Use of Legumes in Extrusion Cooking: A Review





Abstract
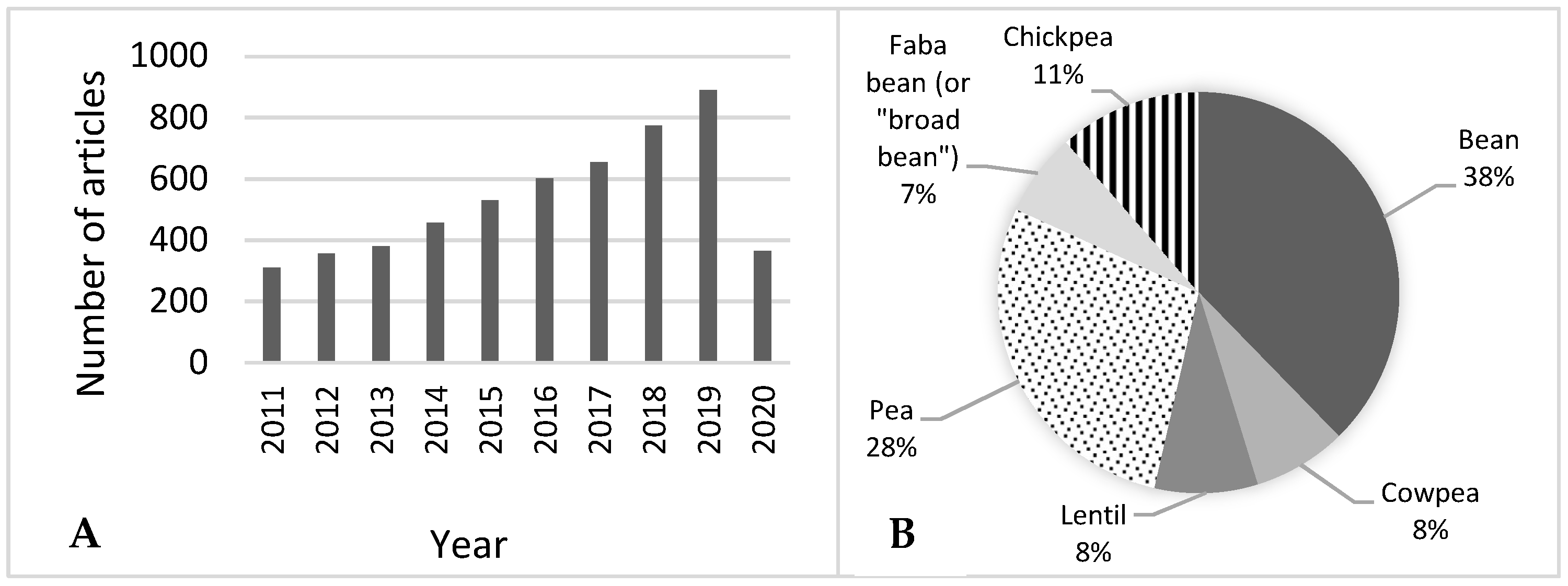
1. Why Consider Legumes for the Production of Extruded Foods
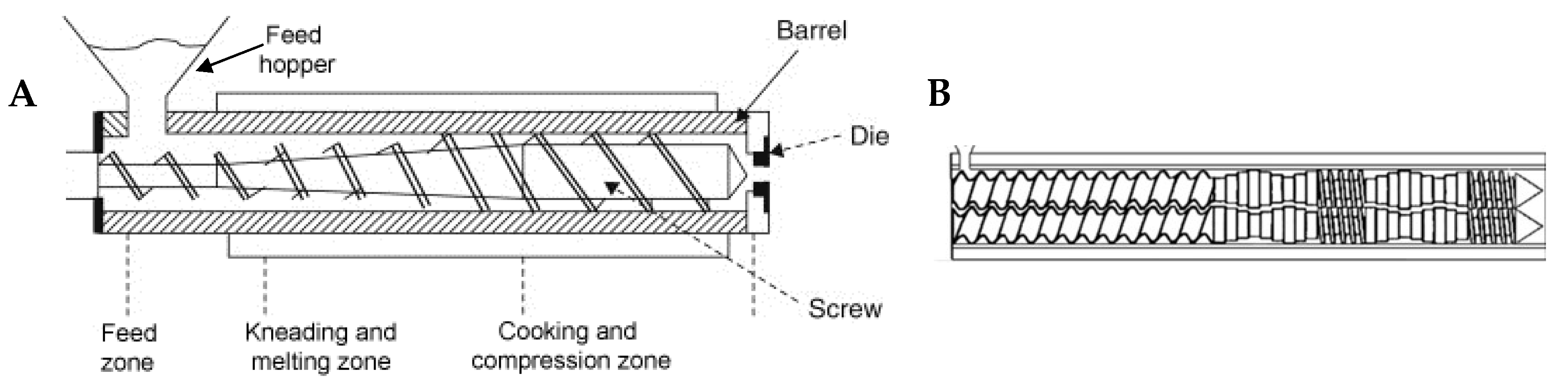
2. Basics of Extrusion Cooking
3. Optimal Extrusion Cooking Conditions for Legume Flours
3.1. Optimizing the Processing Conditions for Legume-Based Extruded Foods
3.2. Optimizing the Processing Conditions for Legume-Added Extruded Foods
3.3. Identification of the Best Level of Addition of Legume Flour
4. Effect of Extrusion Cooking Parameters on the Physical-Chemical Properties of the End-Product
5. Effect of Extrusion Cooking Parameters on the Nutritional Characteristics of the End-Product
5.1. Effect on Starch and Proteins
5.2. Effect on Anti-Nutritional Factors and Functional Compounds
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Moscicki, L. Extrusion-Cooking Techniques: Applications, Theory and Sustainability, 1st ed.; Wiley-VCH: Weinheim, Germany, 2011; p. 234. [Google Scholar]
- Harper, J.M. Extrusion of Foods, 1st ed.; CRC Press: Boca Raton, FL, USA, 2019; p. 220. [Google Scholar]
- Offiah, V.; Kontogiorgos, V.; Falade, K.O. Extrusion processing of raw food materials and by-products: A review. Crit. Rev. Food Sci. Nutr. 2018, 59, 2979–2998. [Google Scholar] [CrossRef] [PubMed]
- Anton, A.A.; Fulcher, R.G.; Arntfield, S.D. Physical and nutritional impact of fortification of corn starch-based extruded snacks with common bean (Phaseolus vulgaris L.) flour: Effects of bean addition and extrusion cooking. Food Chem. 2009, 113, 989–996. [Google Scholar] [CrossRef]
- Shah, F.U.H.; Sharif, M.K.; Bashir, S.; Ahsan, F. Role of healthy extruded snacks to mitigate malnutrition. Food Rev. Int. 2018, 35, 299–323. [Google Scholar] [CrossRef]
- Tharanathan, R.; Mahadevamma, S. Grain legumes—A boon to human nutrition. Trends Food Sci. Technol. 2003, 14, 507–518. [Google Scholar] [CrossRef]
- Yadav, D.N.; Anand, T.; Chhikara, N.; Singh, A.K. Co-extrusion of pearl millet-whey protein concentrate for expanded snacks. Int. J. Food Sci. Technol. 2013, 49, 840–846. [Google Scholar] [CrossRef]
- Salunkhe, D.K. Legumes in human nutrition: Current status and future research needs. Curr. Sci. 1982, 51, 387–394. [Google Scholar]
- Ray, H.; Bett, K.E.; Tar’An, B.; Vandenberg, A.; Thavarajah, D.; Warkentin, T. Mineral micronutrient content of cultivars of field pea, chickpea, common bean, and lentil grown in Saskatchewan, Canada. Crop Sci. 2014, 54, 1698–1708. [Google Scholar] [CrossRef]
- De La Peña, T.C.; Pueyo, J.J. Legumes in the reclamation of marginal soils, from cultivar and inoculant selection to transgenic approaches. Agron. Sustain. Dev. 2011, 32, 65–91. [Google Scholar] [CrossRef]
- Saadat, S.; Akhtar, S.; Ismail, T.; Sharif, M.K.; Shabbir, U.; Ahmad, N.; Ali, A. Multilegume bar prepared from extruded legumes flour to address protein energy malnutrition. Ital. J. Food Sci. 2019, 32, 167–180. [Google Scholar] [CrossRef]
- Hegazy, H.S.; El-Bedawey, A.E.A.; Rahma, E.H.; Gaafar, A.M. Effect of extrusion process on nutritional, functional properties and antioxidant activity of germinated chickpea incorporated corn extrudates. Am. J. Food Sci. Nutr. Res. 2017, 4, 59–66. [Google Scholar]
- Gilani, G.S.; Xiao, C.W.; Cockell, K.A. Impact of antinutritional factors in food proteins on the digestibility of protein and the bioavailability of amino acids and on protein quality. Br. J. Nutr. 2012, 108, S315–S332. [Google Scholar] [CrossRef] [PubMed]
- Urbano, G.; López-Jurado, M.; Aranda, P.; Vidal-Valverde, C.; Tenorio, E.; Porres, J. The role of phytic acid in legumes: Antinutrient or beneficial function? J. Physiol. Biochem. 2000, 56, 283–294. [Google Scholar] [CrossRef] [PubMed]
- Singh, U. Antinutritional factors of chickpea and pigeonpea and their removal by processing. Plant Foods Hum. Nutr. 1988, 38, 251–261. [Google Scholar] [CrossRef] [PubMed]
- Patil, S.S.; Brennan, C.S.; Mason, S.L.; Brennan, C.S. The effects of fortification of legumes and extrusion on the protein digestibility of wheat based snack. Foods 2016, 5, 26. [Google Scholar] [CrossRef]
- Scopus Database. Document Search. Elsevier B.V.: Amsterdam, The Netherlands. Available online: https://www.scopus.com/search/form.uri?zone=TopNavBar&origin=sbrowse&display=basic (accessed on 20 April 2020).
- Organization of the United Nations. 68th Session, Resolution Adopted by the General Assembly on 20 December 2013 [on the Report of the Second Committee (A/68/444)] 68/International Year of Pulses, 2016. 2014. Available online: https://www.un.org/en/sections/observances/international-years/index.html (accessed on 30 March 2020).
- Riaz, M.N. Extruders in Food Applications, 1st ed.; CRC Press: Boca Raton, FL, USA, 2000; p. 240. [Google Scholar]
- Koksel, F.; Masatcioglu, M.T. Physical properties of puffed yellow pea snacks produced by nitrogen gas assisted extrusion cooking. LWT Food Sci. Technol. 2018, 93, 592–598. [Google Scholar] [CrossRef]
- Ainsworth, P. Extrusion. In Food Processing Handbook, 2nd ed.; Brennan, J.G., Grandison, A.S., Eds.; Wiley-VCH: Weinheim, Germany, 2011; Volume 2, pp. 429–453. [Google Scholar]
- Fröhlich, P.; Boux, G.; Malcolmson, L. Pulse ingredients as healthier options in extruded products. Cereal Foods World 2014, 59, 120–125. [Google Scholar] [CrossRef]
- Pérez-Navarrete, C.; González, R.; Chel-Guerrero, L.; Betancur-Ancona, D. Effect of extrusion on nutritional quality of maize and Lima bean flour blends. J. Sci. Food Agric. 2006, 86, 2477–2484. [Google Scholar] [CrossRef]
- Onwulata, C.; Konstance, R.; Smith, P.; Holsinger, V. Co-extrusion of dietary fiber and milk proteins in expanded corn products. LWT Food Sci. Technol. 2001, 34, 424–429. [Google Scholar] [CrossRef]
- Ghumman, A.; Kaur, A.; Singh, N.; Singh, B. Effect of feed moisture and extrusion temperature on protein digestibility and extrusion behaviour of lentil and horsegram. LWT Food Sci. Technol. 2016, 70, 349–357. [Google Scholar] [CrossRef]
- Berrios, J.D.J.; Wood, D.F.; Whitehand, L.; Pan, J. Sodium bicarbonate and the microstructure, expansion and color of extruded black beans. J. Food Process. Preserv. 2005, 28, 321–335. [Google Scholar] [CrossRef]
- Espinoza-Moreno, R.J.; Reyes-Moreno, C.; Milán-Carrillo, J.; López-Valenzuela, J.A.; Paredes-López, O.; Gutiérrez-Dorado, R. Healthy ready-to-eat expanded snack with high nutritional and antioxidant value produced from whole amarantin transgenic maize and black common bean. Plant Foods Hum. Nutr. 2016, 71, 218–224. [Google Scholar] [CrossRef]
- Wani, S.A.; Kumar, P. Development and parameter optimization of health promising extrudate based on fenugreek oat and pea. Food Biosci. 2016, 14, 34–40. [Google Scholar] [CrossRef]
- Yovchev, A.; Stone, A.; Hood-Niefer, S.; Nickerson, M. Influence of the extrusion parameters on the physical properties of chickpea and barley extrudates. Food Sci. Biotechnol. 2017, 26, 393–399. [Google Scholar] [CrossRef]
- Sharma, C.; Singh, B.; Hussain, S.Z.; Sharma, S. Investigation of process and product parameters for physicochemical properties of rice and mung bean (Vigna radiata) flour based extruded snacks. J. Food Sci. Technol. 2017, 54, 1711–1720. [Google Scholar] [CrossRef] [PubMed]
- Rathod, R.P.; Annapure, U.S. Effect of extrusion process on antinutritional factors and protein and starch digestibility of lentil splits. LWT Food Sci. Technol. 2016, 66, 114–123. [Google Scholar] [CrossRef]
- Jakkanwar, S.A.; Rathod, R.P.; Annapure, U.S. Development of cowpea-based (Vigna unguiculata) extruded snacks with improved in vitro protein digestibility. Int. Food Res. J. 2018, 25, 804–813. [Google Scholar]
- Smith, J.; Hardacre, A. Development of an extruded snack product from the legume Vicia faba minor. Procedia Food Sci. 2011, 1, 1573–1580. [Google Scholar] [CrossRef]
- Yağci, S.; Altan, A.; Doğan, F. Effects of extrusion processing and gum content on physicochemical, microstructural and nutritional properties of fermented chickpea-based extrudates. LWT Food Sci. Technol. 2020, 124, 109150. [Google Scholar] [CrossRef]
- Zarzycki, P.; Kasprzak, M.; Rzedzicki, Z.; Sobota, A.; Wirkijowska, A.; Sykut-Domańska, E. Effect of blend moisture and extrusion temperature on physical properties of everlasting pea-wheat extrudates. J. Food Sci. Technol. 2015, 52, 6663–6670. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Chakraborty, S.K.; Singh, D.S.; Kumbhar, B.K. Influence of extrusion conditions on the colour of millet-legume extrudates using digital imagery. Ir. J. Agric. Food Res. 2014, 53, 65–74. [Google Scholar]
- Fernandez, M.L.; Berry, J.W. Nutritional evaluation of chickpea and germinated chickpea flours. Plant Foods Hum. Nutr. 1988, 38, 127–134. [Google Scholar] [CrossRef] [PubMed]
- Mittal, R.; Nagi, H.; Sharma, P.; Sharma, S. Effect of processing on chemical composition and antinutritional factors in chickpea flour. J. Food Sci. Eng. 2012, 2, 180–186. [Google Scholar] [CrossRef]
- Alarcón-Valdez, C.; Milan-Carrillo, J.; Cárdenas-Valenzuela, O.G.; Mora-Escobedo, R.; Bello-Pérez, L.A.; Reyes-Moreno, C. Infant food from quality protein maize and chickpea: Optimization for preparing and nutritional properties. Int. J. Food Sci. Nutr. 2005, 56, 273–285. [Google Scholar] [CrossRef] [PubMed]
- Asare, E.K.; Sefa-Dedeh, S.; Sakyi-Dawson, E.; Afoakwa, E.O. Application of response surface methodology for studying the product characteristics of extruded rice–cowpea–groundnut blends. Int. J. Food Sci. Nutr. 2004, 55, 431–439. [Google Scholar] [CrossRef]
- Wani, S.; Kumar, P.; Information, R. Effect of incorporation levels of oat and green pea flour on the properties of an extruded product and their optimization. Acta Aliment. 2016, 45, 28–35. [Google Scholar] [CrossRef]
- Meng, X.; Threinen, D.; Hansen, M.; Driedger, D. Effects of extrusion conditions on system parameters and physical properties of a chickpea flour-based snack. Food Res. Int. 2010, 43, 650–658. [Google Scholar] [CrossRef]
- Altan, A.; McCarthy, K.L.; Maskan, M. Evaluation of snack foods from barley–tomato pomace blends by extrusion processing. J. Food Eng. 2008, 84, 231–242. [Google Scholar] [CrossRef]
- Kokini, J.L.; Chang, C.N.; Lai, L.S. The role of rheological properties on extrudate expansion. In Food Extrusion Science and Technology; Kokini, J.L., Ho, C.T., Karwe, M.V., Eds.; Marcel Dekker: New York, NY, USA, 1992; pp. 631–652. [Google Scholar]
- Ilo, S.; Tomschik, U.; Berghofer, E.; Mundigler, N. The effect of extrusion operating conditions on the apparent viscosity and the properties of extrudates in twin-screw extrusion cooking of maize grits. LWT Food Sci. Technol. 1996, 29, 593–598. [Google Scholar] [CrossRef]
- Oke, M.; Awonorin, S.; Sanni, L.; Asiedu, R.; Aiyedun, P. Effect of extrusion variables on extrudates properties of water yam flour—A response surface analysis. J. Food Process. Preserv. 2012, 37, 456–473. [Google Scholar] [CrossRef]
- Singh, B.; Sekhon, K.; Singh, N. Effects of moisture, temperature and level of pea grits on extrusion behaviour and product characteristics of rice. Food Chem. 2007, 100, 198–202. [Google Scholar] [CrossRef]
- Singh, B.; Rachna; Hussain, S.Z.; Sharma, S. Response surface analysis and process optimization of twin screw extrusion cooking of potato-based snacks. J. Food Process. Preserv. 2014, 39, 270–281. [Google Scholar] [CrossRef]
- Liu, Y.; Hsieh, F.-H.; Heymann, H.; Huff, H. Effect of process conditions on the physical and sensory properties of extruded oat-corn puff. J. Food Sci. 2000, 65, 1253–1259. [Google Scholar] [CrossRef]
- Kumar, N.; Sarkar, B.C.; Sharma, H.K. Development and characterization of extruded product of carrot pomace, rice flour and pulse powder. Afr. J. Food Sci. 2010, 4, 703–717. [Google Scholar]
- van der Sman, R.; Broeze, J. Structuring of indirectly expanded snacks based on potato ingredients: A review. J. Food Eng. 2013, 114, 413–425. [Google Scholar] [CrossRef]
- Dogan, H.; Gueven, A.; Hicsasmaz, Z. Extrusion cooking of lentil flour (Lens culinaris–Red)–corn starch–corn oil mixtures. Int. J. Food Prop. 2013, 16, 341–358. [Google Scholar] [CrossRef]
- Sandrin, R.; Caon, T.; Zibetti, A.W.; de Francisco, A. Effect of extrusion temperature and screw speed on properties of oat and rice flour extrudates. J. Sci. Food Agric. 2018, 98, 3427–3436. [Google Scholar] [CrossRef]
- Lopes, L.C.M.; Batista, K.D.A.; Fernandes, K.F.; de Andrade Cardoso Santiago, R. Functional, biochemical and pasting properties of extruded bean (Phaseolus vulgaris L.) cotyledons. Int. J. Food Sci. Technol. 2012, 47, 1859–1865. [Google Scholar] [CrossRef]
- Mitrus, M.; Wójtowicz, A.; Kocira, S.; Kasprzycka, A.; Szparaga, A.; Oniszczuk, T.; Combrzyński, M.; Kupryaniuk, A.; Matwijczuk, A. Effect of extrusion-cooking conditions on the pasting properties of extruded white and red bean seeds. Int. Agrophys. 2020, 1, 25–32. [Google Scholar] [CrossRef]
- de Angelis, D.; Madodé, Y.E.; Briffaz, A.; Hounhouigan, D.J.; Pasqualone, A.; Summo, C. Comparing the quality of two traditional fried street foods from the raw material to the end product: The Beninese cowpea-based ata and the Italian wheat-based popizza. Legum. Sci. 2020, 2, e35. [Google Scholar] [CrossRef]
- Jin, Z.; Hsieh, F.; Huff, H. Extrusion cooking of corn meal with soy fiber, salt, and sugar. Cereal Chem. 1994, 71, 227–233. [Google Scholar]
- Hashimoto, J.M.; Grossmann, M.V. Effects of extrusion conditions on quality of cassava bran/cassava starch extrudates. Int. J. Food Sci. Technol. 2003, 38, 511–517. [Google Scholar] [CrossRef]
- Leonel, M.; De Freitas, T.S.; Mischan, M.M. Physical characteristics of extruded cassava starch. Sci. Agric. 2009, 66, 486–493. [Google Scholar] [CrossRef]
- Balandran-Quintana, R.; Barbosa-Cánovas, G.; Zazueta-Morales, J.; Anzaldua-Morales, A.; Quintero-Ramos, A. Functional and nutritional properties of extruded whole pnto bean meal (Phaseolus Vulgaris L.). J. Food Sci. 1998, 63, 113–116. [Google Scholar] [CrossRef]
- Singh, S.; Gamlath, S.; Wakeling, L. Nutritional aspects of food extrusion: A review. Int. J. Food Sci. Technol. 2007, 42, 916–929. [Google Scholar] [CrossRef]
- Masoero, F.; Pulimeno, A.M.; Rossi, F. Effect of extrusion, expansion and toasting on the nutritional value of peas, faba beans and lupins. Ital. J. Anim. Sci. 2005, 4, 177–189. [Google Scholar] [CrossRef]
- Drulyte, D.; Orlien, V. The effect of processing on digestion of legume proteins. Foods 2019, 8, 224. [Google Scholar] [CrossRef]
- Alam, S.; Kaur, J.; Khaira, H.; Gupta, K. Extrusion and extruded products: Changes in quality attributes as affected by extrusion process parameters: A Review. Crit. Rev. Food Sci. Nutr. 2015, 56, 445–473. [Google Scholar] [CrossRef]
- Bishnoi, S.; Khetarpaul, N. Protein digestability of vegetables and field peas (Pisum sativum). Plant Foods Hum. Nutr. 1994, 46, 71–76. [Google Scholar] [CrossRef]
- Arribas, C.; Cabellos, B.; Cuadrado, C.; Guillamón, E.; Pedrosa, M.M. Extrusion effect on proximate composition, starch and dietary fibre of ready-to-eat products based on rice fortified with carob fruit and bean. LWT Food Sci. Technol. 2019, 111, 387–393. [Google Scholar] [CrossRef]
- Carbonaro, M.; Cappelloni, M.; Nicoli, S.; Lucarini, M.; Carnovale, E. Solubility−digestibility relationship of legume proteins. J. Agric. Food Chem. 1997, 45, 3387–3394. [Google Scholar] [CrossRef]
- Habiba, R. Changes in anti-nutrients, protein solubility, digestibility, and HCl-extractability of ash and phosphorus in vegetable peas as affected by cooking methods. Food Chem. 2002, 77, 187–192. [Google Scholar] [CrossRef]
- Shimelis, E.A.; Rakshit, S.K. Effect of processing on antinutrients and in vitro protein digestibility of kidney bean (Phaseolus vulgaris L.) varieties grown in East Africa. Food Chem. 2007, 103, 161–172. [Google Scholar] [CrossRef]
- Park, S.J.; Kim, T.W.; Baik, B.-K. Relationship between proportion and composition of albumins, and in vitro protein digestibility of raw and cooked pea seeds (Pisum sativum L.). J. Sci. Food Agric. 2010, 90, 1719–1725. [Google Scholar] [CrossRef] [PubMed]
- Rehman, Z.-U.; Shah, W. Thermal heat processing effects on antinutrients, protein and starch digestibility of food legumes. Food Chem. 2005, 91, 327–331. [Google Scholar] [CrossRef]
- Berrios, J.D.J.; Morales, P.; Cámara, M.; Sánchez-Mata, M.D.C. Carbohydrate composition of raw and extruded pulse flours. Food Res. Int. 2010, 43, 531–536. [Google Scholar] [CrossRef]
- Martin-Cabrejas, M.A.; Jaime, L.; Karanja, C.; Downie, A.J.; Parker, M.L.; López-Andréu, F.J.; Maina, G.; Esteban, R.M.; Smith, A.C.; Waldron, K.W. Modifications to physicochemical and nutritional properties of hard-to-cook beans (Phaseolus vulgaris L.) by extrusion cooking. J. Agric. Food Chem. 1999, 47, 1174–1182. [Google Scholar] [CrossRef]
- Morales, P.; Cebadera-Miranda, L.; Cámara, R.M.; Reis, F.S.; Barros, L.; Berrios, J.D.J.; Ferreira, I.C.F.R.; Cámara, M. Lentil flour formulations to develop new snack-type products by extrusion processing: Phytochemicals and antioxidant capacity. J. Funct. Foods 2015, 19, 537–544. [Google Scholar] [CrossRef]
- Embaby, H.E.-S. Effect of soaking, dehulling, and cooking methods on certain antinutrients and in vitro protein digestibility of bitter and sweet lupin seeds. Food Sci. Biotechnol. 2010, 19, 1055–1062. [Google Scholar] [CrossRef]
- Guillamon, E.; Pedrosa, M.M.; Burbano, C.; Cuadrado, C.; Sánchez, M.D.C.; Múzquiz, M. The trypsin inhibitors present in seed of different grain legume species and cultivar. Food Chem. 2008, 107, 68–74. [Google Scholar] [CrossRef]
- Ciudad-Mulero, M.; Fernández-Ruiz, V.; Cuadrado, C.; Arribas, C.; Pedrosa, M.M.; Berrios, J.D.J.; Pan, J.; Morales, P. Novel gluten-free formulations from lentil flours and nutritional yeast: Evaluation of extrusion effect on phytochemicals and non-nutritional factors. Food Chem. 2020, 315, 126175. [Google Scholar] [CrossRef]
- Kamau, E.H.; Nkhata, S.G.; Ayua, E.O. Extrusion and nixtamalization conditions influence the magnitude of change in the nutrients and bioactive components of cereals and legumes. Food Sci. Nutr. 2020, 8, 1753–1765. [Google Scholar] [CrossRef] [PubMed]
- Balamurugan, R.; Dokladny, K.; Moseley, P.L.; Patel, Y.R.; Lin, H.C. Sucrose co-administration reduces the toxic effect of lectin on gut permeability and intestinal bacterial colonization. Dig. Dis. Sci. 2010, 55, 2778–2784. [Google Scholar] [CrossRef]
- Gautam, A.K.; Sharma, D.; Sharma, J.; Saini, K.C. Legume lectins: Potential use as a diagnostics and therapeutics against the cancer. Int. J. Biol. Macromol. 2020, 142, 474–483. [Google Scholar] [CrossRef] [PubMed]
- Arribas, C.; Cabellos, B.; Cuadrado, C.; Guillamón, E.; Pedrosa, M.M. The effect of extrusion on the bioactive compounds and antioxidant capacity of novel gluten-free expanded products based on carob fruit, pea and rice blends. Innov. Food Sci. Emerg. Technol. 2019, 52, 100–107. [Google Scholar] [CrossRef]
- van der Poel, A.; Gravendeel, S.; Boer, H. Effect of different processing methods on tannin content and in vitro protein digestibility of faba bean (Vicia faba L.). Anim. Feed. Sci. Technol. 1991, 33, 49–58. [Google Scholar] [CrossRef]
- Jansman, A.J.M.; Longstaff, M. Nutritional effects of tannins and vicine/covicine in legume seeds. In Recent Advances of Research in Antinutritional Factors in Legume Seeds, Proceedings of Second International Workshop on Antinutritional Factors (ANFS) in Legume Seeds, Wageningen, The Netherlands, 1–3 December 1993; van der Poel, A.F.B., Huisman, J., Saini, H.S., Eds.; Wageningen Press: Wageningen, The Netherlands, 1993; pp. 301–316. [Google Scholar]
- Ummadi, P.; Chenoweth, W.L.; Uebersax, M.A. The influence of extrusion processing on iron dialyzability, phytates and tannins in legumes. J. Food Process. Preserv. 1995, 19, 119–131. [Google Scholar] [CrossRef]
- Arribas, C.; Cabellos, B.; Cuadrado, C.; Guillamón, E.; Pedrosa, M.M. Bioactive compounds, antioxidant activity, and sensory analysis of rice-based extruded snacks-like fortified with bean and carob fruit flours. Foods 2019, 8, 381. [Google Scholar] [CrossRef] [PubMed]
- Berrios, J.D.J. Extrusion cooking of legumes: Dry bean flours. Ency. Agric. Food Biol. Eng. 2006, 1, 1–8. [Google Scholar] [CrossRef]
- Summo, C.; De Angelis, D.; Rochette, I.; Mouquet-Rivier, C.; Pasqualone, A. Influence of the preparation process on the chemical composition and nutritional value of canned purée of kabuli and Apulian black chickpeas. Heliyon 2019, 5, e01361. [Google Scholar] [CrossRef] [PubMed]
- Alonso, R.; Aguirre, A.; Marzo, F. Effects of extrusion and traditional processing methods on antinutrients and in vitro digestibility of protein and starch in faba and kidney beans. Food Chem. 2000, 68, 159–165. [Google Scholar] [CrossRef]
- Carvalho, A.V.; Mattietto, R.D.A.; Bassinello, P.Z.; Koakuzu, S.N.; Rios, A.D.O.; Maciel, R.D.A.; Carvalho, R.N. Processing and characterization of extruded breakfast meal formulated with broken rice and bean flour. Food Sci. Technol. 2012, 32, 515–524. [Google Scholar] [CrossRef]
- Brennan, C.S.; Brennan, M.; Derbyshire, E.; Tiwari, B. Effects of extrusion on the polyphenols, vitamins and antioxidant activity of foods. Trends Food Sci. Technol. 2011, 22, 570–575. [Google Scholar] [CrossRef]
- El-Hady, E.A.; Habiba, R. Effect of soaking and extrusion conditions on antinutrients and protein digestibility of legume seeds. LWT Food Sci. Technol. 2003, 36, 285–293. [Google Scholar] [CrossRef]
- Arribas, C.; Pereira, E.; Barros, L.; Alves, M.J.; Calhelha, R.C.; Guillamón, E.; Pedrosa, M.M.; Ferreira, I.C. Healthy novel gluten-free formulations based on beans, carob fruit and rice: Extrusion effect on organic acids, tocopherols, phenolic compounds and bioactivity. Food Chem. 2019, 292, 304–313. [Google Scholar] [CrossRef]
- Delgado-Licon, E.; Ayala, A.L.M.; Rocha-Guzmán, N.E.; Gallegos-Infante, J.A.; Atienzo-Lazos, M.; Drzewiecki, J.; Martínez-Sánchez, C.E.; Gorinstein, S. Influence of extrusion on the bioactive compounds and the antioxidant capacity of the bean/corn mixtures. Int. J. Food Sci. Nutr. 2009, 60, 522–532. [Google Scholar] [CrossRef]
- Takeoka, G.R.; Dao, L.T.; Full, G.H.; Wong, R.Y.; Harden, L.A.; Edwards, R.H.; Berrios, J.D.J. Characterization of black bean (Phaseolus vulgaris L.) anthocyanins. J. Agric. Food Chem. 1997, 45, 3395–3400. [Google Scholar] [CrossRef]
- Summo, C.; De Angelis, D.; Ricciardi, L.; Caponio, F.; Lotti, C.; Pavan, S.; Pasqualone, A. Nutritional, physico-chemical and functional characterization of a global chickpea collection. J. Food Compos. Anal. 2019, 84, 103306. [Google Scholar] [CrossRef]
- Summo, C.; De Angelis, D.; Ricciardi, L.; Caponio, F.; Lotti, C.; Pavan, S.; Pasqualone, A. Data on the chemical composition, bioactive compounds, fatty acid composition, physico-chemical and functional properties of a global chickpea collection. Data Brief 2019, 27, 104612. [Google Scholar] [CrossRef]
- Pasqualone, A.; De Angelis, D.; Squeo, G.; Difonzo, G.; Caponio, F.; Summo, C. The effect of the addition of Apulian black chickpea flour on the nutritional and qualitative properties of durum wheat-based bakery products. Foods 2019, 8, 504. [Google Scholar] [CrossRef]
- Zieliński, H.; Michalska-Ciechanowska, A.; Piskula, M.K.; Kozłowska, H. Antioxidants in thermally treated buckwheat groats. Mol. Nutr. Food Res. 2006, 50, 824–832. [Google Scholar] [CrossRef]
- Taranto, F.; Pasqualone, A.; Mangini, G.; Tripodi, P.; Miazzi, M.M.; Pavan, S.; Montemurro, C. Polyphenol oxidases in crops: Biochemical, physiological and genetic aspects. Int. J. Mol. Sci. 2017, 18, 377. [Google Scholar] [CrossRef] [PubMed]
- Karaaslan, M.; Yilmaz, F.; Cesur, Ö.; Vardin, H.; Ikinci, A.; Dalgic, A.C. Drying kinetics and thermal degradation of phenolic compounds and anthocyanins in pomegranate arils dried under vacuum conditions. Int. J. Food Sci. Technol. 2013, 49, 595–605. [Google Scholar] [CrossRef]
- Grela, E.R.; Jensen, S.K.; Jakobsen, K. Fatty acid composition and content of tocopherols and carotenoids in raw and extruded grass pea (Lathyrus sativus L). J. Sci. Food Agric. 1999, 79, 2075–2078. [Google Scholar] [CrossRef]
- Martinez-Villaluenga, C.; Frias, J.; Vidal-Valverde, C. Alpha-galactosides: Antinutritional factors or functional ingredients? Crit. Rev. Food Sci. Nutr. 2008, 48, 301–316. [Google Scholar] [CrossRef] [PubMed]
- Tosh, S.; Yada, S. Dietary fibres in pulse seeds and fractions: Characterization, functional attributes, and applications. Food Res. Int. 2010, 43, 450–460. [Google Scholar] [CrossRef]
- Kelkar, S.; Siddiq, M.; Harte, J.; Dolan, K.; Nyombaire, G.; Suniaga, H. Use of low-temperature extrusion for reducing phytohemagglutinin activity (PHA) and oligosaccharides in beans (Phaseolus vulgaris L.) cv. Navy and Pinto. Food Chem. 2012, 133, 1636–1639. [Google Scholar] [CrossRef]
- Pedrosa, M.M.; Cuadrado, C.; Burbano, C.; Allaf, K.; Haddad, J.; Gelencser, E.; Takács, K.; Guillamón, E.; Múzquiz, M. Effect of instant controlled pressure drop on the oligosaccharides, inositol phosphates, trypsin inhibitors and lectins contents of different legumes. Food Chem. 2012, 131, 862–868. [Google Scholar] [CrossRef]
- Morales, P.; Berrios, J.D.J.; Varela, A.; Burbano, C.; Cuadrado, C.; Muzquiz, M.; Pedrosa, M.M. Novel fiber-rich lentil flours as snack-type functional foods: An extrusion cooking effect on bioactive compounds. Food Funct. 2015, 6, 3135–3143. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
| Legume Type | Extruder Type | Tested Values | Quality Indices Considered for Optimization | Reference | ||||
|---|---|---|---|---|---|---|---|---|
| Legume Content (g/100 g) | Flour Particle Size (mm) | Maximum Temperature (Die Zone) (°C) | Feed Moisture (g/100 g) | Screw Speed (rpm) | ||||
| Bean (Phaseolus vulgaris L.) | SS | 30 | 0.4 | 120–170, 157 1 | 15–25 | 50–240, 238 | ER, BD, H | [27] |
| TS | 15, 30, 45 | 0.5 | 160 | 22 | 150 | ER, H, NP, C | [4] | |
| SS | 25, 50, 75 | 0.5 | 160 | 15.5 | 150 | ER, BD, H, NP | [23] | |
| Pea (Pisum sativum L.) | TS | 100 | NS | 150 | 14, 16, 18 | 200 | ER, BD | [20] |
| TS | 9 | NS | 90, 100, 110 1 | 12, 14, 16 | 100, 150, 200 | ER, BD, H, WAI, WSI | [28] | |
| SS | 5, 10, 15 | NS | 180 | 12 | 210 | NP | [16] | |
| Chickpea (Cicer arietinum L.) | 100 | NS | 110, 120, 135, 150 | 19, 20, 22, 24, 26 | 260, 300, 340 | ER, BD | [29] | |
| TS | 50 | 1.25 | 130, 140, 150 | 17 | 266, 300, 350, 400, 434 | ER, H, SP, NP | [30] | |
| SS | 10, 20, 30 | 0.25 | 160 | 16 | 250 | ER, BD, WAI, WSI, NP | [12] | |
| SS | 5, 10, 15 | NS | 180 | 12 | 210 | NP | [16] | |
| Lentil (Lens culinaris L.) | TS | 100 | 0.25 | 140, 160, 180 | 14, 18, 22 | 150, 200, 250 | ER, BD, H, WAI, WSI, SP, NP | [31] |
| SS | 5, 10, 15 | NS | 180 | 12 | 210 | NP | [16] | |
| Cowpea (Vigna unguiculata L.) | SS | 100 | 0.8 | 160– 180 | 16–24 | 160– 200 | BD, H, WAI, WSI, SP | [32] |
| Faba bean (Vicia faba L.) | TS | 100 | 0.5, 1.5, 2.5 | 140 | NS | 200, 300 | ER, H, SP | [33] |
| Mung bean (Vigna radiate L.) | TS | 30 | 0.2 | 130–170, 148 1 | 14–18 | 400– 550 | BD, H, WAI, WSI | [34] |
| Everlasting pea (Lathyrus sativus) | TS | 35, 50, 65 | 0.6 | 110, 140, 180, 170, 130 | 18, 21, 24 | 75 | ER, BD, NP | [35] |
| Pigeon pea (Cajanus cajan L.) | SS | 19 | 0.07 | 160–200, 171 | 12– 24 | 100–140, 104 | C | [36] |
| Expansion Ratio | Bulk Density | Hardness | WAI | WSI | Color | |||
|---|---|---|---|---|---|---|---|---|
| Lightness (L*) | Redness (a*) | Yellowness (b*) | ||||||
| Legume content | − | + | + | NS | NS | − | + | + |
| Temperature | + | − | − | + | + | − | + | + |
| Feed moisture | − | + | + | + | − | − | + | − |
| Screw speed | + | − | − | − | + | NS | NS | NS |
| Starch Pasting Properties | Degree of Gelatinization | |||
|---|---|---|---|---|
| Initial Viscosity | Peak Viscosity | Final Viscosity | ||
| Legume content | + | − | − | NS |
| Temperature | + | − | − | + |
| Feed moisture | − | − | − | + |
| Screw speed | − | + | + | − |
| Protein Digestibility | Starch Digestibility | Lysine Loss | |
|---|---|---|---|
| Temperature | + 1 | + 2 | + 3 |
| Feed moisture | + 1 | + 2 | − 3 |
| Screw speed | + | + | NS |
| Parameter | Phenolics | Tocopherols | Antioxidant Activity | α-Galactosides | Anti-Nutritional Compounds | |||
|---|---|---|---|---|---|---|---|---|
| Trypsin Inhibitors | Phytate (IP6) | Tannins | Lectins | |||||
| Temperature | − | − | + | + | − | − | NS | − |
| Feed moisture | − | − | NS | NS | − | − | − | − |
| Screw speed | NS | NS | NS | NS | − | − | − | NS |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pasqualone, A.; Costantini, M.; Coldea, T.E.; Summo, C. Use of Legumes in Extrusion Cooking: A Review. Foods 2020, 9, 958. https://doi.org/10.3390/foods9070958
Pasqualone A, Costantini M, Coldea TE, Summo C. Use of Legumes in Extrusion Cooking: A Review. Foods. 2020; 9(7):958. https://doi.org/10.3390/foods9070958
Chicago/Turabian StylePasqualone, Antonella, Michela Costantini, Teodora Emilia Coldea, and Carmine Summo. 2020. "Use of Legumes in Extrusion Cooking: A Review" Foods 9, no. 7: 958. https://doi.org/10.3390/foods9070958
APA StylePasqualone, A., Costantini, M., Coldea, T. E., & Summo, C. (2020). Use of Legumes in Extrusion Cooking: A Review. Foods, 9(7), 958. https://doi.org/10.3390/foods9070958