
Hydrogen-Rich Syngas Production in a Ce0.9Zr0.05Y0.05O2−δ/Ag and Molten Carbonates Membrane Reactor

 , ,
, ,
Abstract

1. Introduction
2. Materials and Methods
2.1. Synthesis of the CZY/Ag Powder
2.2. Fabrication of Cermet-Based Dense Membranes
2.3. Synthesis of the Reforming Catalyst
2.4. Materials Characterization
2.5. Permeation Measurements of CO2 and O2
2.6. Membrane Reactor Evaluation
3. Results and Discussion
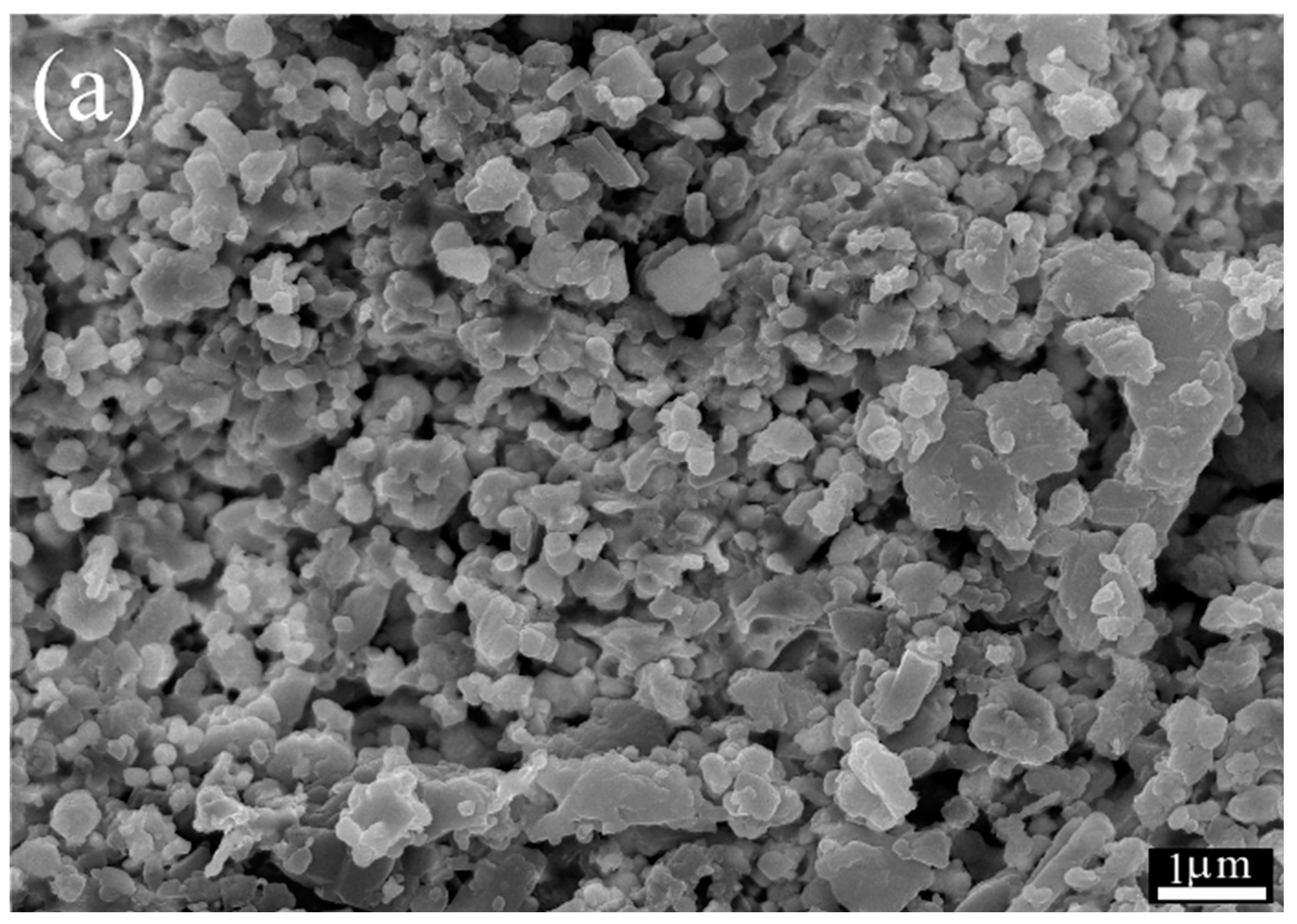
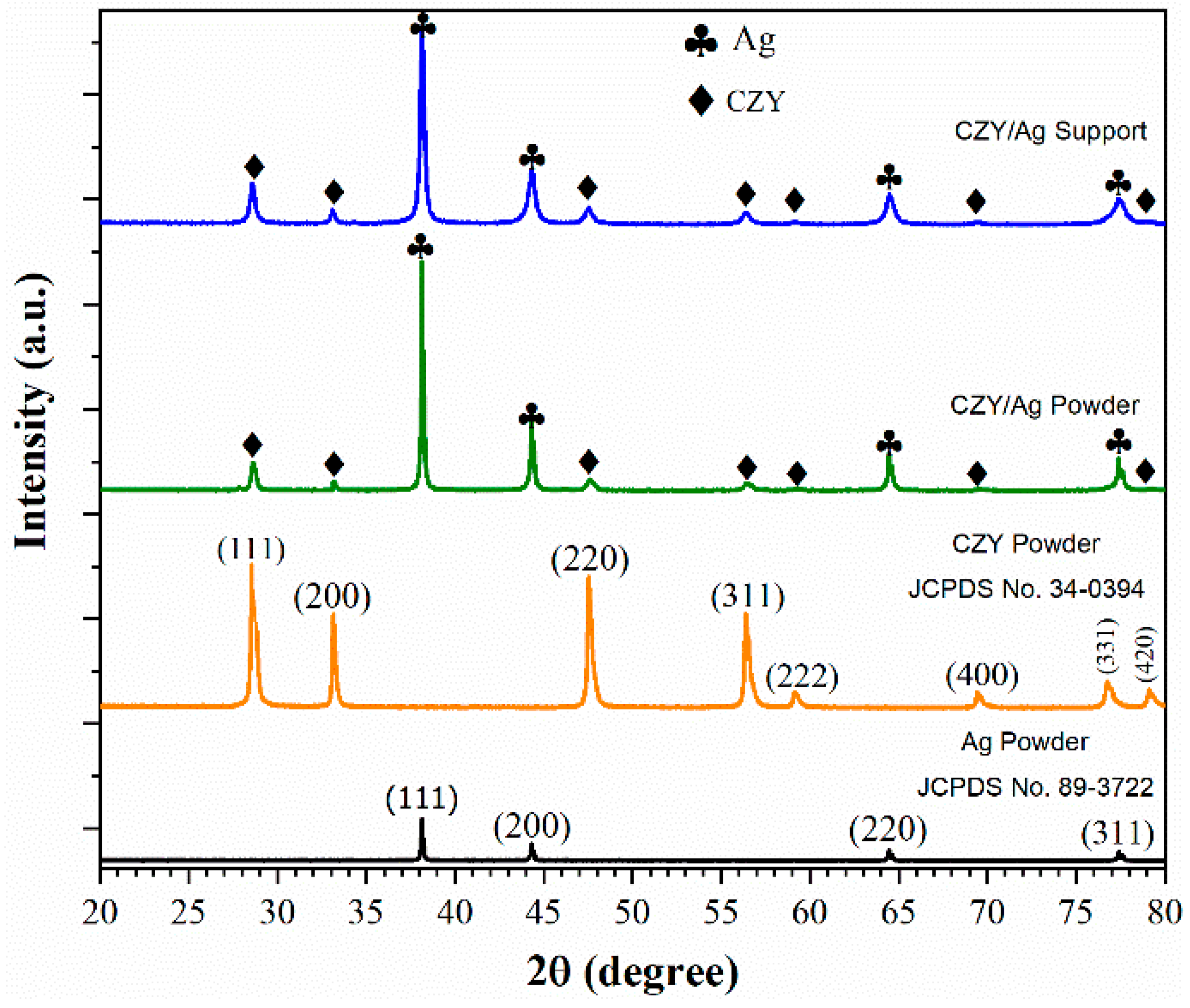
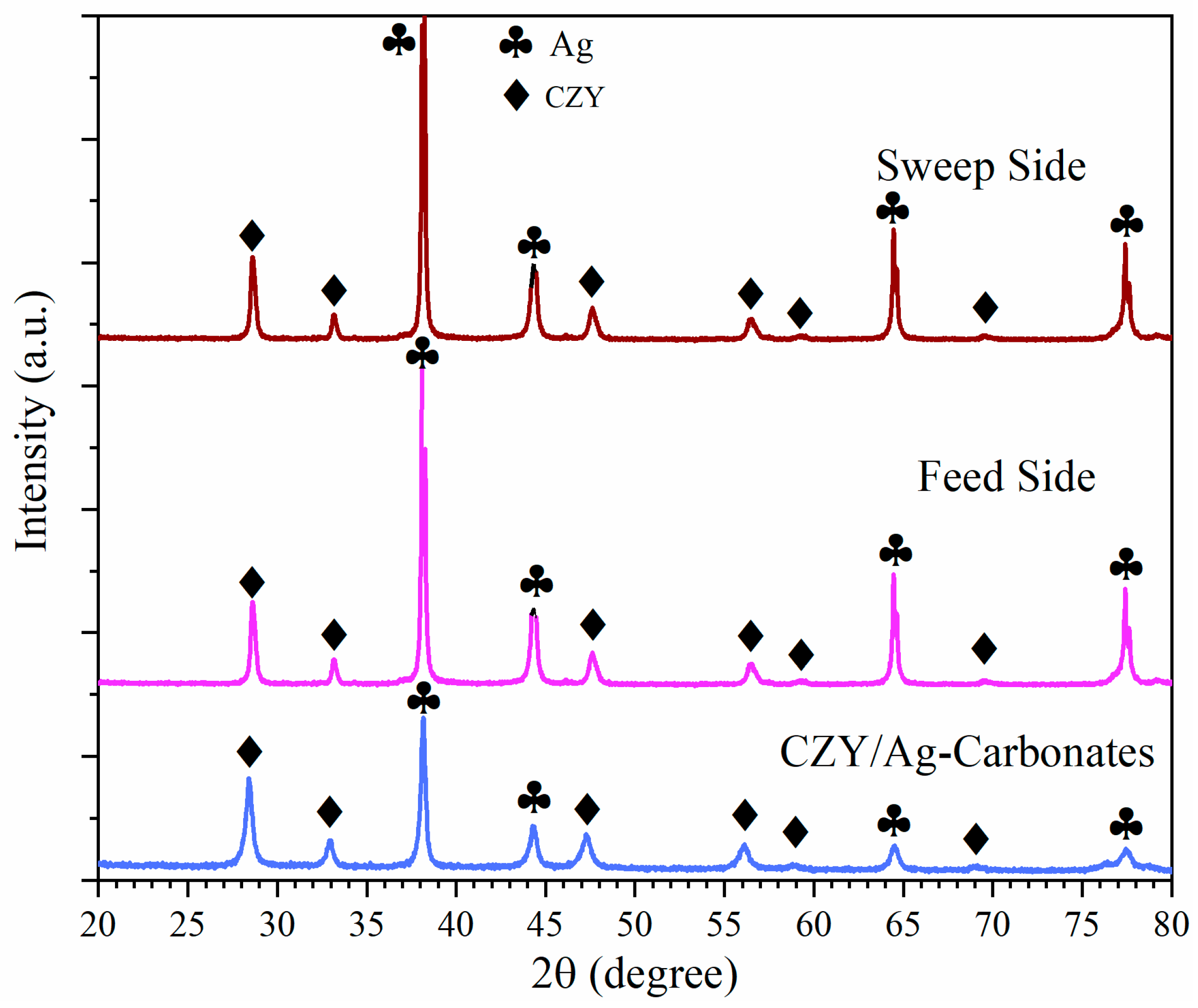
3.1. A Fabrication and Characterization of CZY/Ag Powder and Membrane
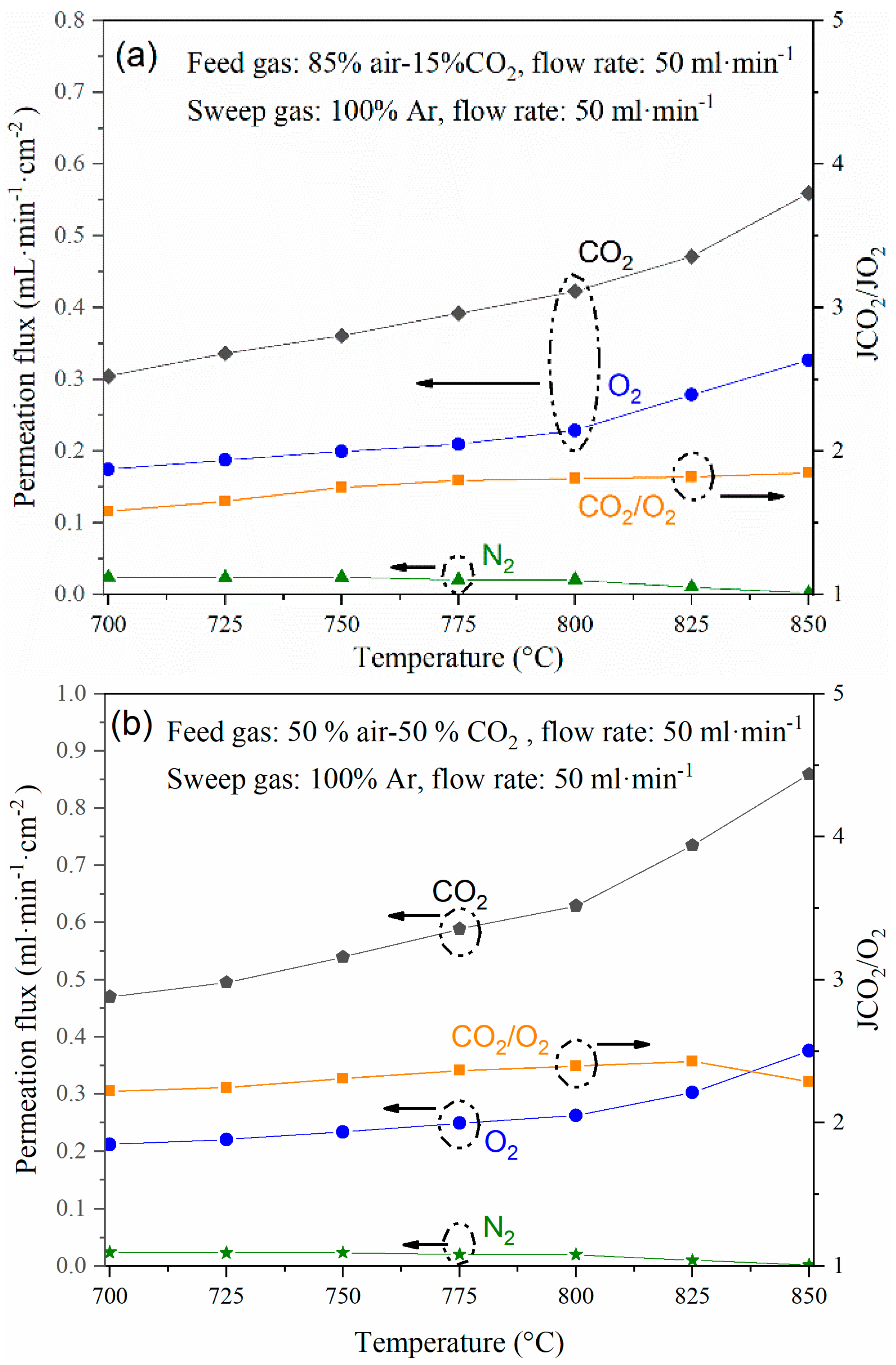
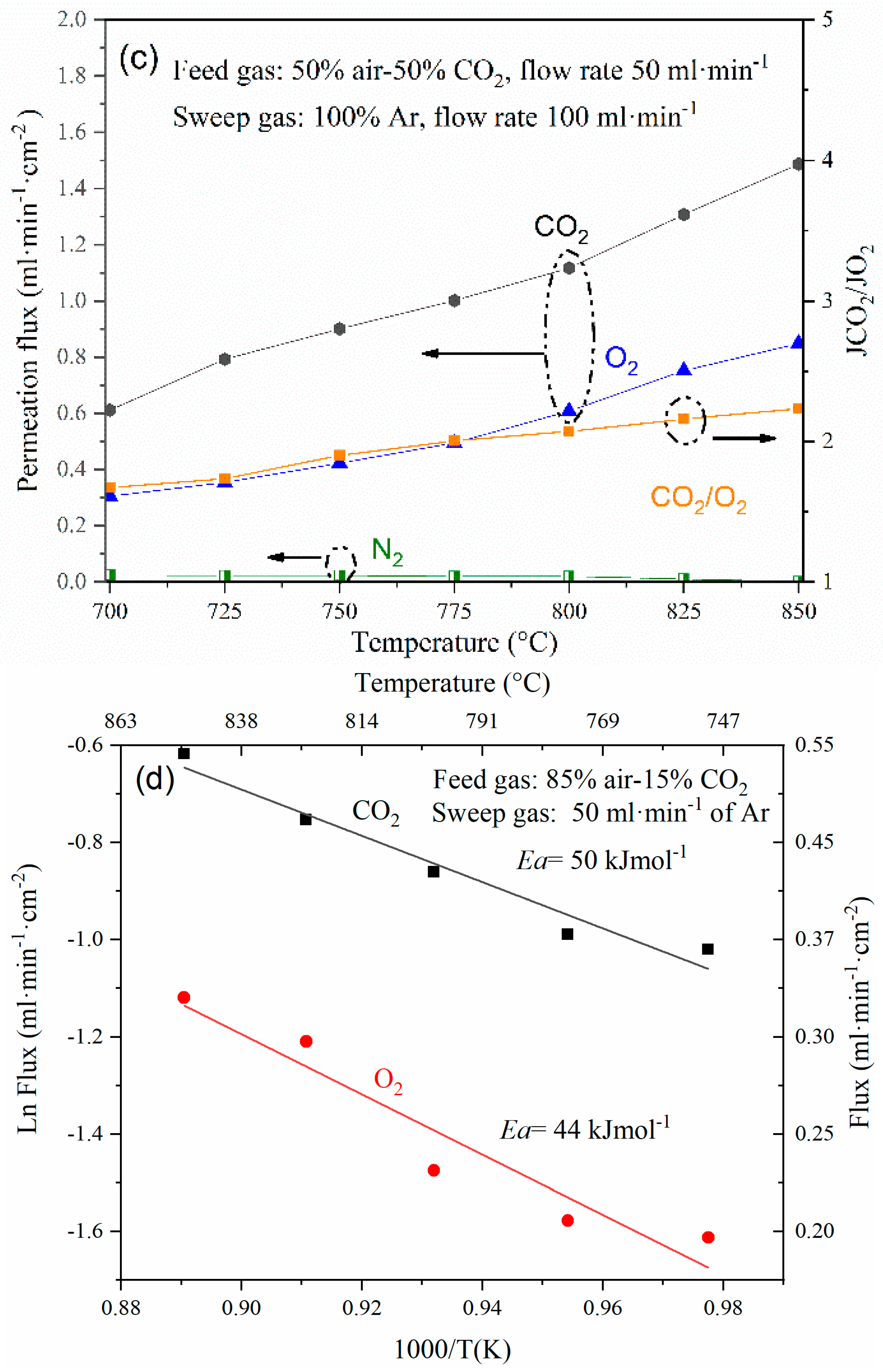
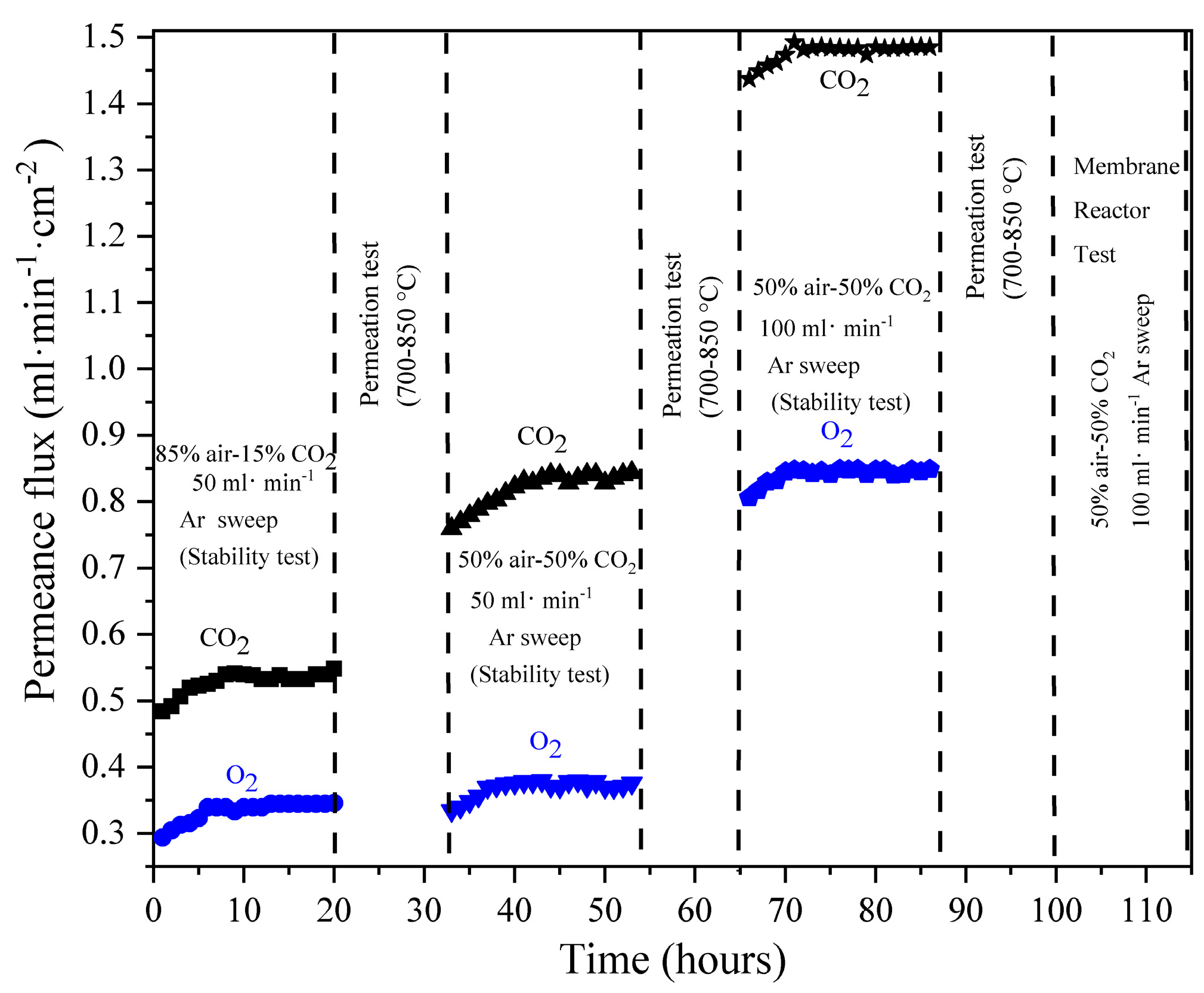
3.2. CO2 and O2 Permeation Tests at High Temperatures
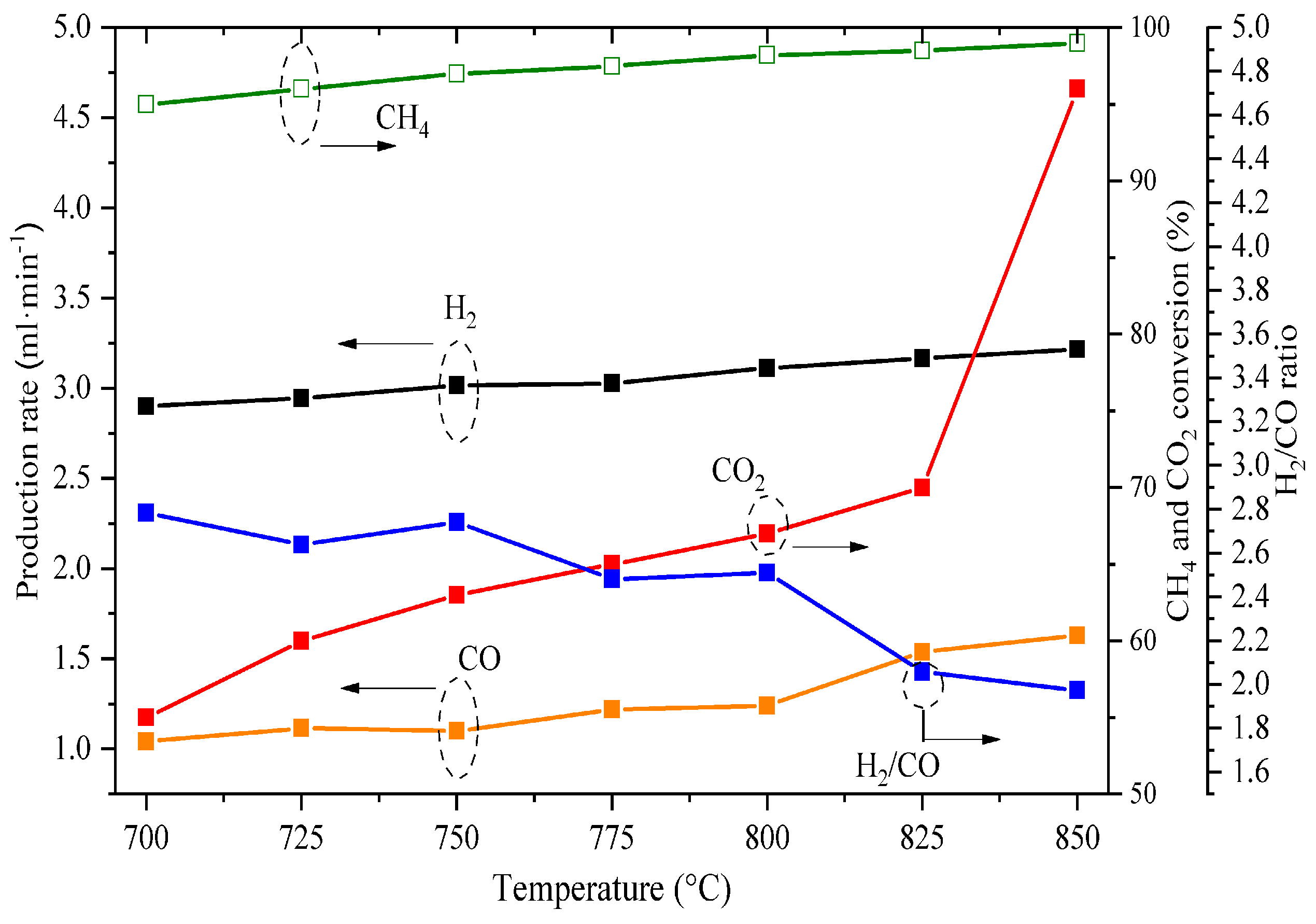
3.3. H2 Production in the OCRM Membrane Reactor
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Madejski, P.; Chmiel, K.; Subramanian, N.; Kuś, T. Methods and Techniques for CO2 Capture: Review of Potential Solutions and Applications in Modern Energy Technologies. Energies 2022, 15, 887. [Google Scholar] [CrossRef]
- Shukla, S.K.; Khokarale, S.G.; Bui, T.Q.; Mikkola, J.T. Ionic Liquids: Potential Materials for Carbon Dioxide Capture and Utilization. Front. Mater. 2019, 6, 42. [Google Scholar] [CrossRef]
- Isaifan, R.J.; Amhamed, A. Review on Carbon Dioxide Absorption by Choline Chloride/Urea Deep Eutectic Solvents. Adv. Chem. 2018, 2018, 1–6. [Google Scholar] [CrossRef]
- Mazari, S.A.; Ali, B.S.; Jan, B.M.; Saeed, I.M.; Nizamuddin, S. An overview of solvent management and emissions of amine-based CO2 capture technology. Int. J. Greenh. Gas Control 2015, 34, 129–140. [Google Scholar] [CrossRef]
- Anantharaman, R.; Peters, T.; Xing, W.; Fontaine, M.L.; Bredesen, R. Dual phase high-temperature membranes for CO2 separation performance assessment in post- and pre-combustion processes. Faraday Discuss. 2016, 192, 251–269. [Google Scholar] [CrossRef]
- Zhang, P.; Tong, J.; Huang, K. Dry-Oxy Methane Reforming with Mixed e–/CO32– Conducting Membranes. ACS Sustain. Chem. Eng. 2017, 5, 5432–5439. [Google Scholar] [CrossRef]
- Ovalle-Encinia, O.; Pfeiffer, H.; Ortiz-Landeros, J. Ce0.85Sm0.15O2-Sm0.6Sr0.4Al0.3Fe0.7O3 composite for the preparation of dense ceramic-carbonate membranes for CO2 separation. J. Membr. Sci. 2018, 547, 11–18. [Google Scholar] [CrossRef]
- Ortega-Lugo, R.; Fabian-Anguiano, J.A.; Ovalle-Encinia, O.; Gómez-Yáñez, C.; Zeifert, B.H.; Ortiz-Landeros, J. Mixed-conducting ceramic-carbonate membranes exhibiting high CO2/O2 permeation flux and stability at high temperatures. J. Adv. Ceram. 2020, 106, 94–106. [Google Scholar] [CrossRef]
- Chung, S.J.; Park, J.H.; Li, D.; Ida, J.I.; Kumakiri, I.; Lin, J.Y.S. Dual-Phase Metal-Carbonate Membrane for High-Temperature Carbon Dioxide Separation. Ind. Eng. Chem. Res. 2005, 44, 7999–8006. [Google Scholar] [CrossRef]
- Xu, N.; Li, X.; Franks, M.A.; Zhao, H.; Huang, K. Silver-molten carbonate composite as a new high-flux membrane for electrochemical separation of CO2 from flue gas. J. Membr. Sci. 2012, 401–402, 190–194. [Google Scholar] [CrossRef]
- Zhang, L.; Gong, Y.; Yaggie, J.; Wang, S.; Romito, K.; Huang, K. Surface modified silver-carbonate mixed conducting membranes for high flux CO2 separation with enhanced stability. J. Membr. Sci. 2014, 453, 36–41. [Google Scholar] [CrossRef]
- Fang, J.; Tong, J.; Huang, K. A superior mixed electron and carbonate-ion conducting metal-carbonate composite membrane for advanced flue-gas carbon capture. J. Membr. Sci. 2016, 505, 225–230. [Google Scholar] [CrossRef]
- Tong, J.; Si, F.; Zhang, L.; Fang, J.; Han, M.; Huang, K. Stabilizing electrochemical carbon capture membrane with Al2O3 thin-film overcoating synthesized by chemical vapor deposition. Chem. Commun. 2015, 51, 2936–2938. [Google Scholar] [CrossRef]
- McNeil, L.A.; Mutch, G.A.; Lacoviello, F.; Bailey, J.J.; Triantafyllou, G.; Neagu, D.; Miller, T.S.; Papaioannou, E.I.; Hu, W.; Brett, D.J.L.; et al. Dendritic silver self-assembly in molten-carbonate membranes for efficient carbon dioxide capture. Energy Environ. Sci. 2020, 13, 1766–1775. [Google Scholar] [CrossRef]
- Zhang, P.; Tong, J.; Jee, Y.; Huang, K. Stabilizing a high-temperature electrochemical silver-carbonate CO2 capture membrane by atomic layer deposition of a ZrO2 overcoat. Chem. Commun. 2016, 52, 9817–9820. [Google Scholar] [CrossRef]
- Fabián-Anguiano, J.A.; Ramírez-Moreno, M.J.; Balmori-Ramírez, H.; Romero- Serrano, J.A.; Romero-Ibarra, I.C.; Ma, X.; Ortiz-Landeros, J. Syngas production with CO2 utilization through the oxidative reforming of methane in a new cermet-carbonate packed-bed membrane reactor. J. Membr. Sci. 2021, 637, 119607. [Google Scholar] [CrossRef]
- Mendoza-Serrato, C.G.; López-Juárez, R.; Reyes-Montero, A.; Romero-Serrano, J.A.; Gómez-Yáñez, C.; Fabián-Anguiano, J.A.; Ortiz-Landeros, J. Performance of membranes based on novel Ce0.8Sm0.2O2-δ /Ag cermet and molten carbonates for CO2 and O2 separation. Chem. Eng. Sci. 2022, 255, 117673. [Google Scholar] [CrossRef]
- Zhang, P.; Tong, J.; Huang, K. Self-Formed, Mixed-Conducting, Triple-Phase Membrane for Efficient CO2/O2 Capture from Flue Gas and in Situ Dry-Oxy Methane Reforming. ACS Sustain. Chem. Eng. 2018, 6, 14162–14169. [Google Scholar] [CrossRef]
- Fabián-Anguiano, J.A.; Mendoza-Serrato, C.G.; Gómez-Yáñez, C.; Zeifert, B.H.; Ma, X.; Ortiz-Landeros, J. Simultaneous CO2 and O2 separation coupled to oxy-dry reforming of CH4 by means of a ceramic-carbonate membrane reactor for in situ syngas production. Chem. Eng. Sci. 2019, 210, 115250. [Google Scholar] [CrossRef]
- Shafer, W.D.; Gnanamani, M.K.; Graham, U.M.; Yang, J.; Masuku, C.M.; Jacobs, G.; Davis, B.H. Fischer-Tropsch: Product Selectivity-The Fingerprint of Synthetic Fuels. Catalysts 2019, 9, 259. [Google Scholar] [CrossRef]
- Wentrup, J.; Pesch, G.R.; Thöming, J. Dynamic operation of Fischer-Tropsch reactors for power-to-liquid concepts: A review. Renew. Sustain. Energy Rev. 2022, 162, 112454. [Google Scholar] [CrossRef]
- Anchieta, C.G.; Assaf, E.M.; Assaf, J.M. Syngas production by methane tri-reforming: Effect of Ni/CeO2 synthesis method on oxygen vacancies and coke formation. J. CO2 Util. 2022, 56, 101853. [Google Scholar] [CrossRef]
- ASTM C830-00; Standard Test Methods for Apparent Porosity, Liquid Absorption, Apparent Specific Gravity, and Bulk Density of Refractory Shapes by Vacuum Pressure. ASTM International: West Conshohocken, PA, USA, 2023.
- Amar, I.A.; Lan, R.; Petit, C.T.G.; Tao, S. Electrochemical Synthesis of Ammonia Based on Co3Mo3N Catalyst and LiAlO2-(Li,Na,K)2CO3 Composite Electrolyte. Electrocatalysis 2015, 6, 286–294. [Google Scholar] [CrossRef]
- Zhu, B.; Li, S.; Mellander, B.E. Theoretical approach on ceria-based two-phase electrolytes for low temperature (300–600 °C) solid oxide fuel cells. Electrochem. Commun. 2008, 10, 302–305. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
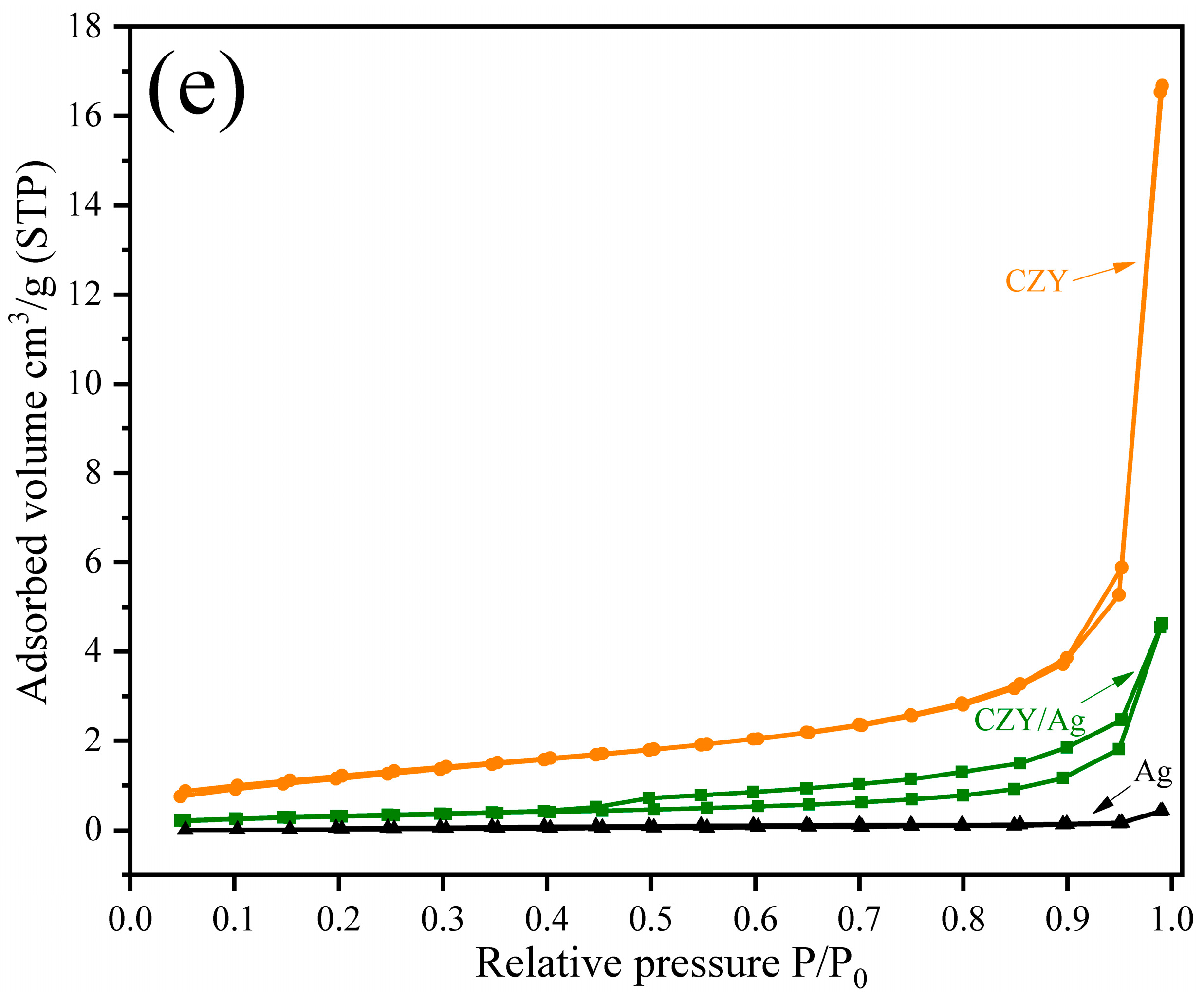
| Sample | Specific Surface Area (SBET) (m2·g−1) | Pore Radius (nm) | Pore Volume (cc·g−1) |
|---|---|---|---|
| CZY | 4.47 | 1.64 | 0.026 |
| CZY/Ag | 1.13 | 1.91 | 0.008 |
| Ag | 0.150 | 2.15 | 0.001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raya-Colín, J.A.; Romero-Serrano, J.A.; Carrera-Figueiras, C.; Fabián-Anguiano, J.A.; Balmori-Ramírez, H.; Ovalle-Encinia, O.; Ortiz-Landeros, J. Hydrogen-Rich Syngas Production in a Ce0.9Zr0.05Y0.05O2−δ/Ag and Molten Carbonates Membrane Reactor. ChemEngineering 2024, 8, 106. https://doi.org/10.3390/chemengineering8050106
Raya-Colín JA, Romero-Serrano JA, Carrera-Figueiras C, Fabián-Anguiano JA, Balmori-Ramírez H, Ovalle-Encinia O, Ortiz-Landeros J. Hydrogen-Rich Syngas Production in a Ce0.9Zr0.05Y0.05O2−δ/Ag and Molten Carbonates Membrane Reactor. ChemEngineering. 2024; 8(5):106. https://doi.org/10.3390/chemengineering8050106
Chicago/Turabian StyleRaya-Colín, José A., José A. Romero-Serrano, Cristian Carrera-Figueiras, José A. Fabián-Anguiano, Heberto Balmori-Ramírez, Oscar Ovalle-Encinia, and José Ortiz-Landeros. 2024. "Hydrogen-Rich Syngas Production in a Ce0.9Zr0.05Y0.05O2−δ/Ag and Molten Carbonates Membrane Reactor" ChemEngineering 8, no. 5: 106. https://doi.org/10.3390/chemengineering8050106
APA StyleRaya-Colín, J. A., Romero-Serrano, J. A., Carrera-Figueiras, C., Fabián-Anguiano, J. A., Balmori-Ramírez, H., Ovalle-Encinia, O., & Ortiz-Landeros, J. (2024). Hydrogen-Rich Syngas Production in a Ce0.9Zr0.05Y0.05O2−δ/Ag and Molten Carbonates Membrane Reactor. ChemEngineering, 8(5), 106. https://doi.org/10.3390/chemengineering8050106