Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions


Abstract

1. The Olive Oil Sector and the Evolution of the Oil Miller Profession
2. The Role of Research in Innovation: History and Approaches Relative to the Implementation of Ultrasound in the Virgin Olive Oil Extraction Process
- -
- Guaranteeing greater productivity;
- -
- Raising the quality of production;
- -
- Intercepting the growing demand for foods with recognized healthy actions characterized by a premium price;
- -
- Strengthening identity and the multiplicity of product offerings through the characterization and valorization of sensory profiles;
- -
- Segmenting the offer by introducing systems for the identification of high-end products; and
- -
- Guaranteeing a fair income and a fair distribution of value along the supply chain, also through the exploitation of byproducts [16].
- -
- On the one hand, to develop a plant solution that represented a radical innovation capable of eliminating the malaxing phase [18]; and
- -
- On the other hand, to recover a percentage of virgin olive oil (about 3%) that, due to the technology currently available on the market, is dispersed in the pomace, fueling the market of vegetable oil with lower nutritional and economic value (pomace olive oil), which is a low-cost substitute product of extra-virgin olive oil and therefore an internal competitor in the supply chain [19].
- -
- The increase in temperature of the paste, a factor that would compromise the quality of the resulting oil; and
- -
- The risk of emulsion, an element that could damage oil extraction yields.
- -
- Avoid emulsions and undesired temperature rises [3];
- -
- Accelerate the coalescence phenomena of the minute oil droplets freed from elaioplasts (leukoplasts specialized in storing lipids) [15];
- -
- Allow the dissolution of biophenols from the aqueous fraction of the olive paste toward the oily phase [14];
- -
- Favor the enzymatic synthesis of the pleasant volatile compounds [3]; and
- -
- Limit the oxidation reactions of the load of fatty acids and polyphenols [14] in a system that effectively operates continuously by transferring the olive paste directly from the olive crusher to the decanter without penalizing the working capacity of the latter.
- -
- The ultrasonic technology, under the tested conditions (low frequency and high power), reduced the time of extraction of virgin olive oil;
- -
- The ultrasound technology did not modify the chemical parameters used in the product classification of the product;
- -
- Ultrasound technology did not cause the onset of sensory defects in the product;
- -
- Ultrasound technology did not imply an increase in energy consumption;
- -
- Ultrasound technology increased amounts of minor compounds with healthy effects;
- -
- Ultrasound technology increased amounts of oil, reducing losses in byproducts.
- -
- The ultrasound extraction of virgin olive oil was faster than traditional process;
- -
- The amount of oil extracted by means of ultrasound increased by 10% (about 1.5 kg of extra oil per 100 kg of olives);
- -
- The extracted oil by means of ultrasound maintained the chemical characteristics of the product classification unaltered;
- -
- The quantity of polyphenolic molecules, carotenoids, and tocopherols increased as a result of the treatment of olive olive paste with ultrasound;
- -
- The sensory profile of the oils extracted with ultrasound was more harmonic than the control;
- -
- The energy commitment required by the use of ultrasound was modest.
- -
- The industrial application of ultrasound in the virgin olive oil extraction process was possible, and it made the process efficient and effective;
- -
- The combination of the ultrasound probe-shaped transducer with the triple-tube heat exchanger was not the best plant solution and required further design efforts to offer the olive miller a robust, reliable, and friendly machine.
- -
- Constructive simplification for a reduction in costs;
- -
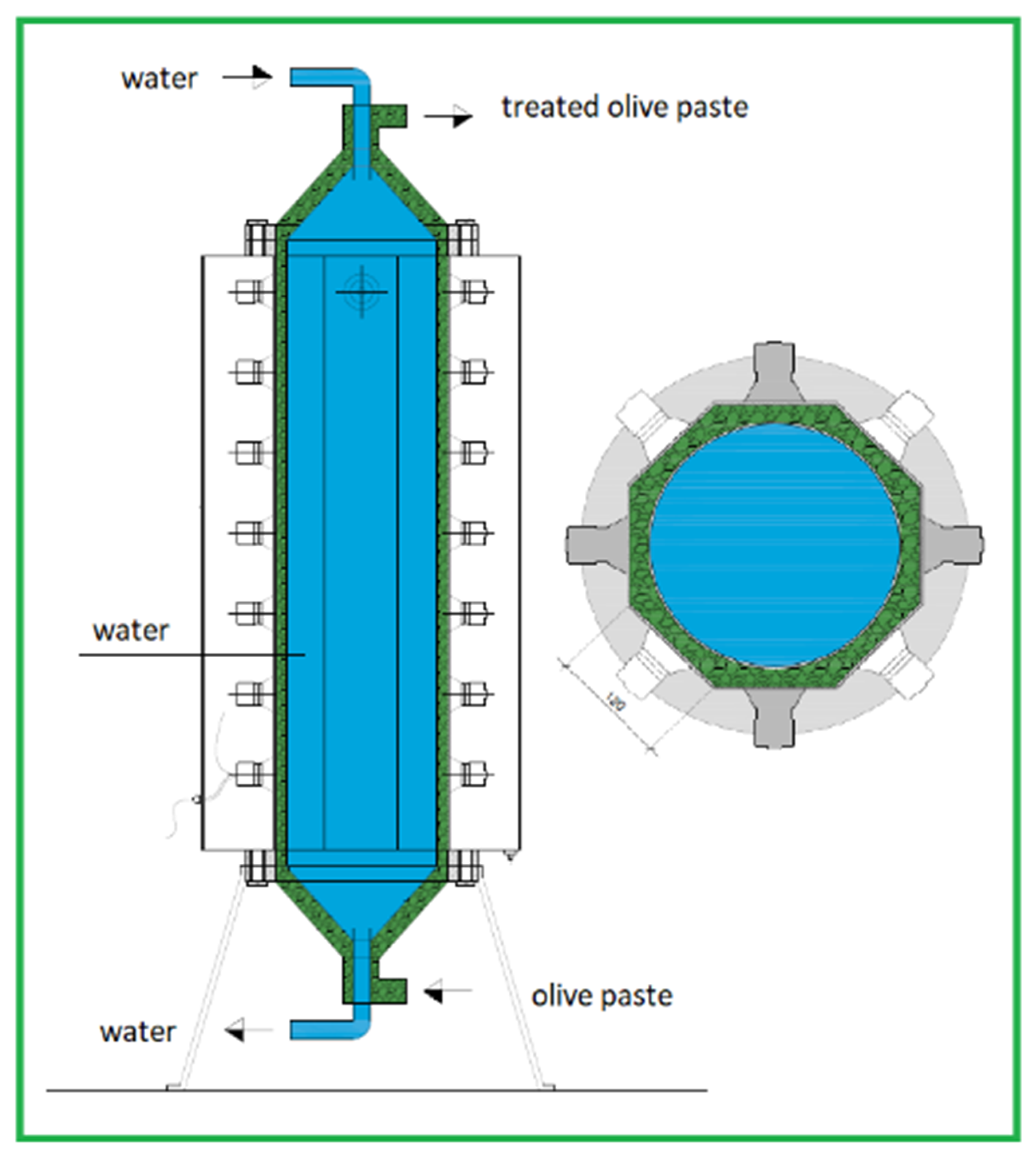
- Numerous and independent low-power transducers (button-shaped transducers) instead of two high-power probes, so that in the case of partial failure, the machine continued to work without interrupting the process;
- -
- Modularity of the section hosting the transducers for simple scalability of the technology;
- -
- Flexibility in the heat exchange (heating and cooling to cope with the phenomenon of early harvesting and climate change); and
- -
- The possibility of regulating temperature and ultrasonic energy in order to offer a tool to the olive miller to modulate the chemical, sensorial, and health quality of the product.
- -
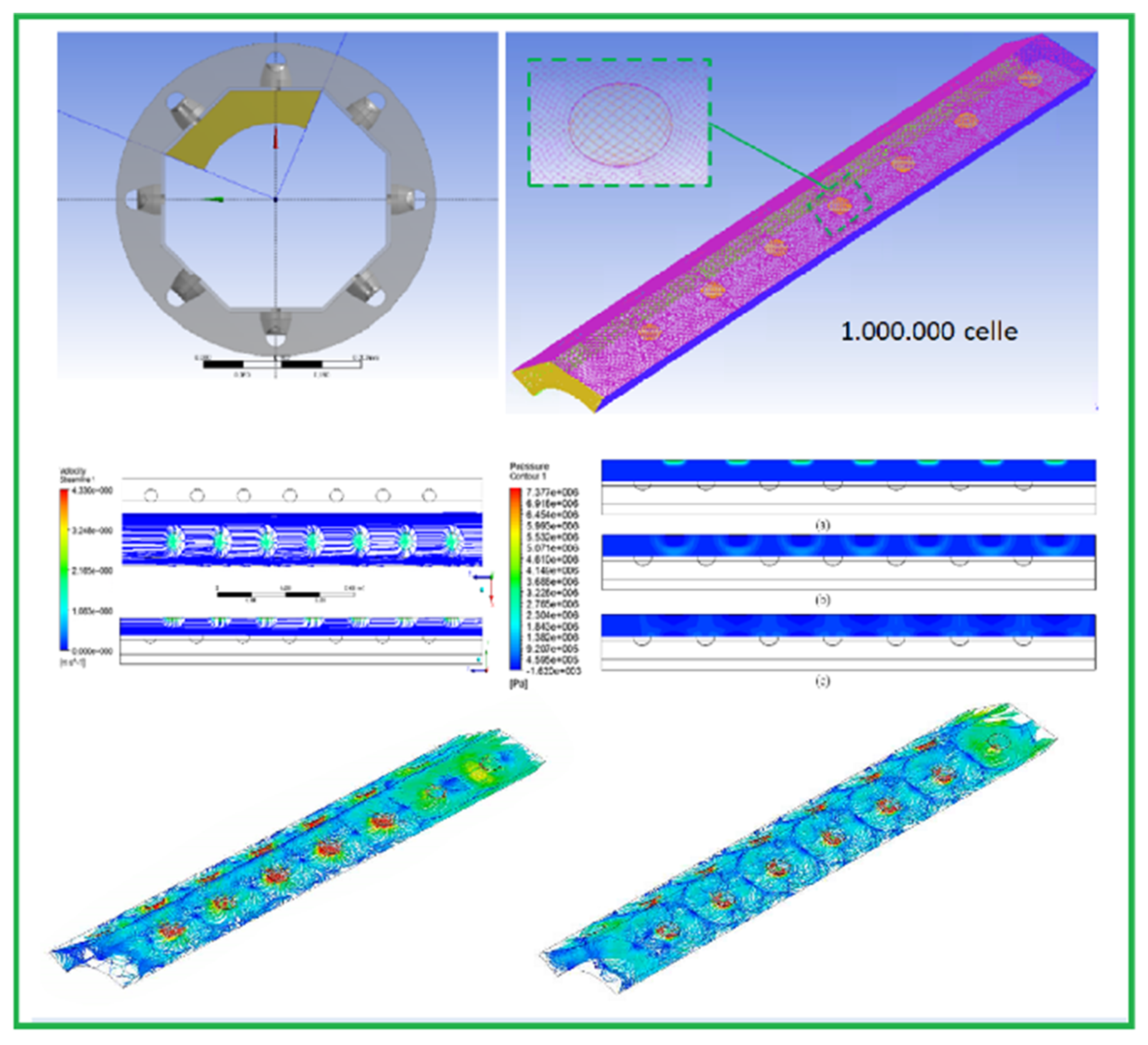
- The thickness of the olive paste completely invested by the ultrasonic treatment;
- -
- The minimum distance of the steel wall in front of the ultrasonic transducer to assure that cavitation, which is useful in breaking drupe cells, did not represent a risk of damage to the plant structures; and
- -
- The minimum distance between two transducers to prevent overlapping of the effective sonication areas that could reciprocally neutralize effects or cause damage to the transducers.
- -
- On the one hand, overcoming technical difficulties related to the scale-up of a technology; and
- -
- On the other hand, needing to create and organize a complex system for the innovation that succeeds in involving numerous actors and stakeholders along a process articulated in phases ranging from discovery to full technological maturity.
- -
- Instituto nutrizionale Carapelli (in order to overcome the logistical obstacles linked to the transfer and installation of the prototype in different olive mills); and
- -
- The COMPETiTiVE project (Claims of Olive oil to iMProvE the market ValuE of the produce), financed by a group of foundations of a banking origin (AGER: Agroalimentare e ricerca), which was indispensable in the characterization of the matrices and the validation of the results.
- -
- The need to transport, mount, adapt (each plant limits and has different fittings that involve custom modifications), and test the machine by inserting it into different layouts for brands and types of devices upstream and downstream;
- -
- The need to adapt the flow rates of the processing line to the best flow rate of the prototype;
- -
- The need to have large homogeneous lots of olives (each test required a batch of 800 kg of olives); and
- -
- Eliminating malaxation by realizing an actually continuous process;
- -
- Raising the extraction yields by recovering a further quota of extra-virgin olive oil that usually is lost in the pomace;
- -
- Enhancing the antioxidant molecules that are lost in byproducts with traditional methods when the plant is set to raise oil yields;
- -
- Obtaining a better organoleptic evaluation of the resulting virgin olive oil; and
- -
- Offering a sustainable plant solution that can guarantee the right income to producers.
- -
- Two research institutions, the University of Bari supported by the Polytechnic of Bari (Italy) for the transfer of know-how gained in the development of technology (up to TRL 8); and Ctic Cita, for the validation of the pilot-scale technology (500 kg/h) (Spain);
- -
- Two companies, Pieralisi, a leader in the market of oil machines (Italy), and Cedrat Technologies, a leader in the market of ultrasound devices (France); they designed and built the prototypes (500 and 4000 kg/h); and finally
- -
- A large oil mill, Almazara, which tested the full-scale plant (4000 kg/h) for an entire olive growing campaign.
3. An Innovation That Looks to the 2030 Agenda for Sustainable Development
4. Key Questions on Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process
- -
- The frequency most suitable for effective cavitation;
- -
- The specific energy necessary to achieve desired effects in a sustainable manner; and
- -
- The opportunity to combine ultrasound with other emerging technologies.
- -
- Constructive simplification and reduction of plant investment costs;
- -
- Having extremely flexible heat exchange systems;
- -
- Avoiding oxidative damage caused by so-called thermal spots induced by magnetron technology [47];
- -
- Using non-energy-intensive technologies; and
- -
- Limiting the technological actions that leave a chemical, nutritional, and organoleptic trace on the finished product (mild technologies and minimally processed foods).
5. The Role of Patents and Open Innovation in Accelerating Scientific Innovation
- -
- Patent the idea, the prototype, or the application by specifying that every result generated by the research activity with the means of the university is owned by the university itself, and the researcher cannot profit from it unless the results were obtained through development and patenting with personal resources (so the inventor is the researcher, but the patent is owned by the university); or
- -
- Publish the results of the research (not disclosable throughout the patent investigation period), describing all of the design, construction, and experimental conditions in order to make the experiment reproducible by third parties (principle of reproducibility). This is the realization of an open intellectual property strategy and represents the path to foster a transition to more effective, efficient, and sustainable technologies.
Author Contributions
Funding
- The EU through the Regione Molise: Fondo europeo agricolo per lo sviluppo rurale: L’Europa investe nelle zone rurali ai sensi della Misura 124 (seconda edizione) del PSR Molise 2007/2013. Determinazione di concessione n. 108 18/02/2014;
- The EU through the Regione Puglia: “Avviso aiuti a sostegno dei Cluster Tecnologici Regionali per l’Innovazione”—Progetto: “PERFORM TECH (PUGLIA EMERGING FOOD TECHNOLOGY) - La sicurezza alimentare mediante l’impiego di tecnologie emergenti per l’elaborazione di prodotti funzionali, recupero di sostanze nutraceutiche dai sottoprodotti e valorizzazione energetica degli scarti”—codice LPIJ9P2;
- The AGER 2 Project, grant n. 2016-0174, AGER Foundation—Olive Tree and Oil: Competitive —Claims of olive oil to improve the market value of the product;
- EU project 820587—OLIVE-SOUND - Ultrasound reactor—The solution for a continuous olive oil extraction process H2020-EU.2.1.—INDUSTRIAL LEADERSHIP—EIC-FTI-2018–2020—Fast Track to Innovation (FTI) —European Union’s Horizon 2020 research and innovation program under grant agreement No. 820587.
Conflicts of Interest
References
- Meynard, J.M.; Jeuffroy, M.H.; Le Bail, M.; Lefèvre, A.; Magrini, M.B.; Michon, C. Designing coupled innovations for the sustainability transition of agrifood systems. Agric. Syst. 2017, 157, 330–339. [Google Scholar] [CrossRef]
- Amirante, P.; Clodoveo, M.L.; Leone, A.; Tamborrino, A. Innovation in olive oil processing plants to produce an excellent olive oil and to reduce environmental impact. Ital. J. Agron. 2009, 4, 147–162. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Hbaieb, R.H.; Kotti, F.; Mugnozza, G.S.; Gargouri, M. Mechanical strategies to increase nutritional and sensory quality of virgin olive oil by modulating the endogenous enzyme activities. Compr. Rev. Food Sci. Food Saf. 2014, 13, 135–154. [Google Scholar] [CrossRef]
- Amirante, P.; Clodoveo, M.L.; Tamborrino, A.; Leone, A.; Paice, A.G. Influence of the crushing system: Phenol content in virgin olive oil produced from whole and de-stoned pastes. In Olives and Olive Oil in Health and Disease Prevention; Academic Press: Cambridge, MA, USA, 2010; pp. 69–76. [Google Scholar]
- Amirante, P.; Clodoveo, M.L.; Dugo, G.; Leone, A.; Tamborrino, A. Advance technology in virgin olive oil production from traditional and de-stoned pastes: Influence of the introduction of a heat exchanger on oil quality. Food Chem. 2006, 98, 797–805. [Google Scholar] [CrossRef]
- Clodoveo, M.L. Malaxation: Influence on virgin olive oil quality. Past, present and future—An overview. Trends Food Sci. Technol. 2012, 25, 13–23. [Google Scholar] [CrossRef]
- Amirante, P.; Clodoveo, M.L.; Leone, A.; Tamborrino, A.; Patel, V.B. Influence of different centrifugal extraction systems on antioxidant content and stability of virgin olive oil. In Olives and Olive Oil in Health and Disease Prevention; Academic Press: Cambridge, MA, USA, 2010; pp. 85–93. [Google Scholar]
- Clodoveo, M.L.; Dipalmo, T.; Schiano, C.; La Notte, D.; Pati, S. What’s now, what’s new and what’s next in virgin olive oil elaboration systems? A perspective on current knowledge and future trends. J. Agric. Eng. 2014, 45, 49–59. [Google Scholar] [CrossRef]
- Tamborrino, A.; Clodoveo, M.L.; Leone, A.; Amirante, P.; Paice, A.G. The malaxation process: Influence on olive oil quality and the effect of the control of oxygen concentration in virgin olive oil. In Olives and Olive Oil in Health and Disease Prevention; Academic Press: Cambridge, MA, USA, 2010; pp. 77–83. [Google Scholar]
- Clodoveo, M.L.; Delcuratolo, D.; Gomes, T.; Colelli, G. Effect of different temperatures and storage atmospheres on Coratina olive oil quality. Food Chem. 2007, 102, 571–576. [Google Scholar] [CrossRef]
- Amodio, M.L.; Colelli, G.; Rinaldi, R.; Clodoveo, M.L. Controlled atmosphere storage of 3 Italian cultivars of olives for oil production. Acta Hortic. 2005, 857, 97–106. [Google Scholar]
- Amirante, P.; Clodoveo, M.L.; Tamborrino, A.; Leone, A.; Dugo, G. Oxygen concentration control during olive oil extraction process: A new system to emphasize the organoleptic and healthy properties of virgin olive oil. Acta Hortic. 2008, 949, 473–480. [Google Scholar] [CrossRef]
- Clodoveo, M.L. New advances in the development of innovative virgin olive oil extraction plants: Looking back to see the future. Food Res. Int. 2013, 54, 726–729. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Camposeo, S.; Amirante, R.; Dugo, G.; Cicero, N.; Boskou, D. Research and innovative approaches to obtain virgin olive oils with a higher level of bioactive constituents. In Olive and Olive Oil Bioactive Constituents; AOCS Press: Urbana, IL, USA, 2015; pp. 179–215. [Google Scholar]
- Bejaoui, M.A.; Beltran, G.; Aguilera, M.P.; Jimenez, A. Continuous conditioning of olive paste by high power ultrasounds: Response surface methodology to predict temperature and its effect on oil yield and virgin olive oil characteristics. LWT-Food Sci. Technol. 2016, 69, 175–184. [Google Scholar] [CrossRef]
- Amirante, R.; Clodoveo, M.L.; Distaso, E.; Ruggiero, F.; Tamburrano, P. A tri-generation plant fuelled with olive tree pruning residues in Apulia: An energetic and economic analysis. Renew. Energy 2016, 89, 411–421. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Durante, V.; La Notte, D.; Punzi, R.; Gambacorta, G. Ultrasound-assisted extraction of virgin olive oil to improve the process efficiency. Eur. J. Lipid Sci. Technol. 2013, 115, 1062–1069. [Google Scholar] [CrossRef]
- Amirante, P.; Clodoveo, M.L.; Tamborrino, A.; Leone, A. A new designer malaxer to improve thermal exchange enhancing virgin olive oil quality. In Proceedings of the VI International Symposium on Olive Growing, Evora, Portugal, 9–13 September 2008; Volume 949, pp. 455–462. [Google Scholar]
- Amirante, R.; Demastro, G.; Distaso, E.; Hassaan, M.A.; Mormando, A.; Pantaleo, A.M.; Tamburrano, P.; Tedone, L.; Clodoveo, M.L. Effects of Ultrasound and Green Synthesis ZnO Nanoparticles on Biogas Production from Olive Pomace. Energy Procedia 2018, 148, 940–947. [Google Scholar]
- Márquez, A.J.; Maza, G.B.; Ojeda, M.U.; Herrera, M.P.A. Use of high power ultrasounds in virgin olive oil extraction process. Results at laboratory scale. Grasas Aceites 2006, 57, 253–259. [Google Scholar]
- Jiménez, A.; Beltrán, G.; Uceda, M. High-power ultrasound in olive paste pretreatment. Effect on process yield and virgin olive oil characteristics. Ultrason. Sonochem. 2007, 14, 725–731. [Google Scholar]
- Achat, S.; Tomao, V.; Madani, K.; Chibane, M.; Elmaataoui, M.; Dangles, O.; Chemat, F. Direct enrichment of olive oil in oleuropein by ultrasound-assisted maceration at laboratory and pilot plant scale. Ultrason. Sonochem. 2012, 19, 777–786. [Google Scholar] [CrossRef]
- Meullemiestre, A.; Breil, C.; Abert-Vian, M.; Chemat, F. Microwave, ultrasound, thermal treatments, and bead milling as intensification techniques for extraction of lipids from oleaginous Yarrowia lipolytica yeast for a biojetfuel application. Bioresour. Technol. 2016, 211, 190–199. [Google Scholar] [CrossRef]
- Sicaire, A.G.; Vian, M.A.; Fine, F.; Carré, P.; Tostain, S.; Chemat, F. Ultrasound induced green solvent extraction of oil from oleaginous seeds. Ultrason. Sonochem. 2016, 31, 319–329. [Google Scholar] [CrossRef] [PubMed]
- Clodoveo, M.L.; Durante, V.; La Notte, D. Working towards the development of innovative ultrasound equipment for the extraction of virgin olive oil. Ultrason. Sonochem. 2013, 20, 1261–1270. [Google Scholar] [CrossRef]
- Dugo, G.; Pellicano, T.M.; La Pera, L.; Turco, V.L.; Tamborrino, A.; Clodoveo, M.L. Determination of inorganic anions in commercial seed oils and in virgin olive oils produced from de-stoned olives and traditional extraction methods, using suppressed ion exchange chromatography (IEC). Food Chem. 2007, 102, 599–605. [Google Scholar] [CrossRef]
- De Luca, M.; Restuccia, D.; Clodoveo, M.L.; Puoci, F.; Ragno, G. Chemometric analysis for discrimination of extra virgin olive oils from whole and stoned olive pastes. Food Chem. 2016, 202, 432–437. [Google Scholar] [CrossRef]
- Restuccia, D.; Clodoveo, M.L.; Corbo, F.; Loizzo, M.R. De-stoning technology for improving olive oil nutritional and sensory features: The right idea at the wrong time. Food Res. Int. 2018, 106, 636–646. [Google Scholar] [CrossRef] [PubMed]
- Amirante, R.; Distaso, E.; Tamburrano, P.; Paduano, A.; Pettinicchio, D.; Clodoveo, M.L. Acoustic cavitation by means ultrasounds in the extra virgin olive oil extraction process. Energy Procedia 2017, 126, 82–90. [Google Scholar] [CrossRef]
- Bunders, J.F.; Bunders, A.E.; Zweekhorst, M.B. Challenges for Transdisciplinary Research. In Global Sustainability; Springer: Cham, Switzerland, 2015; pp. 17–50. [Google Scholar]
- Clodoveo, M.L.; Moramarco, V.; Paduano, A.; Sacchi, R.; Di Palmo, T.; Crupi, P.; Corbo, F.; Pesce, V.; Distaso, E.; Tamburrano, P.; et al. Engineering design and prototype development of a full scale ultrasound system for virgin olive oil by means of numerical and experimental analysis. Ultrason. Sonochem. 2017, 37, 169–181. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Dipalmo, T.; Crupi, P.; Durante, V.; Pesce, V.; Maiellaro, I.; Lovece, A.; Mercurio, A.; Laghezza, A.; Corbo, F.; et al. Comparison between different flavored olive oil production techniques: Healthy value and process efficiency. Plant Foods Hum. Nutr. 2016, 71, 81–87. [Google Scholar] [CrossRef] [PubMed]
- Roselli, L.; Clodoveo, M.L.; Corbo, F.; De Gennaro, B. Are health claims a useful tool to segment the category of extra-virgin olive oil? Threats and opportunities for the Italian olive oil supply chain. Trends Food Sci. Technol. 2017, 68, 176–181. [Google Scholar] [CrossRef]
- Natalicchio, A.; Spagnuolo, R.; Marrano, N.; Biondi, G.; Dipaola, L.; Cignarelli, A.; Perrini, S.; Laviola, L.; Giorgino, F. Effects of Extra Virgin Olive Oil Polyphenols on Pancreatic Beta-Cell Function and Survival. Diabetes 2018, 67 (Suppl. 1), 2147-P. [Google Scholar] [CrossRef]
- Giordano, S.; Clodoveo, M.L.; De Gennaro, B.; Corbo, F. Factors determining neophobia and neophilia with regard to new technologies applied to the food sector: A systematic review. Int. J. Gastron. Food Sci. 2018, 11, 1–19. [Google Scholar] [CrossRef]
- Clodoveo, M.L. An overview of emerging techniques in virgin olive oil extraction process: Strategies in the development of innovative plants. J. Agric. Eng. 2013, 44. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Hbaieb, R.H. Beyond the traditional virgin olive oil extraction systems: Searching innovative and sustainable plant engineering solutions. Food Res. Int. 2013, 54, 1926–1933. [Google Scholar] [CrossRef]
- Amirante, R.; Clodoveo, M.L. Developments in the design and construction of continuous full-scale ultrasonic devices for the EVOO industry. Eur. J. Lipid Sci. Technol. 2017, 119, 1600438. [Google Scholar] [CrossRef]
- Bedbabis, S.; Clodoveo, M.L.; Rouina, B.B.; Boukhris, M. Influence of irrigation with moderate saline water on “chemlali” extra virgin olive oil composition and quality. J. Food Qual. 2010, 33, 228–247. [Google Scholar] [CrossRef]
- Bedbabis, S.; Trigui, D.; Ahmed, C.B.; Clodoveo, M.L.; Camposeo, S.; Vivaldi, G.A.; Rouina, B.B. Long-terms effects of irrigation with treated municipal wastewater on soil, yield and olive oil quality. Agric. Water Manag. 2015, 160, 14–21. [Google Scholar] [CrossRef]
- Bedbabis, S.; Rouina, B.B.; Clodoveo, M.L.; Ferrara, G. ‘Chemlali’olive trees in an irrigated grove: Effects of tree age on virgin olive oil quality and mineral nutrient distribution in roots, leaves and fruits. Fruits 2016, 71, 221–228. [Google Scholar] [CrossRef][Green Version]
- Bedbabis, S.; Ben Rouina, B.; Camposeo, S.; Clodoveo, M.L.; Gallotta, A.; Palasciano, M.; Ferrara, G. Alternate bearing affects nutritional status and net assimilation rate of an irrigated olive grove under arid conditions. Acta Sci. Pol. Hortorum Cultus 2017, 16, 95–106. [Google Scholar]
- Chemat, F.; Khan, M.K. Applications of ultrasound in food technology: Processing, preservation and extraction. Ultrason. Sonochem. 2011, 18, 813–835. [Google Scholar] [CrossRef] [PubMed]
- Chemat, F.; Rombaut, N.; Meullemiestre, A.; Turk, M.; Perino, S.; Fabiano-Tixier, A.S.; Abert-Vian, M. Review of green food processing techniques. Preservation, transformation, and extraction. Innov. Food Sci. Emerg. Technol. 2017, 41, 357–377. [Google Scholar] [CrossRef]
- Rastogi, N.K. Opportunities and challenges in application of ultrasound in food processing. Crit. Rev. Food Sci. Nutr. 2011, 51, 705–722. [Google Scholar] [CrossRef]
- Bermúdez-Aguirre, D.; Barbosa-Cánovas, G.V. An update on high hydrostatic pressure, from the laboratory to industrial applications. Food Eng. Rev. 2011, 3, 44–61. [Google Scholar] [CrossRef]
- Caponio, F.; Clodoveo, M.L.; Pasqualone, A.; Gomes, T. Comparison of the effects of microwave and conventional cooking on the ω-3 polyunsaturated fatty acids of soybean oil. Prog. Nutr. 2004, 6, 32–38. [Google Scholar]
- Perkmann, M.; Walsh, K. University–industry relationships and open innovation: Towards a research agenda. Int. J. Manag. Rev. 2007, 9, 259–280. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Discipline | Role in the Transdisciplinary Approach |
|---|---|
| Food technologies |
|
| Mechanical engineering |
|
| Food chemistry |
|
| Medicine |
|
| Food marketing |
|
| Agri-food law |
|
| Sensory science |
|
| Advantages | Disadvantages |
|---|---|
|
|
| TRL Level | Description | Papers | Sources of Funding |
|---|---|---|---|
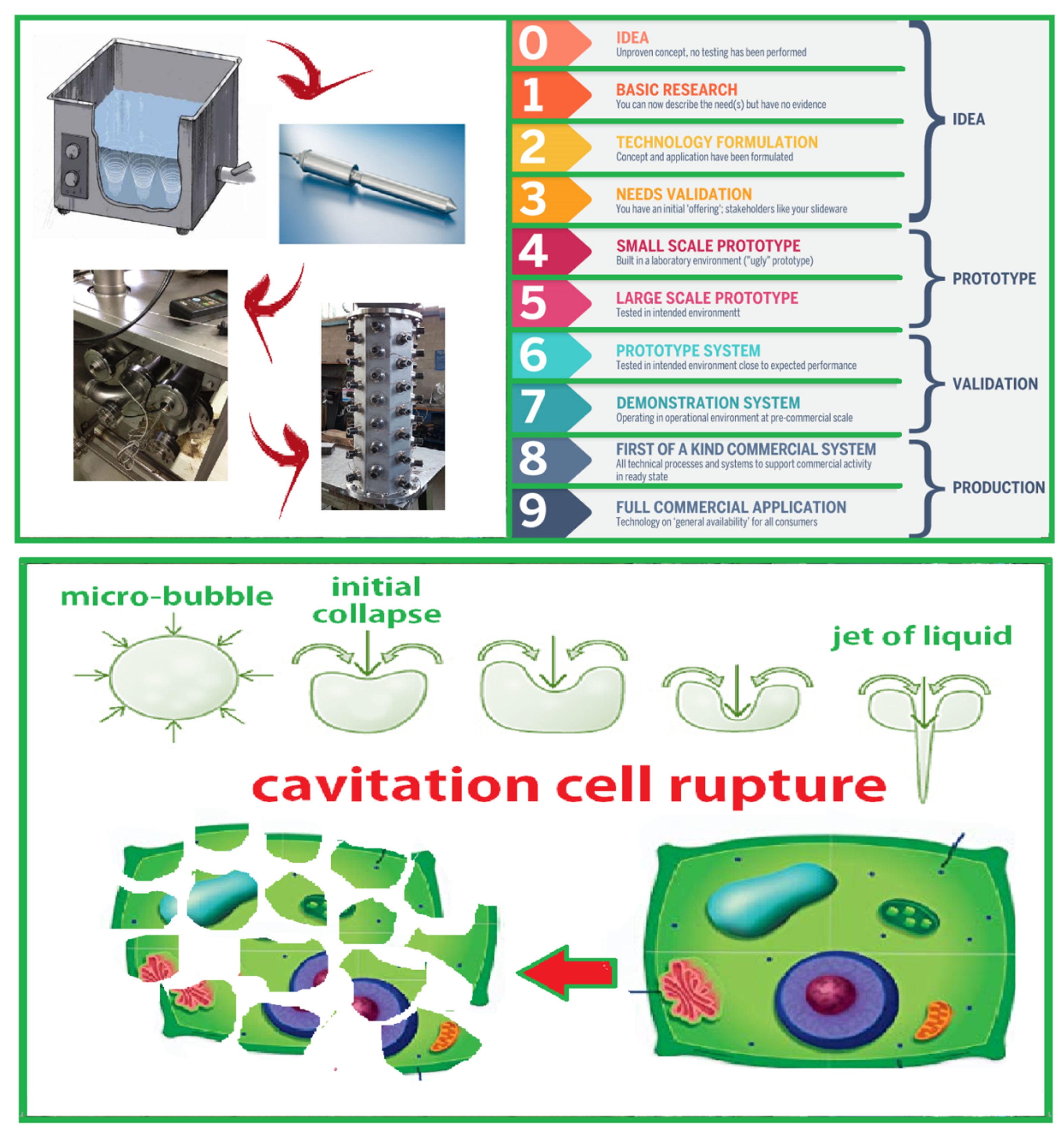
| TRL 0: Unproven concept, no testing has been performed | The first step of this research was represented by an overview of the potential application of emerging technologies in the virgin olive oil extraction process. During this evaluation, the choice of strategies useful in developing innovative plants represented the transition from TRL 0 to TRL 2. Starting from the development of the idea (TRL 0) and examining the principles postulated and observed without any experimental proof available (TRL 1), the potential of a group of emerging technologies (ultrasound, microwaves, and pulsed electric fields) was analyzed in order to improve the virgin olive oil extraction process. The end part of these first steps was concluded with the formulation of a hypothesis of the application of ultrasound technology to the virgin olive oil extraction process (TRL 2). | [3,6,8,13,36] | University of Bari funds |
| TRL 1: Basic research | |||
| TRL 2: Technology formulation | |||
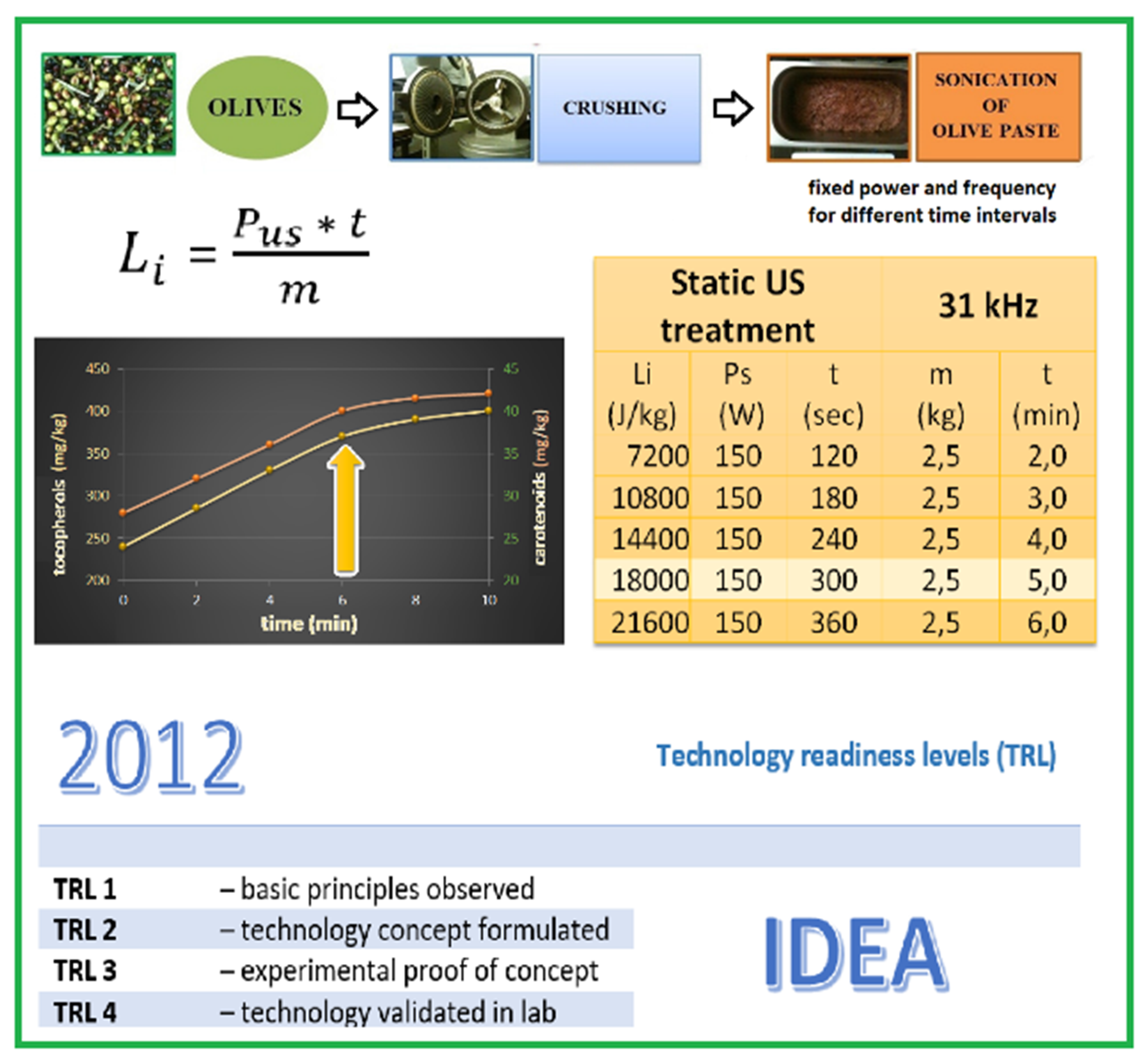
| TRL 3: Applied research, proof of concept | The first laboratory tests (TRL 3 and TRL 4) were conducted in 2012, employing a micro-olive mill with a work capacity equal to 2.5 kg/h combined with an ultrasound bath. | [17,25] | EU through the Molise Region; European Agricultural Fund for Rural Development; Europe invested in rural areas under Measure 124 (second edition) of PSR Molise 2007/2013 Determination of concession no. 108 |
| TRL 4: Small-scale prototype built in a laboratory environment | |||
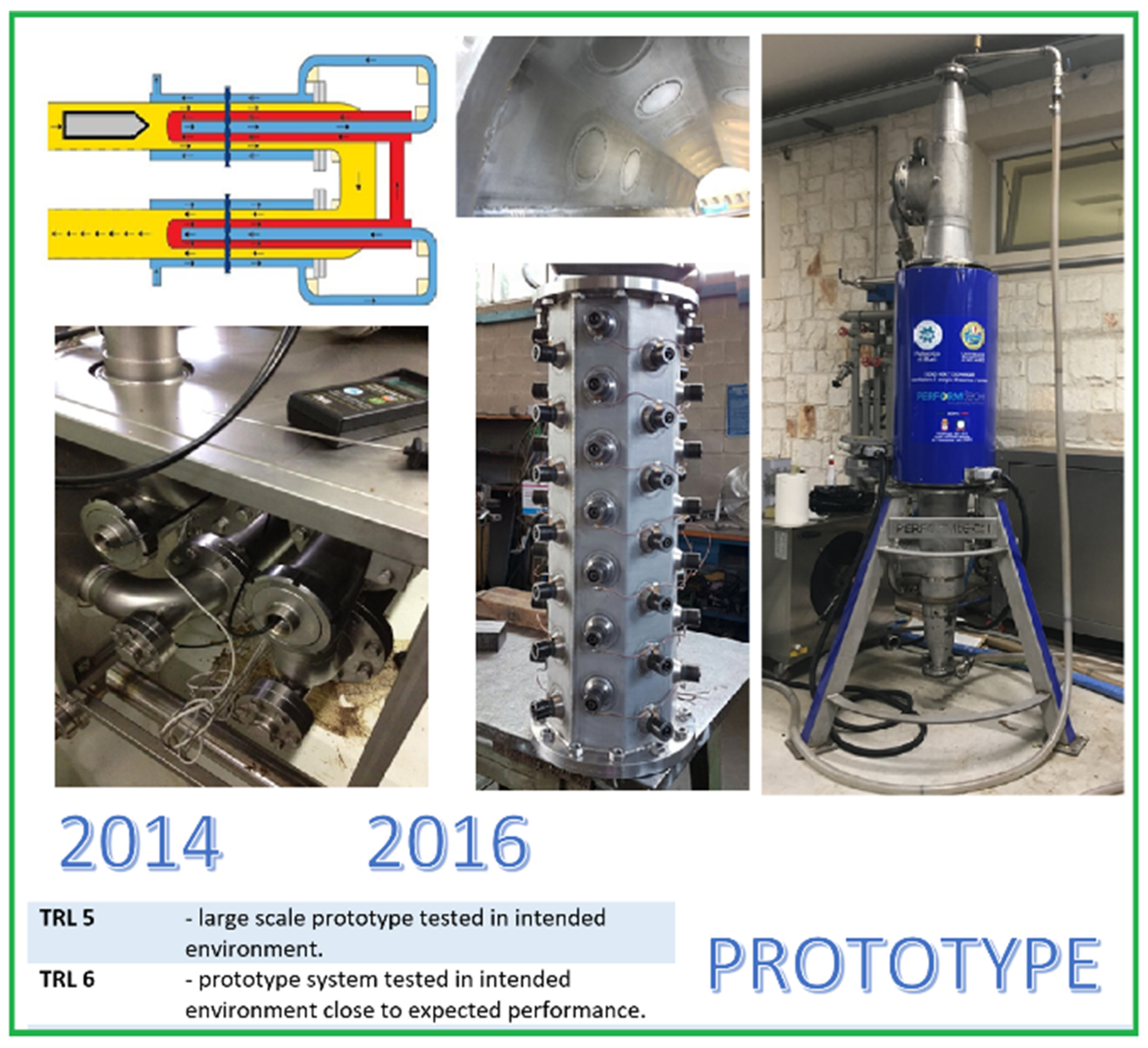
| TRL 5: Large-scale prototype tested in intended environment | The first machine composed of a tube-in-tube heat-exchanger combined with an ultrasound probe that allowed the application of ultrasound technology at a full-scale industrial level represented TRL 5. | [31] | |
| TRL 6: Technology demonstrated in relevant environment | During the harvesting season in 2016, a new prototype system was tested in an industrial olive mill, transforming tens of tons of olives in oil of high quality and rich in polyphenols, with a concentration compatible with an application of the health claim of biophenols approved by the European Food Safety Authority (EFSA) and with the expected performance (TLR 6). | [19,29,38] | Regional program to support smart specialization, social sustainability, and environmental intervention: “FUTURE IN RESEARCH” (€ 150,000.00), three years Of a Temporary researcher- RTD-A payed to work on the subject “Ultrasound applied to of the virgin olive oil extraction process”. EU through the Apulia Region: Support to the Regional Technological Innovation Clusters Project: “PERFORM TECH (Apulian EMERGING FOOD TECHNOLOGY), food safety through the use of emerging technologies in the development of functional products, recovery of nutraceutical substances from byproducts, and enhancement of energy waste”, code LPIJ9P2 AGER 2 Project, grant in 2016: 0174 AGER FOUNDATION , Sector: olive tree and olive oil – Title: COMPETiTiVE: Claims of olive oil to improve the market value of the product |
| TRL 7: System prototype, demonstration in operational environment | During the harvesting season in 2017, a new economic support allowed for the testing of the innovative sono-heat exchanger by implementing the device in different processing lines, in different geographical areas, and with several olive cultivars. This is the “end user validation” of an industrial ultrasound application in the extra-virgin olive oil extraction process. The principle that led the experimentation was the total sharing of plant management with the olive millers. Test validation (TRL 7) is crucial to the successful development and technology readiness level escalation of any new food technology. Sharing the experimentation with the miller company allowed for gathering feedback useful in improving the technology and optimizing the results, which were still shared with the stakeholders, establishing a virtuous circle of trust and collaboration. The close collaboration with the olive millers allowed an extremely technical approach to the system and highlighted the problems that had to be resolved to make the machine suitable for the market. At the end of the validation tests, each criticality was successfully resolved (TRL 8). | ||
| TRL 8: System complete and qualified | |||
| TRL 9: Actual system proven in operational environment | This is a work in progress (2019–2021) toward a product ready for the market. | EU project 820587—OLIVE-SOUND—ultrasound reactor: The solution for a continuous olive oil extraction process; H2020-EU.2.1.—INDUSTRIAL LEADERSHIP-EIC-FTI- 2018–2020—Fast Track to Innovation (FTI) | |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Clodoveo, M.L. Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions. Foods 2019, 8, 121. https://doi.org/10.3390/foods8040121
Clodoveo ML. Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions. Foods. 2019; 8(4):121. https://doi.org/10.3390/foods8040121
Chicago/Turabian StyleClodoveo, Maria Lisa. 2019. "Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions" Foods 8, no. 4: 121. https://doi.org/10.3390/foods8040121
APA StyleClodoveo, M. L. (2019). Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions. Foods, 8(4), 121. https://doi.org/10.3390/foods8040121