
Encapsulation of Bioactive Compounds from Germinated Mung Bean by Freeze-Drying, Release Kinetics, and Storage Stability

Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals and Materials
2.2. Preparation of the Core Material
2.3. Preparation of the Extract Microparticles
2.4. Experimental Design
2.4.1. Optimization of Formulation
2.4.2. Modeling the Release Rate under Different Conditions
2.4.3. The Effect of Storage Conditions
2.4.4. The Effect of Air Relative Humidity
2.5. Analytical Methods
2.5.1. Moisture Content Determination
2.5.2. Water Activity Determination
2.5.3. GABA Content Determination
2.5.4. Total Polyphenol Content Determination
2.5.5. Surface Content of GABA and TPC Determination
2.5.6. Encapsulation Efficiency and Encapsulation Yield
2.5.7. Morphological Analysis
2.5.8. Particle Size Distribution Analysis
2.5.9. Kinetics of Release
2.5.10. Degradation Kinetics of Bioactive Compounds under Various Storage Conditions
2.5.11. Equilibrium Moisture Content Determination
2.6. Statistical Analysis
3. Results and Discussion
3.1. Fitting the Models
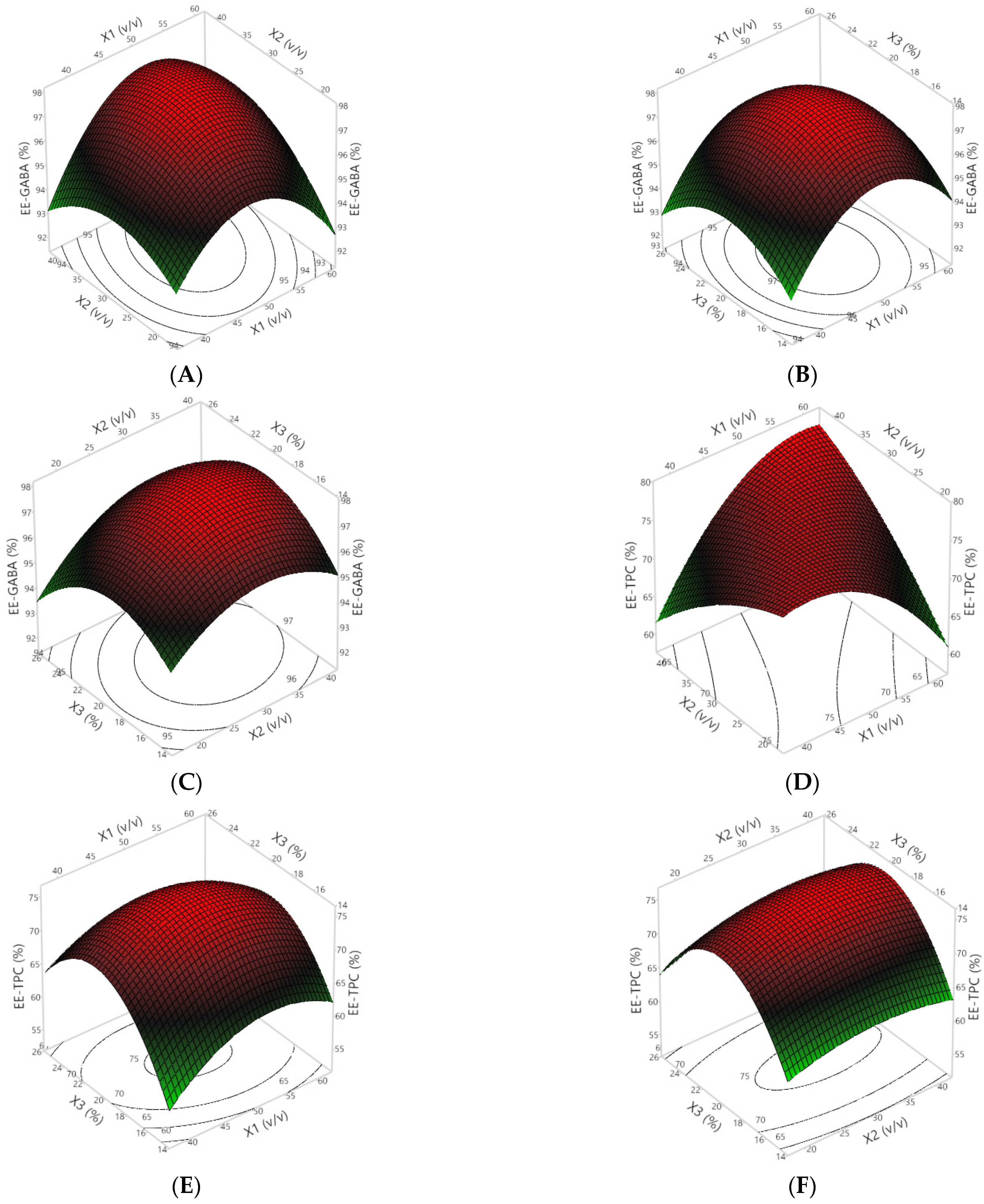
3.2. Encapsulation Efficiency
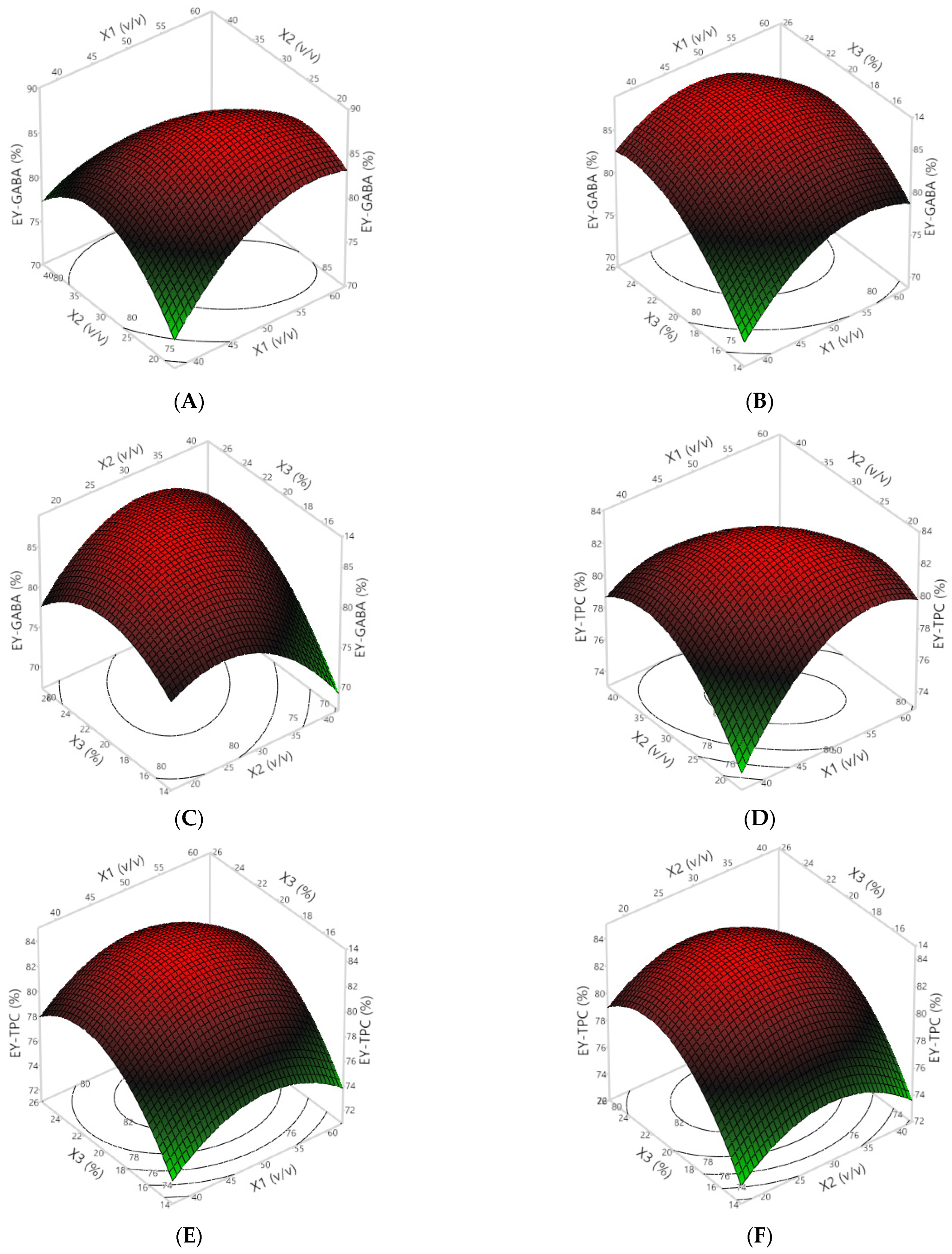
3.3. Encapsulation Yield
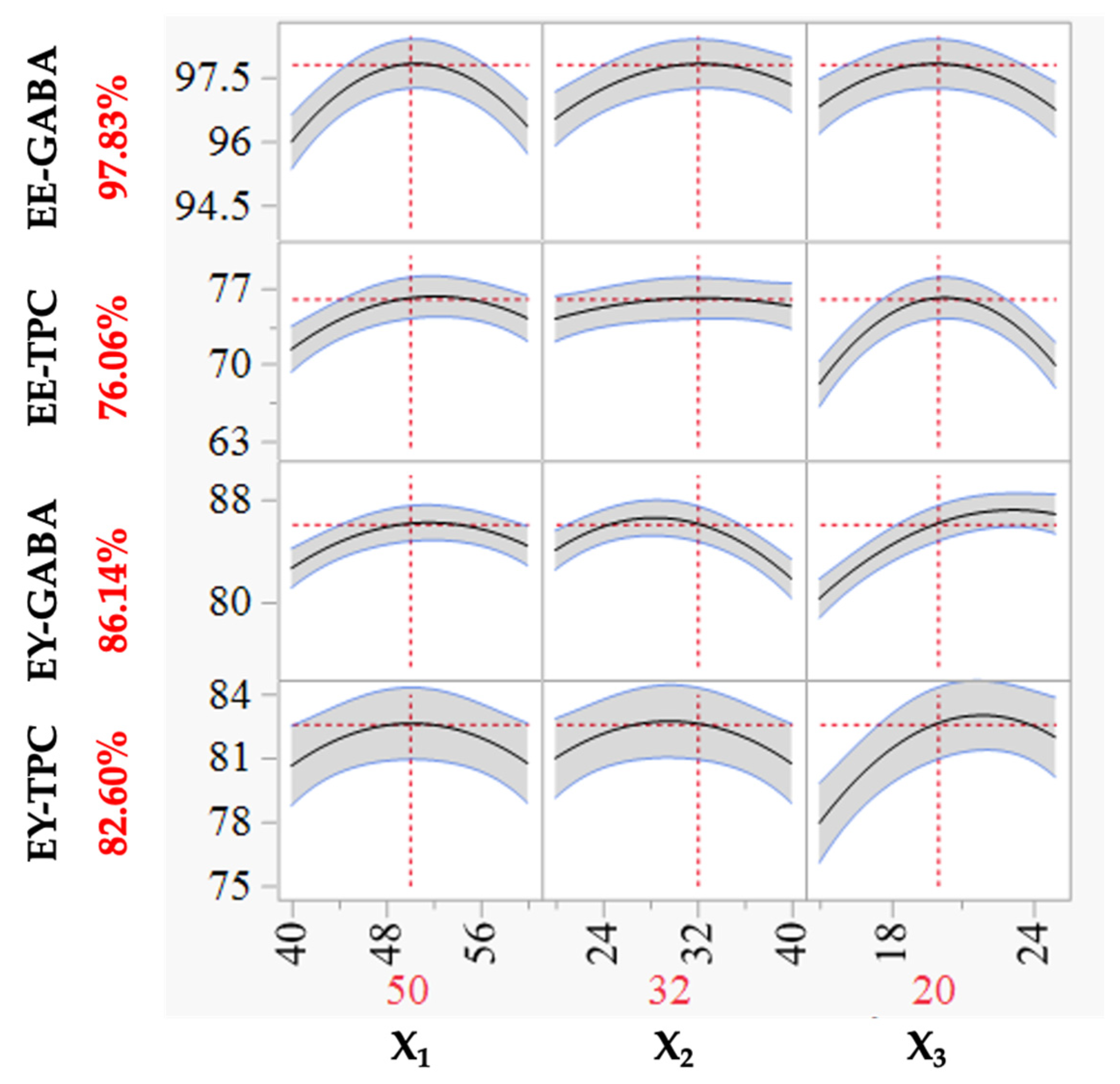
3.4. Overall Optimization and Model Validation
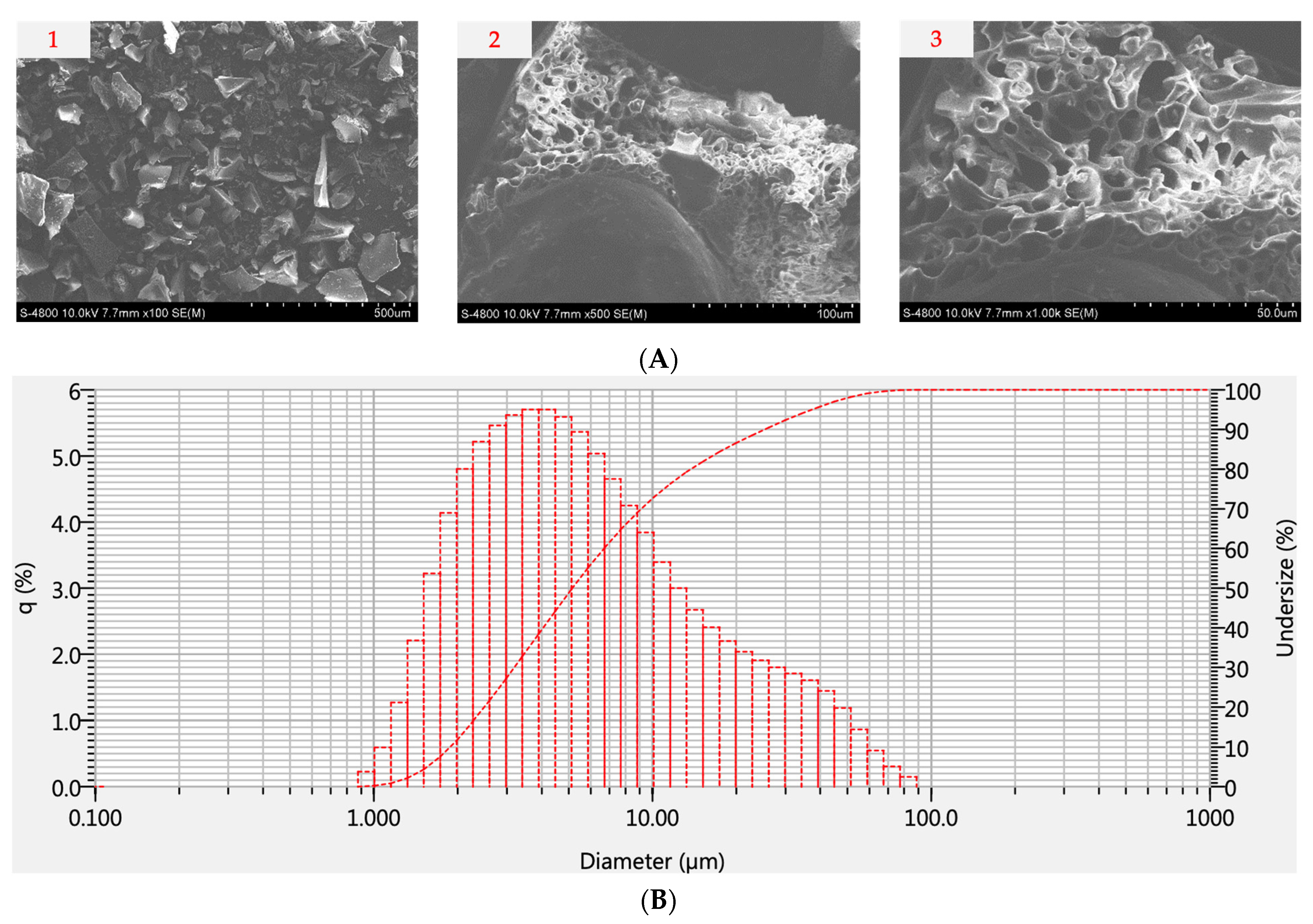
3.5. Particle Morphology and Size Distribution
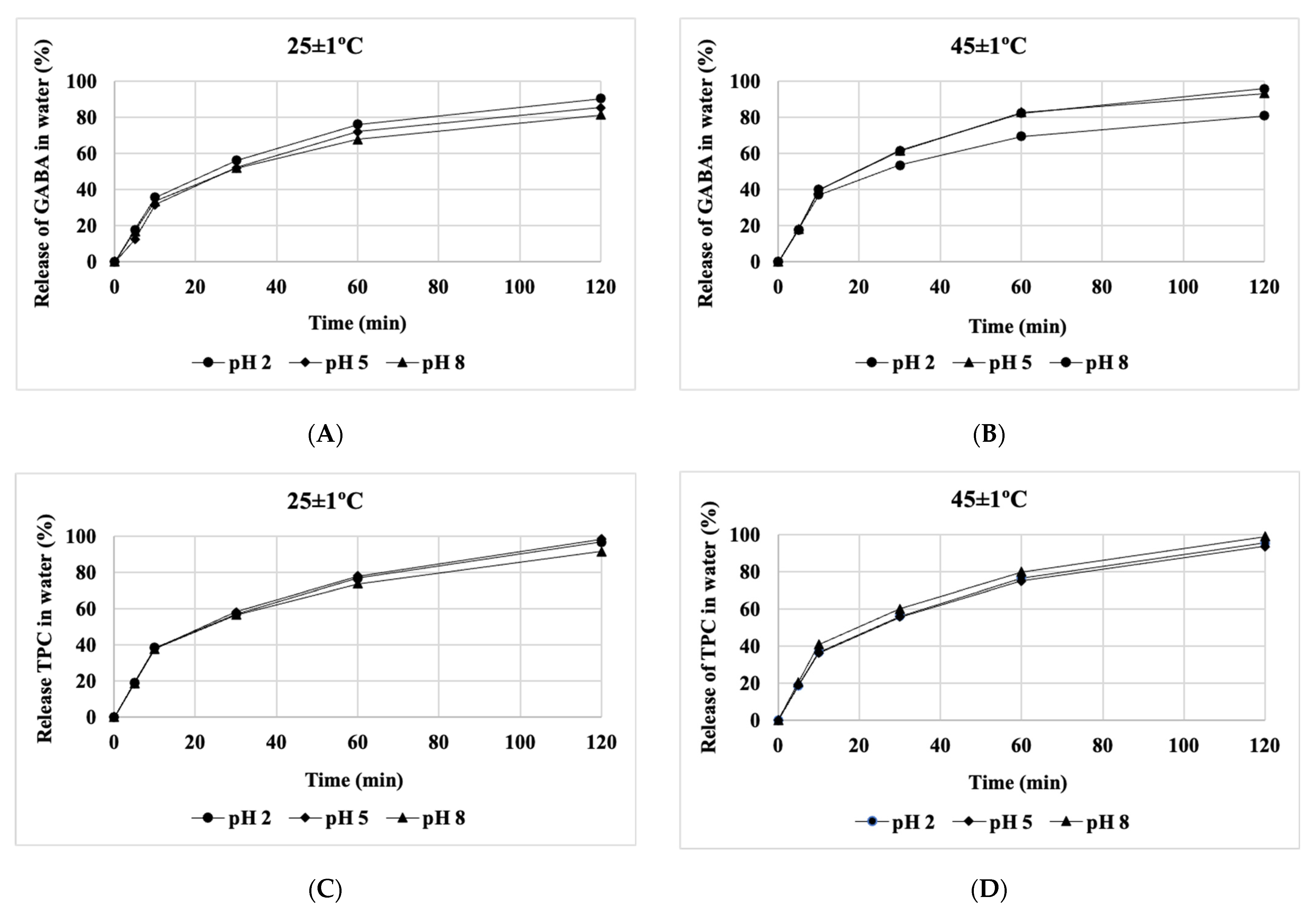
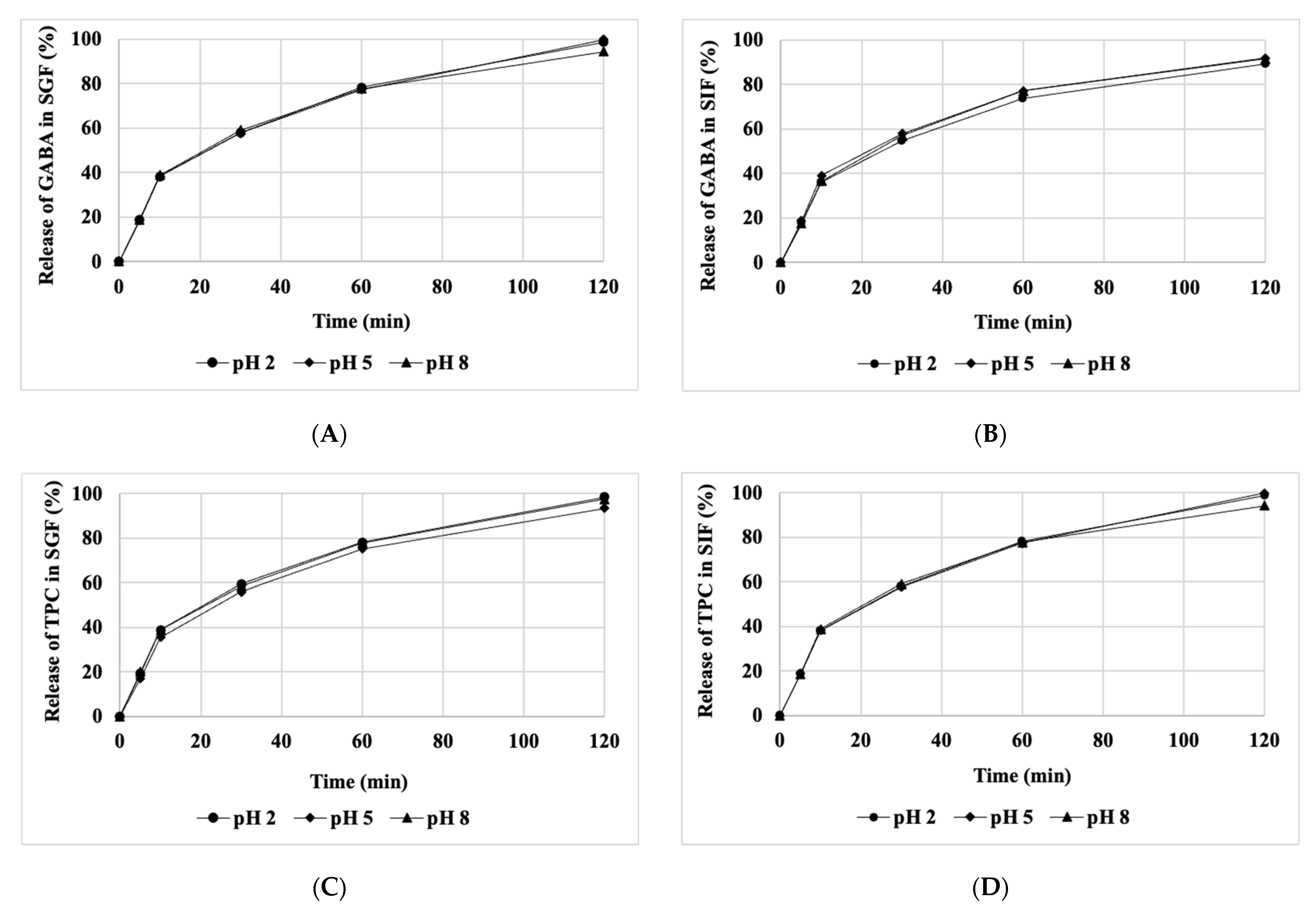
3.6. Release Kinetics of Bioactive Compounds under Various Conditions
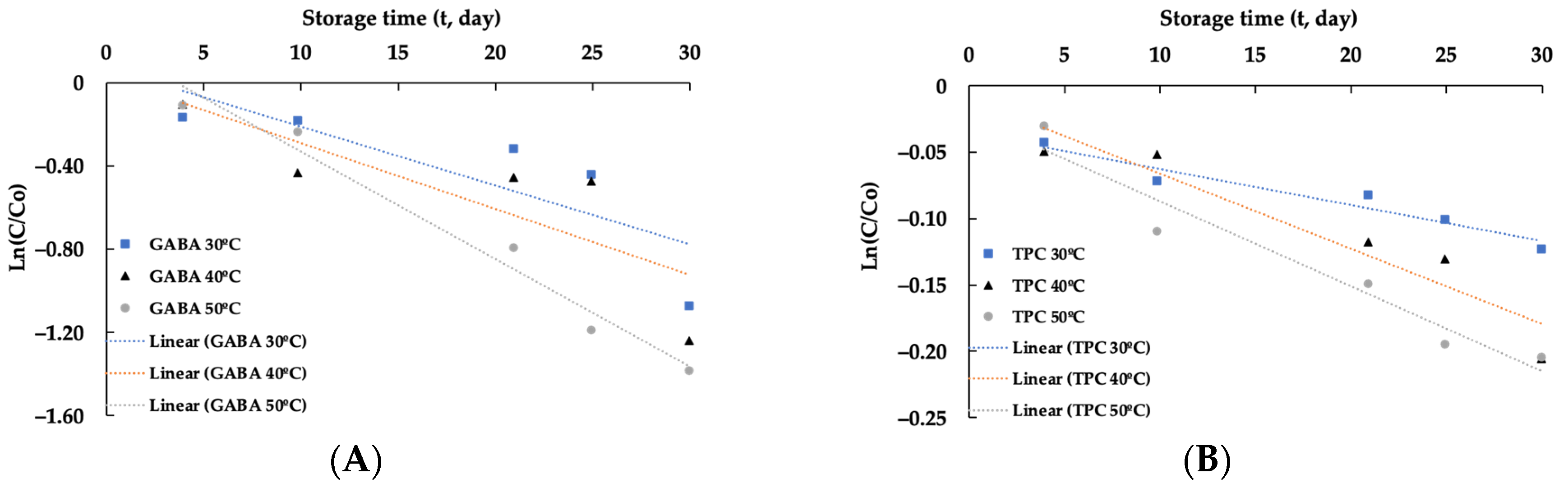
3.7. Degradation Kinetics of Bioactive Compounds under Various Storage Conditions
3.7.1. The Effects of Temperature
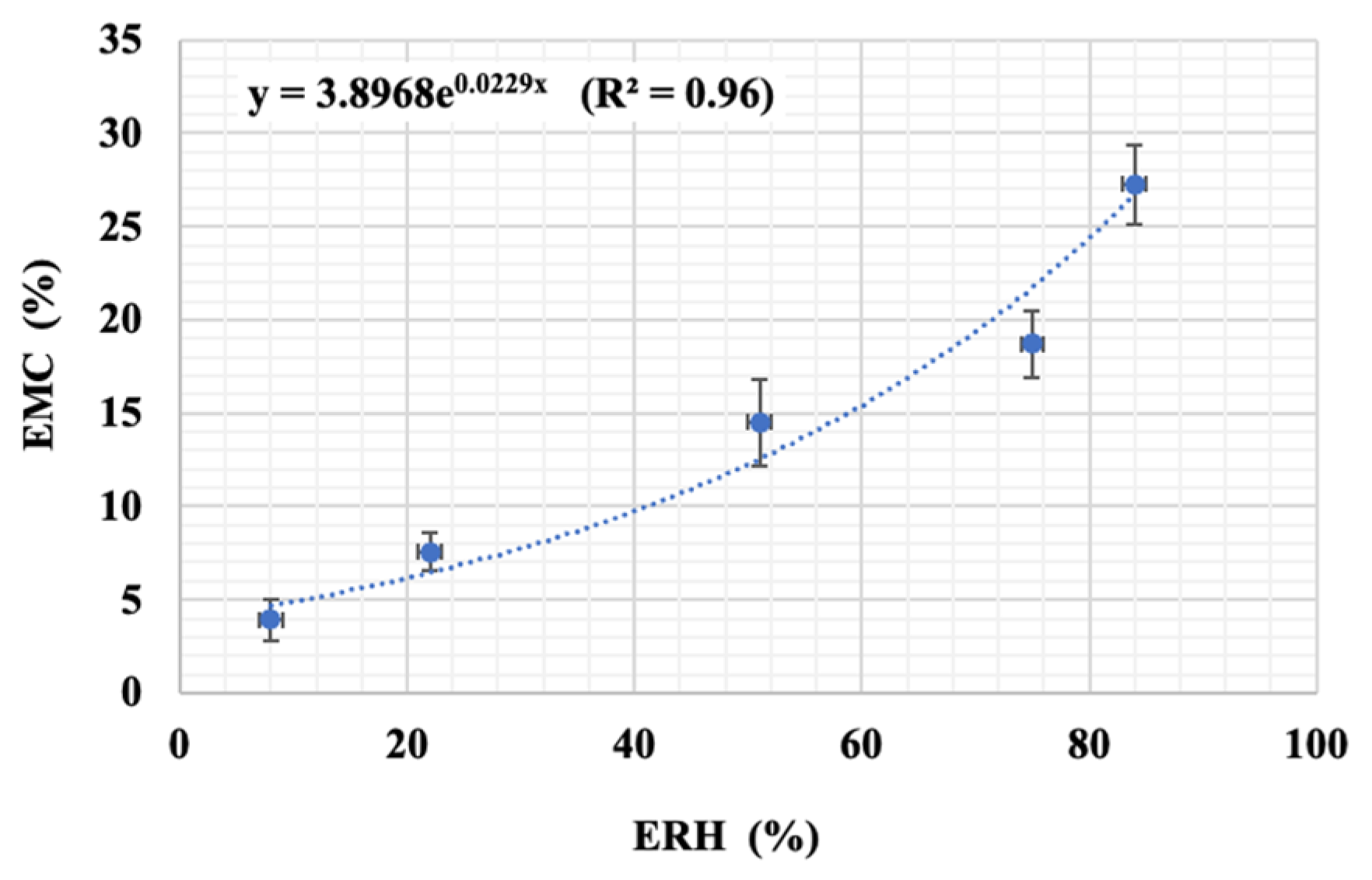
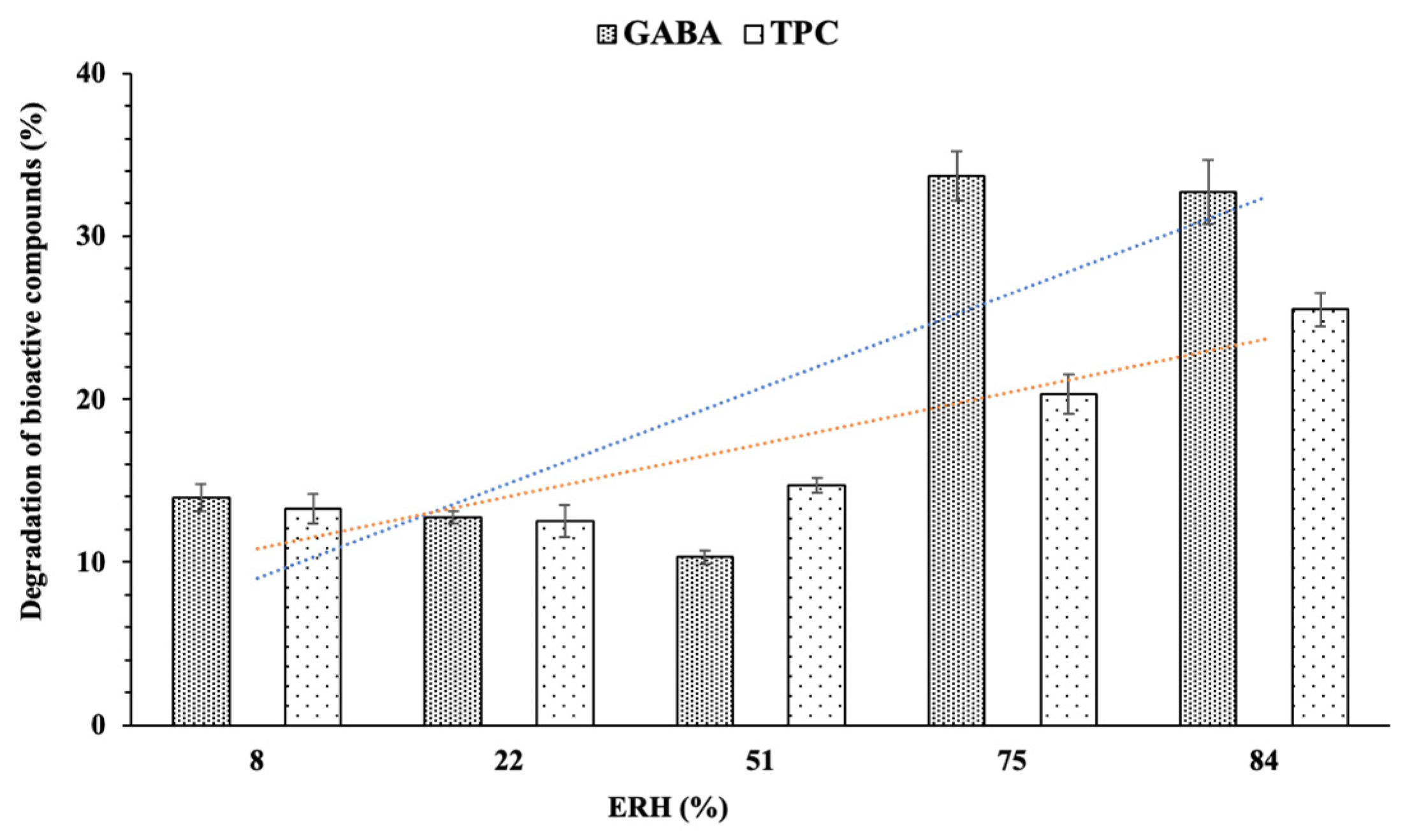
3.7.2. The Effects of Air Relative Humidity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abbas, S.; Da Wei, C.; Hayat, K.; Xiaoming, Z. Ascorbic Acid: Microencapsulation Techniques and Trends—A Review. Food Rev. Int. 2012, 28, 343–374. [Google Scholar] [CrossRef]
- Pandey, P.; Mishra, H.N. Co-microencapsulation of γ-aminobutyric acid (GABA) and probiotic bacteria in thermostable and biocompatible exopolysaccharides matrix. LWT 2021, 136, 110293. [Google Scholar] [CrossRef]
- Misra, S.; Pandey, P.; Panigrahi, C.; Mishra, H.N. A comparative approach on the spray and freeze drying of probiotic and Gamma-aminobutyric acid as a single entity: Characterization and evaluation of stability in simulated gastrointestinal conditions. Food Chem. Adv. 2023, 3, 100385. [Google Scholar] [CrossRef]
- Rout, R.K.; Kumar, A.; Rao, D.P.S. Encapsulation of oregano (Origanum vulgare) leaf polyphenols: Development, characterization and in-vitro release study. Food Hydrocoll. Health 2021, 1, 100028. [Google Scholar] [CrossRef]
- Zhang, Z.-H.; Yu, B.; Xu, Q.; Bai, Z.; Ji, K.; Gao, X.; Wang, B.; Aadil, R.M.; Ma, H.; Xiao, R. The Physicochemical Properties and Antioxidant Activity of Spirulina (Artrhospira platensis) Chlorophylls Microencapsulated in Different Ratios of Gum Arabic and Whey Protein Isolate. Foods 2022, 11, 1809. [Google Scholar] [CrossRef]
- Sun-Waterhouse, D.; Penin-Peyta, L.; Wadhwa, S.S.; Waterhouse, G.I.N. Storage Stability of Phenolic-Fortified Avocado Oil Encapsulated Using Different Polymer Formulations and Co-extrusion Technology. Food Bioprocess Technol. 2011, 5, 3090–3102. [Google Scholar] [CrossRef]
- Klein, M.; Aserin, A.; Svitov, I.; Garti, N. Enhanced stabilization of cloudy emulsions with gum Arabic and whey protein isolate. Colloids Surf. B Biointerfaces 2010, 77, 75–81. [Google Scholar] [CrossRef]
- Shahidi, F.; Han, X.Q. Encapsulation of food ingredients. Crit. Rev. Food Sci. Nutr. 1993, 33, 501–547. [Google Scholar] [CrossRef]
- Robertson, R.L. Food Packaging: Principles and Practice, 2nd ed.; Taylor & Francis: Boca Raton, FL, USA, 2006. [Google Scholar]
- Vu, T.A.; Kha, C.T.; Phan, T.H. Effects of soaking and germination conditions on gamma-aminobutyric acid and total phenolic content in geminated mung bean. J. Agric. Dev. 2019, 18, 112–118. [Google Scholar] [CrossRef]
- Vu, T.A.; Kha, C.T.; Phan, T.H. The changes in Gamma-aminobutyric acid and polyphenols in mung beans (Vigna radiata L.) during germination. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2023; Volume 1155, p. 012024. [Google Scholar] [CrossRef]
- Vu, A.T.; Kha, T.C.; Phan, H.T. Optimization of enzyme-assisted extraction conditions for gamma-aminobutyric acid and polyphenols in germinated mung beans (Vigna radiata L.). J. Appl. Biol. Biotechnol. 2023, in press. [Google Scholar] [CrossRef]
- Baysan, U.; Zungur Bastıoğlu, A.; Coşkun, N.Ö.; Konuk Takma, D.; Ülkeryıldız Balçık, E.; Sahin-Nadeem, H.; Koç, M. The effect of coating material combination and encapsulation method on propolis powder properties. Powder Technol. 2021, 384, 332–341. [Google Scholar] [CrossRef]
- Salem, A.; Ramadan, A.R.; Shoeib, T. Entrapment of β-carotene and zinc in whey protein nanoparticles using the pH cycle method: Evidence of sustained release delivery in intestinal and gastric fluids. Food Biosci. 2018, 26, 161–168. [Google Scholar] [CrossRef]
- Greenspan, L. Humidity fixed points of binary saturated aqueous solutions. J. Res. Natl. Bur. Stand.–A Phys. Chem. 1977, 81, 89–96. [Google Scholar] [CrossRef]
- Watchararparpaiboon, W.; Laohakunjit, N.; Kerdchoechuen, O. An improved process for high quality and nutrition of brown rice production. Food Sci. Technol. Int. 2010, 16, 147–158. [Google Scholar] [CrossRef] [PubMed]
- Złotek, U.; Mikulska, S.; Nagajek, M.; Świeca, M. The effect of different solvents and number of extraction steps on the polyphenol content and antioxidant capacity of basil leaves (Ocimum basilicum L.) extracts. Saudi J. Biol. Sci. 2016, 23, 628–633. [Google Scholar] [CrossRef] [PubMed]
- Saénz, C.; Tapia, S.; Chávez, J.; Robert, P. Microencapsulation by spray drying of bioactive compounds from cactus pear (Opuntia ficus-indica). Food Chem. 2009, 114, 616–622. [Google Scholar] [CrossRef]
- Guo, Q.; Li, S.; Du, G.; Chen, H.; Yan, X.; Chang, S.; Yue, T.; Yuan, Y. Formulation and characterization of microcapsules encapsulating carvacrol using complex coacervation crosslinked with tannic acid. LWT 2022, 165, 113683. [Google Scholar] [CrossRef]
- Lee, J.H.; Lee, M.J. Effect of drying method on the moisture sorption isotherms for Inonotus obliquus mushroom. LWT-Food Sci. Technol. 2008, 41, 1478–1484. [Google Scholar] [CrossRef]
- Amin, N.A.S.; Anggoro, D.D. Optimization of direct conversion of methane to liquid fuels over Cu loaded W/ZSM-5 catalyst. Fuel 2004, 83, 487–494. [Google Scholar] [CrossRef]
- Özbek, Z.A.; Ergönül, P.G. Optimisation of wall material composition of freeze–dried pumpkin seed oil microcapsules: Interaction effects of whey protein, maltodextrin, and gum Arabic by D–optimal mixture design approach. Food Hydrocoll. 2020, 107, 105909. [Google Scholar] [CrossRef]
- Ben Sassi, C.; Marcet, I.; Rendueles, M.; Díaz, M.; Fattouch, S. Egg yolk protein as a novel wall material used together with gum Arabic to encapsulate polyphenols extracted from Phoenix dactylifera L. pits. LWT 2020, 131, 109778. [Google Scholar] [CrossRef]
- Baş, D.; Boyaci, I.H. Modeling and optimization I: Usability of response surface methodology. J. Food Eng. 2007, 78, 836–845. [Google Scholar] [CrossRef]
- Yadav, K.; Bajaj, R.K.; Mandal, S.; Mann, B. Encapsulation of grape seed extract phenolics using whey protein concentrate, maltodextrin and gum arabica blends. J. Food Sci. Technol. 2020, 57, 426–434. [Google Scholar] [CrossRef] [PubMed]
- Ruengdech, A.; Siripatrawan, U. Improving encapsulating efficiency, stability, and antioxidant activity of catechin nanoemulsion using foam mat freeze-drying: The effect of wall material types and concentrations. LWT 2022, 162, 113478. [Google Scholar] [CrossRef]
- Anand, V.; Ksh, V.; Kar, A.; Varghese, E.; Vasudev, S.; Kaur, C. Encapsulation efficiency and fatty acid analysis of chia seed oil microencapsulated by freeze-drying using combinations of wall material. Food Chem. 2024, 430, 136960. [Google Scholar] [CrossRef]
- Al-Maqtari, Q.A.; Mohammed, J.K.; Mahdi, A.A.; Al-Ansi, W.; Zhang, M.; Al-Adeeb, A.; Wei, M.; Phyo, H.M.; Yao, W. Physicochemical properties, microstructure, and storage stability of Pulicaria jaubertii extract microencapsulated with different protein biopolymers and gum arabic as wall materials. Int. J. Biol. Macromol. 2021, 187, 939–954. [Google Scholar] [CrossRef]
- Obradović, N.; Volić, M.; Nedović, V.; Rakin, M.; Bugarski, B. Microencapsulation of probiotic starter culture in protein–carbohydrate carriers using spray and freeze-drying processes: Implementation in whey-based beverages. J. Food Eng. 2022, 321, 110948. [Google Scholar] [CrossRef]
- Mohammed, J.K.; Mahdi, A.A.; Ma, C.; Elkhedir, A.E.; Al-Maqtari, Q.A.; Al-Ansi, W.; Mahmud, A.; Wang, H. Application of argun fruit polysaccharide in microencapsulation of Citrus aurantium L. essential oil: Preparation, characterization, and evaluating the storage stability and antioxidant activity. J. Food Meas. Charact. 2021, 15, 155–169. [Google Scholar] [CrossRef]
- Hameed, A.; Hussain, S.A.; Nosheen, S.; Muhammad, Z.; Wu, Y.; Ullah, S.; Suleria, H.A.R.; Song, Y. Microencapsulation of microbial antioxidants from Mucor circinelloides, their physico-chemical characterization, in vitro digestion and releasing behaviors in food. Appl. Biol. Chem. 2020, 63, 28. [Google Scholar] [CrossRef]
- Laureanti, E.J.G.; Paiva, T.S.; de Matos Jorge, L.M.; Jorge, R.M.M. Microencapsulation of bioactive compound extracts using maltodextrin and gum arabic by spray and freeze-drying techniques. Int. J. Biol. Macromol. 2023, 253, 126969. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef] [PubMed]
- Zambrano, V.; Bustos, R.; Arozarena, Y.; Mahn, A. Optimization of a Microencapsulation Process Using Oil-in-Water (O/W) Emulsion to Increase Thermal Stability of Sulforaphane. Foods 2023, 12, 3869. [Google Scholar] [CrossRef] [PubMed]
- Sobti, B.; Kamal-Eldin, A.; Rasul, S.; Alnuaimi, M.S.K.; Alnuaimi, K.J.J.; Alhassani, A.A.K.; Almheiri, M.M.A.; Nazir, A. Encapsulation Properties of Mentha piperita Leaf Extracts Prepared Using an Ultrasound-Assisted Double Emulsion Method. Foods 2023, 12, 1838. [Google Scholar] [CrossRef] [PubMed]
- Niknam, S.M.; Escudero, I.; Benito, J.M. Formulation and Preparation of Water-In-Oil-In-Water Emulsions Loaded with a Phenolic-Rich Inner Aqueous Phase by Application of High Energy Emulsification Methods. Foods 2020, 9, 1411. [Google Scholar] [CrossRef] [PubMed]
- Pudziuvelyte, L.; Marksa, M.; Sosnowska, K.; Winnicka, K.; Morkuniene, R.; Bernatoniene, J. Freeze-Drying Technique for Microencapsulation of Elsholtzia ciliata Ethanolic Extract Using Different Coating Materials. Molecules 2020, 25, 2237. [Google Scholar] [CrossRef] [PubMed]
- Kuck, L.S.; Noreña, C.P.Z. Microencapsulation of grape (Vitis labrusca var. Bordo) skin phenolic extract using gum Arabic, polydextrose, and partially hydrolyzed guar gum as encapsulating agents. Food Chem. 2016, 194, 569–576. [Google Scholar] [CrossRef] [PubMed]
- Mahdavee Khazaei, K.; Jafari, S.M.; Ghorbani, M.; Hemmati Kakhki, A. Application of maltodextrin and gum Arabic in microencapsulation of saffron petal’s anthocyanins and evaluating their storage stability and color. Carbohydr. Polym. 2014, 105, 57–62. [Google Scholar] [CrossRef]
- Çam, M.; İçyer, N.C.; Erdoğan, F. Pomegranate peel phenolics: Microencapsulation, storage stability and potential ingredient for functional food development. LWT-Food Sci. Technol. 2014, 55, 117–123. [Google Scholar] [CrossRef]
- Ballesteros, L.F.; Ramirez, M.J.; Orrego, C.E.; Teixeira, J.A.; Mussatto, S.I. Encapsulation of antioxidant phenolic compounds extracted from spent coffee grounds by freeze-drying and spray-drying using different coating materials. Food Chem. 2017, 237, 623–631. [Google Scholar] [CrossRef]
- Flores, F.P.; Kong, F. In Vitro Release Kinetics of Microencapsulated Materials and the Effect of the Food Matrix. Ann. Rev. Food Sci. Technol. 2017, 8, 237–259. [Google Scholar] [CrossRef]
- Malekjani, N.; Jafari, S.M. Modeling the release of food bioactive ingredients from carriers/nanocarriers by the empirical, semiempirical, and mechanistic models. Compr. Rev. Food Sci. Food Saf. 2021, 20, 3–47. [Google Scholar] [CrossRef] [PubMed]
- Janjai, S.; Bala, B.K.; Tohsing, K.; Mahayothee, B.; Haewsungcharern, M.; Mühlbauer, W.; Müller, J. Equilibrium moisture content and heat of sorption of longan (Dimocarpus longan Lour.). Dry. Technol. 2006, 24, 1691–1696. [Google Scholar] [CrossRef]
- Yan, Z.; Sousa-Gallagher, M.J.; Oliveira, F.A.R. Sorption isotherms and moisture sorption hysteresis of intermediate moisture content banana. J. Food Eng. 2008, 86, 342–348. [Google Scholar] [CrossRef]
- Fellows, P. Food Processing Technology: Principles and Practice, 3rd ed.; Woodhead: Cambridge, UK, 2009. [Google Scholar]
- Tsami, E.; Marinos-Kouris, D.; Maroulis, Z.B. Water Sorption Isotherms of Raisins, Currants, Figs, Prunes and Apricots. J. Food Sci. 1990, 55, 1594–1597. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variable | Coded Variable Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| The ratio between two wall materials (X1, v/v) | 40:60 | 50:50 | 60:40 |
| The ratio of the extract to wall material (X2, v/v) | 20:100 | 30:100 | 40:100 |
| The wall material concentration (X3, %) | 15 | 20 | 25 |
| Exp Run a | Patterns | X1 (v/v) | X2 (v/v) | X3 (%) | EE-GABA (%) | EE-TPC (%) | EY-GABA (%) | EY-TPC (%) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Exp. | Pred. | Exp. | Pred. | Exp. | Pred. | Exp. | Pred. | |||||
| 1 | 0++ | 50 | 40 | 25 | 96.50 | 96.47 | 70.27 | 69.31 | 84.59 | 84.21 | 80.16 | 79.91 |
| 2 | 000 | 50 | 30 | 20 | 97.83 | 97.79 | 75.70 | 75.99 | 87.31 | 86.50 | 82.80 | 82.70 |
| 3 | +−0 | 60 | 20 | 20 | 94.13 | 94.40 | 67.62 | 66.44 | 84.54 | 84.90 | 81.56 | 80.98 |
| 4 | 0−− | 50 | 20 | 15 | 95.82 | 95.85 | 65.69 | 66.65 | 80.27 | 80.65 | 75.78 | 76.03 |
| 5 | +0− | 60 | 30 | 15 | 95.53 | 95.23 | 66.32 | 66.54 | 81.76 | 81.03 | 76.12 | 76.45 |
| 6 | +0+ | 60 | 30 | 25 | 95.27 | 95.11 | 64.66 | 65.62 | 83.90 | 84.24 | 79.34 | 80.51 |
| 7 | 0−+ | 50 | 20 | 25 | 95.28 | 95.17 | 67.59 | 67.81 | 83.03 | 82.34 | 81.17 | 80.58 |
| 8 | 000 | 50 | 30 | 20 | 97.38 | 97.79 | 76.98 | 75.99 | 86.71 | 86.50 | 82.16 | 82.70 |
| 9 | ++0 | 60 | 40 | 20 | 96.13 | 96.32 | 77.52 | 77.52 | 78.33 | 78.37 | 78.53 | 77.61 |
| 10 | −+0 | 40 | 40 | 20 | 95.33 | 95.06 | 65.56 | 66.74 | 80.41 | 80.05 | 79.40 | 79.98 |
| 11 | 000 | 50 | 30 | 20 | 98.15 | 97.79 | 75.29 | 75.99 | 85.49 | 86.50 | 83.14 | 82.70 |
| 12 | −0− | 40 | 30 | 15 | 94.98 | 95.14 | 64.23 | 63.27 | 76.16 | 75.83 | 76.81 | 75.64 |
| 13 | −0+ | 40 | 30 | 25 | 94.61 | 94.91 | 67.69 | 67.47 | 83.47 | 84.20 | 80.15 | 79.82 |
| 14 | 0+− | 50 | 40 | 15 | 96.02 | 96.14 | 67.40 | 67.18 | 73.63 | 74.32 | 75.61 | 76.20 |
| 15 | −−0 | 40 | 20 | 20 | 95.56 | 95.37 | 75.19 | 75.80 | 78.02 | 77.98 | 76.19 | 77.11 |
| Regression Coefficients a | EE-GABA (%) | EE-TPC (%) | EY-GABA (%) | EY-TPC (%) | ||||
|---|---|---|---|---|---|---|---|---|
| Regression Coefficients | t Ratio | Regression Coefficients | t Ratio | Regression Coefficients | t Ratio | Regression Coefficients | t Ratio | |
| ao | 43.03 ** | 5.00 | −85.55 * | −3.04 | −100.29 ** | −4.84 | −61.11 | −2.43 |
| Linear | ||||||||
| a1 | 1.48 ** | 6.50 | 2.36 * | 3.15 | 3.91 *** | 7.12 | 2.45 * | 3.66 |
| a2 | 0.17 | 0.94 | −1.73 * | −2.99 | 2.28 ** | 5.35 | 1.96 * | 3.79 |
| a3 | 1.46 * | 3.63 | 12.50 *** | 9.50 | 4.74 ** | 4.90 | 4.84 ** | 4.11 |
| Quadratic | ||||||||
| a11 | −0.016 *** | −8.05 | −0.032 ** | −4.86 | −0.03 ** | −5.29 | −0.02 * | −3.21 |
| a22 | −0.008 ** | −4.12 | −0.012 | −1.86 | −0.04 *** | −7.20 | −0.02 * | −3.09 |
| a33 | −0.041 ** | −5.04 | −0.28 *** | −10.42 | −0.10 ** | −5.18 | −0.11 ** | −4.44 |
| Interaction | ||||||||
| a12 | 0.005 * | 2.83 | 0.05 *** | 7.75 | −0.02 ** | −4.53 | −0.02 * | −2.7 |
| a13 | 0.0005 | 0.14 | −0.027 | −1.98 | −0.03 * | −2.72 | −0.0006 | −0.05 |
| a23 | 0.0051 | 1.29 | 0.005 | 0.38 | 0.04 ** | 4.32 | −0.004 | −0.36 |
| R2 | 0.984 | 0.995 | 0.992 | 0.995 | ||||
| Regression p value | 0.0061 | 0.0018 | 0.0011 | 0.0189 | ||||
| p-value of lack of fit | 0.517 | 0.266 | 0.513 | 0.110 | ||||
| Release Conditions | Zero-Oder | First-Order | Higuchi Model | Korsmeyer–Peppas | Mechanisms | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bioactive Compounds | Temperature (°C) | pH | Ko | R2 | K | R2 | KH | R2 | KM | n | R2 | |
| GABA | 25 | 2 | 0.0358 | 0.8430 | 0.0131 | 0.7546 | 0.4646 | 0.9907 | 0.6160 | 0.4331 | 0.9940 | Fickian |
| 5 | 0.0357 | 0.8635 | 0.0142 | 0.7170 | 0.4407 | 0.9908 | 0.4844 | 0.4777 | 0.9915 | Non-Fickian | ||
| 8 | 0.0318 | 0.8329 | 0.0124 | 0.7502 | 0.4203 | 0.9890 | 0.5918 | 0.4188 | 0.9915 | Fickian | ||
| 45 | 2 | 0.0360 | 0.7916 | 0.0130 | 0.6925 | 0.4870 | 0.9783 | 0.7294 | 0.4041 | 0.9859 | Fickian | |
| 5 | 0.0350 | 0.7746 | 0.0127 | 0.6978 | 0.4816 | 0.9743 | 0.7898 | 0.4923 | 0.9753 | Non-Fickian | ||
| 8 | 0.0294 | 0.7704 | 0.0116 | 0.7010 | 0.4169 | 0.9746 | 0.7182 | 0.3705 | 0.9877 | Fickian | ||
| TPC | 25 | 2 | 0.0204 | 0.8757 | 0.0098 | 0.6204 | 0.1992 | 0.9899 | 0.2779 | 0.4210 | 0.9943 | Fickian |
| 5 | 0.0207 | 0.8773 | 0.0100 | 0.6175 | 0.2022 | 0.9900 | 0.2761 | 0.4261 | 0.9940 | Fickian | ||
| 8 | 0.0194 | 0.8644 | 0.0094 | 0.5889 | 0.1912 | 0.9859 | 0.2841 | 0.4053 | 0.9925 | Fickian | ||
| 45 | 2 | 0.0201 | 0.8774 | 0.0098 | 0.6161 | 0.1967 | 0.9904 | 0.3249 | 0.3800 | 0.9934 | Fickian | |
| 5 | 0.0211 | 0.8943 | 0.0103 | 0.6542 | 0.2045 | 0.9952 | 0.2525 | 0.4501 | 0.9969 | Non-Fickian | ||
| 8 | 0.0210 | 0.8653 | 0.0060 | 0.6372 | 0.2063 | 0.9871 | 0.3100 | 0.4034 | 0.9936 | Fickian | ||
| Release Conditions | Zero-Oder | First-Order | Higuchi Model | Korsmeyer–Peppas | Mechanisms | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Bioactive Compounds | pH | Ko | R2 | K | R2 | KH | R2 | KM | n | R2 | |
| GABA in SGF | 2 | 0.0368 | 0.8031 | 0.0127 | 0.7144 | 0.5020 | 0.9826 | 0.7736 | 0.3972 | 0.9906 | Fickian |
| 5 | 0.0360 | 0.7813 | 0.0121 | 0.7009 | 0.5102 | 0.9780 | 0.8866 | 0.3684 | 0.9909 | Fickian | |
| 8 | 0.0360 | 0.8122 | 0.0125 | 0.7306 | 0.4898 | 0.9851 | 0.7560 | 0.3969 | 0.9928 | Fickian | |
| GABA in SIF | 2 | 0.0332 | 0.8191 | 0.0125 | 0.7366 | 0.4445 | 0.9860 | 0.6476 | 0.4106 | 0.9920 | Fickian |
| 5 | 0.0340 | 0.8011 | 0.0125 | 0.7169 | 0.4634 | 0.9819 | 0.7157 | 0.3967 | 0.9900 | Fickian | |
| 8 | 0.0344 | 0.8116 | 0.0128 | 0.7246 | 0.4592 | 0.9839 | 0.6634 | 0.4127 | 0.9899 | Fickian | |
| TPC in SGF | 2 | 0.0207 | 0.8730 | 0.0099 | 0.6210 | 0.2031 | 0.9890 | 0.3181 | 0.3884 | 0.9936 | Fickian |
| 5 | 0.0197 | 0.8779 | 0.0100 | 0.5809 | 0.1925 | 0.9891 | 0.2911 | 0.3982 | 0.9925 | Fickian | |
| 8 | 0.0205 | 0.8713 | 0.0097 | 0.6296 | 0.2015 | 0.9890 | 0.3316 | 0.3776 | 0.9938 | Fickian | |
| TPC in SIF | 2 | 0.0155 | 0.8418 | 0.0100 | 0.6174 | 0.2022 | 0.9902 | 0.2739 | 0.4280 | 0.9939 | Fickian |
| 5 | 0.0156 | 0.8509 | 0.0101 | 0.6257 | 0.2027 | 0.9917 | 0.2714 | 0.4302 | 0.9949 | Fickian | |
| 8 | 0.0147 | 0.8106 | 0.0096 | 0.5901 | 0.1982 | 0.9841 | 0.3006 | 0.4007 | 0.9911 | Fickian | |
| Kinetic Parameters | GABA | TPC | ||||
|---|---|---|---|---|---|---|
| 30 °C | 40 °C | 50 °C | 30 °C | 40 °C | 50 °C | |
| Degradation rate (k, day−1) | 0.0284 | 0.0316 | 0.0517 | 0.0027 | 0.0057 | 0.0064 |
| Half-life (t1/2, day) | 24.41 | 21.94 | 13.41 | 256.72 | 121.60 | 108.30 |
| Determination coefficients (R2) | 0.81 | 0.85 | 0.97 | 0.93 | 0.90 | 0.94 |
| Activation energy (Ea, kcal) | 5.85 | 10.72 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vu, A.T.; Kha, T.C.; Phan, H.T. Encapsulation of Bioactive Compounds from Germinated Mung Bean by Freeze-Drying, Release Kinetics, and Storage Stability. Foods 2024, 13, 100. https://doi.org/10.3390/foods13010100
Vu AT, Kha TC, Phan HT. Encapsulation of Bioactive Compounds from Germinated Mung Bean by Freeze-Drying, Release Kinetics, and Storage Stability. Foods. 2024; 13(1):100. https://doi.org/10.3390/foods13010100
Chicago/Turabian StyleVu, Anh Thuy, Tuyen Chan Kha, and Huan Tai Phan. 2024. "Encapsulation of Bioactive Compounds from Germinated Mung Bean by Freeze-Drying, Release Kinetics, and Storage Stability" Foods 13, no. 1: 100. https://doi.org/10.3390/foods13010100
APA StyleVu, A. T., Kha, T. C., & Phan, H. T. (2024). Encapsulation of Bioactive Compounds from Germinated Mung Bean by Freeze-Drying, Release Kinetics, and Storage Stability. Foods, 13(1), 100. https://doi.org/10.3390/foods13010100