
Features of Vat-Photopolymerized Masters for Microfluidic Device Manufacturing


 , ,
, ,  , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Design of Benchmark Masters
2.2. Benchmark Master Material
2.3. Manufacturing of the Benchmarks
2.3.1. Manufacturing of Benchmark Masters
- Washing in 96% ethyl alcohol using compressed air to eliminate unpolymerized resin from the as-built part;
- Further ultrasonic washing in ethyl alcohol to ensure the removal of unpolymerized resin from the channels and cavities;
- Post-curing in UV oven for 20 min;
- Supports removal and surface finishing.
2.3.2. Manufacturing of Benchmark Replicas
- Mixing two-component silicone (PDMS resin to curing agent mix ratio: 10:1);
- 1° degassing of the silicone under vacuum (approx. 1 h);
- Pouring into the master mold fabricated by VPP;
- 2° degassing of the silicone under vacuum in the mold (approx. 1 h);
- Curing at room temperature (approx. 48 h);
- Removal from the mold;
- Deburring, if necessary.
2.4. Characterization of the Benchmarks
2.4.1. Methodology Validation
2.4.2. Evaluation of Benchmark Masters and Replicas
3. Results and Discussion
3.1. Methodology Validation
3.2. Evaluation of Benchmark Feasibility
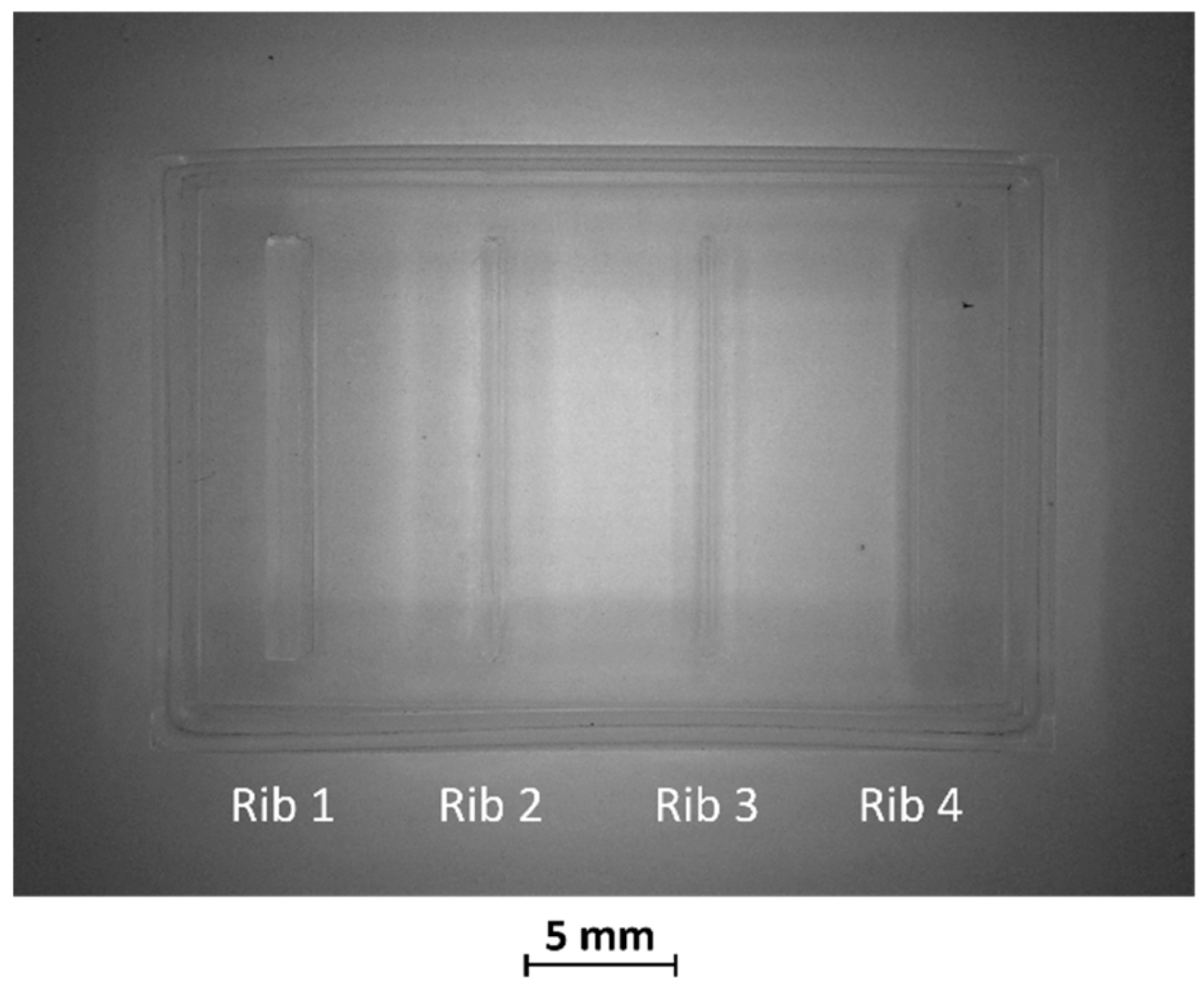
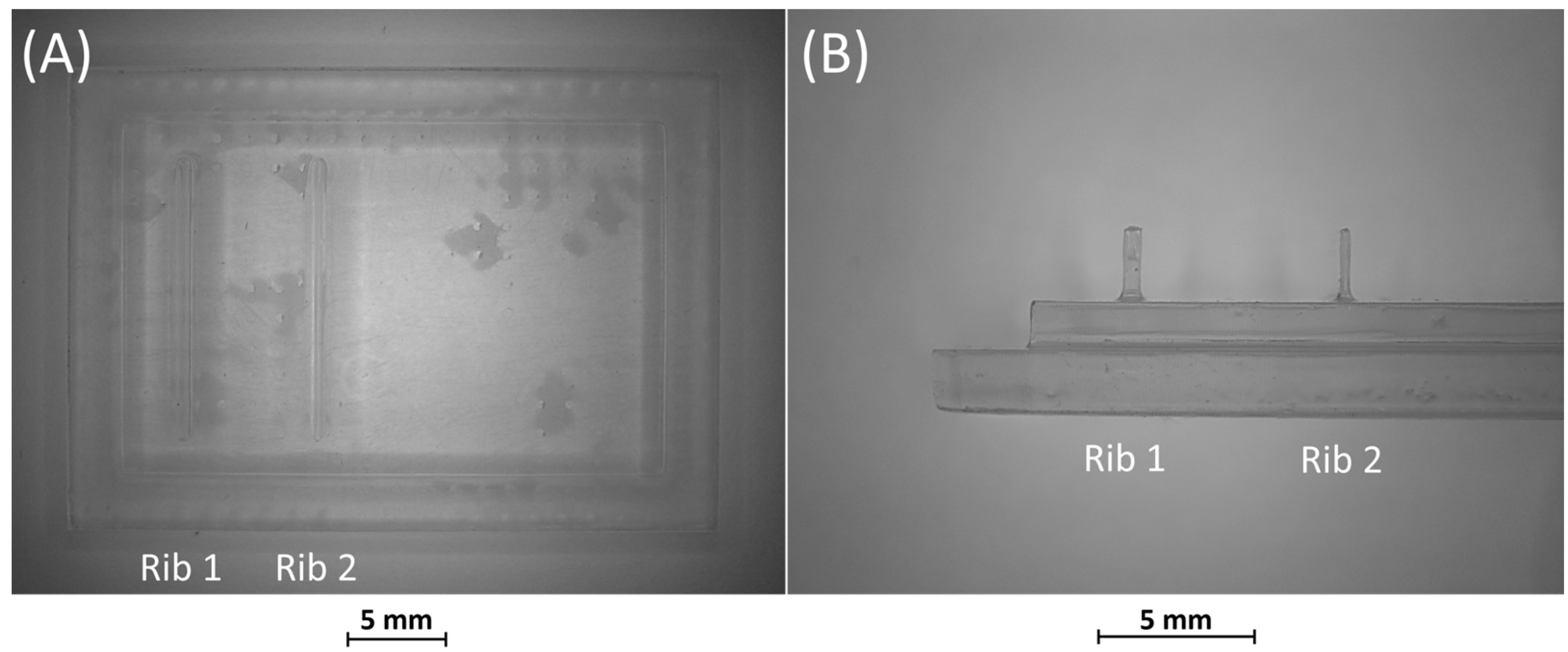
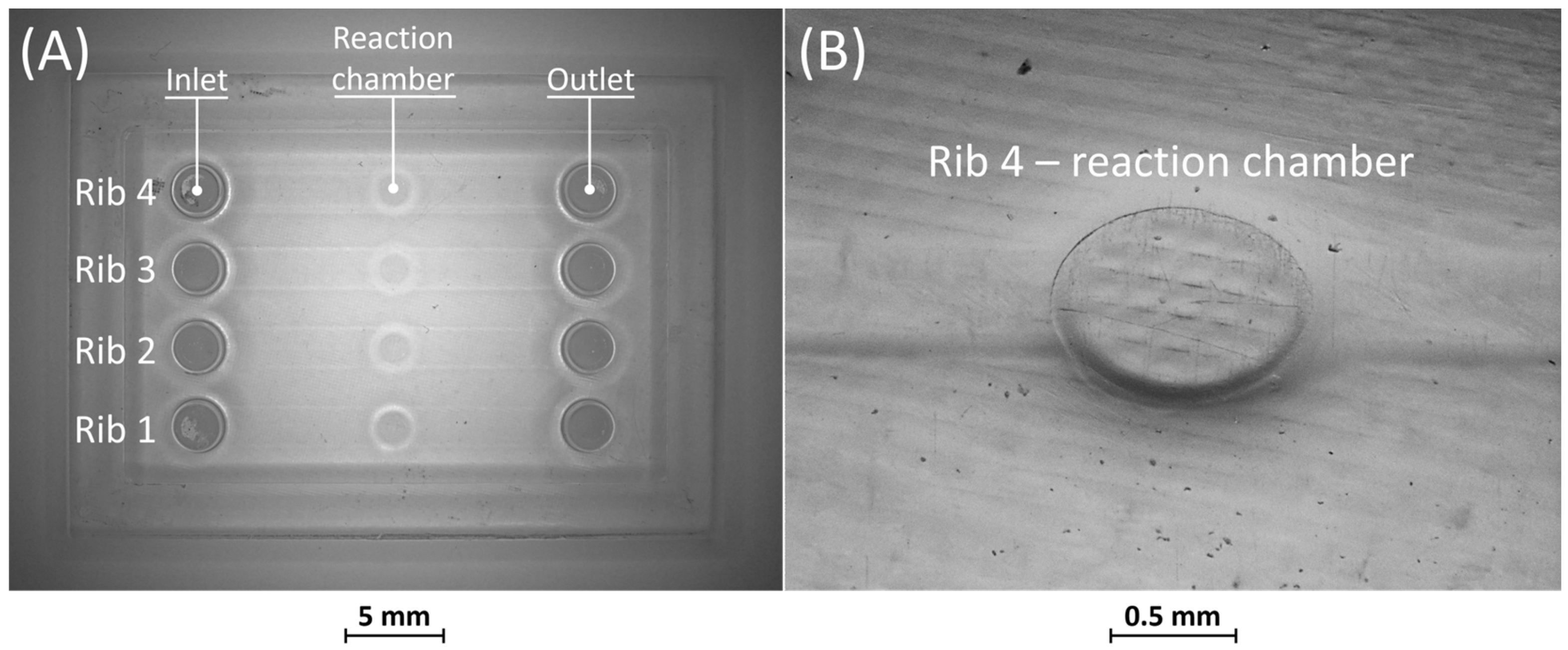
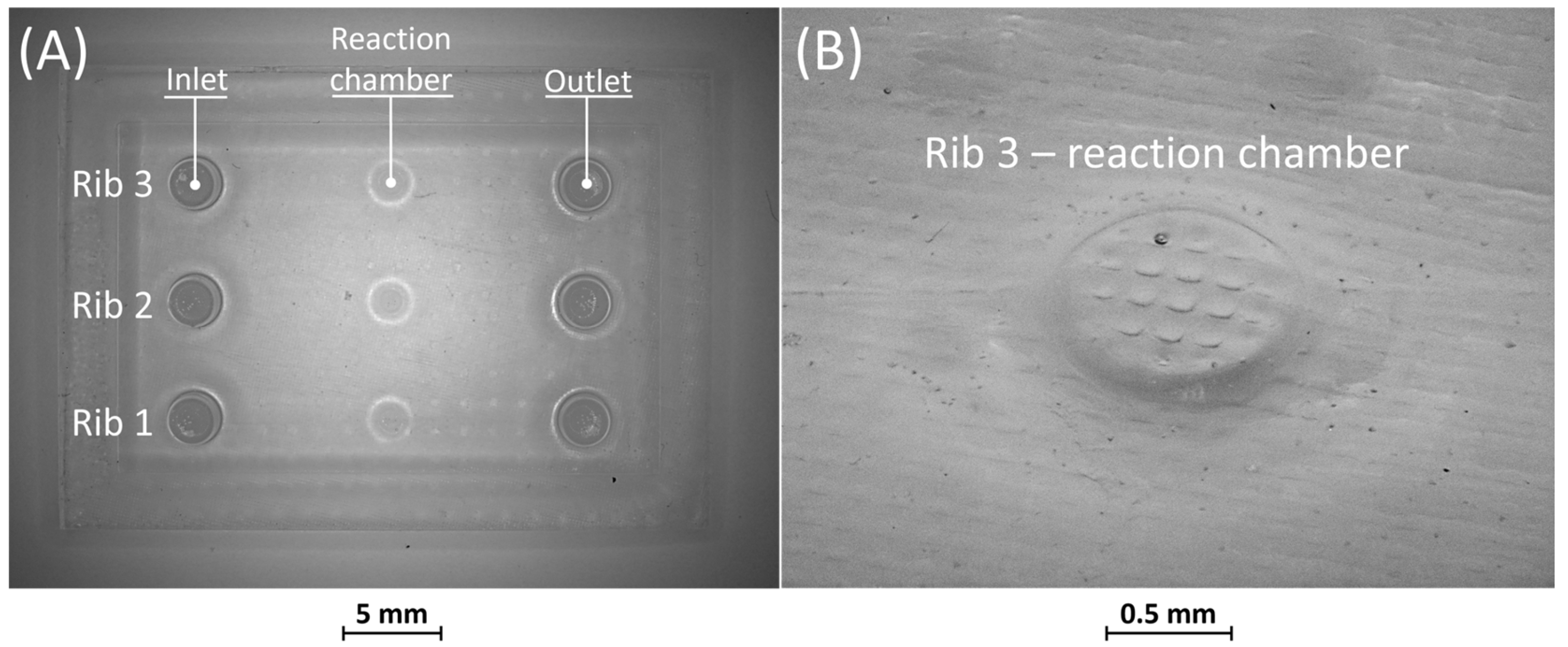
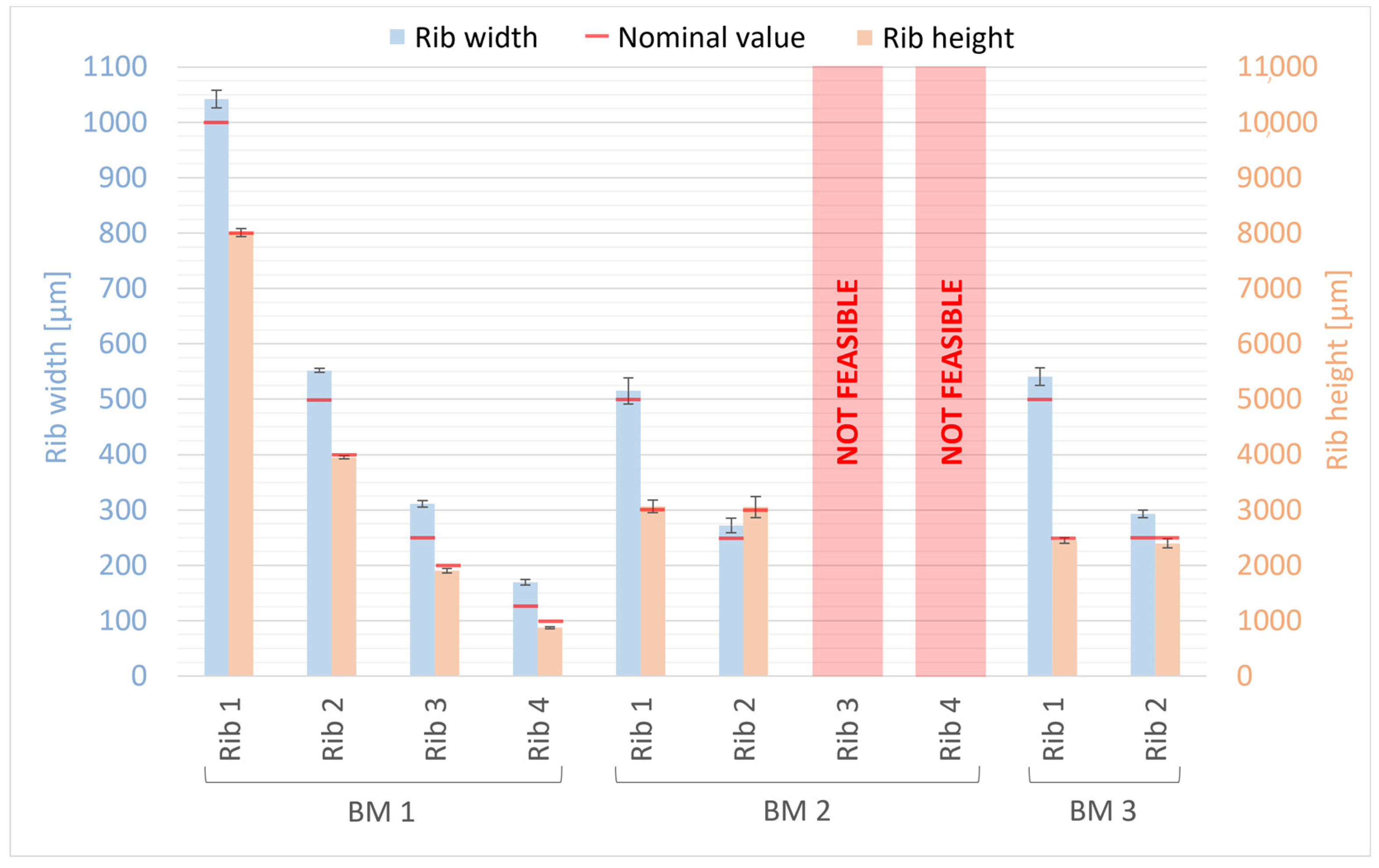
3.2.1. Morphology of Benchmark Masters
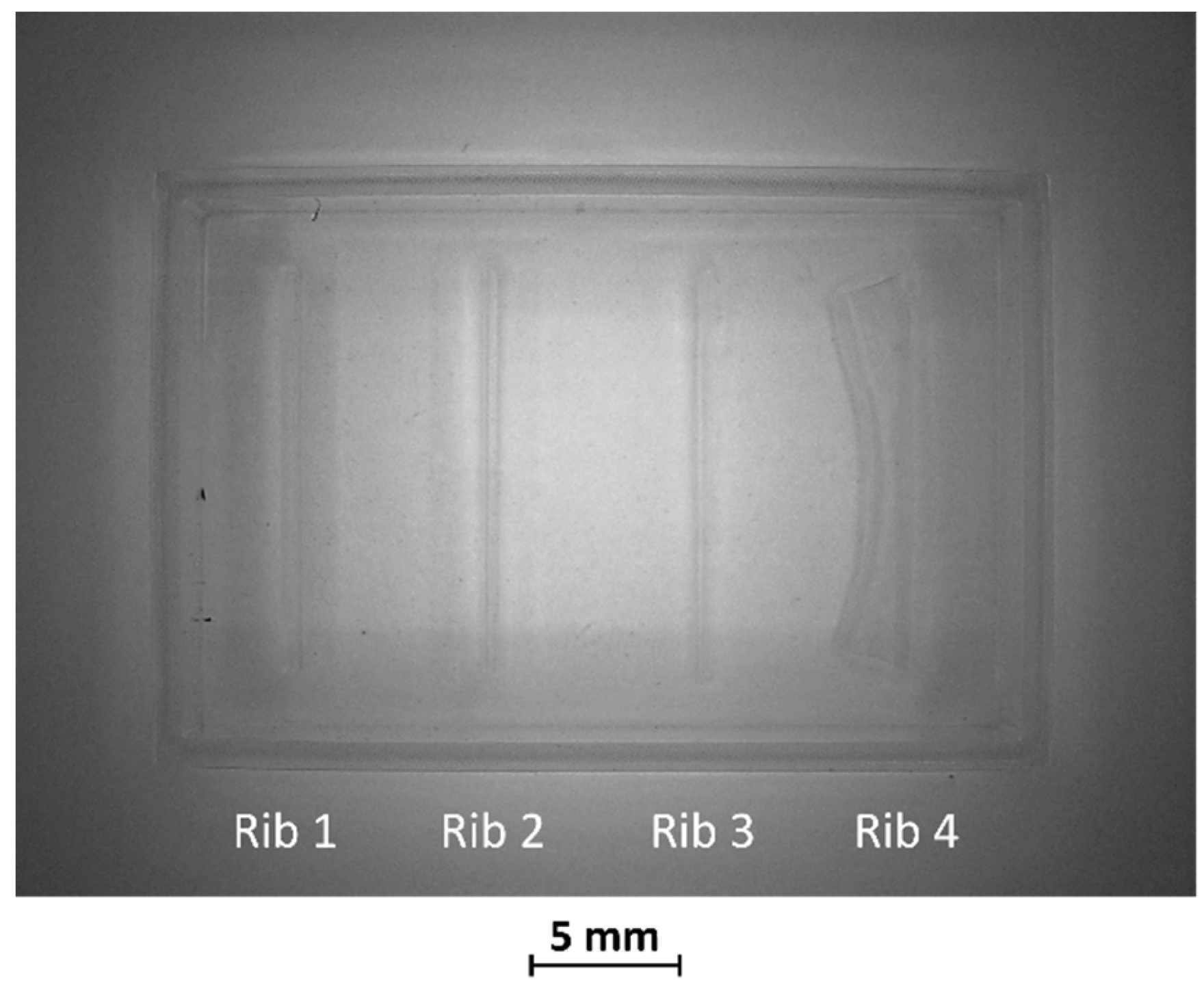
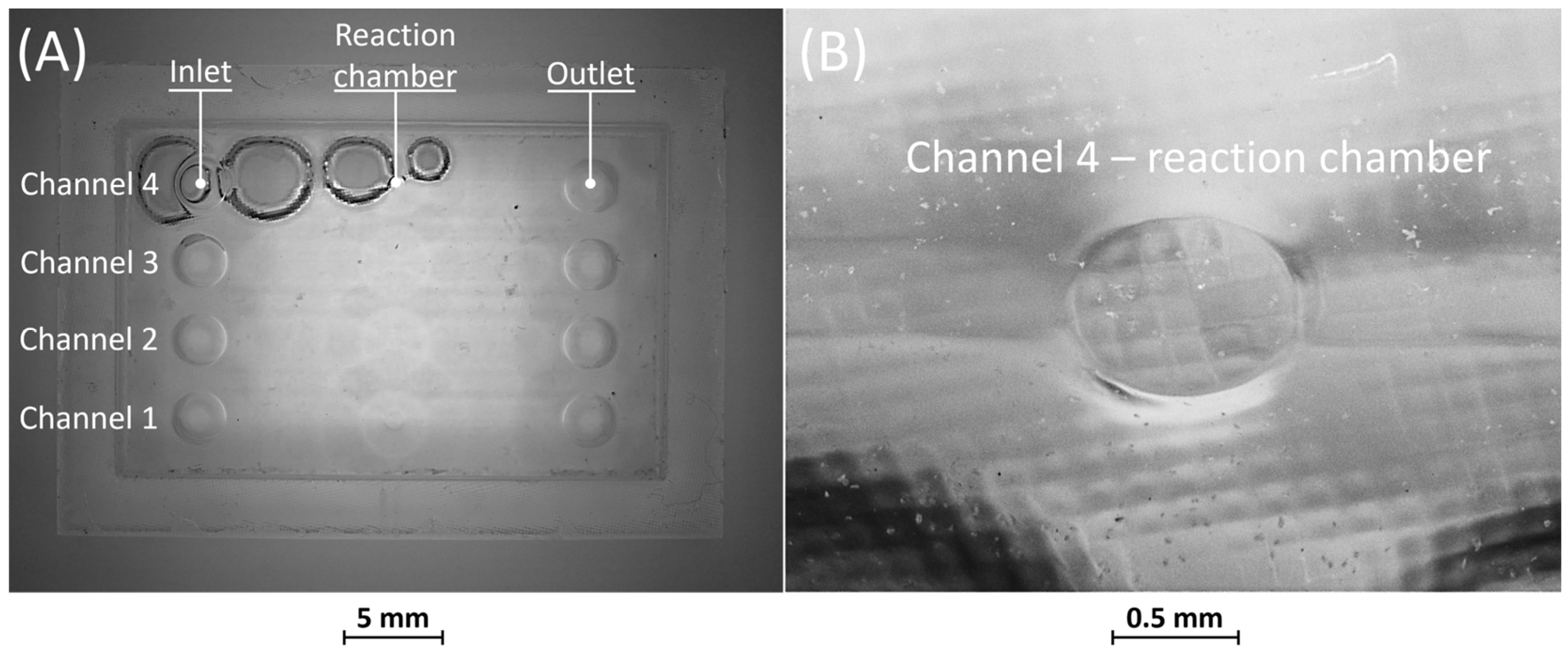
3.2.2. Morphology of Benchmark Replicas
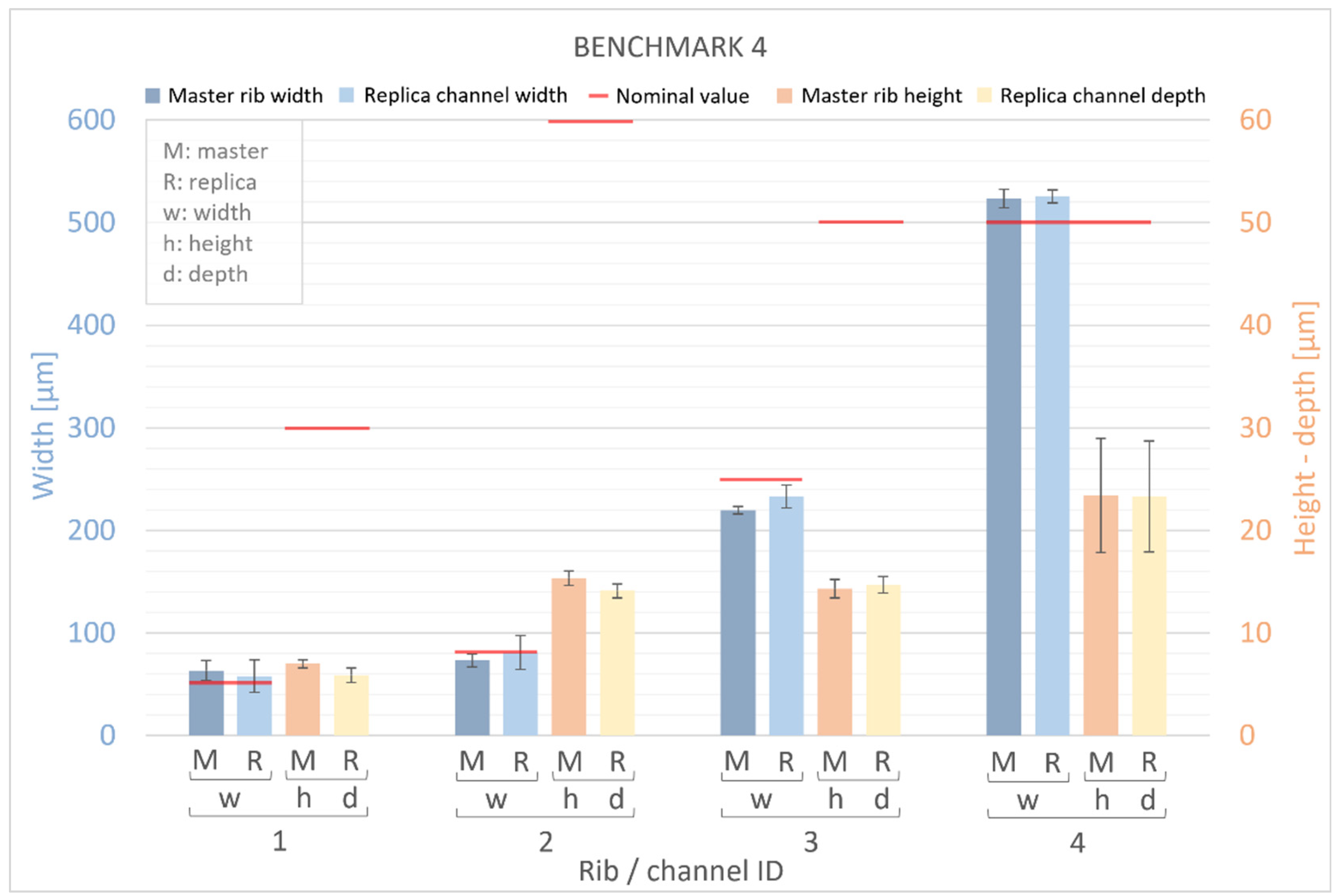
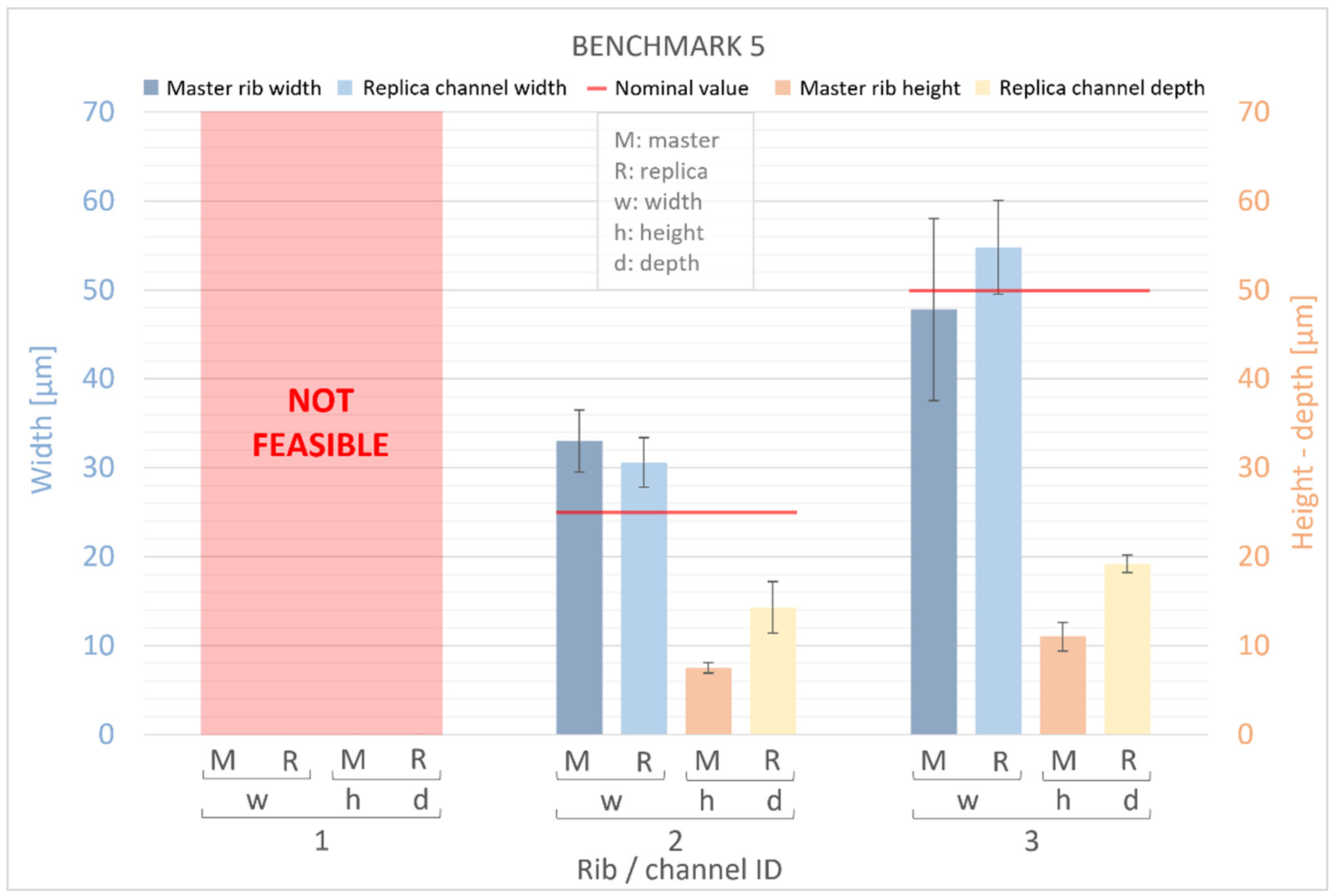
3.2.3. Ribs and Channel Evaluation
4. Conclusions
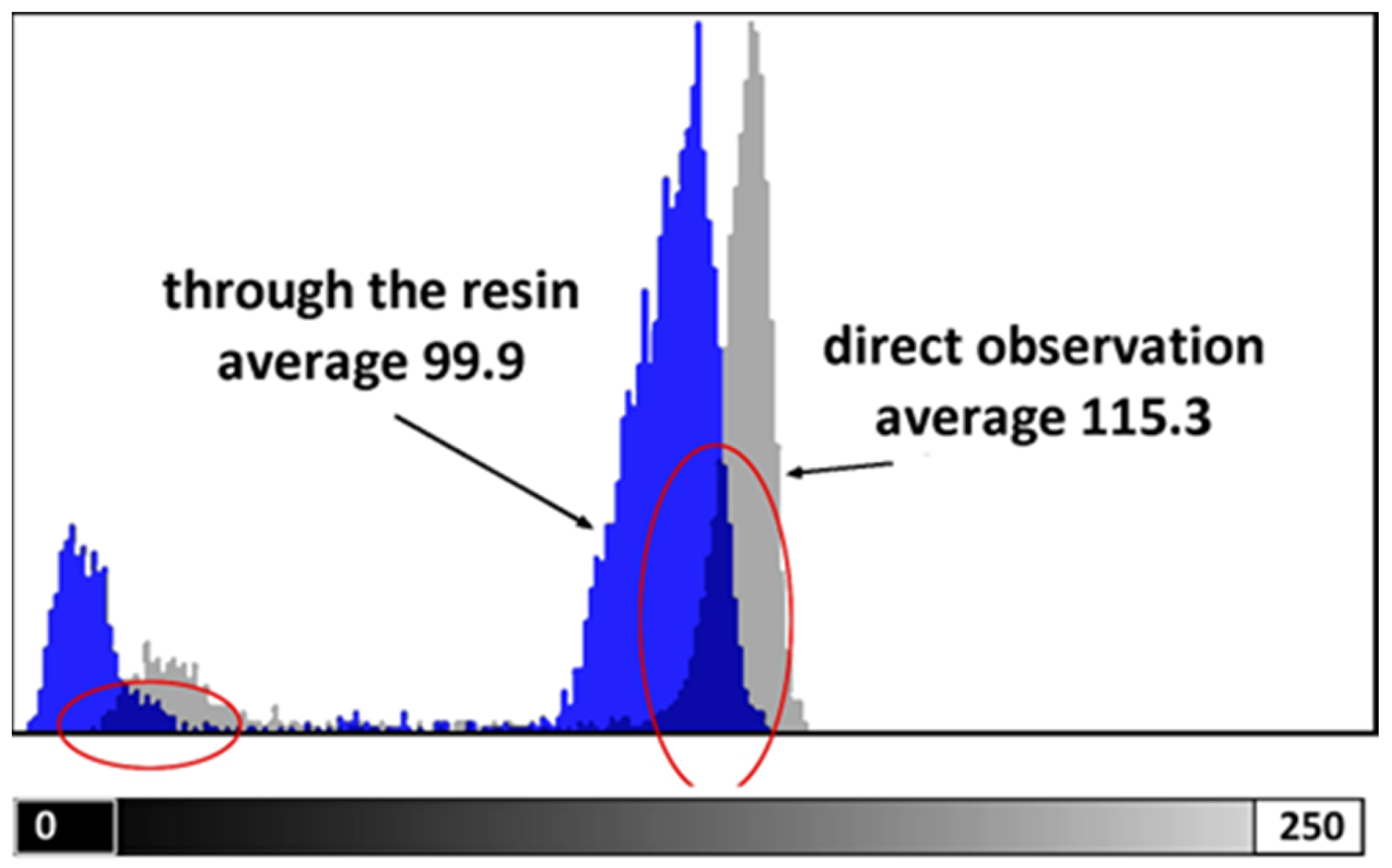
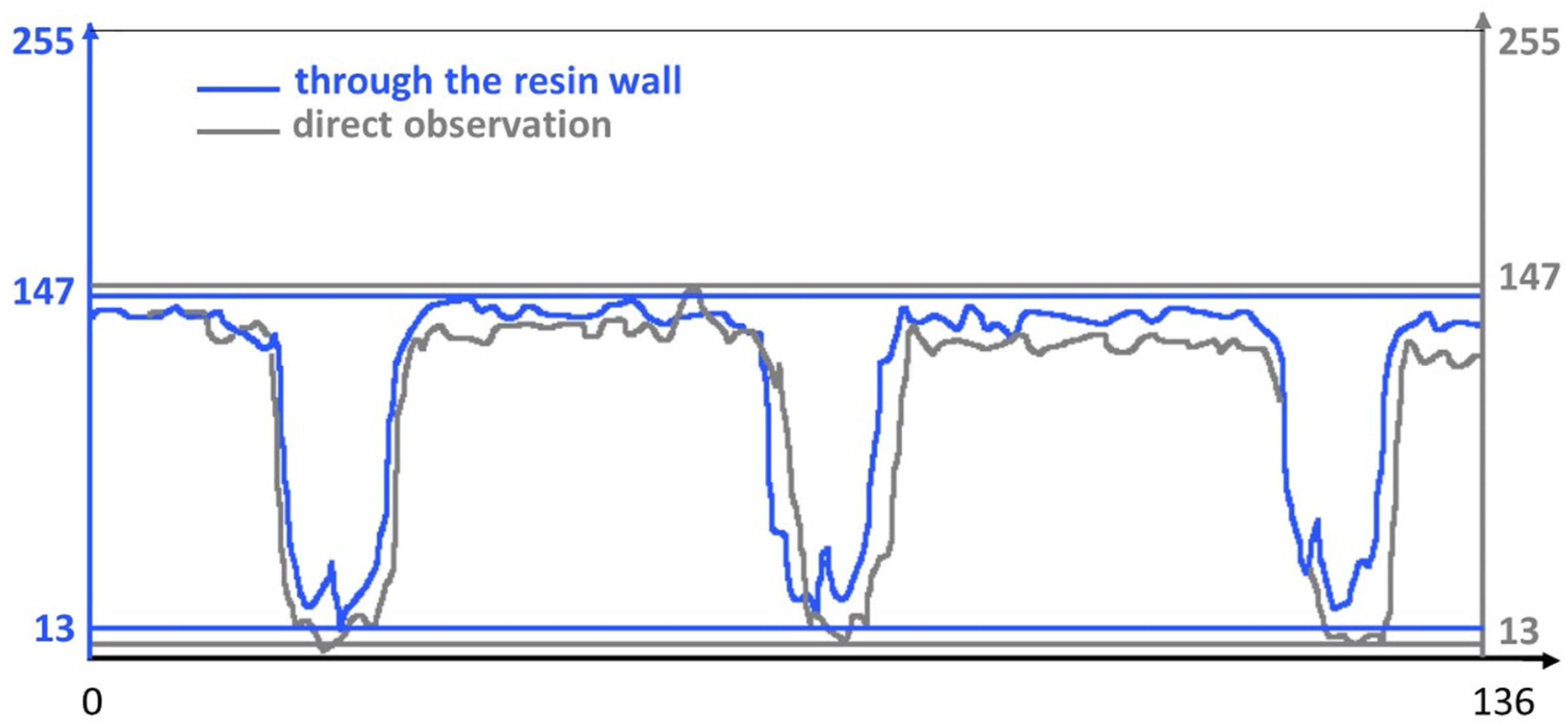
- The optical measurement technique was successfully validated, with negligible loss of readability. This was expressed as an overall brightness attenuation of about 15% and a loss of approximately 7% in the Michelson global contrast index;
- The optical tests also confirmed the feasibility of a hybrid solution (BM3) where the casting box is built separately from the master, enabling direct PDMS casting without additional steps;
- The feasibility of a hybrid solution (BM3) was also verified by the fact that the casting box has no influence on the dimensional tolerance of the ribs;
- VPP technology allows the production of master benchmarks (BM1–BM5) with ribs having a minimum thickness of 25 µm and an aspect ratio of 1:12, overcoming the dimensional limitations of soft lithography;
- Ribs in BM1–3 were generally wider and shorter than designed ones, exhibiting a maximum deviation of +36% in width and −13% in height;
- Benchmarks BM4 and BM5 showed percentage error deviations from the nominal values, with a maximum +32% in the width of the ribs and −78% in the height of the ribs. This corresponds to a height deviation of 27 µm, approximately equivalent to the VPP layer thickness;
- The width and height values of all the master benchmarks display variations from the nominal values due to the VPP process. These variations offer valuable insights into the orientation of parts for additive manufacturing;
- All microfluidic features of BM4 and BM5 were faithfully reproduced by PDMS replicas, with numerical deviations from masters varying between −6 μm and +15 μm for width and between −1 μm and +8 μm for height.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Z.; Zhang, B.; Dang, D.; Yang, X.; Yang, W.; Liang, W. A review of microfluidic-based mixing methods. Sens. Actuators A Phys. 2022, 344, 113757. [Google Scholar] [CrossRef]
- Melin, J.; Quake, S.R. Microfluidic Large-Scale Integration: The Evolution of Design Rules for Biological Automation. Annu. Rev. Biophys. Biomol. Struct. 2007, 36, 213–231. [Google Scholar] [CrossRef] [PubMed]
- Fiorini, G.S.; Chiu, D.T. Disposable microfluidic devices: Fabrication, function, and application. BioTechniques 2005, 38, 429–446. [Google Scholar] [CrossRef]
- Holden, M.A.; Kumar, S.; Castellana, E.T.; Beskok, A.; Cremer, P.S. Generating fixed concentration arrays in a microfluidic device. Sens. Actuators B Chem. 2003, 92, 199–207. [Google Scholar] [CrossRef]
- Gonzalez, G.; Roppolo, I.; Pirri, C.F.; Chiappone, A. Current and emerging trends in polymeric 3D printed microfluidic devices. Addit. Manuf. 2022, 55, 102867. [Google Scholar] [CrossRef]
- Nalayanda, D.D.; Kalukanimuttam, M.; Schmidtke, D.W. Micropatterned surfaces for controlling cell adhesion and rolling under flow. Biomed. Microdevices 2007, 9, 207–214. [Google Scholar] [CrossRef] [PubMed]
- Saeed, O.; Duru, L.; Yulin, D. Hydrodynamic Assists Magnetophoreses Rare Cancer cells Separation in Microchannel Simulation and Experimental Verifications. IOP Conf. Ser. Mater. Sci. Eng. 2018, 350, 012013. [Google Scholar] [CrossRef]
- Catarino, S.O.; Rodrigues, R.O.; Pinho, D.; Miranda, J.M.; Minas, G.; Lima, R. Blood Cells Separation and Sorting Techniques of Passive Microfluidic Devices: From Fabrication to Applications. Micromachines 2019, 10, 593. [Google Scholar] [CrossRef]
- Shul’man, Z.P.; Markova, L.V.; Makhanek, A.A. Rheological factor and Fahraeus-Lindqvist effect. J. Eng. Phys. Thermophys. 1996, 68, 353–363. [Google Scholar] [CrossRef]
- Gutierrez, E.; Petrich, B.G.; Shattil, S.J.; Ginsberg, M.H.; Groisman, A.; Kasirer-Friede, A. Microfluidic devices for studies of shear-dependent platelet adhesion. Lab Chip 2008, 8, 1486. [Google Scholar] [CrossRef]
- Sarvepalli, D.P.; Schmidtke, D.W.; Nollert, M.U. Design Considerations for a Microfluidic Device to Quantify the Platelet Adhesion to Collagen at Physiological Shear Rates. Ann. Biomed. Eng. 2009, 37, 1331–1341. [Google Scholar] [CrossRef] [PubMed]
- Lee, P.; Lin, R.; Moon, J.; Lee, L.P. Microfluidic alignment of collagen fibers for in vitro cell culture. Biomed. Microdevices 2006, 8, 35–41. [Google Scholar] [CrossRef] [PubMed]
- Neeves, K.B.; Maloney, S.F.; Fong, K.P.; Schmaier, A.A.; Kahn, M.L.; Brass, L.F.; Diamond, S.L. Microfluidic focal thrombosis model for measuring murine platelet deposition and stability: PAR4 signaling enhances shear-resistance of platelet aggregates. J. Thromb. Haemost. 2008, 6, 2193–2201. [Google Scholar] [CrossRef] [PubMed]
- Faustino, V.; Catarino, S.O.; Lima, R.; Minas, G. Biomedical microfluidic devices by using low-cost fabrication techniques: A review. J. Biomech. 2016, 49, 2280–2292. [Google Scholar] [CrossRef] [PubMed]
- Suzuki, Y.; Yamada, M.; Seki, M. Sol–gel based fabrication of hybrid microfluidic devices composed of PDMS and thermoplastic substrates. Sens. Actuators B Chem. 2010, 148, 323–329. [Google Scholar] [CrossRef]
- Chen, C.; Mehl, B.T.; Munshi, A.S.; Townsend, A.D.; Spence, D.M.; Martin, R.S. 3D-printed microfluidic devices: Fabrication, advantages and limitations—A mini review. Anal. Methods 2016, 8, 6005–6012. [Google Scholar] [CrossRef]
- Gale, B.; Jafek, A.; Lambert, C.; Goenner, B.; Moghimifam, H.; Nze, U.; Kamarapu, S.K. A Review of Current Methods in Microfluidic Device Fabrication and Future Commercialization Prospects. Inventions 2018, 3, 60. [Google Scholar] [CrossRef]
- Niculescu, A.-G.; Chircov, C.; Bîrcă, A.C.; Grumezescu, A.M. Fabrication and Applications of Microfluidic Devices: A Review. Int. J. Mol. Sci. 2021, 22, 2011. [Google Scholar] [CrossRef]
- Scott, S.; Ali, Z. Fabrication Methods for Microfluidic Devices: An Overview. Micromachines 2021, 12, 319. [Google Scholar] [CrossRef]
- Shakeri, A.; Khan, S.; Didar, T.F. Conventional and emerging strategies for the fabrication and functionalization of PDMS-based microfluidic devices. Lab Chip 2021, 21, 3053–3075. [Google Scholar] [CrossRef]
- Krujatz, F.; Lode, A.; Seidel, J.; Bley, T.; Gelinsky, M.; Steingroewer, J. Additive Biotech—Chances, challenges, and recent applications of additive manufacturing technologies in biotechnology. New Biotechnol. 2017, 39, 222–231. [Google Scholar] [CrossRef]
- Vasilescu, S.A.; Bazaz, S.R.; Jin, D.; Shimoni, O.; Warkiani, M.E. 3D printing enables the rapid prototyping of modular microfluidic devices for particle conjugation. Appl. Mater. Today 2020, 20, 100726. [Google Scholar] [CrossRef]
- Hoelzle, D.; Lake, M.; Narciso, C.; Cowdrick, K.; Storey, T.; Zhang, S.; Zartman, J. Microfluidic device design, fabrication, and testing protocols. Protoc. Exch. 2015, 1–26. [Google Scholar] [CrossRef]
- Spivey, E.C.; Xhemalce, B.; Shear, J.B.; Finkelstein, I.J. 3D-Printed Microfluidic Microdissector for High-Throughput Studies of Cellular Aging. Anal. Chem. 2014, 86, 7406–7412. [Google Scholar] [CrossRef] [PubMed]
- Paydar, O.H.; Paredes, C.N.; Hwang, Y.; Paz, J.; Shah, N.B.; Candler, R.N. Characterization of 3D-printed microfluidic chip interconnects with integrated O-rings. Sens. Actuators A Phys. 2014, 205, 199–203. [Google Scholar] [CrossRef]
- Su, C.-K.; Hsia, S.-C.; Sun, Y.-C. Three-dimensional printed sample load/inject valves enabling online monitoring of extracellular calcium and zinc ions in living rat brains. Anal. Chim. Acta 2014, 838, 58–63. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.X.; Wang, B.; Hu, X.; Wong, H.-S.P. A simple technique to design microfluidic devices for system integration. Anal. Methods 2017, 9, 6349–6356. [Google Scholar] [CrossRef]
- Chartrain, N.A.; Williams, C.B.; Whittington, A.R. A review on fabricating tissue scaffolds using vat photopolymerization. Acta Biomater. 2018, 74, 90–111. [Google Scholar] [CrossRef]
- Farias, C.; Lyman, R.; Hemingway, C.; Chau, H.; Mahacek, A.; Bouzos, E.; Mobed-Miremadi, M. Three-Dimensional (3D) Printed Microneedles for Microencapsulated Cell Extrusion. Bioengineering 2018, 5, 59. [Google Scholar] [CrossRef]
- Zheng, L.; Zywietz, U.; Birr, T.; Duderstadt, M.; Overmeyer, L.; Roth, B.; Reinhardt, C. UV-LED projection photolithography for high-resolution functional photonic components. Microsyst. Nanoeng. 2021, 7, 64. [Google Scholar] [CrossRef]
- King, P.H.; Jones, G.; Morgan, H.; de Planque, M.R.R.; Zauner, K.-P. Interdroplet bilayer arrays in millifluidic droplet traps from 3D-printed moulds. Lab Chip 2014, 14, 722–729. [Google Scholar] [CrossRef] [PubMed]
- Bonyár, A.; Sántha, H.; Ring, B.; Varga, M.; Gábor Kovács, J.; Harsányi, G. 3D Rapid Prototyping Technology (RPT) as a powerful tool in microfluidic development. Procedia Eng. 2010, 5, 291–294. [Google Scholar] [CrossRef]
- Martino, C.; Berger, S.; Wootton, R.C.R.; DeMello, A.J. A 3D-printed microcapillary assembly for facile double emulsion generation. Lab Chip 2014, 14, 4178–4182. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.L.; Liu, Z.; Shum, H.C. Three-dimensional printing-based electro-millifluidic devices for fabricating multi-compartment particles. Biomicrofluidics 2014, 8, 064112. [Google Scholar] [CrossRef] [PubMed]
- Rogers, C.I.; Qaderi, K.; Woolley, A.T.; Nordin, G.P. 3D printed microfluidic devices with integrated valves. Biomicrofluidics 2015, 9, 016501. [Google Scholar] [CrossRef] [PubMed]
- Donvito, L.; Galluccio, L.; Lombardo, A.; Morabito, G.; Nicolosi, A.; Reno, M. Experimental validation of a simple, low-cost, T-junction droplet generator fabricated through 3D printing. J. Micromech. Microeng. 2015, 25, 035013. [Google Scholar] [CrossRef]
- Xu, Y.; Qi, F.; Mao, H.; Li, S.; Zhu, Y.; Gong, J.; Wang, L.; Malmstadt, N.; Chen, Y. In-situ transfer vat photopolymerization for transparent microfluidic device fabrication. Nat. Commun. 2022, 13, 918. [Google Scholar] [CrossRef]
- Milton, L.A.; Viglione, M.S.; Ong, L.J.Y.; Nordin, G.P.; Toh, Y.-C. Vat photopolymerization 3D printed microfluidic devices for organ-on-a-chip applications. Lab Chip 2023, 23, 3537–3560. [Google Scholar] [CrossRef]
- Gatto, M.; Mengucci, P.; Munteanu, D.; Nasini, R.; Tognoli, E.; Denti, L.; Gatto, A. Beads for Cell Immobilization: Comparison of Alternative Additive Manufacturing Techniques. Bioengineering 2023, 10, 150. [Google Scholar] [CrossRef]
- DWS Brochure. Vitra DL375. Available online: https://www.dwssystems.com/it/configurator/X/2/vitra-dl375 (accessed on 24 January 2011).
- Dow. SYLGARD™ 184 Silicone Elastomer Technical Data Sheet. Available online: https://www.dow.com/content/dam/dcc/documents/en-us/productdatasheet/11/11-31/11-3184-sylgard-184-elastomer.pdf?iframe=true (accessed on 24 January 2011).
- Simone, G.; Pedersen, M.; Hardeberg, J.Y. Measuring perceptual contrast in digital images. J. Vis. Commun. Image Represent. 2012, 23, 491–506. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; Volume 53, p. 80. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BM1 | ||||||||||||
 | Rib 1 | Rib 2 | Rib 3 | Rib 4 | ||||||||
| w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | |
| 1000 | 8000 | 1:8 | 500 | 4000 | 1:8 | 250 | 2000 | 1:8 | 125 | 1000 | 1:8 | |
| BM2 | ||||||||||||
 | Rib 1 | Rib 2 | Rib 3 | Rib 4 | ||||||||
| w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | |
| 500 | 3000 | 1:6 | 250 | 3000 | 1:12 | 160 | 3000 | 1:19 | 125 | 3000 | 1:24 | |
| BM3 | ||||||||||||
 | Rib 1 | Rib 2 | - | |||||||||
| w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | |||||||
| 500 | 2500 | 1:5 | 250 | 2500 | 1:10 | |||||||
| BM4 | ||||||||||||
 | Rib 1 | Rib 2 | Rib 3 | Rib 4 | ||||||||
| w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | |
| 50 | 30 | 1.7:1 | 80 | 60 | 1.3:1 | 250 | 50 | 5:1 | 500 | 50 | 10:1 | |
| BM5 | ||||||||||||
 | Rib 1 | Rib 2 | Rib 3 | - | ||||||||
| w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | w (µm) | h (µm) | w/h | ||||
| 10 | 10 | 1:1 | 25 | 25 | 1:1 | 50 | 50 | 1:1 | ||||
| Process Parameter | Unit | Result |
|---|---|---|
| Contours | (n) | 3 |
| Hatch distance | (mm) | 0.5 |
| Laser speed | (mm/min) | 5000 |
| Layer thickness | (µm) | 30 |
| Laser spot | (µm) | 40 |
| Laser wavelength | (nm) | 405 |
| Rib ID | Nominal Value (μm) | Optical Microscopy | Profilometry | ||
|---|---|---|---|---|---|
| (Average ± St. Dev.) (μm) | Error (%) | (Average ± St. Dev.) (μm) | Error (%) | ||
| Rib 1 | 2500 | (2450 ± 52) | −2 | (2296 ± 94) | −8 |
| Rib 2 | 2500 | (2397 ± 83) | −4 | (2309 ± 69) | −8 |
| BM ID | BM Type | Rib/Channel ID | Nominal w/h Ratio | Measured w/h Ratio |
|---|---|---|---|---|
| BM1 | Master | Rib 1 | 1:8 | 1:7.7 |
| Rib 2 | 1:8 | 1:7.2 | ||
| Rib 3 | 1:8 | 1:6.1 | ||
| Rib 4 | 1:8 | 1:5.2 | ||
| BM2 | Master | Rib 1 | 1:6 | 1:6.0 |
| Rib 2 | 1:12 | 1:11.2 | ||
| Rib 3 | 1:19 | Not feasible | ||
| Rib 4 | 1:24 | Not feasible | ||
| BM3 | Master | Rib 1 | 1:5 | 1:4.5 |
| Rib 2 | 1:10 | 1:8.2 | ||
| BM4 | Master | Rib 1 | 1.7:1 | 9.1:1 |
| Rib 2 | 1.3:1 | 4.8:1 | ||
| Rib 3 | 5:1 | 15.3:1 | ||
| Rib 4 | 10:1 | 22.4:1 | ||
| BM5 | Master | Rib 1 | 1:1 | Not feasible |
| Rib 2 | 1:1 | 4.4:1 | ||
| Rib 3 | 1:1 | 4.3:1 | ||
| BM4 | Replica | Channel 1 | 1.7:1 | 9.8:1 |
| Channel 2 | 1.3:1 | 5.8:1 | ||
| Channel 3 | 5:1 | 15.9:1 | ||
| Channel 4 | 10:1 | 22.5:1 | ||
| BM5 | Replica | Channel 1 | 1:1 | Not feasible |
| Channel 2 | 1:1 | 2.1:1 | ||
| Channel 3 | 1:1 | 2.9:1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gatto, M.L.; Mengucci, P.; Mattioli-Belmonte, M.; Munteanu, D.; Nasini, R.; Tognoli, E.; Denti, L.; Gatto, A. Features of Vat-Photopolymerized Masters for Microfluidic Device Manufacturing. Bioengineering 2024, 11, 80. https://doi.org/10.3390/bioengineering11010080
Gatto ML, Mengucci P, Mattioli-Belmonte M, Munteanu D, Nasini R, Tognoli E, Denti L, Gatto A. Features of Vat-Photopolymerized Masters for Microfluidic Device Manufacturing. Bioengineering. 2024; 11(1):80. https://doi.org/10.3390/bioengineering11010080
Chicago/Turabian StyleGatto, Maria Laura, Paolo Mengucci, Monica Mattioli-Belmonte, Daniel Munteanu, Roberto Nasini, Emanuele Tognoli, Lucia Denti, and Andrea Gatto. 2024. "Features of Vat-Photopolymerized Masters for Microfluidic Device Manufacturing" Bioengineering 11, no. 1: 80. https://doi.org/10.3390/bioengineering11010080
APA StyleGatto, M. L., Mengucci, P., Mattioli-Belmonte, M., Munteanu, D., Nasini, R., Tognoli, E., Denti, L., & Gatto, A. (2024). Features of Vat-Photopolymerized Masters for Microfluidic Device Manufacturing. Bioengineering, 11(1), 80. https://doi.org/10.3390/bioengineering11010080