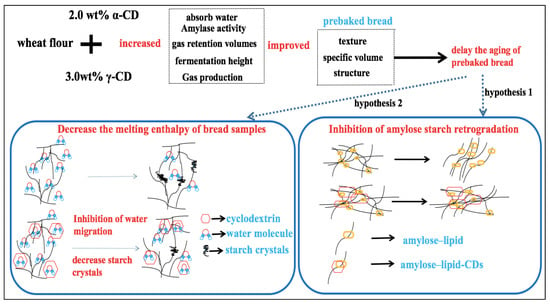
The Addition of α-cyclodextrin and γ-cyclodextrin Affect Quality of Dough and Prebaked Bread During Frozen Storage


 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mixolab Test
2.3. Fermentation Test
2.4. Prebaked Bread Production
2.5. Effects of the Addition of 0–3.0 wt% α-CD and γ-CD on the Textural Properties of Prebaked Bread Crumb
2.6. Specific Volume Test and Slice Structure Test
2.7. Effects of the Addition of 2.0 wt% α-CD and 3.0 wt% γ-CD on the Textural Properties of Prebaked Bread Crumb After 1, 2, or 3 Weeks of Frozen Storage
2.8. Differential Scanning Calorimetry Test
2.9. Statistical Analysis
3. Results and Discussion
3.1. Mixolab Test
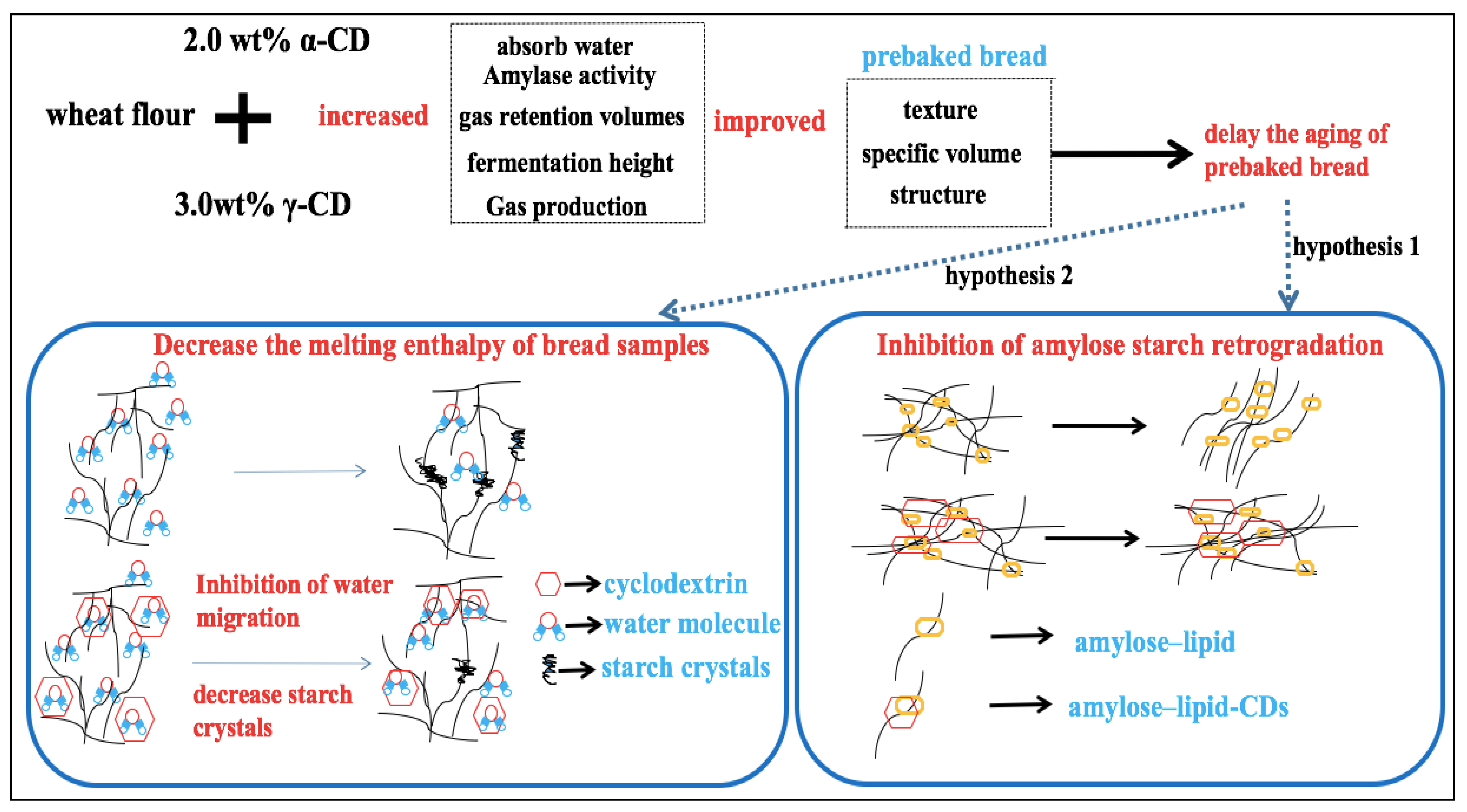
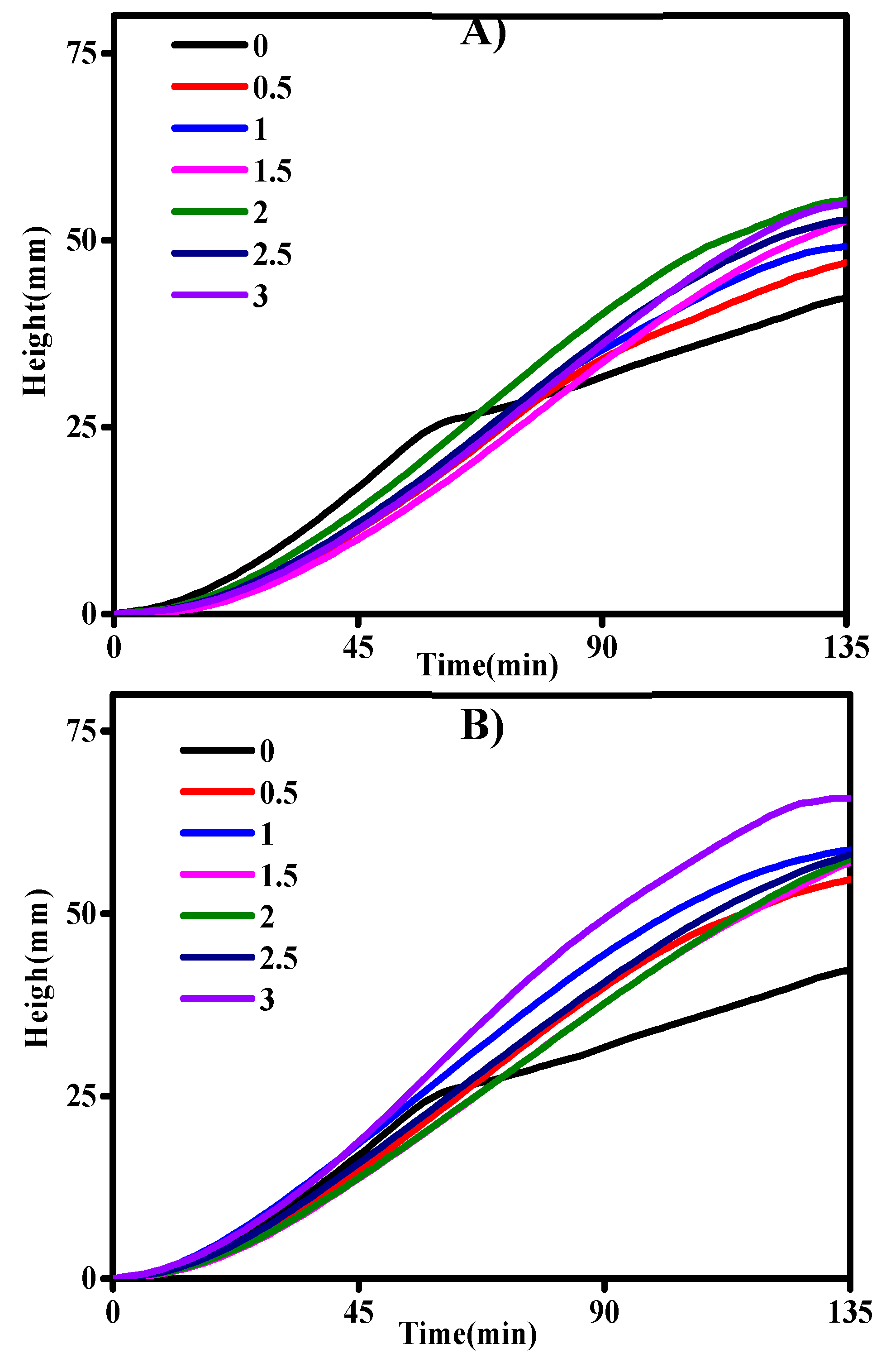
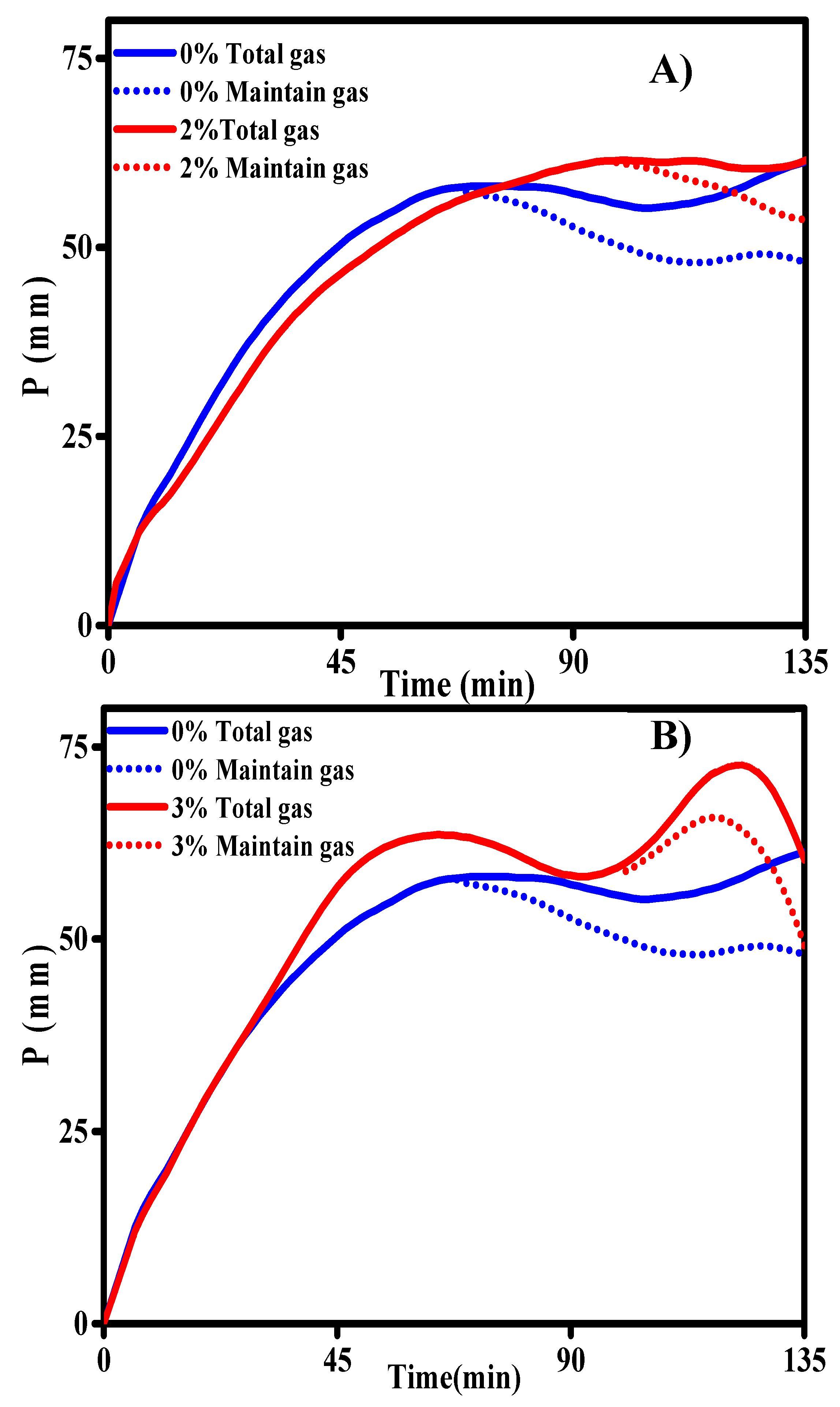
3.2. Fermentation Test
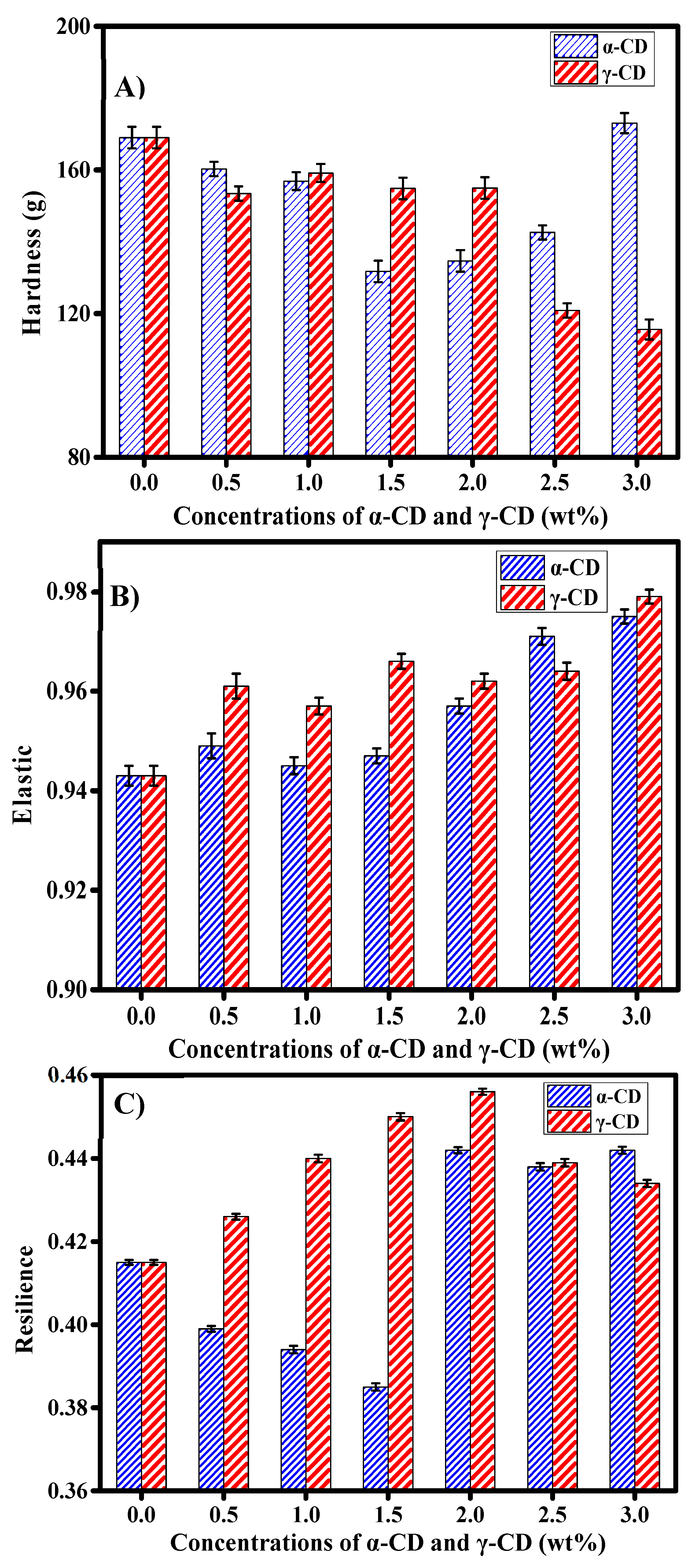
3.3. Effects of the Addition of 0–3.0 wt% α-CD and γ-CD on the Textural Properties of Prebaked Bread
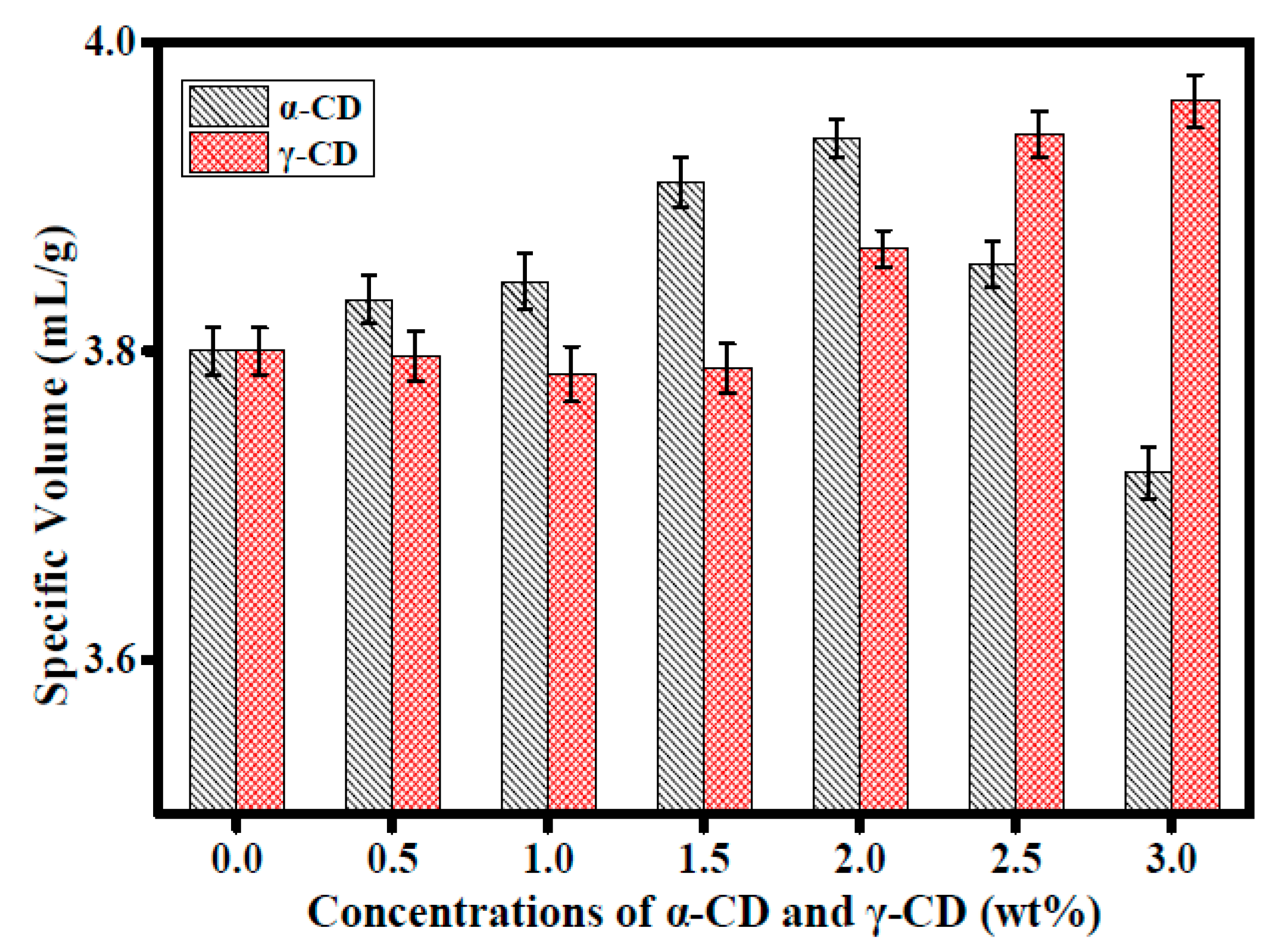
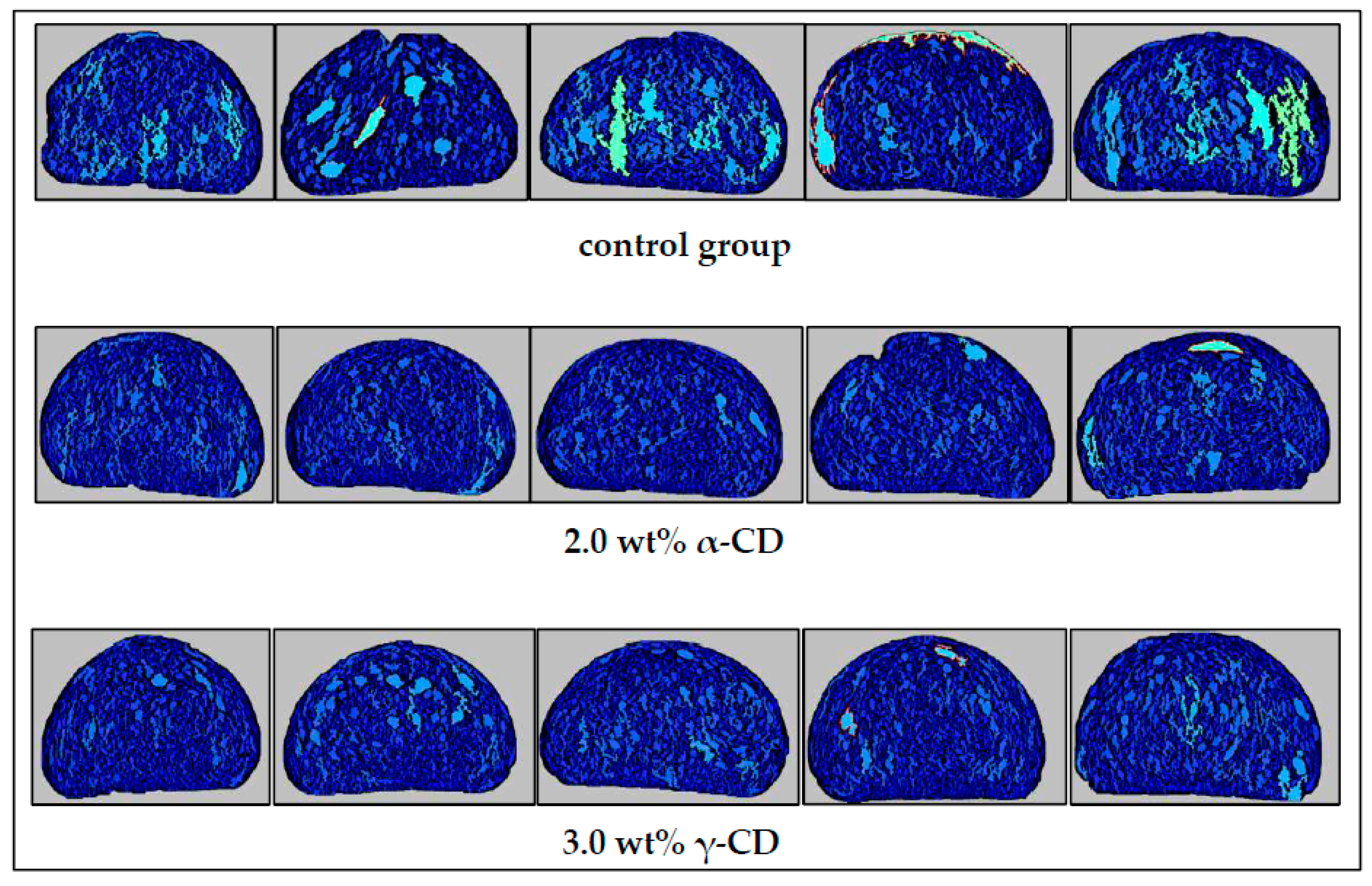
3.4. Specific Volume and Slice Structure Test
3.5. Effects of the Addition of 2.0 wt% α-CD and 3.0 wt% γ-CD on the Textural Properties of Prebaked Bread Subjected to 1, 2, or 3 Weeks of Frozen Storage
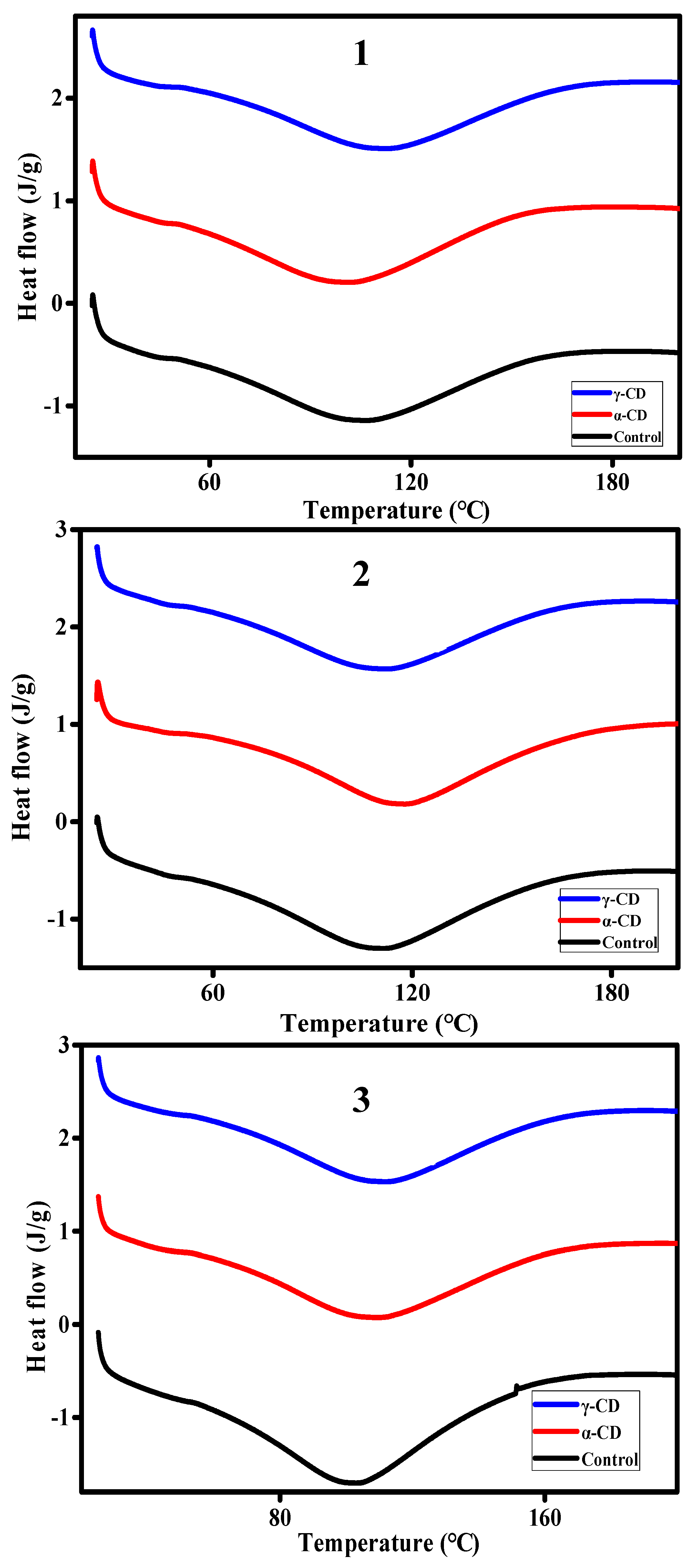
3.6. Differential Scanning Calorimetry (DSC) Test Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Giannou, V.; Kessoglou, V.; Tzia, C. Quality and safety characteristics of bread made from frozen dough. Trends Food Sci. Technol. 2003, 14, 99–108. [Google Scholar] [CrossRef]
- Domingues, D.; Dowd, C. Frozen Dough. Encycl. Food Grains 2016, 3, 359–366. [Google Scholar]
- Wang, X.; Pei, D.; Teng, Y.; Liang, J. Effects of enzymes to improve sensory quality of frozen dough bread and analysis on its mechanism. J. Food Sci. Technol. 2018, 55, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Bárcenas, M.E.; Haros, M.; Rosell, C.M. An approach to studying the effect of different bread improvers on the staling of prebaked frozen bread. Eur. Food Res. Technol. 2003, 218, 56–61. [Google Scholar] [CrossRef]
- Le-Bail, A.; Gabric, D. Improving the quality of bread made from partially baked, refrigerated and frozen dough. Breadmaking 2012, 26, 661–686. [Google Scholar]
- Cardenas, R.J.; Guerrahernandez, E.; Garciavillanova, B. Furosine is a useful indicator in prebaked breads. J. Sci. Food Agric. 2004, 84, 366–370. [Google Scholar] [CrossRef]
- Iwashita, Y.; Adachi, Y. Method for the Pre-Baking Treatment of Chunk of Frozen Bread Dough. U.S. Patent 6,391,350, 21 May 2002. [Google Scholar]
- Fik, M.; Surowka, K. Effect of prebaking and frozen storage on the sensory quality and instrumental texture of bread. J. Sci. Food Agric. 2002, 82, 1268–1275. [Google Scholar] [CrossRef]
- Debonne, E.; Bockstaele, F.V.; Philips, E.; De Leyn, I.; Eeckhout, M. Impact of par-baking and storage conditions on the quality of par-baked and fully baked bread. LWT-Food Sci. Technol. 2017, 78, 16–22. [Google Scholar] [CrossRef]
- Ronda, F.; Quilez, J.; Pando, V.; Roos, Y.H. Fermentation time and fiber effects on recrystallization of starch components and staling of bread from frozen part-baked bread. J. Food Eng. 2014, 131, 116–123. [Google Scholar] [CrossRef]
- Hejrani, T.; Sheikholeslami, Z.; Mortazavi, A.; Davoodi, M.G. The properties of part baked frozen bread with guar and xanthan gums. Food Hydrocoll. 2016, 71, 252–257. [Google Scholar] [CrossRef]
- Tian, Y.Q.; Li, Y.; Jin, Z.Y.; Xu, X.M.; Wang, J.P.; Jiao, A.Q.; Yu, B.; Talba, T. β-Cyclodextrin (β-CD): A new approach in bread staling. Thermochim. Acta 2009, 489, 22–26. [Google Scholar] [CrossRef]
- Ho, S.; Thoo, Y.Y.; Young, D.J.; Siow, L.F. Stability and recovery of cyclodextrin encapsulated catechin in various food matrices. Food Chem. 2019, 275, 594–599. [Google Scholar] [CrossRef] [PubMed]
- Astray, G.; Gonzalez-Barreiro, C.; Mejuto, J.C.; Rial-Otero, R.; Simal-Gandara, J. A review on the use of cyclodextrins in foods. Food Hydrocoll. 2009, 23, 1631–1640. [Google Scholar] [CrossRef]
- Szente, L.; Szejtli, J. Cyclodextrins as food ingredients. Trends Food Sci. Technol. 2004, 15, 137–142. [Google Scholar] [CrossRef]
- Li, Z.; Wang, M.; Wang, F.; Gu, Z.; Du, G.; Wu, J.; Chen, J. γ-Cyclodextrin: A review on enzymatic production and applications. Appl. Microbiol. Biotechnol. 2007, 77, 245. [Google Scholar] [CrossRef]
- Lang, C.E.; Neises, E.K.; Walker, C.E. Effects of additives on flour-water dough mixograms. Cereal Chem. 1992, 11, 1. [Google Scholar]
- Randall, P.G.; Manley, M.; Mcgill, A.E.J.; Taylor, J.R.N. Relationship between the High M r Subunits of Glutenin of South African Wheats and End-use Quality. J. Cereal Sci. 1993, 18, 251–258. [Google Scholar] [CrossRef]
- Huang, W.; Kim, Y.; Li, X.; Rayas-Duarte, P. Rheofermentometer parameters and bread specific volume of frozen sweet dough influenced by ingredients and dough mixing temperature. J. Cereal Sci. 2008, 48, 639–646. [Google Scholar] [CrossRef]
- Almeida, E.L.; Chang, Y.K. Effect of the addition of enzymes on the quality of frozen prebaked French bread substituted with whole wheat flour. LWT-Food Sci. Technol. 2012, 49, 64–72. [Google Scholar] [CrossRef]
- Ozkoc, S.O.; Sumnu, G.; Sahin, S. The effects of gums on macro and micro-structure of breads baked in different ovens. Food Hydrocoll. 2009, 23, 2182–2189. [Google Scholar] [CrossRef]
- Lian, X.; Guo, J.; Wang, D.; Lin, L.; Jiaran, Z. Effects of protein in wheat flour on retrogradation of wheat starch. J. Food Sci. 2014, 79, C1505–C1511. [Google Scholar]
- Niccoli, M.; Oliva, R.; Castronuovo, G. Cyclodextrin-protein interaction as inhibiting factor against aggregation. J. Therm. Anal. Calorim. 2016, 127, 1–9. [Google Scholar] [CrossRef]
- Tschoegl, N.W.; Rinde, J.A.; Smith, T.L. Rheological properties of wheat flour doughs. Rheol. Acta 1970, 9, 223–238. [Google Scholar] [CrossRef]
- Hans, G.; Louise, S.; Harry, L.; Delcour, J.A. Amylases and bread firming—An integrated view. J. Cereal Sci. 2009, 50, 345–352. [Google Scholar]
- Gómez, M.; Jiménez, S.; Ruiz, E.; Oliete, B. Effect of extruded wheat bran on dough rheology and bread quality. LWT-Food Sci. Technol. 2011, 44, 2231–2237. [Google Scholar] [CrossRef]
- Stauffer, C.E. Principles of Dough Formation. In Technology of breadmaking; Springer: Boston, MA, USA, 2007. [Google Scholar]
- Rosell, C.M.; Rojas, J.A.; Barber C B, D. Combined Effect of Different Antistaling Agents on the Pasting Properties of Wheat Flour. Eur. Food Res. Technol. 2001, 212, 473–476. [Google Scholar] [CrossRef]
- Guarda, A.; Rosell, C.M.; Benedito, C.; Galotto, M.J. Different hydrocolloids as bread improvers and antistaling agents. Food Hydrocoll. 2004, 18, 241–247. [Google Scholar] [CrossRef]
- Shah, A.R.; Shah, R.K.; Datta, M. Improvement of the quality of whole wheat bread by supplementation of xylanase from Aspergillus foetidus. Bioresour. Technol. 2006, 97, 2047–2053. [Google Scholar] [CrossRef] [PubMed]
- Piazza, L.; Masi, P. Moisture redistribution throughout the bread loaf during staling and its effects on mechanical properties. Cereal Chem. 1995, 72, 320–325. [Google Scholar]
- Mathapa, B.G.; Paunov, V.N. Cyclodextrin stabilised emulsions and cyclodextrinosomes. Phys. Chem. Chem. Phys. 2013, 15, 17903–17914. [Google Scholar] [CrossRef] [PubMed]
- Lindner, K.; Saenger, W. Topography of cyclodextrin inclusion complexes. XVI. Cyclic system of hydrogen bonds: Structure of α-cyclodextrin hexahydrate, form (II): Comparison with form (I). Acta Crystallogr B38:203–210. Acta Crystallogr. 2010, 38, 203–210. [Google Scholar] [CrossRef]
- Kadan, R.S.; Robinson, M.G.; Thibodeaux, D.P.; Pepperman, A.B., Jr. Texture and other Physicochemical Properties of Whole Rice Bread. J. Food Sci. 2010, 66, 940–944. [Google Scholar] [CrossRef]
- Phimolsiripol, Y.; Siripatrawan, U.; Tulyathan, V.; Cleland, D.J. Effects of freezing and temperature fluctuations during frozen storage on frozen dough and bread quality. J. Food Eng. 2008, 84, 48–56. [Google Scholar] [CrossRef]
- Scanlon, M.G.; Saoirstein, H.D. Digital image analysis for quality assurance in the wheat-to-bread supply chain. In Wheat Quality Elucidation: The Bushuk Legacy; American Association of Cereal Chemists: St. Paul, MN, USA, 2002. [Google Scholar]
- Miles, M.J.; Morris, V.J.; Orford, P.D.; Ring, S.G. The roles of amylose and amylopectin in the gelation and retrogradation of starch. Int. J. Food Eng. 2014, 135, 271–281. [Google Scholar] [CrossRef]
- Zobel, H.F. Starch Crystal Transformations and Their Industrial Importance. Starch-Stärke 1988, 40, 7. [Google Scholar] [CrossRef]
- Sievert, D.; Pomeranz, Y. Enzyme-Resistant Starch. II. Differential Scanning Calorimetry Studies on Heat-Treated Starches and Enzyme-Resistant Starch Residues. Cereal Chem. 1990, 67, 217–221. [Google Scholar]
- Curti, E.; Bubici, S.; Carini, E.; Baroni, S.; Vittadini, E. Water molecular dynamics during bread staling by Nuclear Magnetic Resonance. LWT-Food Sci. Technol. 2011, 44, 854–859. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CD | (wt %) | 0 | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 |
|---|---|---|---|---|---|---|---|---|
| α | Wa (%) | 61.3 ± 0.1 a | 62.2 ± 0.2 b | 62.6 ± 0.1 c | 63.5 ± 0.2 d | 64.0 ± 0.1 e | 64.5 ± 0.1 f | 65.0 ± 0.1 g |
| Ft (min) | 10.2 ± 0.1 a | 9.8 ± 0.1 b | 9.6 ± 0.1 b | 9.0 ± 0.1 c | 9.2 ± 0.0 c | 8.5 ± 0.1 d | 8.4 ± 0.1 d | |
| St (min) | 10.5 ± 0.1 a | 10.3 ± 0.1 b | 10.2 ± 0.0 b | 10.0 ± 0.1 c | 9.7 ± 0.1 d | 9.7 ± 0.1 d | 9.1 ± 0.1 e | |
| AI | 9 ± 0 | 9 ± 0 | 9 ± 0 | 9 ± 0 | 8 ± 0 | 8 ± 0 | 8 ± 0 | |
| γ | Wa (%) | 61.3 ± 0.1 a | 62.3 ± 0.1 b | 62.8 ± 0.1 c | 63.2 ± 0.2 d | 63.5 ± 0.1 e | 64.5 ± 0.2 f | 65.2 ± 0.1 g |
| Ft (min) | 10.2 ± 0.1 a | 10.0 ± 0.1 b | 9.5 ± 0.1 c | 9.0 ± 0.1 d | 8.8 ± 0.0 e | 8.5 ± 0.1 f | 8.3 ± 0.1 g | |
| St (min) | 10.5 ± 0.1 a | 10.5 ± 0.1 a | 10.1 ± 0.1 b | 10.0 ± 0.1 b | 9.4 ± 0.1 c | 9.2 ± 0.1 c | 8.7 ± 0.2 d | |
| AI | 9 ± 0 | 9 ± 0 | 9 ± 0 | 9 ± 0 | 9 ± 0 | 9 ± 0 | 8 ± 0 |
| CD | wt% | 0 | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 |
|---|---|---|---|---|---|---|---|---|
| α | Maintain gas (mL) | 1038 ± 4 a | 1100 ± 3 b | 1118 ± 4 c | 1151 ± 5 d | 1226 ± 4 e | 1167 ± 5 f | 1190 ± 4 g |
| Total gas (mL) | 1227 ± 3 a | 1200 ± 5 b | 1219 ± 3 c | 1225 ± 4 c | 1363 ± 2 d | 1276 ± 6 e | 1288 ± 3 f | |
| Ratio (%) | 84.6 ± 0.4 a | 91.7 ± 0.3 b | 91.7 ± 0.3 b | 93.9 ± 0.4 c | 90.0 ± 0.3 d | 91.4 ± 0.4 b | 92.4 ± 0.3 e | |
| γ | Maintain gas (mL) | 1038 ± 4 a | 1199 ± 5 b | 1206 ± 4 b | 1220 ± 3 c | 1235 ± 6 d | 1238 ± 3 d | 1294 ± 4 e |
| Total gas (mL) | 1227 ± 5 a | 1319 ± 5 b | 1340 ± 6 c | 1360 ± 3 d | 1365 ± 4 d | 1375 ± 4 e | 1396 ± 3 f | |
| Ratio (%) | 84.6 ± 0.3 a | 90.9 ± 0.4 b | 90.0 ± 0.3 c | 89.8 ± 0.2 c | 90.3 ± 0.4 c | 90.0 ± 0.2 c | 92.7 ± 0.3 d |
| Time (W) | -CD | Hardness (g) | Elastic | Resilience |
|---|---|---|---|---|
| 1 | Control group | 180.2 ± 2.3 a | 0.942 ± 0.007 a | 0.403 ± 0.003 a |
| 2.0 wt% α-CD | 150.4 ± 2.5 b | 0.963 ± 0.004 b | 0.424 ± 0.003 b | |
| 3.0 wt% γ-CD | 114.3 ± 3.2 c | 0.980 ± 0.008 c | 0.433 ± 0.002 c | |
| 2 | Control group | 215.3 ± 3.1 d | 0.912 ± 0.005 d | 0.382 ± 0.005 d |
| 2.0 wt% α-CD | 173.4 ± 2.3 ae | 0.946 ± 0.006 a | 0.417 ± 0.002 e | |
| 3.0 wt% γ-CD | 135.2 ± 3.5 f | 0.951 ± 0.003 a | 0.426 ± 0.004 b | |
| 3 | Control group | 248.5 ± 1.8 g | 0.874 ± 0.005 e | 0.355 ± 0.002 f |
| 2.0 wt% α-CD | 208.3 ± 2.1 d | 0.921 ± 0.005 d | 0.393 ± 0.004 g | |
| 3.0 wt% γ-CD | 168.1 ± 1.8 e | 0.942 ± 0.003 a | 0.403 ± 0.003 a |
| Time (W) | -CD | T0 (°C) | Tp (°C) | ΔH (J/g) |
|---|---|---|---|---|
| 1 | Control group | 49.1 ± 1.2 a | 104.6 ± 1.2 a | 190.5 ± 2.6 a |
| 2.0 wt% α-CD | 52.2 ± 1.1 b | 105.2 ± 0.8 ab | 186.4 ± 1.7 ab | |
| 3.0 wt% γ-CD | 53.2 ± 0.9 bc | 105.9 ± 0.7 abc | 179.8 ± 2.9 b | |
| 2 | Control group | 53.0 ± 1.4 bc | 105.4 ± 0.7 ab | 205.1 ± 3.1 c |
| 2.0 wt% α-CD | 54.1 ± 1.3 bcd | 106.7 ± 0.7 bc | 190.8 ± 2.4 a | |
| 3.0 wt% γ-CD | 55.5 ± 1.1 bcd | 107.1 ± 0.8 cd | 184.6 ± 1.8 ab | |
| 3 | Control group | 55.5 ± 0.9 bcd | 106.7 ± 0.6 bc | 238.8 ± 3.6 d |
| 2.0 wt% α-CD | 56.1 ± 0.8 cd | 108.2 ± 0.5 d | 215.6 ± 3.7 e | |
| 3.0 wt% γ-CD | 57.7 ± 1.2 d | 108.4 ± 1.1 d | 199.7 ± 3.2 c |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Ke, Y.; Barba, F.J.; Xiao, S.; Hu, X.; Qin, X.; Ding, W.; Lyu, Q.; Wang, X.; Liu, G. The Addition of α-cyclodextrin and γ-cyclodextrin Affect Quality of Dough and Prebaked Bread During Frozen Storage. Foods 2019, 8, 174. https://doi.org/10.3390/foods8050174
Zhou J, Ke Y, Barba FJ, Xiao S, Hu X, Qin X, Ding W, Lyu Q, Wang X, Liu G. The Addition of α-cyclodextrin and γ-cyclodextrin Affect Quality of Dough and Prebaked Bread During Frozen Storage. Foods. 2019; 8(5):174. https://doi.org/10.3390/foods8050174
Chicago/Turabian StyleZhou, Jianjun, Yuan Ke, Francisco J. Barba, Shensheng Xiao, Xianqin Hu, Xinguang Qin, Wenping Ding, Qingyun Lyu, Xuedong Wang, and Gang Liu. 2019. "The Addition of α-cyclodextrin and γ-cyclodextrin Affect Quality of Dough and Prebaked Bread During Frozen Storage" Foods 8, no. 5: 174. https://doi.org/10.3390/foods8050174
APA StyleZhou, J., Ke, Y., Barba, F. J., Xiao, S., Hu, X., Qin, X., Ding, W., Lyu, Q., Wang, X., & Liu, G. (2019). The Addition of α-cyclodextrin and γ-cyclodextrin Affect Quality of Dough and Prebaked Bread During Frozen Storage. Foods, 8(5), 174. https://doi.org/10.3390/foods8050174