
Impact of Ultra-High-Pressure Homogenization of Buttermilk for the Production of Yogurt

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
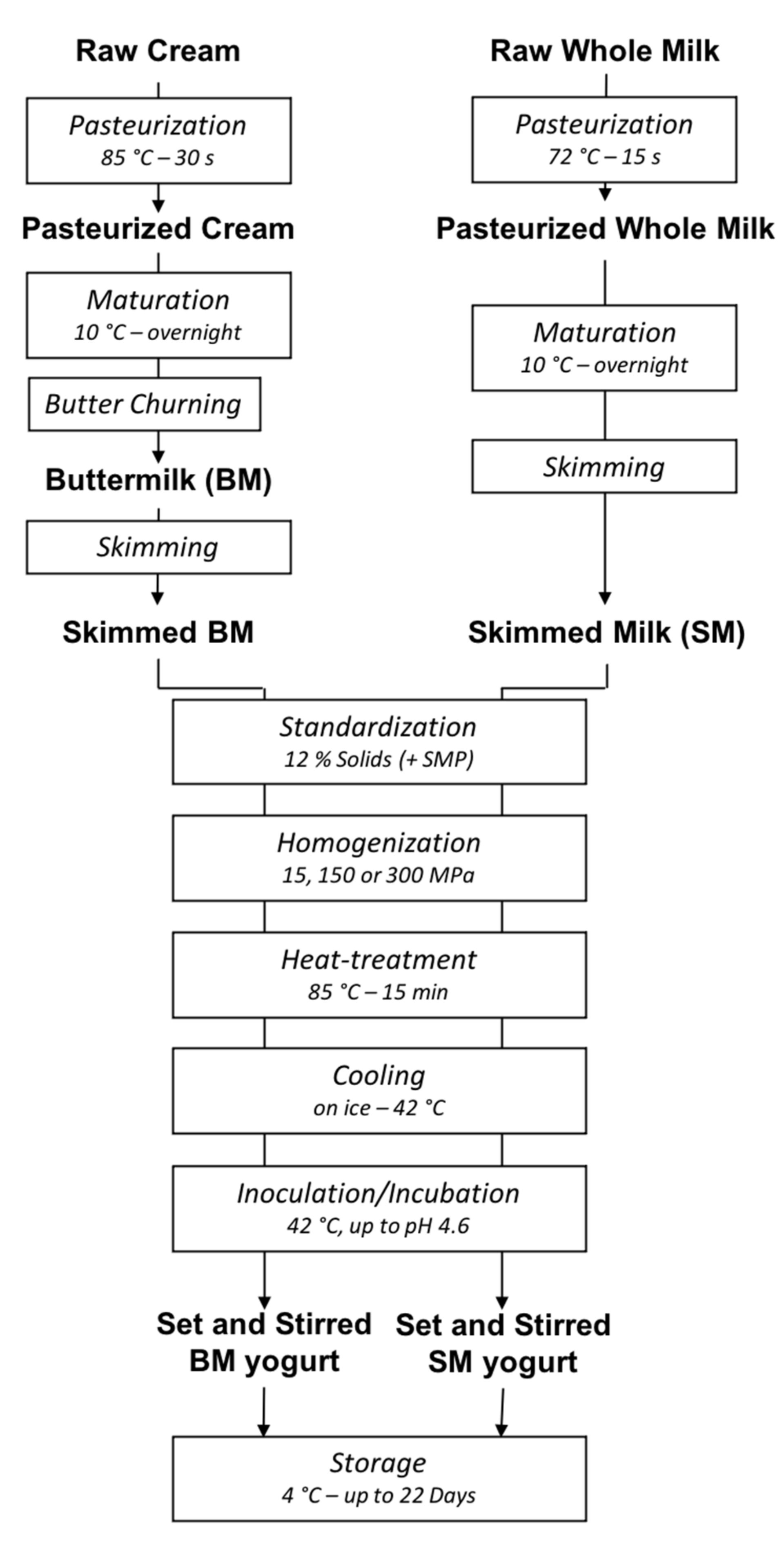
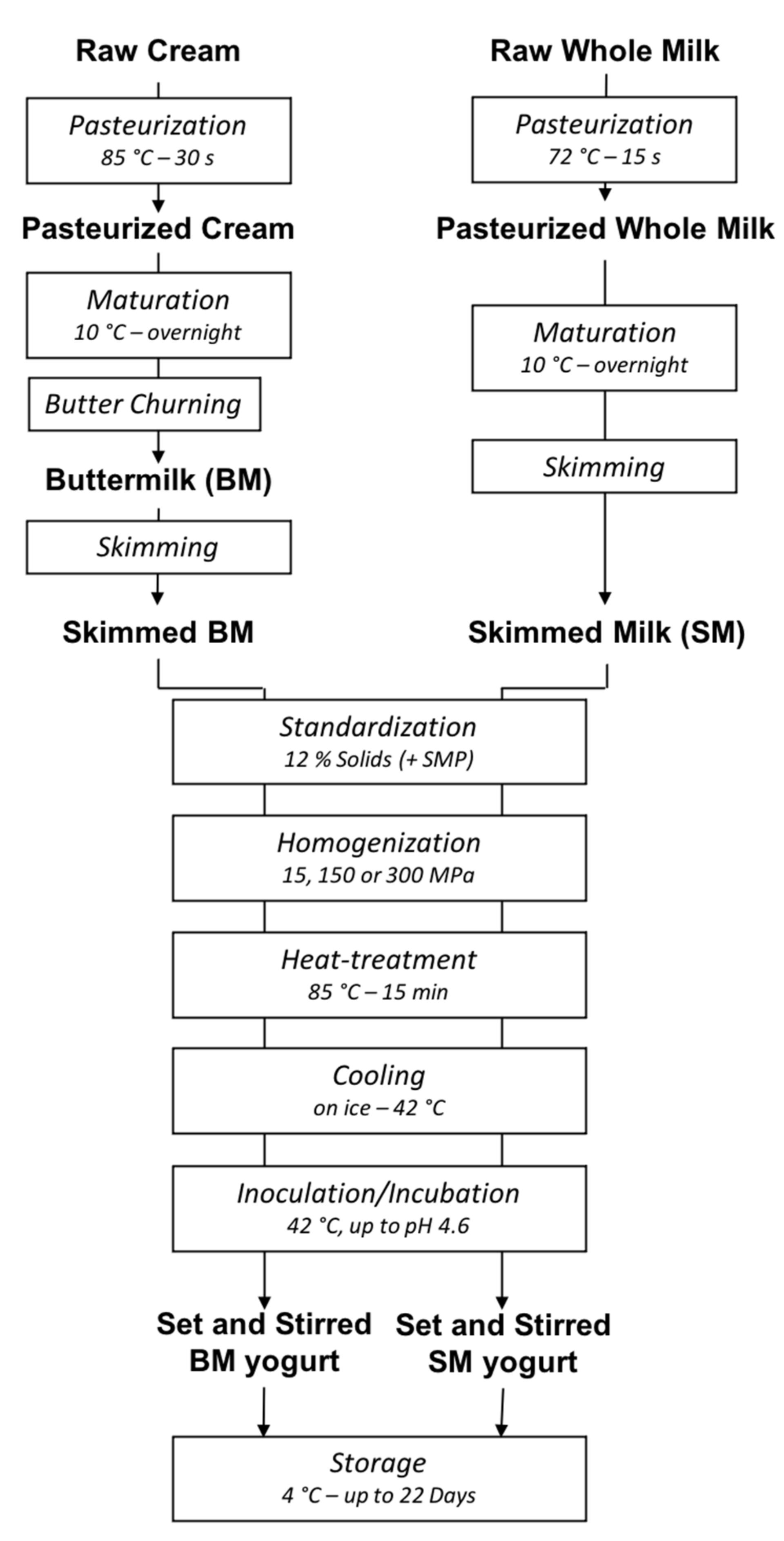
2.2. Production of BM and SM Yogurts
2.3. Protein Profiles of Homogenized BM and SM
2.4. Physico-Chemical Characteristics of Set and Stirred Yogurts
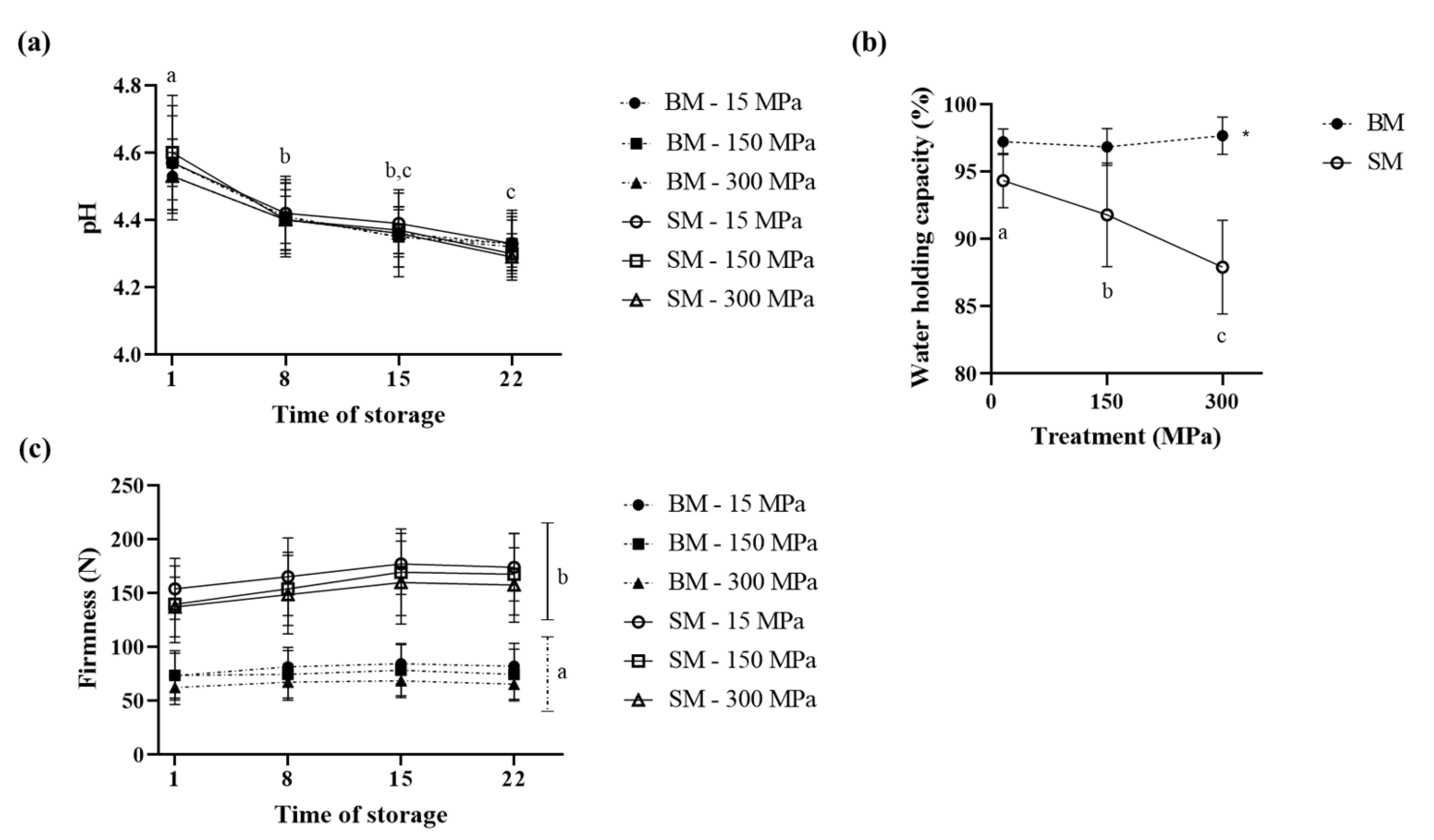
2.4.1. pH
2.4.2. Firmness
2.4.3. Water-Holding Capacity
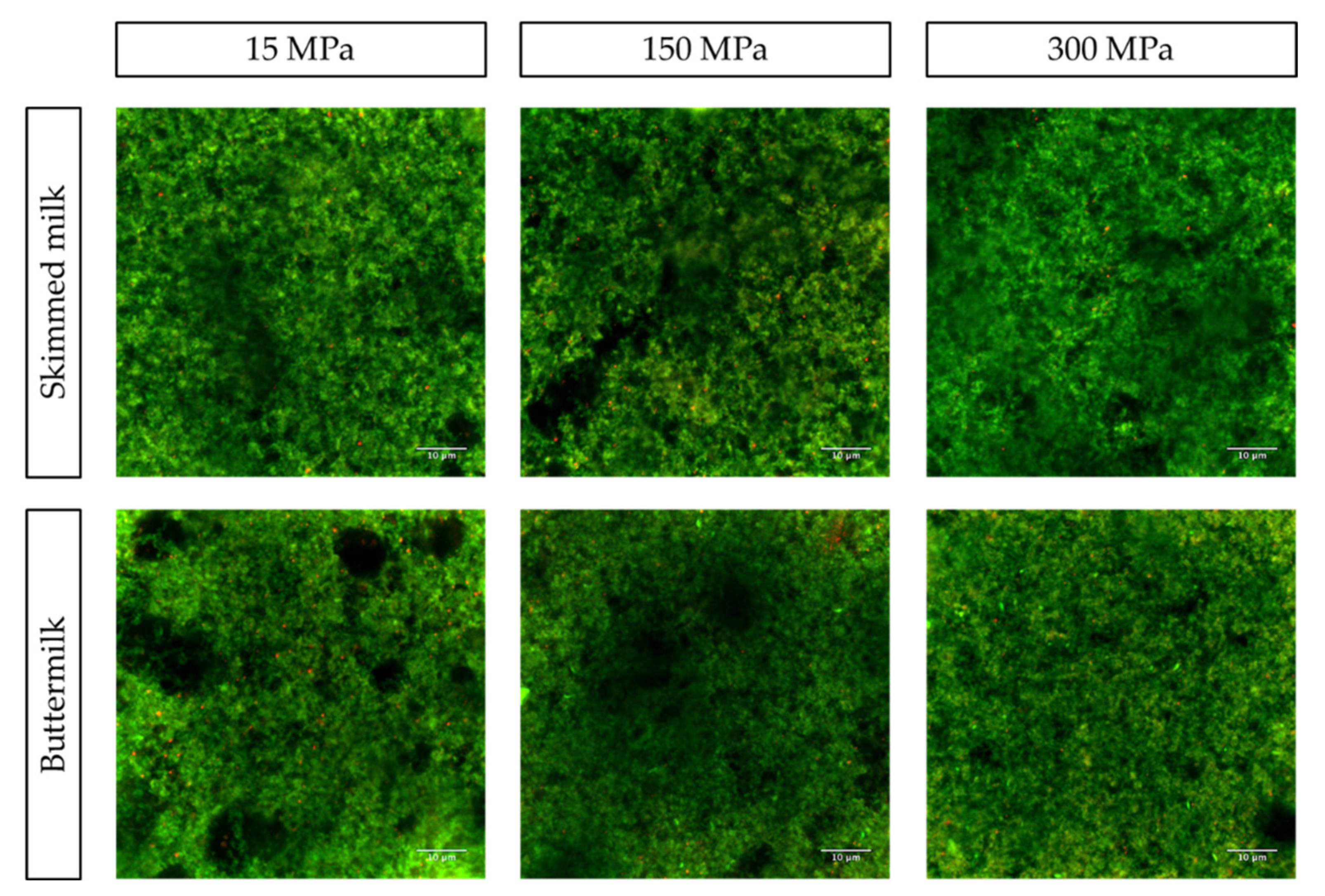
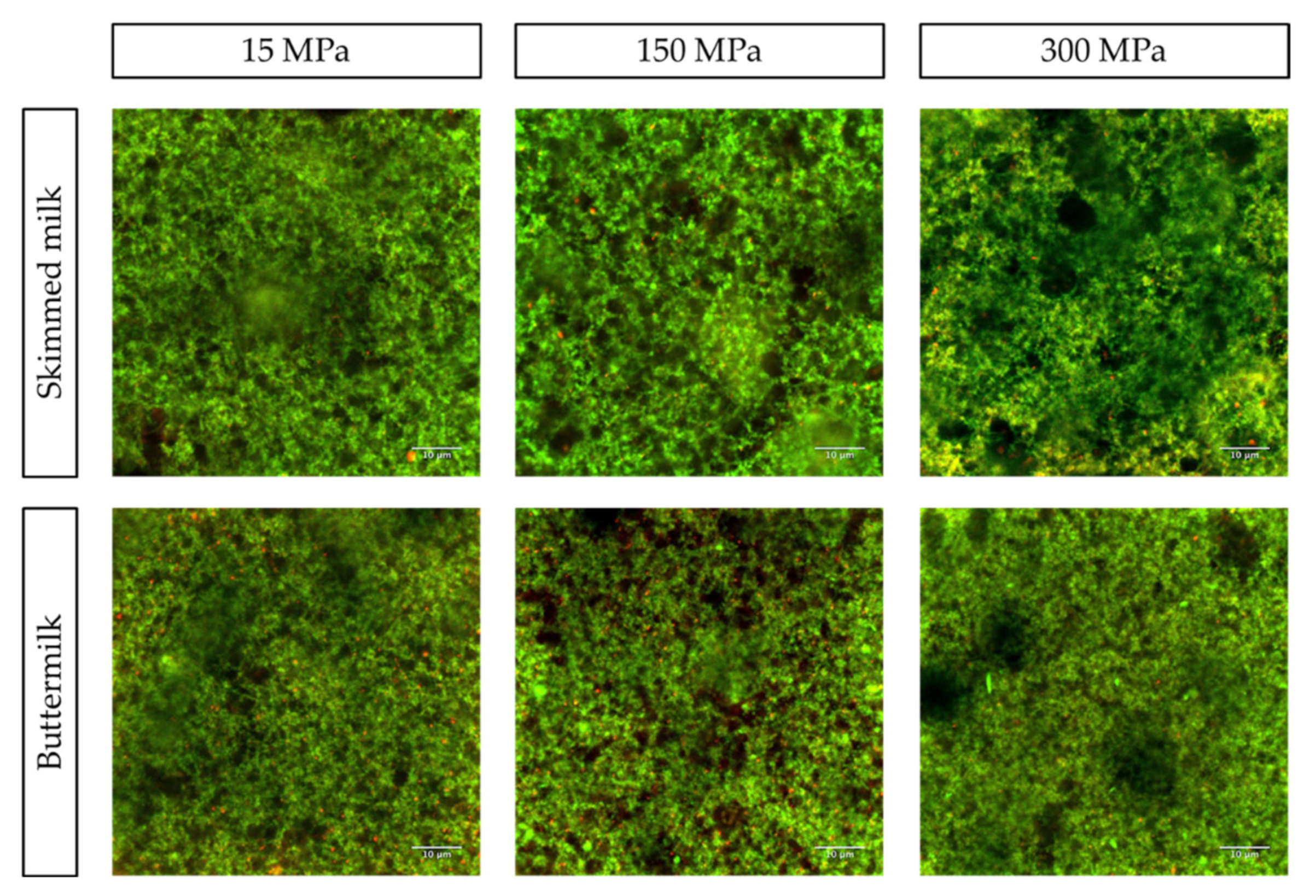
2.4.4. Confocal Laser Scanning Microscopy
2.4.5. Titratable Acidity
2.4.6. Apparent Viscosity
2.4.7. Drained Syneresis
2.5. Statistical Analysis
3. Results and Discussion
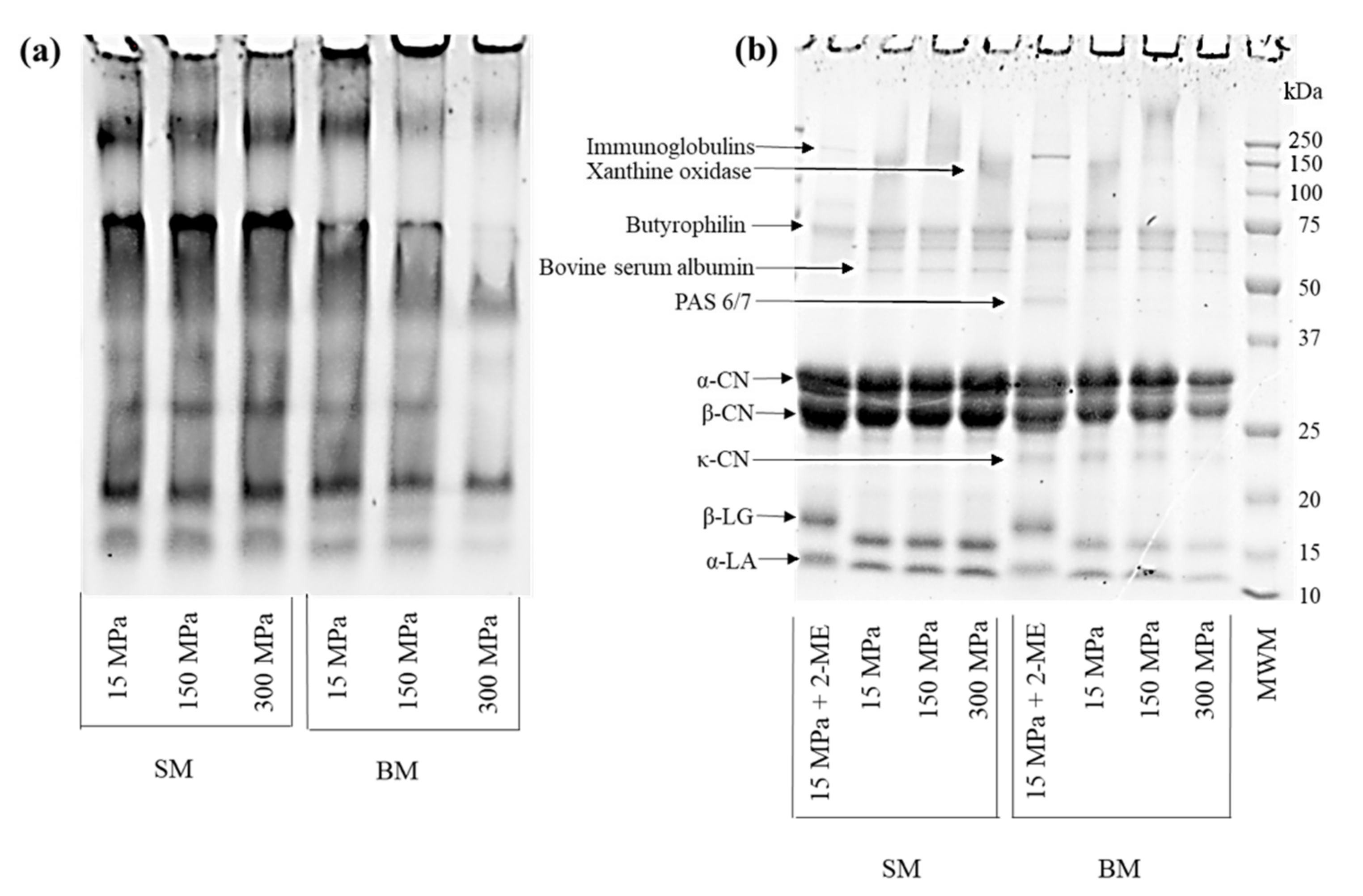
3.1. Impact of UHPH Treatment on Protein Profiles of BM and SM
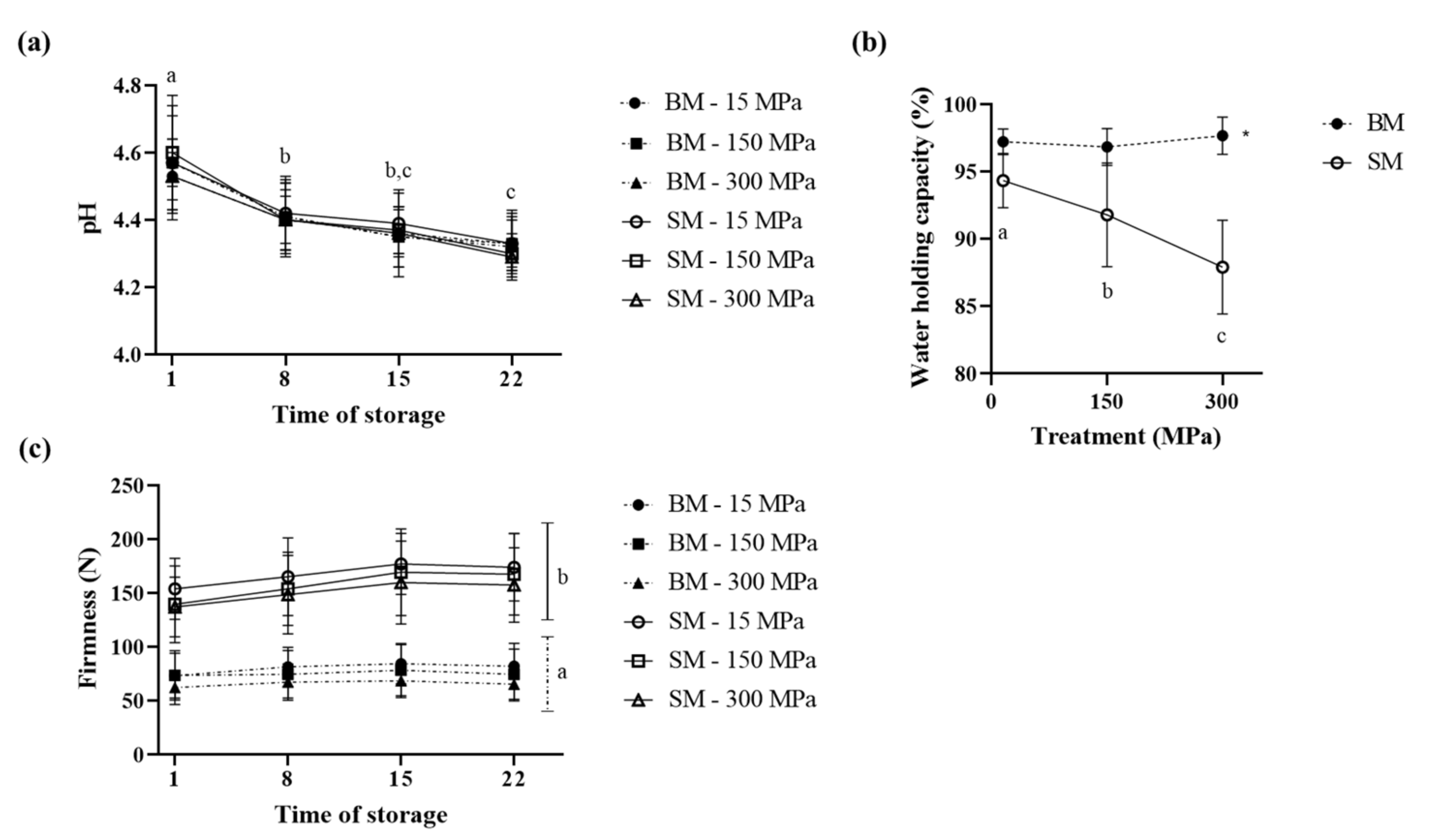
3.2. Impact of UHPH Treatment on Physico-Chemical Properties of Set BM and SM Yogurt
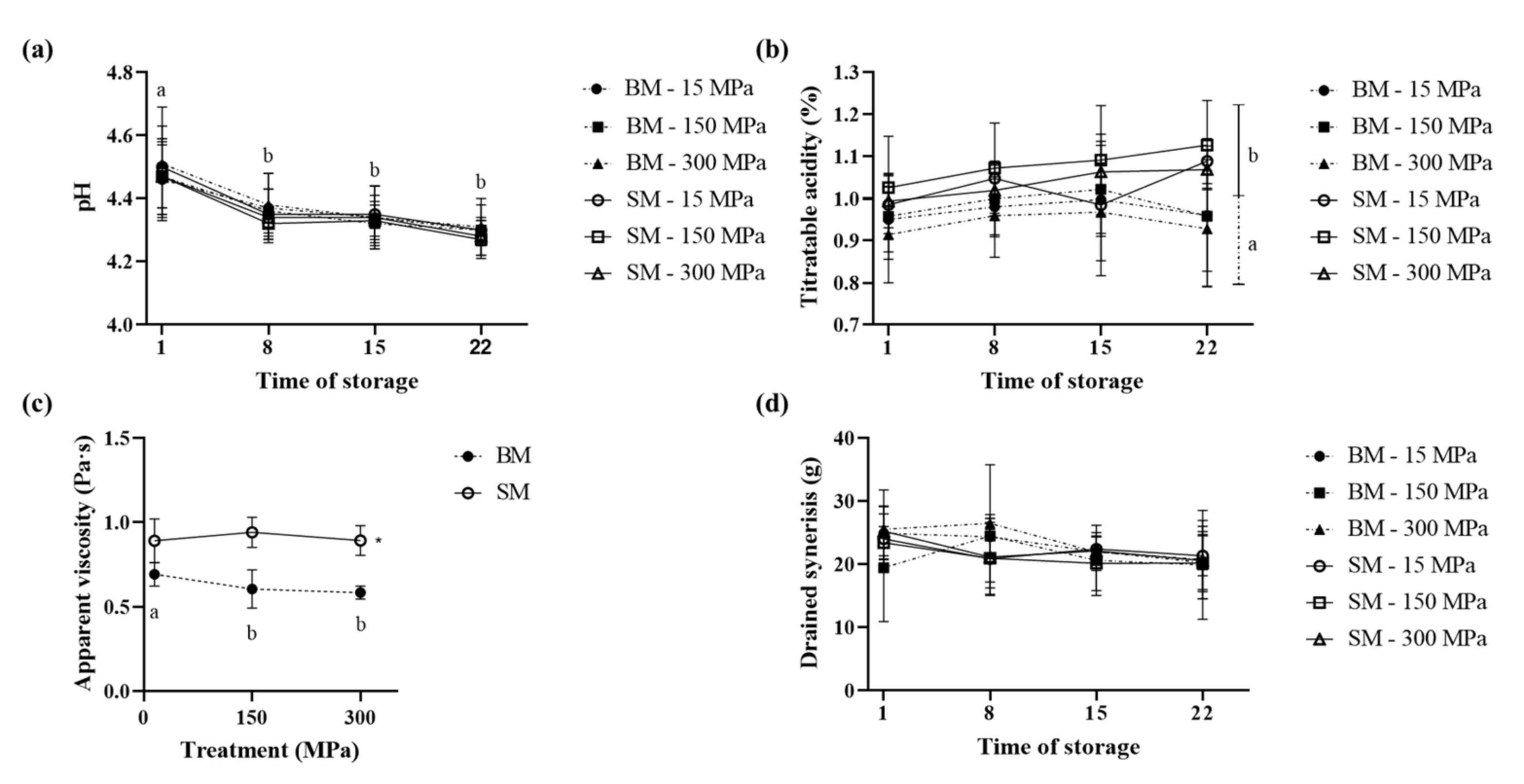
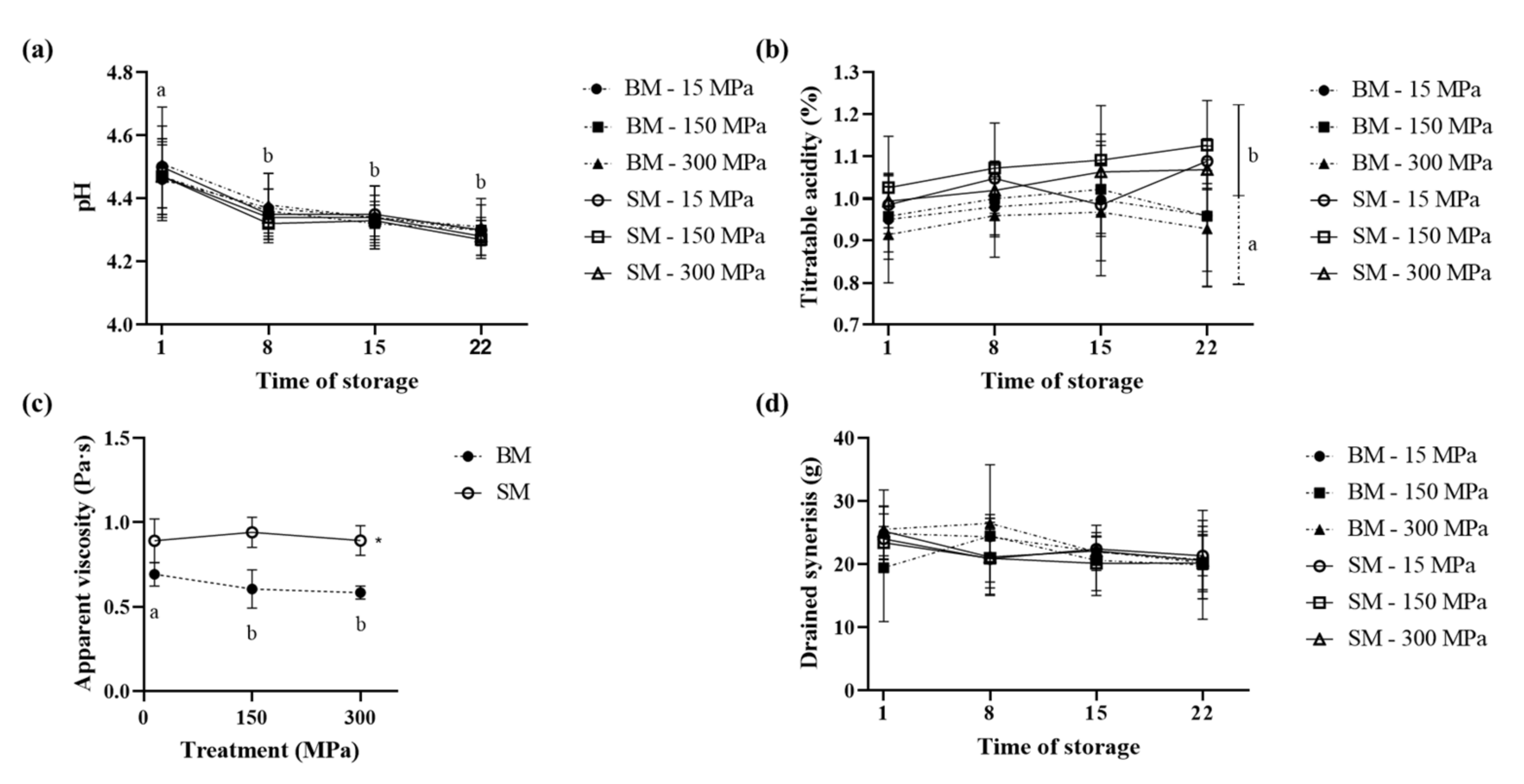
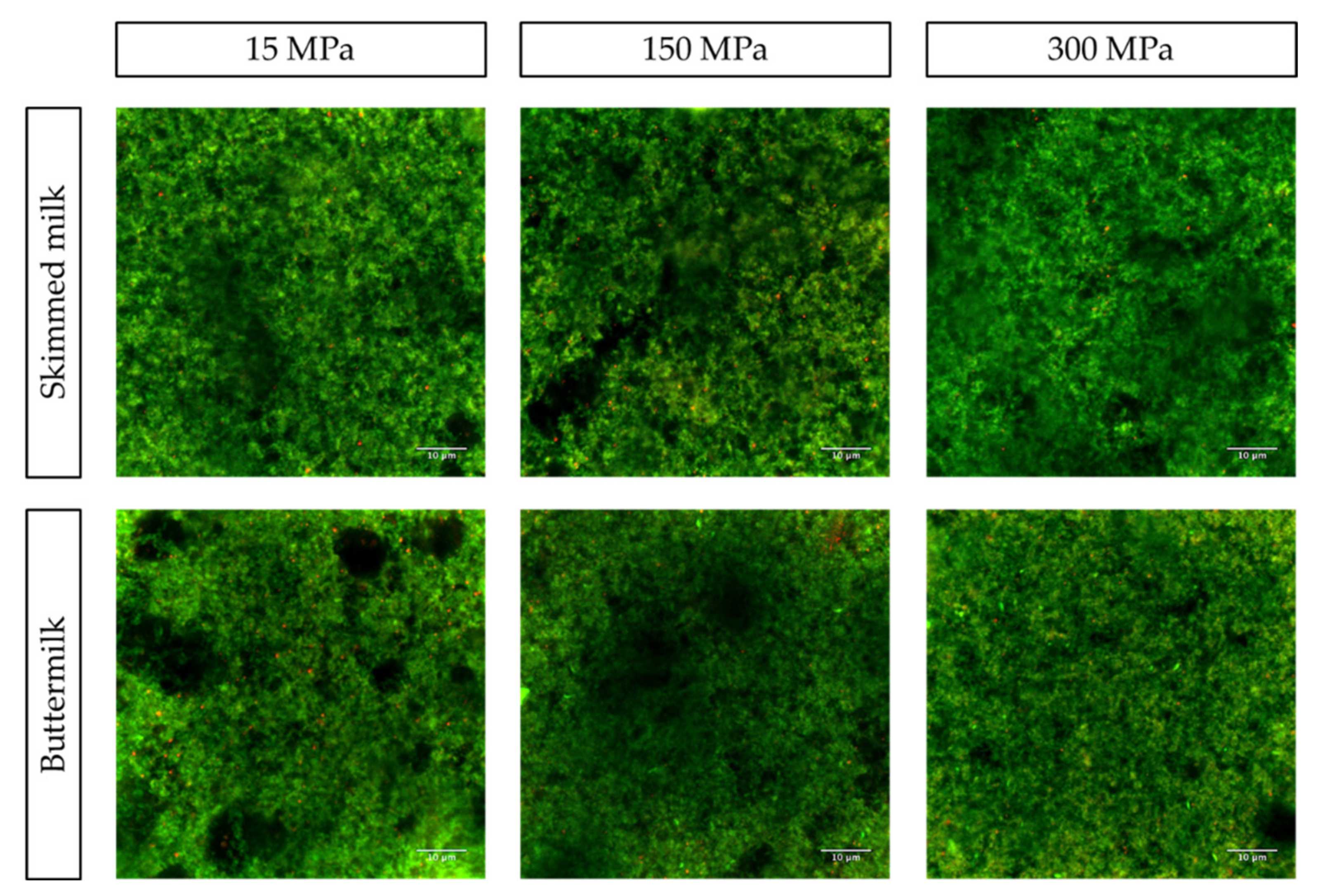
3.3. Impact of UHPH Treatment on Physico-Chemical Properties of Stirred BM and SM Yogurt
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Morin, P.; Britten, M.; Jiménez-Flores, R.; Pouliot, Y. Microfiltration of Buttermilk and Washed Cream Buttermilk for Concentration of Milk Fat Globule Membrane Components. J. Dairy Sci. 2007, 90, 2132–2140. [Google Scholar] [CrossRef]
- Statistics Canada. Table 32-10-0109-01 Supply and Disposition of Milk Products in Canada. Available online: https://doi.org/10.25318/3210010901-eng (accessed on 13 April 2021).
- Kumar, R.; Kaur, M.; Garsa, A.K.; Shrivastava, B.; Reddy, V.; Tyagi, A.T. Natural and cultured buttermilk. In Fermented Milk and Dairy Products, 1st ed.; CRC Press, Taylor and Francis: Boca Raton, FL, USA, 2015; pp. 203–225. [Google Scholar]
- Vanderghen, C.; Bodson, P.; Danthine, S.; Paquot, M.; Deroanne, C.; Blecker, C. Milk Fat Globule Membrane and Buttermilks: From Composition to Valorization. Biotechnol. Agron. Soc. Environ. 2010, 14, 485–500. [Google Scholar]
- Barukcic Irena, I. Whey and Buttermilk Neglected Sources of Valuable Beverages. Nat. Beverages 2019, 13, 209. [Google Scholar]
- Corredig, M.; Dalgleish, D.G. Isolates from Industrial Buttermilk: Emulsifying Properties of Materials Derived from the Milk Fat Globule Membrane. J. Agric. Food Chem. 1997, 45, 4595–4600. [Google Scholar] [CrossRef]
- Britten, M.; Lamothe, S.; Robitaille, G. Effect of Cream Treatment on Phospholipids and Protein Recovery in Butter-Making Process. Int. J. Food Sci. Technol. 2008, 43, 651–657. [Google Scholar] [CrossRef]
- Rombaut, R.; Camp, J.V.; Dewettinck, K. Analysis of Phospho- and Sphingolipids in Dairy Products by a New HPLC Method. J. Dairy Sci. 2005, 88, 482–488. [Google Scholar] [CrossRef] [Green Version]
- Walstra, P.; Wouters, J.T.M.; Geurts, T.J. Dairy Science and Technology, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Conway, V.; Couture, P.; Richard, C.; Gauthier, S.F.; Pouliot, Y.; Lamarche, B. Impact of buttermilk consumption on plasma lipids and surrogate markers of cholesterol homeostasis in men and women. Nutr. Metab. Cardiovasc. Dis. 2013, 23, 1255–1262. [Google Scholar] [CrossRef]
- Conway, V.; Couture, P.; Gauthier, S.; Pouliot, Y.; Lamarche, B. Effect of buttermilk consumption on blood pressure in moderately hypercholesterolemic men and women. Nutrition 2014, 30, 116–119. [Google Scholar] [CrossRef] [Green Version]
- Fuller, K.L.; Kuhlenschmidt, T.B.; Kuhlenschmidt, M.S.; Jimenez-Flores, R.; Donovan, S.M. Milk fat globule membrane isolated from buttermilk or whey cream and their lipid components inhibit infectivity of rotavirus in vitro. J. Dairy Sci. 2013, 96, 3488–3497. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, K.; Hosozawa, M.; Kudo, N.; Yoshikawa, N.; Hisata, K.; Shoji, H.; Shinohara, K.; Shimizu, T. The pilot study: Sphingomyelin-fortified milk has a positive association with the neurobehavioural development of very low birth weight infants during infancy, randomized control trial. Brain Dev. 2013, 35, 45–52. [Google Scholar] [CrossRef]
- Evers, J.M. The milkfat globule membrane—Compositional and structural changes post secretion by the mammary secretory cell. Int. Dairy J. 2004, 14, 661–674. [Google Scholar] [CrossRef]
- Singh, H. The milk fat globule membrane—A biophysical system for food applications. Curr. Opin. Colloid Interface Sci. 2006, 11, 154–163. [Google Scholar] [CrossRef]
- Le, T.T.; van Camp, J.; Pascual, P.A.L.; Meesen, G.; Thienpont, N.; Messens, K.; Dewettinck, K. Physical properties and microstructure of yoghurt enriched with milk fat globule membrane material. Int. Dairy J. 2011, 21, 798–805. [Google Scholar] [CrossRef]
- Yildiz, N.; Bakirci, I. Investigation of the use of whey powder and buttermilk powder instead of skim milk powder in yogurt production. J. Food Sci. Technol. 2019, 56, 4429–4436. [Google Scholar] [CrossRef] [PubMed]
- El-Nour, A.A.M.; El-Kholy, A.M.; El-Safty, M.S.; Mokbel, S.M. Using Buttermilk in Making Fat-Free Yogurt. J. Dairy Sci. Technol. 2014, 1, 1–9. [Google Scholar]
- Zhao, L.L.; Feng, R.; Mao, X.Y. Addition of buttermilk powder improved the rheological and storage properties of low-fat yogurt. Food Sci. Nutr. 2020, 8, 3061–3069. [Google Scholar] [CrossRef]
- Dumay, E.; Chevalier-Lucia, D.; Picart-Palmade, L.; Benzaria, A.; Gràcia-Julià, A.; Blayo, C. Technological aspects and potential applications of (ultra) high-pressure homogenisation. Trends Food Sci. Technol. 2013, 31, 13–26. [Google Scholar] [CrossRef]
- Sandra, S.; Dalgleish, D.G. Effects of ultra-high-pressure homogenization and heating on structural properties of casein micelles in reconstituted skim milk powder. Int. Dairy J. 2005, 15, 1095–1104. [Google Scholar] [CrossRef]
- McCrae, C.H.; Hirst, D.; Law, A.J.R.; Muir, D.D. Heat stability of homogenized milk: Role of interfacial protein. J. Dairy Res. 1994, 61, 507–516. [Google Scholar] [CrossRef]
- Tamime, A.Y.; Deeth, H.C. Yogurt: Technology and Biochemistry. J. Food Prot. 1980, 43, 939–977. [Google Scholar] [CrossRef]
- Lucey, J.A.; Teo, C.T.; Munro, P.A.; Singh, H. Microstructure, permeability and appearance of acid gels made from heated skim milk. Food Hydrocoll. 1998, 12, 159–165. [Google Scholar] [CrossRef]
- Ji, Y.-r.; Lee, S.K.; Anema, S.G. Effect of heat treatments and homogenisation pressure on the acid gelation properties of recombined whole milk. Food Chem. 2011, 129, 463–471. [Google Scholar] [CrossRef] [PubMed]
- Ciron, C.I.E.; Gee, V.L.; Kelly, A.L.; Auty, M.A.E. Comparison of the effects of high-pressure microfluidization and conventional homogenization of milk on particle size, water retention and texture of non-fat and low-fat yoghurts. Int. Dairy J. 2010, 20, 314–320. [Google Scholar] [CrossRef]
- Ciron, C.I.E.; Gee, V.L.; Kelly, A.L.; Auty, M.A.E. Modifying the microstructure of low-fat yoghurt by microfluidisation of milk at different pressures to enhance rheological and sensory properties. Food Chem. 2012, 130, 510–519. [Google Scholar] [CrossRef]
- Zamora, A.; Ferragut, V.; Jaramillo, P.D.; Guamis, B.; Trujillo, A.J. Effects of ultra-high pressure homogenization on the cheese-making properties of milk. J. Dairy Sci. 2007, 90, 13–23. [Google Scholar] [CrossRef] [Green Version]
- Patrignani, F.; Lanciotti, R. Applications of High and Ultra High Pressure Homogenization for Food Safety. Front. Microbiol. 2016, 7, 1132. [Google Scholar] [CrossRef] [Green Version]
- Thiebaud, M.; Dumay, E.; Picart, L.; Guiraud, J.P.; Cheftel, J.C. High-pressure homogenisation of raw bovine milk. Effects on fat globule size distribution and microbial inactivation. Int. Dairy J. 2003, 13, 427–439. [Google Scholar] [CrossRef]
- Serra, M.; Trujillo, A.J.; Quevedo, J.M.; Guamis, B.; Ferragut, V. Acid coagulation properties and suitability for yogurt production of cows’ milk treated by high-pressure homogenisation. Int. Dairy J. 2007, 17, 782–790. [Google Scholar] [CrossRef]
- Hayes, M.G.; Kelly, A.L. High pressure homogenisation of raw whole bovine milk (a) effects on fat globule size and other properties. J. Dairy Res. 2003, 70, 297–305. [Google Scholar] [CrossRef]
- Chevalier-Lucia, D.; Blayo, C.; Gràcia-Julià, A.; Picart-Palmade, L.; Dumay, E. Processing of phosphocasein dispersions by dynamic high pressure: Effects on the dispersion physicochemical characteristics and the binding of α-tocopherol acetate to casein micelles. Innov. Food Sci. Emerg. Technol. 2011, 12, 416–425. [Google Scholar] [CrossRef]
- CHR Hansen. YC-X11 Information Produit Version: 4 PI EU FR 03-03-2018. Available online: https://www.fromagex.com/pub/media/itm/magb1/Productfiles/I200CCL712/1618403567_I200CCL712_YCX11_Fiche_Technique.pdf (accessed on 13 April 2021).
- Zhao, L.L.; Wang, X.L.; Tian, Q.; Mao, X.Y. Effect of casein to whey protein ratios on the protein interactions and coagulation properties of low-fat yogurt. J. Dairy Sci. 2016, 99, 7768–7775. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis of AOAC International, 15th ed.; Association of Official Analytical Chemists: Arlington, VA, USA, 1990. [Google Scholar]
- Yu, H.-Y.; Wang, L.; McCarthy, K.L. Characterization of yogurts made with milk solids nonfat by rheological behavior and nuclear magnetic resonance spectroscopy. J. Food Drug Anal. 2016, 24, 804–812. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hassan, A.N.; Frank, J.F.; Schmidt, K.A.; Shalabi, S.I. Textural Properties of Yogurt Made with Encapsulated Nonropy Lactic Cultures. J. Dairy Sci. 1996, 79, 2098–2103. [Google Scholar] [CrossRef]
- Lopez-Fandiño, R.; Carrascosa, A.V.; Olano, A. The Effects of High Pressure on Whey Protein Denaturation and Cheese-Making Properties of Raw Milk. J. Dairy Sci. 1996, 79, 929–936. [Google Scholar] [CrossRef]
- Corredig; Corredig, M.; Dalgleish, D.G. Effect of Heating of Cream on the Properties of Milk Fat Globule Membrane Isolates. J. Agric. Food Chem. 1998, 46, 2533–2540. [Google Scholar] [CrossRef]
- Ye, A.; Anema, G.; Singh, H. High-Pressure-Induced Interactions Between Milk Fat Globule Membrane Proteins and Skim Milk Proteins in Whole Milk. J. Dairy Sci. 2004, 87, 4013–4022. [Google Scholar] [CrossRef] [Green Version]
- Morin, P.; Jiménez-Flores, R.; Pouliot, Y. Effect of processing on the composition and microstructure of buttermilk and its milk fat globule membranes. Int. Dairy J. 2007, 17, 1179–1187. [Google Scholar] [CrossRef] [Green Version]
- Moschopoulou, E.; Sakkas, L.; Zoidou, E.; Theodorou, G.; Sgouridou, E.; Kalathaki, C.; Liarakou, A.; Chatzigeorgiou, A.; Politis, I.; Moatsou, G. Effect of milk kind and storage on the biochemical, textural and biofunctional characteristics of set-type yoghurt. Int. Dairy J. 2018, 77, 47–55. [Google Scholar] [CrossRef]
- Serra, M.; Trujillo, A.J.; Guamis, B.; Ferragut, V. Evaluation of physical properties during storage of set and stirred yogurts made from ultra-high pressure homogenization-treated milk. Food Hydrocoll. 2009, 23, 82–91. [Google Scholar] [CrossRef]
- Lucey, J.A. The relationship between rheological parameters and whey separation in milk gels. Food Hydrocoll. 2001, 15, 603–608. [Google Scholar] [CrossRef]
- Corredig, M.; Roesch, R.R.; Dalgleish, D.G. Production of a novel ingredient from buttermilk. J. Dairy Sci. 2003, 86, 2744–2750. [Google Scholar] [CrossRef]
- Romeih, E.A.; Abdel-Hamid, M.; Awad, A.A. The addition of buttermilk powder and transglutaminase improves textural and organoleptic properties of fat-free buffalo yogurt. Dairy Sci. Technol. 2014, 94, 297–309. [Google Scholar] [CrossRef] [Green Version]
- Romeih, E.A.; Moe, K.M.; Skeie, S. The influence of fat globule membrane material on the microstructure of low-fat Cheddar cheese. Int. Dairy J. 2012, 26, 66–72. [Google Scholar] [CrossRef] [Green Version]
- Serra, M.; Trujillo, A.J.; Jaramillo, P.D.; Guamis, B.; Ferragut, V. Ultra-High Pressure Homogenization-Induced Changes in Skim Milk: Impact on Acid Coagulation Properties. J. Dairy Res. 2008, 75, 69–75. [Google Scholar] [CrossRef]
- Lucey, J.A.; Munro, P.A.; Singh, H. Rheological properties and microstructure of acid milk gels as affected by fat content and heat treatment. J. Food Sci. 1998, 63, 660–664. [Google Scholar] [CrossRef]
- Keogh, M.K.; O’Kennedy, B.T. Rheology of stirred yogurt as affected by added milk fat, protein and hydrocolloids. J. Food Sci. 1998, 63, 108–112. [Google Scholar] [CrossRef]
- Saffon, M.; Britten, M.; Pouliot, Y. Thermal aggregation of whey proteins in the presence of buttermilk concentrate. J. Food Eng. 2011, 103, 244–250. [Google Scholar] [CrossRef]
- Patrignani, F.; Iucci, L.; Lanciotti, R.; Vallicelli, M.; Maina Mathara, J.; Holzapfel, W.H.; Guerzoni, M.E. Effect of High-Pressure Homogenization, Nonfat Milk Solids, and Milkfat on the Technological Performance of a Functional Strain for the Production of Probiotic Fermented Milks. J. Dairy Sci. 2007, 90, 4513–4523. [Google Scholar] [CrossRef]
- Amador-Espejo, G.G.; Suarez-Berencia, A.; Juan, B.; Barcenas, M.E.; Trujillo, A.J. Effect of moderate inlet temperatures in ultra-high-pressure homogenization treatments on physicochemical and sensory characteristics of milk. J. Dairy Sci. 2014, 97, 659–671. [Google Scholar] [CrossRef]
- Morin, P.; Pouliot, Y.; Britten, M. Effect of Buttermilk Made from Creams with Different Heat Treatment Histories on Properties of Rennet Gels and Model Cheeses. J. Dairy Sci. 2008, 91, 871–882. [Google Scholar] [CrossRef]
- González-Martínez, C.; Becerra, M.; Cháfer, M.; Albors, A.; Carot, J.M.; Chiralt, A. Influence of substituting milk powder for whey powder on yoghurt quality. Trends Food Sci. Technol. 2002, 13, 334–340. [Google Scholar] [CrossRef]
- Trachoo, N.; Mistry, V.V. Application of ultrafiltered sweet buttermilk and sweet buttermilk powder in the manufacture of nonfat and low fat yogurts. J. Dairy Sci. 1998, 81, 3163–3171. [Google Scholar] [CrossRef]
- Jumah, R.Y.; Shaker, R.R.; Abu-Jdayil, B. Effect of milk source on the rheological properties of yogurt during the gelation process. Int. J. Dairy Technol. 2001, 54, 89–93. [Google Scholar] [CrossRef]
- Lee, W.J.; Lucey, J.A. Formation and Physical Properties of Yogurt. Asian Australas. J. Anim. Sci. 2010, 23, 1127–1136. [Google Scholar] [CrossRef]
- Lopez, C.; Camier, B.; Gassi, J.-Y. Development of the milk fat microstructure during the manufacture and ripening of Emmental cheese observed by confocal laser scanning microscopy. Int. Dairy J. 2007, 17, 235–247. [Google Scholar] [CrossRef]
- Lanciotti, R.; Vannini, L.; Pittia, P.; Guerzoni, M.E. Suitability of high-dynamic-pressure-treated milk for the production of yoghurt. Food Microbiol. 2004, 21, 753–760. [Google Scholar] [CrossRef]
- Shah, N.P. Functional cultures and health benefits. Int. Dairy J. 2007, 17, 1262–1277. [Google Scholar] [CrossRef]
- Amatayakul, T.; Sherkat, F.; Shah, N.P. Syneresis in Set Yogurt as Affected by EPS Starter Cultures and Levels of Solids. Int. J. Dairy Technol. 2006, 59, 216–221. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Buttermilk | Skimmed Milk | |
|---|---|---|
| Total solids (%) | 11.88 ± 0.03 * | 11.89 ± 0.11 |
| Lipids (%) | 0.59 ± 0.07 | 0.13 ± 0.05 |
| Proteins (%) | 4.28 ± 0.06 | 4.51± 0.08 |
| Lactose (%) | 6.26 ± 0.05 | 6.49 ± 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krebs, L.; Bérubé, A.; Iung, J.; Marciniak, A.; Turgeon, S.L.; Brisson, G. Impact of Ultra-High-Pressure Homogenization of Buttermilk for the Production of Yogurt. Foods 2021, 10, 1757. https://doi.org/10.3390/foods10081757
Krebs L, Bérubé A, Iung J, Marciniak A, Turgeon SL, Brisson G. Impact of Ultra-High-Pressure Homogenization of Buttermilk for the Production of Yogurt. Foods. 2021; 10(8):1757. https://doi.org/10.3390/foods10081757
Chicago/Turabian StyleKrebs, Louise, Amélie Bérubé, Jean Iung, Alice Marciniak, Sylvie L. Turgeon, and Guillaume Brisson. 2021. "Impact of Ultra-High-Pressure Homogenization of Buttermilk for the Production of Yogurt" Foods 10, no. 8: 1757. https://doi.org/10.3390/foods10081757
APA StyleKrebs, L., Bérubé, A., Iung, J., Marciniak, A., Turgeon, S. L., & Brisson, G. (2021). Impact of Ultra-High-Pressure Homogenization of Buttermilk for the Production of Yogurt. Foods, 10(8), 1757. https://doi.org/10.3390/foods10081757