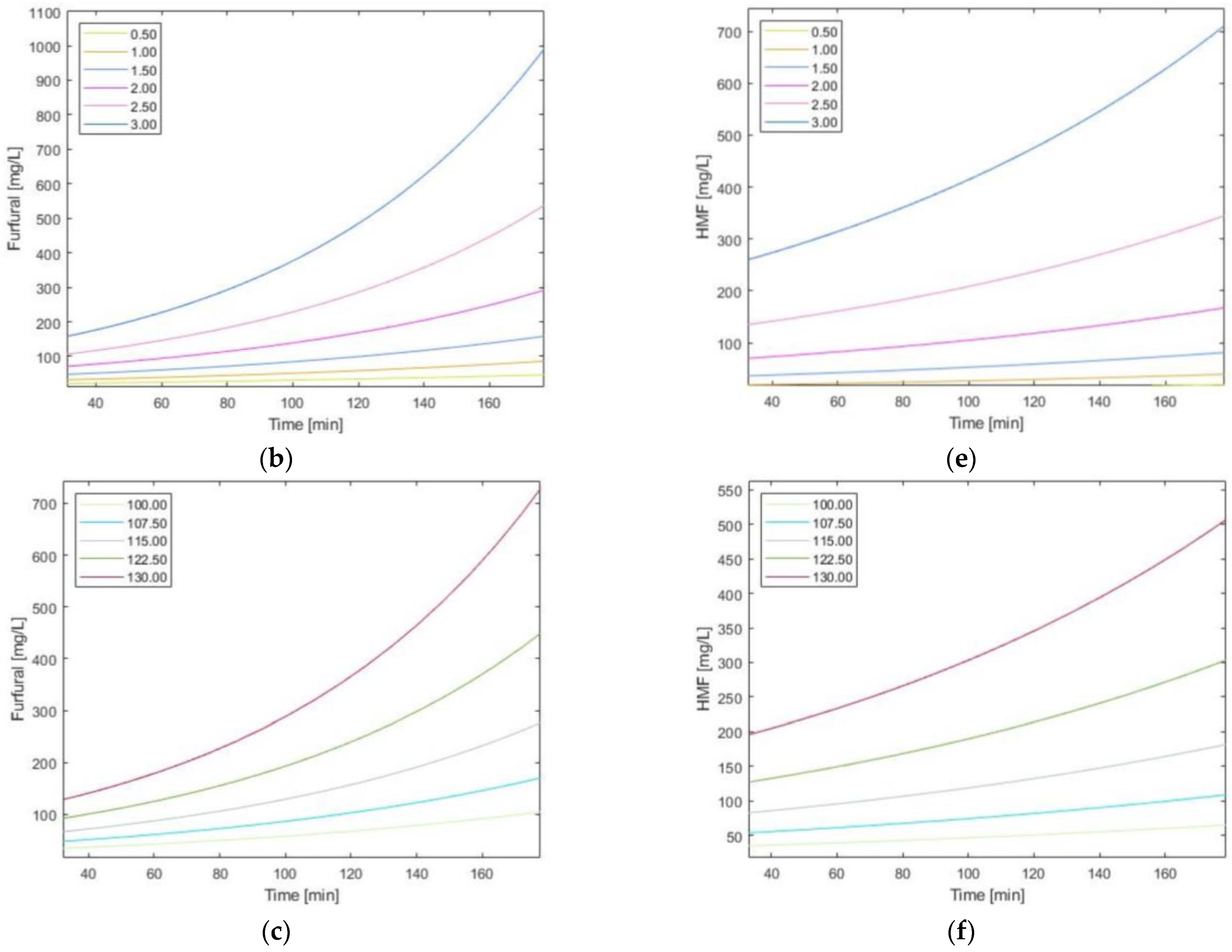
3.4. Furans Formation
3.5. Enzymatic Saccharification
3.6. Optimization of Pretreatment Conditions
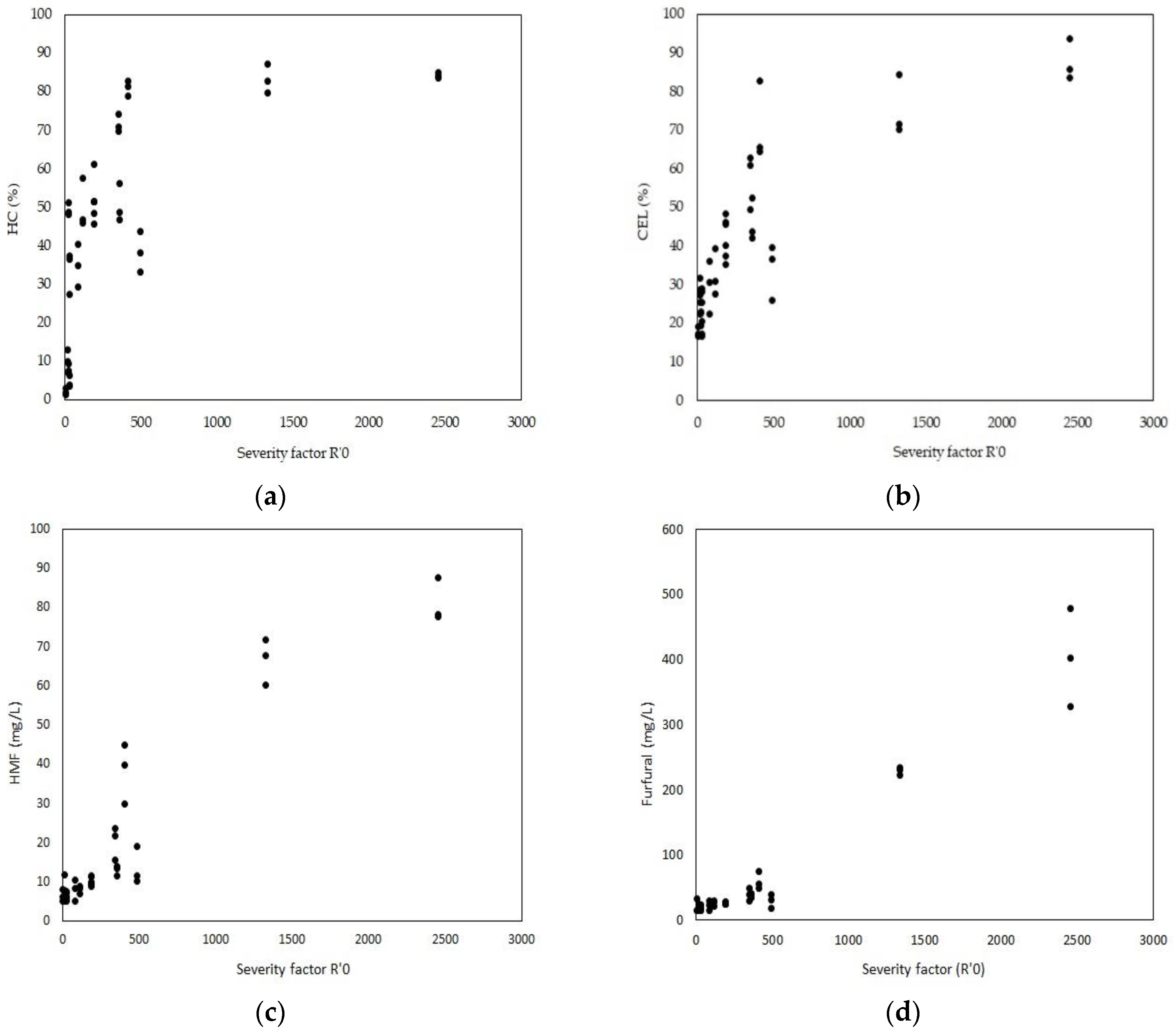
3.6.1. Severity Factor
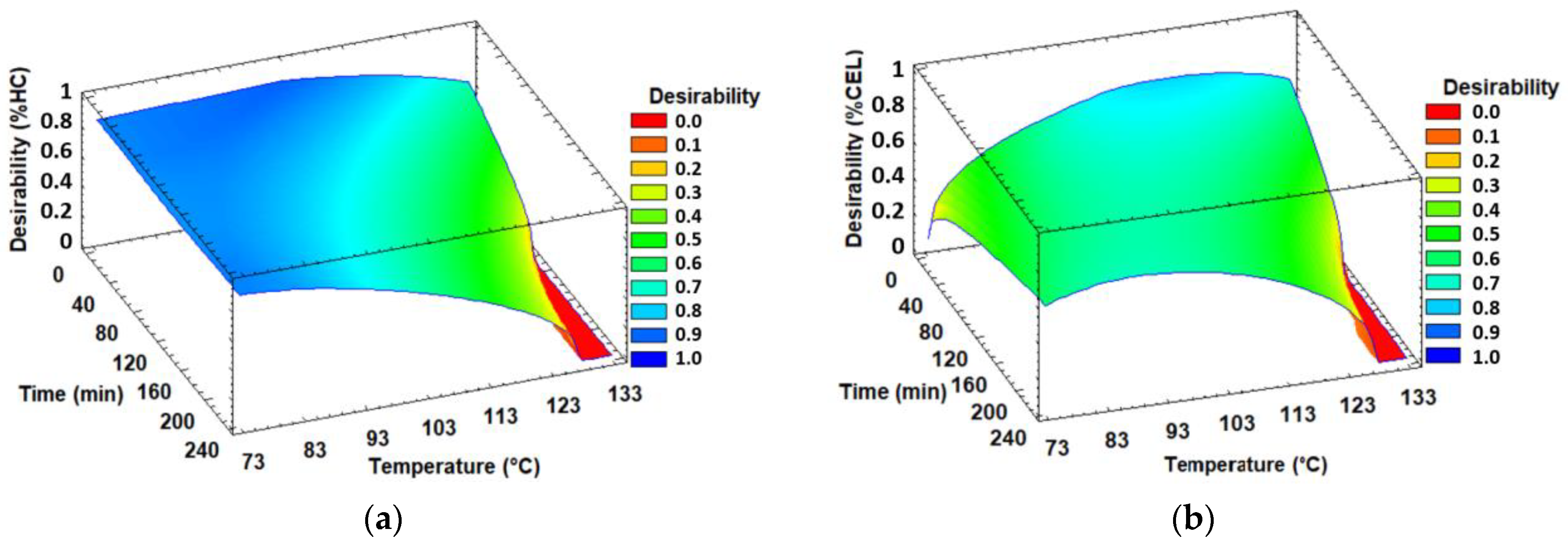
3.6.2. Multiresponse Optimization
3.7. Separate Saccharification and Fermentation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nigam, P.S.; Singh, A. Production of Liquid Biofuels from Renewable Resources. Prog. Energy Combust. Sci. 2011, 37, 52–68. [Google Scholar] [CrossRef]
- Limayem, A.; Ricke, S.C. Lignocellulosic Biomass for Bioethanol Production: Current Perspectives, Potential Issues and Future Prospects. Prog. Energy Combust. Sci. 2012, 38, 449–467. [Google Scholar] [CrossRef]
- Comelli, R.N.; Benzoo, M.T.; Leonardi, R.J.; Seluy, L.G.; Tomassi, A.H.; Isla, M.A. Agro-Industrial Wastewaters as Feedstocks: New Research on Bioethanol Production. In Agricultural Research Updates; Nova Science Publishers: Hauppauge, NY, USA, 2023; Volume 43, ISBN 979-8-88697-550-5. [Google Scholar]
- Wyman, C.E. (Ed.) Handbook on Bioethanol: Production and Utilization; Applied Energy Technology Series; Taylor & Francis: Washington, DC, USA, 1996; ISBN 978-1-56032-553-6. [Google Scholar]
- Devi, A.; Singh, A.; Bajar, S.; Pant, D.; Din, Z.U. Ethanol from Lignocellulosic Biomass: An in-Depth Analysis of Pre-Treatment Methods, Fermentation Approaches and Detoxification Processes. J. Environ. Chem. Eng. 2021, 9, 105798. [Google Scholar] [CrossRef]
- Patel, A.; Shah, A.R. Integrated Lignocellulosic Biorefinery: Gateway for Production of Second Generation Ethanol and Value Added Products. J. Bioresour. Bioprod. 2021, 6, 108–128. [Google Scholar] [CrossRef]
- Nishida, V.S.; Woiciechowski, A.L.; Valladares-Diestra, K.K.; Zevallos Torres, L.A.; Vandenberghe, L.P.d.S.; Zandoná Filho, A.; Soccol, C.R. Second Generation Bioethanol Production from Soybean Hulls Pretreated with Imidazole as a New Solvent. Fermentation 2023, 9, 93. [Google Scholar] [CrossRef]
- Amaro Bittencourt, G.; Porto de Souza Vandenberghe, L.; Valladares-Diestra, K.; Wedderhoff Herrmann, L.; Fátima Murawski de Mello, A.; Sarmiento Vásquez, Z.; Grace Karp, S.; Ricardo Soccol, C. Soybean Hulls as Carbohydrate Feedstock for Medium to High-Value Biomolecule Production in Biorefineries: A Review. Bioresour. Technol. 2021, 339, 125594. [Google Scholar] [CrossRef]
- Cassales, A.; de Souza-Cruz, P.B.; Rech, R.; Záchia Ayub, M.A. Optimization of Soybean Hull Acid Hydrolysis and Its Characterization as a Potential Substrate for Bioprocessing. Biomass Bioenergy 2011, 35, 4675–4683. [Google Scholar] [CrossRef]
- Cortivo, P.R.D.; Hickert, L.R.; Hector, R.; Ayub, M.A.Z. Fermentation of Oat and Soybean Hull Hydrolysates into Ethanol and Xylitol by Recombinant Industrial Strains of Saccharomyces Cerevisiae under Diverse Oxygen Environments. Ind. Crops Prod. 2018, 113, 10–18. [Google Scholar] [CrossRef]
- Kumar, A.; Gautam, A.; Dutt, D. Biotechnological Transformation of Lignocellulosic Biomass in to Industrial Products: An Overview. Adv. Biosci. Biotechnol. 2016, 07, 149–168. [Google Scholar] [CrossRef]
- Chiaramonti, D.; Prussi, M.; Ferrero, S.; Oriani, L.; Ottonello, P.; Torre, P.; Cherchi, F. Review of Pretreatment Processes for Lignocellulosic Ethanol Production, and Development of an Innovative Method. Biomass Bioenergy 2012, 46, 25–35. [Google Scholar] [CrossRef]
- Harris, J.F.; Baker, A.J.; Conner, A.H.; Jeffries, T.W.; Minor, J.L.; Pettersen, R.C.; Scott, R.W.; Springer, E.L.; Wegner, T.H.; Zerbe, J.I. Two-Stage, Dilute Sulfuric Acid Hydrolysis of Wood: An Investigation of Fundamentals; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1985; p. FPL-GTR-45.
- Silverstein, R.A.; Chen, Y.; Sharma-Shivappa, R.R.; Boyette, M.D.; Osborne, J. A Comparison of Chemical Pretreatment Methods for Improving Saccharification of Cotton Stalks. Bioresour. Technol. 2007, 98, 3000–3011. [Google Scholar] [CrossRef] [PubMed]
- Taherzadeh, M.J.; Karimi, K. Acid-Based Hydrolysis Processes for Ethanol from Lignocellulosic Materials: A Review. BioResources 2007, 2, 472–499. [Google Scholar]
- Takeuchi, Y.; Jin, F.; Tohji, K.; Enomoto, H. Acid Catalytic Hydrothermal Conversion of Carbohydrate Biomass into Useful Substances. J. Mater. Sci. 2008, 43, 2472–2475. [Google Scholar] [CrossRef]
- Shahbazi, A.; Zhang, B. Dilute and Concentrated Acid Hydrolysis of Lignocellulosic Biomass. In Bioalcohol Production; Elsevier: Amsterdam, The Netherlands, 2010; pp. 143–158. ISBN 978-1-84569-510-1. [Google Scholar]
- Tadimeti, J.G.D.; Thilakaratne, R.; Balla, V.K.; Kate, K.H.; Satyavolu, J. A Two-Stage C5 Selective Hydrolysis on Soybean Hulls for Xylose Separation and Value-Added Cellulose Applications. Biomass Conv. Bioref. 2020, 12, 3289–3301. [Google Scholar] [CrossRef]
- Sluiter, A. Determination of Ash in Biomass: Laboratory Analytical Procedure (LAP); Issue Date: 7/17/2005. Technical Report; National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report; National Renewable Energy Laboratory: Golden, CO, USA, 2012.
- Eberts, T.J.; Sample, R.H.; Glick, M.R.; Ellis, G.H. A Simplified, Colorimetric Micromethod for Xylose in Serum or Urine, with Phloroglucinol. Clin. Chem. 1979, 25, 1440–1443. [Google Scholar] [CrossRef] [PubMed]
- Rocha, G.J.M.; Silva, F.T.; Curvelo, A.A.S.; Araujo, G.T. A Fast and Accurate Method for Determination of Cellulose and Polyoses by HPLC. In Proceedings of the Fifth Brazilian Symposium on the Chemistry of Lignins and Other Wood Components, Curitiba, Brazil, 31 August–5 September 1997; Sepia Editora e Gráfica LTDA: Curitiba, Brazil, 1997; Volume VI. [Google Scholar]
- Comelli, R.N.; Seluy, L.G.; Isla, M.A. Optimization of a Low-Cost Defined Medium for Alcoholic Fermentation—A Case Study for Potential Application in Bioethanol Production from Industrial Wastewaters. New Biotechnol. 2016, 33, 107–115. [Google Scholar] [CrossRef]
- Comelli, R.N.; Seluy, L.G.; Isla, M.A. Performance of Several Saccharomyces Strains for the Alcoholic Fermentation of Sugar-Sweetened High-Strength Wastewaters: Comparative Analysis and Kinetic Modelling. New Biotechnol. 2016, 33, 874–882. [Google Scholar] [CrossRef]
- Eaton, A.D.; Clesceri, L.S.; Greenberg, A.E. Standard Methods for the Examination of Water and Wastewater, 21st ed.; American Public Health Association: Washington, DC, USA, 2005; ISBN 978-0-87553-047-5. [Google Scholar]
- Isla, M.A.; Comelli, R.N.; Seluy, L.G. Wastewater from the Soft Drinks Industry as a Source for Bioethanol Production. Bioresour. Technol. 2013, 136, 140–147. [Google Scholar] [CrossRef]
- Rojas, M.J.; Siqueira, P.F.; Miranda, L.C.; Tardioli, P.W.; Giordano, R.L.C. Sequential Proteolysis and Cellulolytic Hydrolysis of Soybean Hulls for Oligopeptides and Ethanol Production. Ind. Crops Prod. 2014, 61, 202–210. [Google Scholar] [CrossRef]
- Miron, J.; Yosef, E.; Ben-Ghedalia, D. Composition and in Vitro Digestibility of Monosaccharide Constituents of Selected Byproduct Feeds. J. Agric. Food Chem. 2001, 49, 2322–2326. [Google Scholar] [CrossRef]
- Corredor, D.Y.; Sun, X.S.; Salazar, J.M.; Hohn, K.L.; Wang, D. Enzymatic Hydrolysis of Soybean Hulls Using Dilute Acid and Modified Steam-Explosion Pretreatments. J Biobased Mater. Bioenergy 2008, 2, 43–50. [Google Scholar] [CrossRef]
- Cortivo, P.R.D.; Machado, J.; Hickert, L.R.; Rossi, D.M.; Ayub, M.A.Z. Production of 2,3-Butanediol by Klebsiella Pneumoniae BLh-1 and Pantoea Agglomerans BL1 Cultivated in Acid and Enzymatic Hydrolysates of Soybean Hull. Biotechnol. Prog. 2019, 35, e2793. [Google Scholar] [CrossRef]
- Toro-Trochez, J.L.; Carrillo-Pedraza, E.S.; Bustos-Martínez, D.; García-Mateos, F.J.; Ruiz-Rosas, R.R.; Rodríguez-Mirasol, J.; Cordero, T. Thermogravimetric Characterization and Pyrolysis of Soybean Hulls. Bioresour. Technol. Rep. 2019, 6, 183–189. [Google Scholar] [CrossRef]
- Robles Barros, P.J.; Ramirez Ascheri, D.P.; Siqueira Santos, M.L.; Morais, C.C.; Ramirez Ascheri, J.L.; Signini, R.; dos Santos, D.M.; de Campos, A.J.; Alessandro Devilla, I. Soybean Hulls: Optimization of the Pulping and Bleaching Processes and Carboxymethyl Cellulose Synthesis. Int. J. Biol. Macromol. 2020, 144, 208–218. [Google Scholar] [CrossRef] [PubMed]
- Jung, Y.H.; Park, H.M.; Kim, D.H.; Park, Y.-C.; Seo, J.-H.; Kim, K.H. Combination of High Solids Loading Pretreatment and Ethanol Fermentation of Whole Slurry of Pretreated Rice Straw to Obtain High Ethanol Titers and Yields. Bioresour. Technol. 2015, 198, 861–866. [Google Scholar] [CrossRef] [PubMed]
- Shiva; Climent Barba, F.; Rodríguez-Jasso, R.M.; Sukumaran, R.K.; Ruiz, H.A. High-Solids Loading Processing for an Integrated Lignocellulosic Biorefinery: Effects of Transport Phenomena and Rheology—A Review. Bioresour. Technol. 2022, 351, 127044. [Google Scholar] [CrossRef]
- Zhang, B.; Liu, X.; Bao, J. High Solids Loading Pretreatment: The Core of Lignocellulose Biorefinery as an Industrial Technology—An Overview. Bioresour. Technol. 2023, 369, 128334. [Google Scholar] [CrossRef]
- Pino, M.S.; Rodríguez-Jasso, R.M.; Michelin, M.; Flores-Gallegos, A.C.; Morales-Rodriguez, R.; Teixeira, J.A.; Ruiz, H.A. Bioreactor Design for Enzymatic Hydrolysis of Biomass under the Biorefinery Concept. Chem. Eng. J. 2018, 347, 119–136. [Google Scholar] [CrossRef]
- Aguilar, D.L.; Rodríguez-Jasso, R.M.; Zanuso, E.; de Rodríguez, D.J.; Amaya-Delgado, L.; Sanchez, A.; Ruiz, H.A. Scale-up and Evaluation of Hydrothermal Pretreatment in Isothermal and Non-Isothermal Regimen for Bioethanol Production Using Agave Bagasse. Bioresour. Technol. 2018, 263, 112–119. [Google Scholar] [CrossRef]
- Schirmer-Michel, Â.C.; Flôres, S.H.; Hertz, P.F.; Matos, G.S.; Ayub, M.A.Z. Production of Ethanol from Soybean Hull Hydrolysate by Osmotolerant Candida Guilliermondii NRRL Y-2075. Bioresour. Technol. 2008, 99, 2898–2904. [Google Scholar] [CrossRef]
- Marzialetti, T.; Valenzuela Olarte, M.B.; Sievers, C.; Hoskins, T.J.C.; Agrawal, P.K.; Jones, C.W. Dilute Acid Hydrolysis of Loblolly Pine: A Comprehensive Approach. Ind. Eng. Chem. Res. 2008, 47, 7131–7140. [Google Scholar] [CrossRef]
- Palmqvist, E.; Hahn-Hägerdal, B. Fermentation of Lignocellulosic Hydrolysates. I: Inhibition and Detoxification. Bioresour. Technol. 2000, 74, 17–24. [Google Scholar] [CrossRef]
- Klinke, H.B.; Thomsen, A.B.; Ahring, B.K. Inhibition of Ethanol-Producing Yeast and Bacteria by Degradation Products Produced during Pre-Treatment of Biomass. Appl. Microbiol. Biotechnol. 2004, 66, 10–26. [Google Scholar] [CrossRef] [PubMed]
- Panagiotou, G.; Olsson, L. Effect of Compounds Released during Pretreatment of Wheat Straw on Microbial Growth and Enzymatic Hydrolysis Rates. Biotechnol. Bioeng. 2007, 96, 250–258. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.-J.; Lim, W.-S.; Lee, J.-W. Improvement of Ethanol Fermentation from Lignocellulosic Hydrolysates by the Removal of Inhibitors. J. Ind. Eng. Chem. 2013, 19, 2010–2015. [Google Scholar] [CrossRef]
- Hoppert, L.; Kölling, R.; Einfalt, D. Synergistic Effects of Inhibitors and Osmotic Stress during High Gravity Bioethanol Production from Steam-Exploded Lignocellulosic Feedstocks. Biocatal. Agric. Biotechnol. 2022, 43, 102414. [Google Scholar] [CrossRef]
- Yoo, J.; Alavi, S.; Vadlani, P.; Amanor-Boadu, V. Thermo-Mechanical Extrusion Pretreatment for Conversion of Soybean Hulls to Fermentable Sugars. Bioresour. Technol. 2011, 102, 7583–7590. [Google Scholar] [CrossRef]
- Abatzoglou, N.; Chornet, E.; Belkacemi, K.; Overend, R.P. Phenomenological Kinetics of Complex Systems: The Development of a Generalized Severity Parameter and Its Application to Lignocellulosics Fractionation. Chem. Eng. Sci. 1992, 47, 1109–1122. [Google Scholar] [CrossRef]
- Derringer, G.; Suich, R. Simultaneous Optimization of Several Response Variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Carlyle, W.M.; Montgomery, D.C.; Runger, G.C. Optimization Problems and Methods in Quality Control and Improvement. J. Qual. Technol. 2000, 32, 1–17. [Google Scholar] [CrossRef]
- Lie, S. The Ebc-ninhydrin method for determination of free alpha amino nitrogen. J. Inst. Brew. 1973, 79, 37–41. [Google Scholar] [CrossRef]
- Jacob, F.F.; Striegel, L.; Rychlik, M.; Hutzler, M.; Methner, F.-J. Spent Yeast from Brewing Processes: A Biodiverse Starting Material for Yeast Extract Production. Fermentation 2019, 5, 51. [Google Scholar] [CrossRef]
- Hor, S.; Kongkeitkajorn, M.B.; Reungsang, A. Sugarcane Bagasse-Based Ethanol Production and Utilization of Its Vinasse for Xylitol Production as an Approach in Integrated Biorefinery. Fermentation 2022, 8, 340. [Google Scholar] [CrossRef]
- Kaur, S.; Guleria, P.; Yadav, S.K. Evaluation of Fermentative Xylitol Production Potential of Adapted Strains of Meyerozyma Caribbica and Candida Tropicalis from Rice Straw Hemicellulosic Hydrolysate. Fermentation 2023, 9, 181. [Google Scholar] [CrossRef]
- Mouro, A.; dos Santos, A.A.; Agnolo, D.D.; Gubert, G.F.; Bon, E.P.S.; Rosa, C.A.; Fonseca, C.; Stambuk, B.U. Combining Xylose Reductase from Spathaspora Arborariae with Xylitol Dehydrogenase from Spathaspora Passalidarum to Promote Xylose Consumption and Fermentation into Xylitol by Saccharomyces Cerevisiae. Fermentation 2020, 6, 72. [Google Scholar] [CrossRef]
- Wahlbom, C.; Vanzyl, W.; Jonsson, L.; Hahnhagerdal, B.; Otero, R. Generation of the Improved Recombinant Xylose-Utilizing TMB 3400 by Random Mutagenesis and Physiological Comparison with CBS 6054. FEMS Yeast Res. 2003, 3, 319–326. [Google Scholar] [CrossRef]
- Chen, Y.; Dong, B.; Qin, W.; Xiao, D. Xylose and Cellulose Fractionation from Corncob with Three Different Strategies and Separate Fermentation of Them to Bioethanol. Bioresour. Technol. 2010, 101, 6994–6999. [Google Scholar] [CrossRef]
- Vedovatto, F.; Bonatto, C.; Bazoti, S.F.; Venturin, B.; Alves, S.L., Jr.; Kunz, A.; Steinmetz, R.L.R.; Treichel, H.; Mazutti, M.A.; Zabot, G.L.; et al. Production of Biofuels from Soybean Straw and Hull Hydrolysates Obtained by Subcritical Water Hydrolysis. Bioresour. Technol. 2021, 328, 124837. [Google Scholar] [CrossRef]
- Aquarone, E. Penicillin and Tetracycline as Contamination Control Agents in Alcoholic Fermentation of Sugar Cane Molasses. Appl. Microbiol. 1960, 8, 263–268. [Google Scholar] [CrossRef]
- Hynes, S.H.; Kjarsgaard, D.M.; Thomas, K.C.; Ingledew, W.M. Use of Virginiamycin to Control the Growth of Lactic Acid Bacteria during Alcohol Fermentation. J. Ind. Microbiol. Biotechnol. 1997, 18, 284–291. [Google Scholar] [CrossRef]
- Peng, J.; Zhang, L.; Gu, Z.-H.; Ding, Z.-Y.; Shi, G.-Y. The Role of Nisin in Fuel Ethanol Production with Saccharomyces Cerevisiae: Nisin and Fuel Ethanol Production. Lett. Appl. Microbiol. 2012, 55, 128–134. [Google Scholar] [CrossRef] [PubMed]
- Chohan, N.A.; Aruwajoye, G.S.; Sewsynker-Sukai, Y.; Gueguim Kana, E.B. Valorisation of Potato Peel Wastes for Bioethanol Production Using Simultaneous Saccharification and Fermentation: Process Optimization and Kinetic Assessment. Renew. Energy 2020, 146, 1031–1040. [Google Scholar] [CrossRef]
- Sethupathy, S.; Murillo Morales, G.; Gao, L.; Wang, H.; Yang, B.; Jiang, J.; Sun, J.; Zhu, D. Lignin Valorization: Status, Challenges and Opportunities. Bioresour. Technol. 2022, 347, 126696. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Units | Lower Value | Higher Value |
|---|---|---|---|
| Time | min | 30 | 180 |
| Temperature | °C | 80 | 125 |
| H2SO4 concentration | % w/v | 0.5 | 2.5 |
| Treatment | Time (min) | Temperature (°C) | H2SO4 (% w/v) |
|---|---|---|---|
| 1 | 105 | 103 | 2.79 |
| 2 | 105 | 103 | 0.21 |
| 3 | 9 | 103 | 1.50 |
| 4 | 30 | 80 | 0.50 |
| 5 | 202 | 103 | 1.50 |
| 6 | 180 | 80 | 2.50 |
| 7 1 | 105 | 103 | 1.50 |
| 8 | 105 | 131 | 1.50 |
| 9 | 180 | 125 | 2.50 |
| 10 | 180 | 125 | 0.50 |
| 11 | 180 | 80 | 0.50 |
| 12 | 105 | 74 | 1.50 |
| 13 | 30 | 80 | 2.50 |
| 14 | 30 | 125 | 0.50 |
| 15 | 30 | 125 | 2.50 |
| Cellulose (%) | Hemicellulose (%) | Lignin (%) | Ash (%) | Reference |
|---|---|---|---|---|
| 51.2 | 15.9 | 1.5–4.2 | ND 1 | [28] 2 |
| 36.4 | 12.5 | 18.2 | 4.2 | [29] |
| 39.7 | 25.5 | 9.1 | NI | [9] |
| 39.0 | 24.0 | 12.0 | NI | [30] |
| 52.3 | 18.5 | 3.7 | 2.5 | [31] |
| 40.6 | 33.8 | 7.8 | 4.2 | [32] |
| 45.0 | 15.1 | 4.0 | 2.0 | This work |
| Response Variable | Predicted | Observed |
|---|---|---|
| %HC | 82.07 ± 5.07 | 90.42 ± 3.90 |
| Furfural (mg/L) | 85.06 ± 4.25 | 97.00 ± 12.07 |
| HMF (mg/L) | 80.68 ± 4.03 | 68.78 ± 10.39 |
| Fermentation Media | Yet/glu | Yx/glu | rx (g/L.h) | rs (g/L.h) | rp (g/L.h) | Initial Glucose conc. (g/L) | Glucose Consumption (%) | Max. Biomass conc. (g/L) | Max. Ethanol conc. 1 (g/L) |
|---|---|---|---|---|---|---|---|---|---|
| SH Hydrolysates | 0.45 | - | - | 8.65 | 3.63 | 69.5 | 100 | - | 36.6 |
| Synthetic control medium | 0.44 | 0.15 | 1.34 | 8.65 | 3.63 | 60.0 | 100 | 10.5 | 26.40 |
| Fermentation Media | Pretreatment | Yp/s (gethanol/gglucose) | rp (g/L.h) | Initial Glucose (g/L) | Final Ethanol (g/L) | Fermentation Time (h) | Ref. |
|---|---|---|---|---|---|---|---|
| Detoxified corn stover hydrolysate. Nutrient supplementation. | Dilute H2SO4 | 0.538 | ND 1 | SSF | 37.85 | 120 | [55] |
| Soybean and oat hulls hydrolysate. | Dilute H2SO4 | 0.34–0.38 | NI | 60.12 ± 2.03 | 24.2 ± 2.10 | 120 | [10] |
| Soybean straw and hulls hydrolysates (SS&HH) supplemented with 10 g/L glucose. | Subcritical water (200 °C) | - | - | 10.96 | - | 96 | [56] |
| SS&HH diluted ½ and supplemented with 10 g/L of glucose. | Hydrolysis with subcritical water (200 °C) | 0.557 | NI | 10.96 | 6.11 ± 0.11 | 96 | [56] |
| Soybean hull hydrolysate | Dilute H2SO4 | 0.45 | 3.63 | 69.5 | 36.6 ± 0.50 | 12 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gil Rolón, M.; Leonardi, R.J.; Bolzico, B.C.; Seluy, L.G.; Benzzo, M.T.; Comelli, R.N. Multi-Response Optimization of Thermochemical Pretreatment of Soybean Hulls for 2G-Bioethanol Production. Fermentation 2023, 9, 454. https://doi.org/10.3390/fermentation9050454
Gil Rolón M, Leonardi RJ, Bolzico BC, Seluy LG, Benzzo MT, Comelli RN. Multi-Response Optimization of Thermochemical Pretreatment of Soybean Hulls for 2G-Bioethanol Production. Fermentation. 2023; 9(5):454. https://doi.org/10.3390/fermentation9050454
Chicago/Turabian StyleGil Rolón, Martín, Rodrigo J. Leonardi, Bruna C. Bolzico, Lisandro G. Seluy, Maria T. Benzzo, and Raúl N. Comelli. 2023. "Multi-Response Optimization of Thermochemical Pretreatment of Soybean Hulls for 2G-Bioethanol Production" Fermentation 9, no. 5: 454. https://doi.org/10.3390/fermentation9050454
APA StyleGil Rolón, M., Leonardi, R. J., Bolzico, B. C., Seluy, L. G., Benzzo, M. T., & Comelli, R. N. (2023). Multi-Response Optimization of Thermochemical Pretreatment of Soybean Hulls for 2G-Bioethanol Production. Fermentation, 9(5), 454. https://doi.org/10.3390/fermentation9050454