
Investigation of Machining Performance of MQL and MQCL Hard Turning Using Nano Cutting Fluids



Abstract
:
1. Introduction
2. Materials and Methods
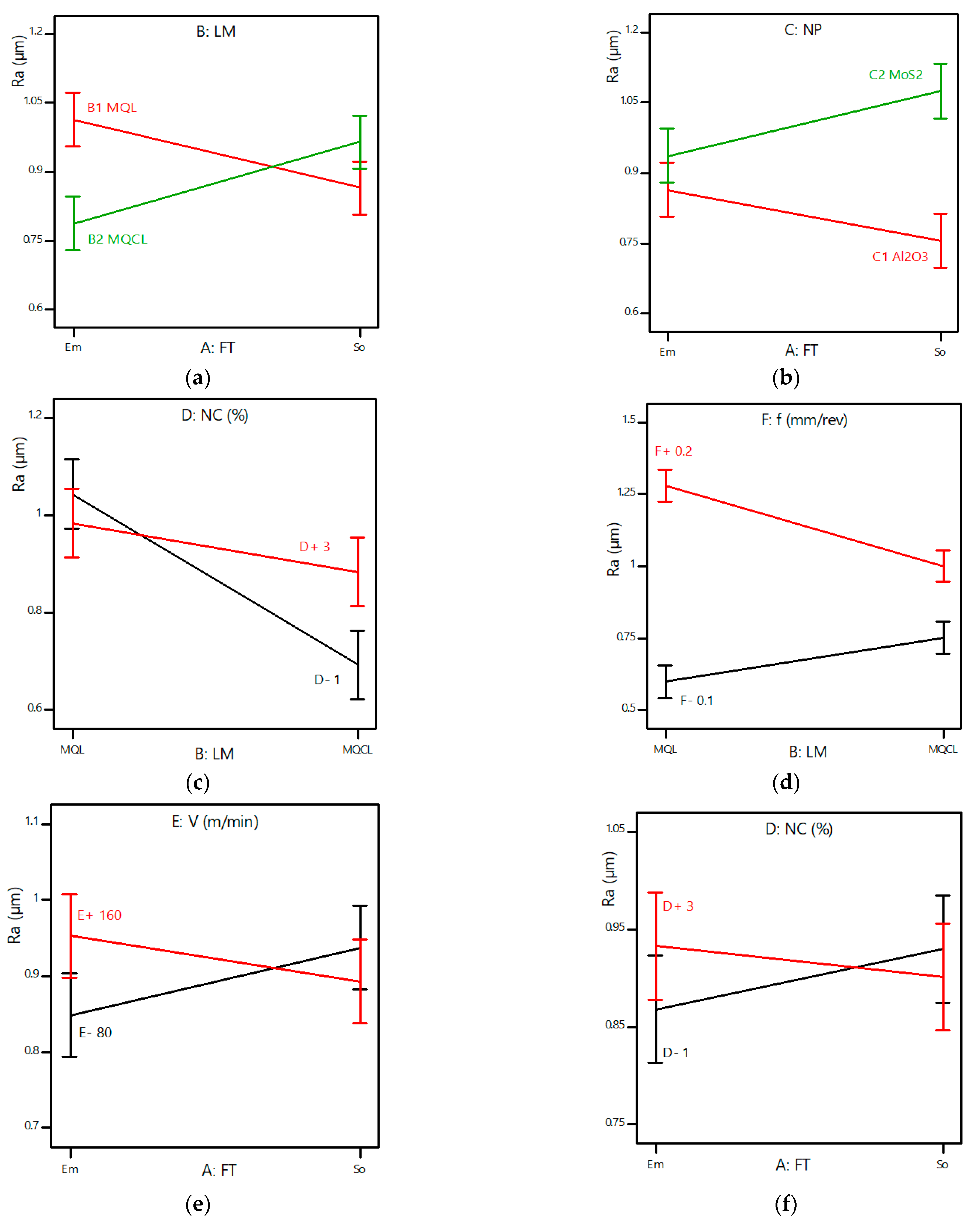
3. Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ebrahimi, A.; Moshksar, M.M. Evaluation of machinability in turning of microalloyed and quenched-tempered steels: Tool wear, statistical analysis, chip morphology. J. Mater. Processing Technol. 2008, 9, 910–921. [Google Scholar] [CrossRef]
- Davim, J.P. Machining of Hard Materials; Springer: London, UK, 2011. [Google Scholar]
- Dong, P.Q.; Duc, T.M.; Long, T.T. Performance Evaluation of MQCL Hard Milling of SKD 11 Tool Steel Using MoS2 Nanofluid. Metals 2019, 9, 658. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Erzincanlı, F. Tool wear and surface roughness analysis in milling with ceramic tools of Waspaloy: A comparison of machining performance with different cooling methods. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 83. [Google Scholar] [CrossRef]
- Sar, M.; Güllü, A. Multi-response optimization of MQL parameters using Taguchi-based GRA in turning of difficult-to-cut alloy Haynes 25. J. Clean. Prod. 2015, 91, 347–357. [Google Scholar] [CrossRef]
- Hadad, M.; Sadeghi, B. Thermal analysis of minimum quantity lubrication-MQL grinding process. Int. J. Mach. Tools Manuf. 2012, 63, 1–15. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Shoriat Ullah, M.; Tareq Zobaer, S.M. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Meas. J. Int. Meas. Confed. 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Gupta, M.K.; Jamil, M.; Wang, X.; Song, Q.; Liu, Z.; Mia, M.; Hegab, H.; Khan, A.M.; Collado, A.G.; Pruncu, C.I.; et al. Performance Evaluation of Vegetable Oil-Based Nano-Cutting Fluids in Environmentally Friendly Machining of Inconel-800 Alloy. Materials 2019, 12, 2792. [Google Scholar] [CrossRef] [Green Version]
- López-Luiz, N.; Alemán, O.J.; Hernández, F.A.; Dávila, M.M.; Baltazar-Hernández, V.H. Experimentation on Tool Wear and Surface Roughness in AISI D2 Steel Turning with WC Insert. Mod. Mech. Eng. 2018, 8, 204–220. [Google Scholar] [CrossRef] [Green Version]
- Anand, N.; Kumar, A.S.; Paul, S. Effect of cutting fluids applied in MQCL mode on machinability of Ti-6Al-4V. J. Manuf. Process. 2019, 43, 154–163. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Rashid, A.; Nicolescu, M. Minimal quantity cooling lubrication in turning of Ti6Al4V: Influence on surface roughness, cutting force and tool wear. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 1542–1558. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Nieslony, P.; Tyliszczak, B.; Pusavec, F. Tool wear characterizations in finish turning of AISI 1045 carbon steel for MQCL conditions. Wear 2017, 372, 54–67. [Google Scholar] [CrossRef]
- Maruda, R.; Krolczyk, G.; Niesłony, P.; Krolczyk, J.; Legutko, S.; Krolczyk, G. Chip Formation Zone Analysis During the Turning of Austenitic Stainless Steel 316L under MQCL Cooling Condition. Procedia Eng. 2016, 149, 297–304. [Google Scholar] [CrossRef] [Green Version]
- Krolczyk, G.; Maruda, R.; Krolczyk, J.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Zak, K.; Habrat, W.; Nieslony, P. Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J. Mech. Sci. Technol. 2018, 32, 1585–1591. [Google Scholar] [CrossRef]
- Krishnanm, P.G.; Samuel Raj, S.P.D.; Hussain, S.; Ravi Shankar, V.; Raj, N. Optimization of jet position and investigation of the effects of multijet MQCL during end milling of Ti-6Al-4V. J. Manuf. Process. 2021, 64, 392–408. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Kore, S.S.; Hujare, P. A review on nanofluids in minimum quantity lubrication machining. J. Manuf. Process. 2021, 68, 56–70. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: A comprehensive review. J. Clean. Prod. 2016, 127, 1–18. [Google Scholar] [CrossRef]
- Sharma, J.; Sidhu, B.S. Investigation of effects of dry and near dry machining on AISI D2 steel using vegetable oil. J. Clean. Prod. 2014, 66, 619–623. [Google Scholar] [CrossRef]
- Shen, B.; Shih, A.J.; Tung, S.C. Peer-reviewed: Application of nanofluids in minimum quantity lubrication grinding. Tribol. Lubr. Technol. 2009, 65, 73. [Google Scholar]
- Setti, D.; Sinha, M.K.; Ghosh, S.; Venkateswara Rao, P. Performance evaluation of Ti-6Al-4V grinding using chip formation and coefficient of friction under the influence of nanofluids. Int. J. Mach. Tools Manuf. 2015, 88, 237–248. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Zawada, P.; Hegab, H.A.; Deiab, I.; Kishawy, H.A. Coolant strategy influence on tool life and surface roughness when machining ADI. Int. J. Adv. Manuf. Technol. 2018, 94, 3875–3887. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A.; Umer, U.; Mohany, A. A model for machining with nano-additives based minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2019, 102, 2013–2028. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A. Towards Sustainable Machining of Inconel 718 Using Nano-Fluid Minimum Quantity Lubrication. J. Manuf. Mater. Process. 2018, 2, 50. [Google Scholar] [CrossRef] [Green Version]
- Vasu, V.; Reddy, G.P.K. Effect of minimum quantity lubrication with Al2O3 nanoparticles on surface roughness, tool wear and temperature dissipation in machining Inconel 600 alloy. Proc. Inst. Mech. Eng. Part N J. Nanoeng. Nanosyst. 2011, 225, 3–16. [Google Scholar] [CrossRef]
- Duc, T.M.; Long, T.T.; Ngoc, T.B. Effectiveness of alumina nanofluid on slotting end milling performance of SKD 11 tool steel. J. Comput. Appl. Res. Mech. Eng. 2020, 9, 359–369. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.; Sharma, V.S. Optimization of machining parameters and cutting fluids during nano-fluid based minimum quantity lubrication turning of titanium alloy by using evolutionary techniques. J. Clean. Prod. 2016, 135, 1276–1288. [Google Scholar] [CrossRef]
- Gaurav, G.; Sharma, A.; Dangayach, G.; Meena, M. Assessment of jojoba as a pure and nano-fluid base oil in minimum quantity lubrication (MQL) hard-turning of Ti–6Al–4V: A step towards sustainable machining. J. Clean. Prod. 2020, 272, 122553. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Elaziz, M.A.; Das, S.R.; Muthuramalingam, T.; Lu, S. A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. J. Manuf. Processes 2021, 67, 562–578. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S. Hard turning using HiPIMS-coated carbide tools: Wear behavior under dry and minimum quantity lubrication (MQL). Measurement 2014, 55, 536–548. [Google Scholar] [CrossRef]
- Said, Z.; Gupta, M.; Hegab, H.; Arora, N.; Khan, A.M.; Jamil, M.; Bellos, E. A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int. J. Adv. Manuf. Technol. 2019, 105, 2057–2086. [Google Scholar] [CrossRef]
- Duc, T.M.; Long, T.T.; Chien, T.Q. Performance Evaluation of MQL Parameters Using Al2O3 and MoS2 Nanofluids in Hard Turning 90CrSi Steel. Lubricants 2019, 7, 40. [Google Scholar] [CrossRef] [Green Version]
- Duc, T.M.; Long, T.T.; Tuan, N.M. Performance Investigation of MQL Parameters Using Nano Cutting Fluids in Hard Milling. Fluids 2021, 6, 248. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Günan, F.; Kıvak, T.; Yıldırım, Ç.V.; Sarıkaya, M. Performance evaluation of MQL with Al2O3 mixed nanofluids prepared at different concentrations in milling of Hastelloy C276 alloy. J. Mater. Res. Technol. 2020, 9, 10386–10400. [Google Scholar] [CrossRef]
- Minh, D.T.; The, L.T.; Bao, N.T. Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv. Mech. Eng. 2017, 9, 1687814017710618. [Google Scholar] [CrossRef] [Green Version]
- Duc, T.M.; Long, T.T.; Dong, P.Q. Effect of the alumina nanofluid concentration on minimum quantity lubrication hard machining for sustainable production. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2019, 233, 5977–5988. [Google Scholar] [CrossRef]
- Rahmati, B.; Sarhan, A.A.; Sayuti, M. Morphology of surface generated by end milling AL6061-T6 using molybdenum disulfide (MoS2) nanolubrication in end milling machining. J. Clean. Prod. 2014, 66, 685–691. [Google Scholar] [CrossRef]
- Duc, T.M.; Long, T.T.; Tuan, N.M. Novel Uses of Al2O3/MoS2 Hybrid Nanofluid in MQCL Hard Milling of Hardox 500 Steel. Lubricants 2021, 9, 45. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Cr | Cu | Mo | P | Ni | S | Mn | W | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight (%) | 0.85 ÷ 0.95 | 1.20 ÷ 1.60 | 0.95 ÷ 1.25 | Max 0.3 | Max 0.20 | Max 0.03 | Max 0.40 | Max 0.03 | 0.30 ÷ 0.60 | Max 0.20 | Max 0.15 | Max 0.03 |
| Properties | Tensile Strength σB (Mpa) | Yield Stress σT(Mpa) | Specific Elongation at Fracture δ5 (%) | Reduction of Area ψ (%) | Impact Strength KCU (kJ/m2) |
|---|---|---|---|---|---|
| Values | 790 | 445 | 26 | 54 | 390 |
| Insert Included Angle (°) | Clearance Angle Major (°) | Cutting Edge Length (Mm) | Face Land Width (Mm) | Insert Rake Angle (°) | Corner Radius (Mm) | Chip Breaker Type | Coating Main Composition | Thickness (µm) |
|---|---|---|---|---|---|---|---|---|
| 800 | 0 | 12.9 | 26 | 20 | 0.4 | TM | TiCN-Al2O3 | 16 |
| No. | Input Variables | Symbol | Type/Level | Response Variable | |
|---|---|---|---|---|---|
| Low Level | High Level | ||||
| 1 | Fluid type (FT) | A | Emulsion (Em) | Soybean oil (So) | Surface roughness Ra |
| 2 | Lubrication methods (LM) | B | MQL | MQCL | |
| 3 | Nanoparticle type (NP) | C | Al2O3 | MoS2 | |
| 4 | Nanoparticle concentration (NC), wt% | D | 1% | 3% | |
| 5 | Cutting speed (V), m/min | E | 80 | 160 | |
| 6 | Feed rate (f), mm/rev | F | 0.1 | 0.2 | |
| Std | Run | FT | LM | NP | NC (wt%) | V (m/min) | F (mm/rev) | Ra (µm) |
|---|---|---|---|---|---|---|---|---|
| 13 | 1 | Em | MQCL | MoS2 | 1 | 80 | 0.1 | 0.578 |
| 12 | 2 | So | MQL | MoS2 | 1 | 80 | 0.2 | 1.485 |
| 8 | 3 | So | MQCL | Al2O3 | 1 | 80 | 0.2 | 0.899 |
| 23 | 4 | So | MQCL | Al2O3 | 3 | 80 | 0.1 | 0.822 |
| 28 | 5 | So | MQL | MoS2 | 3 | 80 | 0.1 | 0.625 |
| 21 | 6 | Em | MQCL | Al2O3 | 3 | 160 | 0.1 | 0.680 |
| 22 | 7 | Em | MQCL | Al2O3 | 3 | 160 | 0.1 | 0.859 |
| 18 | 8 | Em | MQL | Al2O3 | 3 | 80 | 0.2 | 1.225 |
| 3 | 9 | So | MQL | Al2O3 | 1 | 160 | 0.1 | 0.406 |
| 16 | 10 | So | MQCL | MoS2 | 1 | 160 | 0.1 | 0.869 |
| 14 | 11 | Em | MQCL | MoS2 | 1 | 80 | 0.1 | 0.554 |
| 9 | 12 | Em | MQL | MoS2 | 1 | 160 | 0.2 | 1.447 |
| 17 | 13 | Em | MQL | Al2O3 | 3 | 80 | 0.2 | 1.216 |
| 24 | 14 | So | MQCL | Al2O3 | 3 | 80 | 0.1 | 0.698 |
| 32 | 15 | So | MQCL | MoS2 | 3 | 160 | 0.2 | 1.466 |
| 27 | 16 | So | MQL | MoS2 | 3 | 80 | 0.1 | 0.570 |
| 20 | 17 | So | MQL | Al2O3 | 3 | 160 | 0.2 | 1.074 |
| 5 | 18 | Em | MQCL | Al2O3 | 1 | 160 | 0.2 | 0.654 |
| 31 | 19 | So | MQCL | MoS2 | 3 | 160 | 0.2 | 1.105 |
| 26 | 20 | Em | MQL | MoS2 | 3 | 160 | 0.1 | 0.774 |
| 7 | 21 | So | MQCL | Al2O3 | 1 | 80 | 0.2 | 0.894 |
| 1 | 22 | Em | MQL | Al2O3 | 1 | 80 | 0.1 | 0.626 |
| 30 | 23 | Em | MQCL | MoS2 | 3 | 80 | 0.2 | 0.981 |
| 6 | 24 | Em | MQCL | Al2O3 | 1 | 160 | 0.2 | 1.024 |
| 29 | 25 | Em | MQCL | MoS2 | 3 | 80 | 0.2 | 0.977 |
| 4 | 26 | So | MQL | Al2O3 | 1 | 160 | 0.1 | 0.405 |
| 2 | 27 | Em | MQL | Al2O3 | 1 | 80 | 0.1 | 0.633 |
| 15 | 28 | So | MQCL | MoS2 | 1 | 160 | 0.1 | 0.971 |
| 10 | 29 | Em | MQL | MoS2 | 1 | 160 | 0.2 | 1.433 |
| 11 | 30 | So | MQL | MoS2 | 1 | 80 | 0.2 | 1.511 |
| 25 | 31 | Em | MQL | MoS2 | 3 | 160 | 0.1 | 0.755 |
| 19 | 32 | So | MQL | Al2O3 | 3 | 160 | 0.2 | 0.850 |
| Source | Sum of | DF | Mean | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 2.972518 | 13 | 0.228655 | 20.95669 | 0.0001 |
| FT | 0.001711 | 1 | 0.001711 | 0.156828 | 0.696749 |
| LM | 0.031501 | 1 | 0.031501 | 2.887081 | 0.106509 |
| NP | 0.307328 | 1 | 0.307328 | 28.1672 | 0.0001 |
| NC | 0.002592 | 1 | 0.002592 | 0.237562 | 0.631856 |
| V | 0.00714 | 1 | 0.00714 | 0.654406 | 0.429105 |
| f | 1.718658 | 1 | 1.718658 | 157.5183 | 0.0001 |
| FT*LM | 0.21125 | 1 | 0.21125 | 19.36147 | 0.000345 |
| FT*NP | 0.121525 | 1 | 0.121525 | 11.13795 | 0.003666 |
| FT*NC | 0.017485 | 1 | 0.017485 | 1.602488 | 0.221691 |
| FT*V | 0.044551 | 1 | 0.044551 | 4.083196 | 0.058444 |
| FT*f | 0.005513 | 1 | 0.005513 | 0.505231 | 0.48632 |
| LM*NP | 0 | 0 | - | - | - |
| LM*NC | 0.12525 | 1 | 0.12525 | 11.47941 | 0.003277 |
| LM*V | 0 | 0 | - | - | - |
| LM*f | 0.378015 | 1 | 0.378015 | 34.64581 | 0.0001 |
| NP*NC | 0 | 0 | - | - | - |
| NP*V | 0 | 0 | - | - | - |
| NP*f | 0 | 0 | - | - | - |
| NC*V | 0 | 0 | - | - | - |
| NC*f | 0 | 0 | - | - | - |
| V*f | 0 | 0 | - | - | - |
| Residual | 0.196395 | 18 | 0.010911 | - | - |
| Lack of Fit | 0.006283 | 2 | 0.003142 | 0.264402 | 0.770954 |
| Pure Error | 0.190112 | 16 | 0.011882 | - | - |
| Cor Total | 3.168913 | 31 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuan, N.M.; Duc, T.M.; Long, T.T.; Hoang, V.L.; Ngoc, T.B. Investigation of Machining Performance of MQL and MQCL Hard Turning Using Nano Cutting Fluids. Fluids 2022, 7, 143. https://doi.org/10.3390/fluids7050143
Tuan NM, Duc TM, Long TT, Hoang VL, Ngoc TB. Investigation of Machining Performance of MQL and MQCL Hard Turning Using Nano Cutting Fluids. Fluids. 2022; 7(5):143. https://doi.org/10.3390/fluids7050143
Chicago/Turabian StyleTuan, Ngo Minh, Tran Minh Duc, Tran The Long, Vu Lai Hoang, and Tran Bao Ngoc. 2022. "Investigation of Machining Performance of MQL and MQCL Hard Turning Using Nano Cutting Fluids" Fluids 7, no. 5: 143. https://doi.org/10.3390/fluids7050143
APA StyleTuan, N. M., Duc, T. M., Long, T. T., Hoang, V. L., & Ngoc, T. B. (2022). Investigation of Machining Performance of MQL and MQCL Hard Turning Using Nano Cutting Fluids. Fluids, 7(5), 143. https://doi.org/10.3390/fluids7050143