
Standardization of Aquafaba Production and Application in Vegan Mayonnaise Analogs

 , , , ,
, , , , 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
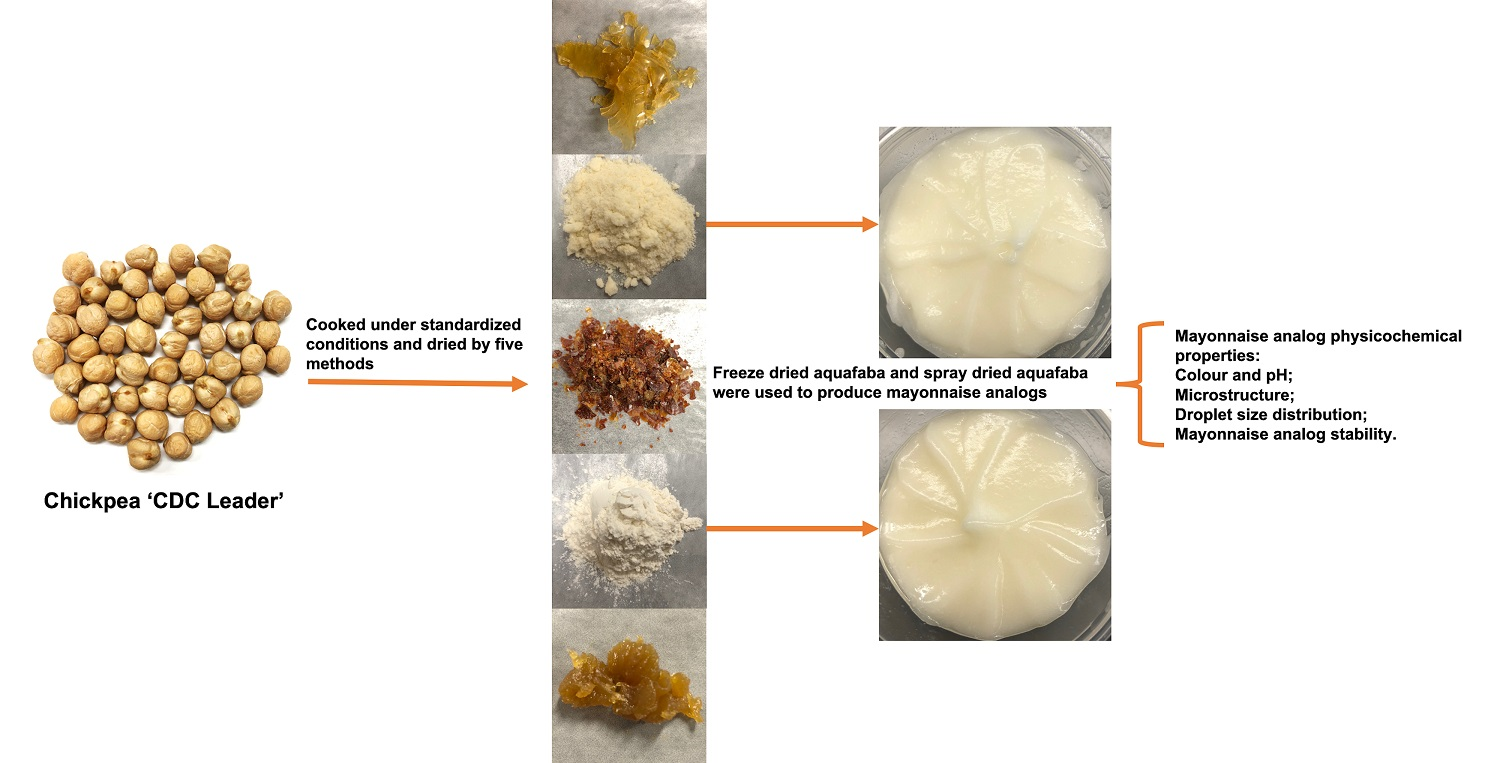
2.2. Aquafaba Production and Drying Method Standardization
2.2.1. Optimization of Aquafaba Production
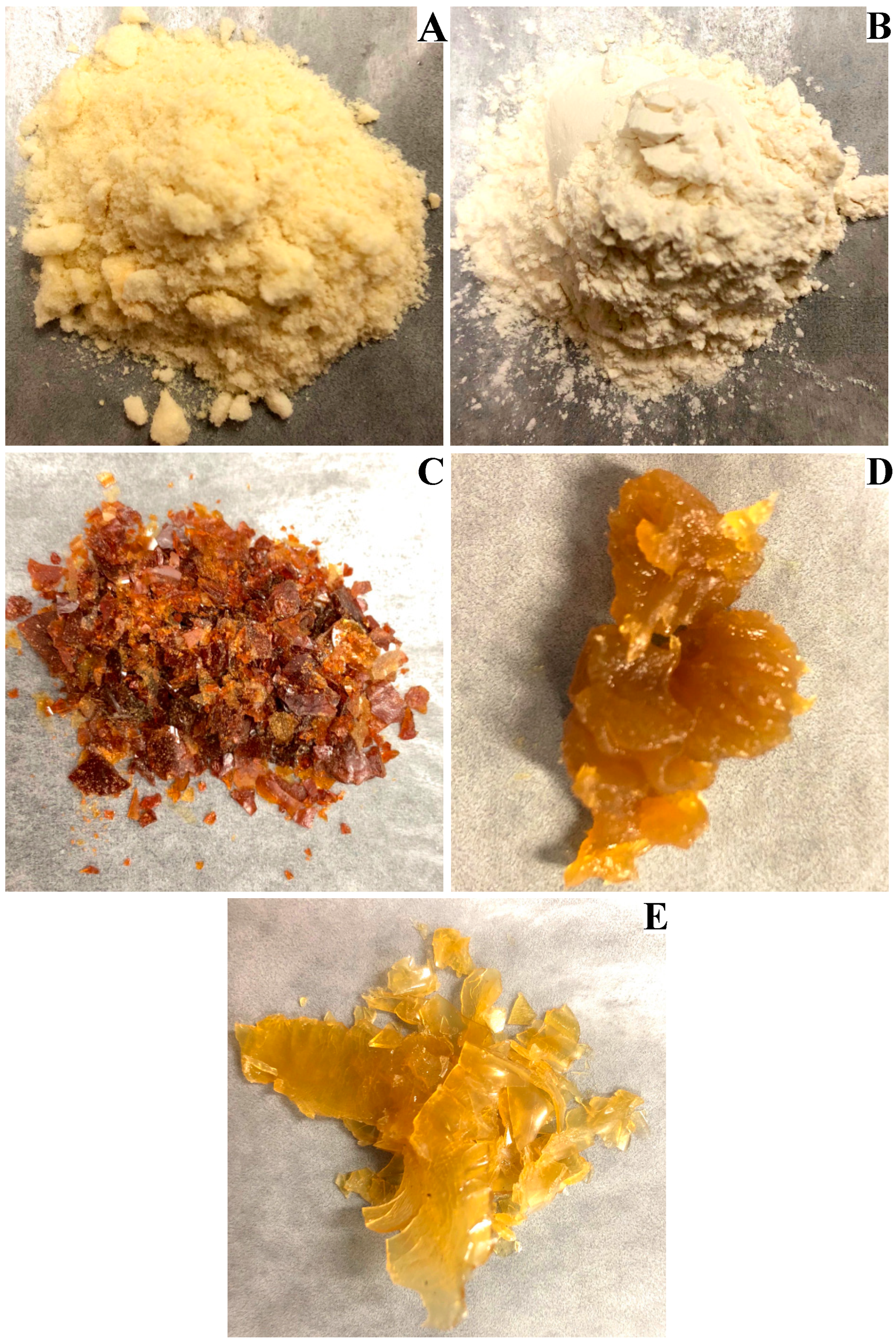
2.2.2. Comparison of Drying Methods
2.3. Aquafaba Water Holding Capacity and Oil Absorption Capacity
2.4. Development of Aquafaba Mayonnaise Analogs
2.4.1. Colour and pH
2.4.2. Mayonnaise and Analog Stability Test
2.4.3. Confocal Laser Scanning Microscopy
2.4.4. Droplet Size Distribution
2.5. Statistical Analysis
3. Results and Discussion
3.1. Optimization of Aquafaba Production
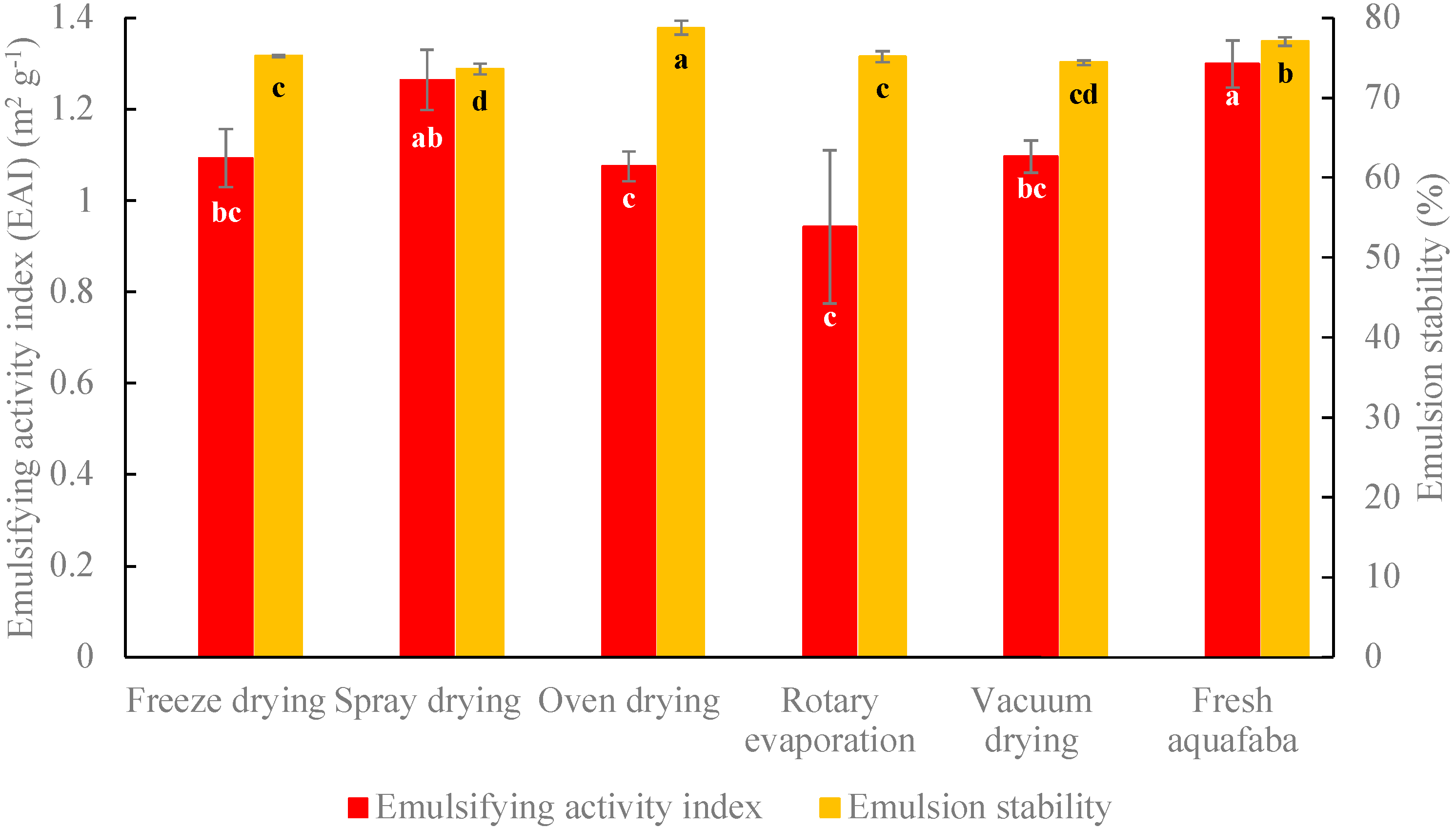
3.2. Comparison of Drying Methods
3.3. Aquafaba Water Holding Capacity and Oil Absorption Capacity
3.4. Mayonnaise and Analog Stability during Cold Storage
3.5. Mayonnaise and Analog Microstructure
3.6. Mayonnaise and Analog Droplet Size Distribution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Raymundo, A.; Franco, J.M.; Empis, J.; Sousa, I. Optimization of the composition of low-fat oil-in-water emulsions stabilized by white lupin protein. J. Am. Oil Chem. Soc. 2002, 79, 783–790. [Google Scholar] [CrossRef]
- Ghoush, M.A.; Samhouri, M.; Al-Holy, M.; Herald, T. Formulation and fuzzy modeling of emulsion stability and viscosity of a gum–protein emulsifier in a model mayonnaise system. J. Food Eng. 2008, 84, 348–357. [Google Scholar] [CrossRef]
- Campos, D.C.P.; Antoniassi, R.; Deliza, R.; de Freitas, S.C.; Felberg, I. Molho cremoso à base de extrato de soja: Estabilidade, propriedades reológicas, valor nutricional e aceitabilidade do consumidor. Ciênc. Tecnol. Aliment. 2009, 29, 919–926. [Google Scholar] [CrossRef][Green Version]
- Nikzade, V.; Tehrani, M.M.; Saadatmand-Tarzjan, M. Optimization of low-cholesterol-low-fat mayonnaise formulation: Effect of using soy milk and some stabilizer by a mixture design approach. Food Hydrocoll. 2012, 28, 344–352. [Google Scholar] [CrossRef]
- Rahmati, K.; Mazaheri Tehrani, M.; Daneshvar, K. Soy milk as an emulsifier in mayonnaise: Physico-chemical, stability and sensory evaluation. J. Food Sci. Technol. 2014, 51, 3341–3347. [Google Scholar] [CrossRef]
- Ghazaei, S.; Mizani, M.; Piravi-Vanak, Z.; Alimi, M. Particle size and cholesterol content of a mayonnaise formulated by OSA-modified potato starch. Food Sci. Technol. 2015, 35, 150–156. [Google Scholar] [CrossRef]
- He, Y.; Meda, V.; Reaney, M.J.T.; Mustafa, R. Aquafaba, a new plant-based rheological additive for food applications. Trends Food Sci. Technol. 2021, 111, 27–42. [Google Scholar] [CrossRef]
- Raikos, V.; Hayes, H.; Ni, H. Aquafaba from commercially canned chickpeas as potential egg replacer for the development of vegan mayonnaise: Recipe optimisation and storage stability. Int. J. Food Sci. Technol. 2020, 55, 1935–1942. [Google Scholar] [CrossRef]
- Yildirim, M.; Sumnu, G.; Sahin, S. Rheology, particle-size distribution, and stability of low-fat mayonnaise produced via double emulsions. Food Sci. Biotechnol. 2016, 25, 1613–1618. [Google Scholar] [CrossRef]
- Friberg, J.; Mandell, L. Influence of phase equilibria on properties of emulsions. J. Pharm. Sci. 1970, 59, 1001–1004. [Google Scholar] [CrossRef]
- Buhl, T.F.; Christensen, C.H.; Hammershøj, M. Aquafaba as an egg white substitute in food foams and emulsions: Protein composition and functional behavior. Food Hydrocoll. 2019, 96, 354–364. [Google Scholar] [CrossRef]
- Damian, J.J.; Huo, S.; Serventi, L. Phytochemical content and emulsifying ability of pulses cooking water. Eur. Food Res. Technol. 2018, 244, 1647–1655. [Google Scholar] [CrossRef]
- Stantiall, S.E.; Dale, K.J.; Calizo, F.S.; Serventi, L. Application of pulses cooking water as functional ingredients: The foaming and gelling abilities. Eur. Food Res. Technol. 2018, 244, 97–104. [Google Scholar] [CrossRef]
- Serventi, L.; Wang, S.; Zhu, J.; Liu, S.; Fei, F. Cooking water of yellow soybeans as emulsifier in gluten-free crackers. Eur. Food Res. Technol. 2018, 244, 2141–2148. [Google Scholar] [CrossRef]
- Serventi, L. Cooking water composition. In Upcycling Legume Water: From Wastewater to Food Ingredients; Springer Nature: Cham, Switzerland, 2020; pp. 73–85. [Google Scholar] [CrossRef]
- He, Y.; Shim, Y.Y.; Mustafa, R.; Meda, V.; Reaney, M.J.T. Chickpea cultivar selection to produce aquafaba with superior emulsion properties. Foods 2019, 8, 685. [Google Scholar] [CrossRef]
- Shim, Y.Y.; Mustafa, R.; Shen, J.; Ratanapariyanuch, K.; Reaney, M.J.T. Composition and properties of aquafaba: Water recovered from commercially canned chickpeas. J. Vis. Exp. 2018, 2018, 56305. [Google Scholar] [CrossRef] [PubMed]
- Lafarga, T.; Villaró, S.; Bobo, G.; Aguiló-Aguayo, I. Optimisation of the pH and boiling conditions needed to obtain improved foaming and emulsifying properties of chickpea aquafaba using a response surface methodology. Int. J. Gastron. Food Sci. 2019, 18, 100177. [Google Scholar] [CrossRef]
- Alsalman, F.B.; Tulbek, M.; Nickerson, M.; Ramaswamy, H.S. Evaluation and optimization of functional and antinutritional properties of aquafaba. Legum. Sci. 2020, 2, 1–15. [Google Scholar] [CrossRef]
- Pastor, A.; Compson, Z.G.; Dijkstra, P.; Riera, J.L.; Martí, E.; Sabater, F.; Hungate, B.A.; Marks, J.C. Stream carbon and nitrogen supplements during leaf litter decomposition: Contrasting patterns for two foundation species. Oecologia 2014, 176, 1111–1121. [Google Scholar] [CrossRef]
- AACC Approved Methods of Analysis. Method 44-15.02. Moisture-Air-Oven Methods. In AACC International Approved Methods, 11th ed.; Cereals & Grains Association: St. Paul, MN, USA, 2013. [Google Scholar] [CrossRef]
- Luo, Z.; Murray, B.S.; Yusoff, A.; Morgan, M.R.A.; Povey, M.J.W.; Day, A.J. Particle-Stabilizing Effects of Flavonoids at the Oil−Water Interface. J. Agric. Food Chem. 2011, 59, 2636–2645. [Google Scholar] [CrossRef]
- Vega, C.; Grover, M.K. Physicochemical Properties of Acidified Skim Milk Gels Containing Cocoa Flavanols. J. Agric. Food Chem. 2011, 59, 6740–6747. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Obielodan, M.; Sismour, E.; Arnett, A.; Alzahrani, S.; Zhang, B. Physicochemical, functional, thermal and structural properties of isolated Kabuli chickpea proteins as affected by processing approaches. Int. J. Food Sci. Technol. 2017, 52, 1147–1154. [Google Scholar] [CrossRef]
- Mun, S.; Kim, Y.L.; Kang, C.G.; Park, K.H.; Shim, J.Y.; Kim, Y.R. Development of reduced-fat mayonnaise using 4αGTase-modified rice starch and xanthan gum. Int. J. Biol. Macromol 2009, 44, 400–407. [Google Scholar] [CrossRef] [PubMed]
- McClements, D.J.; Demetriades, K. An Integrated Approach to the Development of Reduced-Fat Food Emulsions. Crit. Rev. Food Sci. Nutr. 1998, 38, 511–536. [Google Scholar] [CrossRef]
- Worrasinchai, S.; Suphantharika, M.; Pinjai, S.; Jamnong, P. β-Glucan prepared from spent brewer’s yeast as a fat replacer in mayonnaise. Food Hydrocoll. 2006, 20, 68–78. [Google Scholar] [CrossRef]
- Depree, J.; Savage, G. Physical and flavour stability of mayonnaise. Trends Food Sci. Technol. 2001, 12, 157–163. [Google Scholar] [CrossRef]
- Jaynes, E.N. Applications in the food industry: II. In Encyclopedia of Emulsion Technology, Vol. 2: Applications; Becher, P., Ed.; Marcel Dekker: New York, NY, USA, 1985; pp. 367–369. [Google Scholar]
- Langton, M.; Jordansson, E.; Altskär, A.; Sørensen, C.; Hermansson, A.M. Microstructure and image analysis of mayonnaises. Food Hydrocoll. 1999, 13, 113–125. [Google Scholar] [CrossRef]
- Mustafa, R.; He, Y.; Shim, Y.Y.; Reaney, M.J.T. Aquafaba, wastewater from chickpea canning, functions as an egg replacer in sponge cake. Int. J. Food Sci. Technol. 2018, 53, 2247–2255. [Google Scholar] [CrossRef]
- Di Mattia, C.; Balestra, F.; Sacchetti, G.; Neri, L.; Mastrocola, D.; Pittia, P. Physical and structural properties of extra-virgin olive oil based mayonnaise. LWT Food Sci. Technol. 2015, 62, 764–770. [Google Scholar] [CrossRef]
- Liu, H.; Xu, X.M.; Guo, S.D. Rheological, texture and sensory properties of low-fat mayonnaise with different fat mimetics. LWT Food Sci. Technol. 2007, 40, 946–954. [Google Scholar] [CrossRef]
- Laca, A.; Sáenz, M.C.; Paredes, B.; Díaz, M. Rheological properties, stability and sensory evaluation of low-cholesterol mayonnaises prepared using egg yolk granules as emulsifying agent. J. Food Eng. 2010, 97, 243–252. [Google Scholar] [CrossRef]
- McClements, D.J. Food Emulsions: Principles, Practices, and Techniques, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2015; pp. 245–373. [Google Scholar] [CrossRef]
- Shi, C.; Lin, Z.; Xiao, X.; Zhai, X.; Ma, C.W.; Ren, J. Comparisons of Processing Stability and Antioxidant Activity of the Silkworm Pupae Protein Hydrolysates by Spray-dry and Freeze-dry. Int. J. Food Eng. 2018, 14, 1–11. [Google Scholar] [CrossRef]
- Kasran, M.; Cui, S.W.; Goff, H.D. Covalent attachment of fenugreek gum to soy whey protein isolate through natural Maillard reaction for improved emulsion stability. Food Hydrocoll. 2013, 30, 552–558. [Google Scholar] [CrossRef]
- Xu, W.; Zhao, X.-H. Structure and property changes of the soy protein isolate glycated with maltose in an ionic liquid through the Maillard reaction. Food Funct. 2019, 10, 1948–1957. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Cui, S.; Gong, J.; Miller, S.S.; Wang, Q.; Hua, Y. Stability of citral in oil-in-water emulsions protected by a soy protein–polysaccharide Maillard reaction product. Food Res. Int. 2015, 69, 357–363. [Google Scholar] [CrossRef]
- Moros, J.E.; Franco, J.M.; Gallegos, C. Rheological properties of cholesterol-reduced, yolk-stabilized mayonnaise. J. Am. Oil Chem. Soc. 2002, 79, 837–843. [Google Scholar] [CrossRef]
- Mangino, M.E. Protein interactions in emulsions: Protein-lipid interactions. In Protein Functionality in Food Systems; Hettiarachchy, N.S., Ziegler, G.R., Eds.; Marcel Dekker: New York, NY, USA, 1994; pp. 147–180. [Google Scholar]
- Euston, S.R.; Hirst, R.L. Comparison of the concentration-dependent emulsifying properties of protein products containing aggregated and non-aggregated milk protein. Int. Dairy J. 1999, 9, 693–701. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | A | B | C | D | E |
|---|---|---|---|---|---|
| Soaking time (h) | 16 | 16 | 16 | 1 | 1 |
| Soaking temperature (°C) | 4 | 4 | 4 | 85 | 85 |
| Soaking water additives (w/w) | NA | NA | NA | NA | 0.2% NaHCO3 |
| Cooking time (min) | 20 | 30 | 60 | 30 | 20 |
| Drying Methods | Water Removed (g) | Drying Time (h) | Dried Aquafaba Yield (g/100 g Fresh Aquafaba) | Water Added (g/10 g Dried Aquafaba) |
|---|---|---|---|---|
| Spray drying | 95.0 ± 0.03 a | 0.287 ± 0.001 d | 5.01 ± 0.03 e | 190 |
| Freeze drying | 92.9 ± 0.04 b | 129 ± 5 a | 7.06 ± 0.04 d | 132 |
| Oven drying | 92.8 ± 0.06 c | 29.0 ± 2.1 c | 7.22 ± 0.06 c | 129 |
| Rotovap drying | 91.2 ± 0.09 e | 3.22 ± 0.08 d | 8.78 ± 0.09 a | 104 |
| Vacuum drying | 92.6 ± 0.01 d | 45.6 ± 1.5 b | 7.37 ± 0.01 b | 126 |
| Dried Aquafaba | Freeze-Dried Aquafaba | Spray-Dried Aquafaba |
|---|---|---|
| Moisture content (%) | 5.17 ± 0.21 a | 2.50 ± 0.01 b |
| WHC (g/g) | 4.36 ± 0.20 a | 1.92 ± 0.09 b |
| OAC (g/g) | 4.64 ± 0.26 a | 1.98 ± 0.12 b |
| Mayonnaise and Analog | A | B | C |
|---|---|---|---|
| Emulsifier | Freeze-Dried Aquafaba (FA) | Spray-Dried Aquafaba (SA) | Egg Yolk (EY) |
| Day 0 | |||
| pH | 3.99 ± 0.17 Ab | 3.74 ± 0.10 Bb | 4.66 ± 0.07 Aa |
| L* | 87.6 ± 0.03 Ab | 85.6 ± 0.04 Ac | 90.6 ± 0.1 Aa |
| a* | −2.31 ± 0.02 Bb | −2.17 ± 0.01 Bb | −1.85 ± 0.02 Ac |
| b* | 12.8 ± 0.02 Bc | 14.8 ± 0.05 Bb | 20.8 ± 0.09 Ba |
| Ch | 13.0 ± 0.03 Bc | 14.9 ± 0.05 Bb | 20.9 ± 0.09 Ba |
| ∆E1* | 8.56 ± 0.13 a | 7.82 ± 0.15 b | |
| Emulsion stability | 85.0 ± 3.2 Ab | 84.6 ± 2.0 Ab | 100 ± 0 Aa |
| Heating stability | 68.3 ± 5.0 Aa | 62.8 ± 1.7 Bab | 59.4 ± 1.0 ABb |
| Day 7 | |||
| pH | 4.05 ± 0.03 Ab | 4.00 ± 0.10 Ab | 4.50 ± 0.06 Ba |
| Emulsion stability | 83.4 ± 4.3 ABb | 83.6 ± 1.6 Ab | 100 ± 0 Aa |
| Heating stability | 70.2 ± 2.4 Ab | 76.2 ± 0.8 Aa | 61.6 ± 1.3 Ac |
| Day 14 | |||
| pH | 4.07 ± 0.02 Ab | 4.04 ± 0.07 Ab | 4.42 ± 0.01 Ba |
| Emulsion stability | 82.9 ± 4.2 ABb | 76.2 ± 3.7 ABb | 100 ± 0 Aa |
| Heating stability | 62.8 ± 8.0 Aa | 58.7 ± 7.1 Ba | 48.8 ± 1.4 BCa |
| Day 21 | |||
| pH | 4.02 ± 0.03 Ab | 3.98 ± 0.05 Ab | 4.40 ± 0.01 Ba |
| Emulsion stability | 75.4 ± 1.4 Bb | 73.3 ± 2.3 Bb | 100 ± 0 Aa |
| Heating stability | 66.5 ± 5.2 Aa | 57.6 ± 1.4 Bab | 48.3 ± 8.1 Cb |
| Day 28 | |||
| pH | 4.05 ± 0.09 Ab | 3.94 ± 0.03 Ab | 4.46 ± 0.02 Ba |
| L* | 82.4 ± 0.2 Bb | 81.7 ± 0.01 Bc | 88.2 ± 0.09 Ba |
| a* | −2.67 ± 0.02 Aa | −2.33 ± 0.01 Ab | −0.587 ± 0.040 Bc |
| b* | 13.7 ± 0.08 Ac | 17.0 ± 0.04 Ab | 25.4 ± 0.1 Aa |
| Ch | 14.0 ± 0.08 Ac | 17.1 ± 0.04 Ab | 25.4 ± 0.1 Aa |
| ∆E1* | 13.2 ± 0.3 a | 10.8 ± 0.2 b | |
| ∆E2* | 5.30 ± 0.23 a | 4.50 ± 0.04 b | 5.35 ± 0.08 a |
| Emulsion stability | 79.7 ± 2.7 ABb | 55.9 ± 5.8 Cc | 100 ± 0 Aa |
| Heating stability | 66.4 ± 5.7 Aa | 54.6 ± 3.9 Bb | 48.5 ± 3.8 BCb |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Purdy, S.K.; Tse, T.J.; Tar’an, B.; Meda, V.; Reaney, M.J.T.; Mustafa, R. Standardization of Aquafaba Production and Application in Vegan Mayonnaise Analogs. Foods 2021, 10, 1978. https://doi.org/10.3390/foods10091978
He Y, Purdy SK, Tse TJ, Tar’an B, Meda V, Reaney MJT, Mustafa R. Standardization of Aquafaba Production and Application in Vegan Mayonnaise Analogs. Foods. 2021; 10(9):1978. https://doi.org/10.3390/foods10091978
Chicago/Turabian StyleHe, Yue, Sarah K. Purdy, Timothy J. Tse, Bunyamin Tar’an, Venkatesh Meda, Martin J. T. Reaney, and Rana Mustafa. 2021. "Standardization of Aquafaba Production and Application in Vegan Mayonnaise Analogs" Foods 10, no. 9: 1978. https://doi.org/10.3390/foods10091978
APA StyleHe, Y., Purdy, S. K., Tse, T. J., Tar’an, B., Meda, V., Reaney, M. J. T., & Mustafa, R. (2021). Standardization of Aquafaba Production and Application in Vegan Mayonnaise Analogs. Foods, 10(9), 1978. https://doi.org/10.3390/foods10091978