
Separation of Dimethyl Sulfide from Wort by Multi-Layer Centrifugal Film Method


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
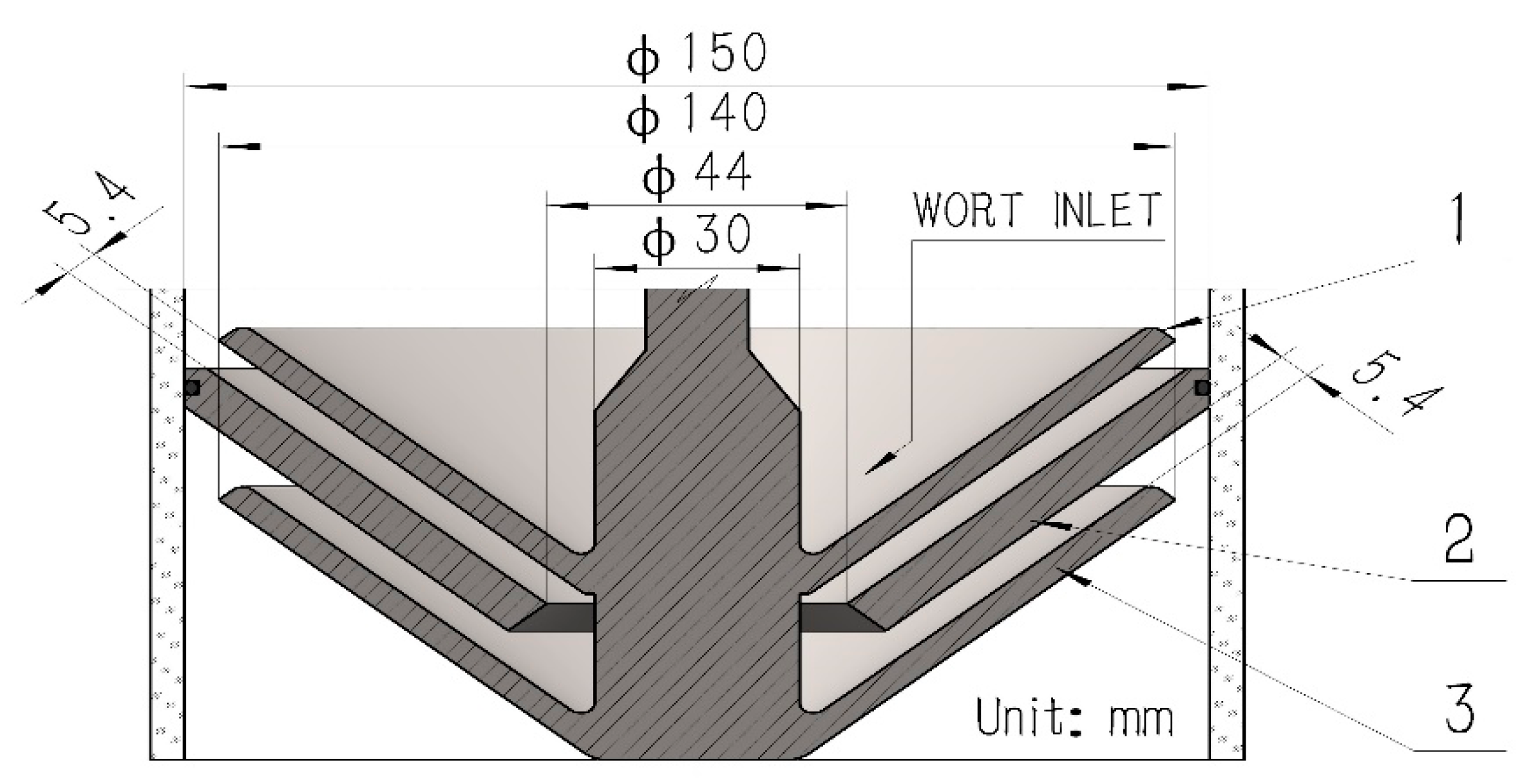
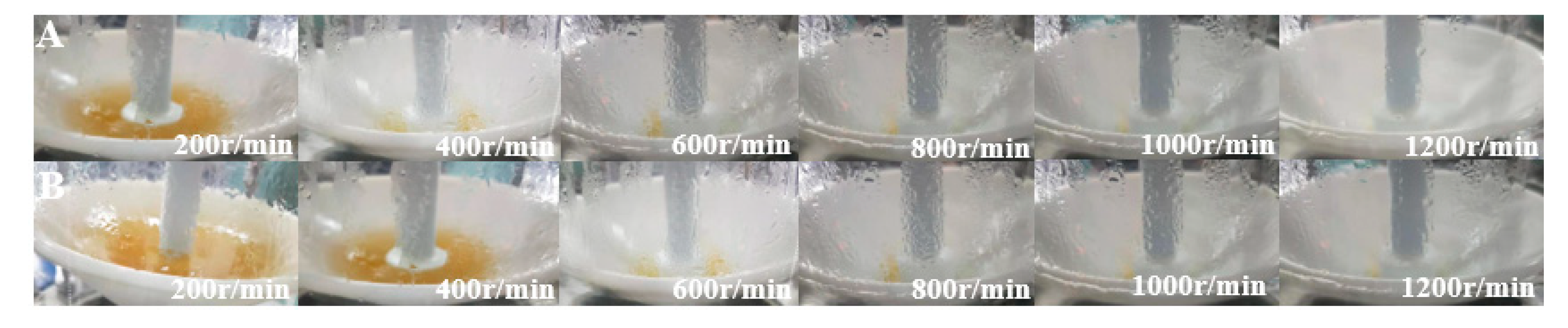
2.2. Experimental Rig and Operation Parameters
2.3. Analytical Methods
2.4. Wort Self-Evaporation Rate E
2.5. Analysis of Self-Evaporation Energy Balance
3. Results and Discussion
3.1. Removal Effect of DMS in Wort
3.1.1. Changes in DMS in Wort
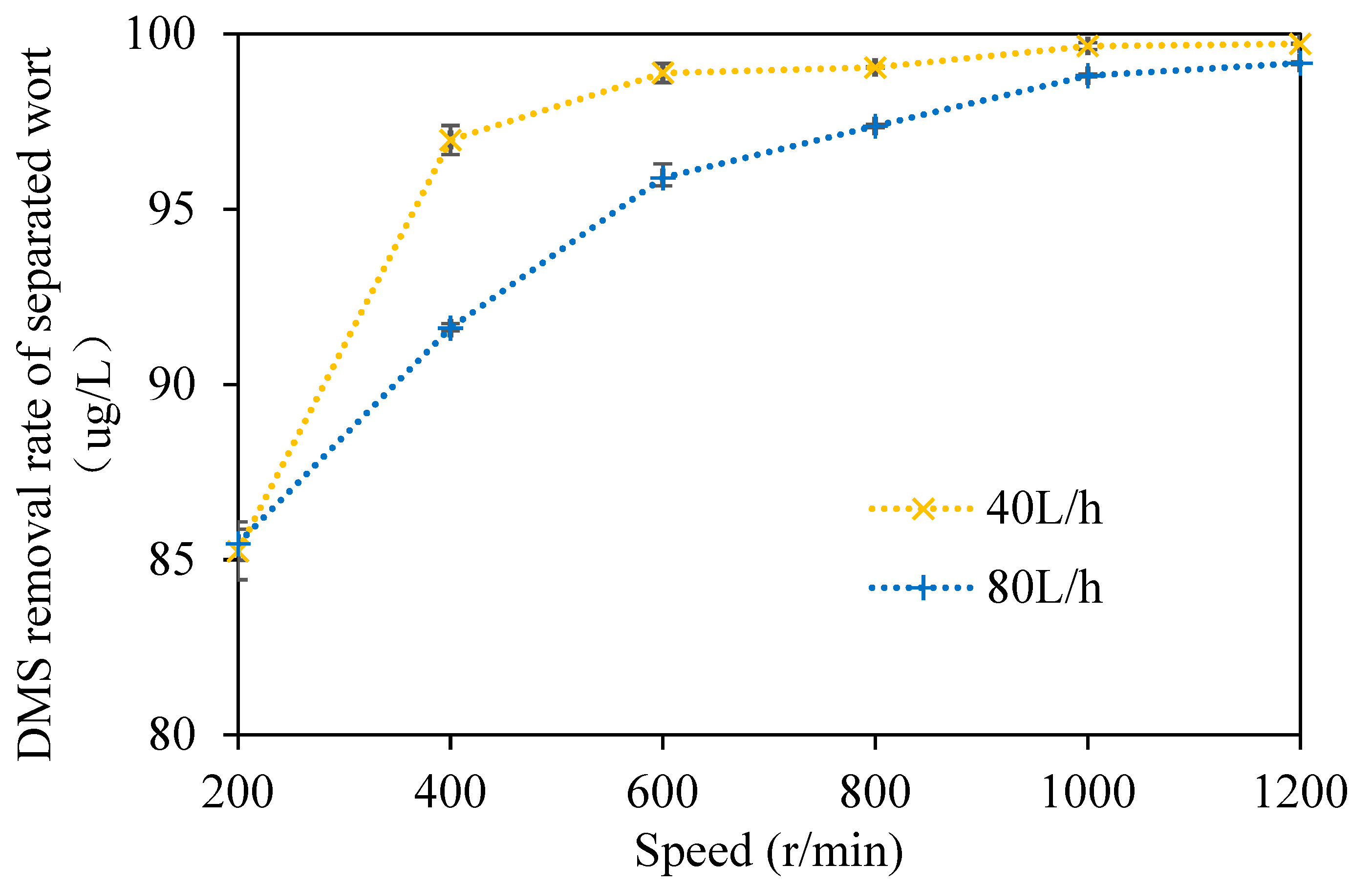
3.1.2. The Change in the DMS Removal Rate in Wort
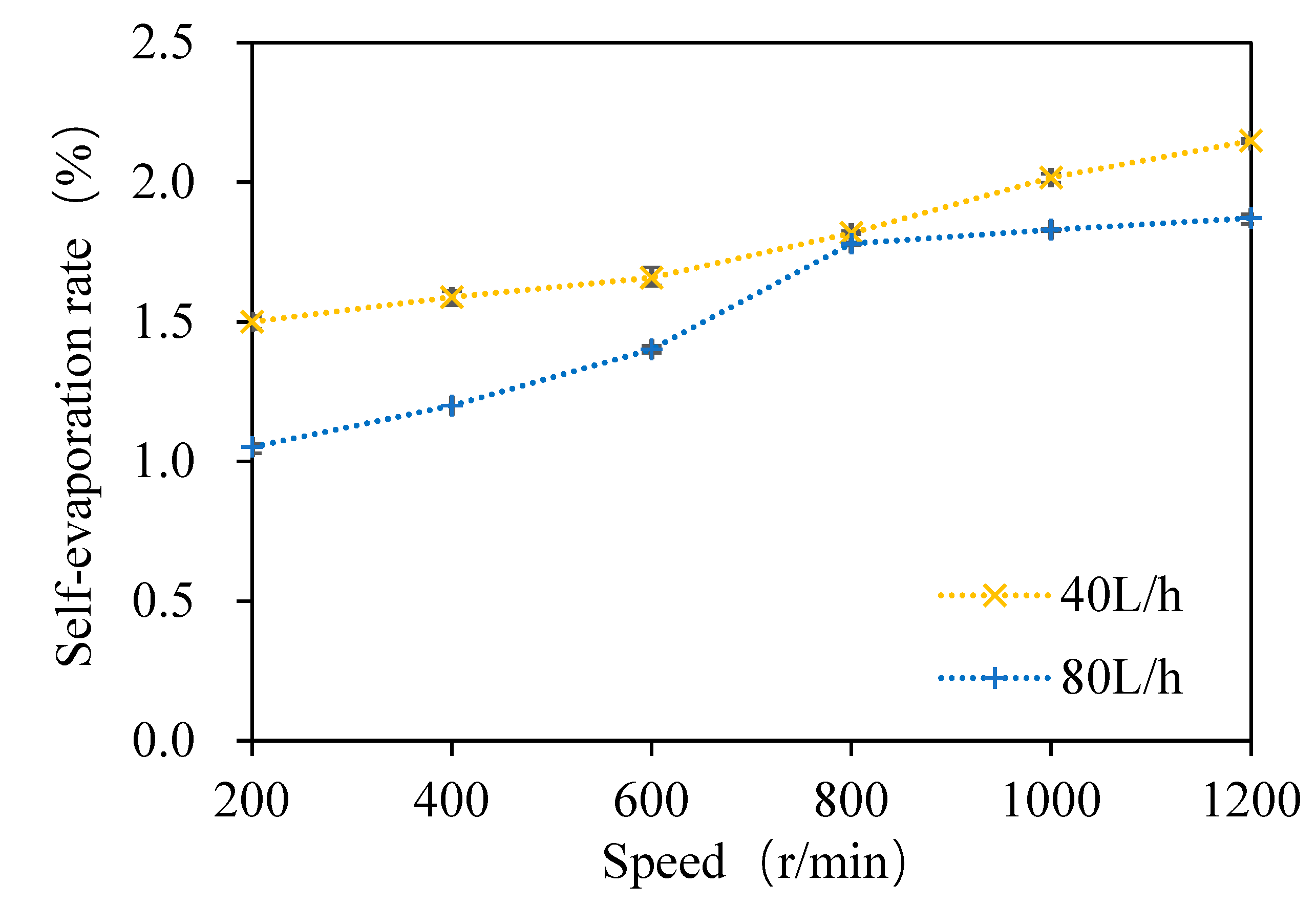
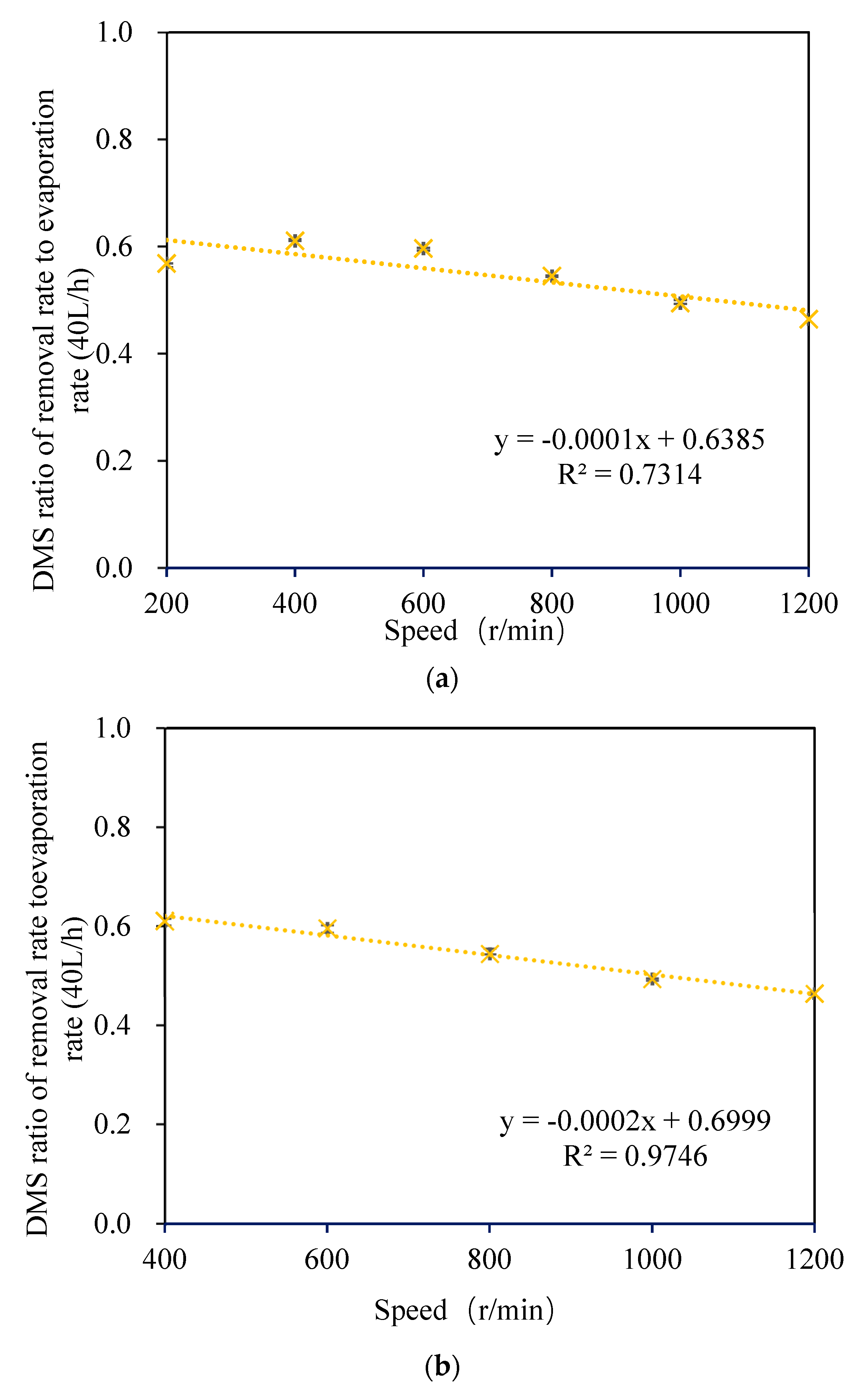
3.1.3. Relationship between the DMS Removal Rate and Self-Evaporation Rate
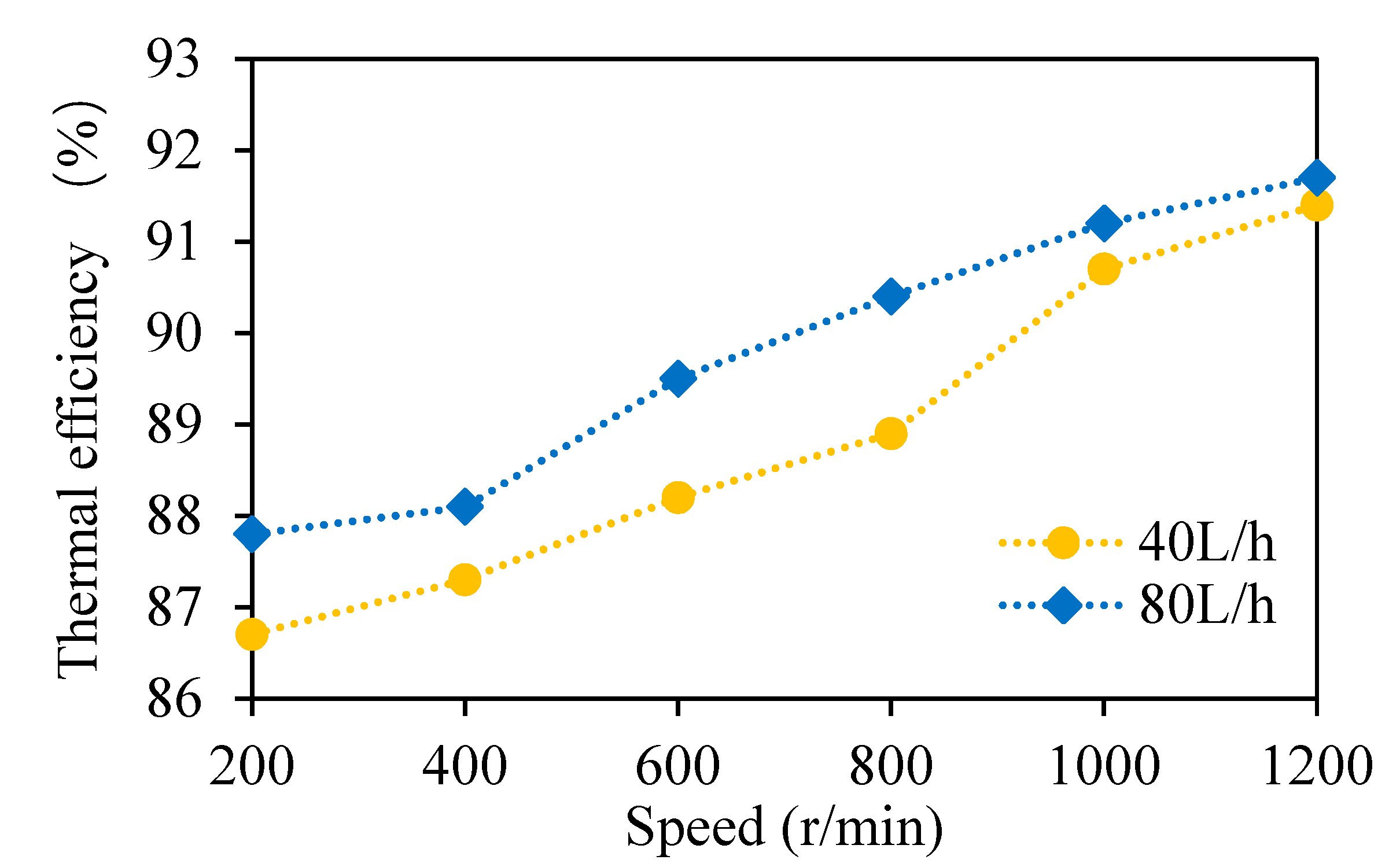
3.2. Analysis of Self-Evaporation Energy Balance
3.3. Analysis of Energy Saving Potential
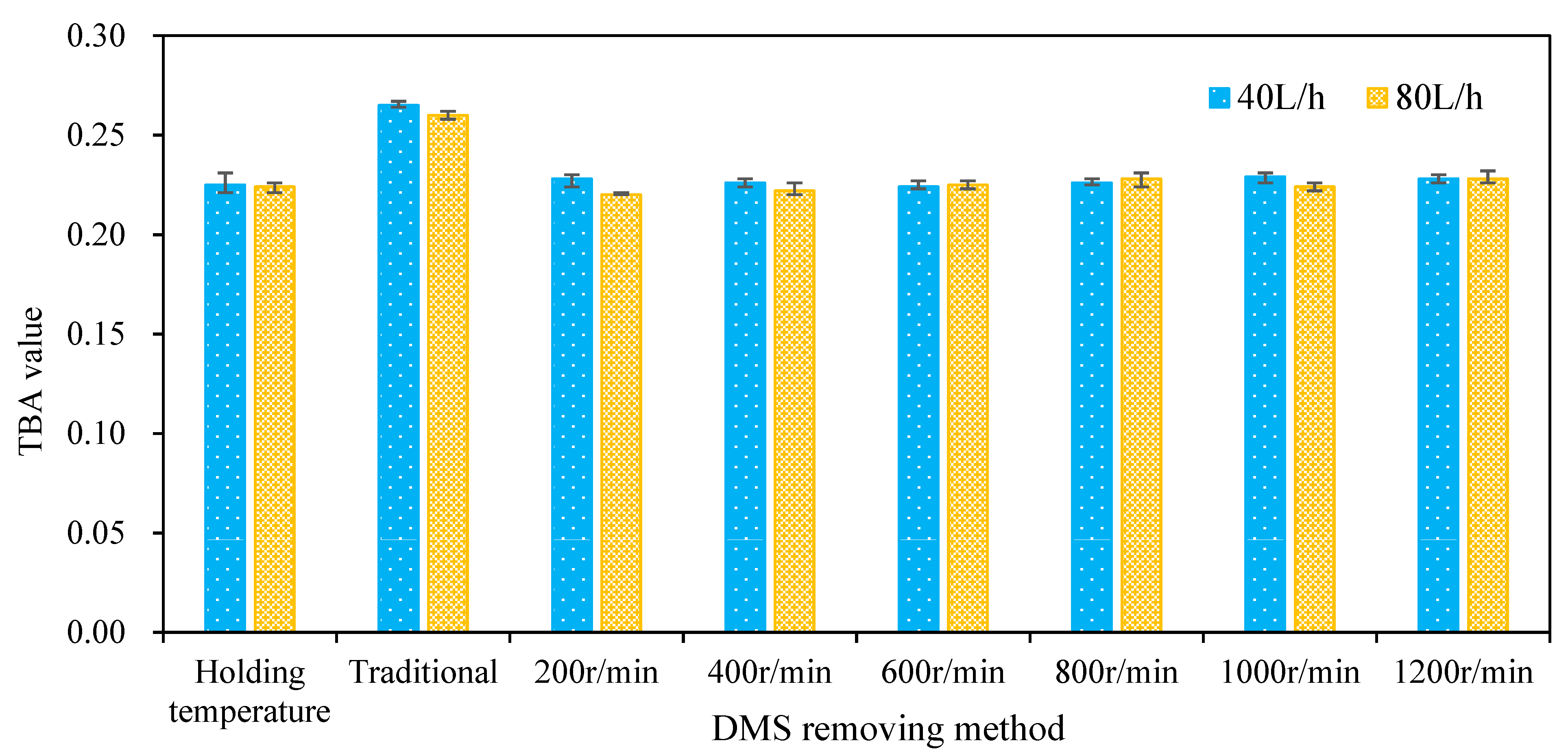
3.4. Variation of TBA Value of Wort
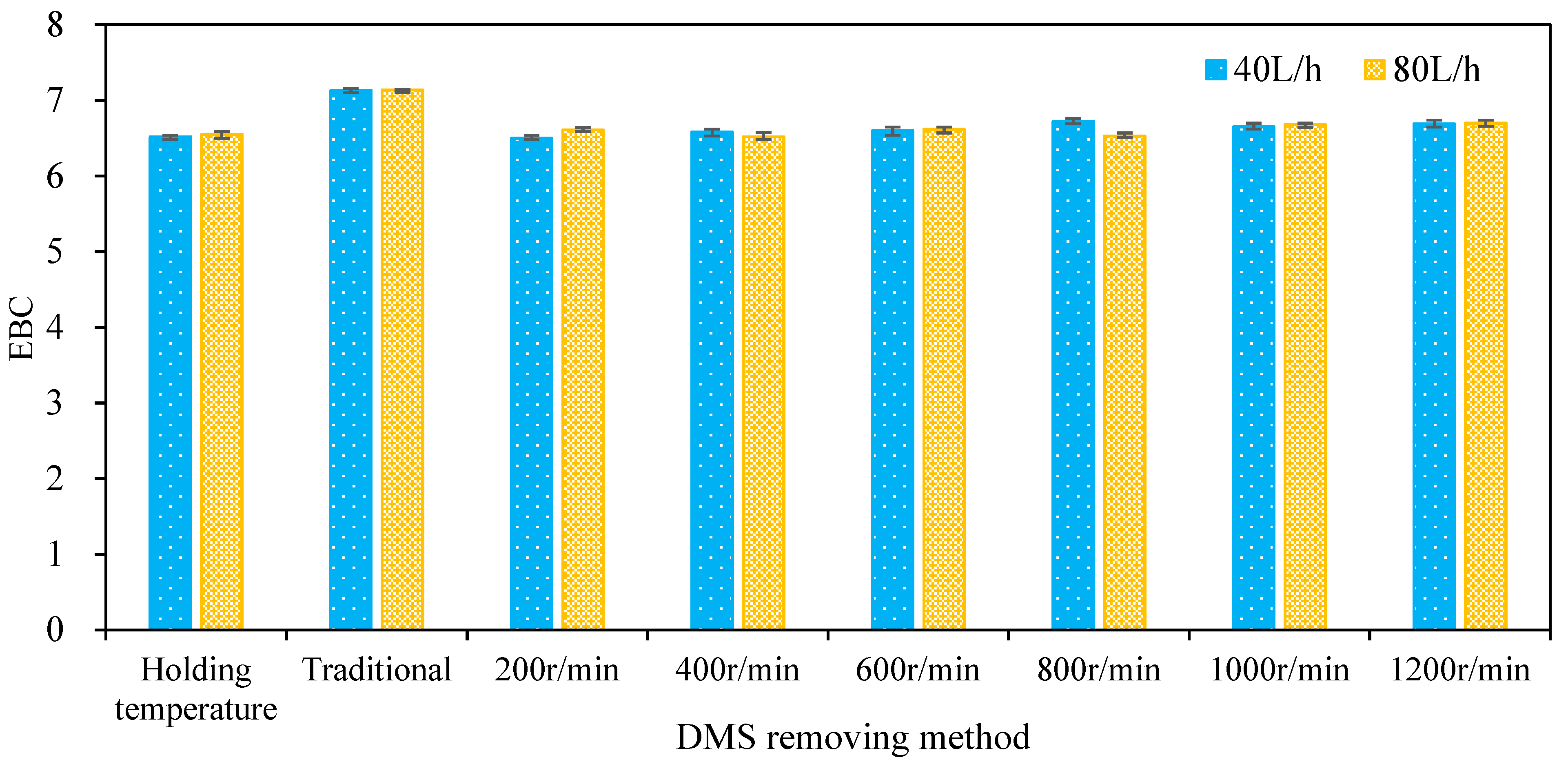
3.5. Color Change and Oxidation of Wort
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nevitt, G.A.; Veit, R.R.; Kareiva, P. Dimethyl sulphide as a foraging cue for antarctic procellariiform seabirds. Nature 1995, 376, 680–682. [Google Scholar] [CrossRef]
- Talou, T.; Gaset, A.; Delmas, M.; Kulifaj, M.; Montant, C. Dimethyl sulphide: The secret for black truffle hunting by animals? Mycol. Res. 1990, 94, 277–278. [Google Scholar] [CrossRef]
- Bentley, R.; Chasteen, T.G. Environmental VOSCs—Formation and degradation of dimethyl sulfide, methanethiol and related materials. Chemosphere 2004, 55, 291–317. [Google Scholar] [CrossRef]
- Buttery, R.G.; Ling, L.C.; Stern, D.J. Studies on popcorn aroma and flavor volatiles. J. Agric. Food Chem. 1997, 45, 837–843. [Google Scholar] [CrossRef]
- Liu, C.; Du, J.H.; Bao, J. Changes and control of dimethyl sulfide, s-methylmethionine and dimethyl sulfoxide contents during beer making. Food Sci. 2019, 40, 332–337. [Google Scholar]
- Scheuren, H.; Baldus, M.; Methner, F.J.; Dillenburger, M. Evaporation behaviour of DMS in an aqueous solution at infinite dilution—A review. J. Inst. Brew. Distil. 2016, 122, 181–190. [Google Scholar] [CrossRef]
- Bamforth, C.W. Dimethyl sulfide–significance, origins, and control. J. Am. Soc. Brew. Chem. 2018, 72, 165–168. [Google Scholar] [CrossRef]
- Scheuren, H.; Dillenburger, M. Optimization of the wort boiling process by refeeding wort below the surface. J. Am. Soc. Brew. Chem. 2018, 75, 145–148. [Google Scholar] [CrossRef]
- Scheuren, H.; Sommer, K.; Methner, F.; Dillenburger, M. Validation of a Film Evaporator as a Wort Boiling System. J. Am. Soc. Brew. Chem. 2018, 73, 339–342. [Google Scholar] [CrossRef]
- Dillenburger, M.; Zanker, G.; Werner, A.; Hertel, K.; Scheuren, H. Optimization of the vaporization of flavour components during wort boiling in the brewery by implementing a rectification column. J. Inst. Brew. Distil. 2017, 123, 178–184. [Google Scholar] [CrossRef]
- Willaert, R.G.; Baron, G.V. Applying sustainable technology for saving primary energy in the brewhouse during beer brewing. Clean Technol. Environ. 2004, 7, 15–32. [Google Scholar] [CrossRef]
- Miedaner, H. Wort boiling today—Old and new aspects. J. Inst. Brew. 1986, 92, 330–335. [Google Scholar] [CrossRef]
- Ogane, O.; Imai, T.; Ogawa, Y.; Ohkochi, M. Influence of wort boiling and wort clarification conditions on aging-relevant carbonyl compounds in beer. Tech. Quart. Master Brew. Assoc. 2006, 43, 121–126. [Google Scholar]
- Vanderhaegen, B.; Neven, H.; Verachtert, H.; Derdelinckx, G. The chemistry of beer aging—A critical review. Food Chem. 2006, 95, 357–381. [Google Scholar] [CrossRef]
- Feilner, R. Wort stripping: An innovative option for the controlled reduction of unwanted aromatics featuring optimised trickle-film formation and stripping gas utilisation. Tech. Quart. 2011, 48, 51–55. [Google Scholar] [CrossRef]
- Seldeslachts, D.; Van, D.E.E.; Degelin, L. Wort stripping. In Proceedings of the European Brewery Convention 26th Congress, Maastricht, The Netherlands, 24 May 1997. [Google Scholar]
- Feilner, R.; Rehmann, D.; Methner, F.J.; Baldus, M.; Scheuren, H. Wort stripping—Thermodynamic considerations on the evaporation of aroma substances in continuous desorption processes. Brew. Sci. 2013, 66, 65–74. [Google Scholar]
- Feilner, R.; Werner, F.; Rehmann, D.; Methner, F.J.; Scheuren, H. Q = mcT—Grundlage zur steuerung des stoffaustauschs von auf verdunstung basierenden prozessen. Chem. Ing. Tech. 2015, 87, 583–589. [Google Scholar] [CrossRef]
- Feilner, R. Wort stripping: Based on thermal desorption, supports the classic boiling process with a more efficient evaporation and without using additional thermal energy. Tech. Quart. 2013, 50, 15–20. [Google Scholar] [CrossRef]
- Catarino, M.; Mendes, A. Non-alcoholic beer—A new industrial process. Sep. Purif. Technol. 2011, 79, 342–351. [Google Scholar] [CrossRef]
- Belisario, S.Y.Y.; Taboada, R.A.; Marin, I.F.; Iguaz, G.A.; López, G.A. Aroma recovery in wine dealcoholization by SCC distillation. Food Bioprocess Technol. 2012, 5, 2529–2539. [Google Scholar] [CrossRef]
- Belisario, S.Y.Y.; Taboada, R.A.; Marín, I.F.; López, G.A. Dealcoholized wines by spinning cone column distillation: Phenolic compounds and antioxidant activity measured by the 1,1-diphenyl-2-picrylhydrazyl method. J. Agric. Food Chem. 2009, 57, 6770–6778. [Google Scholar] [CrossRef]
- Huerta, P.F.; Pérez, C.J.R. Optimizing ethanol recovery in a spinning cone column. J. Taiwan Inst. Chem. E. 2018, 83, 1–9. [Google Scholar] [CrossRef]
- Makarytchev, S.V.; Langrish, T.A.G.; Fletcher, D.F. CFD analysis of spinning cone columns: Prediction of unsteady gas flow and pressure drop in a dry column. Chem. Eng. J. 2002, 87, 301–311. [Google Scholar] [CrossRef]
- Makarytchev, S.V.; Langrish, T.A.G. Pressure drop and flooding limit in spinning cone columns. Chem. Eng. Commun. 2005, 192, 445–473. [Google Scholar] [CrossRef]
- Bae, S.; Kim, S.H.; Lee, J.H. An investigation into the hydrodynamics of a spinning cone column: CFD simulations by an Eulerian-Lagrangian approach. Comput. Chem. Eng. 2020, 132, 106635. [Google Scholar] [CrossRef]
- Dai, X.Y.; Li, Z.Y.; Xu, Q.; Zhang, F.; Li, Y.H.; Wu, W. Wort Boiling System with Low Thermal Stress Based on the Tranffer Enhancement of Centrifugal Film. China Patent CN202110049031.6, 1 January 2021. [Google Scholar]
- American Society of Brewing Chemists. ASBC Analysis Method; China Light Industry Press: Beijing, China, 2012; pp. 91–95, 188–189, 237–238. [Google Scholar]
- Mizuno, A.; Nomura, Y.; Iwata, H. Sensitive measurement of thermal stress in beer and beer-like beverages utilizing the 2-thiobarbituric acid (TBA) reaction. J. Am. Soc. Brew. Chem. 2011, 69, 220–226. [Google Scholar] [CrossRef]
- McGivney, K.; Abishek, S.; Mellem, J.; Ortiz, R.; Palausky, J.; Lakenburges, K. TBA test as an indicator for flavour stability: Thiobarbituric acid index for wort and beer. J. Am. Soc. Brew. Chem. 2008, 66, 264–265. [Google Scholar] [CrossRef]
- Willaert, R.G.; Baron, G.V. Wort boiling today—Boiling systems with low thermal stress in combination with volatile stripping. Cerevisia Belg. J. Brew. Biotechnol. 2001, 26, 217–230. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Specifications | Manufacturer | Purpose |
|---|---|---|---|
| DMS standard solution | ≥99% | Sigma-Aldrich Chemie Gmbh (St. Louis, MO, USA) | DMS detection |
| Methyl ethyl sulfide | ≥98% | Beijing Budweiser Technology Co., Ltd. (Beijing, China) | DMS detection |
| Absolute ethanol | 99.5% | Shanghai McLean Biochemical Technology Co., Ltd. (Shanghai, China) | DMS detection |
| Sodium hydroxide standard solution | 1.0 mol/L | Jiangbiao Testing Technology Co., Ltd. (China) | DMS detection |
| 2-thiobarbituric acid | ≥98% | Sigma-Aldrich Chemie Gmbh (St. Louis, MO, USA) | TBA detection |
| Glacial acetic acid | ≥99.5% | Shanghai McLean Biochemical Technology Co., Ltd. (Shanghai, China) | TBA detection |
| Ultra-pure water | Self-prepared | Sichuan YOUPU Chao chun Technology Co., Ltd. (Chengdu, China) | DMS/TBA/Chromaticity detection |
| Speed (r/min) | Wort Outlet Temperature -TI2 (°C) | Sensible Heat Released from Wort (kJ/h) | Latent Heat of Steam (kJ/h) | |||
|---|---|---|---|---|---|---|
| 40 L/h | 80 L/h | 40 L/h | 80 L/h | 40 L/h | 80 L/h | |
| 200 | 86.6 | 90.5 | 1562.41 | 2193.63 | 1354.32 | 1925.84 |
| 400 | 86.1 | 89.7 | 1644.94 | 2460.29 | 1434.09 | 2166.91 |
| 600 | 85.8 | 88.6 | 1694.09 | 2825.25 | 1497.29 | 2531.04 |
| 800 | 84.9 | 86.4 | 1842.04 | 3551.51 | 1641.75 | 3214.25 |
| 1000 | 83.9 | 86.2 | 2005.44 | 3616.68 | 1820.79 | 3304.54 |
| 1200 | 83.2 | 86.0 | 2119.58 | 3682.09 | 1939.70 | 3379.75 |
| Boiling System | Temperature (°C) | Boiling Time (min) | Total Evaporation Rate (%) | Evaporation Energy Consumption (kJ/L) | Remarks |
|---|---|---|---|---|---|
| Atmospheric boiling [31] | 100 | 60–80 | 8 | 187.9 | Classical |
| High temperature [31] | 130–140 | 2.5–3 | 6–8 | 140.9–187.9 | |
| low pressure boiling [31] | 103–104 | 55–65 | 6–7 | 140.9–164.4 | Classical |
| Low pressure [31] | 104–104 | 45–50 | 4.5 | 105.7 | Dynamic |
| Meura system (packing column) [8,31] | 100 | 40–45 | 2 | 47.0 | 0.5~2% primary steam stripping |
| Tray rectification column [8,10] | 100 | 90 | 2.7–4.5 | 63.4–105.7 | Secondary steam stripping |
| Ziemann system [31] | 100 | 40–50 | 4 | 93.9 | Vacuum |
| Nerb system [31] | 103/99 | 50–60 | 4.7–5.4 | 110.4–126.8 | Vacuum |
| Schulz system [31] | 97.5 | 60 | 1 | 23.5 | 7% vacuum evaporation |
| Merlin system [9,31] | 100 | 35 | 5–6 | 117.4–140.9 | Film stripping |
| Turbulence trickle-film stripping [15] | 96 | 60–90 | 4 | 93.9 | Gas + self-evaporation |
| Multilayer centrifugal film forming device | 98 | 60 | 1 | 23.5 | self-evaporation |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, X.; Wang, P.; Wu, W.; Wang, H.; Xu, Q.; Li, Z. Separation of Dimethyl Sulfide from Wort by Multi-Layer Centrifugal Film Method. Foods 2022, 11, 2901. https://doi.org/10.3390/foods11182901
Dai X, Wang P, Wu W, Wang H, Xu Q, Li Z. Separation of Dimethyl Sulfide from Wort by Multi-Layer Centrifugal Film Method. Foods. 2022; 11(18):2901. https://doi.org/10.3390/foods11182901
Chicago/Turabian StyleDai, Xiaoyong, Pengyu Wang, Wei Wu, Haoyu Wang, Qing Xu, and Zhanyong Li. 2022. "Separation of Dimethyl Sulfide from Wort by Multi-Layer Centrifugal Film Method" Foods 11, no. 18: 2901. https://doi.org/10.3390/foods11182901
APA StyleDai, X., Wang, P., Wu, W., Wang, H., Xu, Q., & Li, Z. (2022). Separation of Dimethyl Sulfide from Wort by Multi-Layer Centrifugal Film Method. Foods, 11(18), 2901. https://doi.org/10.3390/foods11182901