


The Development and Optimization of Extrusion-Based 3D Food Printing Inks Using Composite Starch Gels Enriched with Various Proteins and Hydrocolloids

 , , , ,
, , , ,
Abstract
1. Introduction
2. Results and Discussion
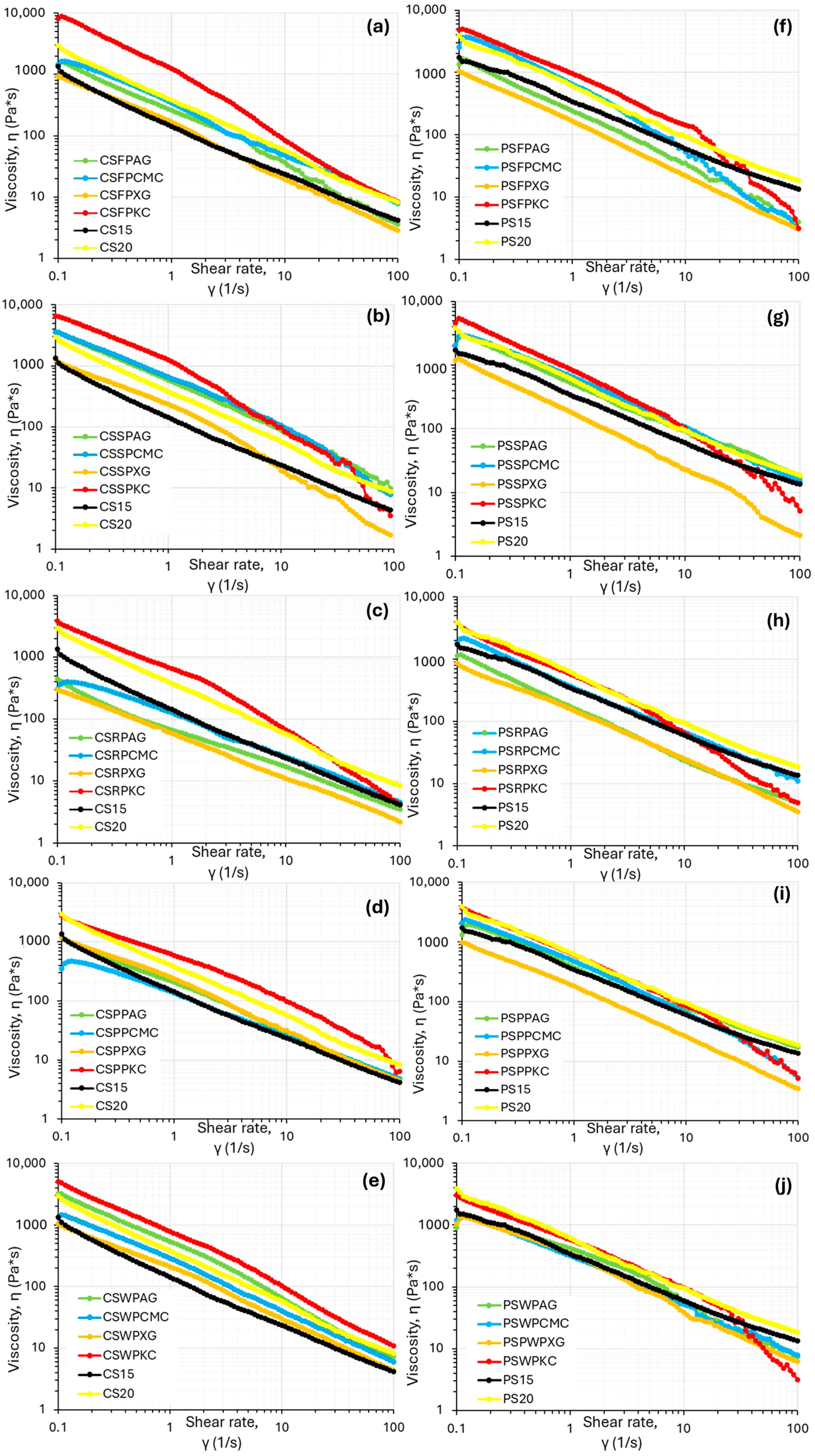
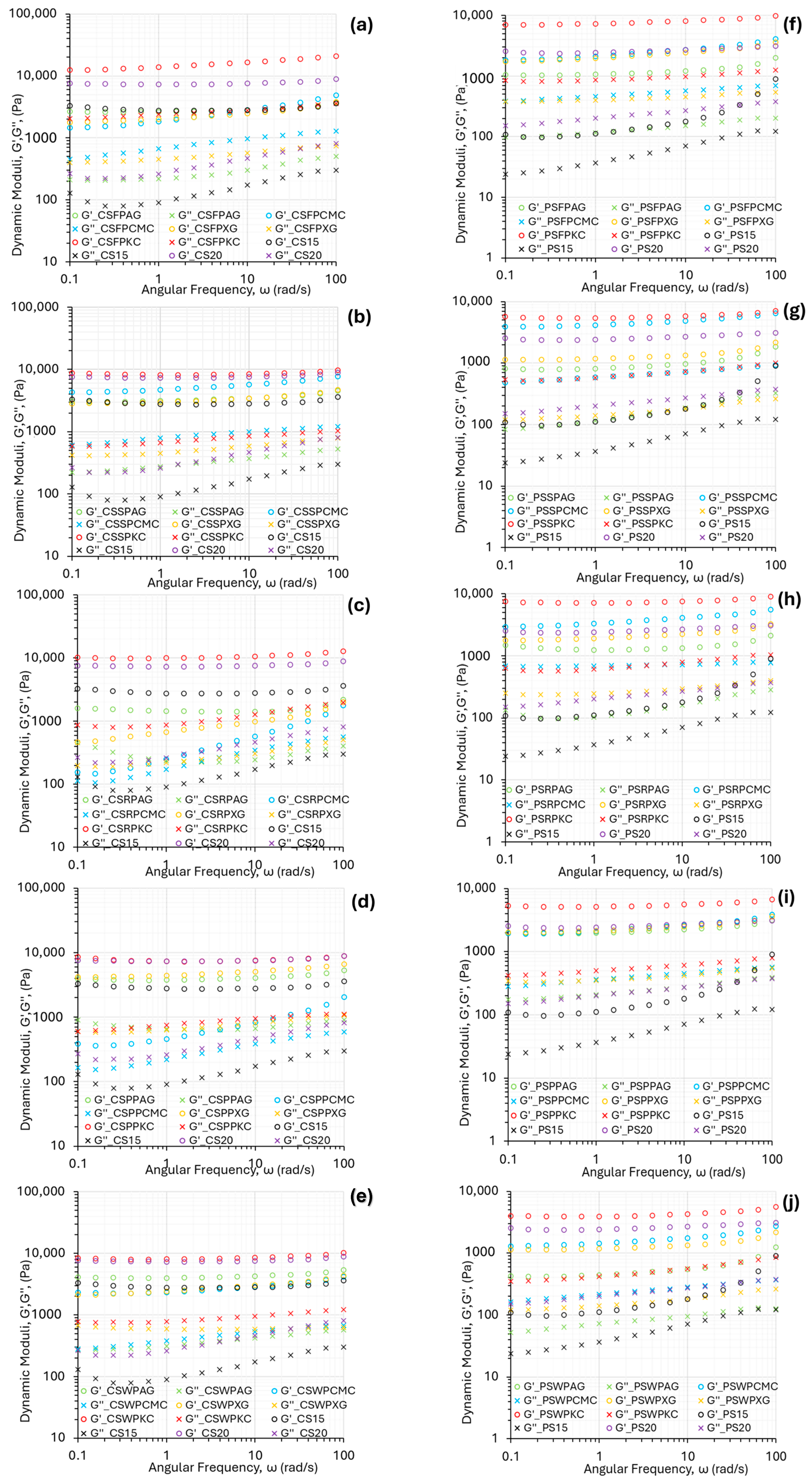
2.1. Rheological Properties
2.2. Thermal Properties
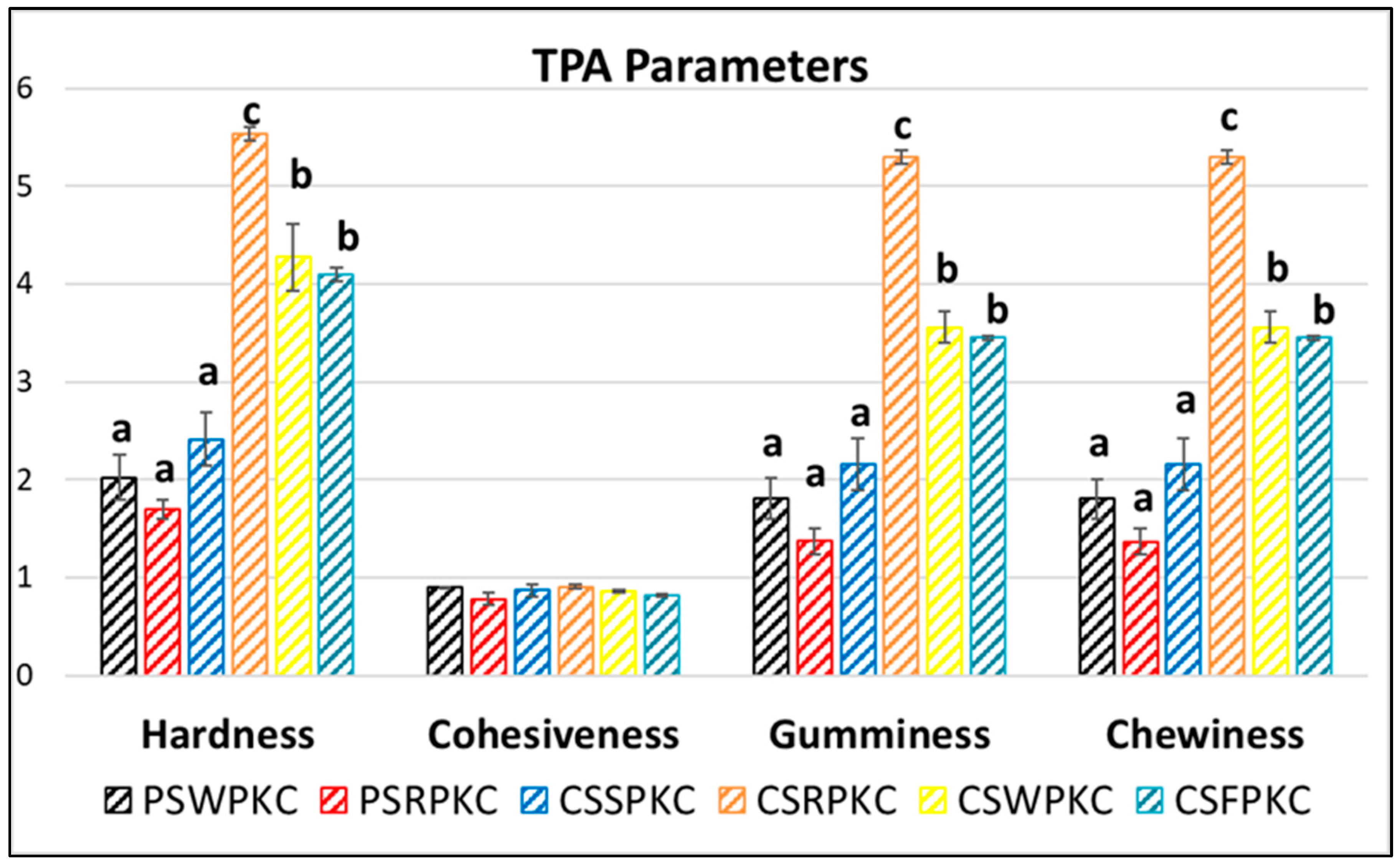
2.3. Texture Properties
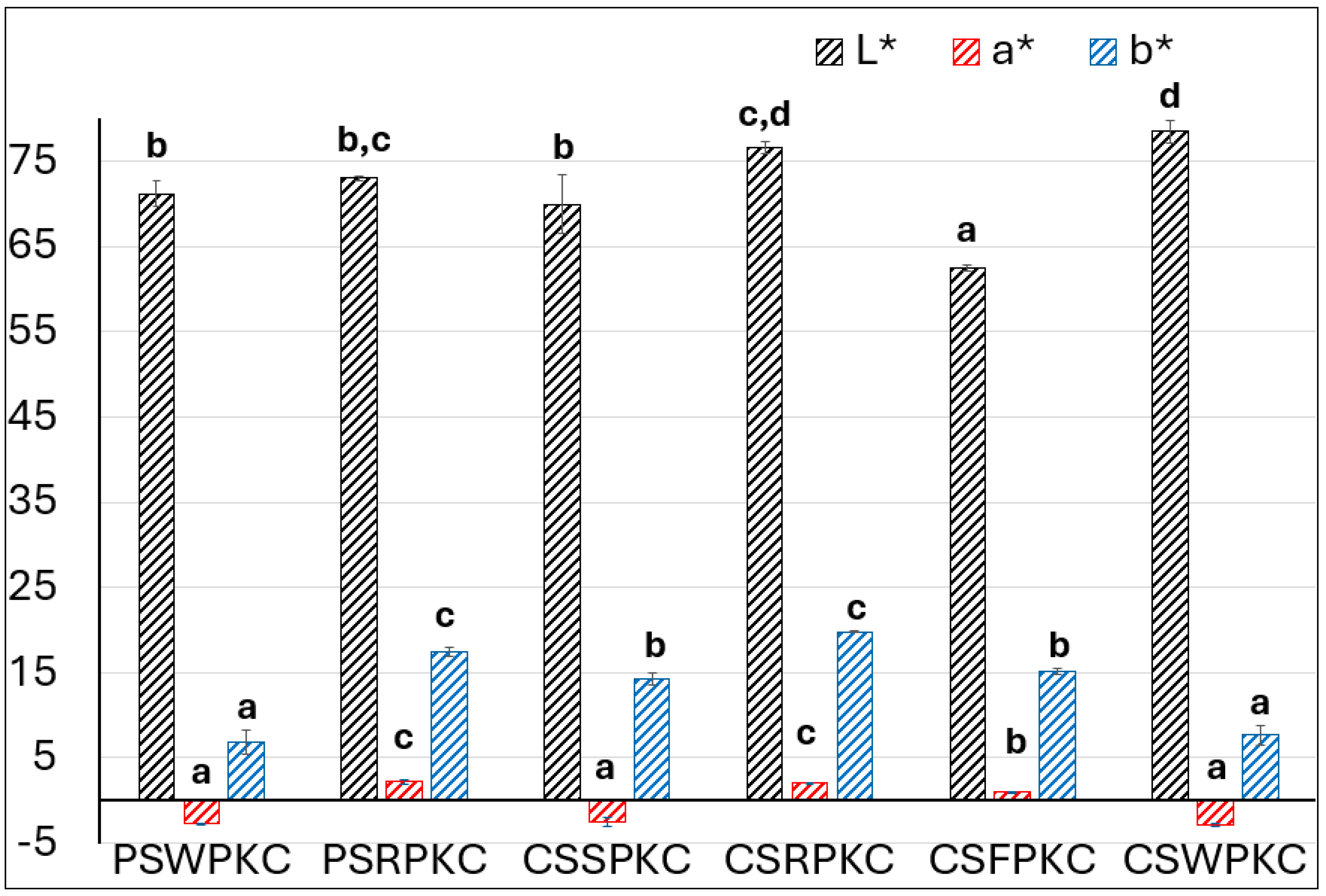
2.4. Color Properties
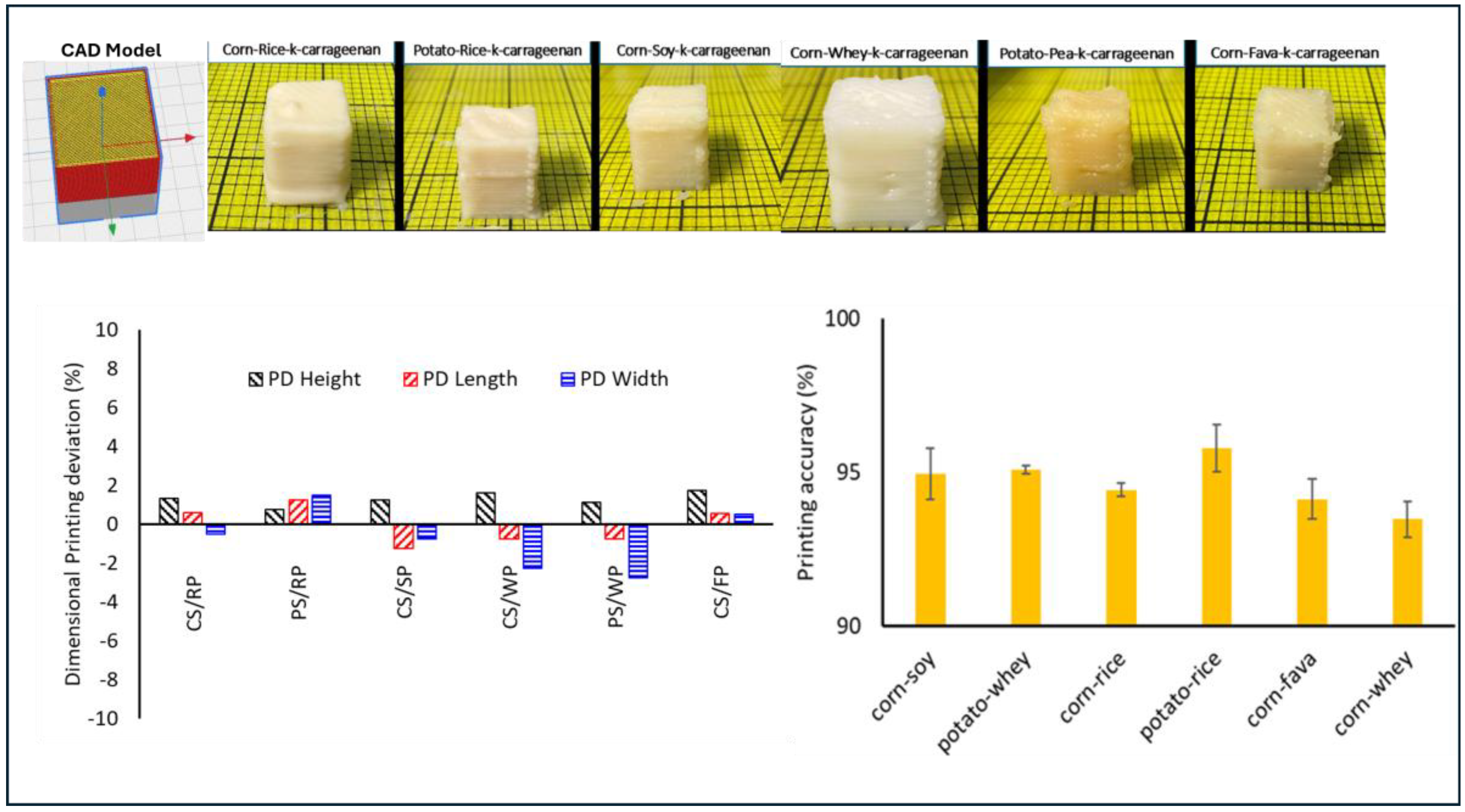
2.5. Printing Accuracy Determination of the Food Inks
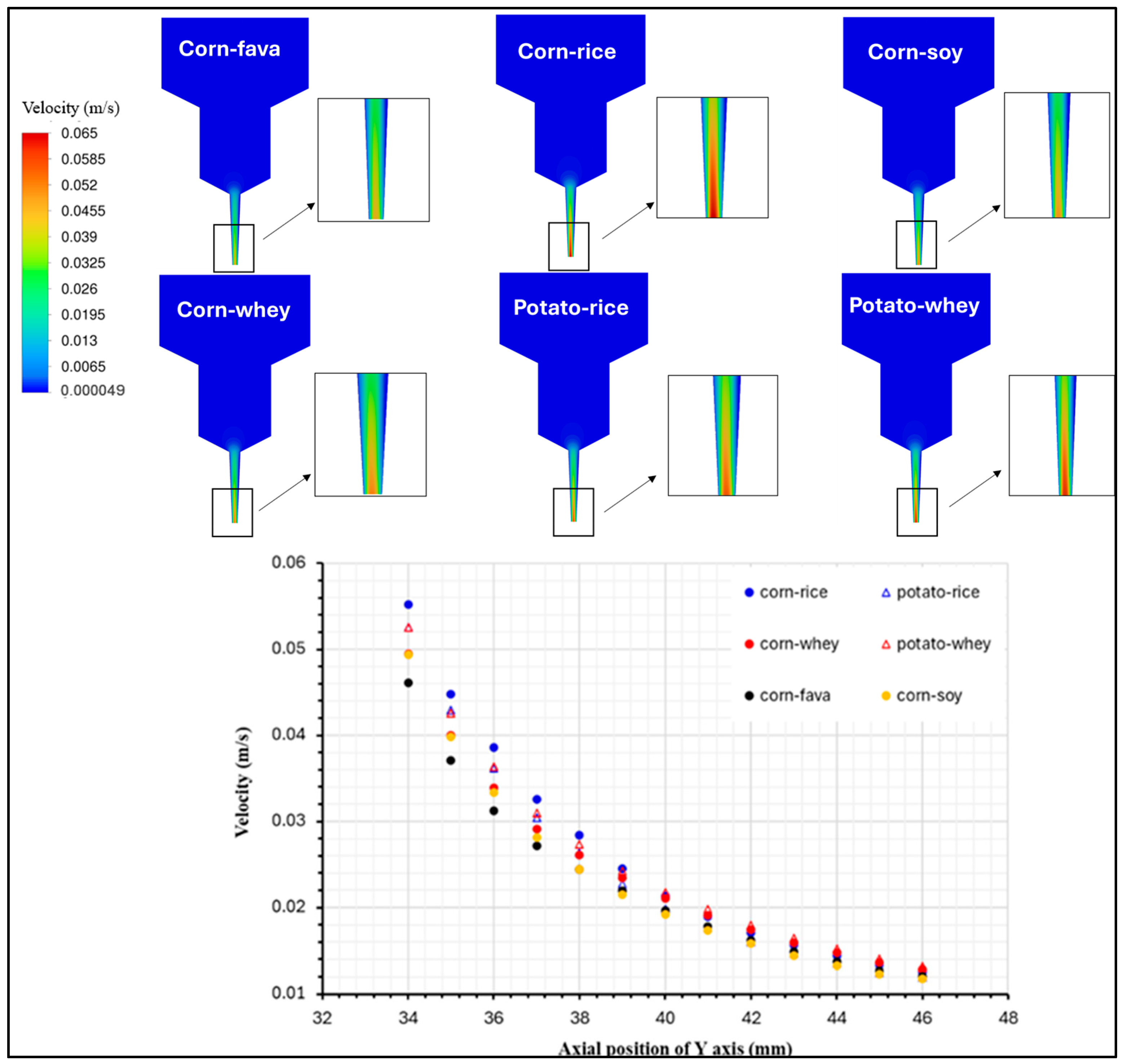
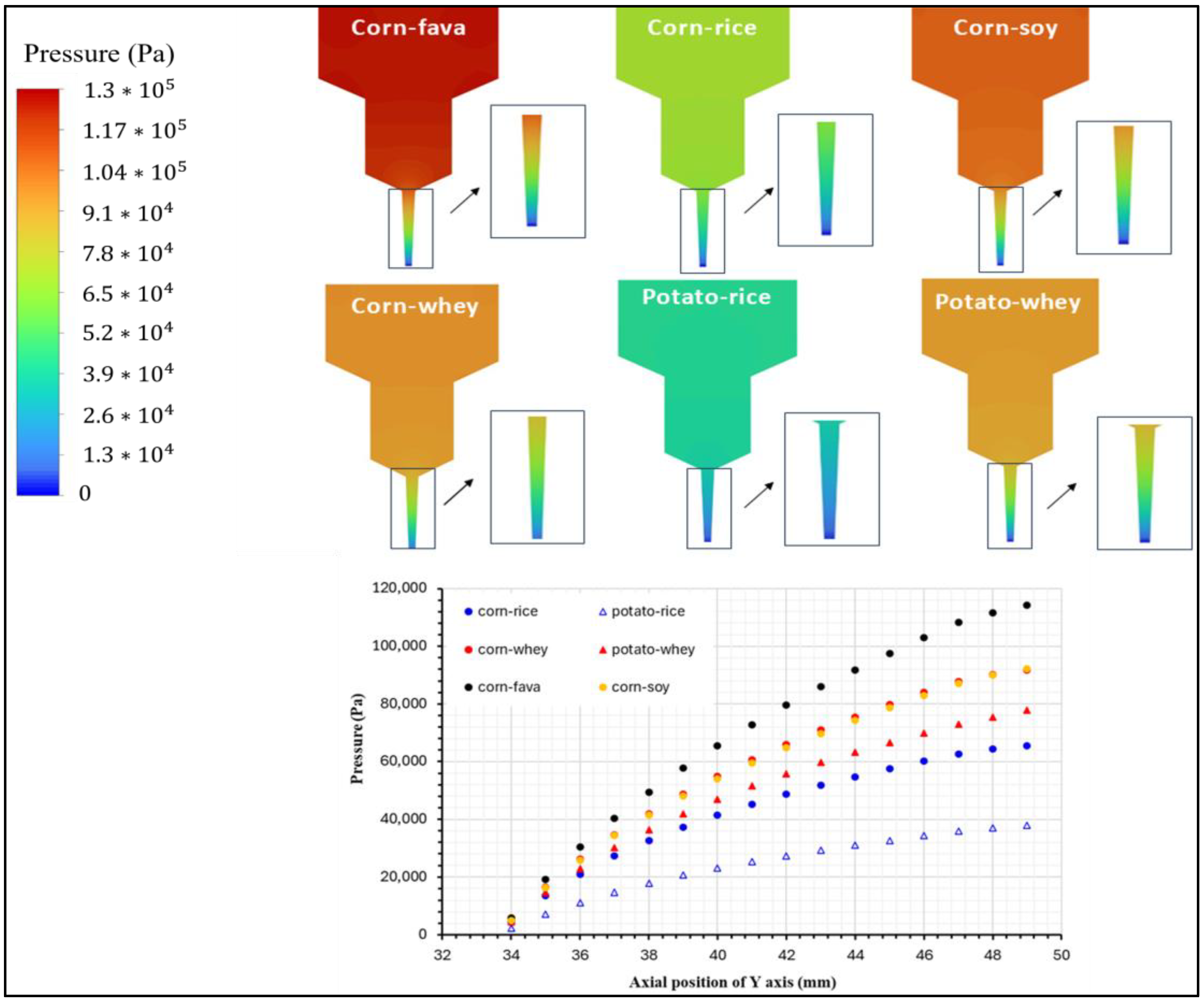
2.6. Flow Simulation of the Food Inks
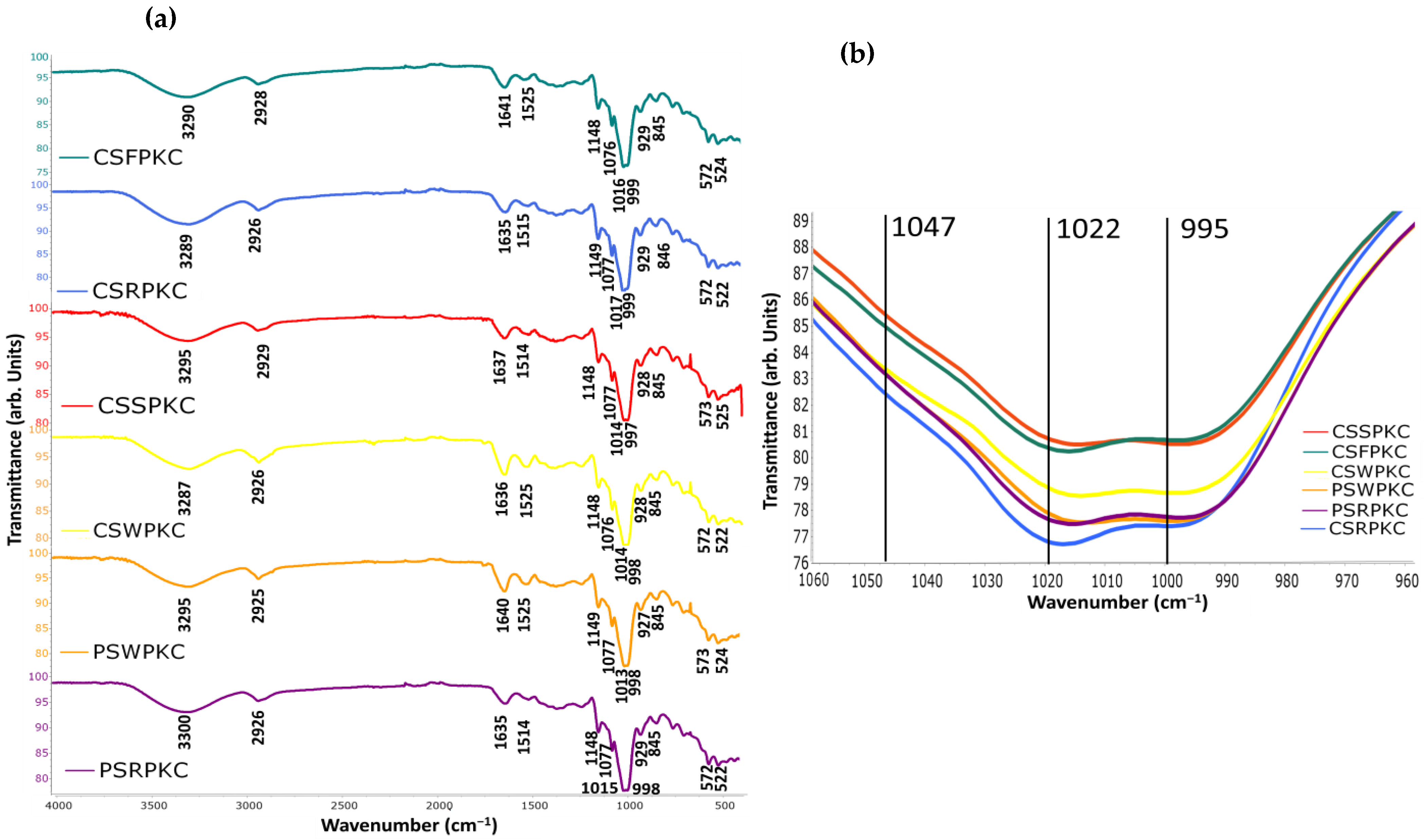
2.7. FTIR of the Food Inks
3. Conclusions
4. Materials and Methods
4.1. Materials
4.2. Food-Ink Preparation
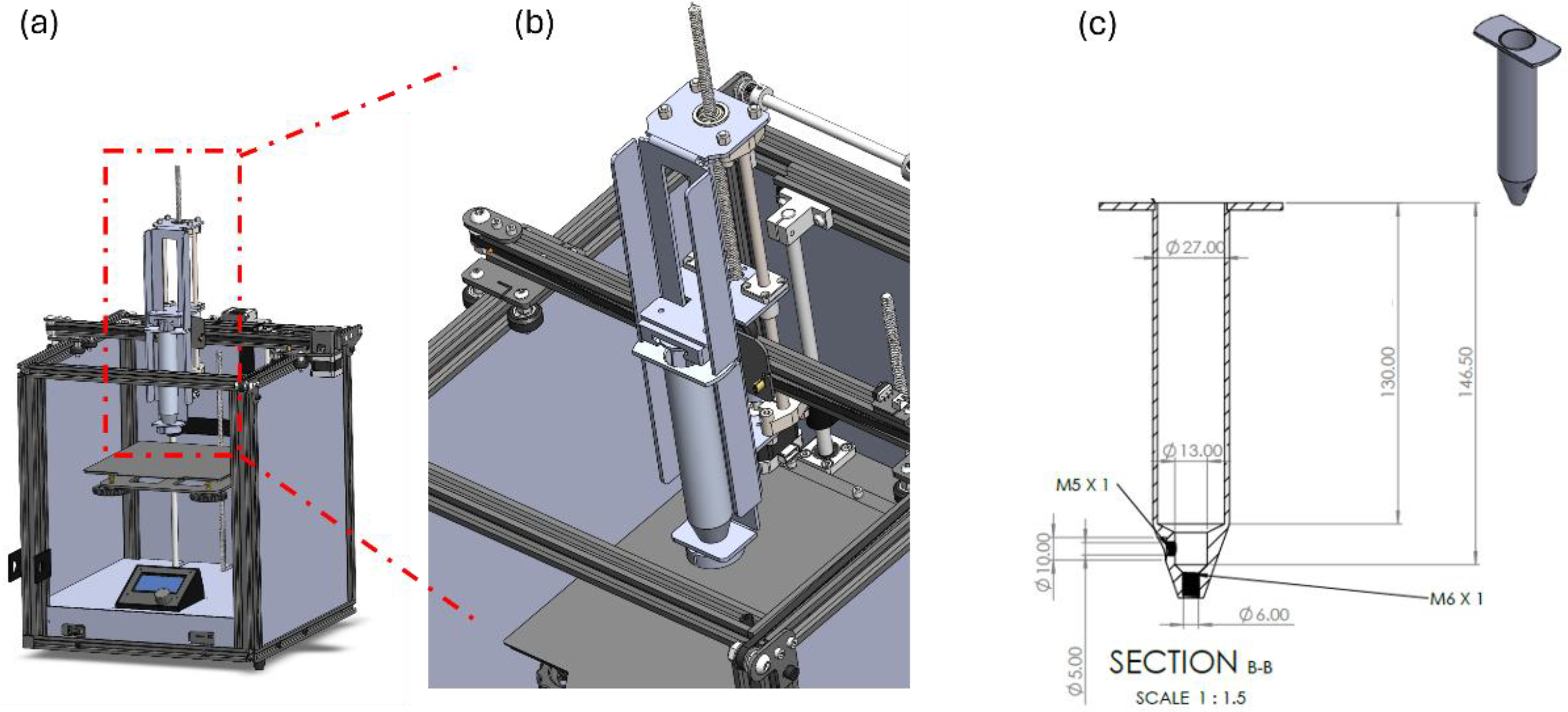
4.3. Three-Dimensional Printer Customization
4.4. Optimization of the 3D-Printing Conditions
4.5. Modelling of the Flow Behavior, Assumptions, and Boundary Conditions
4.6. Rheological Properties of the Food Ink
4.6.1. Amplitude Sweep
4.6.2. Frequency Sweep
4.7. Thermal Properties of the Food Inks
4.8. Printability Accuracy Determination
4.9. Texture Properties of the 3D Prints
4.10. Color Properties of the 3D Prints
4.11. Fourier Transform Infrared Spectroscopy with Attenuated Total Reflectance (FT-IR-ATR) Analysis
4.12. Statistical Analysis
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CS | corn starch |
| PS | potato starch |
| AG | arabic gum |
| XG | xanthan gum |
| KC | k-carrageenan |
| CMC | carboxy methyl cellulose |
| FP | fava bean protein |
| WP | whey protein |
| SP | soya protein |
| PP | pea protein |
| RP | rice protein |
| η | viscosity |
| G′ | storage modulus |
| G″ | loss modulus |
| tan δ | phase angle δ |
| K | consistency index |
| n | flow index |
| τy | yield stress |
| Ton | gelatinization onset temperature |
| Tp | gelatinization peak temperature |
| Tend | gelatinization endset temperature |
| ΔH | enthalpy of gelatinization |
| CSFPAG | corn starch, fava bean protein, arabic gum |
| CSFPCMC | corn starch, fava bean protein, carboxy methyl cellulose |
| CSFPKC | corn starch, fava bean protein, k-carrageenan |
| CSFPXG | corn starch, fava bean protein, xanthan gum |
| CSRPAG | corn starch, rice protein, arabic gum |
| CSRPCMC | corn starch, rice protein, carboxy methyl cellulose |
| CSRPKC | corn starch, rice protein, k-carrageenan |
| CSRPXG | corn starch, rice protein, xanthan gum |
| CSSPAG | corn starch, soya protein, arabic gum |
| CSSPCMC | corn starch, soya protein, carboxy methyl cellulose |
| CSSPKC | corn starch, soya protein, k-carrageenan |
| CSSPXG | corn starch, soya protein, xanthan gum |
| CSPPAG | corn starch, pea protein, arabic gum |
| CSPPCMC | corn starch, pea protein, carboxy methyl cellulose |
| CSPPKC | corn starch, pea protein, k-carrageenan |
| CSPPXG | corn starch, pea protein, xanthan gum |
| CSWPAG | corn starch, whey protein, arabic gum |
| CSWPCMC | corn starch, whey protein, carboxy methyl cellulose |
| CSWPKC | corn starch, whey protein, k-carrageenan |
| CSWPXG | corn starch, whey protein, xanthan gum |
| CS15 | corn starch 15% w/v |
| CS20 | corn starch 20% w/v |
| PSFPAG | potato starch, fava bean protein, arabic gum |
| PSFPCMC | potato starch, fava bean protein, carboxy methyl cellulose |
| PSFPKC | potato starch, fava bean protein, k-carrageenan |
| PSFPXG | potato starch, fava bean protein, xanthan gum |
| PSRPAG | potato starch, rice protein, arabic gum |
| PSRPCMC | potato starch, rice protein, carboxy methyl cellulose |
| PSRPKC | potato starch, rice protein, k-carrageenan |
| PSRPXG | potato starch, rice protein, xanthan gum |
| PSSPAG | potato starch, soya protein, arabic gum |
| PSSPCMC | potato starch, soya protein, carboxy methyl cellulose |
| PSSPKC | potato starch, soya protein, k-carrageenan |
| PSSPXG | potato starch, soya protein, xanthan gum |
| PSPPAG | potato starch, pea protein, arabic gum |
| PSPPCMC | potato starch, pea protein, carboxy methyl cellulose |
| PSPPKC | potato starch, pea protein, k-carrageenan |
| PSPPXG | potato starch, pea protein, xanthan gum |
| PSWPAG | potato starch, whey protein, arabic gum |
| PSWPCMC | potato starch, whey protein, carboxy methyl cellulose |
| PSWPKC | potato starch, whey protein, k-carrageenan |
| PSWPXG | potato starch, whey protein, xanthan gum |
| PS15 | potato starch 15% w/v |
| PS20 | potato starch 20% w/v |
References
- Chen, Y.; McClements, D.J.; Peng, X.; Chen, L.; Xu, Z.; Meng, M.; Zhou, X.; Zhao, J.; Jin, Z. Starch as Edible Ink in 3D Printing for Food Applications: A Review. Crit. Rev. Food Sci. Nutr. 2024, 64, 456–471. [Google Scholar] [CrossRef] [PubMed]
- Eswaran, H.; Ponnuswamy, R.D.; Kannapan, R.P. Perspective Approaches of 3D Printed Stuffs for Personalized Nutrition: A Comprehensive Review. Ann. 3D Print. Med. 2023, 12, 100125. [Google Scholar] [CrossRef]
- Mandala, I.G.; Apostolidis, E. Physical Processing: Dry Fractionation and Texturization of Plant Proteins. In Handbook of Plant-Based Food and Drinks Design; Academic Press: Cambridge, MA, USA, 2024; pp. 89–101. [Google Scholar] [CrossRef]
- Shahbazi, M.; Jäger, H. Current Status in the Utilization of Biobased Polymers for 3D Printing Process: A Systematic Review of the Materials, Processes, and Challenges. ACS Appl. Bio Mater. 2021, 4, 325–369. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez-Herrera, V.V.; Umeda, T.; Kozu, H.; Sasaki, T.; Kobayashi, I. Printability of Nixtamalized Corn Dough during Screw-Based Three-Dimensional Food Printing. Foods 2024, 13, 293. [Google Scholar] [CrossRef]
- Zheng, L.; Yu, Y.; Tong, Z.; Zou, Q.; Han, S.; Jiang, H. The Characteristics of Starch Gels Molded by 3D Printing. J. Food Process. Preserv. 2019, 43, e13993. [Google Scholar] [CrossRef]
- Pérez, S.; Bertoft, E. The Molecular Structures of Starch Components and Their Contribution to the Architecture of Starch Granules: A Comprehensive Review. Starch/Staerke 2010, 62, 389–420. [Google Scholar] [CrossRef]
- Jane, J.-L.; Kasemsuwan, T.; Leas, S.; Zobel, H.; Robyt, J.F. Anthology of Starch Granule Morphology by Scanning Electron Microscopy. Starch-Stärke 1994, 46, 121–129. [Google Scholar] [CrossRef]
- Sun, J.; Zhou, W.; Yan, L.; Huang, D.; Lin, L.Y. Extrusion-Based Food Printing for Digitalized Food Design and Nutrition Control. J. Food Eng. 2018, 220, 1–11. [Google Scholar] [CrossRef]
- Voon, S.L.; An, J.; Wong, G.; Zhang, Y.; Chua, C.K. 3D Food Printing: A Categorised Review of Inks and Their Development. Virtual Phys. Prototyp. 2019, 14, 203–218. [Google Scholar] [CrossRef]
- Bedoya, M.G.; Montoya, D.R.; Tabilo-Munizaga, G.; Pérez-Won, M.; Lemus-Mondaca, R. Promising Perspectives on Novel Protein Food Sources Combining Artificial Intelligence and 3D Food Printing for Food Industry. Trends Food Sci. Technol. 2022, 128, 38–52. [Google Scholar] [CrossRef]
- Zhou, Q.; Nan, X.; Zhang, S.; Zhang, L.; Chen, J.; Li, J.; Wang, H.; Ruan, Z. Effect of 3D Food Printing Processing on Polyphenol System of Loaded Aronia Melanocarpa and Post-Processing Evaluation of 3D Printing Products. Foods 2023, 12, 2068. [Google Scholar] [CrossRef]
- Yu, J.; Li, D.; Wang, L.-J.; Wang, Y. Improving freeze-thaw stability and 3D printing performance of soy protein isolate emulsion gel inks by guar & xanthan gums. Food Hydrocoll. 2023, 136, 108293. [Google Scholar] [CrossRef]
- Brito-Oliveira, T.C.; Moraes, I.C.F.; Pinho, S.C.; Campanella, O.H. Modeling Creep/Recovery Behavior of Cold-Set Gels Using Different Approaches. Food Hydrocoll. 2022, 123, 107183. [Google Scholar] [CrossRef]
- Oliveira, S.; Sousa, I.; Raymundo, A.; Bengoechea, C. Three-Dimensional Printing of Red Algae Biopolymers: Effect of Locust Bean Gum on Rheology and Processability. Gels 2024, 10, 166. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Yang, C.H. Dual Extrusion 3D Printing of Mashed Potatoes/Strawberry Juice Gel. LWT 2018, 96, 589–596. [Google Scholar] [CrossRef]
- Yan, B.; Zhao, Z.; Zhang, N.; Ruan, H.; Yu, X.; Zhao, J.; Zhang, H.; Chen, W.; Fan, D. 3D Food Printing Curing Technology Based on Gellan Gum. J. Food Eng. 2022, 327, 111036. [Google Scholar] [CrossRef]
- Ning, X.; Devahastin, S.; Wang, X.; Wu, N.; Liu, Z.; Gong, Y.; Zhou, L.; Huo, L.; Ding, W.; Yi, J.; et al. Understanding 3D Food Printing through Computer Simulation and Extrusion Force Analysis. J. Food Eng. 2024, 370, 111972. [Google Scholar] [CrossRef]
- Wilson, S.A.; Cross, L.M.; Peak, C.W.; Gaharwar, A.K. Shear-Thinning and Thermo-Reversible Nanoengineered Inks for 3D Bioprinting. ACS Appl. Mater. Interfaces 2017, 9, 43449–43458. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Zhang, M.; Bhandari, B. Effect of Gums on the Rheological, Microstructural and Extrusion Printing Characteristics of Mashed Potatoes. Int. J. Biol. Macromol. 2018, 117, 1179–1187. [Google Scholar] [CrossRef] [PubMed]
- Feng, L.; Wu, J.; Cai, L.; Li, M.; Dai, Z.; Li, D.; Liu, C.; Zhang, M. Effects of Different Hydrocolloids on the Water Migration, Rheological and 3D Printing Characteristics of β-Carotene Loaded Yam Starch-Based Hydrogel. Food Chem. 2022, 393, 133422. [Google Scholar] [CrossRef]
- Higiro, J.; Herald, T.J.; Alavi, S. Rheological Study of Xanthan and Locust Bean Gum Interaction in Dilute Solution. Food Res. Int. 2006, 39, 165–175. [Google Scholar] [CrossRef]
- Wang, L.; Wang, M.; Zhou, Y.; Wu, Y.; Ouyang, J. Influence of Ultrasound and Microwave Treatments on the Structural and Thermal Properties of Normal Maize Starch and Potato Starch: A Comparative Study. Food Chem. 2022, 377, 131990. [Google Scholar] [CrossRef]
- Park, B.R.; No, J.; Oh, H.; Park, C.S.; You, K.M.; Chewaka, L.S. Exploring Puffed Rice as a Novel Ink for 3D Food Printing: Rheological Characterization and Printability Analysis. J. Food Eng. 2025, 387, 112313. [Google Scholar] [CrossRef]
- Tabilo-Munizaga, G.; Barbosa-Cánovas, G.V. Rheology for the Food Industry. J. Food Eng. 2005, 67, 147–156. [Google Scholar] [CrossRef]
- Ji, S.; Xu, T.; Li, Y.; Li, H.; Zhong, Y.; Lu, B. Effect of Starch Molecular Structure on Precision and Texture Properties of 3D Printed Products. Food Hydrocoll. 2022, 125, 107387. [Google Scholar] [CrossRef]
- He, C.; Zhang, M.; Guo, C. 4D Printing of Mashed Potato/Purple Sweet Potato Puree with Spontaneous Color Change. Innov. Food Sci. Emerg. Technol. 2020, 59, 102250. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, Q.; Wei, S.; Xia, Q.; Pan, Y.; Ji, H.; Deng, C.; Hao, J.; Liu, S. Insight into the Correlations among Rheological Behaviour, Protein Molecular Structure and 3D Printability during the Processing of Surimi from Golden Pompano (Trachinotus ovatus). Food Chem. 2022, 371, 131046. [Google Scholar] [CrossRef]
- Pant, A.; Lee, A.Y.; Karyappa, R.; Lee, C.P.; An, J.; Hashimoto, M.; Tan, U.X.; Wong, G.; Chua, C.K.; Zhang, Y. 3D Food Printing of Fresh Vegetables Using Food Hydrocolloids for Dysphagic Patients. Food Hydrocoll. 2021, 114, 106546. [Google Scholar] [CrossRef]
- Xing, X.; Chitrakar, B.; Hati, S.; Xie, S.; Li, H.; Li, C.; Liu, Z.; Mo, H. Development of Black Fungus-Based 3D Printed Foods as Dysphagia Diet: Effect of Gums Incorporation. Food Hydrocoll. 2022, 123, 107173. [Google Scholar] [CrossRef]
- Chaisawang, M.; Suphantharika, M. Effects of Guar Gum and Xanthan Gum Additions on Physical and Rheological Properties of Cationic Tapioca Starch. Carbohydr. Polym. 2005, 61, 288–295. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, Q.; Huang, Z.; Muhammad, A.H.; Gharsallaoui, A.; Cai, M.; Yang, K.; Sun, P. Rheological and Mechanical Behavior of Soy Protein-Polysaccharide Composite Paste for Extrusion-Based 3D Food Printing: Effects of Type and Concentration of Polysaccharides. Food Hydrocoll. 2024, 153, 109942. [Google Scholar] [CrossRef]
- Niu, D.; Zhang, M.; Mujumdar, A.S.; Li, J. Investigation of 3D Printing of Toddler Foods with Special Shape and Function Based on Fenugreek Gum and Flaxseed Protein. Int. J. Biol. Macromol. 2023, 253, 127203. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Chen, X.; Li, H.; Chitrakar, B.; Zeng, Y.; Hu, L.; Mo, H. 3D Printing of Nutritious Dysphagia Diet: Status and Perspectives. Trends Food Sci. Technol. 2024, 147, 104478. [Google Scholar] [CrossRef]
- Liu, W.; Hu, H.; McClements, D.J.; Jin, Z.; Chen, L. Fabrication and Characterization of Edible Inks for 3D Printing of Dysphagia Foods Based on Corn Starch Stabilized by Calcium Ions and Hydrocolloids. Food Hydrocoll. 2025, 166, 111278. [Google Scholar] [CrossRef]
- Lorenz, T.; Iskandar, M.M.; Baeghbali, V.; Ngadi, M.O.; Kubow, S. 3D Food Printing Applications Related to Dysphagia: A Narrative Review. Foods 2022, 11, 1789. [Google Scholar] [CrossRef]
- Chen, J.; Sun, H.; Mu, T.; Blecker, C.; Richel, A.; Richard, G.; Jacquet, N.; Haubruge, E.; Goffin, D. Effect of Temperature on Rheological, Structural, and Textural Properties of Soy Protein Isolate Pastes for 3D Food Printing. J. Food Eng. 2022, 323, 110917. [Google Scholar] [CrossRef]
- Yang, F.; Guo, C.; Zhang, M.; Bhandari, B.; Liu, Y. Improving 3D Printing Process of Lemon Juice Gel Based on Fluid Flow Numerical Simulation. LWT 2019, 102, 89–99. [Google Scholar] [CrossRef]
- Cui, Y.; Yang, F.; Wang, C.S.; Blennow, A.; Li, C.; Liu, X. 3D Printing Windows and Rheological Properties for Normal Maize Starch/Sodium Alginate Composite Gels. Food Hydrocoll. 2024, 146, 109178. [Google Scholar] [CrossRef]
- Yu, J.; Wang, X.Y.; Li, D.; Wang, L.J.; Wang, Y. Development of Soy Protein Isolate Emulsion Gels as Extrusion-Based 3D Food Printing Inks: Effect of Polysaccharides Incorporation. Food Hydrocoll. 2022, 131, 107824. [Google Scholar] [CrossRef]
- Warnakulasuriya, S.N.; Nickerson, M.T. Review on Plant Protein–Polysaccharide Complex Coacervation, and the Functionality and Applicability of Formed Complexes. J. Sci. Food Agric. 2018, 98, 5559–5571. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Y.; Yang, B.; Han, X.; He, Y.; Wang, T.; Sun, X.; Zhao, J. Effects of Zucchini Polysaccharide on Pasting, Rheology, Structural Properties and in Vitro Digestibility of Potato Starch. Int. J. Biol. Macromol. 2023, 253, 127077. [Google Scholar] [CrossRef] [PubMed]
- Lopez-Silva, M.; Agama-Acevedo, E.; Bello-Perez, L.A.; Alvarez-Ramirez, J. Influence of Gelatinization Degree and Octenyl Succinic Anhydride Esterification on the Water Sorption Characteristics of Corn Starch. Carbohydr. Polym. 2021, 270, 118378. [Google Scholar] [CrossRef]
- Jiao, X.; Ren, G.; Law, C.L.; Li, L.; Cao, W.; Luo, Z.; Pan, L.; Duan, X.; Chen, J.; Liu, W. Novel Strategy for Optimizing of Corn Starch-Based Ink Food 3D Printing Process: Printability Prediction Based on BP-ANN Model. Int. J. Biol. Macromol. 2024, 276, 133921. [Google Scholar] [CrossRef] [PubMed]
- Bao, Y.; Yang, T.; Jiang, H. Effect of 3D Printing Accuracy by Wheat Starch Gel Combined with Canola Oil. Int. J. Biol. Macromol. 2024, 282, 136614. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Zhou, J.; Liu, D.; Castagnini, J.M.; Barba, F.J.; Yan, Y.; Liu, X.; Wang, X. Effect of Mulberry Leaf Polysaccharides on the Physicochemical, Rheological, Microstructure Properties and in Vitro Starch Digestibility of Wheat Starch during the Freeze-Thaw Cycles. Food Hydrocoll. 2023, 144, 109057. [Google Scholar] [CrossRef]
- Lv, X.; Rong, L.; Zhang, W.; Wen, H.; Shen, M.; Qi, X.; Song, J.; Xie, J. Pasting, Structural Properties, and In Vitro Digestibility of Water Chestnut (Eleocharis dulcis Burm. f., Cyperaceae) Starch Co-Gelatinized with Different Hydrocolloids. Food Hydrocoll. 2025, 160, 110777. [Google Scholar] [CrossRef]
- Xu, M.; Ji, S.; Li, Y.; Li, J.; Liu, Y.; Li, K.; Lu, B. Exploring the Mechanism of Variation in 3D Printing Accuracy of Cassava Starch Gels during Freezing Process. Food Hydrocoll. 2023, 140, 108657. [Google Scholar] [CrossRef]
- Apostolidis, E.; Kioupis, D.; Kakali, G.; Stoforos, N.G.; Mandala, I. Effect of Starch Concentration and Resistant Starch Filler Addition on the Physical Properties of Starch Hydrogels. J. Food Sci. 2021, 86, 5340–5352. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Storage Modulus, G′, (Pa) | Loss Modulus, G′, (Pa) | tan δ (Dimensionless) | Yield Stress, τy, (Pa) |
|---|---|---|---|---|
| CSFPAG | 2917 ± 83 b,c,d,e,f | 285 ± 12 a,b | 0.098 ± 0.002 b,c | 392 ± 15 b |
| CSFPCMC | 2637 ± 78 a,b.c,d | 912 ± 13 e,f | 0.346 ± 0.006 h | 517 ± 13 b |
| CSFPKC | 15,553 ± 196 k | 2623 ± 86 g | 0.169 ± 0.001 e,f | 3032 ± 54 f |
| CSFPXG | 2316 ± 61 a,b,c,d,e | 536 ± 7 b,c,d | 0.232 ± 0.003 g | 349 ± 8 b |
| CSRPAG | 1551 ± 92 a,b,c,d | 236 ± 15 a,b | 0.158 ± 0.021 d,e,f | 257 ± 10 a |
| CSRPCMC | 446 ± 36 a | 282 ± 11 a,b | 0.633 ± 0.021 j | 181 ± 4 a |
| CSRPKC | 9707 ± 110 j | 1114 ± 7 f | 0.115 ± 0.004 c,d | 2652 ± 46 e,f |
| CSRPXG | 974 ± 13 a,b,c | 311 ± 4 a,b,c | 0.319 ± 0.003 h | 361 ± 16 a |
| CSSPAG | 3234 ± 93 e,f,g | 3489 ± 72 a,b,c | 0.108 ± 0.006 c | 1579 ± 26 c,d |
| CSSPCMC | 5231 ± 98 g,h | 908 ± 18 f | 0.181 ± 0.008 f,g | 1497 ± 31 c,d |
| CSSPKC | 8174 ± 101 i,j | 791 ± 8 d,e,f | 0.097 ± 0.000 a,b,c | 4392 ± 80 g |
| CSSPXG | 3348 ± 32 d,e,f,g | 548 ± 13 b,c,d | 0.165 ± 0.003 e,f | 757 ± 16 a,b |
| CSPPAG | 3923 ± 29 e,f,g | 626 ± 33 c,d,e | 0.160 ± 0.005 d,e,f | 1436 ± 21 b,c |
| CSPPCMC | 747 ± 13 a,b | 360 ± 13 a,b,c | 0.482 ± 0.004 i | 228 ± 8 a |
| CSPPKC | 8222 ± 95 i,j | 853 ± 15 f | 0.139 ± 0.042 c,d,e | 4003 ± 9 g |
| CSPPXG | 4905 ± 43 f,g | 775 ± 9 d,e,f | 0.158 ± 0.004 d,e,f | 1748 ± 15 c,d |
| CSWPAG | 4184 ± 22 e,f,g | 359 ± 10 a,b,c | 0.092 ± 0.005 a,b,c | 1719 ± 26 c,d |
| CSWPCMC | 2812 ± 78 b,c,d,e | 514 ± 11 b,c,d | 0.183 ± 0.002 f | 1291 ± 68 c |
| CSWPKC | 8238 ± 95 i,j | 854 ± 18 d,e,f | 0.104 ± 0.004 c | 2192 ± 80 d,e |
| CSWPXG | 2833 ± 71 b,c,d,e,f | 566 ± 13 b,c,d | 0.200 ± 0.006 f,g | 1408 ± 23 b,c |
| CS15 | 2998 ± 249 b,c,d,e,f | 151 ± 17 a | 0.050 ± 0.02 a | 123 ± 5 a |
| CS20 | 7731 ± 1106 i | 419 ± 55 b,c,d | 0.054 ± 0.02 a | 582 ± 14 b |
| PSFPAG | 1149 ± 85 a,b,c,d | 142 ± 7 a,b,c | 0.123 ± 0.001 a,b,c | 4450 ± 15 a,b,c,d |
| PSFPCMC | 2608 ± 18 g | 520 ± 19 i | 0.201 ± 0.018 h | 984 ± 73 e,f |
| PSFPKC | 7871 ± 104 j | 1003 ± 87 i | 0.127 ± 0.008 a,b,c | 2154 ± 52 j |
| PSFPXG | 2324 ± 29 e,f,g | 439 ± 14 c,d,e | 0.189 ± 0.004 g,h | 505 ± 27 b,c,d |
| PSRPAG | 1375 ± 42 b,c,d,e,f | 163 ± 10 a,b,c | 0.118 ± 0.004 a,b,c | 569 ± 17 c,d |
| PSRPCMC | 3997 ± 64 h | 740 ± 31 i | 0.188 ± 0.017 g,h | 647 ± 16 d,e |
| PSRPKC | 7382 ± 99 j | 712 ± 41 i | 0.096 ± 0.002 a | 1466 ± 55 h,i |
| PSRPXG | 2129 ± 95 d,e,f,g | 283 ± 16 c,d,e | 0.133 ± 0.001 b,c,d | 556 ± 15 b,c,d |
| PSSPAG | 1002 ± 34 b,c | 177 ± 14 a,b,c | 0.177 ± 0.005 b,c,d,e | 666 ± 43 d,e |
| PSSPCMC | 4609 ± 124 h,i | 649 ± 68 h,i | 0.140 ± 0.005 g,h | 660 ± 47 d,e |
| PSSPKC | 4894 ± 87 h,i | 587 ± 20 g,h,i | 0.120 ± 0.001 a,b,c | 1180 ± 10 g,h |
| PSSPXG | 1258 ± 85 a,b,c,d,e | 171 ± 14 a,b,c | 0.137 ± 0.002 b,c,d,e | 437 ± 26 b,c,d |
| PSPPAG | 2208 ± 95 d,e,f,g | 251 ± 8 c,d,e | 0.124 ± 0.008 b,c,d,e | 447 ± 31 a,b,c,d |
| PSPPCMC | 2501 ± 26 f,g | 431 ± 6 d,e,f,g | 0.172 ± 0.003 f,g,h | 658 ± 7 d,e |
| PSPPKC | 5591 ± 108 i | 597 ± 14 g,h,i | 0.110 ± 0.010 a,b | 1875 ± 19 i,j |
| PSPPXG | 2410 ± 115 e,f,g | 397 ± 18 d,e,f | 0.165 ± 0.002 d,e,f,g | 628 ± 21 c,d,e |
| PSWPAG | 527 ± 11 b | 93 ± 5 a | 0.176 ± 0.006 a,b | 189 ± 7 a,b |
| PSWPCMC | 1751 ± 31 c,d,e,f,g | 299 ± 11 c,d,e | 0.171 ± 0.013 a,b,c,d | 380 ± 17 a,b,c,d |
| PSWPKC | 4446 ± 67 h,i | 572 ± 58 f,g,h,i | 0.128 ± 0.002 f,g | 1269 ± 48 f,g |
| PSWPXG | 1258 ± 42 b,c,d,e | 171 ± 8 a,b,c | 0.136 ± 0.014 a,b,c | 303 ± 42 a,b,c |
| PS15 | 134 ± 23 a | 52 ± 8 a | 0.390 ± 0.020 i | 279 ± 15 a,b,c |
| PS20 | 2569 ± 133 f,g | 254 ± 17 c,d,e | 0.099 ± 0.010 a | 2279 ± 69 j |
| Samples | k (Pa*sn) | n (Dimensionless) | R2 |
|---|---|---|---|
| CSFPAG | 243 ± 9 b,c,d | 0.22 ± 0.05 a,b,c,d | 1.00 |
| CSFPCMC | 321 ± 7 c,d,e | 0.17 ± 0.03 a,b,c | 0.98 |
| CSFPKC | 1309 ± 18 j | 0.13 ± 0.02 a | 0.97 |
| CSFPXG | 156 ± 5 a,b,c | 0.21 ± 0.04 a,b,c,d | 0.97 |
| CSRPAG | 63 ± 4 a,b | 0.29 ± 0.09 c,d,e | 0.98 |
| CSRPCMC | 115 ± 6 a,b | 0.32 ± 0.05 e | 0.98 |
| CSRPKC | 513 ± 11 f,g,h | 0.31 ± 0.05 d,e | 0.98 |
| CSRPXG | 57 ± 2 a | 0.26 ± 0.01 b,c,d,e | 1.00 |
| CSSPAG | 541 ± 15 g,h,i | 0.2 ± 0.08 a,b,c,d,e | 0.98 |
| CSSPCMC | 648 ± 13 h,i | 0.26 ± 0.01 b,c,d,e | 0.99 |
| CSSPKC | 1242 ± 26 j | 0.21 ± 0.06 a,b,c | 0.98 |
| CSSPXG | 219 ± 7 a,b,c,d | 0.25 ± 0.01 a,b,c,d,e | 0.97 |
| CSPPAG | 167 ± 9 a,b,c | 0.25 ± 0.04 b,c,d,e | 0.99 |
| CSPPCMC | 126 ± 11 a,b | 0.32 ± 0.03 d,e | 0.99 |
| CSPPKC | 653 ± 15 g,h,i | 0.35 ± 0.03 e | 0.99 |
| CSPPXG | 237 ± 14 a,b,c,d | 0.29 ± 0.04 c,d,e | 0.96 |
| CSWPAG | 482 ± 13 e,f,g | 0.19 ± 0.08 b,c,d,e | 0.96 |
| CSWPCMC | 320 ± 12 c,d,e | 0.26 ± 0.06 b,c,d,e | 0.97 |
| CSWPKC | 737 ± 23 i | 0.25 ± 0.02 b,c,d,e | 0.99 |
| CSWPXG | 203 ± 11 a,b,c | 0.23 ± 0.08 b,c,d,e | 0.98 |
| CS15 | 350 ± 2 c,d,e | 0.39 ± 0.01 f | 0.98 |
| CS20 | 577 ± 7 g,h,i | 0.32 ± 0.02 d,e | 0.98 |
| PSFPAG | 243 ± 15 a,b,c,d | 0.22 ± 0.05 a,b,c | 0.99 |
| PSFPCMC | 650 ± 20 j | 0.14 ± 0.05 a | 0.96 |
| PSFPKC | 967 ± 25 k | 0.23 ± 0.02 a,b,c | 0.99 |
| PSFPXG | 159 ± 5 a | 0.17 ± 0.01 a | 0.98 |
| PSRPAG | 196 ± 12 a,b,c | 0.18 ± 0.04 a,b | 0.99 |
| PSRPCMC | 364 ± 13 d,e,f | 0.19 ± 0.02 a,b | 0.99 |
| PSRPKC | 485 ± 19 g,h,i | 0.21 ± 0.05 a,b,c | 0.98 |
| PSRPXG | 151 ± 6 a | 0.25 ± 0.06 a,b,c | 0.99 |
| PSSPAG | 519 ± 14 h,i | 0.19 ± 0.01 a,b | 0.99 |
| PSSPCMC | 673 ± 15 j | 0.25 ± 0.03 a,b,c | 0.99 |
| PSSPKC | 912 ± 25 k | 0.21 ± 0.08 a,b,c | 0.97 |
| PSSPXG | 180 ± 11 a,b | 0.20 ± 0.05 a,b,c | 0.97 |
| PSPPAG | 375 ± 3 e,f,g | 0.21 ± 0.03 a,b,c | 0.99 |
| PSPPCMC | 457 ± 18 f,g,h,i | 0.23 ± 0.03 a,b,c | 0.98 |
| PSPPKC | 650 ± 25 j | 0.18 ± 0.01 a,b | 0.97 |
| PSPPXG | 171 ± 5 a,b | 0.22 ± 0.02 a,b,c | 0.99 |
| PSWPAG | 443 ± 18 f,g,h | 0.36 ± 0.09 e | 1.00 |
| PSWPCMC | 289 ± 9 b,c,d,e | 0.24 ± 0.07 a,b,c | 1.00 |
| PSWPKC | 555 ± 24 h,i,j | 0.28 ± 0.01 b,c,d | 0.99 |
| PSWPXG | 319 ± 12 c,d,e | 0.23 ± 0.10 a,b,c | 0.99 |
| PS15 | 142 ± 8 a | 0.17 ± 0.01 a,b | 0.97 |
| PS20 | 389 ± 11 e,f,g | 0.16 ± 0.03 a | 0.99 |
| Samples | To (°C) | Tend (°C) | Tp (°C) | ΔH (J/g) |
|---|---|---|---|---|
| CSFPXG | 71.1 ± 0.5 c,d,e | 81.7 ± 0.1 b,c,d | 75.7 ± 0.4 | 1.8 ± 0.3 a |
| CSFPCMC | 71.1 ± 0.2 d,e | 81.8 ± 0.1 b,c,d | 76.0 ± 0.1 | 1.8 ± 0.1 a |
| CSFPAG | 72.0 ± 1.7 e | 79.7 ± 1.6 a,b | 75.3 ± 0.7 | 1.4 ± 0.1 a |
| CSFPKC | 70.9 ± 0.3 b,c,d,e | 82.1 ± 0.7 c,d | 75.9 ± 0.1 | 2.1 ± 0.5 a |
| CSWPXG | 70.3 ± 0.1 a,b,c,d | 82.3 ± 1.4 c,d | 74.9 ± 0.1 | 1.9 ± 0.6 a |
| CSWPCMC | 70.5 ± 0.2 a,b,c,d | 82.6 ± 0.6 c,d | 75.8 ± 0.4 | 2.2 ± 0.4 a |
| CSWPAG | 69.6 ± 0.2 a,b | 81.0 ± 0.4 a,b,c | 74.8 ± 0.3 | 2.2 ± 0.3 a |
| CSWPKC | 70.5 ± 0.1 a,b,c,d | 82.1 ± 0.1 b,c,d | 75.6 ± 0.2 | 2.3 ± 0.2 a |
| CSRPXG | 69.4 ± 0.1 a | 79.3 ± 0.3 a | 73.8 ± 0.1 | 1.6 ± 0.4 a |
| CSRPCMC | 70.2 ± 0.1 a,b,c,d | 81.0 ± 0.3 a,b,c | 75.0 ± 0.2 | 1.8 ± 0.1 a |
| CSRPAG | 69.2 ± 1.1 a,b,c | 79.6 ± 1.3 a,b,c | 73.8 ± 1.3 | 1.5 ± 0.4 a |
| CSRPKC | 70.5 ± 0.1 a,b,c,d | 80.7 ± 0.3 a,b,c | 75.0 ± 0.2 | 1.9 ± 0.3 a |
| CSPPXG | 71.1 ± 0.3 b,c,d,e | 82.2 ± 0.4 c,d | 75.9 ± 0.4 | 1.8 ± 0.3 a |
| CSPPCMC | 70.8 ± 0.2 a,b,c,d,e | 82.1 ± 0.4 c,d | 75.8 ± 0.2 | 2.0 ± 0.3 a |
| CSPPAG | 69.7 ± 0.3 a,b,c | 80.8 ± 0.2 a,b,c | 74.1 ± 0.3 | 1.0 ± 0.3 a |
| CSPPKC | 70.7 ± 0.1 a,b,c,d,e | 81.9 ± 0.2 b,c,d | 75.5 ± 0.2 | 2.0 ± 0.2 a |
| CSSPXG | 70.9 ± 0.1 b,c,d,e | 81.6 ± 0.1 b,c,d | 75.4 ± 0.2 | 1.6 ± 0.6 a |
| CSSPCMC | 70.6 ± 0.2 a,b,c,d,e | 81.6 ± 0.1 a,b,c,d | 75.6 ± 0.1 | 1.6 ± 0.1 a |
| CSSPAG | 70.0 ± 0.6 a,b,c,d | 80.9 ± 0.3 a,b,c | 74.6 ± 0.5 | 1.7 ± 0.1 a |
| CSSPKC | 70.7 ± 0.2 a,b,c,d,e | 82.5 ± 0.1 c,d | 75.8 ± 0.1 | 2.3 ± 0.2 a |
| Csnative | 71.2 ± 0.2d,e | 83.5 ± 0.1 d | 75.5 ± 0.4 | 12.6 ± 1.1 b |
| Samples | To (°C) | Tend (°C) | Tp (°C) | ΔH (J/g) |
|---|---|---|---|---|
| PSFPXG | 62.6 ± 0.1 d,e | 73.2 ± 0.3 b | 67.0 ± 0.1 e,f | 2.5 ± 0.1 a,b |
| PSFPCMC | 62.8 ± 0.1 e | 73.5 ± 0.2 b | 67.4 ± 0.1 f | 2.5 ± 0.2 a,b |
| PSFPAG | 61.7 ± 0.7 a,b,c,d,e | 71.1 ± 1.7 a,b | 65.5 ± 1.2 a,b,c,d | 1.9 ± 1.2 a,b |
| PSFPKC | 62.5 ± 0.1 d,e | 72.4 ± 0.2 a,b | 66.8 ± 0.1 c,d,e,f | 2.7 ± 0.1 a,b |
| PSWPXG | 62.4 ± 0.2 c,d,e | 72.4 ± 0.3 a,b | 66.8 ± 0.2 d,e,f | 2.1 ± 0.1 a,b |
| PSWPCMC | 61.7 ± 0.2 a,b,c,d,e | 73.9 ± 1.8 b | 66.2 ± 0.1 a,b,c,d,e,f | 2.4 ± 0.3 a,b |
| PSWPAG | 61.6 ± 0.2 a,b,c,d | 72.0 ± 0.9 a,b | 66.1 ± 0.4 a,b,c,d,e,f | 2.7 ± 0.3 a,b |
| PSWPKC | 61.8 ± 0.2 a,b,c,d,e | 73.2 ± 1.1 b | 66.3 ± 0.2 b,c,d,e,f | 3.2 ± 0.5 b |
| PSRPXG | 61.8 ± 0.1 a,b,c,d,e | 71.3 ± 0.1 a,b | 66.1 ± 0.1 a,b,c,d,e | 2.3 ± 0.2 a,b |
| PSRPCMC | 62.2 ± 0.2 c,d,e | 72.2 ± 0.4 a,b | 66.6 ± 0.2 b,c,d,e,f | 2.3 ± 0.2 a,b |
| PSRPAG | 60.8 ± 0.9 a | 73.4 ± 1.0 b | 64.9 ± 1.1 a | 1.7 ± 0.9 a |
| PSRPKC | 62.2 ± 0.2 c,d,e | 71.6 ± 0.2 a,b | 66.3 ± 0.2 b,c,d,e,f | 2.2 ± 0.1 a,b |
| PSPPXG | 62.1 ± 0.2 c,d,e | 72.7 ± 0.6 a,b | 66.7 ± 0.3 b,c,d,f | 2.4 ± 0.1 a,b |
| PSPPCMC | 61.9 ± 0.1 a,b,c,d,e | 72.0 ± 0.4 a,b | 66.5 ± 0.2 b,c,d,f | 2.3 ± 0.4 a,b |
| PSPPAG | 61.3 ± 0.6 a,b,c | 71.0 ± 1.1 a,b | 65.3 ± 0.4 a,b | 2.1 ± 1.1 a,b |
| PSPPKC | 61.7 ± 0.2 a,b,c,d | 72.3 ± 0.9 a,b | 66.4 ± 0.2 b,c,d.e,f | 2.6 ± 0.1 a,b |
| PSSPXG | 61.8 ± 0.1 a,b,c,d,e | 72.1 ± 0.2 a,b | 66.5 ± 0.1 b,c,d,e,f | 2.5 ± 0.4 a,b |
| PSSPCMC | 62.0 ± 0.2 c,d,e | 72.3 ± 0.2 a,b | 66.7 ± 0.2 b,c,d,e,f | 2.4 ± 0.1 a,b |
| PSSPAG | 60.8 ± 0.9 a | 72.5 ± 1.1 a,b | 65.4 ± 0.8 a,b | 1.9 ± 0.4 a |
| PSSPKC | 62.0 ± 0.2 b,c,d,e | 72.1 ± 0.5 a,b | 66.4 ± 0.3 b,c,d,e,f | 2.2 ± 0.2 a,b |
| PSnative | 64.8 ± 0.1 f | 77.7 ± 0.1 a | 69.4 ± 0.2 g | 15.9 ± 0.6 c |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikolaou, E.N.; Apostolidis, E.; Nikolidaki, E.K.; Karvela, E.D.; Stergiou, A.; Kourtis, T.; Karathanos, V.T. The Development and Optimization of Extrusion-Based 3D Food Printing Inks Using Composite Starch Gels Enriched with Various Proteins and Hydrocolloids. Gels 2025, 11, 574. https://doi.org/10.3390/gels11080574
Nikolaou EN, Apostolidis E, Nikolidaki EK, Karvela ED, Stergiou A, Kourtis T, Karathanos VT. The Development and Optimization of Extrusion-Based 3D Food Printing Inks Using Composite Starch Gels Enriched with Various Proteins and Hydrocolloids. Gels. 2025; 11(8):574. https://doi.org/10.3390/gels11080574
Chicago/Turabian StyleNikolaou, Evgenia N., Eftychios Apostolidis, Eirini K. Nikolidaki, Evangelia D. Karvela, Athena Stergiou, Thomas Kourtis, and Vaios T. Karathanos. 2025. "The Development and Optimization of Extrusion-Based 3D Food Printing Inks Using Composite Starch Gels Enriched with Various Proteins and Hydrocolloids" Gels 11, no. 8: 574. https://doi.org/10.3390/gels11080574
APA StyleNikolaou, E. N., Apostolidis, E., Nikolidaki, E. K., Karvela, E. D., Stergiou, A., Kourtis, T., & Karathanos, V. T. (2025). The Development and Optimization of Extrusion-Based 3D Food Printing Inks Using Composite Starch Gels Enriched with Various Proteins and Hydrocolloids. Gels, 11(8), 574. https://doi.org/10.3390/gels11080574