

Resolved Simulation for the Prediction of Classification in Decanter Centrifuges


Abstract
1. Introduction
2. Materials and Methods
2.1. Numerical Setup
- A1
- Neglect of the gas phase;
- A2
- Same shape and density of all particles;
- A3
- Incompressibility of the particles and the fluid;
- A4
- No mass transfer between the components;
- A5
- Model the interactions between the disperse and the continuous phase by an additional transport equation for the solids volume fraction;
- A6
- Neglect of wall effects.
2.2. Experimental Setup
2.3. Computational Geometries and Discretization
3. Results and Discussion
3.1. Determination of the Material Functions
3.2. Influence of the Number of Transported Particle Classes
3.3. Mechanical Dewatering and Clarification
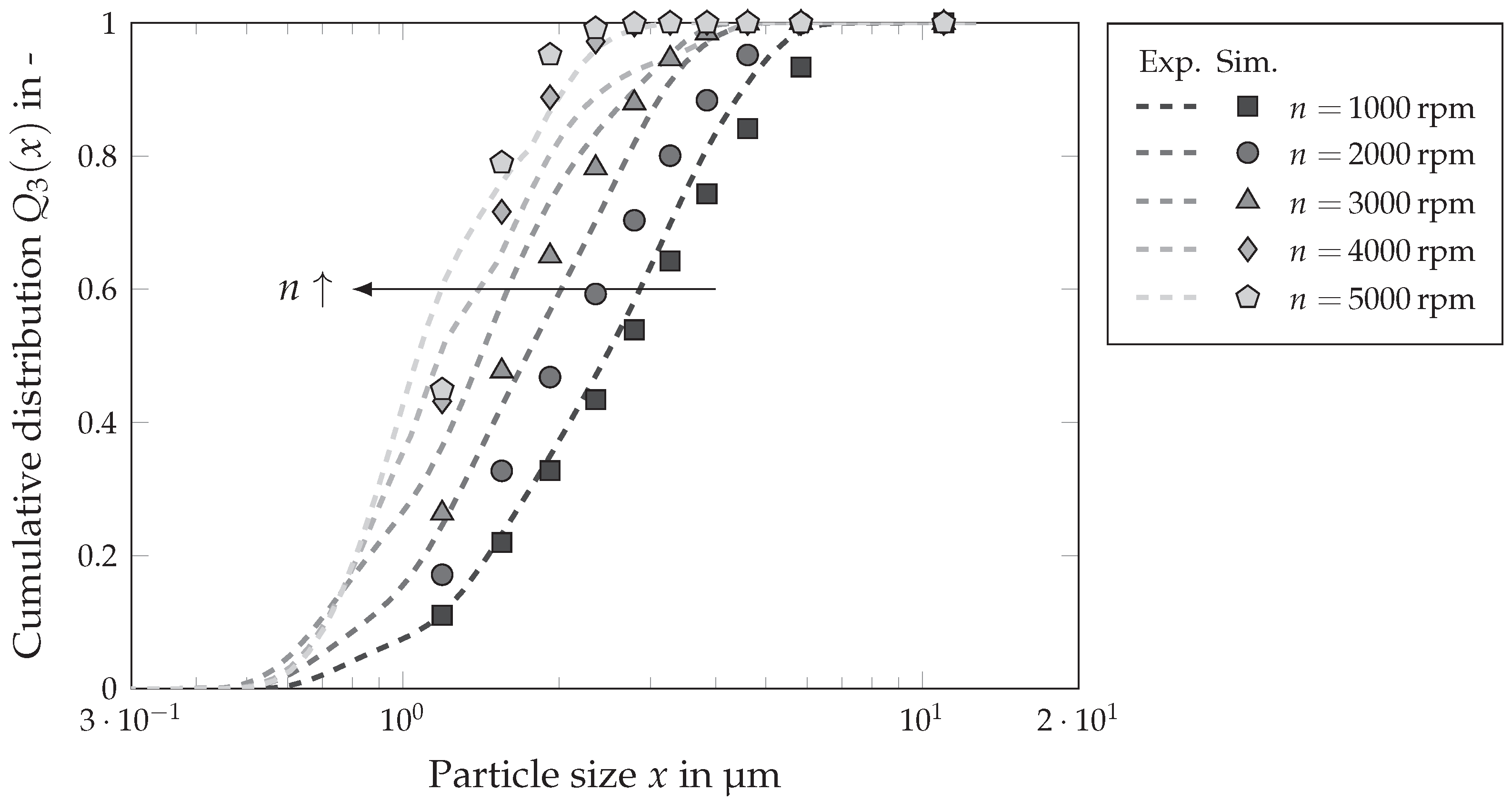
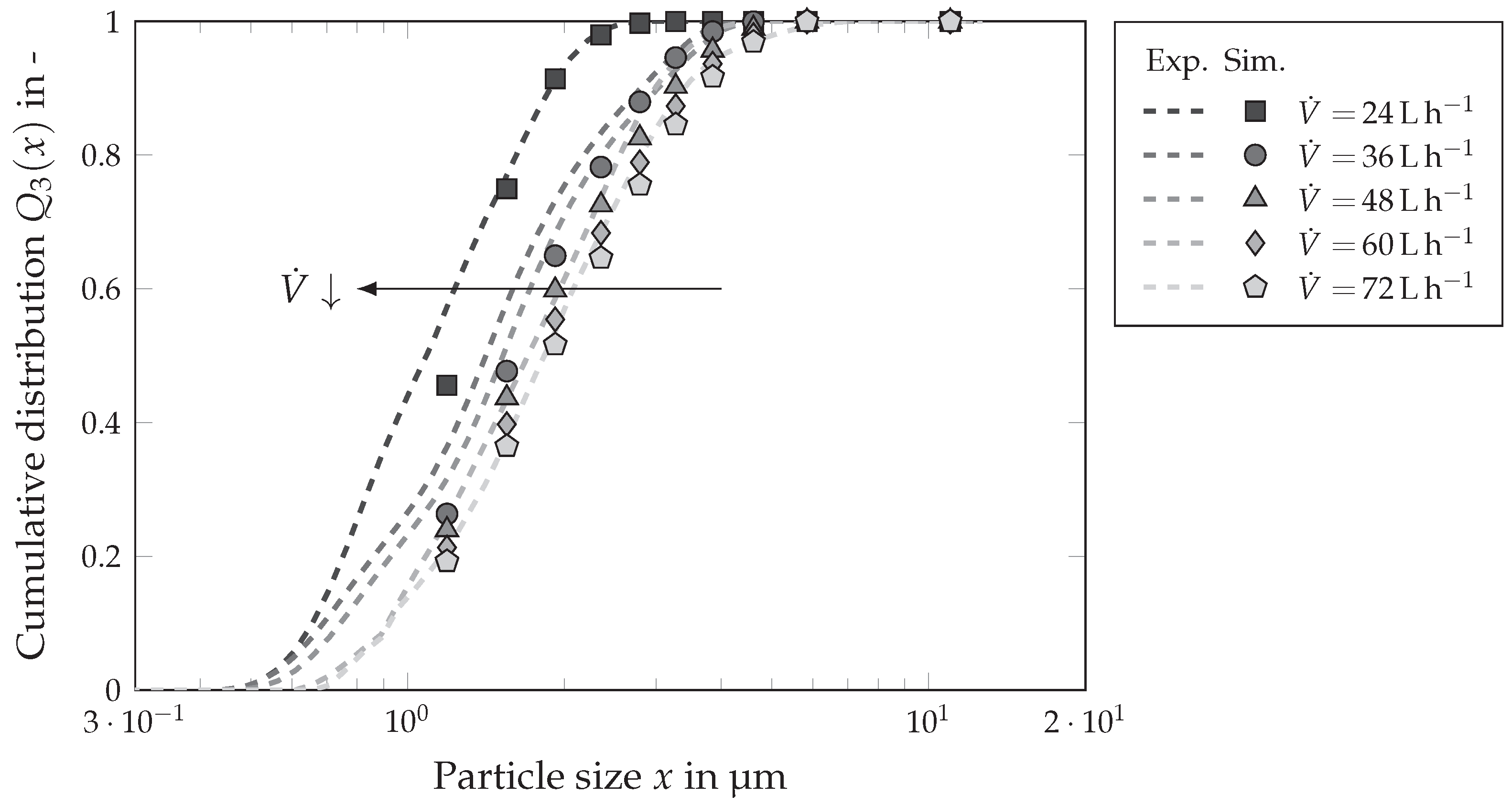
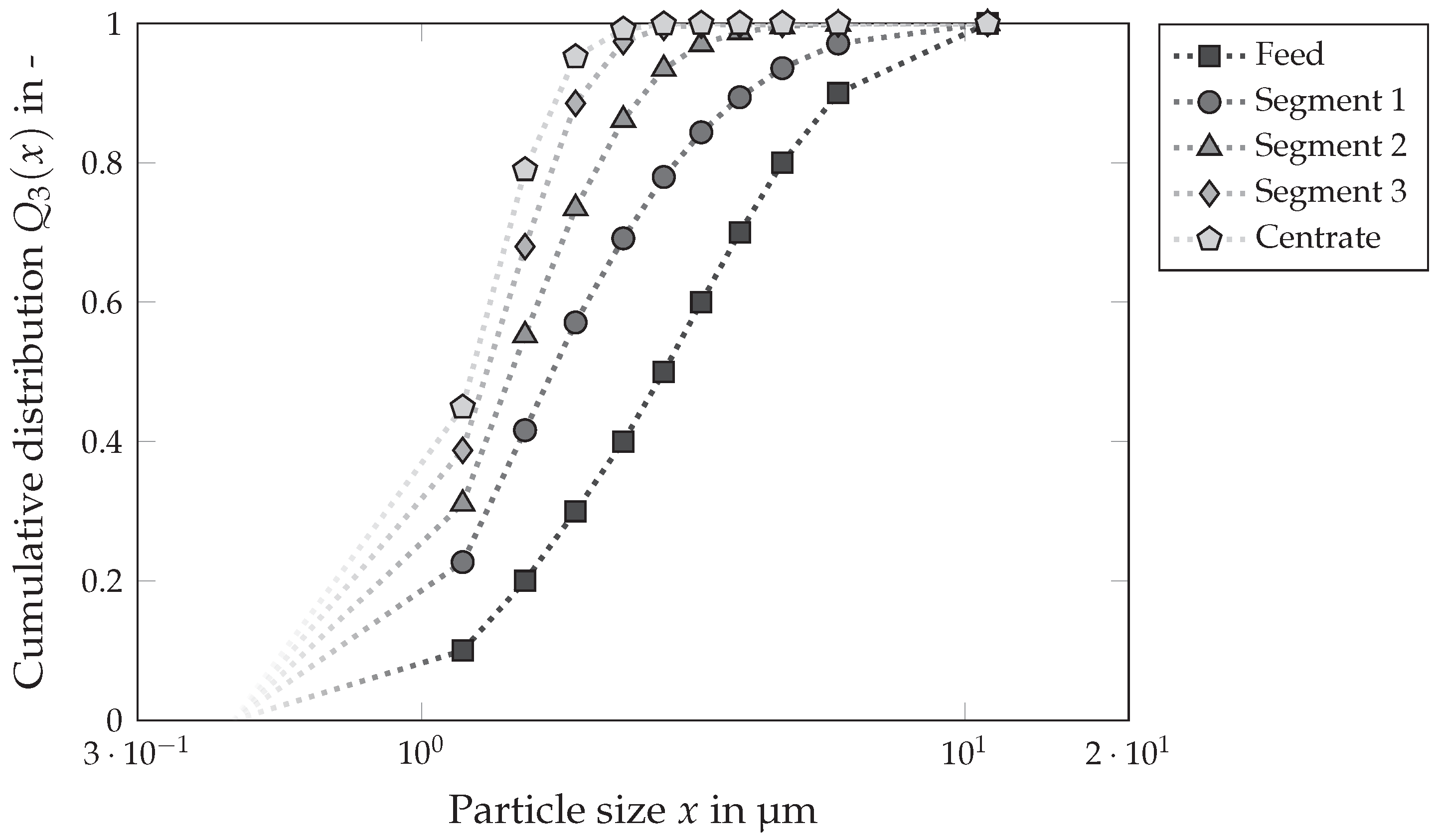
3.4. Simulation of the Classification Process
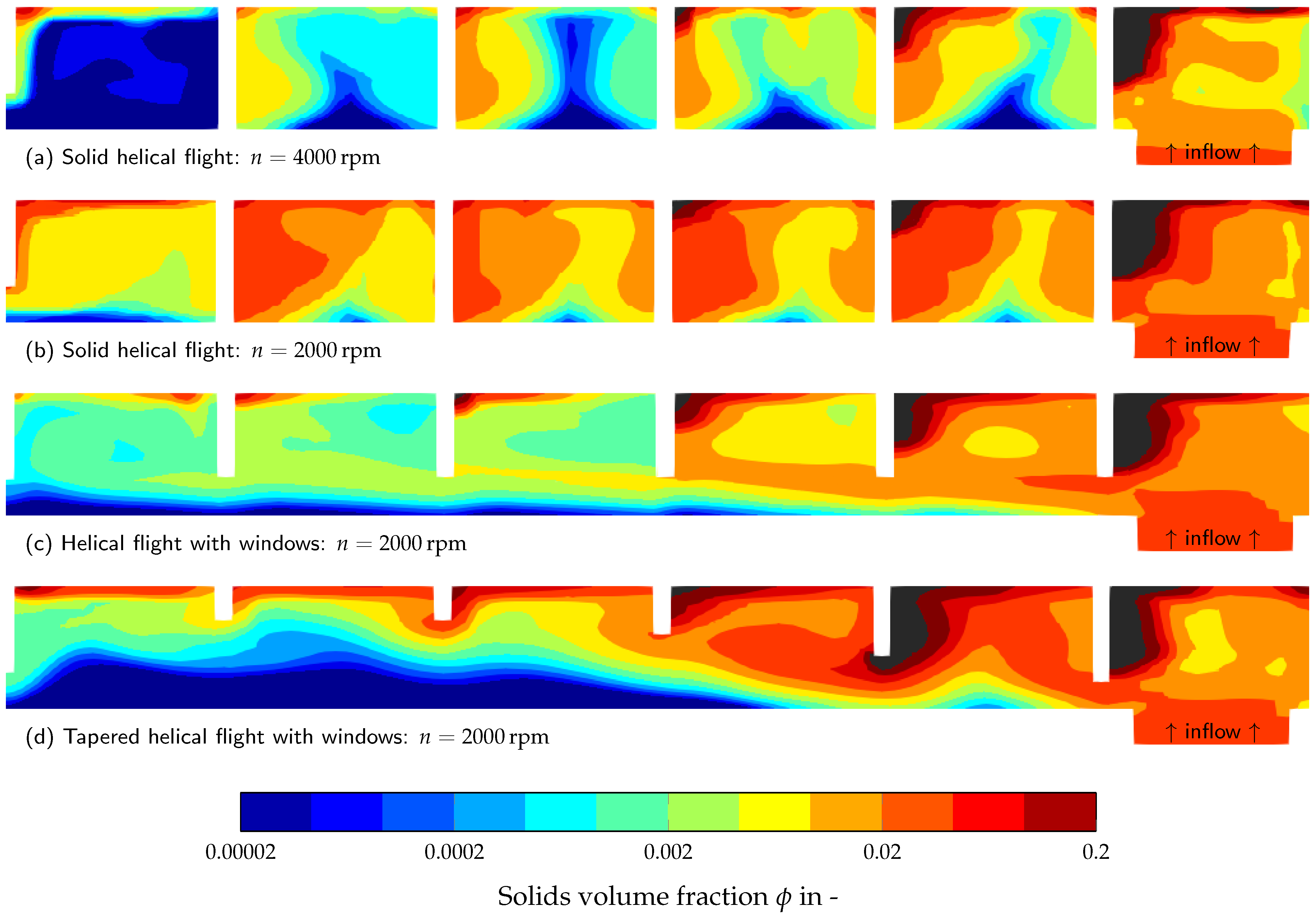
3.5. Outlook: Geometry Optimization
4. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
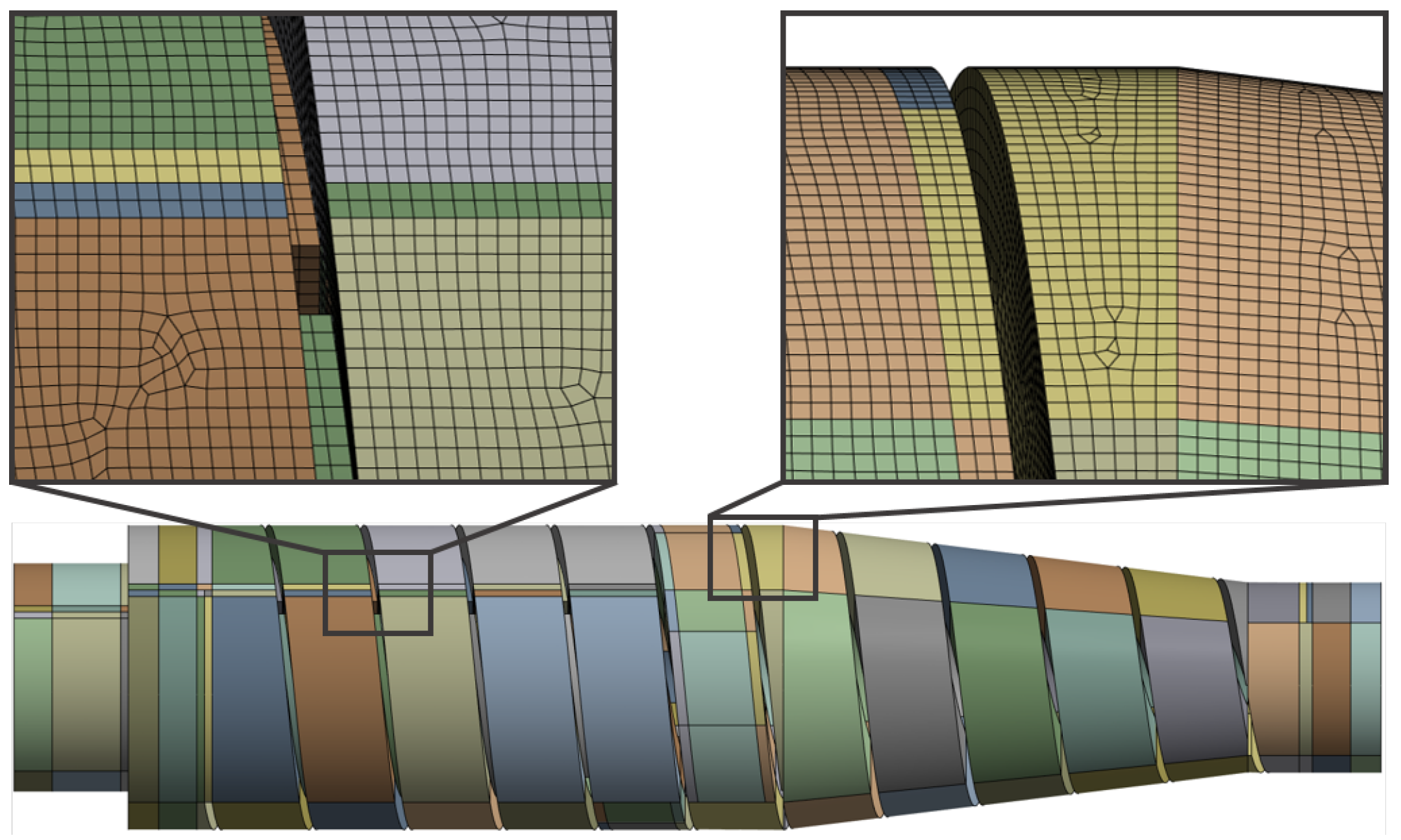
Appendix A. Mesh Characteristics

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inlet | Outlet | Rotating Walls | Stationary Walls | |
|---|---|---|---|---|
| flowRateInletVelocity | zeroGradient | movingWallVelocity | noSlip | |
| p | fixedFluxPressure | fixedValue | fixedFluxPressure | fixedFluxPressure |
| fixedvalue | zeroGradient | zeroGradient | zeroGradient | |
| zeroGradient | zeroGradient | zeroGradient | zeroGradient | |
| zeroGradient | zeroGradient | zeroGradient | zeroGradient |

References
- Müller, F. Wet Classification in the Fines Range < 10 μm. Chem. Eng. Technol. 2010, 33, 1419–1426. [Google Scholar]
- Whitworth, A.J.; Forbes, E.; Verster, I.; Jokovic, V.; Awatey, B.; Parbhakar-Fox, A. Review on advances in mineral processing technologies suitable for critical metal recovery from mining and processing wastes. Clean. Eng. Technol. 2022, 7, 100451. [Google Scholar] [CrossRef]
- Menesklou, P. Entwicklung Eines Hybriden Simulationsmodells zur Optimierung des Betriebsverhaltens von Dekantierzentrifugen. Ph.D. Thesis, Karlsruhe Institute of Technology (KIT), Karlsruhe, Germany, 2022. (In German). [Google Scholar]
- Lahtela, V.; Hamod, H.; Kärki, T. Assessment of critical factors in waste electrical and electronic equipment (WEEE) plastics on the recyclability: A case study in Finland. Sci. Total Environ. 2022, 830, 155627. [Google Scholar] [CrossRef]
- Haller, N.; Kulozik, U.; Haller, N.; Kulozik, U. Separation of Whey Protein Aggregates by Means of Continuous Centrifugation. Food Bioprocess Technol. 2019, 12, 1052–1067. [Google Scholar] [CrossRef]
- Padilla-Zamudio, A.; Guerrero-Germán, P.; Tejeda-Mansir, A. Plasmid DNA primary recovery from E. coli lysates by depth bed microfiltration. Bioprocess Biosyst. Eng. 2015, 38, 1091–1096. [Google Scholar] [CrossRef]
- Summerhays, R.; Gaspar, A. Thickening, Filtration and Clarification in the Phosphoric Acid Industry. Procedia Eng. 2016, 138, 164–173. [Google Scholar] [CrossRef]
- Spelter, L.E.J. Abtrennung und Klassierung Kolloidaler Partikel in Zentrifugen: Experimenteller Nachweis und Modellierung der Sedimentation in halbkontinuierlichen Vollmantelzentrifuge. Ph.D. Thesis, Karlsruhe Institute of Technology (KIT), Karlsruhe, Germany, 2012. (In German). [Google Scholar]
- Starrett, J.B.; Galvin, K.P. Application of inclined channels in the hydrodynamic classification of minerals by particle size. Miner. Eng. 2023, 195, 108002. [Google Scholar] [CrossRef]
- Lösch, P.; Nikolaus, K.; Antonyuk, S. Classification of Fine Particles Using the Hydrodynamic Forces in the Boundary Layer of a Membrane. Chem. Ing. Tech. 2019, 91, 1656–1662. [Google Scholar] [CrossRef]
- Wu, N.; Wyart, Y.; Rose, J.; Angeletti, B.; Moulin, P. Application of membrane processes in fractionation of elements in river water. Water Sci. Technol. 2015, 72, 2277–2290. [Google Scholar] [CrossRef]
- Wu, N.; Wyart, Y.; Liu, Y.; Rose, J.; Moulin, P. An overview of solid/liquid separation methods and size fractionation techniques for engineered nanomaterials in aquatic environment. Environ. Technol. Rev. 2013, 2, 55–70. [Google Scholar] [CrossRef]
- Zhang, C.; Shuaishuai, L. Study on the separation mechanism of coal and gangue particles during coal slime classification in a hydrocyclone. Powder Technol. 2023, 424, 118566. [Google Scholar] [CrossRef]
- Zhao, Q.; Cui, B.; Ji, A.; Song, T.; Shen, Y. Experimental and numerical study of the effect of particle size distribution on hydrocyclone classification. Adv. Powder Technol. 2024, 35, 104398. [Google Scholar] [CrossRef]
- Khatri, N.; Singh, M.; Pokhriyal, S.; Rene, E.R. Computational fluid dynamics modelling of primary sludge classification in an activated sludge process based wastewater treatment plant: Simulating the hydrodynamic behaviour and experimental verification of the classification efficiency. Chem. Eng. J. 2023, 464, 142475. [Google Scholar] [CrossRef]
- Neesse, T.; Dueck, J.; Schwemmer, H.; Farghaly, M. Using a high pressure hydrocyclone for solids classification in the submicron range. Miner. Eng. 2015, 71, 85–88. [Google Scholar] [CrossRef]
- Yamamoto, T.; Shinya, T.; Fukui, K.; Yoshida, H. Classification of particles by centrifugal separator and analysis of the fluid behavior. Adv. Powder Technol. 2011, 22, 294–299. [Google Scholar] [CrossRef]
- Konrath, M. Klassierung von Feinstpartikeln Mittels Schnelldrehender Sedimentationszentrifugen. Ph.D. Thesis, Karlsruhe Institute of Technology (KIT), Karlsruhe, Germany, 2016. (In German). [Google Scholar]
- Kumar, A.; Subramanian, V.K.; Velaga, S.; Kodandaraman, J.; Sujatha, P.N.; Baskaran, R.; Kumar, S.; Ananda Rao, B.M. Performance evaluation of a tubular bowl centrifuge by using laser obscuration method as an online measurement tool. Sep. Sci. Technol. 2020, 55, 1839–1851. [Google Scholar] [CrossRef]
- Winkler, M.; Rhein, F.; Nirschl, H.; Gleiss, M. Real-Time Modeling of Volume and Form Dependent Nanoparticle Fractionation in Tubular Centrifuges. Nanomaterials 2022, 12, 3161. [Google Scholar] [CrossRef]
- Sinn, T.; Menesklou, P.; Nirschl, H.; Gleiß, M. Further developments of a dynamic real-time model of a tubular centrifuge fed with multi-component dispersions for application in fractionation for Direct Recycling of lithium-ion batteries. Chem. Eng. Sci. 2023, 277, 118858. [Google Scholar] [CrossRef]
- Stahl, W.H. Fest-Flüssig-Trennung. 2, Industrie-Zentrifugen; Maschinen- & Verfahrenstechnik, DrM Press: Männedorf, Switzerland, 2004. (In German) [Google Scholar]
- Wang, Y.; Forssberg, E.; Li, J.; Pan, Z. Continuous ultra-fine classification in a disc stack nozzle centrifuge – effects of g-forces and disc geometry. China Particuology 2003, 1, 70–75. [Google Scholar] [CrossRef]
- Kurnianto Prayitno, Y.A.; Sejati, P.A.; Zhao, T.; Iso, Y.; Kawashima, D.; Takei, M. In situ measurement of hindered settling function in decanter centrifuge by periodic segmentation technique in wireless electrical resistance detector (psWERD). Adv. Powder Technol. 2021, 33, 103370. [Google Scholar] [CrossRef]
- Bai, C.; Park, H.; Wang, L. Modelling solid-liquid separation and particle size classification in decanter centrifuges. Sep. Purif. Technol. 2021, 263, 118408. [Google Scholar] [CrossRef]
- Records, A.; Sutherland, K. Decanter Centrifuge Handbook; Elsevier Science Ltd.: Oxford, UK, 2001. [Google Scholar]
- Gleiß, M.; Hammerich, S.; Kespe, M.; Nirschl, H. Application of the dynamic flow sheet simulation concept to the solid-liquid separation: Separation of stabilized slurries in continuous centrifuges. Chem. Eng. Sci. 2017, 163, 167–178. [Google Scholar] [CrossRef]
- Skorych, V.; Buchholz, M.; Dosta, M.; Baust, H.K.; Gleiß, M.; Haus, J.; Weis, D.; Hammerich, S.; Kiedorf, G.; Asprion, N.; et al. Use of Multiscale Data-Driven Surrogate Models for Flowsheet Simulation of an Industrial Zeolite Production Process. Processes 2022, 10, 2140. [Google Scholar] [CrossRef]
- Faust, T.; Gösele, W. Untersuchungen zur Klärwirkung von Dekantierzentrifugen. Chem. Ing. Tech. 1985, 8, 698–699. (In German) [Google Scholar] [CrossRef]
- Madsen, B. Flow and sedimentation in decanter centrifuge. Int. Chem. Eng. Symp. Ser. 1993, 7, 263–266. [Google Scholar]
- Hou, T.H. Evaluation of separator performance by number-size distribution data. Powder Technol. 1985, 41, 99–104. [Google Scholar] [CrossRef]
- Pinkerton, A.P.; Klima, M.S. Evaluation of a solid-bowl centrifuge for ultrafine size separations. Miner. Metall. Process. 2001, 18, 162–166. [Google Scholar] [CrossRef]
- Bai, C.; Park, H.; Wang, L. A Model–Based Parametric Study of Centrifugal Dewatering of Mineral Slurries. Minerals 2022, 12, 1288. [Google Scholar] [CrossRef]
- Hammerich, S. Numerische Simulation des Fest-Flüssig-Trennprozesses in Vollmantelzentrifugen. Ph.D. Thesis, Karlsruhe Institute of Technology (KIT), Karlsruhe, Germany, 2020. (In German). [Google Scholar]
- Baust, H.K.; Hammerich, S.; König, H.; Nirschl, H.; Gleiß, M. A Resolved Simulation Approach to Investigate the Separation Behavior in Solid Bowl Centrifuges Using Material Functions. Separations 2022, 9, 248. [Google Scholar] [CrossRef]
- Baust, H.K.; Hammerich, S.; König, H.; Nirschl, H.; Gleiß, M. Resolved simulation of the clarification and dewatering in decanter centrifuges. Processes 2024, 12, 9. [Google Scholar] [CrossRef]
- Bürger, R.; Concha, F. Settling velocities of particulate systems: 12. Batch centrifugation of flocculated suspensions. Int. J. Miner. Process. 2001, 63, 115–145. [Google Scholar] [CrossRef]
- Zhai, O.; Baust, H.; Gleiß, M.; Nirschl, H. Model-based Scale Up of Solid Bowl Centrifuges Using Experimentally Determined Material Functions. Chem. Ing. Tech. 2023, 95, 189–198. [Google Scholar] [CrossRef]
- Bickert, G. Sedimentation Feinster Suspendierter Partikeln im Zentrifugalfeld. Ph.D. Thesis, University of Karlsruhe (TH), Karlsruhe, Germany, 1997. (In German). [Google Scholar]
- Garrido, P.; Concha, F.; Bürger, R. Settling velocities of particulate systems: 14. Unified model of sedimentation, centrifugation and filtration of flocculated suspensions. Int. J. Miner. Process. 2003, 72, 57–74. [Google Scholar] [CrossRef]
- Berres, S.; Bürger, R. On gravity and centrifugal settling of polydisperse suspensions forming compressible sediments. Int. J. Solids Struct. 2003, 40, 4965–4987. [Google Scholar] [CrossRef]
- Kynch, G.J. A theory of sedimentation. Trans. Faraday Soc. 1952, 48, 166–176. [Google Scholar] [CrossRef]
- Stokes, G.G. On the effect of internal friction of fluids on the motion of pendulums. Trans. Camb. Philos. Soc. 1851, 9, 8–106. [Google Scholar]
- Richardson, J.F.; Zaki, W.N. The sedimentation of a suspension of uniform spheres under conditions of viscous flow. Chem. Eng. Sci. 1954, 3, 65–73. [Google Scholar] [CrossRef]
- Michaels, A.S.; Bolger, J.C. Settling rates and sediment volumes of flucculated Kaolin suspensions. Ind. Eng. Chem. Fundam. 1961, 1, 24–33. [Google Scholar] [CrossRef]
- Green, M.D.; Eberl, M.; Landman, K.A. Compressive yield stress of flocculated suspensions: Determination via experiment. AIChE J. 1996, 42, 2308–2318. [Google Scholar] [CrossRef]
- Erk, A.; Luda, B. Influencing Sludge Compression in Solid-Bowl Centrifuges. Chem. Eng. Technol. 2004, 27, 1089–1093. [Google Scholar] [CrossRef]
- Hochstein, B. Rheologie von Kugel-und Fasersuspensionen Mit Viskoelastischen Matrixflüssigkeiten. Ph.D. Thesis, University of Karlsruhe (TH), Karlsruhe, Germany, 1997. (In German). [Google Scholar]
- Einstein, A. Eine neue Bestimmung der Moleküldimensionen. Ann. Phys. 1906, 324, 289–306. [Google Scholar] [CrossRef]
- Quemada, D. Rheology of concentrated disperse systems and minimum energy dissipation principle. Rheol. Acta 1977, 16, 82–94. [Google Scholar] [CrossRef]
- Krieger, I.M.; Dougherty, T.J. A mechanism for non-Newtonian flow in suspensions of rigid spheres. Trans. Soc. Rheol. 1959, 3, 137–152. [Google Scholar] [CrossRef]
- Herschel, W.H.; Bulkley, R. Measurement of Consistency as Applied to Rubber-Benzine Solutions. Proc. Am. Soc. Test. Mater. 1926, 26, 621–633. [Google Scholar]
- Bingham, E.C. An investigation of the laws of plastic flow. Bull. Bur. Stand. 1916, 13, 309–353. [Google Scholar] [CrossRef]
- Wolf, A.; Flegler, A.; Prieschl, J.; Stuebinger, T.; Witt, W.; Seiser, F.; Vinnay, T.; Sinn, T.; Gleiß, M.; Nirschl, H.; et al. Centrifugation based separation of lithium iron phosphate (LFP) and carbon black for lithium-ion battery recycling. Chem. Eng. Process. Process Intensif. 2021, 160, 108310. [Google Scholar] [CrossRef]
- Seiser, F.; Stübinger, T.; Witt, W.; Flegler, A.; Mandel, K.; Sinn, T.; Gleiß, M.; Nirschl, H.; Vinnay, T. AUTOKLASS—Automatische Klassierung von Partikeln aus Dispersionen zur Rohstoffrückgewinnung: Schlussbericht; Carl Padberg Zentrifugenbau GmbH: Lahr, Germany, 2021. (In German) [Google Scholar]
- Detloff, T.; Sobisch, T.; Lerche, D. Particle size distribution by space or time dependent extinction profiles obtained by analytical centrifugation (concentrated systems). Powder Technol. 2007, 174, 50–55. [Google Scholar] [CrossRef]
- Reinach, H. Gleichgewicht und Kinetik der Pressentfeuchtung im Zentrifugalfeld einer Becherzentrifuge und in Einer Stempelpresse, Dargestellt an Einem Stark Kompressiblem Schlamm. Ph.D. Thesis, University of Karlsruhe (TH), Karlsruhe, Germany, 1992. (In German). [Google Scholar]
- Atagi, Y.; Zhao, T.; Iso, Y.; Takei, M. Real-Time Imaging of Particles Distribution in Centrifugal Particles-Liquid Two-Phase Fields by Wireless Electrical Resistance Tomography (WERT) System. IEEE Access 2019, 7, 12705–12713. [Google Scholar] [CrossRef]
- Zhao, T.; Iso, Y.; Ikeda, R.; Okawa, K.; Takei, M. Real-time measurement of particle volume fraction in centrifugal fields by wireless electrical resistance detector. Flow Meas. Instrum. 2019, 65, 90–97. [Google Scholar] [CrossRef]
- Kurnianto Prayitno, Y.A.; Zhao, T.; Iso, Y.; Takei, M. In situ measurement of sludge thickness in high-centrifugal force by optimized particle resistance normalization for wireless electrical resistance detector (WERD). Meas. Sci. Technol. 2020, 32, 034001. [Google Scholar] [CrossRef]
- Li, H.; Li, J.; Bodycomb, J.; Patience, G.S. Experimental Methods in Chemical Engineering: Particle Size Distribution by Laser Diffraction-PSD. Can. J. Chem. Eng. 2019, 97, 1974–1981. [Google Scholar] [CrossRef]
- Buscall, R.; Mills, P.D.A.; Stewart, R.F.; Sutton, D.; White, L.R.; Yates, G.E. The rheology of strongly-flocculated suspensions. J. Non-Newton. Fluid Mech. 1987, 24, 183–202. [Google Scholar] [CrossRef]
- Eder, T. Probleme der Trennschärfe. In Aufbereitungstechnik 2; 1961. (In German) [Google Scholar]
- Löffler, F.; Raasch, J. Grundlagen der Mechanischen Verfahrenstechnik; Vieweg+Teubner: Braunschw, Germany, 1992. (In German) [Google Scholar]







| Parameter | Symbol | Unit | Limestone |
|---|---|---|---|
| Particle size | μm | 3 | |
| Density of limestone | kg m−3 | 2700 | |
| Density of water | kg m−3 | 1000 | |
| Gel point | - | ||
| Maximum concentration | - | 1 | |
| Hindered settling parameter | - | 15 | |
| Hindered settling parameter | - | 1.3 × 10−4 | |
| Hindered settling parameter | - | −0.7 | |
| Consolidation parameter | Pa | 32 | |
| Consolidation parameter | - | 9 | |
| Yield point | Pa | 1 | |
| Consistency | k | m2 s−1 | 0.001 |
| Rheological exponent | - | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baust, H.K.; Nirschl, H.; Gleiß, M. Resolved Simulation for the Prediction of Classification in Decanter Centrifuges. ChemEngineering 2024, 8, 48. https://doi.org/10.3390/chemengineering8030048
Baust HK, Nirschl H, Gleiß M. Resolved Simulation for the Prediction of Classification in Decanter Centrifuges. ChemEngineering. 2024; 8(3):48. https://doi.org/10.3390/chemengineering8030048
Chicago/Turabian StyleBaust, Helene Katharina, Hermann Nirschl, and Marco Gleiß. 2024. "Resolved Simulation for the Prediction of Classification in Decanter Centrifuges" ChemEngineering 8, no. 3: 48. https://doi.org/10.3390/chemengineering8030048
APA StyleBaust, H. K., Nirschl, H., & Gleiß, M. (2024). Resolved Simulation for the Prediction of Classification in Decanter Centrifuges. ChemEngineering, 8(3), 48. https://doi.org/10.3390/chemengineering8030048