The Development of a Uniform Alginate-Based Coating for Cantaloupe and Strawberries and the Characterization of Water Barrier Properties

 ,
,  , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Food Sample
2.3. Preparation of Edible Coating
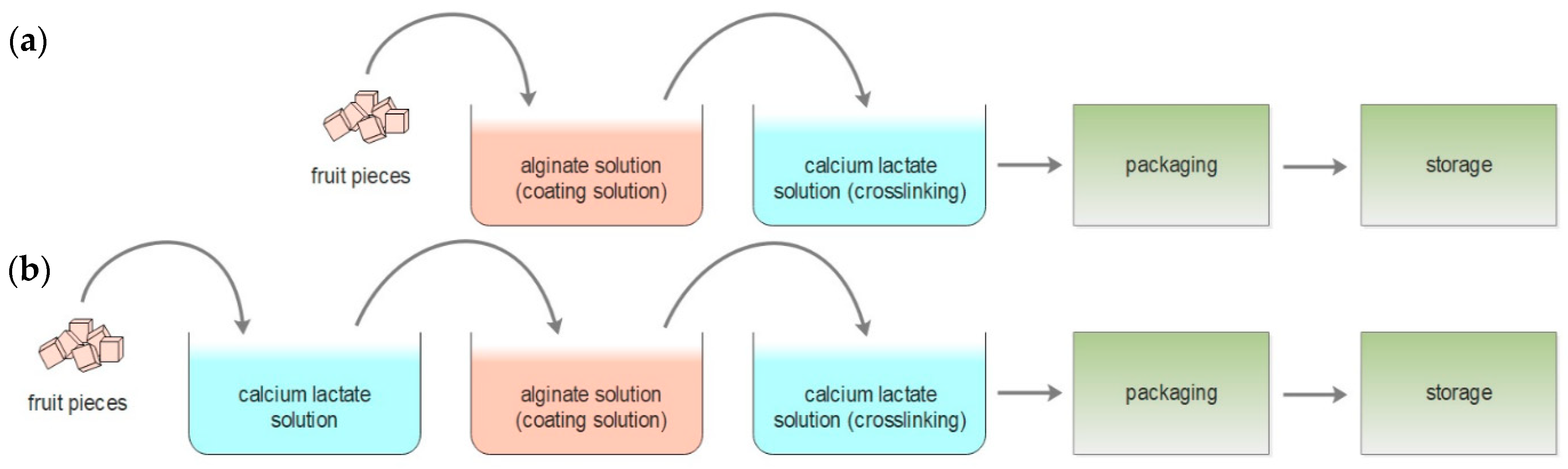
2.4. Coating Application
2.4.1. Conventional Alginate Coating
2.4.2. Novel Alginate Coating
2.5. Coating Uniformity and Thickness
2.6. Storage Conditions
2.7. Weight Loss (%)
2.8. Water Desorption as a Means of Mass Loss During Relative Humidity Decrease
2.9. Water Activity (aw)
2.10. Water Vapor Resistance (WVR)
2.11. Water Vapor Permeability (P) of Alginate Films
2.12. Statistical Evaluation
3. Results
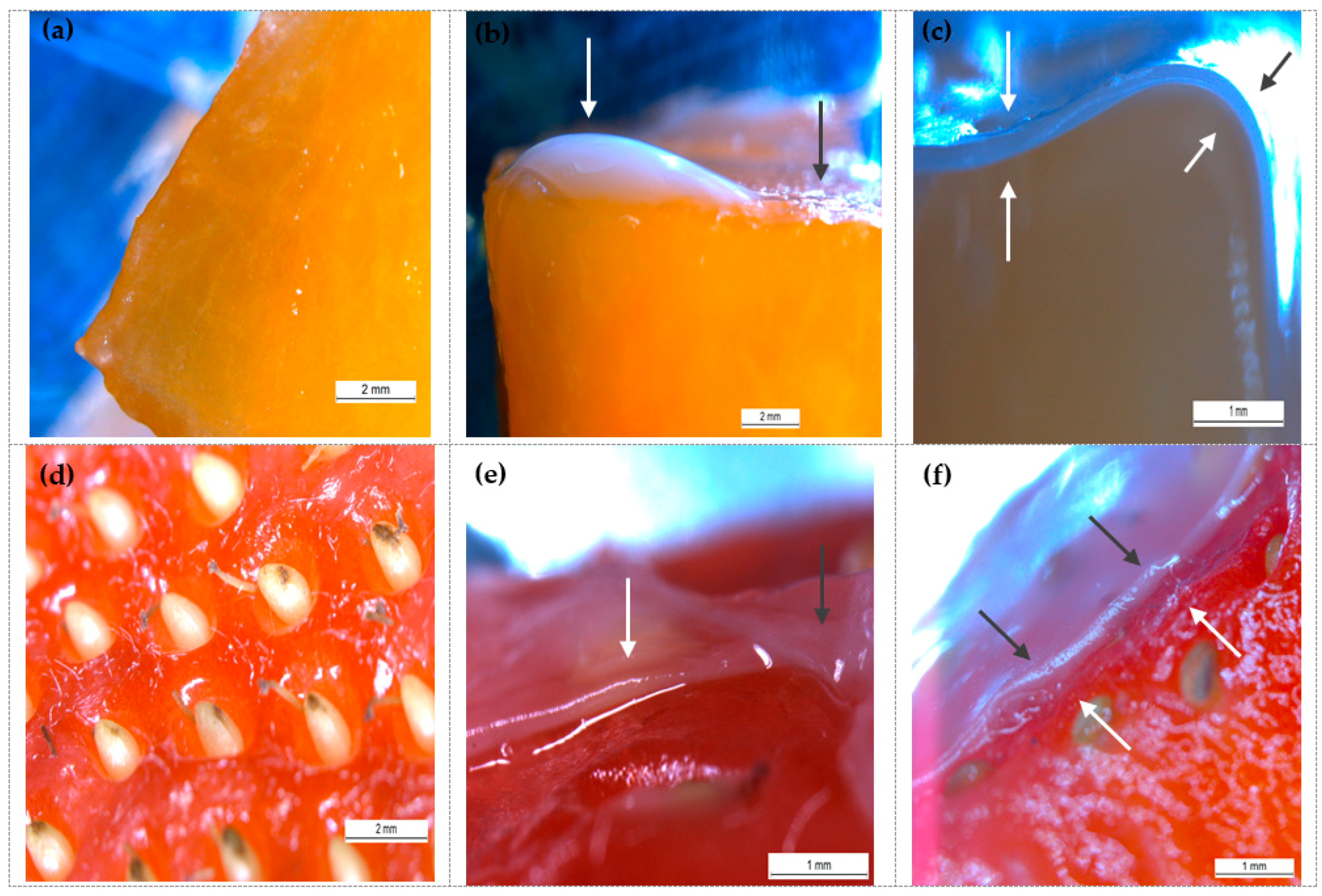
3.1. Coating Uniformity and Thickness
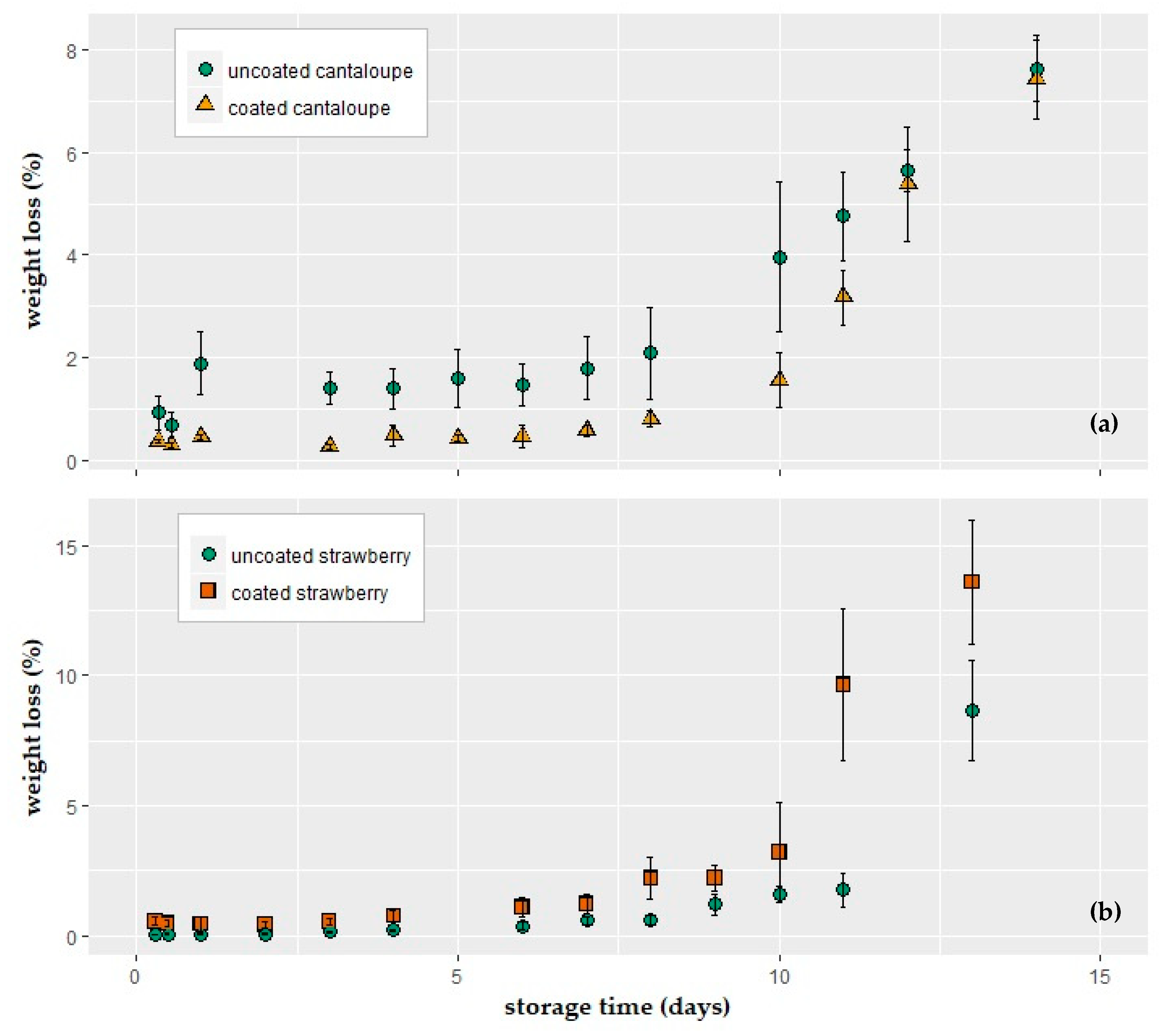
3.2. Relative Weight Loss during Storage at 10 °C, 90% RH
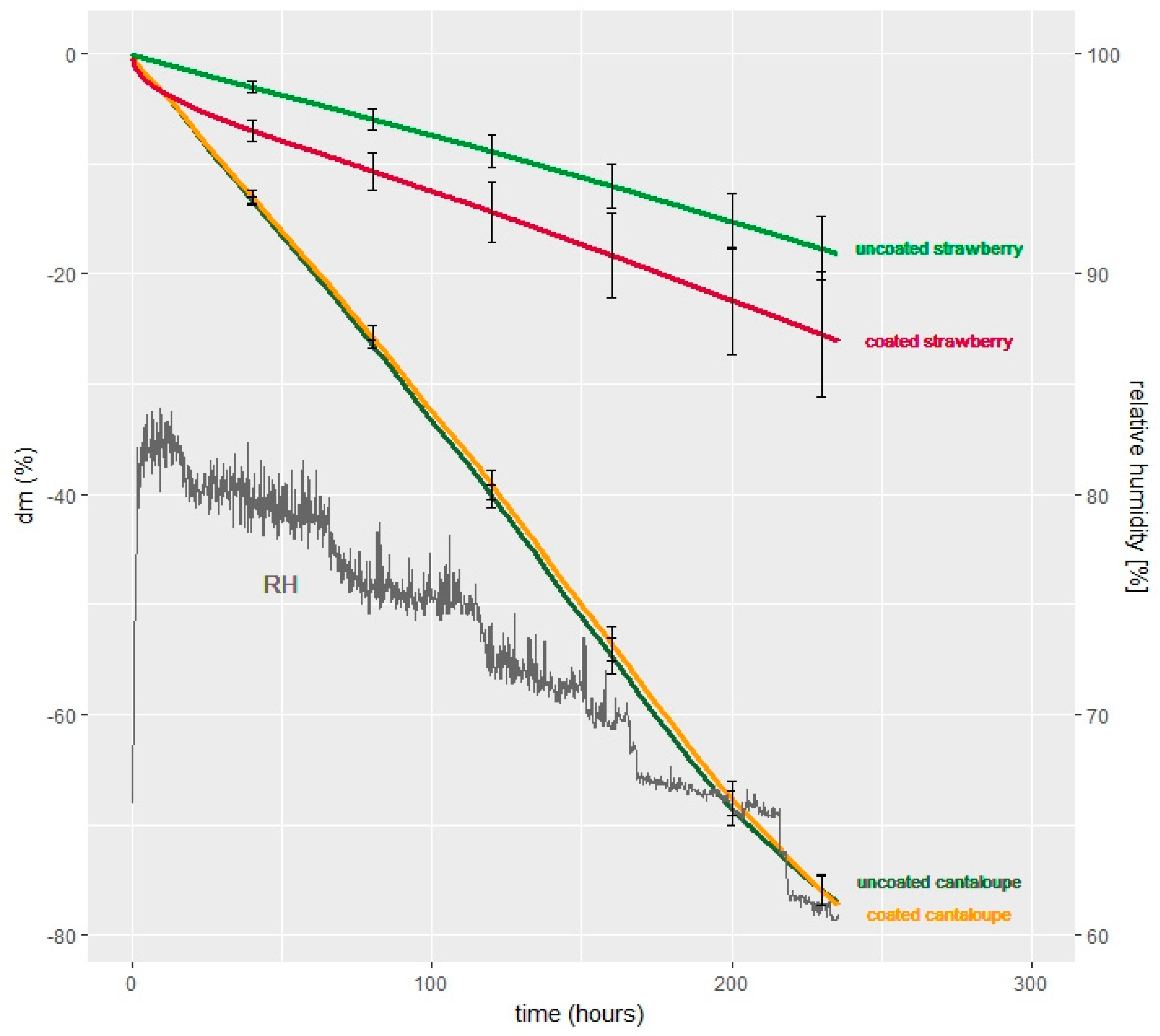
3.3. Water Desorption as a Means of Mass Loss During Relative Humidity Decrease
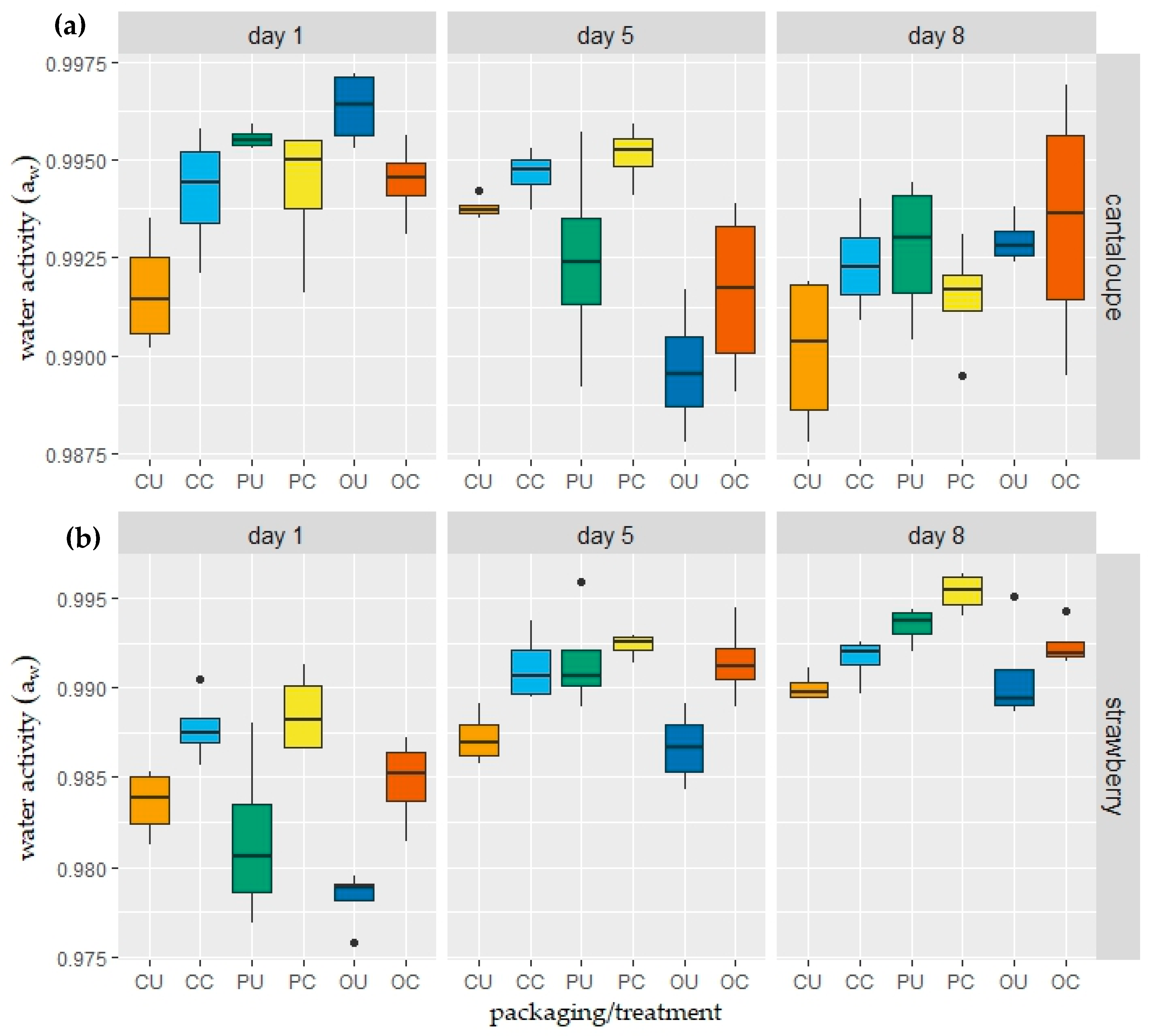
3.4. Water Activity (aw)
3.5. Water Vapor Resistance (WVR) of Edible Coating
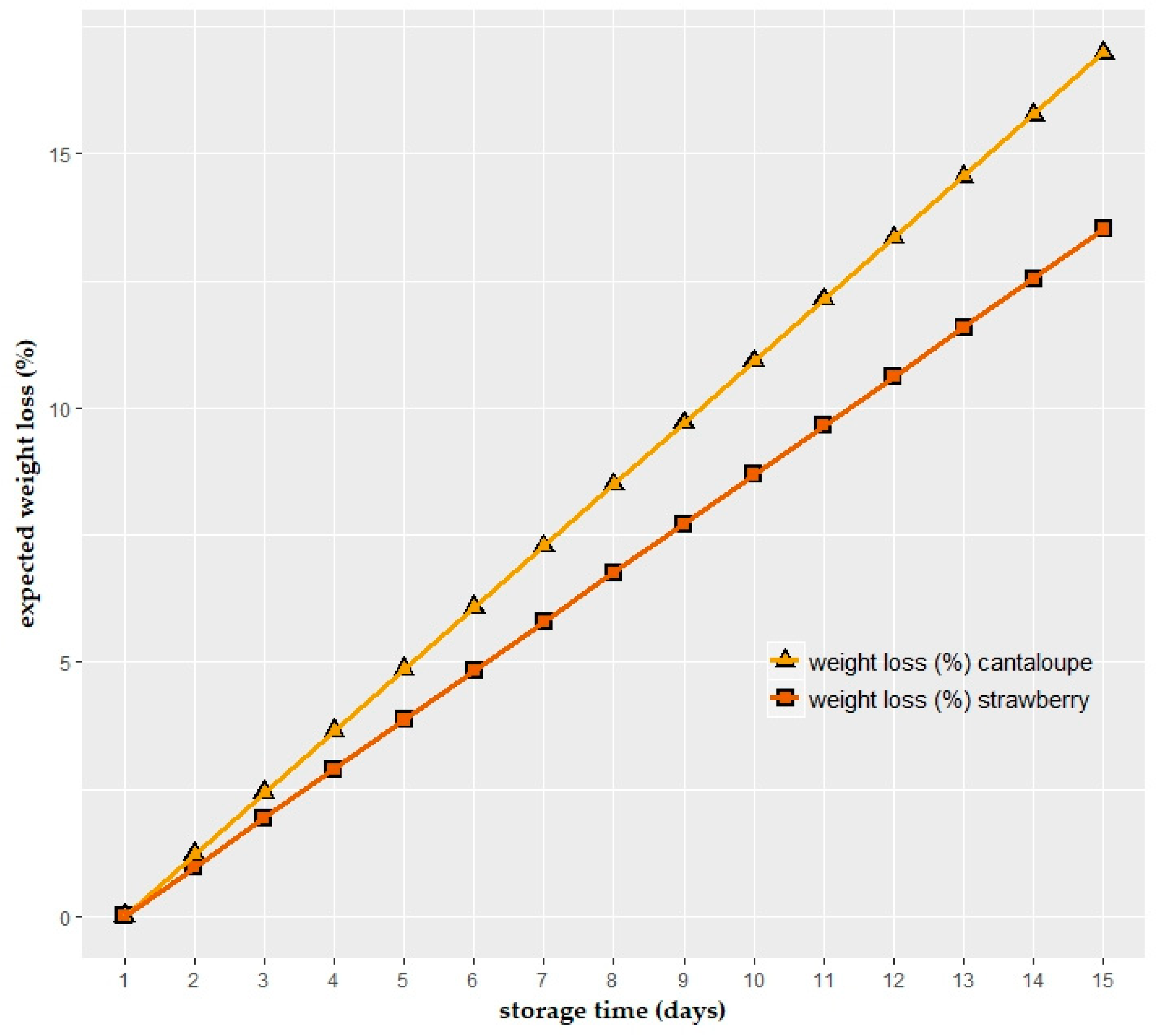
3.6. Water Vapor Permeability of Edible Films and Expected Weight Loss During Storage
4. Discussion
4.1. Coating Uniformity and Thickness
4.2. Relative Weight Loss during Storage at 10 °C, 90% RH
4.3. Water Desorption as a Means of Mass Loss During Relative Humidity Decrease
4.4. Water Activity (aw)
4.5. Water Vapor Resistance (WVR) of Edible Coating
4.6. Water Vapor Permeability of Edible Films and Expected Weight Loss During Storage
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Slavin, J.L.; Lloyd, B. Health Benefits of Fruits and Vegetables. Adv. Nutr. 2012, 3, 506–516. [Google Scholar] [CrossRef] [PubMed]
- Wills, R.; McGlasson, B.; Graham, D.; Joyce, D. Postharvest: An Introduction to the Physiology & Handling of Fruit, Vegetables & Ornamentals, 4th ed.; UNSW Press: Sydney, Australia, 1998; p. 174. [Google Scholar]
- Van Duyn, M.A.S.; Pivonka, E. Overview of the health benefits of fruit and vegetable consumption for the dietetics professional: Selected literature. J. Am. Diet. Assoc. 2000, 100, 1511–1521. [Google Scholar] [CrossRef]
- Oliveira, M.; Abadias, M.; Usall, J.; Torres, R.; Teixidó, N.; Viñas, I. Application of modified atmosphere packaging as a safety approach to fresh-cut fruits and vegetables–A review. Trends Food Sci. Technol. 2015, 46, 13–26. [Google Scholar] [CrossRef]
- Baselice, A.; Colantuoni, F.; Lass, D.A.; Nardone, G.; Stasi, A. Trends in EU consumers’ attitude towards fresh-cut fruit and vegetables. Food Qual. Prefer. 2017, 59, 87–96. [Google Scholar] [CrossRef]
- Euromonitor International. Report on Fruits and Vegetables in Western Europe, by Anastasi Alieva. Available online: https://blog.euromonitor.com/fruits-and-vegetables-in-western-europe/ (accessed on 17 March 2019).
- University of California Division of Agriculture and Natural Resources. Fresh-Cut Produce. Available online: https://ucanr.edu/datastoreFiles/234-1309.pdf (accessed on 26 September 2018).
- O’Beirne, D.; Francis, G.A. Reducing the pathogen risk in map-prepared produce. In Novel Food Packaging Techniques; Ahvenainen, R., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2003; pp. 231–275. [Google Scholar]
- Barrett, D.; Garcia, E. Preservative Treatments for Fresh-cut Fruits and Vegetables; Informa UK Limited: London, UK, 2002; pp. 273–309. [Google Scholar]
- Aguirre-Joya, J.A.; De Leon-Zapata, M.A.; Alvarez-Perez, O.B.; Torres-León, C.; Nieto-Oropeza, D.E.; Ventura-Sobrevilla, J.M.; Aguilar, M.A.; Ruelas-Chacón, X.; Rojas, R.; Ramos-Aguiñaga, M.E.; et al. Chapter 1-basic and applied concepts of edible packaging for foods. In Food Packaging and Preservation; Grumezescu, A.M., Holban, A.M., Eds.; Academic Press: New York, NY, USA, 2018; pp. 1–61. [Google Scholar]
- Lee, D.S. Food Packaging Science and Technology; Informa UK Limited: London, UK, 2008. [Google Scholar]
- Callegarin, F.; Quezada Gallo, J.-A.; Debeaufort, F.; Voilley, A. Lipids and biopackaging. J. Am. Oil Chem. Soc. 1997, 74, 1183–1192. [Google Scholar] [CrossRef]
- Ghosh, V.; Ziegler, G.; Anantheswaran, R. Moisture migration through chocolate-flavored confectionery coatings. J. Food Eng. 2005, 66, 177–186. [Google Scholar] [CrossRef]
- Biquet, B.; Labuza, T. Evaluation of the Moisture Permeability Characteristics of Chocolate Films as an Edible Moisture Barrier. J. Food Sci. 1988, 53, 989–998. [Google Scholar] [CrossRef]
- Donati, I.; Paoletti, S. Material properties of alginates. In Alginates: Biology and Applications; Rehm, B.H.A., Ed.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1–53. [Google Scholar]
- Kraan, S. Algal Polysaccharides, Novel Applications and Outlook. In Carbohydrates-Comprehensive Studies on Glycobiology and Glycotechnology; IntechOpen: Rijeka, Croatia, 2012. [Google Scholar]
- U.S. Food & Drug Administration (FDA). Code for Federal Regulations Title 21 Part 184–Direct Food Substances Affirmed as Generally Recognized as Safe. Available online: https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?fr=184.1724 (accessed on 5 April 2018).
- Younes, M.; Aggett, P.; Aguilar, F.; Crebelli, R.; Filipič, M.; Frutos, M.J.; Galtier, P.; Gott, D.; Kuhnle, G.G.; Lambré, C.; et al. Re-evaluation of alginic acid and its sodium, potassium, ammonium and calcium salts (E 400–E 404) as food additives. EFSA J. 2017, 15. [Google Scholar] [CrossRef]
- Grant, G.T.; Morris, E.R.; Rees, D.A.; Smith, P.J.; Thom, D. Biological interactions between polysaccharides and divalent cations: The egg-box model. FEBS Lett. 1973, 32, 195–198. [Google Scholar] [CrossRef]
- Kohn, R. Ion binding on polyuronates-alginate and pectin. Pure Appl. Chem. 1975, 42, 371–397. [Google Scholar] [CrossRef]
- Lee, P.; Rogers, M. Effect of calcium source and exposure-time on basic caviar spherification using sodium alginate. Int. J. Gastron. Food Sci. 2012, 1, 96–100. [Google Scholar] [CrossRef]
- Tapia, M.; Rojas-Graü, M.; Carmona, A.; Rodríguez, F.; Soliva-Fortuny, R.; Martin-Belloso, O. Use of alginate- and gellan-based coatings for improving barrier, texture and nutritional properties of fresh-cut papaya. Food Hydrocoll. 2008, 22, 1493–1503. [Google Scholar] [CrossRef]
- Martinsen, A.; Skjåk-Bræk, G.; Smidsrød, O. Alginate as immobilization material: I. Correlation between chemical and physical properties of alginate gel beads. Biotechnol. Bioeng. 1989, 33, 79–89. [Google Scholar] [CrossRef] [PubMed]
- Pavlath, A.E.; Gossett, C.; Camirand, W.; Robertson, G.H. Ionomeric films of alginic acid. J. Food Sci. 1999, 64, 61–63. [Google Scholar] [CrossRef]
- Olivas, G.I.; Barbosa-Cánovas, G.V. Alginate–calcium films: Water vapor permeability and mechanical properties as affected by plasticizer and relative humidity. LWT 2008, 41, 359–366. [Google Scholar] [CrossRef]
- Rhim, J.-W. Physical and mechanical properties of water resistant sodium alginate films. LWT 2004, 37, 323–330. [Google Scholar] [CrossRef]
- Song, Y.; Liu, L.; Shen, H.; You, J.; Luo, Y. Effect of sodium alginate-based edible coating containing different anti-oxidants on quality and shelf life of refrigerated bream (Megalobrama amblycephala). Food Control 2011, 22, 608–615. [Google Scholar] [CrossRef]
- Parreidt, T.S.; Schmid, M.; Müller, K. Effect of Dipping and Vacuum Impregnation Coating Techniques with Alginate Based Coating on Physical Quality Parameters of Cantaloupe Melon. J. Food Sci. 2018, 83, 929–936. [Google Scholar] [CrossRef]
- Nussinovitch, A. Hydrocolloids for coatings and adhesives. In Handbook of Hydrocolloids; Elsevier BV: Amsterdam, The Netherlands, 2009; pp. 760–806. [Google Scholar]
- Peretto, G.; Du, W.-X.; Avena-Bustillos, R.J.; Berrios, J.D.J.; Sambo, P.; McHugh, T.H. Electrostatic and conventional spraying of alginate-based edible coating with natural antimicrobials for preserving fresh strawberry quality. Food Bioprocess Technol. 2017, 10, 165–174. [Google Scholar] [CrossRef]
- Galus, S.; Kadzińska, J. Food applications of emulsion-based edible films and coatings. Trends Food Sci. Technol. 2015, 45, 273–283. [Google Scholar] [CrossRef]
- Belitz, H.; Grosch, W.; Schieberle, P. Food Chemistry 4th Revised and Extendended Edition; Springer: Berlin/Heidelberg, Germany, 2009; Volume 53, pp. 377–385. [Google Scholar]
- Sweat, V.E. Experimental values of thermal conductivity of selected fruits and vegetables. J. Food Sci. 1974, 39, 1080–1083. [Google Scholar] [CrossRef]
- Mosquera, L.; Moraga, G.; Martínez-Navarrete, N. Critical water activity and critical water content of freeze-dried strawberry powder as affected by maltodextrin and arabic gum. Food Res. Int. 2012, 47, 201–206. [Google Scholar] [CrossRef]
- Moraga, G.; Martínez-Navarrete, N.; Chiralt, A. Compositional changes of strawberry due to dehydration, cold storage and freezing–thawing processes. J. Food Process. Preserv. 2006, 30, 458–474. [Google Scholar] [CrossRef]
- Bradley, R.L.J. Moisture and total solids analysis. In Food Analysis, 4 ed.; Nielsen, S.S., Ed.; Springer: New York, NY, USA, 2010; pp. 87–104. [Google Scholar]
- Kapsalis, J.G.; Drake, B.; Johansson, B. Textural properties of dehydrated foods. Relationships with the thermodynamics of water vapor sorption. J. Texture Stud. 1970, 1, 285–308. [Google Scholar] [CrossRef] [PubMed]
- Kader, A.A.; Barrett, D.M. Classification, composition of fruits, and postharvest maintenance of quality. In Processing Fruits Science and Technology, 2nd ed.; Barrett, D.M., Somogyi, L., Ramaswamy, H., Eds.; CRC Press LLC: Boca Raton, FL, USA, 2005; pp. 15–34. [Google Scholar]
- Gamage, T.; Mishra, V.K. Postharvest Physiology of Fruit and Vegetables. In Food Science and Technology; Informa UK Limited: London, UK, 2007; Volume 20070849, pp. 19–48. [Google Scholar]
- Guillard, V.; Broyart, B.; Bonazzi, C.; Guilbert, S.; Gontard, N. Evolution of Moisture Distribution During Storage in a Composite Food Modelling and Simulation. J. Food Sci. 2003, 68, 958–966. [Google Scholar] [CrossRef]
- Duong, Q. Effect of Processing and Formulation on Water Migration through Lipids. Available online: https://kb.osu.edu/dspace/bitstream/handle/1811/59699/QuynhDuong_Thesis.pdf?sequence=1 (accessed on 9 March 2018).
- Hallström, B. Mass transport of water in foods—A consideration of the engineering aspects. J. Food Eng. 1990, 12, 45–52. [Google Scholar] [CrossRef]
- Parreidt, T.S.; Schott, M.; Schmid, M.; Müller, K. Effect of Presence and Concentration of Plasticizers, Vegetable Oils, and Surfactants on the Properties of Sodium-Alginate-Based Edible Coatings. Int. J. Mol. Sci. 2018, 19, 742. [Google Scholar] [CrossRef]
- Jiang, Y.; Fu, J. Postharvest Browning of Litchi Fruit by Water Loss and its Prevention by Controlled Atmosphere Storage at High Relative Humidity. LWT 1999, 32, 278–283. [Google Scholar] [CrossRef]
- Poverenov, E.; Danino, S.; Horev, B.; Granit, R.; Vinokur, Y.; Rodov, V. Layer-by-layer electrostatic deposition of edible coating on fresh cut melon model: Anticipated and unexpected effects of alginate–chitosan combination. Food Bioprocess Technol. 2014, 7, 1424–1432. [Google Scholar] [CrossRef]
- Geankoplis, C.J. Physical properties of water. In Transport Processes and Unit Operations, 3rd ed.; Prentice Hall, Inc.: Englewood Cliffs, NJ, USA, 2003; pp. 854–863. [Google Scholar]
- ASTM International. Astm e96-95 Standard Test Methods for Water Vapor Transmission of Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Norajit, K.; Kim, K.M.; Ryu, G.H. Comparative studies on the characterization and antioxidant properties of biodegradable alginate films containing ginseng extract. J. Food Eng. 2010, 98, 377–384. [Google Scholar] [CrossRef]
- Schmid, M.; Sängerlaub, S.; Wege, L.; Stäbler, A. Properties of Transglutaminase Crosslinked Whey Protein Isolate Coatings and Cast Films. Packag. Technol. Sci. 2014, 27, 799–817. [Google Scholar] [CrossRef]
- Wickham, H. Ggplot2: Elegant Graphics for Data Analysis; Springer: New York, NY, USA, 2009. [Google Scholar]
- R Core Team. R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2016. [Google Scholar]
- Auguie, B. Gridextra: Miscellaneous Functions for “Grid” Graphics. 2016. Available online: https://CRAN. R-project. org/package= gridExtra (accessed on 12 January 2018).
- Fox, J.; Weisberg, S. An (r) Companion to Applied Regression; Sage: Thousand Oaks, CA, USA, 2011. [Google Scholar]
- Navarro, D. Learning Statistics with r: A Tutorial for Psychology Students and Other Beginners; Version 0.5; University of Adelaide: Adelaide, Australia, 2015. [Google Scholar]
- Maizura, M.; Norziah, M.; Fazilah, A.; Karim, A. Antibacterial Activity and Mechanical Properties of Partially Hydrolyzed Sago Starch–Alginate Edible Film Containing Lemongrass Oil. J. Food Sci. 2007, 72, 324. [Google Scholar] [CrossRef] [PubMed]
- Jost, V.; Kobsik, K.; Schmid, M.; Noller, K. Influence of plasticiser on the barrier, mechanical and grease resistance properties of alginate cast films. Carbohydr. Polym. 2014, 110, 309–319. [Google Scholar] [CrossRef] [PubMed]
- Baldwin, E.; Nisperos-Carriedo, M.; Baker, R. Edible Coatings for Lightly Processed Fruits and Vegetables. HortScience 1995, 30, 35–38. [Google Scholar] [CrossRef]
- Gennadios, A.; Weller, C.L.; Testin, R.F. Modification of physical and barrier properties of edible wheat gluten-based films. Cereal Chem. 1993, 70, 426–429. [Google Scholar]
- Skurtys, O.; Acevedo, C.; Pedreschi, F.; Enrione, J.; Osorio, F.; Aguilera, J.M. Food hydrocolloid edible films and coatings. In Food Hydrocolloids Characteristics, Properties and Structures; Hollingworth, C.S., Ed.; Nova Science Publishers, Inc.: New York, NY, USA, 2010; pp. 41–80. [Google Scholar]
- Yang, C.; Tartaglino, U.; Persson, B.N.J. Influence of Surface Roughness on Superhydrophobicity. Phys. Rev. Lett. 2006, 97, 116103. [Google Scholar] [CrossRef] [PubMed]
- Pavlath, A.E.; Orts, W. Edible films and coatings: Why, what, and how? In Edible Films and Coatings for Food Applications; Huber, K.C., Embuscado, M.E., Eds.; Springer: New York, NY, USA, 2009; pp. 1–23. [Google Scholar]
- Rojas-Graü, M.; Tapia, M.; Rodríguez, F.; Carmona, A.; Martin-Belloso, O. Alginate and gellan-based edible coatings as carriers of antibrowning agents applied on fresh-cut Fuji apples. Food Hydrocoll. 2007, 21, 118–127. [Google Scholar] [CrossRef]
- Sipahi, R.; Castell-Perez, M.; Moreira, R.G.; Gomes, C.; Castillo, A. Improved multilayered antimicrobial alginate-based edible coating extends the shelf life of fresh-cut watermelon (Citrullus lanatus). LWT 2013, 51, 9–15. [Google Scholar] [CrossRef]
- Narsaiah, K.; Wilson, R.A.; Gokul, K.; Mandge, H.; Jha, S.; Bhadwal, S.; Anurag, R.K.; Malik, R.; Vij, S. Effect of bacteriocin-incorporated alginate coating on shelf-life of minimally processed papaya (Carica papaya L.). Postharvest Boil. Technol. 2015, 100, 212–218. [Google Scholar] [CrossRef]
- Mujica-Paz, H.; Valdez-Fragoso, A.; López-Malo, A.; Palou, E.; Welti-Chanes, J. Impregnation properties of some fruits at vacuum pressure. J. Food Eng. 2003, 56, 307–314. [Google Scholar] [CrossRef]
- Mountney, G.J.; Winter, A.R. The Use of a Calcium Alginate Film for Coating Cut-Up Poultry. Poult. Sci. 1961, 40, 28–34. [Google Scholar] [CrossRef]
- Earle, R.D.; McKee, D.H. Process for Treating Fresh Meats. U.S. Patent 3,991,218, 9 November 1976. [Google Scholar]
- Lazarus, C.R.; West, R.L.; Oblinger, J.L.; Palmer, A.Z. Evaluation of A Calcium Alginate Coating and A Protective Plastic Wrapping for the Control of Lamb Carcass Shrinkage. J. Food Sci. 1976, 41, 639–641. [Google Scholar] [CrossRef]
- West, R.; Lazarus, C.; Oblinger, J.; Palmer, A. Alginate Coatings for Carcasses; University of Florida: Gainesville, FL, USA, 1975. [Google Scholar]
- Jetter, R.; Schäffer, S. Chemical Composition of the Prunus laurocerasus Leaf Surface. Dynamic Changes of the Epicuticular Wax Film during Leaf Development. Plant Physiol. 2001, 126, 1725–1737. [Google Scholar] [CrossRef] [PubMed]
- Riccio, R.; Trevisan, M.; Capri, E. Effect of surface waxes on the persistence of chlorpyrifos-methyl in apples, strawberries and grapefruits. Food Addit. Contam. 2006, 23, 683–692. [Google Scholar] [CrossRef]
- Zeisler-Diehl, V.; Müller, Y.; Schreiber, L. Epicuticular wax on leaf cuticles does not establish the transpiration barrier, which is essentially formed by intracuticular wax. J. Plant Physiol. 2018, 227, 66–74. [Google Scholar] [CrossRef]
- Debeaufort, F.; Quezada-Gallo, J.-A.; Voilley, A. Edible Barriers: A Solution to Control Water Migration in Foods. In ACS Symposium Series; American Chemical Society (ACS): Washington, DC, USA, 2000; Volume 753, pp. 9–16. [Google Scholar]
- Roudaut, G.; Debeaufort, F. 6-moisture loss, gain and migration in foods and its impact on food quality. In Chemical Deterioration and Physical Instability of Food and Beverages; Skibsted, L.H., Risbo, J., Andersen, M.L., Eds.; Woodhead Publishing: Cambridge, UK, 2010; pp. 143–185. [Google Scholar]
- Karathanos, V.; Kostaropoulos, A.; Saravacos, G. Diffusion and equilibrium of water in dough/raisin mixtures. J. Food Eng. 1995, 25, 113–121. [Google Scholar] [CrossRef]
- Caurie, M. A practical approach to water sorption isotherms and the basis for the determination of optimum moisture levels of dehydrated foods. Int. J. Food Sci. Technol. 1970, 6, 85–93. [Google Scholar] [CrossRef]
- Alzamora, S.M.; Tapia, M.S.; López-Malo, A.; Welti-Chanes, J. 8-the control of water activity. In Food Preservation Techniques; Zeuthen, P., Bøgh-Sørensen, L., Eds.; Woodhead Publishing: Cambridge, UK, 2003; pp. 126–153. [Google Scholar]
- Koh, P.C.; Noranizan, M.A.; Karim, R.; Hanani, Z.A.N. Microbiological stability and quality of pulsed light treated cantaloupe (Cucumis melo L. reticulatus cv. Glamour) based on cut type and light fluence. J. Food Sci. Technol. 2016, 53, 1798–1810. [Google Scholar] [CrossRef]
- Ramachandran, R. Modeling Heat Transfer in Cantaloupes During Hot Water Immersion and Thermal Destruction of Listeria Monocytogenes; The Pennsylvania State University: London, UK, 2014. [Google Scholar]
- Kendall, P.A.; Koutsoumanis, K.P.; Sofos, J.N. Modeling the Boundaries of Growth ofSalmonella Typhimurium in Broth as a Function of Temperature, Water Activity, and pH. J. Food Prot. 2004, 67, 53–59. [Google Scholar]
- Hammami, C.; René, F. Determination of freeze-drying process variables for strawberries. J. Food Eng. 1997, 32, 133–154. [Google Scholar] [CrossRef]
- Moreira, R.; Chenlo, F.; Torres, M.; Vallejo, N. Thermodynamic analysis of experimental sorption isotherms of loquat and quince fruits. J. Food Eng. 2008, 88, 514–521. [Google Scholar] [CrossRef]
- Falade, K.O.; Aworh, O.C. Adsorption isotherms of osmo-oven dried african star apple (Chrysophyllum albidum) and african mango (Irvingia gabonensis) slices. Eur. Food Res. Technol. 2004, 218, 278–283. [Google Scholar] [CrossRef]
- Al-Muhtaseb, A.; McMINN, W.; Magee, T.; Al-Muhtaseb, A. Moisture Sorption Isotherm Characteristics of Food Products: A Review. Food Bioprod. Process. 2002, 80, 118–128. [Google Scholar] [CrossRef]
- Bourgault, C.; Lessard, P.; Remington, C.; Dorea, C.C. Experimental Determination of Moisture Sorption Isotherm of Fecal Sludge. Water 2019, 11, 303. [Google Scholar] [CrossRef]
- Fishman, S.; Rodov, V.; Ben-Yehoshua, S.; Ben-Yehoshua, S. Mathematical Model for Perforation Effect on Oxygen and Water Vapor Dynamics in Modified-Atmosphere Packages. J. Food Sci. 1996, 61, 956–961. [Google Scholar] [CrossRef]
- Müller, K.; Gibis, D. Packaging design for chilled product. In Proceedings of the 4th International Workshop Cold Chain-Management, Bonn, Germany, 27–28 September 2010. [Google Scholar]
- Vargas, M.; Albors, A.; Chiralt, A.; González-Martínez, C. Water interactions and microstructure of chitosan-methylcellulose composite films as affected by ionic concentration. LWT 2011, 44, 2290–2295. [Google Scholar] [CrossRef]
- Perdones, Á.; Sánchez-González, L.; Chiralt, A.; Vargas, M. Effect of chitosan–lemon essential oil coatings on storage-keeping quality of strawberry. Postharvest Biol. Technol. 2012, 70, 32–41. [Google Scholar] [CrossRef]
- Vargas, M.; Chiralt, A.; Albors, A.; González-Martínez, C. Effect of chitosan-based edible coatings applied by vacuum impregnation on quality preservation of fresh-cut carrot. Postharvest Biol. Technol. 2009, 51, 263–271. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drying Speed 1,2 (|dm/dt|) (%·h−1) | |||
|---|---|---|---|
| Fresh-Cut Cantaloupe | Strawberry | ||
| Uncoated | Coated | Uncoated | Coated |
| 0.33 ± 0.01 a | 0.33 ± 0.01 a | 0.08 ± 0.01 b | 0.11 ± 0.02 c |
| Experiment Day | Fresh-Cut Cantaloupe 1,2 | Strawberry 1,2 | ||
|---|---|---|---|---|
| Uncoated | Coated | Uncoated | Coated | |
| Day 2 | 7.05 ± 0.39 A | 6.77±0.33 A | 14.61 ± 3.36 Ca | 6.28 ± 0.76 Cb |
| Day 4 | 2.79 ± 0.56 B | 2.86±0.84 B | 6.12 ± 1.91 Da | 4.64 ± 1.59 Db |
| Day 6 | 2.40 ± 0.18 B | 2.66±0.23 B | 6.64 ± 2.07 Da | 3.92 ± 0.98 Db |
| Day 8 | 2.43 ± 0.12 B | 2.93±0.40 B | 7.71 ± 1.32 Da | 3.44 ± 0.76 Db |
| Day 10 | 2.31 ± 0.19 B | 2.82±0.12 B | 4.97 ± 0.30 Da | 3.89 ± 0.78 Db |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Senturk Parreidt, T.; Lindner, M.; Rothkopf, I.; Schmid, M.; Müller, K. The Development of a Uniform Alginate-Based Coating for Cantaloupe and Strawberries and the Characterization of Water Barrier Properties. Foods 2019, 8, 203. https://doi.org/10.3390/foods8060203
Senturk Parreidt T, Lindner M, Rothkopf I, Schmid M, Müller K. The Development of a Uniform Alginate-Based Coating for Cantaloupe and Strawberries and the Characterization of Water Barrier Properties. Foods. 2019; 8(6):203. https://doi.org/10.3390/foods8060203
Chicago/Turabian StyleSenturk Parreidt, Tugce, Martina Lindner, Isabell Rothkopf, Markus Schmid, and Kajetan Müller. 2019. "The Development of a Uniform Alginate-Based Coating for Cantaloupe and Strawberries and the Characterization of Water Barrier Properties" Foods 8, no. 6: 203. https://doi.org/10.3390/foods8060203
APA StyleSenturk Parreidt, T., Lindner, M., Rothkopf, I., Schmid, M., & Müller, K. (2019). The Development of a Uniform Alginate-Based Coating for Cantaloupe and Strawberries and the Characterization of Water Barrier Properties. Foods, 8(6), 203. https://doi.org/10.3390/foods8060203