
Significance of Intermittent Mixing in Mesophilic Anaerobic Digester

 ,
, 
 ,
,  and
and 
Abstract
1. Introduction
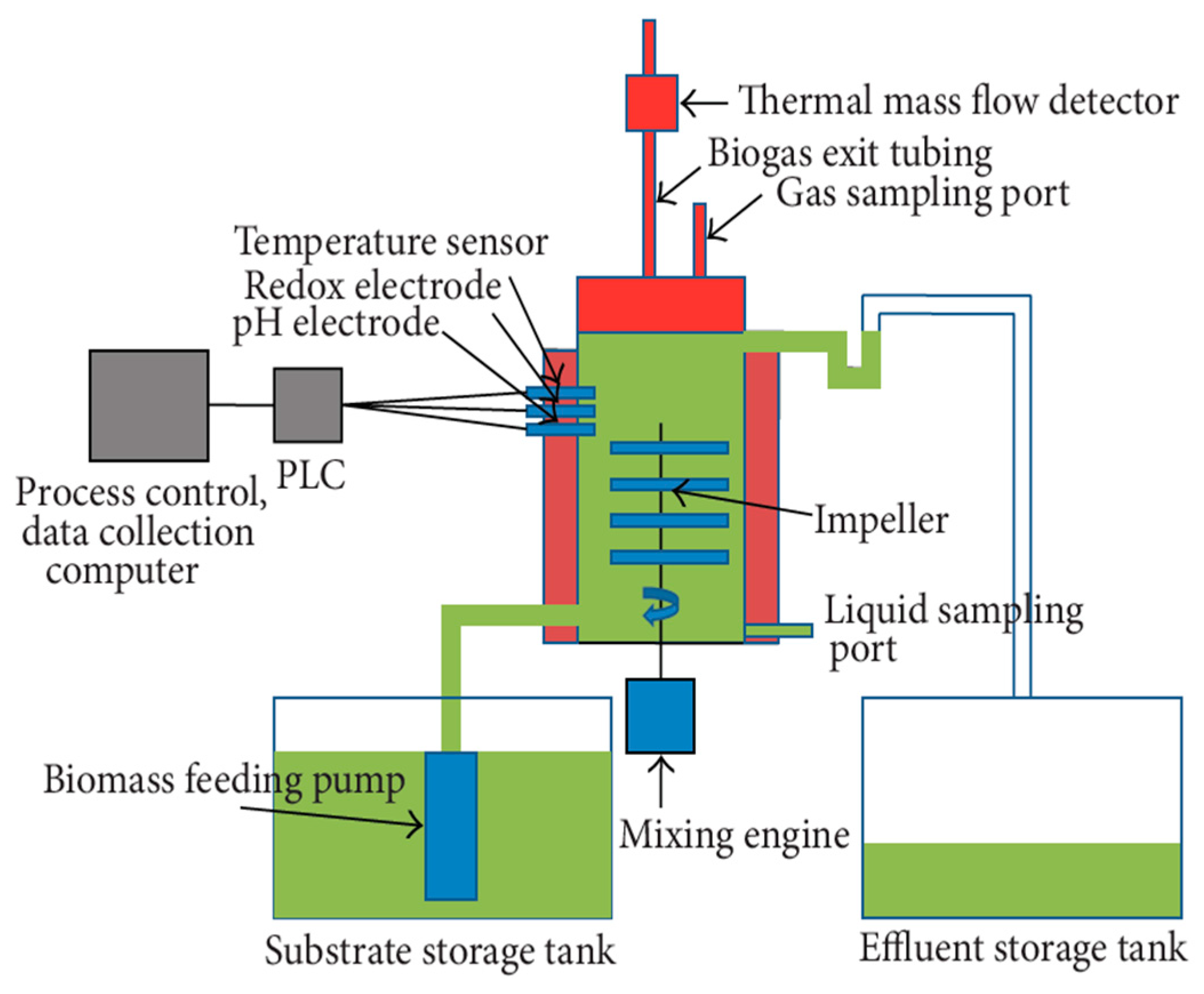
2. Experimental Setup
2.1. Inoculum Feeding, Substrates, and Sampling
2.2. Mixing Mode
2.3. Analytical Methods
2.3.1. Gas Analysis
2.3.2. Volatile Fatty Acids
2.3.3. TS and oTS Content
3. Results and Discussion
3.1. CFD Analysis
3.2. Experimental Analysis
3.2.1. Start-Up Phase
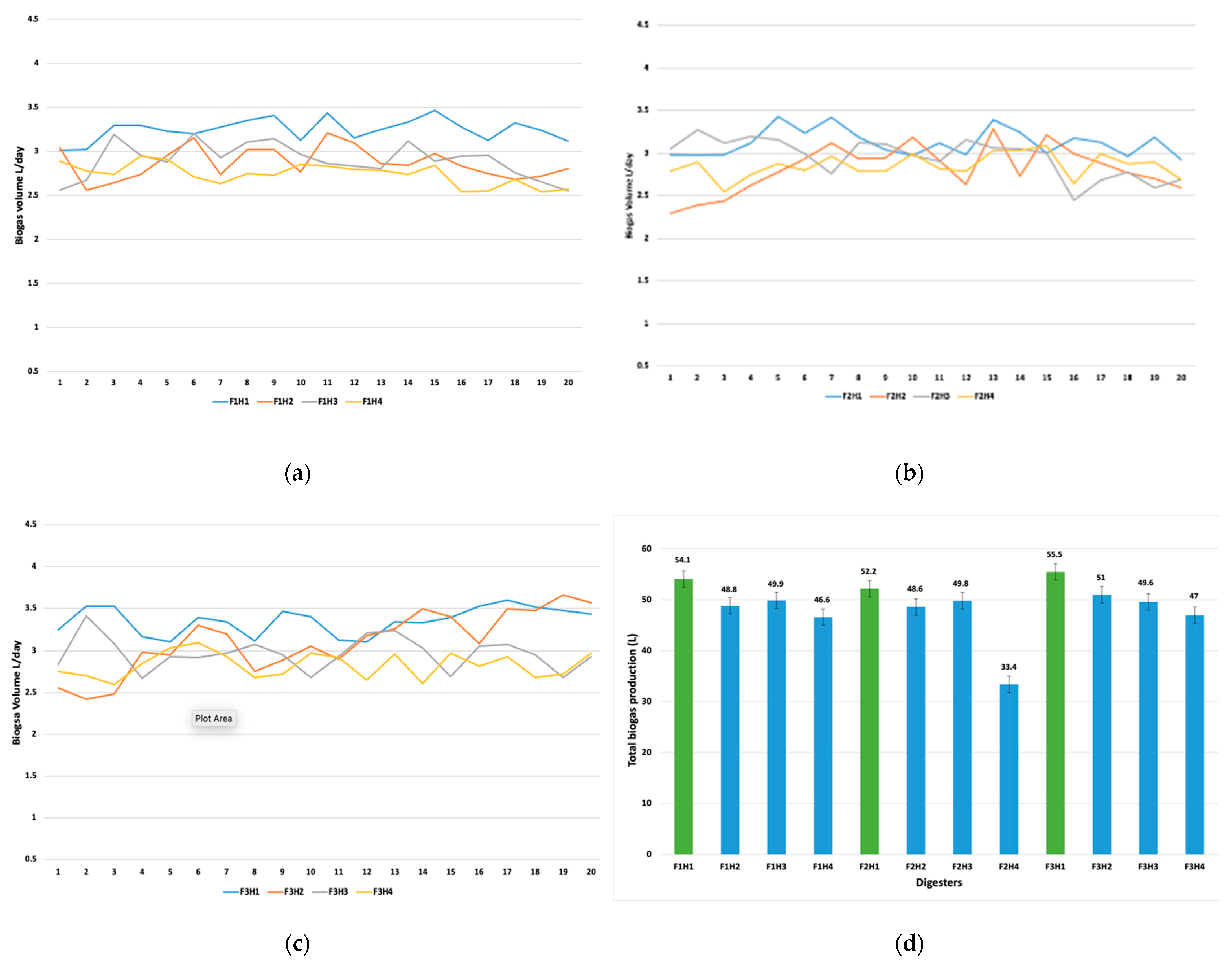
3.2.2. Effect of Mixing Intervals on Overall Biogas Yield (BY)
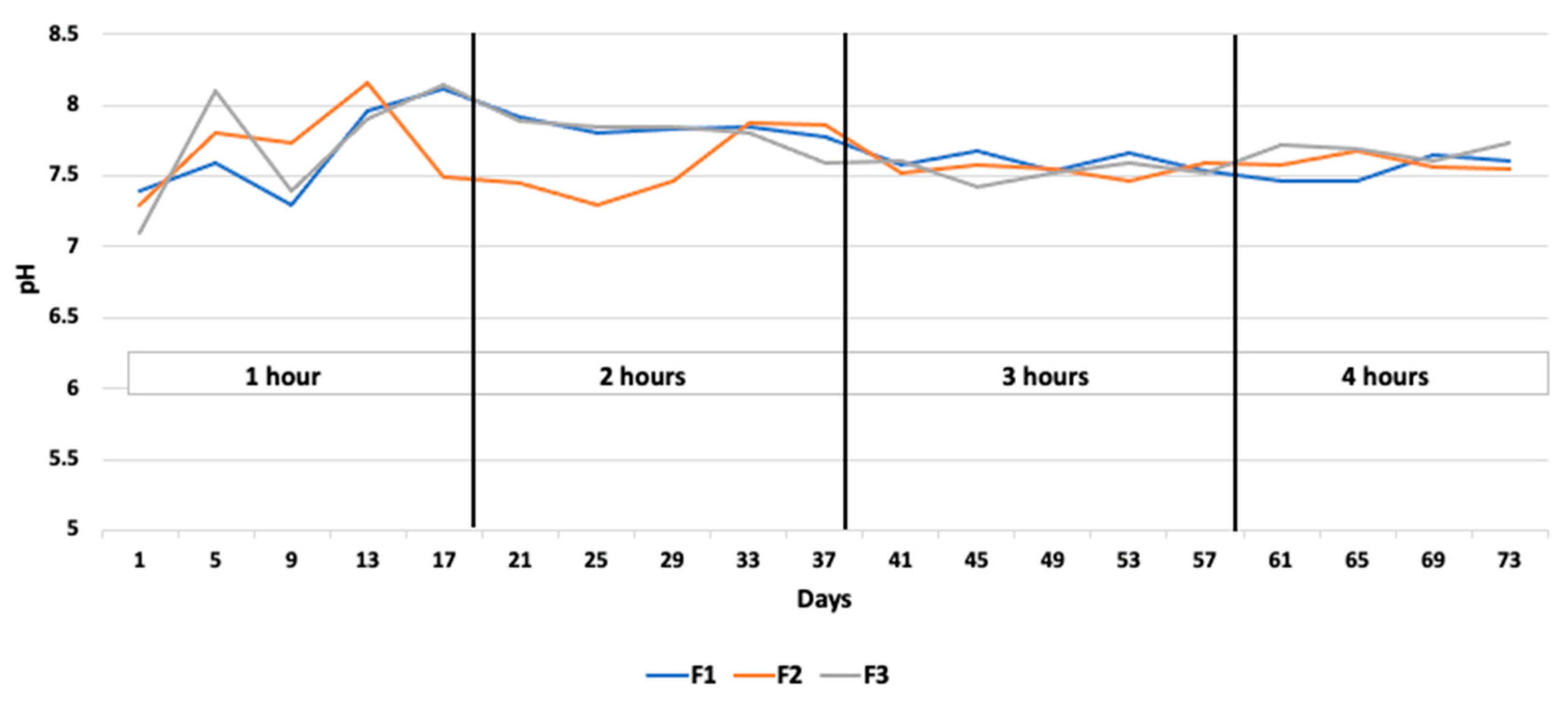
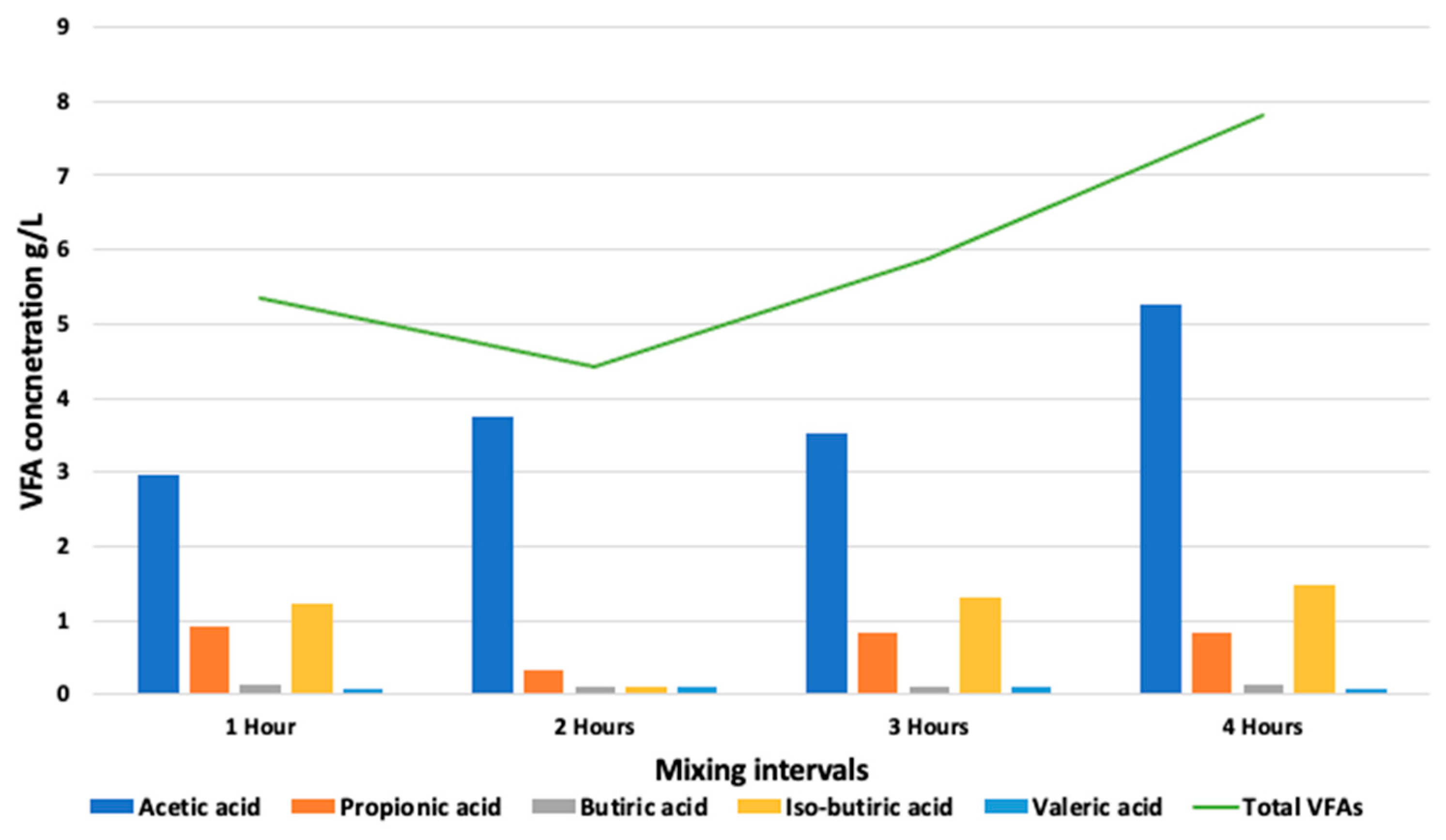
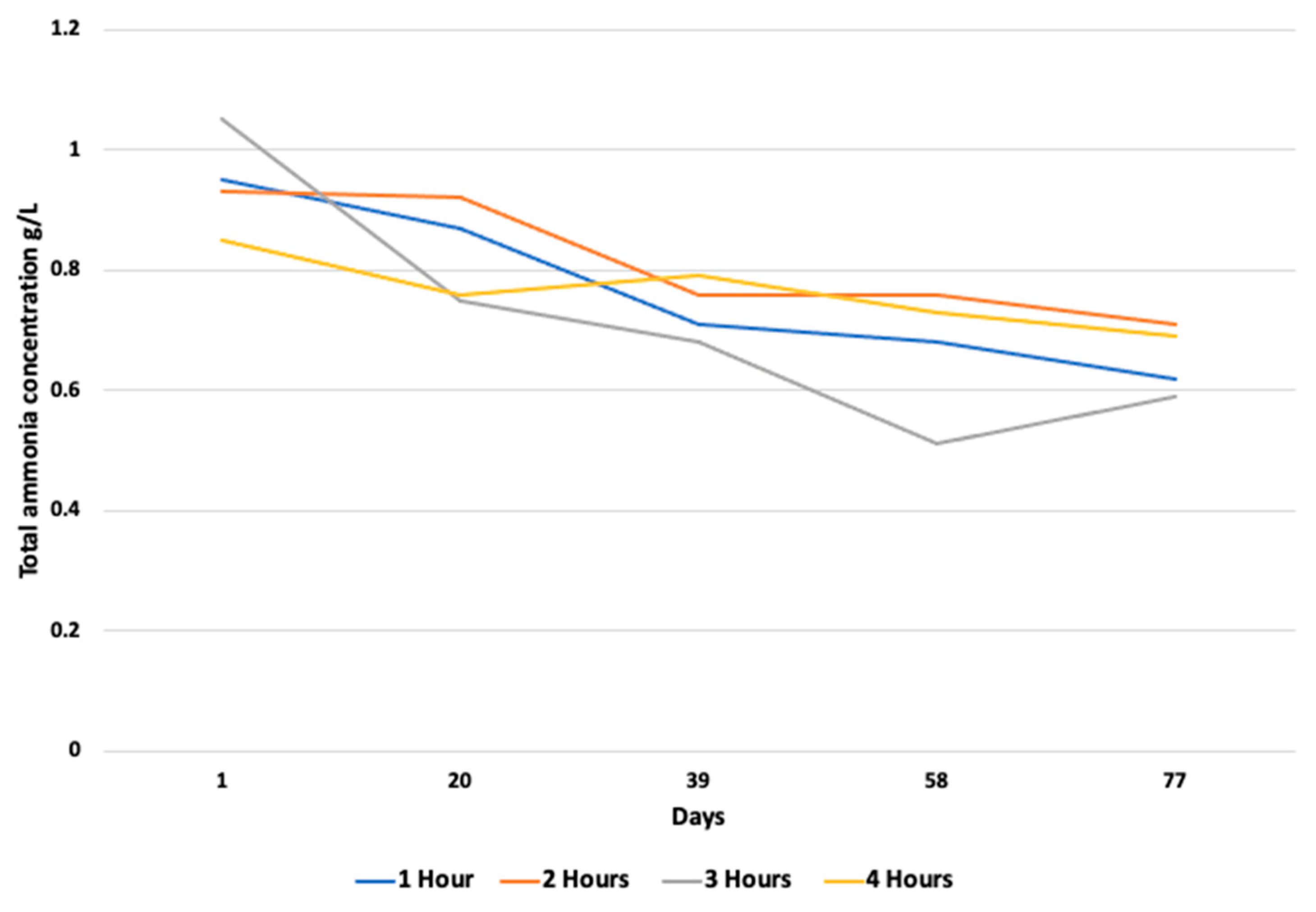
3.2.3. Impact of Mixing Intervals on VFA Concentration, Alkalinity, pH, and Ammonia
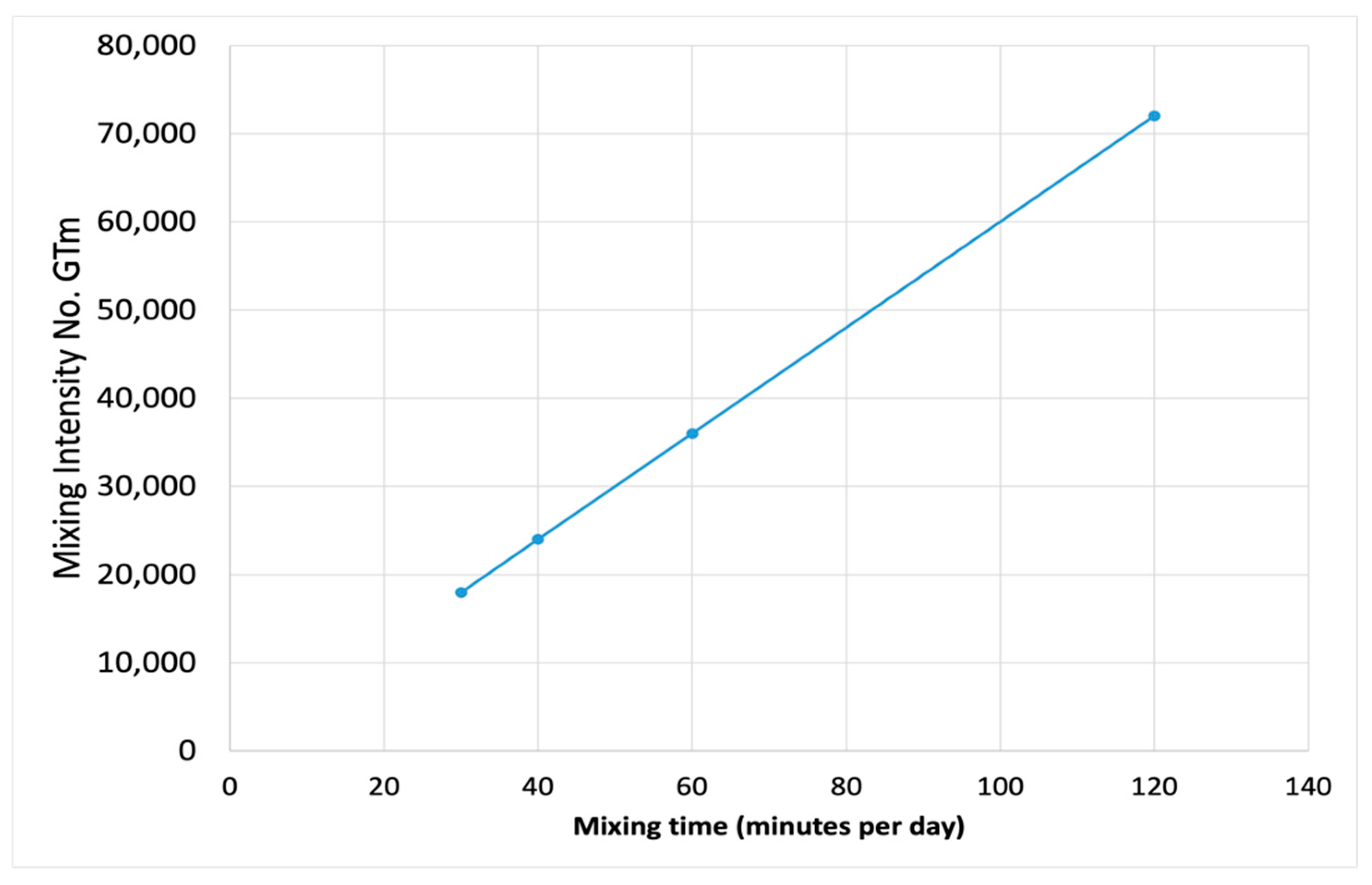
3.2.4. System Mixing Intensity for Semi-Continuous Mixing Mode
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Suryawanshi, P.C.; Chaudhari, A.B.; Kothari, R.M. Thermophilic anaerobic digestion: The best option for waste treatment. Crit. Rev. Biotechnol. 2010, 30, 31–40. [Google Scholar] [CrossRef] [PubMed]
- Wirth, R.; Kovács, E.; Maróti, G.; Bagi, Z.; Rákhely, G.; Kovács, K.L. Characterization of a biogas-producing microbial community by short-read next generation DNA sequencing. Biotechnol. Biofuels 2012, 5, 41. [Google Scholar] [CrossRef]
- Bagi, Z.; Ács, N.; Bálint, B.; Horváth, L.; Dobó, K.; Perei, K.R.; Rákhely, G.; Kovács, K.L. Biotechnological intensification of biogas production. Appl. Microbiol. Biotechnol. 2007, 76, 473–482. [Google Scholar] [CrossRef]
- Kovács, E.; Wirth, R.; Maróti, G.; Bagi, Z.; Nagy, K.; Minárovits, J.; Rákhely, G.; Kovács, K.L. Augmented biogas production from protein-rich substrates and associated metagenomic changes. Bioresour. Technol. 2015, 178, 254–261. [Google Scholar] [CrossRef]
- Ghanimeh, S.A.; Al-Sanioura, D.N.; Saikaly, P.E.; El-Fadel, M. Correlation between system performance and bacterial composition under varied mixing intensity in thermophilic anaerobic digestion of food waste. J. Environ. Manag. 2018, 206, 472–481. [Google Scholar] [CrossRef]
- Singh, B.; Szamosi, Z.; Siménfalvi, Z. State of the art on mixing in an anaerobic digester: A review. Renew. Energy 2019, 141, 922–936. [Google Scholar] [CrossRef]
- Naegele, H.-J.; Lemmer, A.; Oechsner, H.; Jungbluth, T. Electric Energy consumption of the full scale research biogas plant “Unterer Lindenhof”: Results of longterm and full detail measurements. Energies 2012, 5, 5198–5214. [Google Scholar] [CrossRef]
- Lemmer, A.; Naegele, H.-J.; Sondermann, J. How efficient are agitators in biogas digesters? determination of the efficiency of submersible motor mixers and incline agitators by measuring nutrient distribution in full-scale agricultural biogas digesters. Energies 2013, 6, 6255–6273. [Google Scholar] [CrossRef]
- Singh, B.; Szamosi, Z.; Siménfalvi, Z. Impact of mixing intensity and duration on biogas production in an anaerobic digester: A review. Crit. Rev. Biotechnol. 2020, 40, 508–521. [Google Scholar] [CrossRef]
- Karaeva, J.V.; Khalitova, G.R.; Kovalev, D.A.; Trakhunova, I.A. Study of the Process of Hydraulic Mixing in Anaerobic Digester of Biogas Plant. Chem. Process Eng -Inz. Chem. i Proces. 2015, 36, 101–112. [Google Scholar] [CrossRef]
- Monteith, H.; Stephenson, J. Mixing efficiencies in full-scale anaerobic digesters by tracer methods. Water Pollut. Control Fed. 1981, 53, 78–84. Available online: http://www.jstor.org/stable/25041020 (accessed on 6 August 2022). [CrossRef]
- Wang, B.; Björn, A.; Strömberg, S.; Nges, I.A.; Nistor, M.; Liu, J. Evaluating the influences of mixing strategies on the Biochemical Methane Potential test. J. Environ. Manag. 2017, 185, 54–59. [Google Scholar] [CrossRef] [PubMed]
- Kaparaju, P.; Buendia, I.; Ellegaard, L.; Angelidakia, I. Effects of mixing on methane production during thermophilic anaerobic digestion of manure: Lab-scale and pilot-scale studies. Bioresour. Technol. 2008, 99, 4919–4928. [Google Scholar] [CrossRef] [PubMed]
- Ong, H.K.; Greenfield, P.F.; Pullammanappallil, P.C. Effect of mixing on biomethanation of cattle-manure slurry. Environ. Technol. 2002, 23, 1081–1090. [Google Scholar] [CrossRef]
- Tian, L.; Zou, D.; Yuan, H.; Wang, L.; Zhang, X.; Li, X. Identifying proper agitation interval to prevent floating layers formation of corn stover and improve biogas production in anaerobic digestion. Bioresour. Technol. 2015, 186, 1–7. [Google Scholar] [CrossRef] [PubMed]
- McLeod, J.D.; Othman, M.Z.; Parthasarathy, R. Process intensification of anaerobic digestion: Influence on mixing and process performance. Bioresour. Technol. 2019, 274, 533–540. [Google Scholar] [CrossRef]
- Subramanian, B.; Pagilla, K.R. Anaerobic digester foaming in full-scale cylindrical digesters – Effects of organic loading rate, feed characteristics, and mixing. Bioresour. Technol. 2014, 159, 182–192. [Google Scholar] [CrossRef] [PubMed]
- Kress, P.; Nägele, H.-J.; Oechsner, H.; Ruile, S. Effect of agitation time on nutrient distribution in full-scale CSTR biogas digesters. Bioresour. Technol. 2018, 247, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Lewis, K.; Hughes, W. Optimisation of Methane Production from Anaerobically Digested Cow Slurry Using Mixing Regime and Hydraulic Retention. Ph.D. Thesis, University of Exeter, Exeter, UK, 2015. [Google Scholar]
- Liu, Y.; Tay, J.-H. The essential role of hydrodynamic shear force in the formation of biofilm and granular sludge. Water Res. 2002, 36, 1653–1665. [Google Scholar] [CrossRef] [PubMed]
- Lebranchu, A.; Delaunay, S.; Marchal, P.; Blanchard, F.; Pacaud, S.; Fick, M.; Olmos, E. Impact of shear stress and impeller design on the production of biogas in anaerobic digesters. Bioresour. Technol. 2017, 245, 1139–1147. [Google Scholar] [CrossRef]
- Jiang, J.; Wu, J.; Poncin, S.; Li, H.Z. Effect of hydrodynamic shear on biogas production and granule characteristics in a continuous stirred tank reactor. Process Biochem. 2016, 51, 345–351. [Google Scholar] [CrossRef]
- Hoffmann, R.A.; Garcia, M.L.; Veskivar, M.; Karim, K.; Al-Dahhan, M.H.; Angenent, L.T. Effect of shear on performance and microbial ecology of continuously stirred anaerobic digesters treating animal manure. Biotechnol. Bioeng. 2007, 100, 38–48. [Google Scholar] [CrossRef] [PubMed]
- Amiraftabi, M.; Khiadani, M.; Mohammed, H.A. Performance of a dual helical ribbon impeller in a two-phase (gas-liquid) stirred tank reactor. Chem. Eng. Process. Process Intensif. 2020, 148, 107811. [Google Scholar] [CrossRef]
- Bose, R.S.; Chowdhury, B.; Zakaria, B.S.; Tiwari, M.K.; Dhar, B.R. Significance of different mixing conditions on performance and microbial communities in anaerobic digester amended with granular and powdered activated carbon. Bioresour. Technol. 2021, 341, 125768. [Google Scholar] [CrossRef] [PubMed]
- Lindmark, J.; Thorin, E.; Bel Fdhila, R.; Dahlquist, E. Effects of mixing on the result of anaerobic digestion: Review. Renew. Sustain. Energy Rev. 2014, 40, 1030–1047. [Google Scholar] [CrossRef]
- Önen, S.; Nsair, A.; Kuchta, K. Innovative operational strategies for biogas plant including temperature and stirring management. Waste Manag. Res. 2019, 37, 237–246. [Google Scholar] [CrossRef]
- Kowalczyk, A.; Harnisch, E.; Schwede, S.; Gerber, M.; Span, R. Different mixing modes for biogas plants using energy crops. Appl. Energy 2013, 112, 465–472. [Google Scholar] [CrossRef]
- Singh, B.; Singh, N.; Čonka, Z.; Kolcun, M.; Siménfalvi, Z.; Péter, Z.; Szamosi, Z. Critical analysis of methods adopted for evaluation of mixing efficiency in an anaerobic digester. Sustainability 2021, 13, 6668. [Google Scholar] [CrossRef]
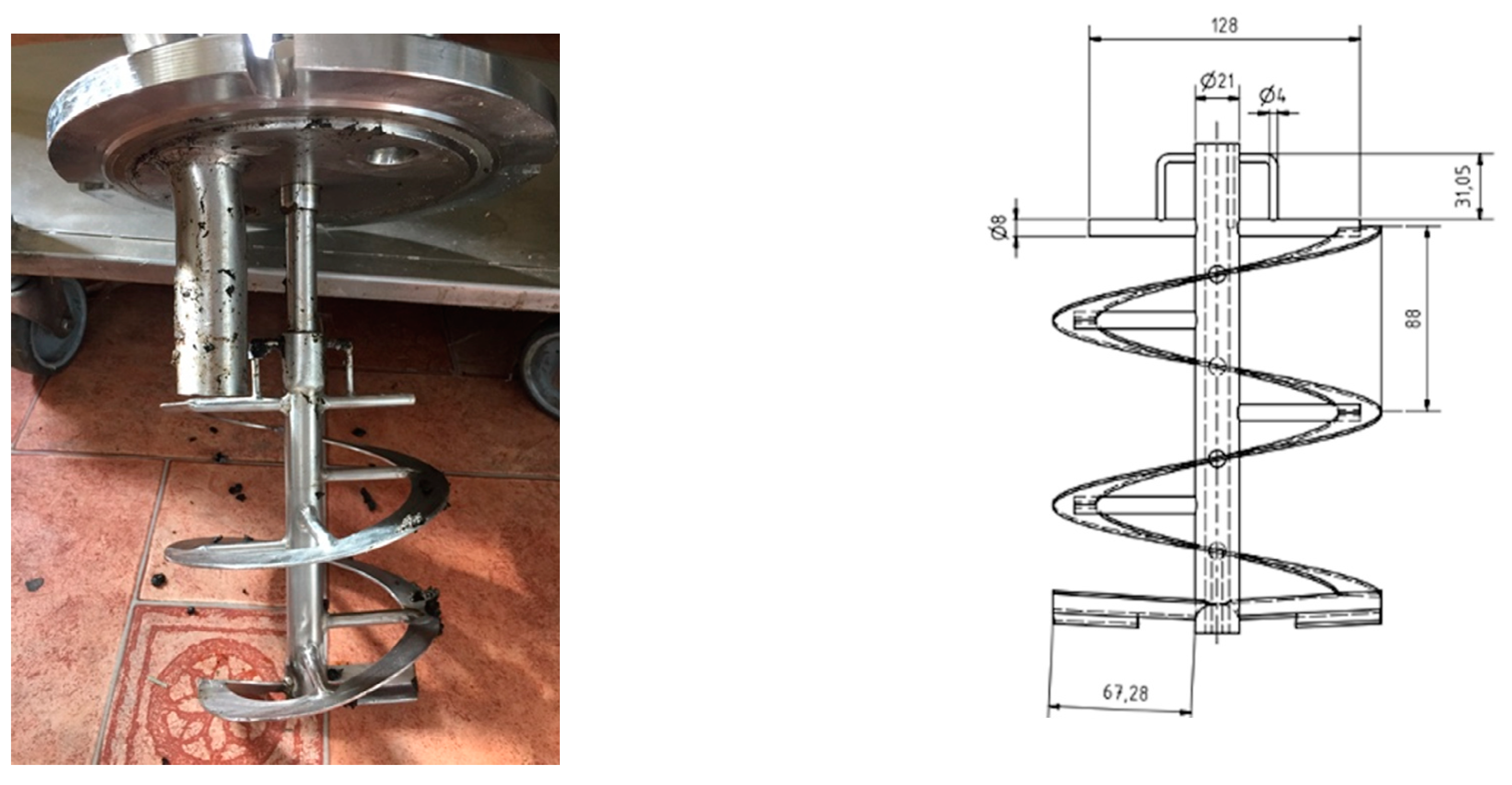
- Singh, B.; Kovács, K.L.; Bagi, Z.; Nyári, J.; Szepesi, G.L.; Petrik, M.; Siménfalvi, Z.; Szamosi, Z. Enhancing efficiency of anaerobic digestion by optimization of mixing regimes using helical ribbon impeller. Fermentation 2021, 7, 251. [Google Scholar] [CrossRef]
- Kovács, K.L.; Ács, N.; Kovács, E.; Wirth, R.; Rákhely, G.; Strang, O.; Herbel, Z.; Bagi, Z. Improvement of biogas production by bioaugmentation. BioMed Res. Int. 2013, 2013, 482653. [Google Scholar] [CrossRef]
- Bryant, M.P. Microbial methane production—Theoretical aspects. J. Anim. Sci. 1979, 48, 193–201. [Google Scholar] [CrossRef]
- Latha, K.; Velraj, R.; Shanmugam, P.; Sivanesan, S. Mixing strategies of high solids anaerobic co-digestion using food waste with sewage sludge for enhanced biogas production. J. Clean. Prod. 2019, 210, 388–400. [Google Scholar] [CrossRef]
- Caillet, H.; Madyira, D.M.; Adelard, L. Study of the performances of a vinasse mesophilic anaerobic digester behavior submitted to intermittent mixing: Monitoring of the physicochemical properties of the digestate and local samples of the digester. Bioresour. Technol. Rep. 2021, 16, 100837. [Google Scholar] [CrossRef]
- Nandi, R.; Saha, C.K.; Alam, M.M. Effect of mixing on biogas production from cowdung. Eco-friendly Agril. J. 2017, 10, 7–13. [Google Scholar]
- Wang, Y.; Dentel, S. The effect of high speed mixing and polymer dosing rates on the geometric and rheological characteristics of conditioned anaerobic digested sludge (ADS). Water Res. 2010, 44, 6041–6052. [Google Scholar] [CrossRef] [PubMed]
- Franke-Whittle, I.H.; Walter, A.; Ebner, C.; Insam, H. Investigation into the effect of high concentrations of volatile fatty acids in anaerobic digestion on methanogenic communities. Waste Manag. 2014, 34, 2080–2089. [Google Scholar] [CrossRef]
- Ferrer, I.; Vázquez, F.; Font, X. Long term operation of a thermophilic anaerobic reactor: Process stability and efficiency at decreasing sludge retention time. Bioresour. Technol. 2010, 101, 2972–2980. [Google Scholar] [CrossRef] [PubMed]
- Camp, T.R. Velocity gradients and internal work in fluid motion. J. Bost. Soc. Civ. Eng. 1943, 30, 219–230. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value Range |
|---|---|
| TS (%) | 4.28 |
| SS (g L−1) | 57.8 ± 10.0 |
| Total carbon (%) | 46.2 |
| TVS (g L−1) | 87.6 ± 3.4 |
| COD (g L−1) | 141 ± 6.4 |
| VFA (g L−1) | 4.15 ± 1.38 |
| ρ (kg m−3) | 1068 |
| HRT (d) | 18 |
| Mixing Regime 1 (1 h Resting Time) (Period 15–35 days) | Mixing Regime 1 (2 h Resting Time) (Period 35–55 days) | Mixing Regime 3 (3 h Resting Time) (Period 55–75 days) | Mixing Regime 4 (4 h Resting Time) (Period 75–95 days) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fermenters → | F1 | F2 | F3 | F1 | F2 | F3 | F1 | F2 | F3 | F1 | F2 | F3 |
| Total Biogas production (L/d) | 54.1 | 52.24 | 55.5 | 48.9 | 48.6 | 51.2 | 49.9 | 49.8 | 49.6 | 46.6 | 33.4 | 47.3 |
| Maximum BY (daily) (L/d) | 3.84 | 3.24 | 3.71 | 3.36 | 3.20 | 2.91 | 2.98 | 3.12 | 2.34 | 2.94 | 2.82 | 2.35 |
| Minimum BP (daily) (L/d) | 2.50 | 2.44 | 2.43 | 2.36 | 2.39 | 2.42 | 2.34 | 2.53 | 2.77 | 2.31 | 2.22 | 2.43 |
| Average (L/d) | 2.70 | 2.61 | 2.77 | 2.44 | 2.43 | 2.55 | 2.49 | 2.82 | 2.48 | 2.33 | 2.51 | 2.36 |
| Resting Time (hr) | Data Set | p Values | ||
|---|---|---|---|---|
| 1 | F1 | F2 | F3 | 0.63712 |
| 2 | F1 | F2 | F3 | 0.092734 |
| 3 | F1 | F2 | F3 | 0.17832 |
| 4 | F1 | F2 | F3 | 0.28374 |
| Digesters | Mixing Intervals (hours) | VS Removal Efficiency (%) | Total Biogas Production (L) |
|---|---|---|---|
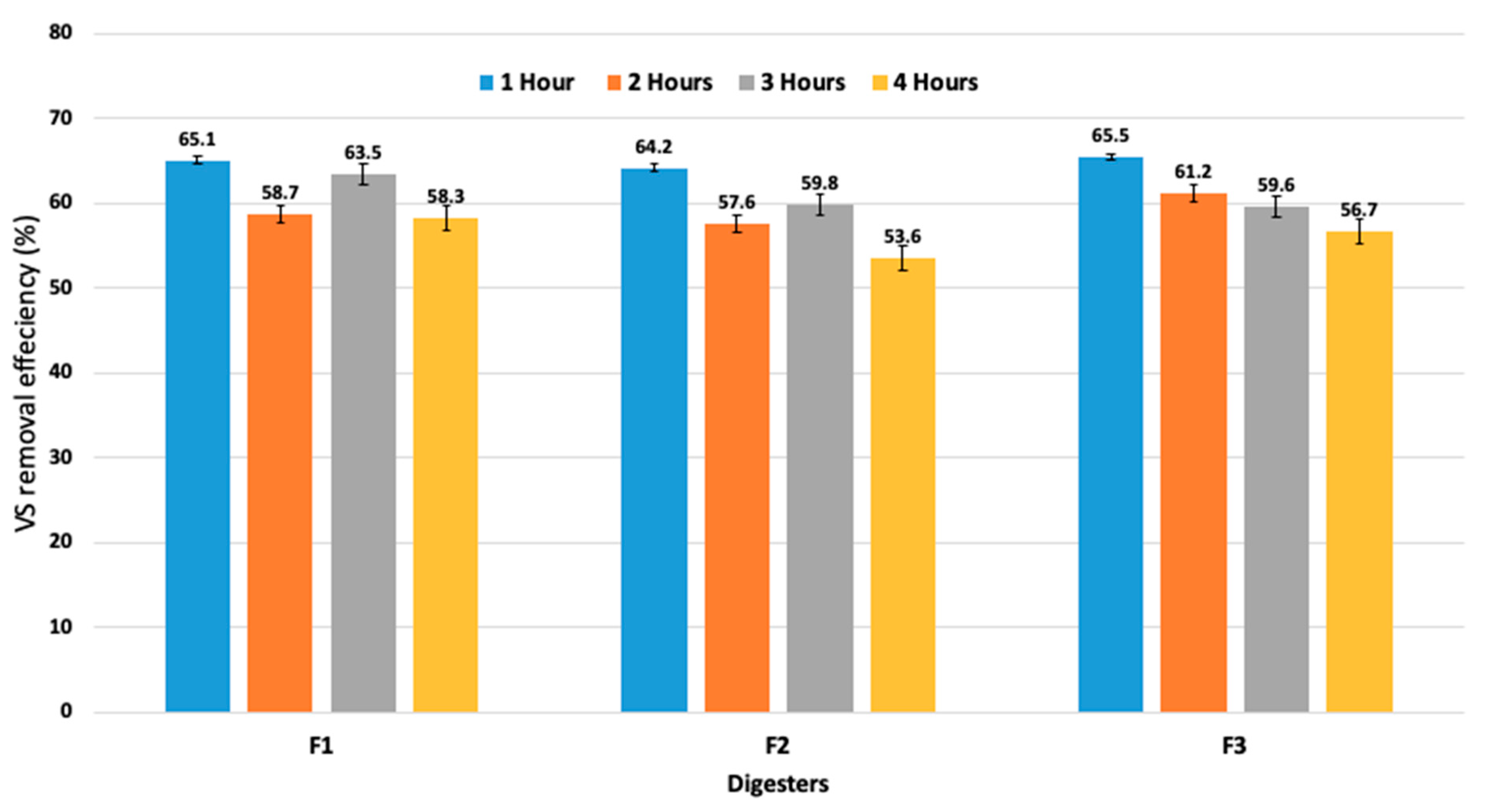
| F1 | 1 | 65.1 ± 3.4 | 54.1 ± 0.24 |
| 2 | 58.7 ± 2.1 | 48.9 ± 0.31 | |
| 3 | 63.2 ± 3.6 | 49.7 ± 0.25 | |
| 4 | 58.3 ± 1.4 | 46.6 ± 0.14 | |
| F2 | 1 | 64.2 ± 2.5 | 52.2 ± 0.32 |
| 2 | 57.6 ± 3.2 | 48.6 ± 0.13 | |
| 3 | 58.8 ± 5.2 | 49.8 ± 0.26 | |
| 4 | 53.6 ± 2.8 | 33.4 ± 0.27 | |
| F3 | 1 | 68.5 ± 2.7 | 55.5 ± 0.17 |
| 2 | 61.2 ± 3.4 | 51.2 ± 0.30 | |
| 3 | 59.6 ± 3.2 | 49.6 ± 0.23 | |
| 4 | 56.7 ± 2.5 | 47.3 ± 0.21 |
| Mixing Regime 1 (1 h Resting Time) (Period 1–20 days) | Mixing Regime 2 (2 h Resting Time) (Period 20–40 days) | Mixing Regime 3 (3 h Resting Time) (Period 40–60 days) | Mixing Regime 4 (4 h Resting Time) (Period 60–80 days) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| VFA’s (g/L) | 7.3 | 6.1 | 5.8 | 3.1 | 3.8 | 4.9 | 1.1 | 1.9 | 2.2 | 2.4 | 4.3 | 3.1 |
| pH | 7.2 | 7.0 | 7.7 | 7.1 | 8.0 | 7.7 | 8.5 | 7.9 | 8.1 | 7.6 | 8.0 | 7.9 |
| NH4+-N (g/L) | 0.94 | 0.89 | 9.15 | 0.88 | 0.82 | 0.85 | 0.66 | 0.75 | 0.58 | 0.78 | 0.82 | 0.99 |
| FOS/TAC Ratio | 0.34 | 0.49 | 0.45 | 0.35 | 0.44 | 0.47 | 0.29 | 0.24 | 0.42 | 0.24 | 0.35 | 0.44 |
| Resting Time (Hours) | Mixing Time (Minutes Per Day) | Mixing Intensity No. | Total Biogas Production (L) |
|---|---|---|---|
| 1 | 120 | 72,000 | 54.1 |
| 2 | 60 | 36,000 | 51.2 |
| 3 | 40 | 24,000 | 49.9 |
| 4 | 30 | 18,000 | 46.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, B.; Kovács, K.L.; Bagi, Z.; Petrik, M.; Szepesi, G.L.; Siménfalvi, Z.; Szamosi, Z. Significance of Intermittent Mixing in Mesophilic Anaerobic Digester. Fermentation 2022, 8, 518. https://doi.org/10.3390/fermentation8100518
Singh B, Kovács KL, Bagi Z, Petrik M, Szepesi GL, Siménfalvi Z, Szamosi Z. Significance of Intermittent Mixing in Mesophilic Anaerobic Digester. Fermentation. 2022; 8(10):518. https://doi.org/10.3390/fermentation8100518
Chicago/Turabian StyleSingh, Buta, Kornél L. Kovács, Zoltán Bagi, Máté Petrik, Gábor L. Szepesi, Zoltán Siménfalvi, and Zoltán Szamosi. 2022. "Significance of Intermittent Mixing in Mesophilic Anaerobic Digester" Fermentation 8, no. 10: 518. https://doi.org/10.3390/fermentation8100518
APA StyleSingh, B., Kovács, K. L., Bagi, Z., Petrik, M., Szepesi, G. L., Siménfalvi, Z., & Szamosi, Z. (2022). Significance of Intermittent Mixing in Mesophilic Anaerobic Digester. Fermentation, 8(10), 518. https://doi.org/10.3390/fermentation8100518