
Novel Method of Increased Efficiency Corn Drying on a Fixed Bed by Condensation


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Test and Analytical Methods
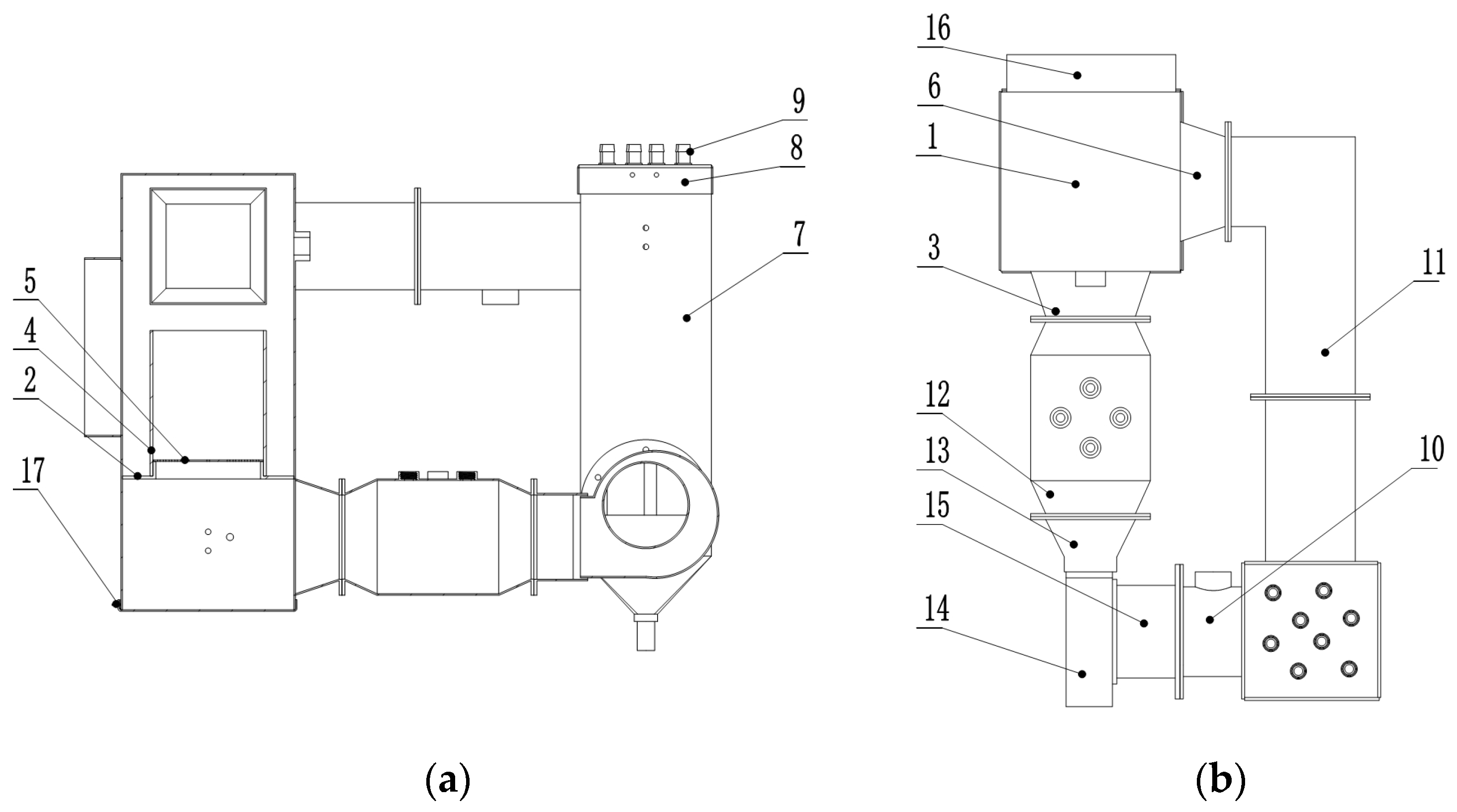
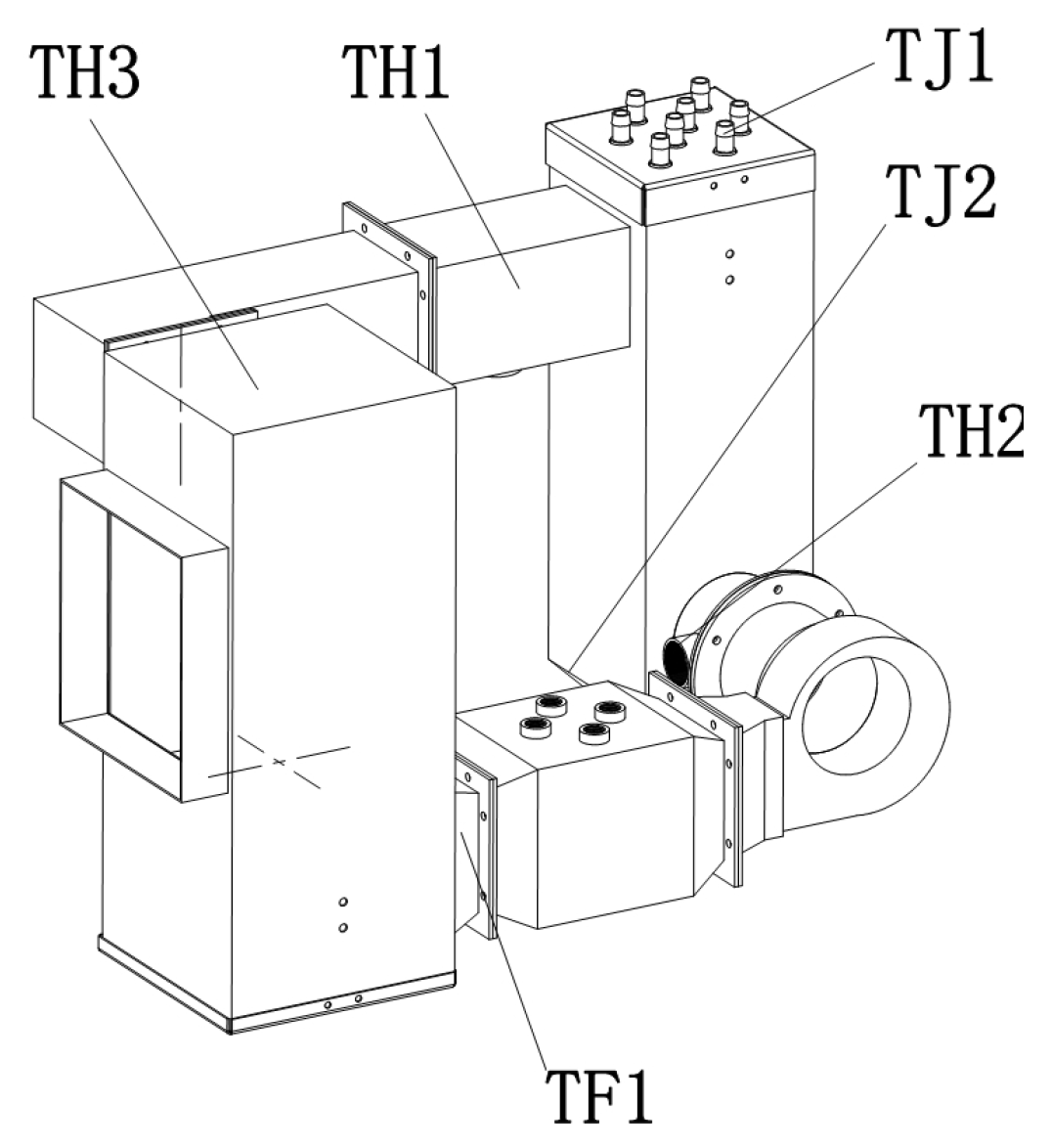
2.2. Test Device
2.3. Test Principle
2.4. Test Uncertainty Analysis
3. Results and Discussion
3.1. Comparison between Drying of Increased efficiency by condensation and Conventional Hot Air Drying
3.2. Single Factor Experiment of Increased efficiency by condensation
3.2.1. Effects of Hot Air Temperature on the Drying Characteristics
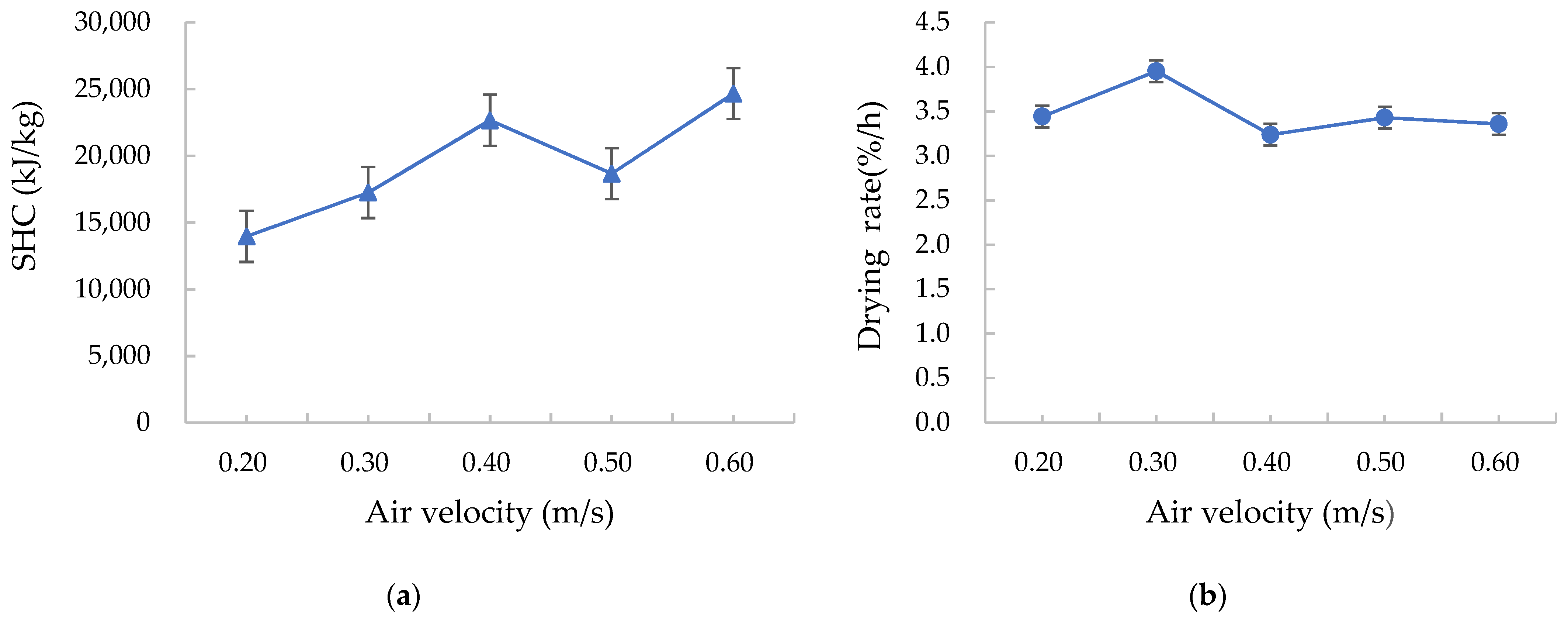
3.2.2. Effects of the Air Velocity on the Drying Characteristics
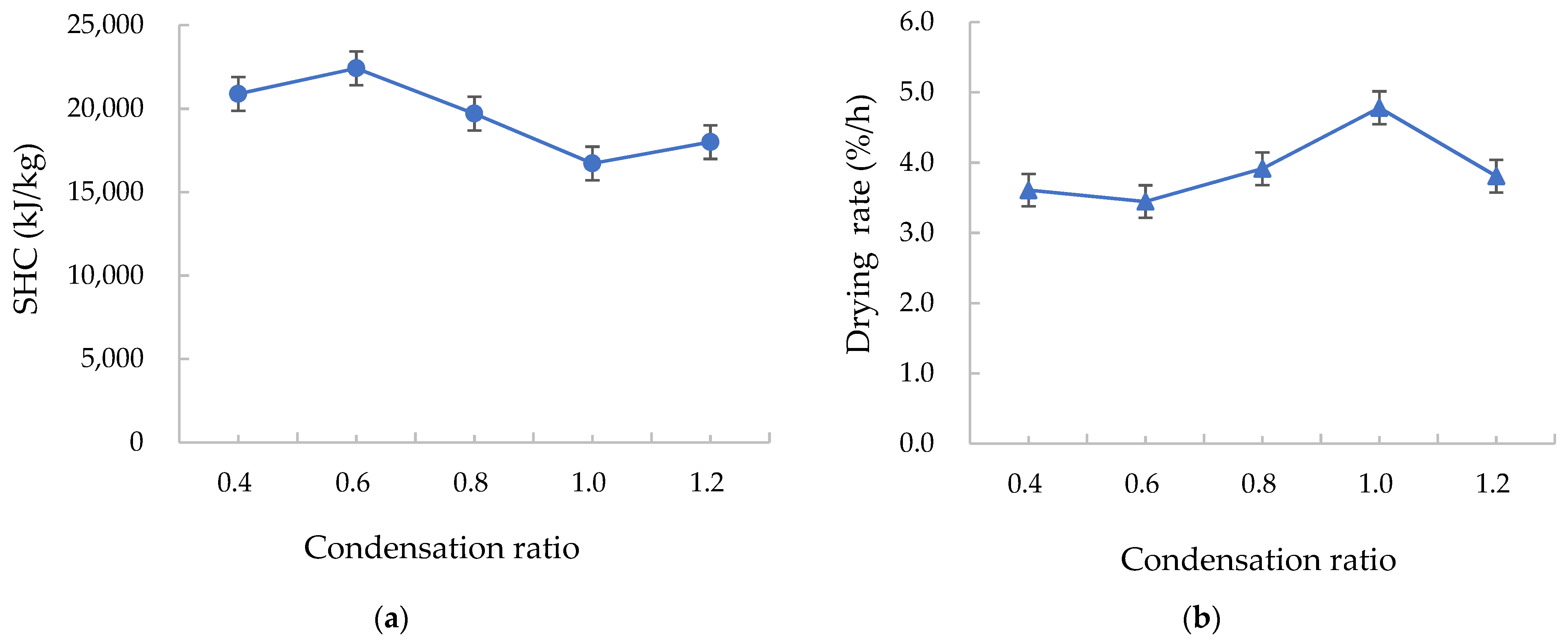
3.2.3. Effects of the Condensation Ratio on the Drying Characteristics
3.3. Rotation Combination Experiment Based on Response Surface Methodology
3.4. Study of the Exergy Characteristics of the Drying Process
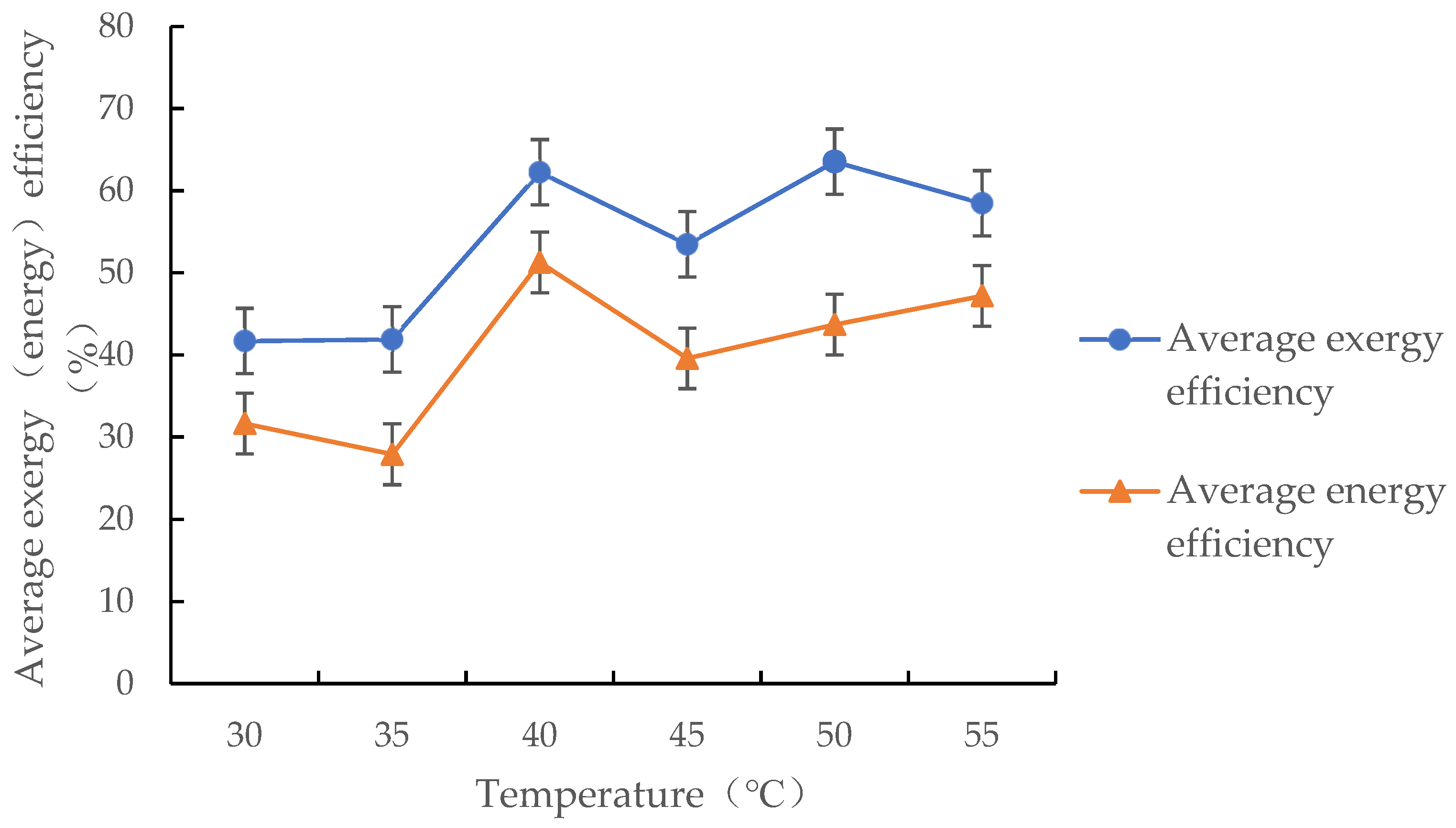
3.4.1. Effect of Drying Medium Temperature on the Mean Energy and Exergy Efficiencies of the Drying Process
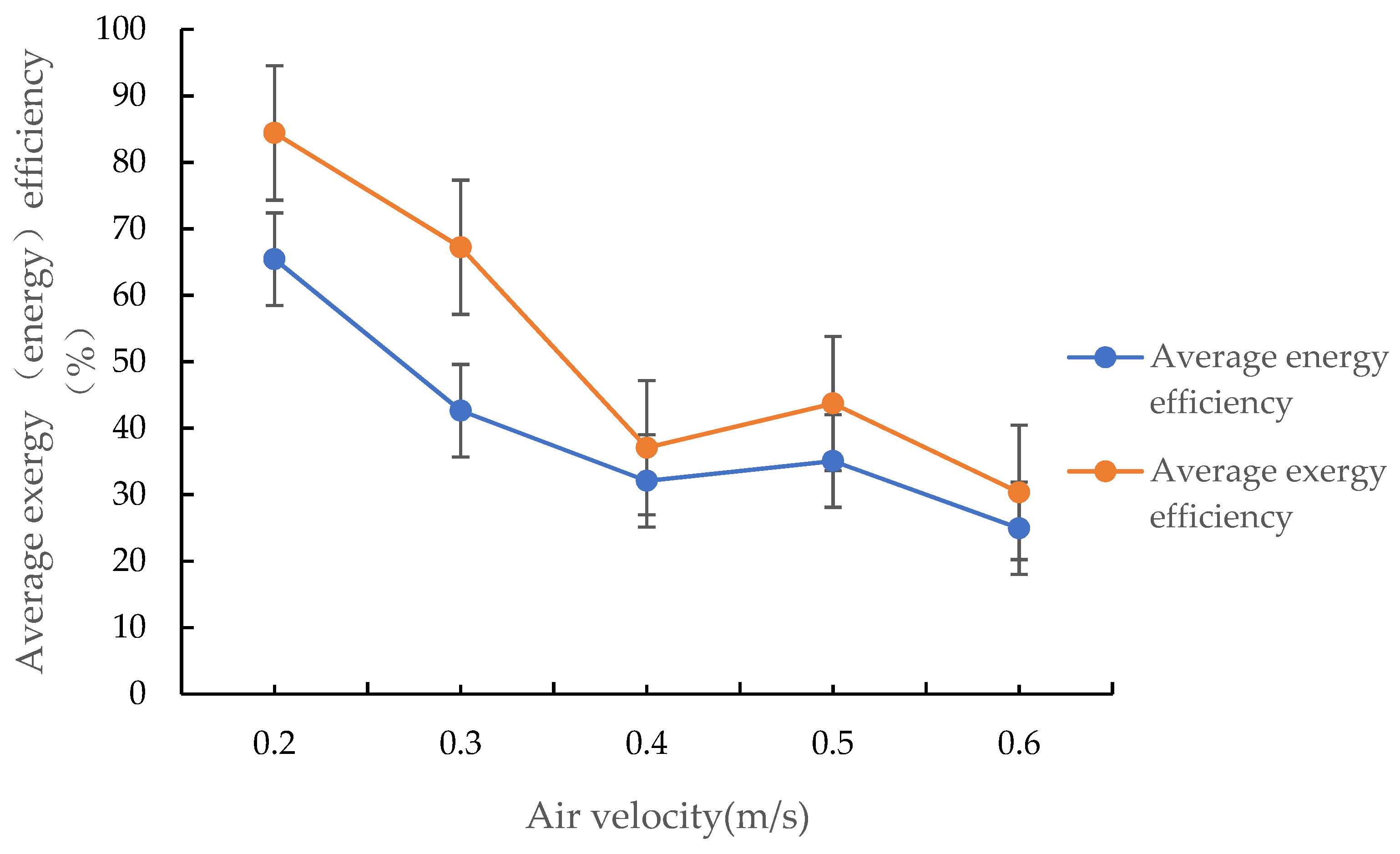
3.4.2. Effect of Air Velocity on the Mean Energy and Exergy Efficiencies of the Drying Process
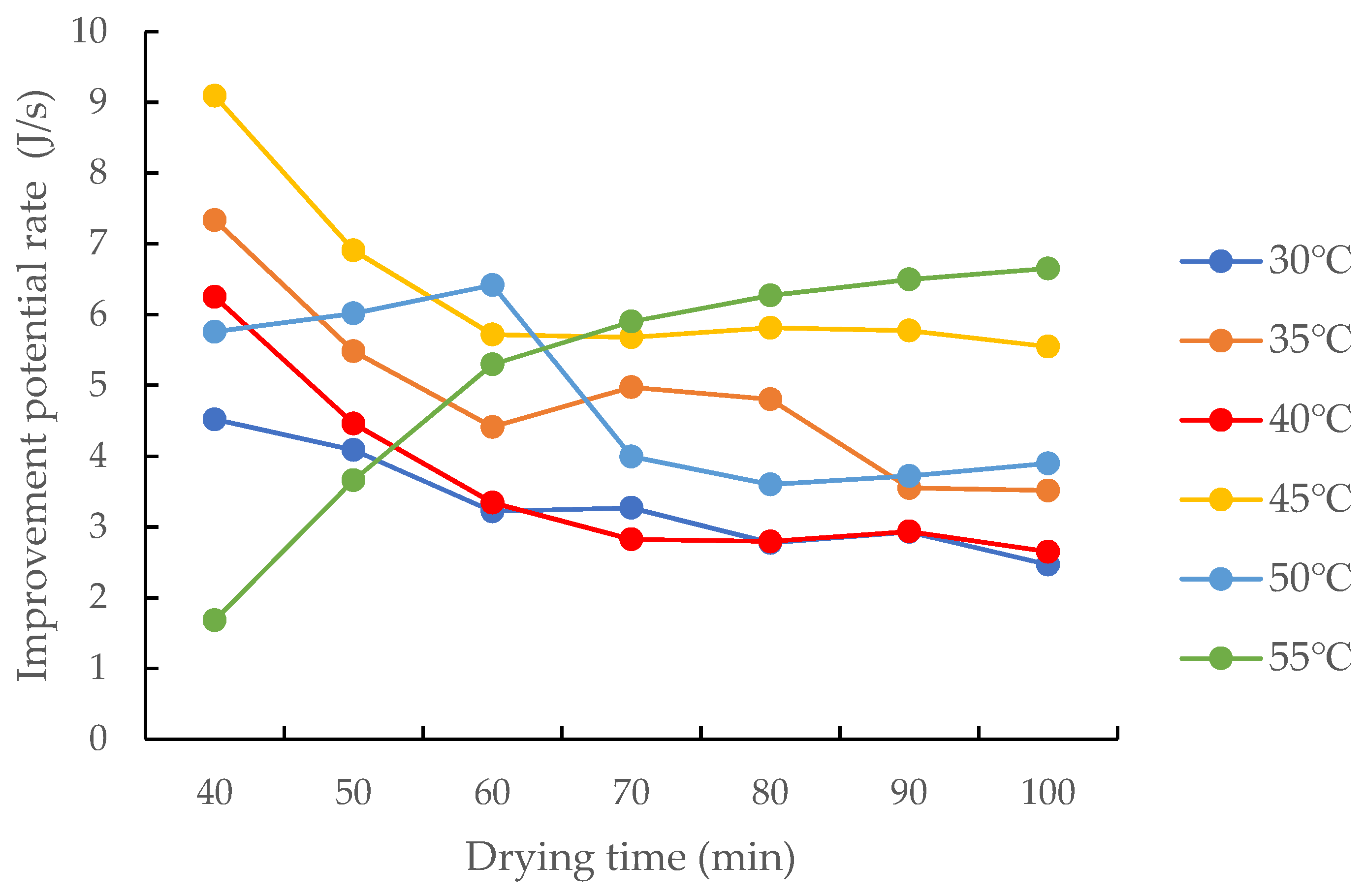
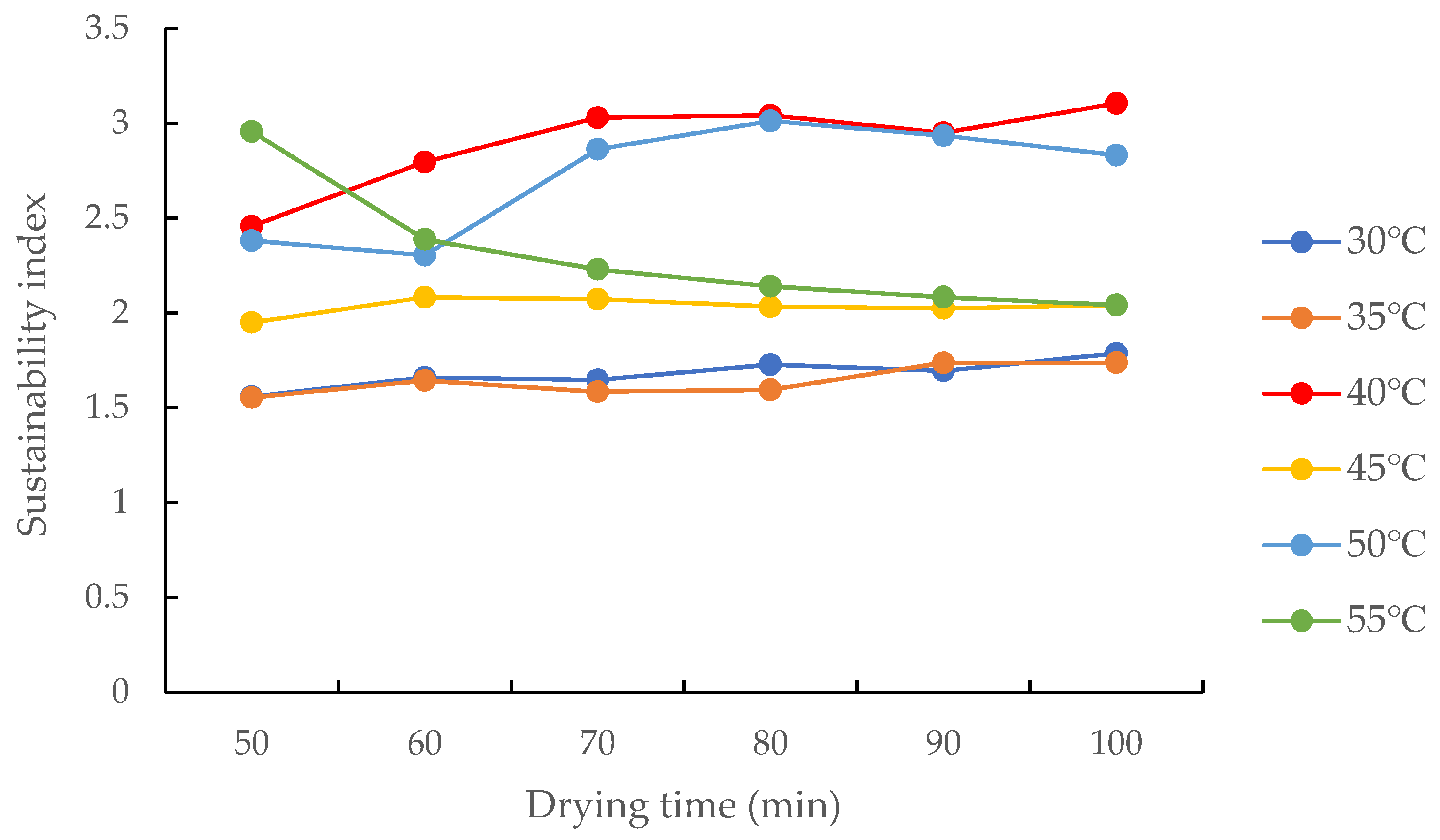
3.4.3. Effects of the Drying Medium Temperature on the Improvement Potential Rate and Sustainability Index of the Drying Process
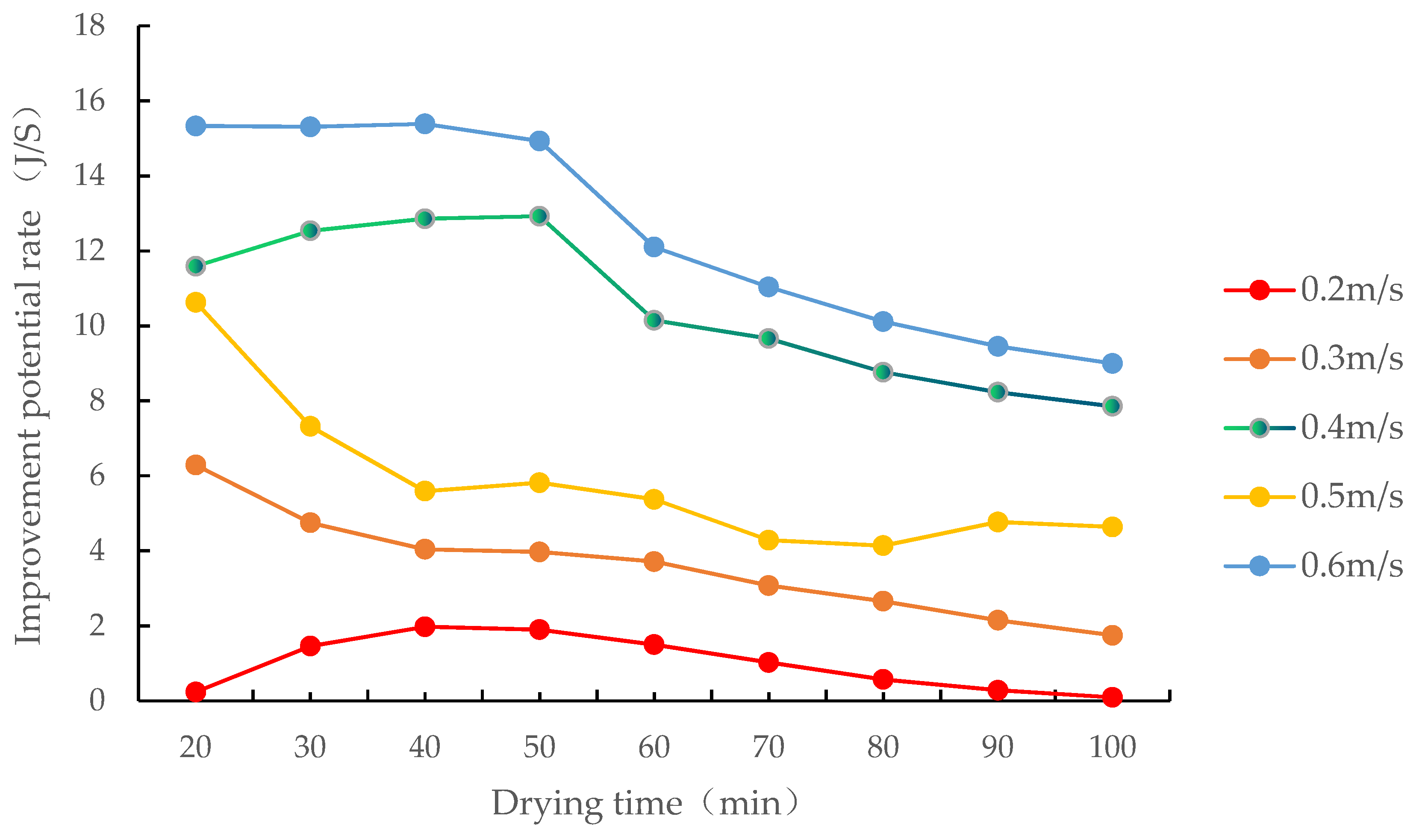
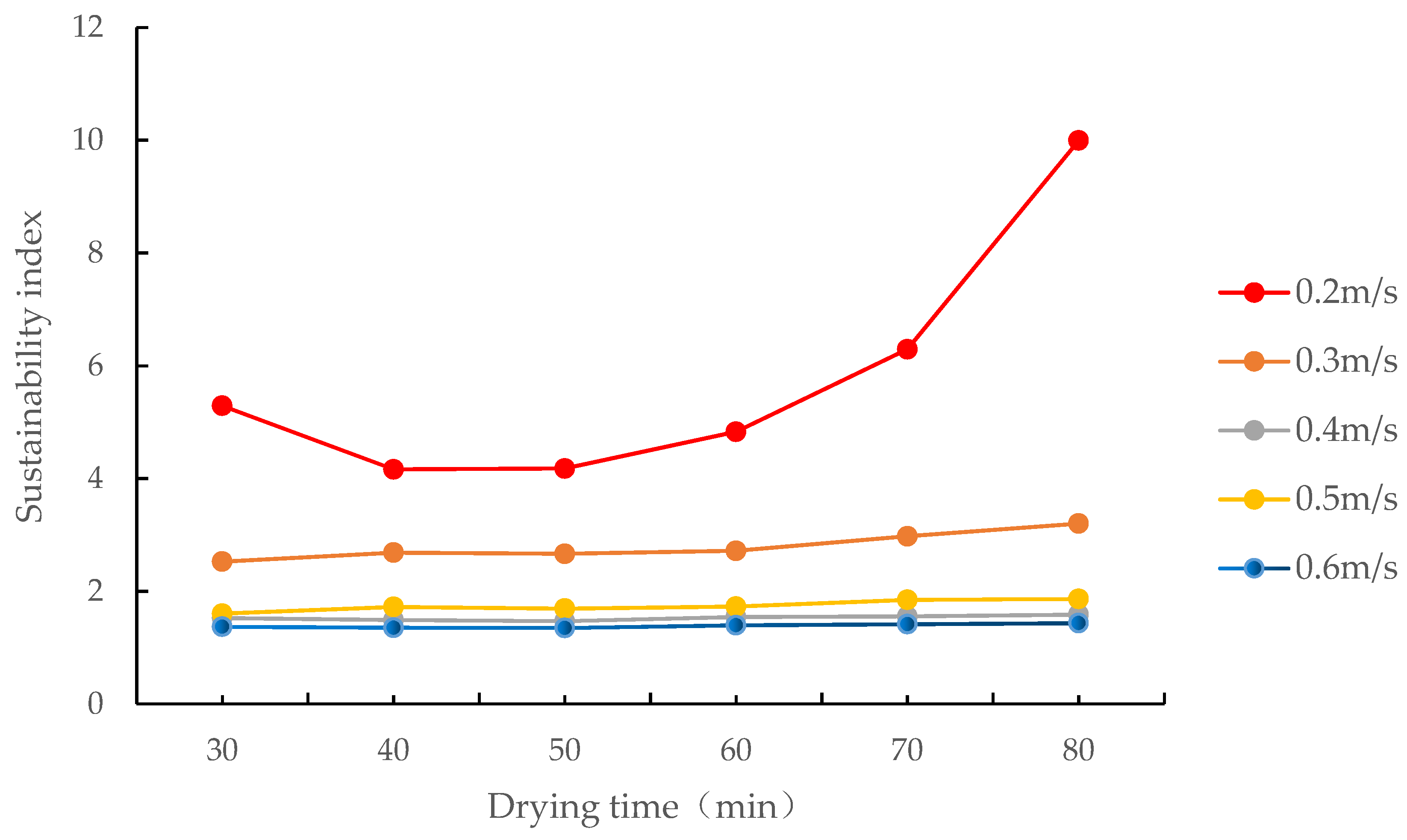
3.4.4. Effects of the Drying Medium Flow Rate on the Improvement Potential Rate and Sustainability Index of the Drying Process
4. Conclusions
- (1)
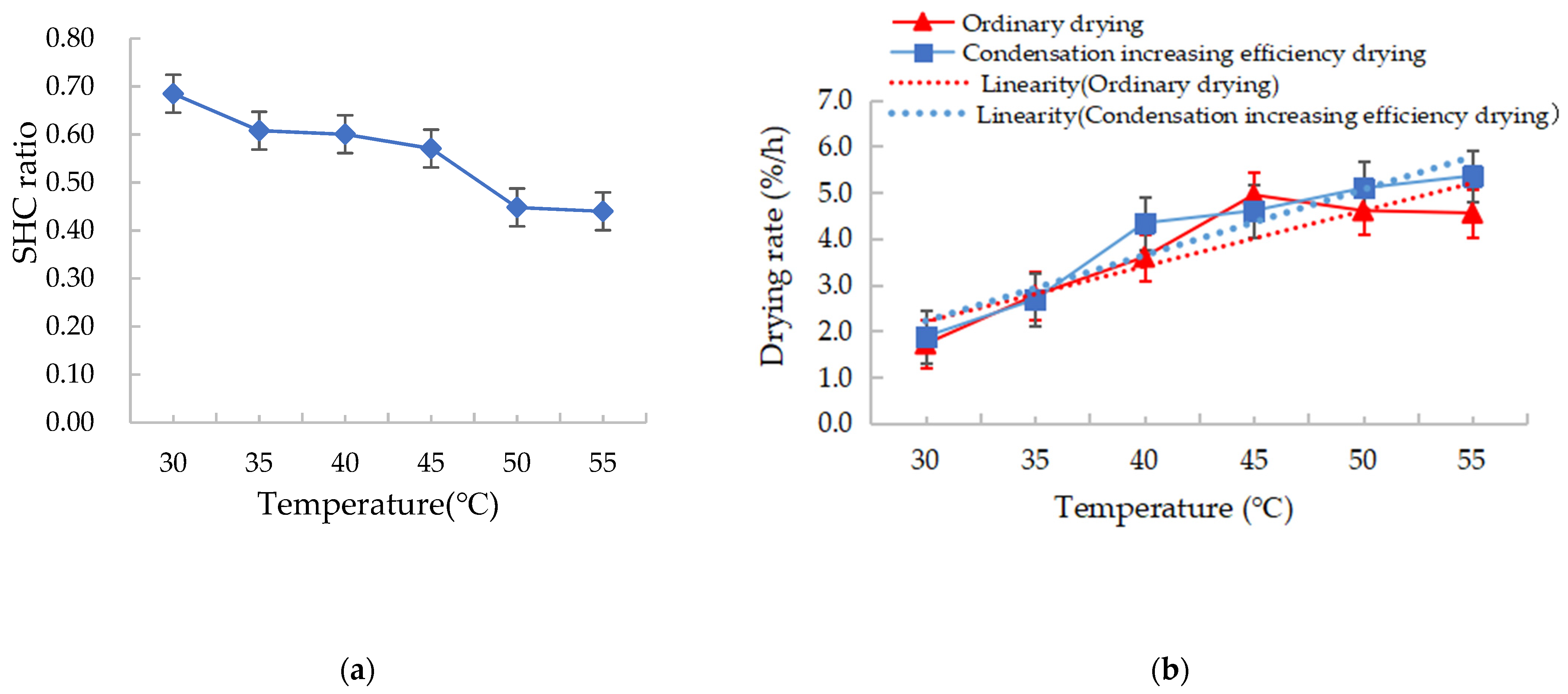
- In the range of 30–55 °C, the SHC of corn drying using the drying of increased efficiency by condensation was 0.68–0.44 of that observed during conventional open hot air drying. Therefore, drying of increased efficiency by condensation resulted in an energy savings of 32–56% compared to conventional open hot air drying. Additionally, the energy-saving effects increased as the drying temperature increased, and the drying rate during increased efficiency drying by condensation was higher than that during conventional open hot air drying.
- (2)
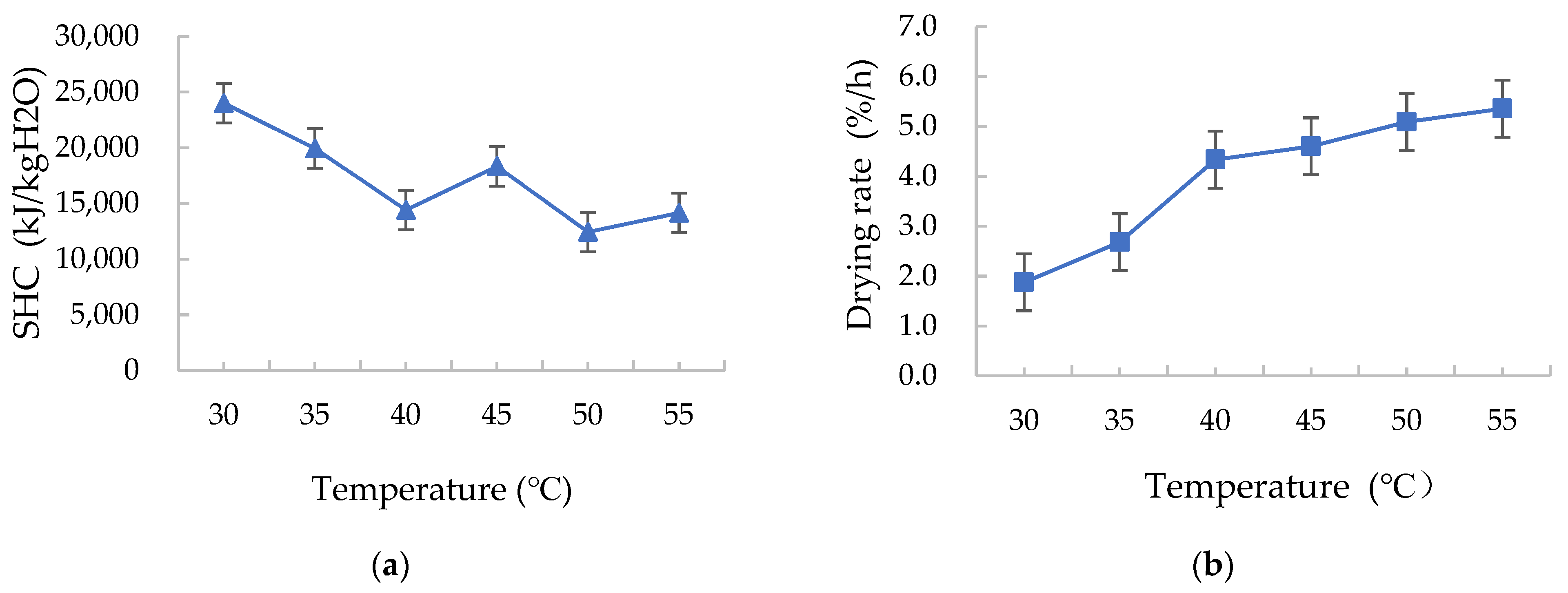
- When corn drying of increased efficiency by condensation was performed at 30–55 °C, the drying rate increased and the SHC decreased as the drying medium temperature increased. When air passed through the grain layer at 0.2–0.6 m/s, the SHC increased and the drying rate first increased, and then decreased before reaching a stable value as the air velocity increased.
- (3)
- On corn drying of increased efficiency by condensation on a fixed-bed, when the drying air temperature was within the 30–55 °C range, the mean energy and exergy efficiencies were within the 31.65–51.26% and 41.69–63.52% ranges, respectively, and both increased with an increase in hot air temperature. When air passed through the grain layer at 0.2–0.6 m/s, they were within the 24.96–65.28% and 30.40–84.90% ranges, respectively, and both decreased with an increase in air velocity.
- (4)
- The improvement potential rate and sustainability index of the drying process showed no obvious correlation with increasing drying air temperature, and the former increased and the latter decreased with increasing air velocity.
5. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, Z. Study of Maize Import to Fill the Gap in Maize Production and Demand in China. Master’s Thesis, Capital University of Economics and Business, Beijing, China, 2019. [Google Scholar]
- Zhou, G.X. Application of Biomass Fuel in Grain Drying Equipment. Food Process 2022, 47, 80–82. [Google Scholar]
- Pan, B.L. Study of Energy Conservation and Emission Reduction Technologies in Continuous Flow Grain Dryers. Master’s Thesis, Northeast Agricultural University, Harbin, China, 2018. [Google Scholar]
- Lin, L. Research and Practice of Waste Gas Recovery Technology of Grain Dryer. Sci. Technol. Cereals Oils Foods 2020, 28, 170–172. [Google Scholar]
- Zohrabi, S.; Seiiedlou, S.S.; Aghbashlo, M.; Scaar, H.; Mellmann, J. Enhancing the Exergetic Performance of a Pilot-Scale Convective Dryer by Exhaust Air Recirculation. Drying Technol. 2020, 38, 518–533. [Google Scholar] [CrossRef]
- Afzali, F.; Darvishi, H.; Behroozi-Khazaei, N. Optimizing Exergetic Performance of a Continuous Conveyor Infrared-Hot Air Dryer with Air Recycling System. Appl. Therm. Eng. 2019, 154, 358–367. [Google Scholar] [CrossRef]
- Lu, Q.; Zhong, Z.T.; Zhao, M.; Zhang, L.; Zhang, Y.Y. Experimental Study of a Grain Dryer with Biomass-Fired Hot-Blast Stove taken as the Heat Source. Jiangsu Agric. Mech. 2017, 5, 21–25. [Google Scholar]
- Lu, Q.; Zhang, L. An Applied Research on the Technology of Biomass Heating Source in the Production of Grain Drying. Chin. Agric. Mech. 2017, 38, 83–86. [Google Scholar]
- Meng, X.Y.; Sun, B.Y.; Bai, Z.Z. Discussion of Effect of Wheat Drying With Biomass Fuel Hot Blast Stove. Grain Storage 2020, 50, 48–51. [Google Scholar]
- Rudobashta, S.P.; Zueva, G.A.; Muravleva, E.A. Farm Grain Dryer With a Heat Pump and Its Calculation. Russ. J. Gen. Chem. 2020, 90, 1163–1167. [Google Scholar] [CrossRef]
- Kyrpa, Y.; Stasiv, O.F.; Kulyk, V.O.; Kupar, Y.Y.; Cherchel, V.Y. New Energy-Saving Method for Drying Maize Seeds. Ukr. J. Ecol. 2021, 11, 56–62. [Google Scholar]
- Yahya, M.; Fahmi, H.; Hasibuan, R. Experimental Performance Analysis of a Pilot-Scale Biomass-Assisted Recirculating Mixed-Flow Dryer for Drying Paddy. Int. J. Food Sci. 2022, 2022, 4373292. [Google Scholar] [CrossRef]
- Liu, G.H. Analysis and Suggestions on the Application of Clean Energy in the Field of Grain Drying. Cereal Food Ind. 2020, 27, 6–9. [Google Scholar]
- Liu, G.H.; Ren, L.H.; Zhao, X.G.; Zhou, G.X. The Application of Electric-Heating Energy Storage Technology in the Grain Drying Field. Mod. Food 2015, 14, 14,65–68. [Google Scholar]
- Wang, H.; Ren, L.H.; Liu, G.H.; Zhao, X.G. Process Parameters of the Production of Electric Storage Heaters for Grain Drying. Cereal Feed Ind. 2017, 5, 5,13–15. [Google Scholar]
- Yang, W.S.; Kim, Y.I.; Park, S.T. Initial Investment Cost Analysis of Electric Heater, Air Heat Source and Geothermal Source Heat Pump Type Agricultural Product Hot Air Dryers. KJACR 2019, 31, 380–390. [Google Scholar] [CrossRef]
- Wu, W.F.; Wang, G.Y.; Han, F.; Meng, X.M.; Fu, D.P.; Xue, H.Y.; Zhang, Q.J.; Sun, C.H.; Chen, J. An Energy-Efficient Device for Batch Circulating Grain Drying by Condensation, Circulation, and Heating. Chinese Patent 201821699473.5, 7 June 2019. [Google Scholar]
- Wu, W.F.; Wang, G.Y.; Han, F.; Meng, X.M.; Fu, D.P.; Xue, H.Y.; Zhang, Q.J.; Sun, C.H.; Chen, J. An Energy-Efficient Device for Continuous Variable-Temperature Grain Drying by Condensation, Circulation, and Heating. Chinese Patent 201821700053.4, 14 June 2019. [Google Scholar]
- Wang, G.Y.; Wu, W.F.; Qiao, F.X.; Fu, D.; Liu, Z.; Han, F. Research on an Electric Energy-Saving Grain Drying System with Internal Circulation of the Drying Medium. J. Food Process Eng. 2020, 43, e13476. [Google Scholar] [CrossRef]
- Janas, S.; Malumba, P.; Bera, F. Opportunity to take the grain internal transfers into account in the context of the modelization of the fixed bed drying of corn: A review. Biotechnol. Agron. Soc. 2012, 16, 93–101. [Google Scholar]
- Dalpasquale, V.A.; Sperandio, D.; Silva, L.H.M.E.; Kolling, E. Fixed-bed drying simulation of agricultural products using a new backward finite difference scheme. Appl. Math. Comput. 2008, 200, 590–595. [Google Scholar] [CrossRef]
- Dalpasquale, V.A.; Sperandio, D.; Silva, L.H.M.E. Fixed-bed drying simulation with constant enthalpy, using the improved Michigan State University model. Acta Sci. Technol. 2012, 34, 137–140. [Google Scholar] [CrossRef]
- da Costa, L.A.; de Souza, J.L.F.; Huebner, R.; Rodrigues, F.A.; Dias, A.A. Finite element simulation and experimental validation of the variations of temperature and moisture content in unsteady-state drying of corn in a fixed bed. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 1. [Google Scholar] [CrossRef]
- Gao, H.F. The research on on-line moisture detection and control system based on the total weight detection for grain circulate drying. Master’s Thesis, Jilin University, Changchun, China, 2014. [Google Scholar]
- Wu, W.F.; Fu, D.P.; Wang, G.Y.; Han, F.; Liu, Z.; Xu, Y.; Zhang, Y.Q.; Yue, Z.F. A Basic Test Device for Heat Drying of Grains by Condensation Heating. Chinese Patent 202020658325, 27 November 2020. [Google Scholar]
- GB/T 14095–2007; Standardization Administration of the People’s Republic of China. Drying Technology of Agricultural Products—Terminology. State Administration for Market Regulation of the People’s Republic of China: Beijing, China, 2008.
- Ahern, J.E. The Exergy Method of Energy Systems; China Machine Press: Beijing, China, 1980; p. 39. [Google Scholar]
- Dincer, I. Exergy as a Potential Tool for Sustainable Drying Systems. Sustain. Cities Soc. 2011, 1, 91–96. [Google Scholar] [CrossRef]
- Khanali, M.; Aghbashlo, M.; Rafiee, S.; Jafari, A. Exergetic Performance Assessment of Plug Flow Fluidised Bed Drying Process of Rough Rice. Int. J. Exergy 2013, 13, 387–408. [Google Scholar] [CrossRef]
- Shao, Y.J.; Li, D.B.; Xiao, J.M.; Zheng, G.Q. Principle and construction of Grain Dryer, 1st ed.; China Machine Press: Beijing, China, 1985; p. 71. [Google Scholar]
- Mondal, M.H.T.; Hossain, M.A.; Sheikh, M.A.M.; Akhtaruzzaman, M.; Sarker, M.S.H. Energetic and Exergetic Investigation of a Mixed Flow Dryer: A Case Study of Maize Grain Drying. Drying Technol. 2019, 39, 466–480. [Google Scholar] [CrossRef]
- Yamamura, M.; Ohara, K.; Mawatari, Y.; Kage, H. Measuring the drying rate of liquid film coating using heat flux method. Drying Technol. 2009, 27, 817–820. [Google Scholar] [CrossRef]
- Amantéa, R.P.; Fortes, M.; Santos, G.T. Exergy analysis applied to the design of grain dryers with air flow recirculation. In Proceedings of the American Society of Agricultural and Biological Engineers, Dallas, TX, USA, 2012., 29 July–1 August.
- Chen, J.Y.; Wu, W.F.; Chen, R.M.; Jin, Y.; Liu, Z. Optimization of hot air-drying process of corn using genetic algorithm and response surface methodology. Int. J. Food Prop. 2020, 23, 753–764. [Google Scholar] [CrossRef]
- Ononogbo, C.; Nwufo, O.C.; Nwakuba, N.R.; Okoronkwo, C.A.; Igbokwe, J.O.; Nwadinobi, P.C.; Anyanwu, E.E. Energy parameters of corn drying in a hot air dryer powered by exhaust gas waste heat: An optimization case study of the food-energy nexus. Energy Nexus. 2021, 4, 100029. [Google Scholar] [CrossRef]
- Zhang, S.W.; Kong, N.H.; Zhu, Y.F.; Zhang, Z.J.; Xu, C.H. 3D model-based simulation analysis of energy consumption in hot air drying of corn kernels. Math. Probl. Eng. 2013, 2013, 579452. [Google Scholar] [CrossRef]
- Tohidi, M.; Sadeghi, M.; Torki-Harchegani, M. Energy and quality aspects for fixed deep bed drying of paddy. Renew. Sustain. Energy Rev. 2017, 70, 519–528. [Google Scholar] [CrossRef]
- Beigi, M.; Tohidi, M.; Torki-Harchegani, M. Exergetic analysis of deep-bed drying of rough rice in a convective dryer. Energy 2017, 140, 374–382. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Model | Parameters Specification |
|---|---|---|
| Control of the host | PPC-DL104D | 10.4-inch industrial all-in-one machine |
| Aluminium water cooler | 40 × 240 mm | Thickness 12 mm |
| Fan | BFB1012H | Air flow 0.712 m3/min, air pressure 249.082 Pa, motor speed 3600 rpm |
| Electric heating wire | 24 v 25 W | Total power 100 W |
| Temperature sensor | PT100 | Range −100–280 °C, precision 0.1 °C |
| Temperature and humidity sensor | HC2A-S | Humidity range 0~100% RH, temperature range −50~100 °C, precision ± 0.8% RH/0.01 °C |
| Power meter | DDSU666 | 0.001 kWh |
| Name of Instrument | Model | Accuracy | Standard Deviation | Uncertainty (%) |
|---|---|---|---|---|
| Temperature and humidity transmitter | HC2A-S | ±0.005 °C ±0.8%RH | 0.89 1.67 | 2.32 4.80 |
| Temperature and humidity transmitter | TH10S-B-H | ±0.2 °C ±2%RH | 0.39 1.41 | 2.96 4.61 |
| Temperature probe | PT100 | ±0.005 | 0.28 | 0.69 |
| Electronic platform scale | — | ±0.5 g | 16.61 | 0.06 |
| Grain moisture meter | PM-8188-A | ±0.5% | 0.18 | 1.31 |
| Source | Sum of Squares (107) | d f | Mean Square (107) | F Value | p Value | Significance |
|---|---|---|---|---|---|---|
| Model | 23.47 | 6 | 3.912 | 6.42 | 0.0025 | Significant |
| X1 | 8.551 | 1 | 8.551 | 14.02 | 0.0025 | |
| X2 | 10.37 | 1 | 10.37 | 17.01 | 0.0012 | |
| X3 | 0.735 | 1 | 0.735 | 1.21 | 0.2922 | |
| X1 X2 | 0.01412 | 1 | 0.01412 | 0.023 | 0.8814 | |
| X1 X3 | 2.362 | 1 | 2.362 | 3.87 | 0.0707 | |
| X2 X3 | 1.435 | 1 | 1.435 | 2.35 | 0.149 | |
| Residual | 7.927 | 13 | 0.6098 | |||
| Lack of Fit | 4.063 | 8 | 0.5079 | 0.66 | 0.7156 | Not significant |
| Pure Error | 3.864 | 5 | 0.7727 | |||
| COR total | 31.4 | 19 |
| Source | Sum of Squares | d f | Mean Square | F Value | p Value | Significance |
|---|---|---|---|---|---|---|
| Model | 20.95 | 6 | 3.49 | 26.71 | <0.0001 | Significant |
| X1 | 16.02 | 1 | 16.02 | 122.55 | <0.0001 | |
| X2 | 0.98 | 1 | 0.98 | 7.46 | 0.0171 | |
| X3 | 0.97 | 1 | 0.97 | 7.39 | 0.0176 | |
| X1 X2 | 0.60 | 1 | 0.60 | 4.63 | 0.0508 | |
| X1 X3 | 2.21 | 1 | 2.21 | 16.87 | 0.0012 | |
| X2 X3 | 0.18 | 1 | 0.18 | 1.38 | 0.2617 | |
| Residual | 1.70 | 13 | 0.13 | |||
| Lack of Fit | 1.13 | 8 | 0.14 | 1.24 | 0.4229 | Not significant |
| Pure Error | 0.57 | 5 | 0.11 | |||
| COR total | 22.65 | 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, D.; Wu, W.; Wang, G.; Xu, H.; Han, F.; Liu, Z. Novel Method of Increased Efficiency Corn Drying on a Fixed Bed by Condensation. Foods 2023, 12, 1027. https://doi.org/10.3390/foods12051027
Fu D, Wu W, Wang G, Xu H, Han F, Liu Z. Novel Method of Increased Efficiency Corn Drying on a Fixed Bed by Condensation. Foods. 2023; 12(5):1027. https://doi.org/10.3390/foods12051027
Chicago/Turabian StyleFu, Daping, Wenfu Wu, Guiying Wang, Hong Xu, Feng Han, and Zhe Liu. 2023. "Novel Method of Increased Efficiency Corn Drying on a Fixed Bed by Condensation" Foods 12, no. 5: 1027. https://doi.org/10.3390/foods12051027
APA StyleFu, D., Wu, W., Wang, G., Xu, H., Han, F., & Liu, Z. (2023). Novel Method of Increased Efficiency Corn Drying on a Fixed Bed by Condensation. Foods, 12(5), 1027. https://doi.org/10.3390/foods12051027