

Carbon Capture and Storage through Upcycling of Suberinic Acid Residues in Wood Composites Finishing



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- (1)
- Reference (hereafter called REF), which is a PF layer that has been created by manually spreading PF resin in the amount of 185 g m−2 onto the surface of industrial (Betula spp.) 3-layer, 5 mm thick, urea-formaldehyde (UF) birch plywood, then drying the spread PF resin at temperature of 70 °C for a duration of 2 h. After this, the finishing resin layer is cured in a hot press (AKE, Mariannelund, Sweden) under the following parameters: pressing time 420 s, temperature 180 °C, and pressure 0.8 MPa. The assumed resin surface spread (185 g m−2), with known dry matter content, has been selected to be able to ensure a consistent final thickness of 1 mm for all tested finishing layers.
- (2)
- PLA finishing layer, made by mixing methylene chloride (CH2Cl2) solution for PLA, 21% dry matter content, with SAR powder, 20% and 50% w/w, respectively, hereafter called “PLA20” and “PLA50”. A pure PLA surface finishing layer has also been tested (hereafter called “PLA”). All the prepared blends have been spread on PTFE sheets under a fume hood in order to evaporate the solvent, and then milled to attain a powder size smaller than 0.1 mm. Such a powder has been formed in a hot press (as mentioned above), as described by Gumowska et al. [39]. The prepared film has been pressed in a hot press (pressing time 75 s, temperature 185 °C, and pressure 0.8 MPa) onto the plywood surface described above.
- (3)
- PCL finishing layer, obtained by toluene (C7H8) solution for PCL, 25% dry matter content. The remaining steps of surface finishing preparation are the same as those described above for PLA. Using this method, the subsequent samples have been attained: PCL (hereafter called “PCL”; no SAR addition) “PCL20” and “PCL50”.
2.2. Density Profile
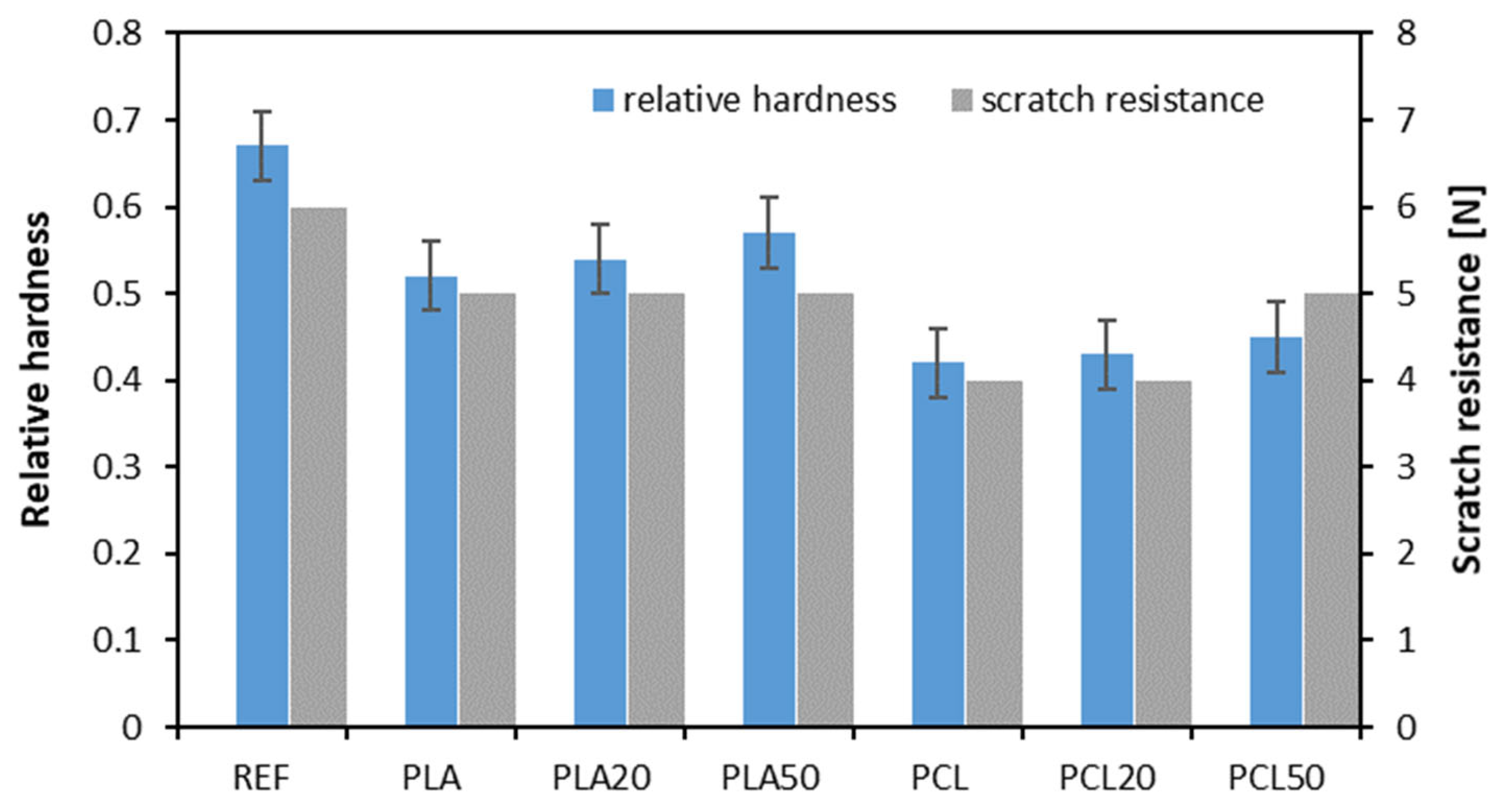
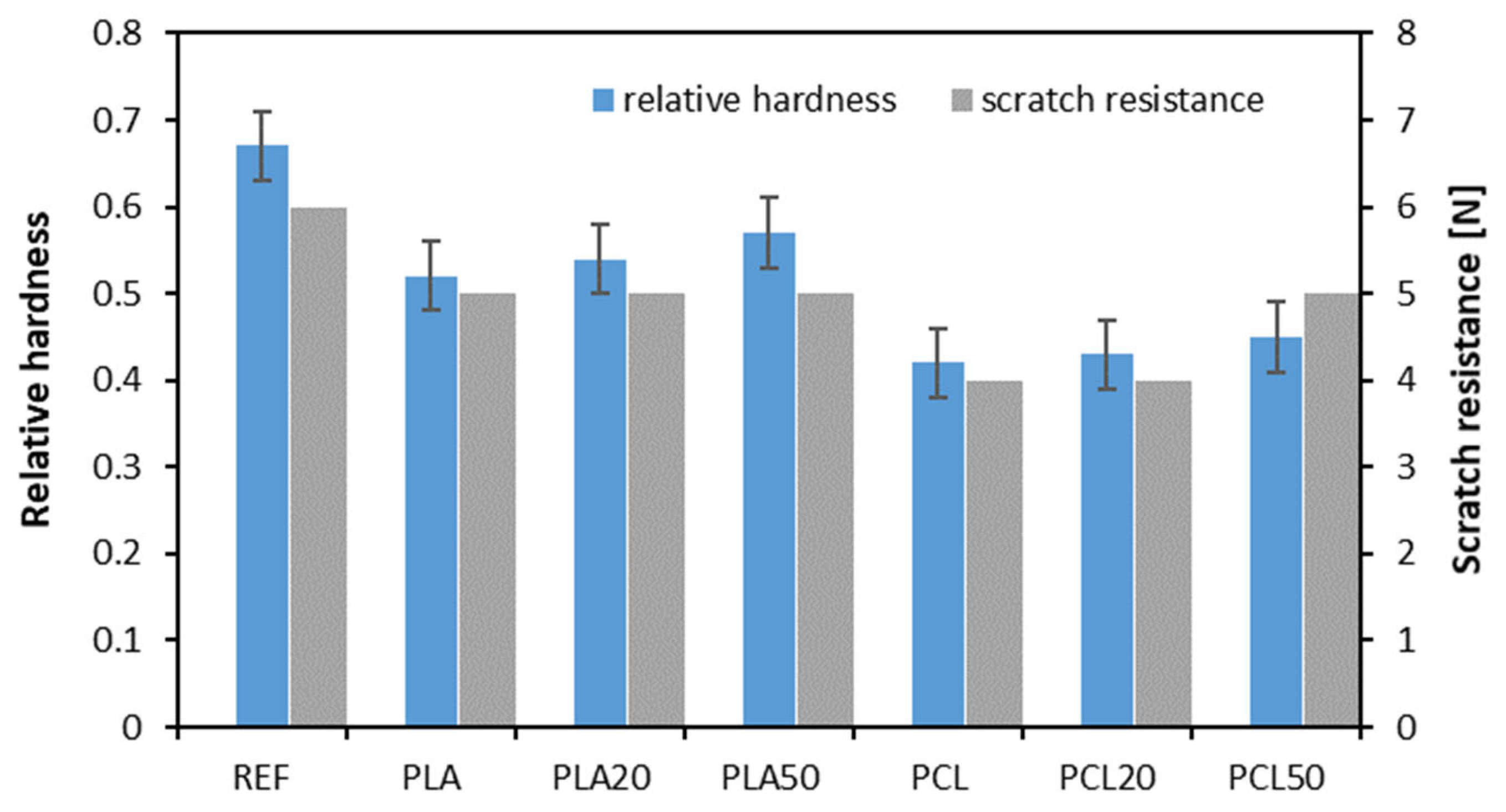
2.3. Resistance to Scratch and a Relative Hardness
2.4. Cold Liquids Resistance
2.5. Surface Water Absorption
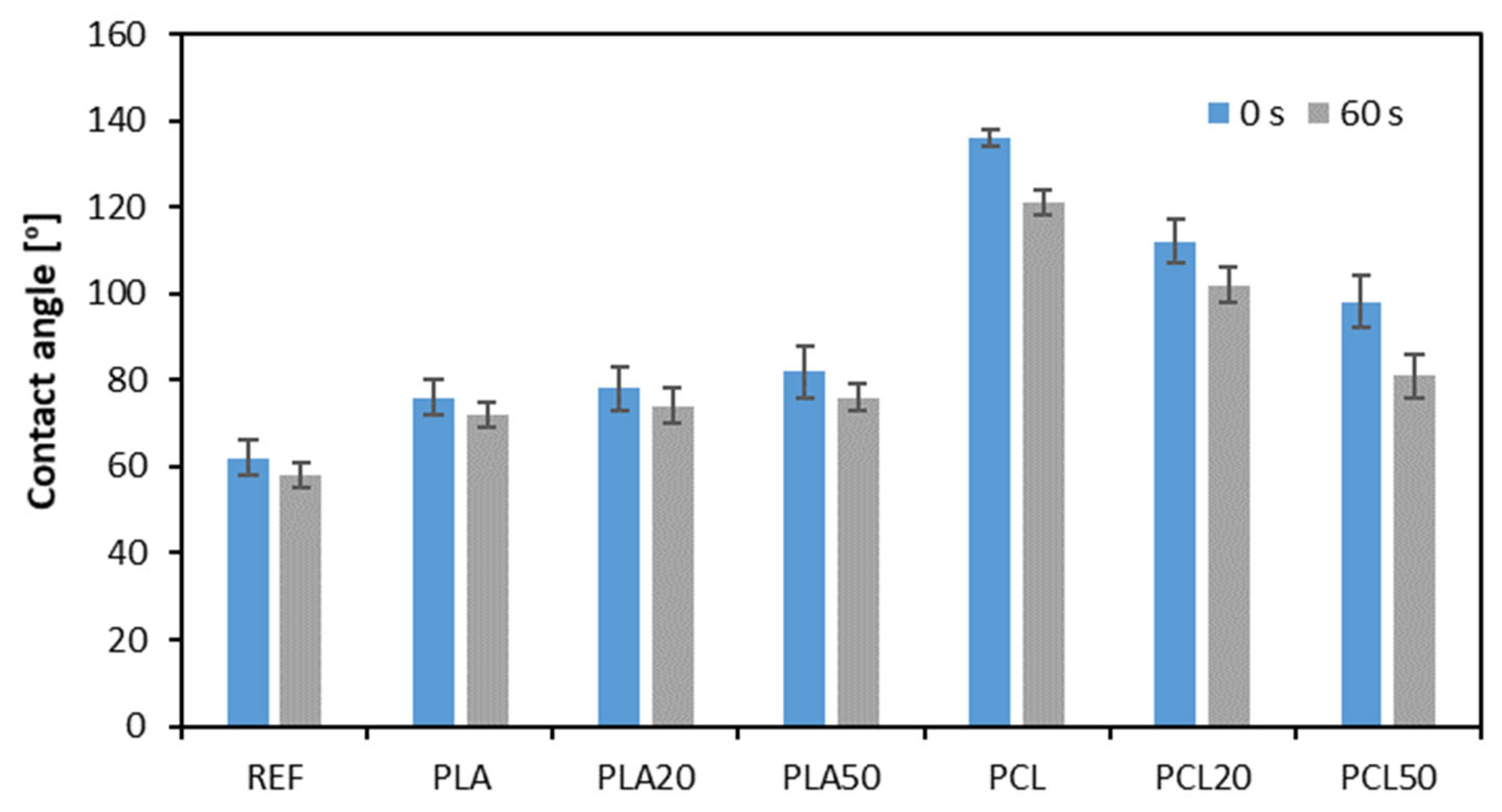
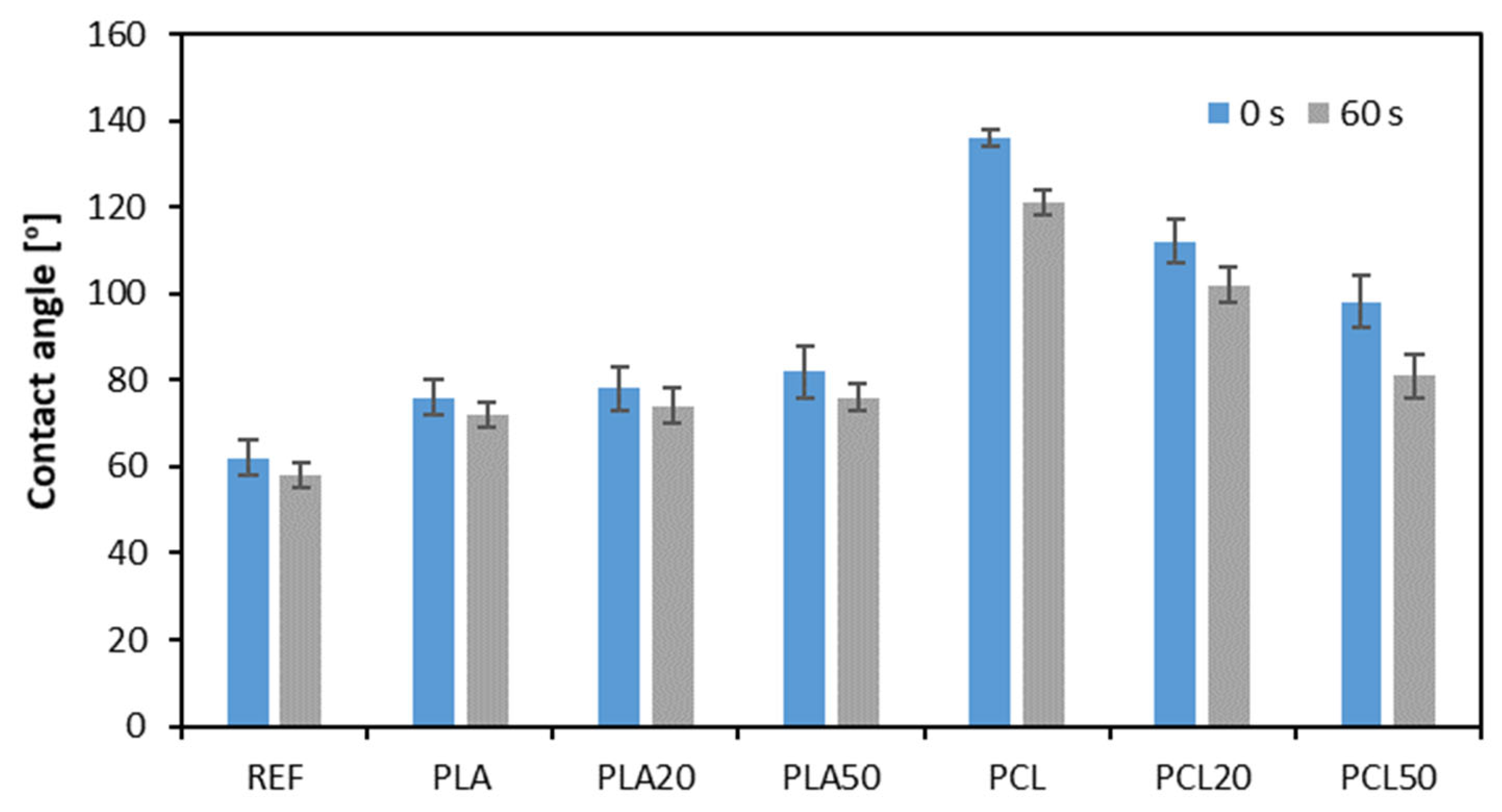
2.6. Contact Angle
2.7. Total VOC and Formaldehyde Emission
2.8. Statistical Analysis
3. Results and Discussion
3.1. Density Profile
3.2. Resistance to Scratch and a Relative Hardness
3.3. Cold Liquids Resistance
3.4. Surface Water Absorption
3.5. Contact Angle
3.6. Total VOC and Formaldehyde Emission
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Williams, R.S.; Railings, D.; Cleaners, W. Chapter 16—Finishing of Wood. In Wood Handbook Wood as an Engineering Material; USDA: Washington, DC, USA, 2010; pp. 1–39. [Google Scholar]
- Szczuka, M.; Różańska, A.; Koryciński, W. Selected Aesthetic Properties of Traditional Finish Coatings Used in Furniture Making. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2016, 96, 168–175. [Google Scholar]
- Janesch, J.; Arminger, B.; Gindl-altmutter, W.; Hansmann, C. Progress in Organic Coatings Superhydrophobic Coatings on Wood Made of Plant Oil and Natural Wax. Prog. Org. Coat. 2020, 148, 105891. [Google Scholar] [CrossRef]
- Liu, X.Y.; Timar, M.C.; Varodi, A.M. A Comparative Study on the Artificial UV and Natural Ageing of Beeswax and Chinese Wax and Influence of Wax Finishing on the Ageing of Chinese Ash (Fraxinus Mandshurica) Wood Surfaces. J. Photochem. Photobiol. B Biol. 2019, 201, 111607. [Google Scholar] [CrossRef]
- Calatan, G.; Hegyi, A.; Dico, C.; Cazan, O. Comparative Study on the Physico-Mechanical Characteristics for Five Types of Wood Flooring. Constructii 2014, 15, 60–67. [Google Scholar]
- Ghorbani, M.; Mahendran, A.R.; van Herwijnen, H.W.G.; Liebner, F.; Konnerth, J. Paper-Based Laminates Produced with Kraft Lignin-Rich Phenol–Formaldehyde Resoles Meet Requirements for Outdoor Usage. Eur. J. Wood Wood Prod. 2018, 76, 481–487. [Google Scholar] [CrossRef]
- Thébault, M.; Kandelbauer, A.; Eicher, I.; Geyer, B.; Zikulnig-Rusch, E. Properties Data of Phenolic Resins Synthetized for the Impregnation of Saturating Kraft Paper. Data Br. 2018, 20, 345–352. [Google Scholar] [CrossRef] [PubMed]
- Thébault, M.; Li, Y.; Beuc, C.; Frömel-Frybort, S.; Zikulnig-Rusch, E.M.; Kutuzova, L.; Kandelbauer, A. Impregnated Paper-Based Decorative Laminates Prepared from Lignin-Substituted Phenolic Resins. J. Renew. Mater. 2020, 8, 1181–1198. [Google Scholar] [CrossRef]
- Shams, I.; Yano, H. Compressive Deformation of Wood Impregnated with Low Molecular Weight Phenol Formaldehyde (PF) Resin II: Effects of Processing Parameters. J. Wood Sci. 2004, 50, 343–350. [Google Scholar] [CrossRef]
- Ding, J.; Qin, Z.; Luo, H.; Yang, W.; Wang, Y.; Huang, Z. Nano-Silica Modified Phenolic Resin Film: Manufacturing and Properties. Nanotechnol. Rev. 2020, 9, 209–218. [Google Scholar] [CrossRef]
- Passauer, L.; Schubert, J.; Schulz, T.; Flade, P.; Weiß, B.; Burkhardt, H. Artificial Weathering of Surfaces from Laminated Phenol-Formaldehyde Resin Impregnated Compressed Wood: Impact of Top Veneer Type and Overlay Application. Eur. J. Wood Wood Prod. 2021, 79, 567–578. [Google Scholar] [CrossRef]
- Smardzewski, J.; Silvana, P. Modelling of Thin Paper Honeycomb Panels for Furniture; Zagreb University, Faculty of Forestry, Innovawood: Zagreb, Croatia, 2016; ISBN 9789532920260. [Google Scholar]
- Krystofiak, T.K.; Lis, B.L.; Muszyńska, M.M. The Effect of Aging Tests on Gloss and Adhesion of Lacquer Coatings on Window Elements from Pine Wood. Drew. Pr. Nauk. Doniesienia Komun. 2016, 59, 127–137. [Google Scholar] [CrossRef]
- Pavlič, M.; Petrič, M.; Žigon, J. Interactions of Coating and Wood Flooring Surface System Properties. Coatings 2021, 11, 91. [Google Scholar] [CrossRef]
- Landry, V. Self-Healing UV Curable Acrylate Coatings for Wood on Self-Healing Efficiency. Coatings 2020, 10, 770. [Google Scholar]
- White, S.R.; Sottos, N.R.; Geubelle, P.H.; Moore, J.S.; Kessler, M.R.; Sriram, S.R.; Brown, E.N.; Viswanathan, S. Autonomic Healing of Polymer Composites. Nature 2001, 409, 794. [Google Scholar] [CrossRef]
- Pizzi, A.; Leban, J.M.; Zanetti, M.; Pichelin, F.; Wieland, S.; Properzi, M. Surface Finishes by Mechanically Induced Wood Surface Fusion. Holz Als Roh-Und Werkst. 2005, 63, 251–255. [Google Scholar] [CrossRef]
- Karsznia, K.; Mankowski, P.; Krembuszewski, D. The use of a structural monitoring system in deformation surveying of a wooden beam during the destructive test. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2018, 103, 114–122. [Google Scholar]
- Adegeye, A.O.; Ogunsanwo, O.Y.; Olajuyigbe, S.O.; Ogunsanwo, O.Y.; Adegeye, A.O.; Deniz, I.; Chavenetidou, M.; Birbilis, D.; Kakavas, K.V.; Sumthong, P.; et al. The Use of Some Vegetable Oils as Wood Finishing Substances in Furniture Industry the Use of Some Vegetable Oils as Wood Finishing Substances in Furniture Industry. IOP Conf. Ser. Mater. Sci. Eng. 2016, 18, 62–69. [Google Scholar]
- Montazeri, M.; Eckelman, M.J. Life Cycle Assessment of UV-Curable Bio-Based Wood Flooring Coatings. J. Clean. Prod. 2018, 192, 932–939. [Google Scholar] [CrossRef]
- Gonçalves, D.; Bordado, J.M.; Marques, A.C.; Dos Santos, R.G. Non-Formaldehyde, Bio-Based Adhesives for Use in Wood-Based Panel Manufacturing Industry—A Review. Polymers 2021, 13, 4086. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G.; Labidi, J.; Robles, E. Barrier Properties of Cellulose Nanofiber Film as an External Layer of Particleboard. Clean Technol. Environ. Policy 2019, 21, 2073–2079. [Google Scholar] [CrossRef]
- Faraj, H.; Follain, N.; Sollogoub, C.; Almeida, G.; Marais, S.; Tencé-girault, S.; Gouanvé, F.; Domenek, S. Gas Barrier Properties of Polylactide / Cellulose Nanocrystals Nanocomposites HAL Id: Hal-03794868. Polym. Test. 2022, 113, 107683. [Google Scholar] [CrossRef]
- Dimer, A.K.; Nechita, P.; Roman, M.; Ceoromila, A.C. Improving Barrier Properties of Xylan-Coated Food Packaging Papers with Sustainability Improving Barrier Properties of Xylan-Coated Food Packaging Papers with Alkyl Ketene Dimer. Sustainability 2022, 14, 16255. [Google Scholar] [CrossRef]
- Kowaluk, G.; Zając, M.; Czubak, E.; Auriga, R. Physical and Mechanical Properties of Particleboards Manufactured Using Charcoal as Additives. iForest Biogeosci. For. 2016, 10, 70–74. [Google Scholar] [CrossRef]
- Samadi, M.T.; Rahman, A.R.; Zarrabi, M.; Shahabi, E.; Sameei, F. Adsorption of Chromium (VI) from Aqueous Solution by Sugar Beet Bagasse-Based Activated Charcoal. Environ. Technol. 2009, 30, 1023–1029. [Google Scholar] [CrossRef]
- Indrayani, Y.; Septiani, E.; Setyawati, D.; Mariani, Y. Influence of Activated Charcoal Addition on the Adhesion, Emission, Physical, Mechanical, and Biological Properties of Particleboard. J. Sylva Lestari 2022, 10, 294–309. [Google Scholar] [CrossRef]
- Jiang, W.; Adamopoulos, S.; Hosseinpourpia, R.; Žigon, J.; Petrič, M.; Šernek, M.; Medved, S. Utilization of Partially Liquefied Bark for Production of Particleboards. Appl. Sci. 2020, 10, 5253. [Google Scholar] [CrossRef]
- Jiang, W.; Adamopoulos, S.; Hosseinpourpia, R. Properties and Emissions of Three-Layer Particleboards Liquefied Bark. Materials 2023, 16, 1855. [Google Scholar] [CrossRef]
- Jeżo, A.; Wronka, A.; Dębiński, A.; Kristak, L.; Reh, R.; Rizhikovs, J.; Kowaluk, G. Influence of Upcycled Post-Treatment Bark Biomass Addition to the Binder on Produced Plywood Properties. Forests 2023, 14, 110. [Google Scholar] [CrossRef]
- Makars, R.; Rizikovs, J.; Paze, A. Study of Catalysts for Suberinic Acid-Based Adhesive Polymerization. Mater. Sci. Forum 2022, 1071, 182–188. [Google Scholar] [CrossRef]
- Paze, A.; Rizhikovs, J.; Brazdausks, P.; Puke, M.; Grinins, J.; Tupciauskas, R.; Plavniece, A. Processing Possibilities of Birch Outer Bark into Green Bio-Composites. Vide. Tehnol. Resur. Environ. Technol. Resour. 2017, 3, 249–253. [Google Scholar] [CrossRef]
- Makars, R.; Godina, D.; Rizhikovs, J.; Paze, A.; Tupciauskas, R.; Berzins, R. Investigation of Furfural Formation and Mechanical Properties of Suberinic Acids-Bonded Particleboards Depending on Their Preparation Parameters. Key Eng. Mater. 2021, 903, 235–240. [Google Scholar]
- Godina, D.; Makars, R.; Abolins, A.; Paze, A.; Kirpluks, M.; Rizikovs, J. Suberinic Acid Isolation From Birch Outer Bark and Their Characterization. Mater. Sci. Forum 2022, 1071, 166–173. [Google Scholar] [CrossRef]
- Bahman, N.; Alalaiwat, D.; Abdulmohsen, Z.; Al Khalifa, M.; Al Baharna, S.; Al-Mannai, M.A.; Younis, A. A Critical Review on Global CO2 Emission: Where Do Industries Stand? Rev. Environ. Health 2022. [Google Scholar] [CrossRef] [PubMed]
- Makars, R.; Rizikovs, J.; Godina, D.; Paze, A. Utilization of Suberinic Acids Containing Residue as an Adhesive for Particle Boards. Polymers 2022, 14, 2304. [Google Scholar] [CrossRef] [PubMed]
- Jeżo, A.; Wronka, A. Post-Extraction Birch Bark Residues as a Potential Binder in Particleboards. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2022, 47, 35–47. [Google Scholar] [CrossRef]
- EN 827; Adhesives—Determination of Conventional Solids Content and Constant Mass Solids Content. European Committee for Standardization: Brussels, Belgium, 2005.
- Gumowska, A.; Robles, E.; Bikoro, A.; Wronka, A.; Kowaluk, G. Selected Properties of Bio-Based Layered Hybrid Composites with Biopolymer Blends for Structural Applications. Polymers 2022, 14, 4393. [Google Scholar] [CrossRef] [PubMed]
- EN 15186; Furniture—Assessment of the Surface Resistance to Scratching. European Committee for Standardization: Brussels, Belgium, 2012.
- ISO 1522; Paints and Varnishes—Pendulum Damping Test. European Committee for Standardization: Brussels, Belgium, 2022.
- EN 12720+A1; Furniture—Assessment of Surface Resistance to Cold Liquids. European Committee for Standardization: Brussels, Belgium, 2013.
- EN 382-2; Fibreboards—Determination of Surface Absorption—Part 2: Test Method for Hardboards. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 717-1; Wood-Based Panels—Determination of Formaldehyde Release—Part 1: Formaldehyde Emission by the Chamber Method. European Committee for Standardization: Brussels, Belgium, 2004.
- Grigsby, W.J.; Gaugler, M.; Torayno, D. Understanding the PLA–Wood Adhesion Interface for the Development of PLA-Bonded Softwood Laminates. Fibers 2022, 10, 51. [Google Scholar] [CrossRef]
- Nemli, G.; Örs, Y.; Kalaycioǧlu, H. The Choosing of Suitable Decorative Surface Coating Material Types for Interior End Use Applications of Particleboard. Constr. Build. Mater. 2005, 19, 307–312. [Google Scholar] [CrossRef]
- Nemli, G. Factors Affecting Some Quality Properties of the Decorative Surface Overlays. J. Mater. Process. Technol. 2008, 195, 218–223. [Google Scholar] [CrossRef]
- Teymoorzadeh, H.; Rodrigue, D. Biocomposites of Wood Flour and Polylactic Acid: Processing and Properties. J. Biobased Mater. Bioenergy 2015, 9, 252–257. [Google Scholar] [CrossRef]
- Němec, M.; Hájková, K.; Hýsek, Š. Paper-Based Laminates Impregnated with a Hybrid Lignin-Phenol-Formaldehyde Resin. Materials 2023, 16, 2669. [Google Scholar] [CrossRef] [PubMed]
- Quiles-Carrillo, L.; Montanes, N.; Pineiro, F.; Jorda-Vilaplana, A.; Torres-Giner, S. Ductility and Toughness Improvement of Injection-Molded Compostable Pieces of Polylactide by Melt Blending with Poly(ε-Caprolactone) and Thermoplastic Starch. Materials 2018, 11, 2138. [Google Scholar] [CrossRef] [PubMed]
- Prapruddivongs, C.; Sombatsompop, N.; Jayaraman, K. Effect of Organoclay Incorporation on Mechanical, Barrier and Thermal Properties and Anti-Bacterial Performance of PLA and PLA Composites with Triclosan and Wood Flour. Polym. Polym. Compos. 2014, 22, 643–652. [Google Scholar] [CrossRef]
- Jelonek, T.; Tomczak, A. Annals of Warsaw of Life Sciences–SGGW. Ann. Warsaw Agric. Univ. SGGW For. Wood Technol. 2010, 71, 328–335. [Google Scholar]
- Nayak, R.K.; Mahato, K.K.; Ray, B.C. Water Absorption Behavior, Mechanical and Thermal Properties of Nano TiO2 Enhanced Glass Fiber Reinforced Polymer Composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 736–747. [Google Scholar] [CrossRef]
- Yang, H.S.; Kim, H.J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Water Absorption Behavior and Mechanical Properties of Lignocellulosic Filler-Polyolefin Bio-Composites. Compos. Struct. 2006, 72, 429–437. [Google Scholar] [CrossRef]
- Gupta, M.K.; Srivastava, R.K. Mechanical, Thermal and Water Absorption Properties of Hybrid Sisal/Jute Fiber Reinforced Polymer Composite. Indian J. Eng. Mater. Sci. 2016, 23, 231–238. [Google Scholar]
- Tümer, E.H.; Erbil, H.Y.; Akdoǧan, N. Wetting of Superhydrophobic Polylactic Acid Micropillared Patterns. Langmuir 2022, 38, 10052–10064. [Google Scholar] [CrossRef]
- Paragkumar, N.T.; Edith, D.; Six, J.L. Surface Characteristics of PLA and PLGA Films. Appl. Surf. Sci. 2006, 253, 2758–2764. [Google Scholar] [CrossRef]
- Dias, J.; Bártolo, P. Morphological Characteristics of Electrospun PCL Meshes—The Influence of Solvent Type and Concentration. Procedia CIRP 2013, 5, 216–221. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G. Physical and Mechanical Properties of High-Density Fiberboard Bonded with Bio-Based Adhesives. Forests 2023, 14, 84. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials 2022, 15, 8487. [Google Scholar] [CrossRef] [PubMed]
- Walker, H.; Jena, A.; McEwan, K.; Evans, G.; Campbell, S. Natural Volatile Organic Compounds (NVOCs) Are Greater and More Diverse in UK Forests Compared with a Public Garden. Forests 2023, 14, 92. [Google Scholar] [CrossRef]
- Eom, Y.-G.; Kim, J.-S.; Kim, S.; Kim, J.-A.; Kim, H.J. Reduction of Formaldehyde Emission from Particleboards by Bio Scavengers. Mokchae Konghak 2006, 34, 29–41. [Google Scholar]
- Aversa, C.; Barletta, M.; Puopolo, M.; Vesco, S. Cast Extrusion of Low Gas Permeability Bioplastic Sheets in PLA/PBS and PLA/PHB Binary Blends. Polym. Technol. Mater. 2020, 59, 231–240. [Google Scholar] [CrossRef]
- Sousa, F.M.; Cavalcanti, F.B.; Marinho, V.A.D.; Morais, D.D.S.; Almeida, T.G.; Carvalho, L.H. Effect of Composition on Permeability, Mechanical Properties and Biodegradation of PBAT/PCL Blends Films. Polym. Bull. 2022, 79, 5327–5338. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Variant Label | Matrix | SAR Filler Content (w/w of Dry Matter) |
|---|---|---|
| REF | PF | 0 |
| PLA | 0 | |
| PLA20 | PLA | 20 |
| PLA50 | 50 | |
| PCL | 0 | |
| PCL20 | PCL | 20 |
| PCL50 | 50 |
| Variant Label | Acetic Acid | Acetone | Citric Acid | Ethanol | Water |
|---|---|---|---|---|---|
| REF | A * | B | B | A | A |
| PLA | A | B | A | A | A |
| PLA20 | A | B | A | A | A |
| PLA50 | A | B | A | A | A |
| PCL | A | B | A | B | A |
| PCL20 | A | B | A | B | A |
| PCL50 | A | C | A | C | A |
| Variant Label | TVOC | HCHO |
|---|---|---|
| mg m−3 | ||
| REF | 0.072 | 0.112 |
| PLA | 0.063 | 0.081 |
| PLA20 | 0.059 | 0.069 |
| PLA50 | 0.051 | 0.061 |
| PCL | 0.061 | 0.079 |
| PCL20 | 0.059 | 0.066 |
| PCL50 | 0.049 | 0.058 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeżo, A.; Kowaluk, G. Carbon Capture and Storage through Upcycling of Suberinic Acid Residues in Wood Composites Finishing. C 2023, 9, 80. https://doi.org/10.3390/c9030080
Jeżo A, Kowaluk G. Carbon Capture and Storage through Upcycling of Suberinic Acid Residues in Wood Composites Finishing. C. 2023; 9(3):80. https://doi.org/10.3390/c9030080
Chicago/Turabian StyleJeżo, Aleksandra, and Grzegorz Kowaluk. 2023. "Carbon Capture and Storage through Upcycling of Suberinic Acid Residues in Wood Composites Finishing" C 9, no. 3: 80. https://doi.org/10.3390/c9030080
APA StyleJeżo, A., & Kowaluk, G. (2023). Carbon Capture and Storage through Upcycling of Suberinic Acid Residues in Wood Composites Finishing. C, 9(3), 80. https://doi.org/10.3390/c9030080