
Optimization of Raw Ewes’ Milk High-Pressure Pre-Treatment for Improved Production of Raw Milk Cheese



Abstract
:
1. Introduction
2. Materials and Methods
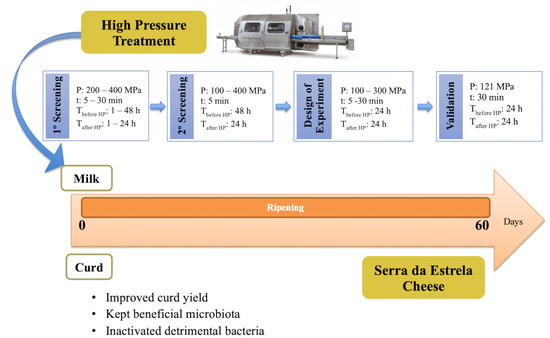
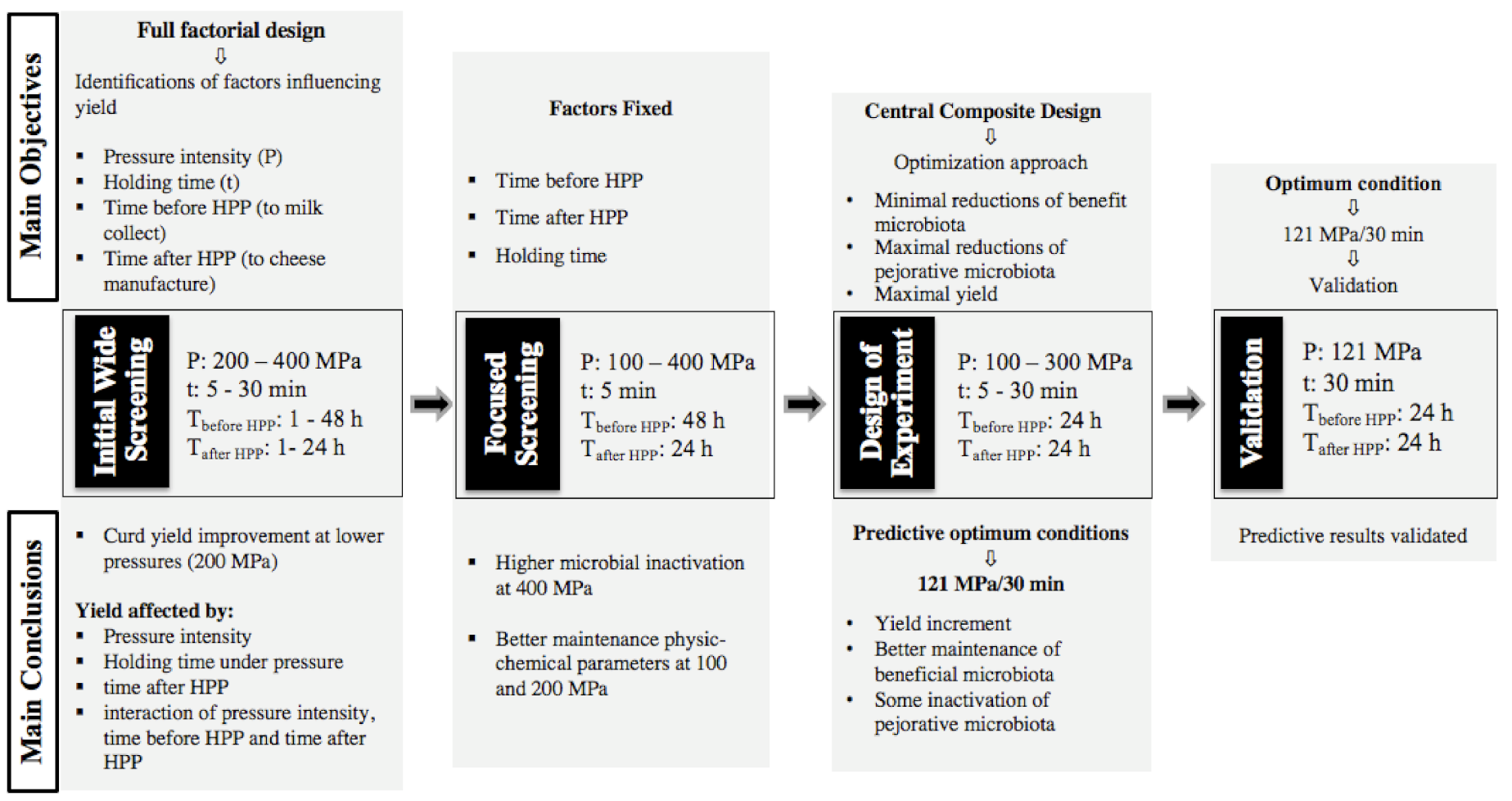
2.1. Screening Experimental Design and Rationale for Choice of Conditions
2.2. Surface Model—Optimization Experimental Design—Central Composite Design
2.3. Validation Experiment Design
2.4. Milk Supply
2.5. Sample Packaging
2.6. High-Pressure Processing
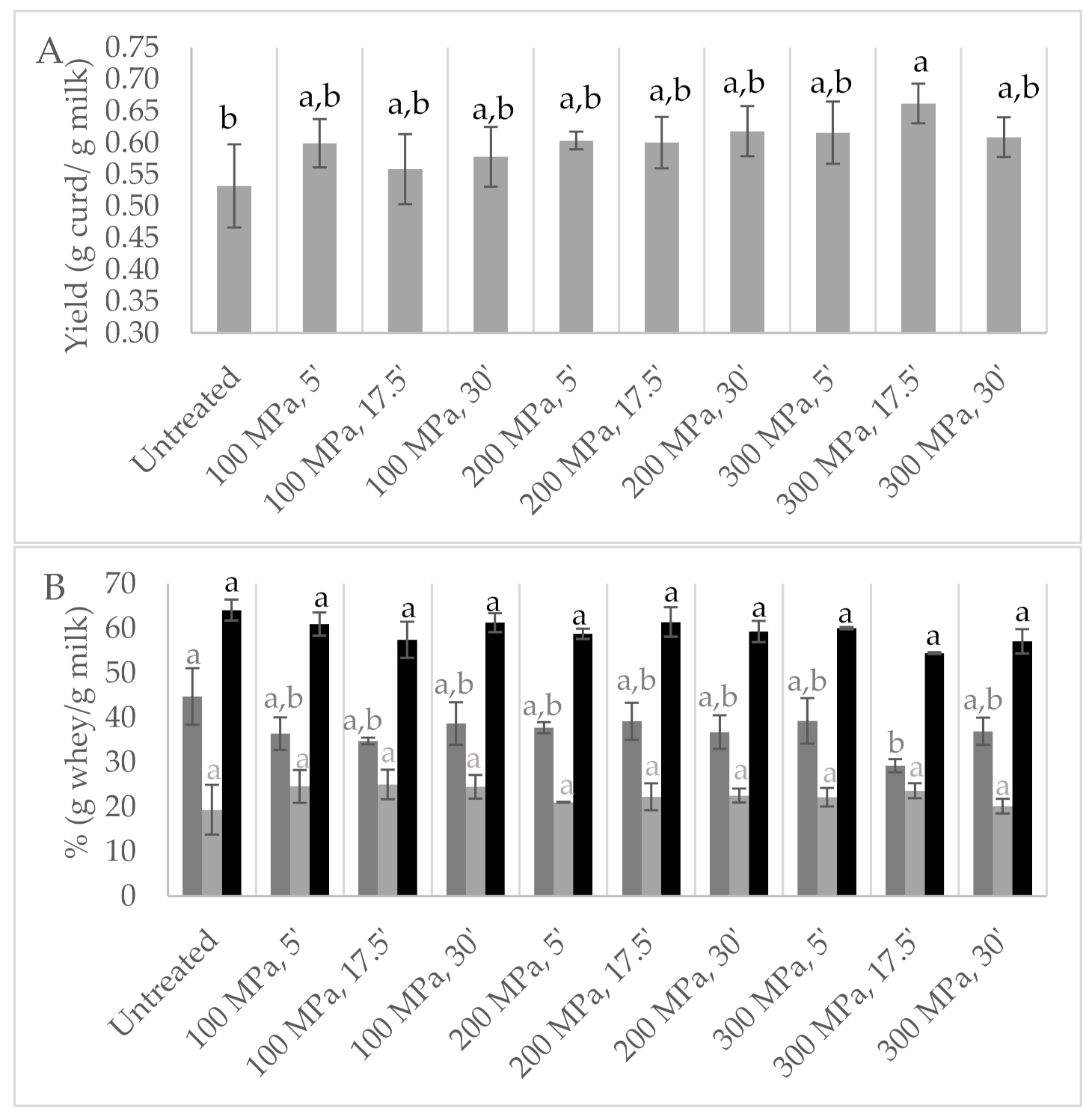
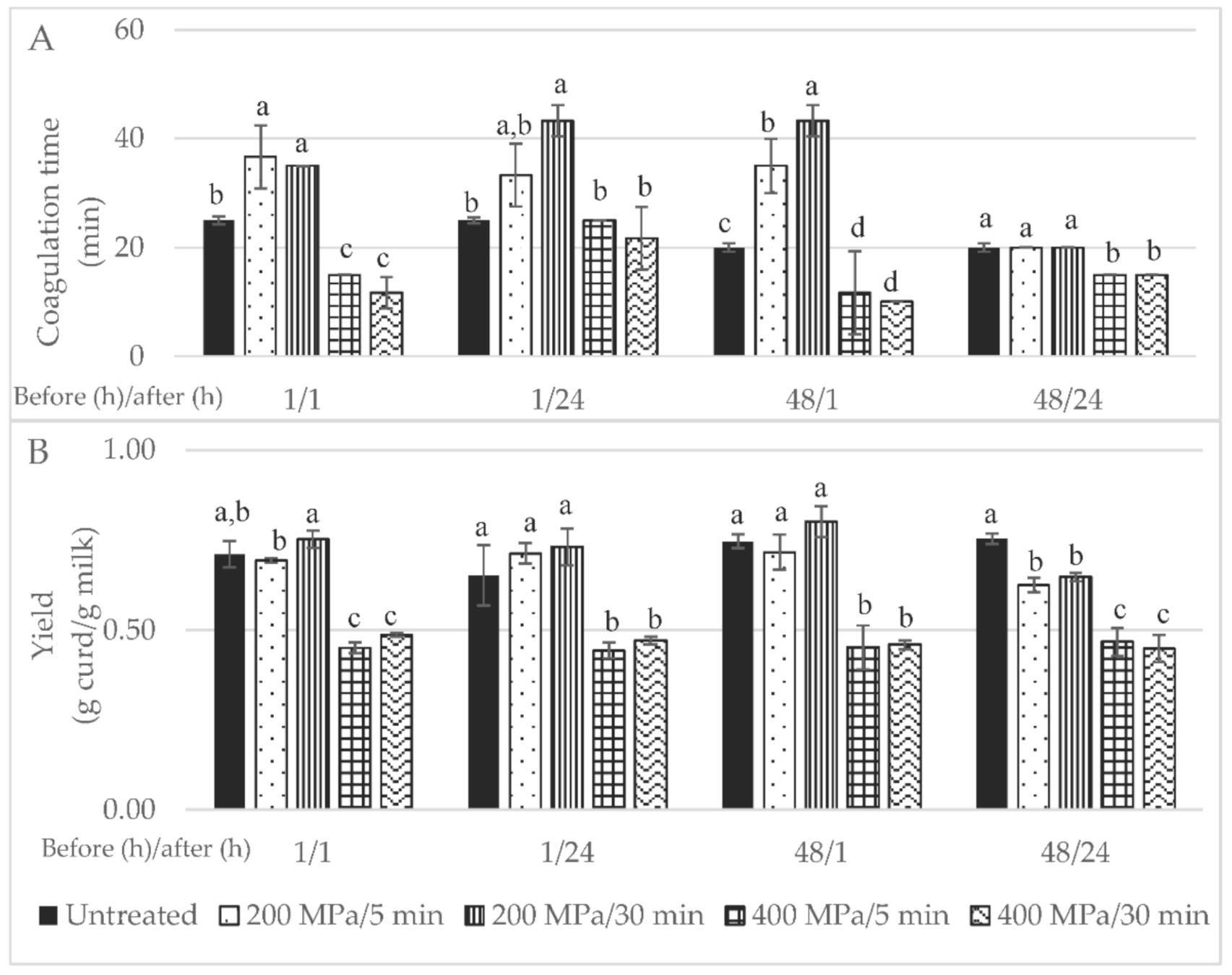
2.7. Yield and Coagulation Time
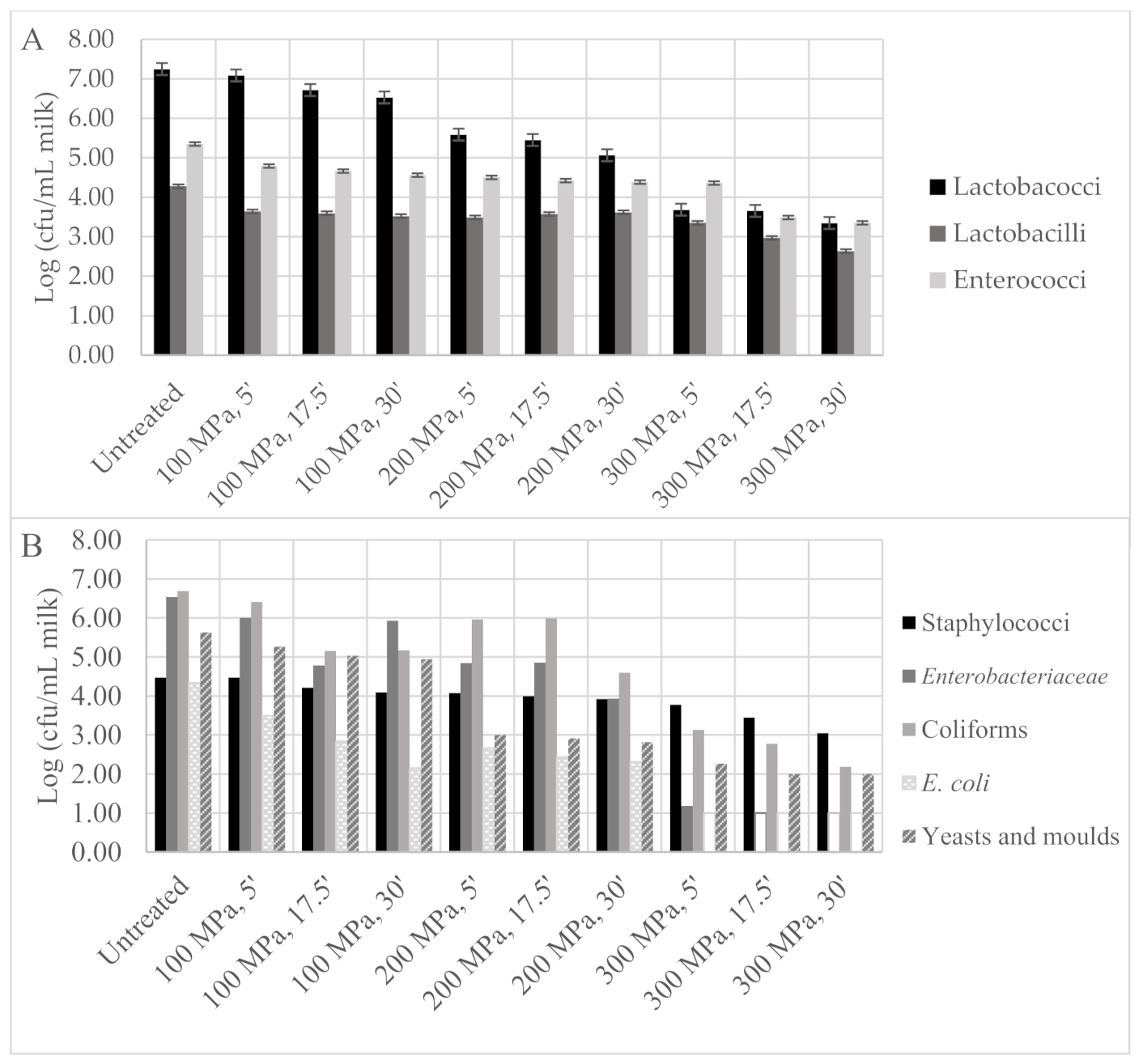
2.8. Microbiological Analyses
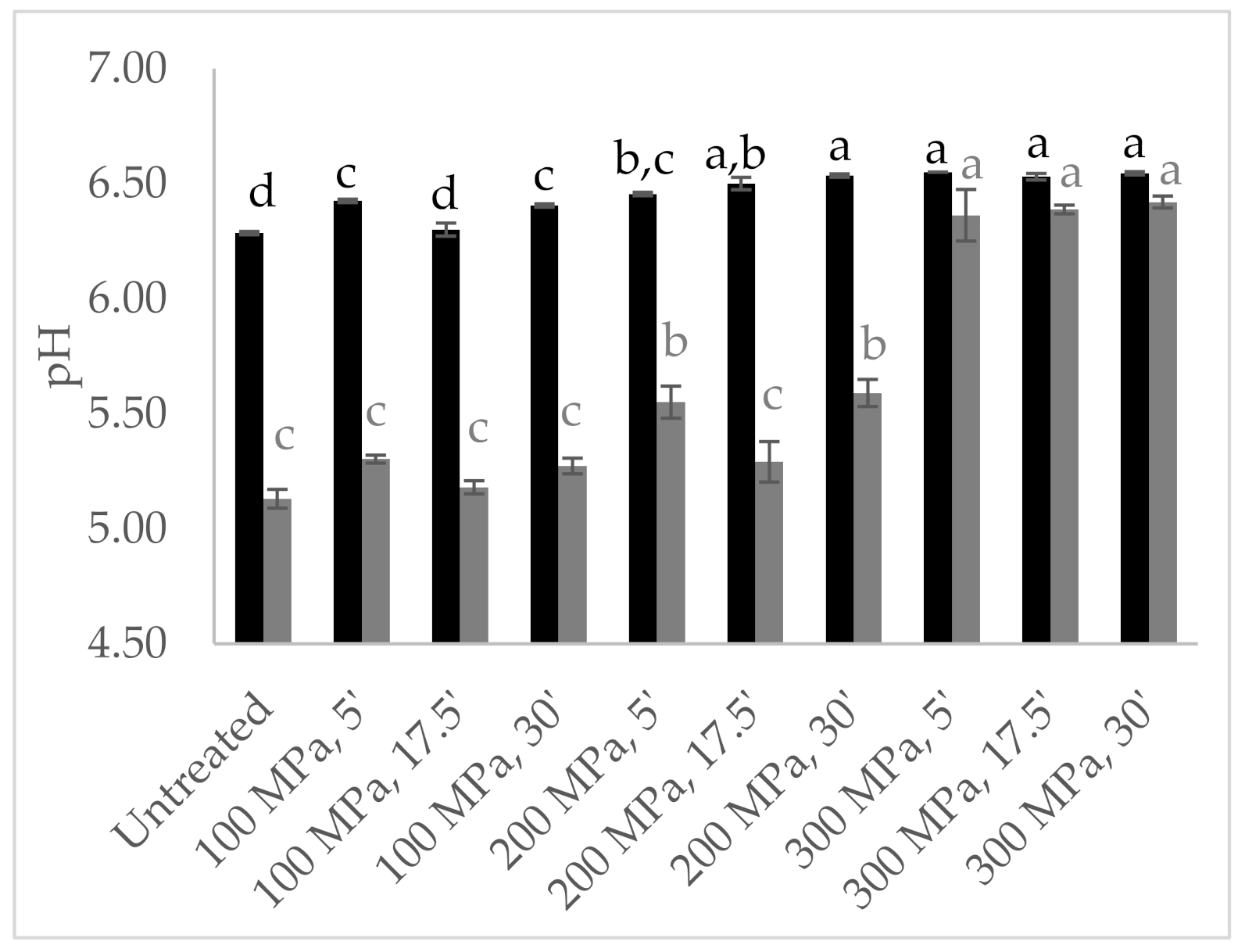
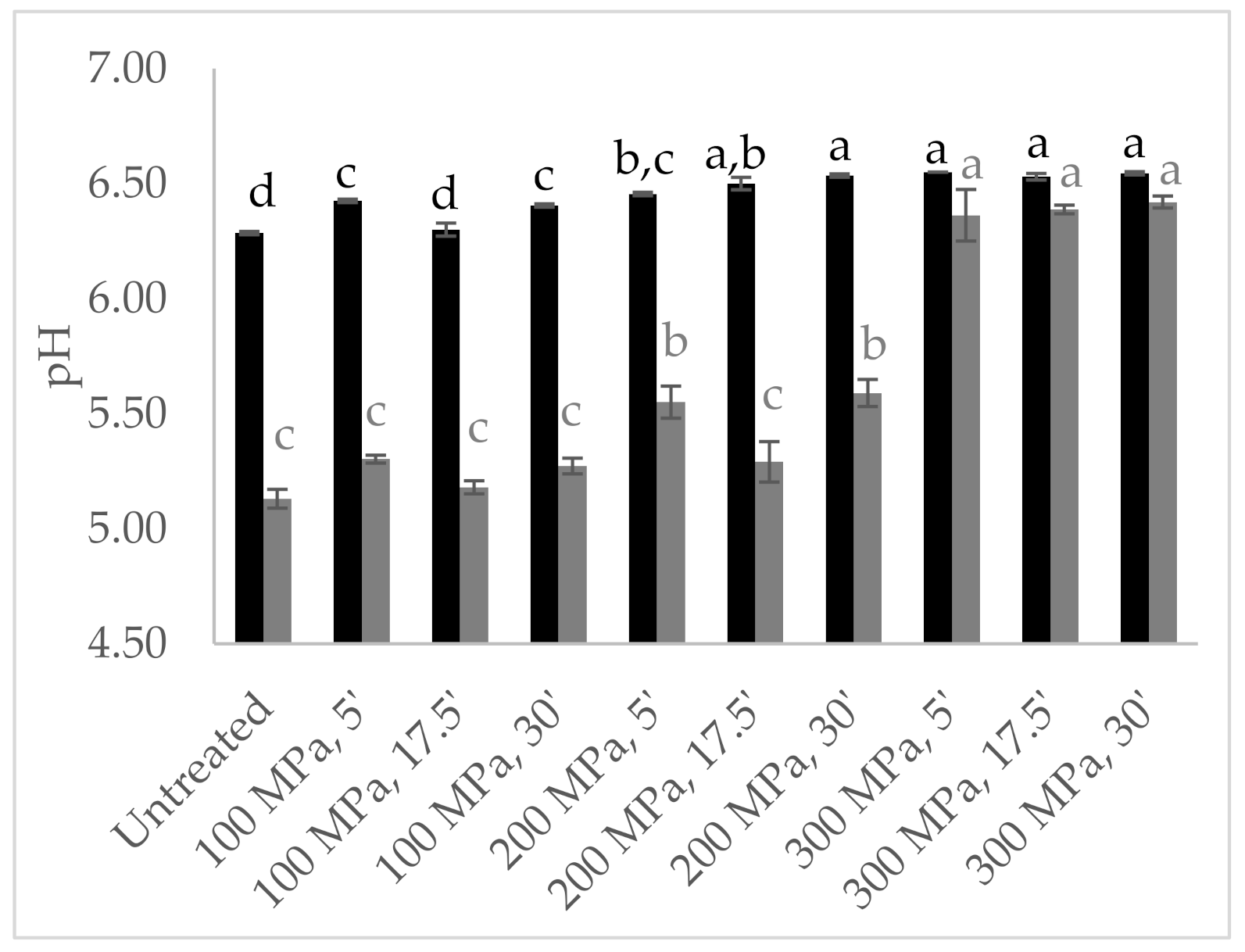
2.9. Physicochemical Analyses
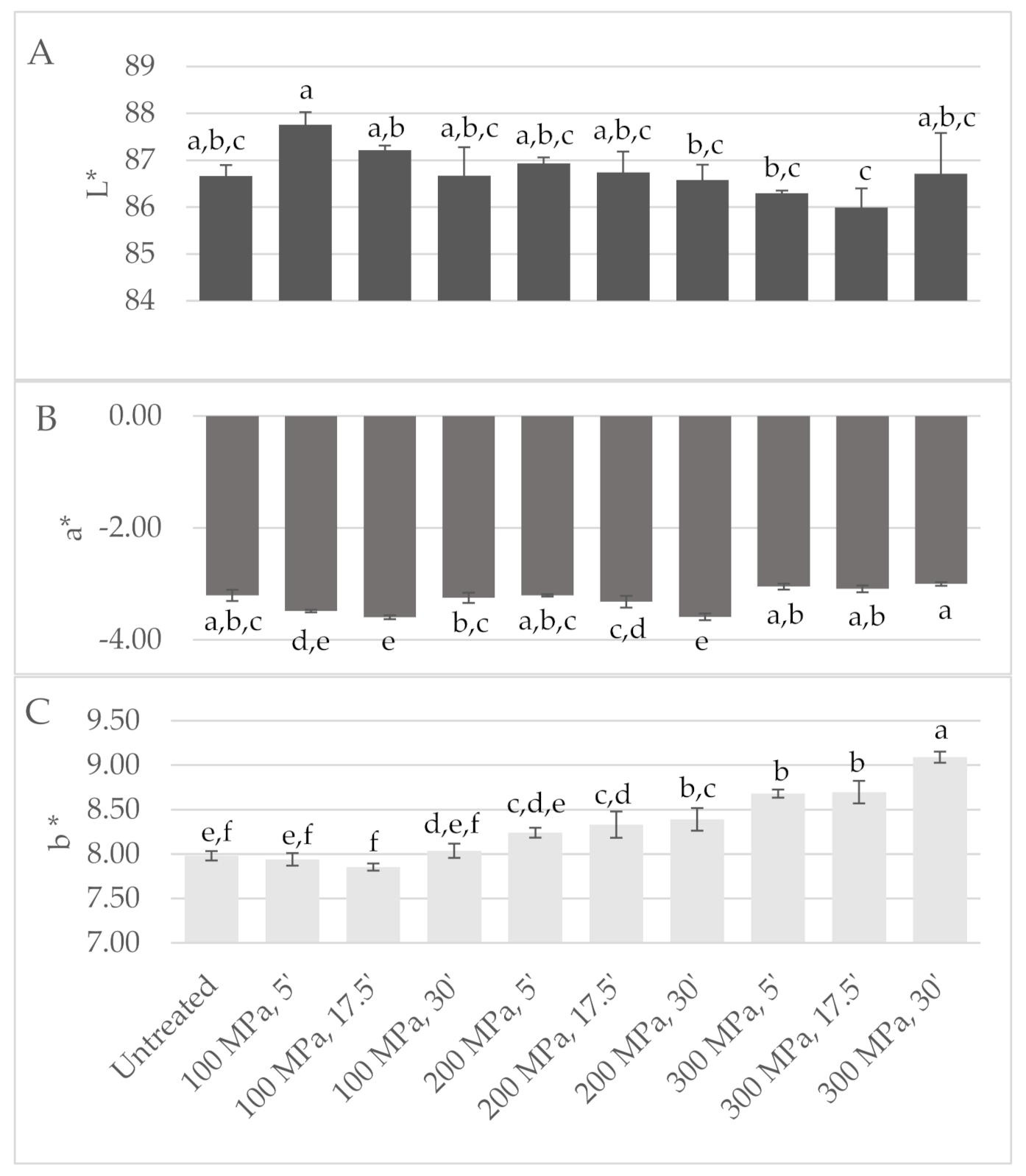
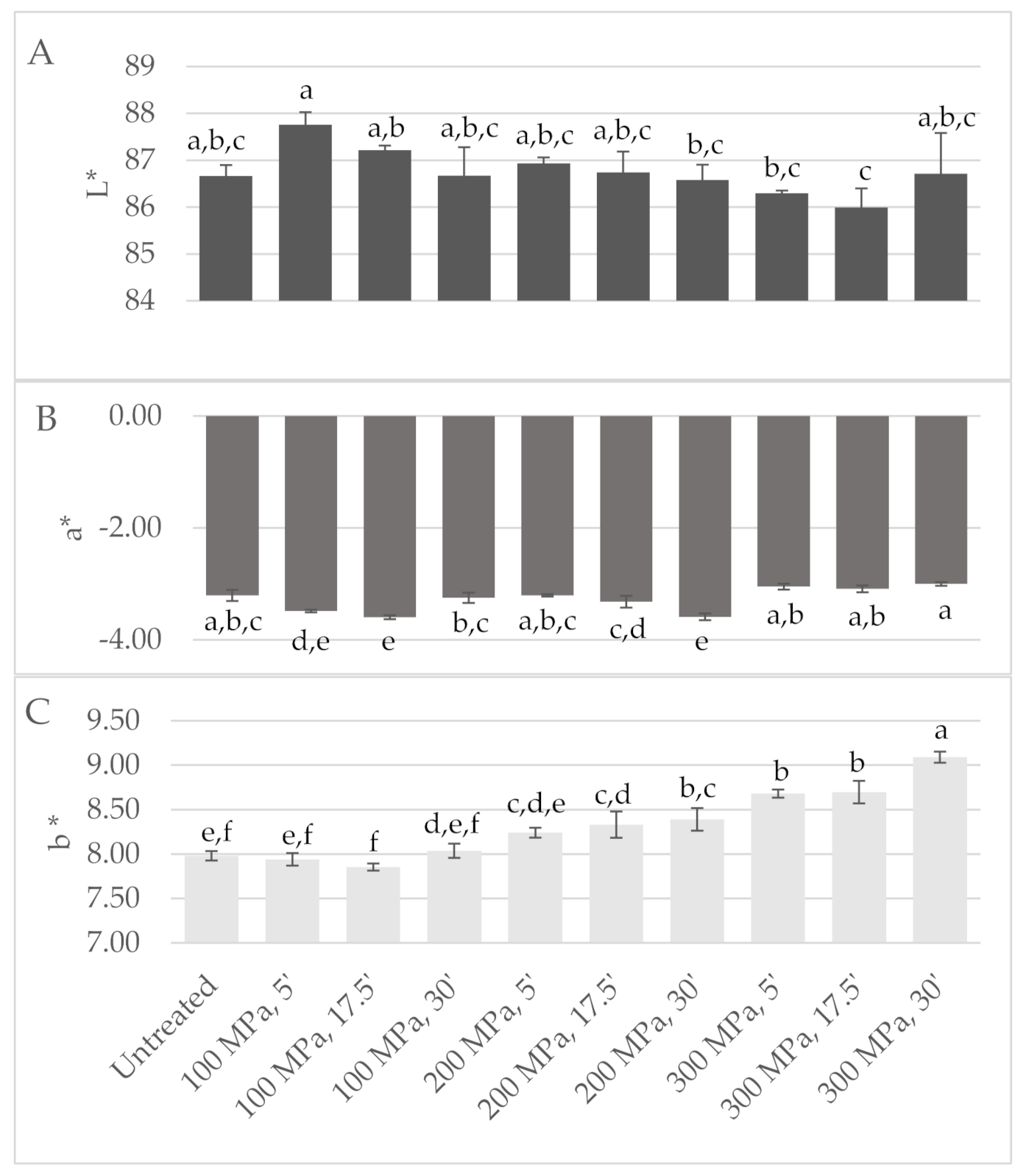
2.10. Colour
2.11. Statistical Analyses
3. Results and Discussion
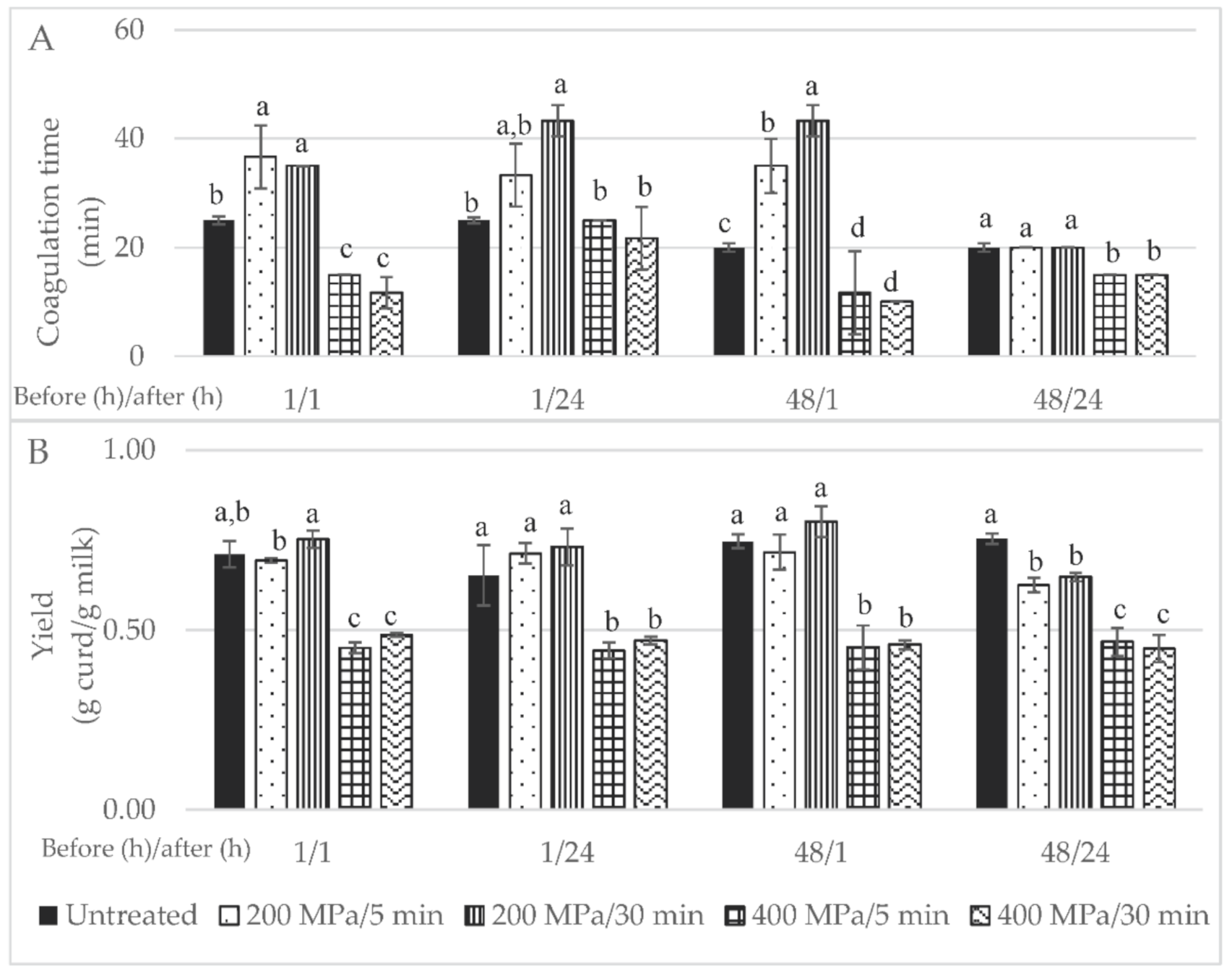
3.1. Initial Wide Screening Study
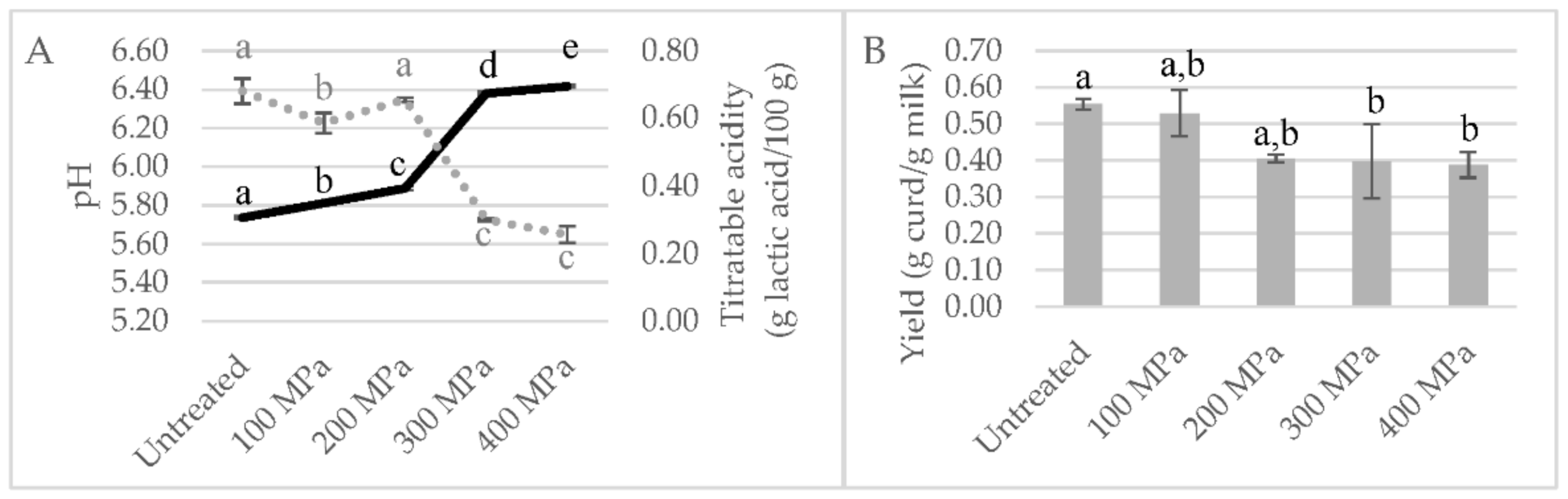
3.2. Focused Screening Design
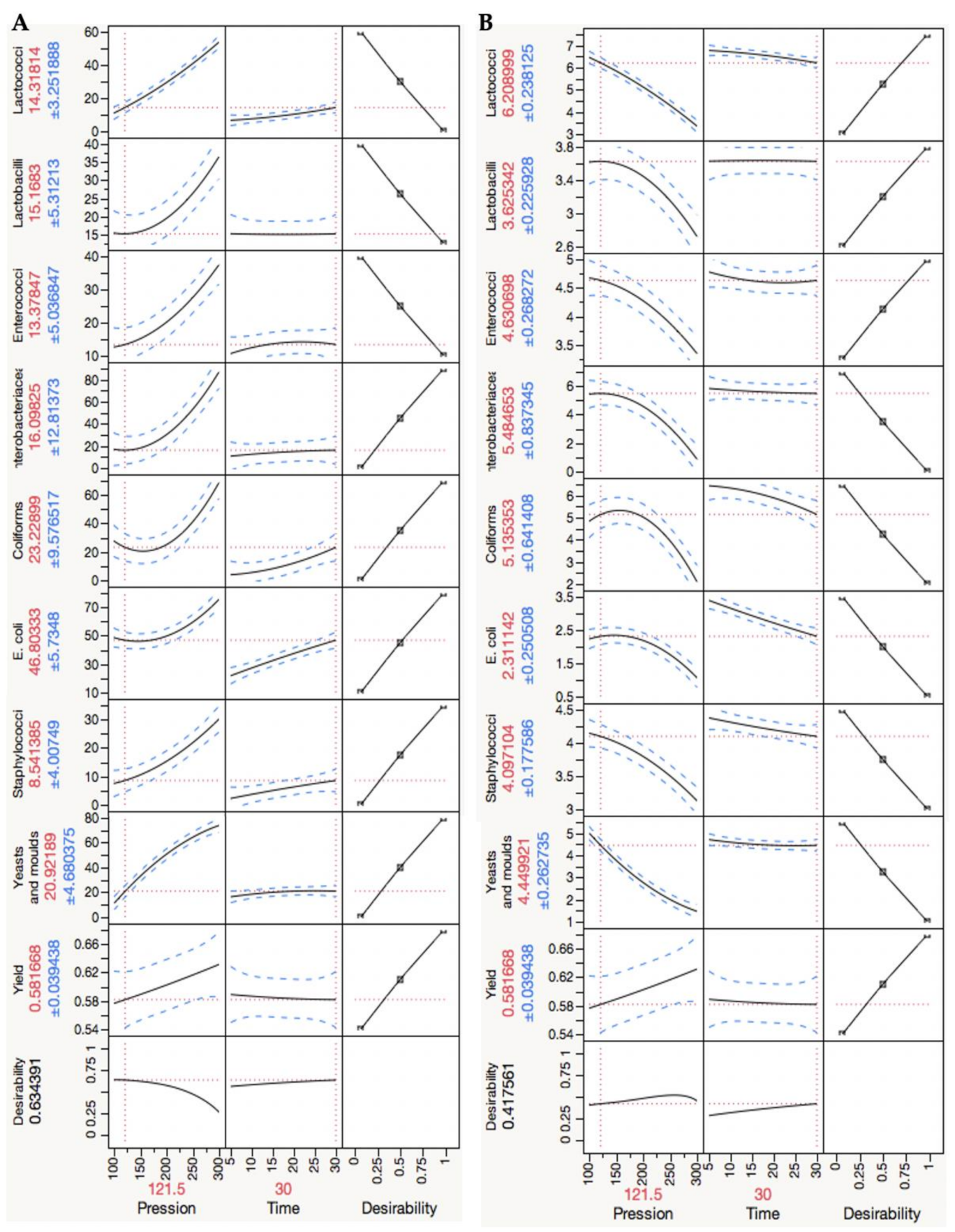
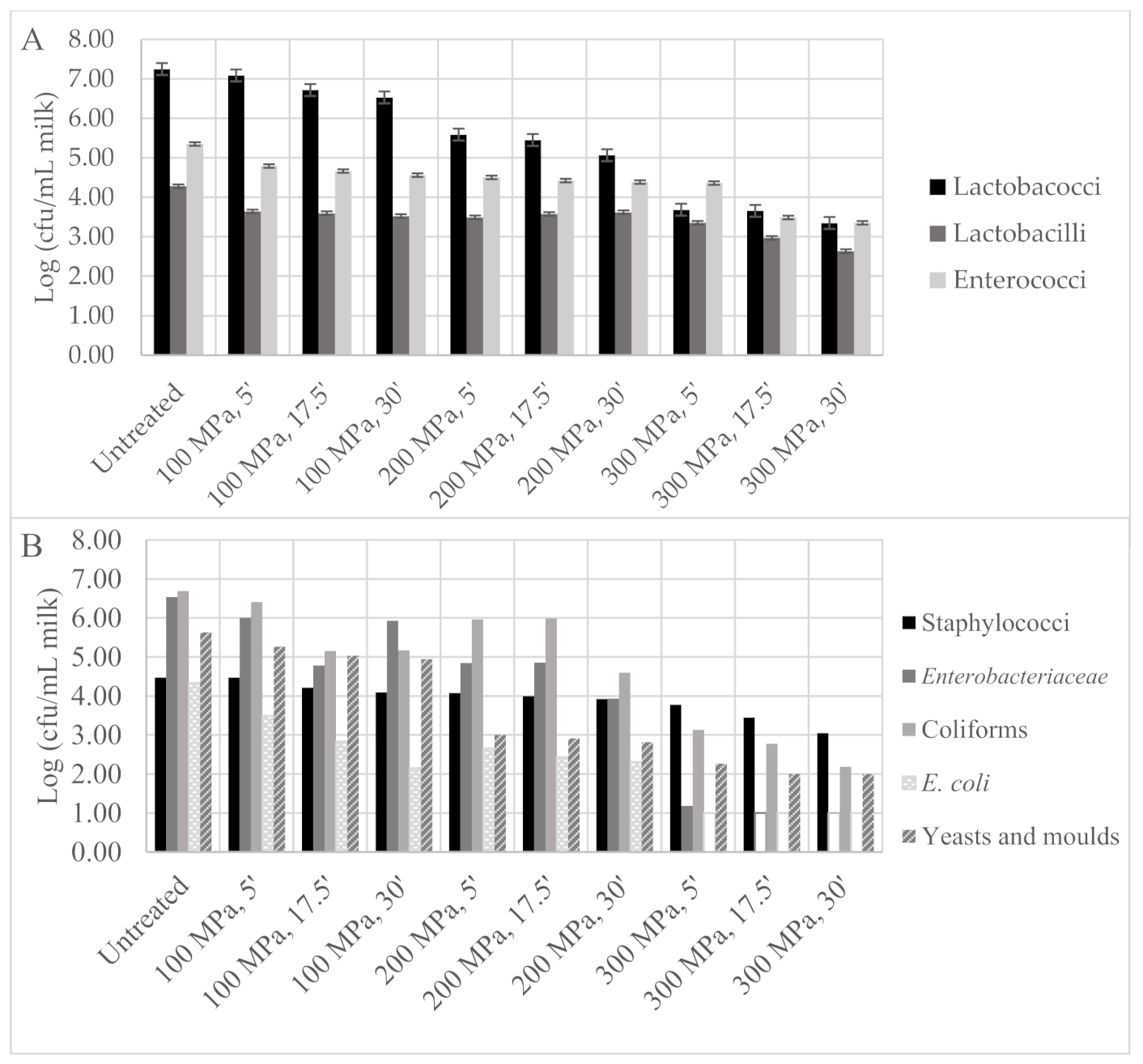
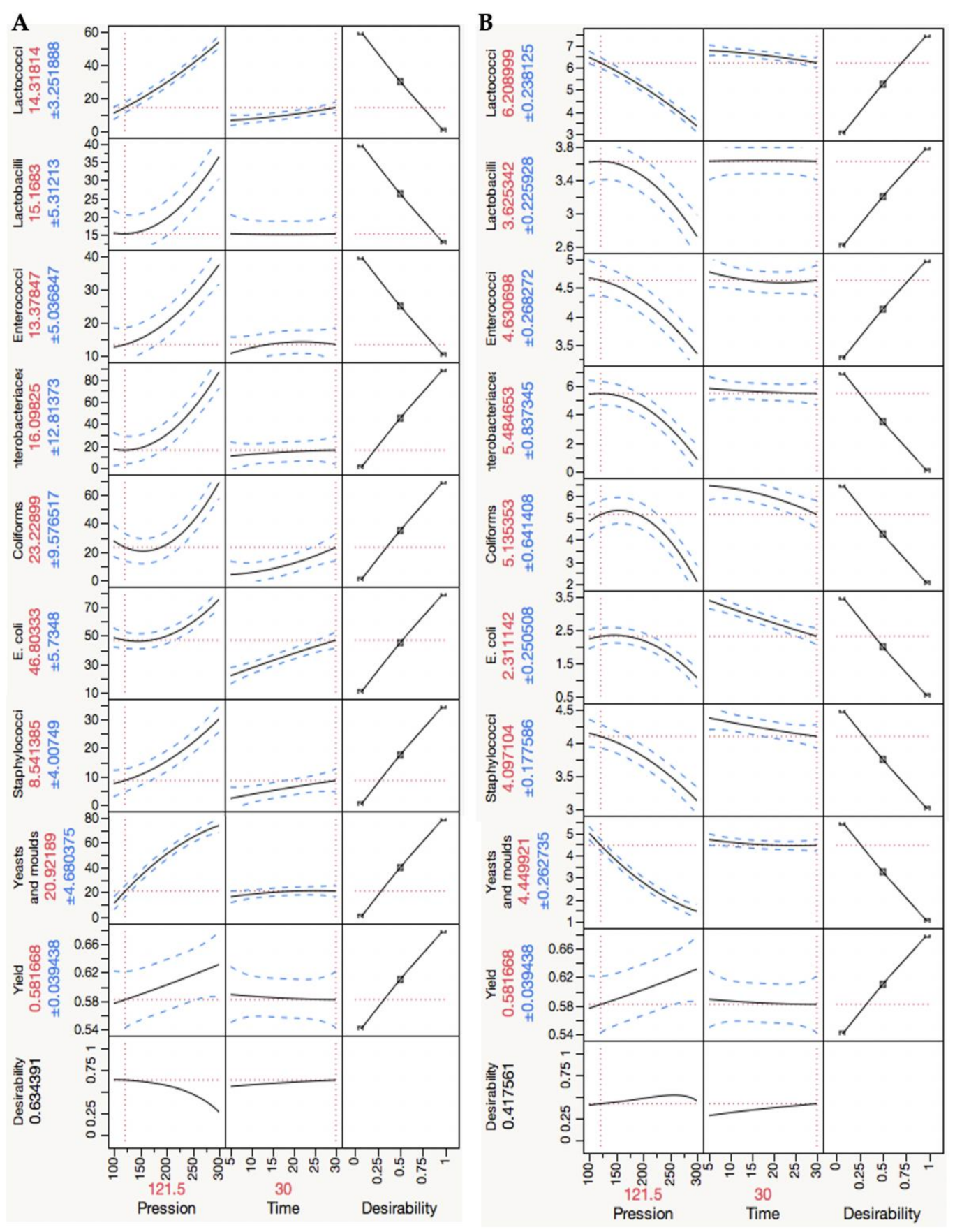
3.3. Optimization Design of Experiment by Central Composite Design
3.4. Model Validation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Macedo, A.C.; Malcata, F.X. Technological optimization of the manufacture of Serra cheese. J. Food Eng. 1997, 31, 433–447. [Google Scholar] [CrossRef]
- Freitas, A.C.; Malcata, F.X. Microbiology and biochemistry of cheeses with Appélation d’Origine Protegée and manufactured in the Iberian Peninsula from ovine and caprine milks. J. Dairy Sci. 2000, 83, 584–602. [Google Scholar] [CrossRef] [Green Version]
- Inácio, R.S.; Gomes, A.M.P.; Saraiva, J.A. Serra da Estrela cheese: A review. J. Food Process. Preserv. 2020, 44, e14412. [Google Scholar] [CrossRef]
- Huppertz, T.; Hinz, K.; Zobrist, M.R.; Uniacke, T.; Kelly, A.L.; Fox, P.F. Effects of high pressure treatment on the rennet coagulation and cheese-making properties of heated milk. Innov. Food Sci. Emerg. Technol. 2005, 6, 279–285. [Google Scholar] [CrossRef]
- Huppertz, T.; Fox, P.F.; Kelly, A.L. Effects of high pressure treatment on the yield of cheese curd from bovine milk. Innov. Food Sci. Emerg. Technol. 2004, 5, 1–8. [Google Scholar] [CrossRef]
- Dhineshkumar, V.; Ramasamy, D.; Siddharth, M. High pressure processing technology in dairy processing: A review. Asian J. Dairy Food Res. 2016, 35, 87–95. [Google Scholar] [CrossRef]
- Chawla, R.; Patil, G.R.; Singh, A.K. High hydrostatic pressure technology in dairy processing: A review. J. Food Sci. Technol. 2011, 48, 260–268. [Google Scholar] [CrossRef] [Green Version]
- Trujillo, A.J.; Capellas, M.; Saldo, J.; Gervilla, R.; Guamis, B. Applications of high-hydrostatic pressure on milk and dairy products: A review. Innov. Food Sci. Emerg. Technol. 2002, 3, 295–307. [Google Scholar] [CrossRef]
- Drake, M.A.; Harrison, S.L.; Asplund, M.; Barbosa-Canovas, G.V.; Swanson, B.G. High Pressure Treatment of Milk and Effects on Microbiological and Sensory Quality of Cheddar Cheese. J. Food Sci. 1997, 62, 843–860. [Google Scholar] [CrossRef]
- San Martín-González, M.F.; Rodríguez, J.J.; Gurram, S.; Clark, S.; Swanson, B.G.; Barbosa-Canovas, G. V Yield, composition and rheological characteristics of cheddar cheese made with high pressure processed milk. LWT-Food Sci. Technol. 2007, 40, 697–705. [Google Scholar] [CrossRef]
- Molina, E.; Álvarez, D.M.; Ramos, M.; Olano, A.; López-Fandiño, R. Use of high-pressure-treated milk for the production of reduced-fat cheese. Int. Dairy J. 2000, 10, 467–475. [Google Scholar] [CrossRef]
- Trujillo, A.J.; Royo, C.; Guamis, B.; Ferragut, V. Influence of pressurization on goat milk and cheese composition and yield. In Proceedings of the Advances in High Pressure Bioscience and Biotechnology; Ludwing, H., Ed.; Springer: Berlin/Heidelberg, Germany, 1999; Volume 54, pp. 457–460. [Google Scholar]
- López-Fandiño, R.; Olano, A. Cheese-making properties of ovine and caprine milks submitted to high pressures. Lait 1998, 78, 341–350. [Google Scholar] [CrossRef]
- López-Fandiño, R.; Olano, A. Effects of High Pressures Combined with Moderate Temperatures on the Rennet Coagulation Properties of Milk. Int. Dairy J. 1998, 8, 623–627. [Google Scholar] [CrossRef]
- Miles, A.A.; Misra, S.S.; Irwin, J.O. The estimation of the bactericidal power of the blood. J. Pathol. Bacteriol. 1938, 38, 732–749. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- AOAC Official Method 947.05 Acidity of Milk-Titrimetric Method 2002. Available online: http://www.eoma.aoac.org/methods/info.asp?ID=22571 (accessed on 29 December 2021).
- López-Fandiño, R.; Mercedes, R.; Olano, A. Rennet Coagulation of Milk Subjected to High Pressures. J. Agric. Food Chem. 1997, 45, 3233–3237. [Google Scholar] [CrossRef]
- López-Fandiño, R.; Carrascosa, A.V.; Olano, A. The Effects of High Pressure on Whey Protein Denaturation and Cheese-Making Properties of Raw Milk. J. Dairy Sci. 1996, 79, 929–936. [Google Scholar] [CrossRef]
- Zobrist, M.R.; Huppertz, T.; Uniacke, T.; Fox, P.F.; Kelly, A.L. High-pressure-induced changes in the rennet coagulation properties of bovine milk. Int. Dairy J. 2005, 15, 655–662. [Google Scholar] [CrossRef]
- Huppertz, T.; Kelly, A.L.; Fox, P.F. High pressure-induced changes in ovine milk: Effects on casein micelles and whey proteins. Milk Sci. Int. 2006, 61, 394–397. [Google Scholar]
- Needs, E.C.; Stenning, R.A.; Gill, A.L.; Ferragut, V.; Rich, G.T. High-pressure treatment of milk: Effects on casein micelle structure and on enzymic coagulation. J. Dairy Res. 2000, 67, 31–42. [Google Scholar] [CrossRef]
- Schrader, K.; Buchheim, W.; Morr, C. High pressure effects on the colloidal calcium phosphate and the structural integrity of micellar casein in milk. I. High pressure dissolution of colloidal calcium phosphate in heated milk systems. Food/Nahrung 1997, 41, 133–138. [Google Scholar] [CrossRef]
- Gervilla, R.; Ferragut, V.; Guamis, B. High Hydrostatic Pressure Effects on Color and Milk-Fat Globule of Ewe’s Milk. J. Food Sci. 2001, 66, 880–885. [Google Scholar] [CrossRef]
- Gaucheron, F.; Famelart, M.H.; Mariette, F.; Raulot, K.; Michela, F.; Le Graeta, Y. Combined effects of temperature and high-pressure treatments on physicochemical characteristics of skim milk. Food Chem. 1997, 59, 439–447. [Google Scholar] [CrossRef]
- Huppertz, T.; Fox, P.F.; Kelly, A.L. Properties of casein micelles in high pressure-treated bovine milk. Food Chem. 2004, 87, 103–110. [Google Scholar] [CrossRef]
- Saldo, J.; McSweeney, P.L.H.; Sendra, E.; Kelly, A.L.; Guamis, B. Proteolysis in caprine milk cheese treated by high pressure to accelerate cheese ripening. Int. Dairy J. 2002, 12, 35–44. [Google Scholar] [CrossRef]
- Trujillo, A.J.; Capellas, M.; Buffa, M.; Royo, C.; Gervilla, R.; Felipe, X.; Sendra, E.; Saldo, J.; Ferragut, V.; Guamis, B. Application of high pressure treatment for cheese production. Food Res. Int. 2000, 33, 311–316. [Google Scholar] [CrossRef]
- Saldo, J.; Sendra, E.; Guamis, B. High Hydrostatic Pressure for Accelerating Ripening of Goat’s Milk Cheese: Proteolysis and Texture. J. Food Sci. 2000, 65, 636–640. [Google Scholar] [CrossRef]
- Voigt, D.D.; Donaghy, J.A.; Patterson, M.F.; Stephan, S.; Kelly, A.L. Manufacture of Cheddar cheese from high-pressure-treated whole milk. Innov. Food Sci. Emerg. Technol. 2010, 11, 574–579. [Google Scholar] [CrossRef]
- Buffa, M.; Guamis, B.; Royo, C.; Trujillo, A.J. Microbiological changes throughout ripening of goat cheese made from raw, pasteurized and high-pressure-treated milk. Food Microbiol. 2001, 18, 45–51. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Level (−1) | Level (0) | Level (+1) |
|---|---|---|---|
| Wide screening study: two level full factorial design | |||
| Pressure intensity (MPa) | 200 | 400 | |
| Holding time (min) | 5 | 30 | |
| Before HPP time (h) | 1 | 48 | |
| After HPP time (h) | 1 | 24 | |
| Focused screening study | |||
| Pressure intensity (MPa) | 100 | 400 | |
| Holding time (min) | 5 | ||
| Before HPP time (h) | 48 | ||
| After HPP time (h) | 24 | ||
| Optimization design of Experiment: central composite design | |||
| Pressure intensity (MPa) | 100 | 200 | 300 |
| Holding time (min) | 5 | 17.5 | 30 |
| Before HPP time (h) | 24 | ||
| After HPP time (h) | 24 | ||
| Response Goal | Importance | Expected Value | Importance | Expected Value | STD Adjusted | |
|---|---|---|---|---|---|---|
| Lactococci | Low | 1 | 45.4 | 25 | 14.2 | 1.38 |
| Lactobacilli | Low | 1 | 22.2 | 25 | 15.2 | 2.25 |
| Enterococci | Low | 1 | 20.1 | 15 | 13.4 | 2.13 |
| Enterobacteriaceae | High | 1 | 71.3 | 5 | 16.1 | 5.42 |
| Coliforms | High | 1 | 45.4 | 5 | 23.2 | 4.05 |
| Escherichia coli | High | 1 | 71.9 | 5 | 46.8 | 2.43 |
| Staphylococci | High | 1 | 15.1 | 5 | 8.5 | 1.70 |
| Yeasts and moulds | High | 1 | 61.1 | 5 | 20.9 | 1.98 |
| Yield | High | 1 | 0.62 | 0.58 | ||
| Optimized conditions: | P (MPa) | Time (min) | P (MPa) | Time (min) | ||
| 288.4 | 5 | 121.5 | 30 | |||
| Desirability | 0.59 | 0.61 | ||||
| Lactococci | Lactobacilli | Enterococci | Enterobacteriaceae | Coliforms | Escherichia coli | Staphylococci | Yeasts and Moulds | |
|---|---|---|---|---|---|---|---|---|
| 121 MPa, 30’ (A) | 11.37 | 15.06 | 13.11 | 25.57 | 22.27 | 43.14 | 27.32 | 19.34 |
| 121 MPa, 30’ (B) | 16.61 | 12.03 | 15.10 | 20.65 | 23.12 | 37.30 | 15.24 | 22.55 |
| 121 MPa, 30’ (C) | 12.55 | 15.95 | 12.01 | 23.02 | 22.82 | 44.64 | 22.68 | 23.27 |
| 121 MPa, 30’ (D) | 15.17 | 15.06 | 14.88 | 18.75 | 17.34 | 40.53 | 25.15 | 23.10 |
| 121 MPa, 30’ (E) | 12.55 | 15.42 | 15.56 | 12.68 | 21.59 | 39.41 | 23.23 | 24.00 |
| Prevision | 14.23 | 15.17 | 13.38 | 16.10 | 23.22 | 46.80 | 8.54 | 20.92 |
| STD (adjusted) | 1.38 | 2.25 | 2.13 | 5.42 | 4.05 | 2.43 | 1.70 | 1.98 |
| IC 95% | 11.07 | 9.86 | 8.34 | 3.28 | 13.65 | 41.07 | 4.53 | 16.24 |
| 17.57 | 20.48 | 18.42 | 28.91 | 32.80 | 52.54 | 12.55 | 25.60 | |
| Validated | Validated | Validated | Validated | Validated | Not validated | Not validated | Validated | |
| p-value | 0.278 | 0.645 | 0.432 | 0.096 | 0.325 | 0 | 0 | 0.083 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Inácio, R.S.; Barros, R.; Saraiva, J.A.; Gomes, A.M.P. Optimization of Raw Ewes’ Milk High-Pressure Pre-Treatment for Improved Production of Raw Milk Cheese. Foods 2022, 11, 435. https://doi.org/10.3390/foods11030435
Inácio RS, Barros R, Saraiva JA, Gomes AMP. Optimization of Raw Ewes’ Milk High-Pressure Pre-Treatment for Improved Production of Raw Milk Cheese. Foods. 2022; 11(3):435. https://doi.org/10.3390/foods11030435
Chicago/Turabian StyleInácio, Rita S., Rui Barros, Jorge A. Saraiva, and Ana M. P. Gomes. 2022. "Optimization of Raw Ewes’ Milk High-Pressure Pre-Treatment for Improved Production of Raw Milk Cheese" Foods 11, no. 3: 435. https://doi.org/10.3390/foods11030435
APA StyleInácio, R. S., Barros, R., Saraiva, J. A., & Gomes, A. M. P. (2022). Optimization of Raw Ewes’ Milk High-Pressure Pre-Treatment for Improved Production of Raw Milk Cheese. Foods, 11(3), 435. https://doi.org/10.3390/foods11030435