
Evaluation of Empirical Separation Efficiency Theories for Uniflow Cyclones for Different Particle Types and Experimental Verification



Abstract
:1. Introduction
2. Empirical Cyclone Efficiency Models
2.1. Timed Flight Model
2.2. Static Particle Model
2.3. Fractional Efficiency Model
2.4. Three Regions Model
2.5. Turbulent Diffusion-Model
2.6. Flow Resistance and Centrifugal Force Balance Model
3. Materials and Methods
3.1. Experimental Setup and Parameter
3.2. Measurements Using Fine Dust Particles and Oil Droplets
3.3. Parameter for Uniflow Cyclone Systems
4. Results and Discussion
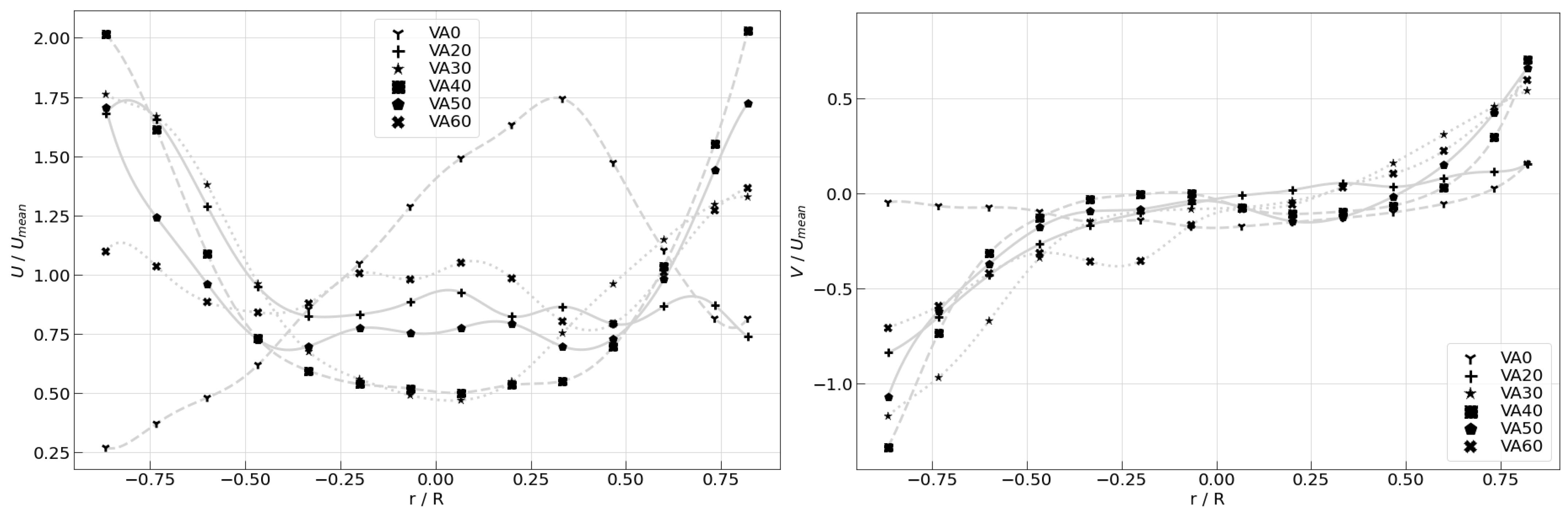
4.1. Axial and Radial Velocities
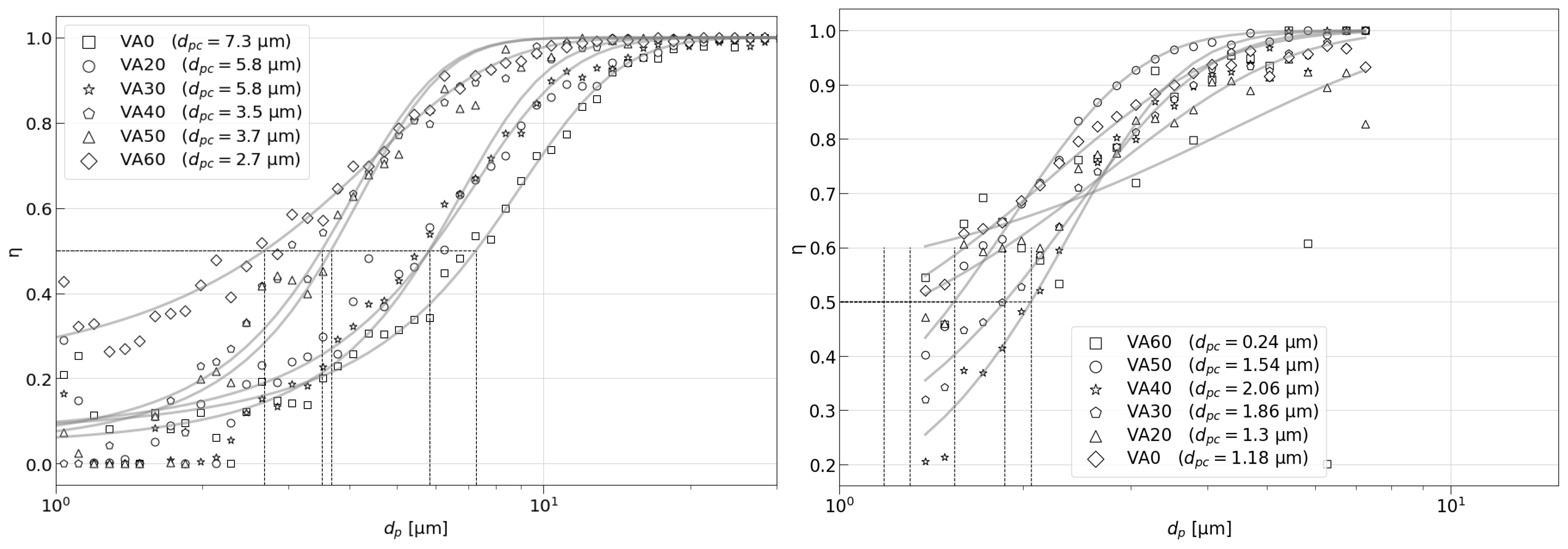
4.2. Fractional Particle Separation Efficiency and Particle Cut Diameter for Different Aerosols
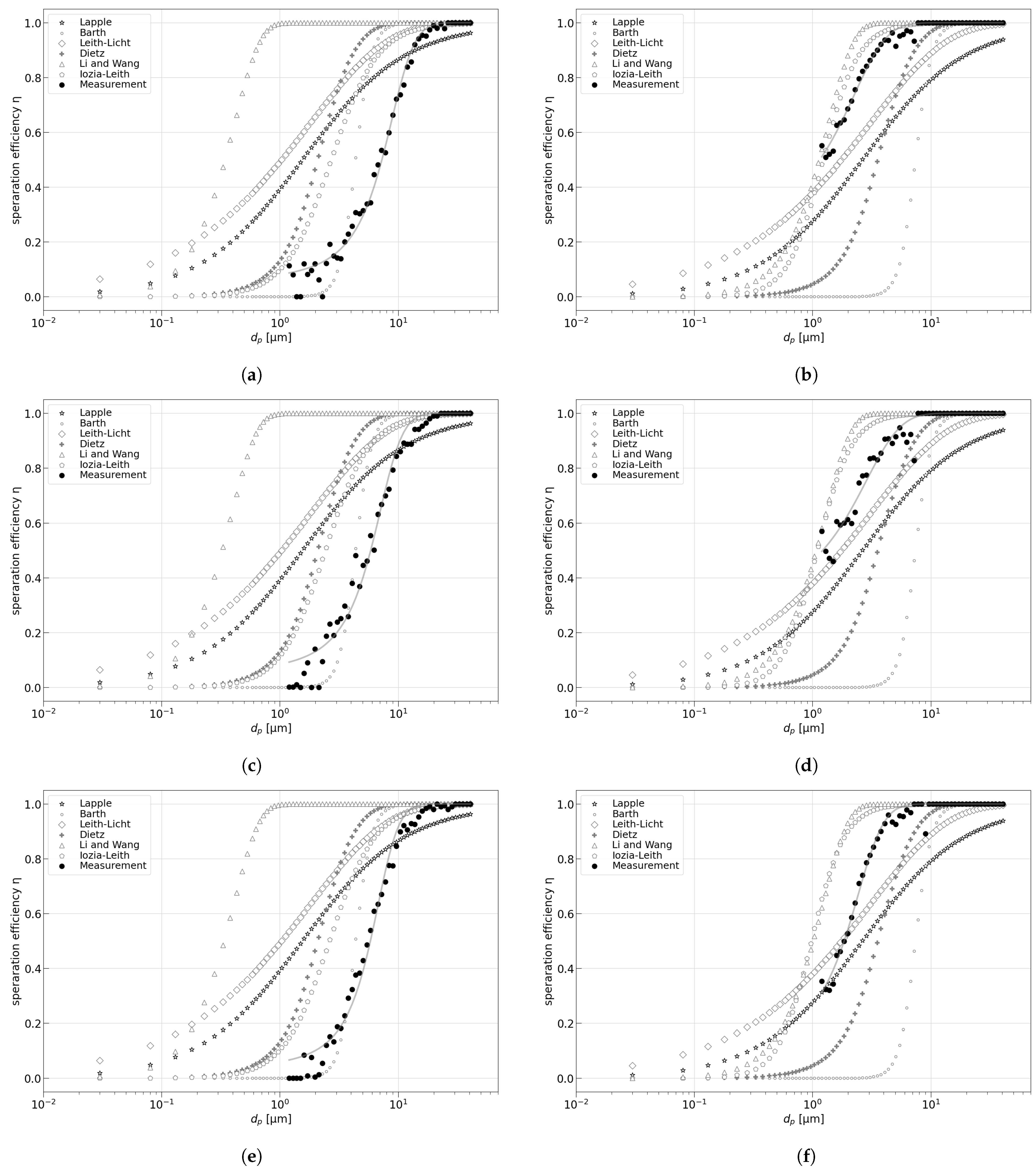
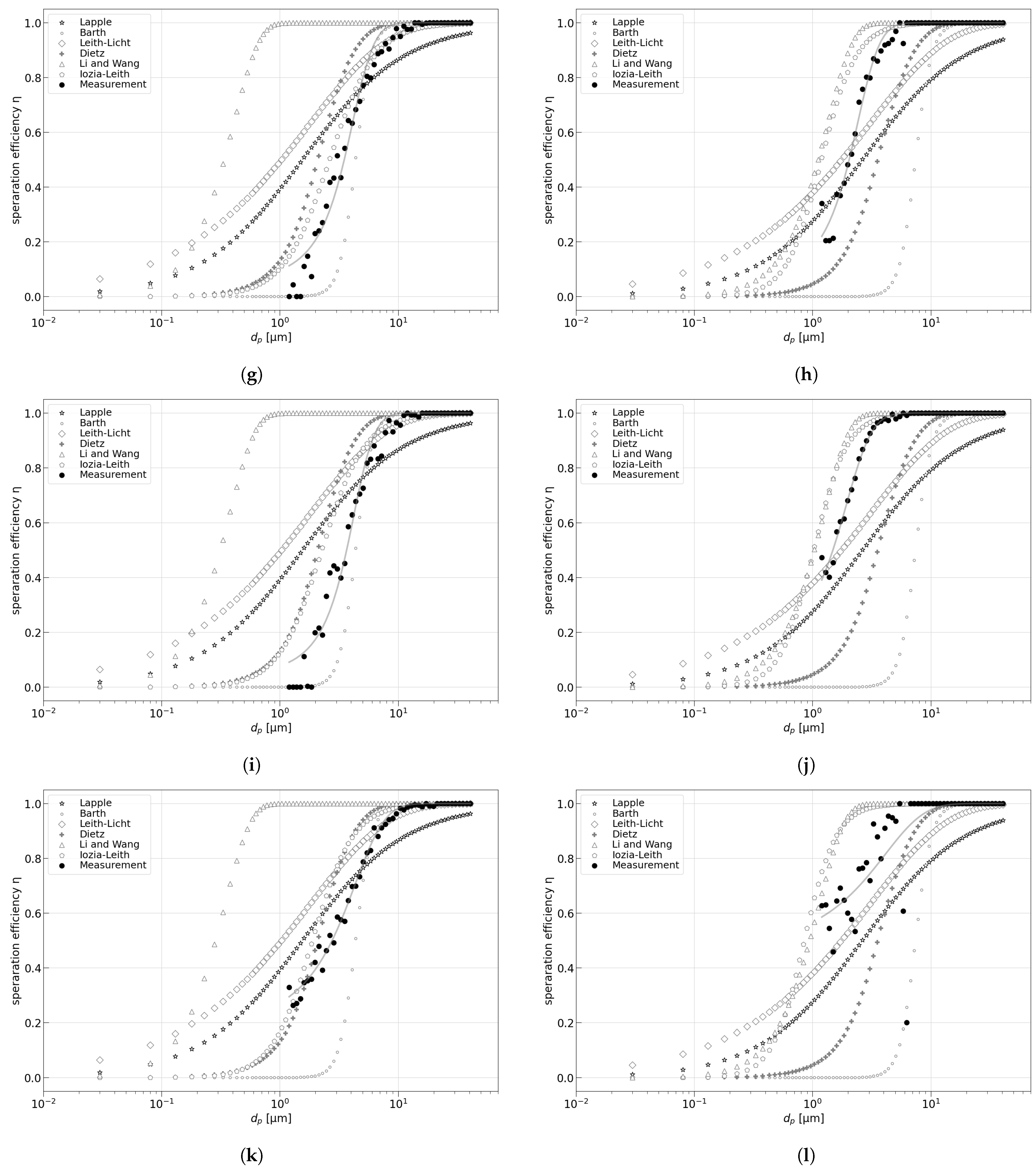
4.3. Comparison of Empirical Approaches with the Measurement Data
5. Conclusions
6. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| FDM | fuse-deposition modeling |
| HEPA | high-efficiency particulate air [filter] |
| HWA | hot-wire anemometer |
| MN | Minnesota |
| VA | vane angle |
References
- Herald, K. Artificial Rain Test Failed to Ease Fine Dust Level. 2019. Available online: www.koreaherald.com/view.php?ud=20190227000638 (accessed on 28 September 2022).
- Staudt, J.E. Control Technologies to Reduce Conventional and Hazardous Air Pollutants from Coal-Fired Power Plants; Northeast States for Coordinated Air Use Management (NESCAUM): Boston, MA, USA, 2011; Available online: https://www.nescaum.org/documents/coal-control-technology-nescaum-report-20110330.pdf (accessed on 11 December 2022).
- Lapple, C.E. Gravity and Centrifugal Separation. Am. Ind. Hyg. Assoc. Q. 1950, 11, 40–48. [Google Scholar] [CrossRef]
- Wadenpohl, C.; Löffler, F. Electrostatic agglomeration and centrifugal separation of diesel soot particles. Chem. Eng. Process. Process. Intensif. 1994, 33, 371–377. [Google Scholar] [CrossRef]
- Klapper, V.; Luzi, G.; Prah, B.; Delgado, A. Particle Cut Diameter Prediction of Uniflow Cyclone Systems with Fuzzy System Analysis. Separations 2023, 10, 345. [Google Scholar] [CrossRef]
- ISO 7708:1995; Air Quality—Particle Size Fraction Definitions for Health-Related Sampling. International Organisation for Standardization: Geneva, Switzerland, 1995.
- Nel, A.; Xia, T. Toxic Potential of Materials at the Nanolevel. Science 2006, 311, 7. [Google Scholar] [CrossRef] [PubMed]
- Dirgo, J.; Leith, D. Cyclone Collection Efficiency: Comparison of Experimental Results with Theoretical Predictions. Aerosol Sci. Technol. 1985, 4, 401–415. [Google Scholar] [CrossRef]
- Iozia, D.L.; Leith, D. The Logistic Function and Cyclone Fractional Efficiency. Aerosol Sci. Technol. 1990, 12, 598–606. [Google Scholar] [CrossRef]
- Rivera-García, M.O.; Reyna, M.A.; Camarillo-Ramos, M.A.; Reyna-Vargas, M.A.; Avitia, R.L.; Cuevas-González, D.; Osornio Vargas, A.R. Cyclone Separator for Air Particulate Matter Personal Monitoring: A Patent Review. Atmosphere 2023, 14, 624. [Google Scholar] [CrossRef]
- Pillei, M. Optimierung von Gleichstromzyklonen Bei Geringer Feststoffbeladung. Ph.D. Thesis, Friedrich-Alexander-University Erlangen-Nuremberg (FAU), Erlangen, Germany, 2020. [Google Scholar]
- Samson, E.W.; Croup, A.H. Method of and Means for Separating Solid Particles in Pulp Suspensions and the Like. 1939. Available online: https://patents.google.com/patent/US2377524A/en (accessed on 3 March 2023).
- Barth, W. Berechnung und Auslegung von Zyklonabscheidern aufgrund neuerer Untersuchungen. J. Brennst. Warme Kraft 1956, 8, 1–9. [Google Scholar]
- Leith, D.; Licht, W. The Collection Efficiency of Cyclone Type Particle Collectors—A New Theoretical Approach. Atmos. Environ. 1972, 68, 196–206. [Google Scholar]
- Dietz, P.W. Collection efficiency of cyclone separators. AIChE J. 1981, 27, 888–892. [Google Scholar] [CrossRef]
- Enliang, L.; Yingmin, W. A new collection theory of cyclone separators. AIChE J. 1989, 35, 666–669. [Google Scholar] [CrossRef]
- Gimbun, J.; Choong, T.S.Y.; Fakhru’l–Razi, A.; Chuah, T.G. Prediction of the Effect of Dimension, Particle Density, Temperature, and Inlet Velocity on Cyclone Collection Efficiency. J. Teknol. 2012, 40, 37–50. [Google Scholar] [CrossRef]
- Greenworks. 80 V Cordless Brushless Blower GBL80320—Owner’s Manual. 2014. Available online: https://manualzz.com/doc/o/6dsq8/80v-cordless-brushless-blower-2400102-gbl80300-symboles (accessed on 25 August 2022).
- White, F. Fluid Mechanics; McGraw-Hill Series in Mechanical Engineering; McGraw Hill: New York, NY, USA, 2011. [Google Scholar]
- Faulkner, W.B.; Shaw, B.W. Efficiency and pressure drop of cyclones across a range vocieties. Appl. Eng. Agric. 2006, 22, 155–161. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Unit | VA0 | VA20 | VA30 | VA40 | VA50 | VA60 | |
|---|---|---|---|---|---|---|---|---|
| length | mm | 0 | 112.5 | 67.5 | 45 | 67.5 | 45 | |
| diameter | mm | 0 | 77 | 77 | 77 | 77 | 77 | |
| vane angle | 0 | 18.9 | 29.7 | 40.5 | 48.8 | 59.7 |
| Description | Symbol | Value | Unit |
|---|---|---|---|
| physical parameter | |||
| dynamic viscosity of air | |||
| density of air | 1.2041 | ||
| temperature | T | 293 | |
| gravity | g | 9.81 | |
| geometrical parameter | |||
| cyclone length | 0.8 | ||
| cyclone diameter | d | 0.15 | |
| inlet diameter | 0.078 | ||
| outlet diameter | 0.086 | ||
| equivalent edge length of inlet | 0.07 | ||
| outlet overlap | S | 0.15 | |
| dust collector diameter | B | 0.12 | |
| empirical parameter | |||
| friction factor [8] | 0.02 | - | |
| core diameter [13] | 0.05 | ||
| number of revolutions [3] | N | 10.49 | - |
| vortex core length | h | 0.65 | |
| vortex exponent [14] | n | 0.51 | - |
| natural cyclone length [15] | l | 0.33 | |
| particle parameter | |||
| particle density fine dust | 2650 | ||
| weighted mean particle size fine dust | |||
| particle density oil | 916 | ||
| weighted mean particle size oil mist | |||
| process parameter | |||
| volume flow rate | 0.13 | ||
| mean inlet velocity | 27.21 | ||
| mean outlet velocity | 10.00 | ||
| mean absolute radial velocity | V | 1.77/1.34/1.23/1.07/0.91/0.85 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klapper, V.; Luzi, G.; Loekman, S.; Delgado, A. Evaluation of Empirical Separation Efficiency Theories for Uniflow Cyclones for Different Particle Types and Experimental Verification. Separations 2023, 10, 522. https://doi.org/10.3390/separations10100522
Klapper V, Luzi G, Loekman S, Delgado A. Evaluation of Empirical Separation Efficiency Theories for Uniflow Cyclones for Different Particle Types and Experimental Verification. Separations. 2023; 10(10):522. https://doi.org/10.3390/separations10100522
Chicago/Turabian StyleKlapper, Vinzenz, Giovanni Luzi, Soebiakto Loekman, and Antonio Delgado. 2023. "Evaluation of Empirical Separation Efficiency Theories for Uniflow Cyclones for Different Particle Types and Experimental Verification" Separations 10, no. 10: 522. https://doi.org/10.3390/separations10100522
APA StyleKlapper, V., Luzi, G., Loekman, S., & Delgado, A. (2023). Evaluation of Empirical Separation Efficiency Theories for Uniflow Cyclones for Different Particle Types and Experimental Verification. Separations, 10(10), 522. https://doi.org/10.3390/separations10100522