
A Review of Fabrication Methods, Properties and Applications of Superhydrophobic Metals

 ,
,  ,
, 

Abstract
1. Introduction
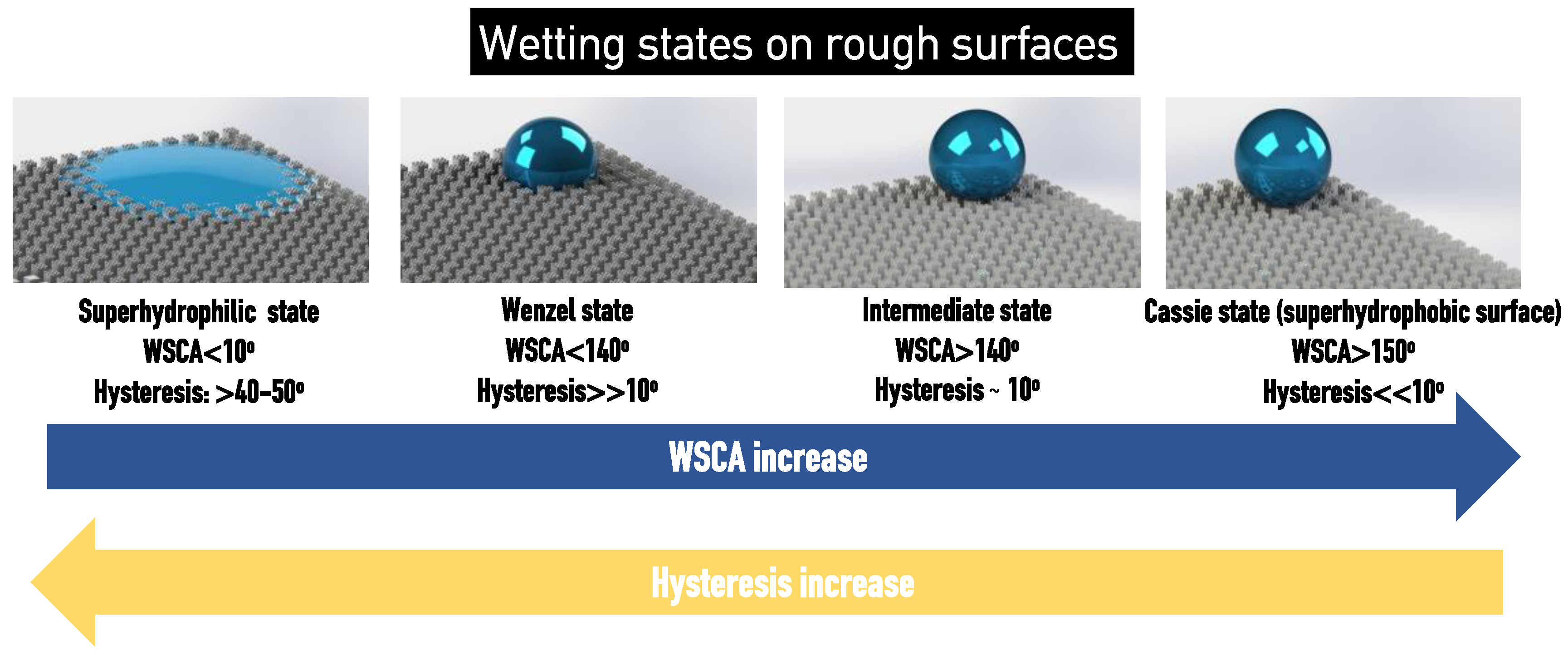
2. Theoretical Background of Wetting
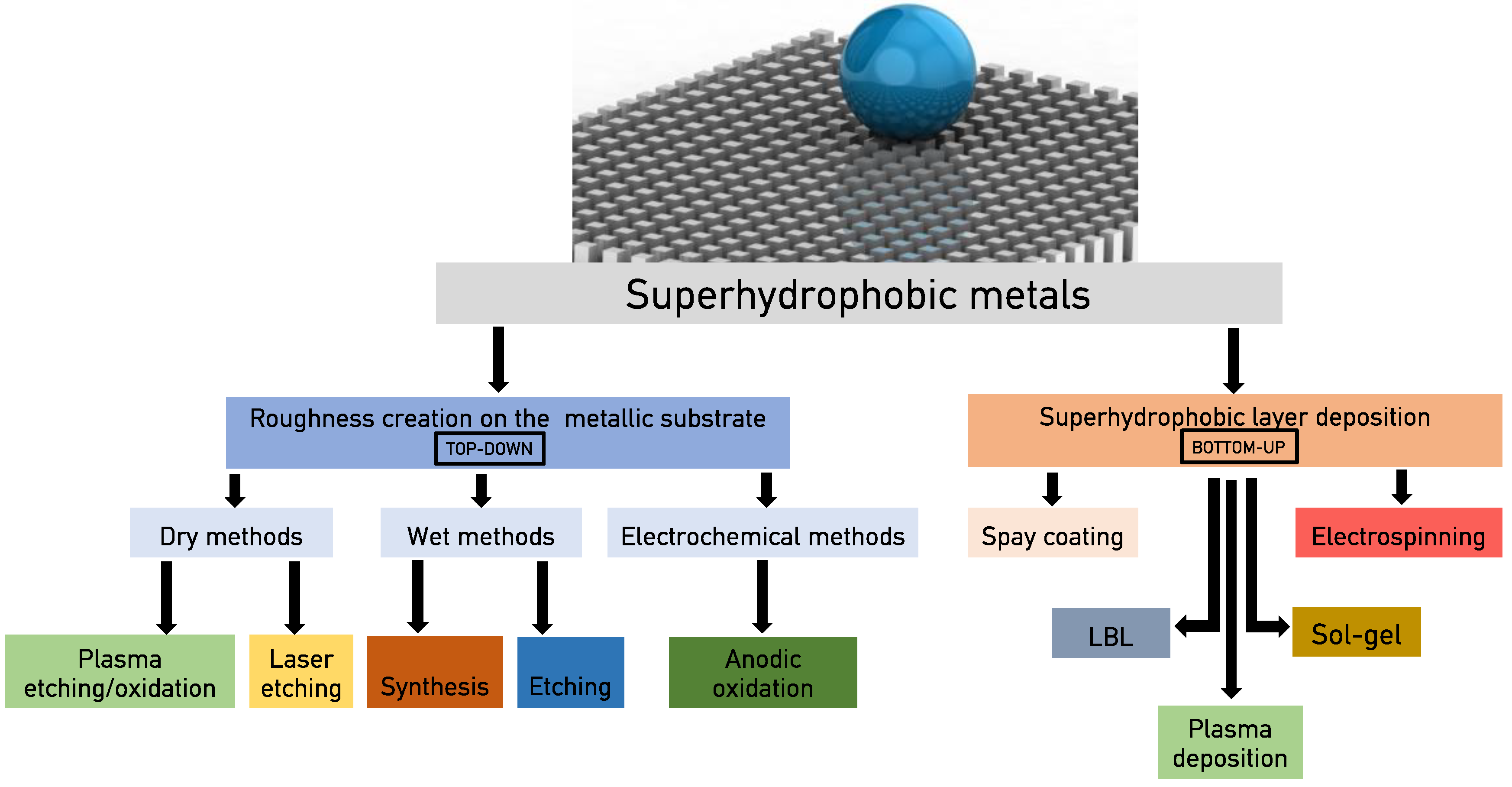
3. Metal Superhydrophobicity via Creation of Hierarchical Morphology on Metallic Substrates
3.1. Wet Methods
3.1.1. Subtraction Methods
3.1.2. Synthesis Wet Methods
3.1.3. Combination of Wet Etching and Synthesis Method
3.2. Oxidation
3.3. Plasma Oxidation
3.4. Laser Etching
3.5. Electrodeposition
4. Superhydrophobicity after Deposition of a Polymeric or Composite Layer on the Metal Substrate
4.1. Plasma Polymerized Coatings
4.2. Spray Coatings
4.3. Sputtering
4.4. Electrospinning
4.5. Sol–Gel
4.6. Layer-by-Layer Deposition
4.7. Self-Healing Coatings
5. Perspectives and Challenges
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Nosonovsky, M.; Bhushan, B. Superhydrophobic surfaces and emerging applications: Non-adhesion, energy, green engineering. Curr. Opin. Colloid Interface Sci. 2009, 14, 270–280. [Google Scholar] [CrossRef]
- Gao, X.; Yan, X.; Yao, X.; Xu, L.; Zhang, K.; Zhang, J.; Yang, B.; Jiang, L. The Dry-Style Antifogging Properties of Mosquito Compound Eyes and Artificial Analogues Prepared by Soft Lithography. Adv. Mater. 2007, 19, 2213–2217. [Google Scholar] [CrossRef]
- Tzianou, M.; Thomopoulos, G.; Vourdas, N.; Ellinas, K.; Gogolides, E. Tailoring Wetting Properties at Extremes States to Obtain Antifogging Functionality. Adv. Funct. Mater. 2021, 31, 2006687. [Google Scholar] [CrossRef]
- Yancheshme, A.A.; Momen, G.; Aminabadi, R.J. Mechanisms of ice formation and propagation on superhydrophobic surfaces: A review. Adv. Colloid Interface Sci. 2020, 279, 102155. [Google Scholar] [CrossRef]
- Golovin, K.; Kobaku, S.P.R.; Lee, D.H.; DiLoreto, E.T.; Mabry, J.M.; Tuteja, A. Designing durable icephobic surfaces. Sci. Adv. 2016, 2, e1501496. [Google Scholar] [CrossRef]
- Bayiati, P.; Malainou, A.; Matrozos, E.; Tserepi, A.; Petrou, P.S.; Kakabakos, S.E.; Gogolides, E. High-density protein patterning through selective plasma-induced fluorocarbon deposition on Si substrates. Biosens. Bioelectron. 2009, 24, 2979–2984. [Google Scholar] [CrossRef]
- Fan, H.; Guo, Z. Bioinspired surfaces with wettability: Biomolecule adhesion behaviors. Biomater. Sci. 2020, 8, 1502–1535. [Google Scholar] [CrossRef] [PubMed]
- Ellinas, K.; Kefallinou, D.; Stamatakis, K.; Gogolides, E.; Tserepi, A. Is There a Threshold in the Antibacterial Action of Superhydrophobic Surfaces? ACS Appl. Mater. Interfaces 2017, 9, 39781–39789. [Google Scholar] [CrossRef] [PubMed]
- Kefallinou, D.; Ellinas, K.; Speliotis, T.; Stamatakis, K.; Gogolides, E.; Tserepi, A. Optimization of Antibacterial Properties of “Hybrid” Metal-Sputtered Superhydrophobic Surfaces. Coatings 2019, 10, 25. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Ellinas, K.; Kaprou, G.D.; Mastellos, D.C.; Tserepi, A.; Gogolides, E. Bactericidal Action of Smooth and Plasma Micro-Nanotextured Polymeric Surfaces with Varying Wettability, Enhanced by Incorporation of a Biocidal Agent. Macromol. Mater. Eng. 2021, 2000694. [Google Scholar] [CrossRef]
- Pan, S.; Kota, A.K.; Mabry, J.M.; Tuteja, A. Superomniphobic Surfaces for Effective Chemical Shielding. J. Am. Chem. Soc. 2013, 135, 578–581. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, F.; Guo, Z. Bioinspired surfaces with special micro-structures and wettability for drag reduction: Which surface design will be a better choice? Nanoscale 2021, 13, 3463–3482. [Google Scholar] [CrossRef]
- Sarkiris, P.; Ellinas, K.; Gkiolas, D.; Mathioulakis, D.; Gogolides, E. Motion of Drops with Different Viscosities on Micro-Nanotextured Surfaces of Varying Topography and Wetting Properties. Adv. Funct. Mater. 2019, 29, 1902905. [Google Scholar] [CrossRef]
- Brown, P.S.; Bhushan, B. Durable, superoleophobic polymer–nanoparticle composite surfaces with re-entrant geometry via solvent-induced phase transformation. Sci. Rep. 2016, 6, 21048. [Google Scholar] [CrossRef]
- Ellinas, K.; Tserepi, A.; Gogolides, E. Durable superhydrophobic and superamphiphobic polymeric surfaces and their applications: A review. Adv. Colloid Interface Sci. 2017, 250, 132–157. [Google Scholar] [CrossRef] [PubMed]
- Kietzig, A.-M.; Hatzikiriakos, S.G.; Englezos, P. Patterned Superhydrophobic Metallic Surfaces. Langmuir 2009, 25, 4821–4827. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, A.M.; Abdullah, A.M.; Younan, N.A. Corrosion behavior of superhydrophobic surfaces: A review. Arab. J. Chem. 2015, 8, 749–765. [Google Scholar] [CrossRef]
- Chobaomsup, V.; Metzner, M.; Boonyongmaneerat, Y. Superhydrophobic surface modification for corrosion protection of metals and alloys. J. Coat. Technol. Res. 2020, 17, 583–595. [Google Scholar] [CrossRef]
- Quan, Y.-Y.; Chen, Z.; Lai, Y.; Huang, Z.-S.; Li, H. Recent advances in fabricating durable superhydrophobic surfaces: A review in the aspects of structures and materials. Mater. Chem. Front. 2021, 5, 1655–1682. [Google Scholar] [CrossRef]
- Yan, Y.; Gao, N.; Barthlott, W. Mimicking natural superhydrophobic surfaces and grasping the wetting process: A review on recent progress in preparing superhydrophobic surfaces. Adv. Colloid Interface Sci. 2011, 169, 80–105. [Google Scholar] [CrossRef]
- Ellinas, K.; Tserepi, A.; Gogolides, E. From Superamphiphobic to Amphiphilic Polymeric Surfaces with Ordered Hierarchical Roughness Fabricated with Colloidal Lithography and Plasma Nanotexturing. Langmuir 2011, 27, 3960–3969. [Google Scholar] [CrossRef]
- Ijaola, A.O.; Bamidele, E.A.; Akisin, C.J.; Bello, I.T.; Oyatobo, A.T.; Abdulkareem, A.; Farayibi, P.K.; Asmatulu, E. Wettability Transition for Laser Textured Surfaces: A Comprehensive Review. Surf. Interfaces 2020, 21, 100802. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Rad, M.R.; McDonald, A.; Hussain, T. Beyond Traditional Coatings: A Review on Thermal-Sprayed Functional and Smart Coatings. J. Therm. Spray Technol. 2019, 28, 598–644. [Google Scholar] [CrossRef]
- Zuo, Z.; Liao, R.; Guo, C.; Yuan, Y.; Zhao, X.; Zhuang, A.; Zhang, Y. Fabrication and anti-icing property of coral-like superhydrophobic aluminum surface. Appl. Surf. Sci. 2015, 331, 132–139. [Google Scholar] [CrossRef]
- Cho, H.J.; Preston, D.J.; Zhu, Y.; Wang, E.N. Nanoengineered materials for liquid–vapour phase-change heat transfer. Nat. Rev. Mater. 2017, 2, 16092. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, J.; Song, J.; Liu, R.; Zhao, D.; Hua, S.; Lu, Y. Energy conversion based on superhydrophobic surfaces. Phys. Chem. Chem. Phys. 2020, 22, 25430–25444. [Google Scholar] [CrossRef] [PubMed]
- Gogolides, E.; Ellinas, K.; Tserepi, A. Hierarchical micro and nano structured, hydrophilic, superhydrophobic and superoleophobic surfaces incorporated in microfluidics, microarrays and lab on chip microsystems. Microelectron. Eng. 2015, 132, 135–155. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Gogolides, E. Hydrophobic and superhydrophobic surfaces fabricated using atmospheric pressure cold plasma technology: A review. Adv. Colloid Interface Sci. 2018, 254, 1–21. [Google Scholar] [CrossRef]
- Ma, M.; Hill, R.M. Superhydrophobic surfaces. Curr. Opin. Colloid Interface Sci. 2006, 11, 193–202. [Google Scholar] [CrossRef]
- Bai, Y.; Zhang, H.; Shao, Y.; Zhang, H.; Zhu, J. Recent Progresses of Superhydrophobic Coatings in Different Application Fields: An Overview. Coatings 2021, 11, 116. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, L.-P.; Zhang, X.; Wang, S. Bioinspired wettable–nonwettable micropatterns for emerging applications. J. Mater. Chem. B 2020, 8, 8101–8115. [Google Scholar] [CrossRef] [PubMed]
- Vazirinasab, E.; Jafari, R.; Momen, G. Application of superhydrophobic coatings as a corrosion barrier: A review. Surf. Coat. Technol. 2018, 341, 40–56. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, L.; Qian, H.; Li, X. Superhydrophobic surfaces for corrosion protection: A review of recent progresses and future directions. J. Coatings Technol. Res. 2016, 13, 11–29. [Google Scholar] [CrossRef]
- Peng, F.; Zhang, D.; Liu, X.; Zhang, Y. Recent progress in superhydrophobic coating on Mg alloys: A general review. J. Magnes. Alloy. 2021. [Google Scholar] [CrossRef]
- Darmanin, T.; De Givenchy, E.T.; Amigoni, S.; Guittard, F. Superhydrophobic Surfaces by Electrochemical Processes. Adv. Mater. 2013, 25, 1378–1394. [Google Scholar] [CrossRef]
- Young, T., III. An essay on the cohesion of fluids. Philos. Trans. R. Soc. Lond. 1805, 95, 65–87. [Google Scholar] [CrossRef]
- Hebbar, R.S.; Isloor, A.M.; Ismail, A.F. Contact Angle Measurements. In Membrane Characterization; Hilal, N., Matsuura, T., Oatley-Radcliffe, D., Fauzi Ismail, A., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2017; Volume 122, pp. 219–255. [Google Scholar]
- Bormashenko, E. Progress in understanding wetting transitions on rough surfaces. Adv. Colloid Interface Sci. 2015, 222, 92–103. [Google Scholar] [CrossRef]
- Whyman, G.; Bormashenko, E.; Stein, T. The rigorous derivation of Young, Cassie–Baxter and Wenzel equations and the analysis of the contact angle hysteresis phenomenon. Chem. Phys. Lett. 2008, 450, 355–359. [Google Scholar] [CrossRef]
- Johnson, R.E.; Dettre, R.H. Contact Angle Hysteresis. III. Study of an Idealized Heterogeneous Surface. J. Phys. Chem. 1964, 68, 1744–1750. [Google Scholar] [CrossRef]
- Ellinas, K.; Pujari, S.P.; Dragatogiannis, D.A.; Charitidis, C.A.; Tserepi, A.; Zuilhof, H.; Gogolides, E. Plasma Micro-Nanotextured, Scratch, Water and Hexadecane Resistant, Superhydrophobic, and Superamphiphobic Polymeric Surfaces with Perfluorinated Monolayers. ACS Appl. Mater. Interfaces 2014, 6, 6510–6524. [Google Scholar] [CrossRef]
- Marmur, A. The Lotus Effect: Superhydrophobicity and Metastability. Langmuir 2004, 20, 3517–3519. [Google Scholar] [CrossRef] [PubMed]
- Bhushan, B.; Nosonovsky, M. The rose petal effect and the modes of superhydrophobicity. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2010, 368, 4713–4728. [Google Scholar] [CrossRef] [PubMed]
- Sarkar, D.; Farzaneh, M.; Paynter, R. Superhydrophobic properties of ultrathin rf-sputtered Teflon films coated etched aluminum surfaces. Mater. Lett. 2008, 62, 1226–1229. [Google Scholar] [CrossRef]
- Sarkar, D.K.; Farzaneh, M.; Paynter, R.W. Wetting and superhydrophobic properties of PECVD grown hydrocarbon and fluorinated-hydrocarbon coatings. Appl. Surf. Sci. 2010, 256, 3698–3701. [Google Scholar] [CrossRef]
- Saleema, N.; Sarkar, D.K.; Paynter, R.W.; Chen, X.-G. Superhydrophobic Aluminum Alloy Surfaces by a Novel One-Step Process. ACS Appl. Mater. Interfaces 2010, 2, 2500–2502. [Google Scholar] [CrossRef]
- Jafari, R.; Farzaneh, M. Fabrication of superhydrophobic nanostructured surface on aluminum alloy. Appl. Phys. A 2010, 102, 195–199. [Google Scholar] [CrossRef]
- Maitra, T.; Antonini, C.; Der Mauer, M.A.; Stamatopoulos, C.; Tiwari, M.K.; Poulikakos, D. Hierarchically nanotextured surfaces maintaining superhydrophobicity under severely adverse conditions. Nanoscale 2014, 6, 8710–8719. [Google Scholar] [CrossRef]
- Sharma, C.S.; Combe, J.; Giger, M.; Emmerich, T.; Poulikakos, D. Growth Rates and Spontaneous Navigation of Condensate Droplets Through Randomly Structured Textures. ACS Nano 2017, 11, 1673–1682. [Google Scholar] [CrossRef]
- Song, J.; Xu, W.; Liu, X.; Lu, Y.; Wei, Z.; Wu, L. Ultrafast fabrication of rough structures required by superhydrophobic surfaces on Al substrates using an immersion method. Chem. Eng. J. 2012, 211-212, 143–152. [Google Scholar] [CrossRef]
- Parin, R.; Martucci, A.; Sturaro, M.; Bortolin, S.; Bersani, M.; Carraro, F.; Del Col, D. Nano-structured aluminum surfaces for dropwise condensation. Surf. Coat. Technol. 2018, 348, 1–12. [Google Scholar] [CrossRef]
- Lv, Z.; Yu, S.; Song, K.; Zhou, X.; Yin, X. A two-step method fabricating a hierarchical leaf-like superamphiphobic PTFE/CuO coating on 6061Al. Prog. Org. Coat. 2020, 147, 105723. [Google Scholar] [CrossRef]
- Chen, C.; Yang, S.; Liu, L.; Xie, H.; Liu, H.; Zhu, L.; Xu, X. A green one-step fabrication of superhydrophobic metallic surfaces of aluminum and zinc. J. Alloys Compd. 2017, 711, 506–513. [Google Scholar] [CrossRef]
- Song, W.; Zhang, J.; Xie, Y.; Cong, Q.; Zhao, B. Large-area unmodified superhydrophobic copper substrate can be prepared by an electroless replacement deposition. J. Colloid Interface Sci. 2009, 329, 208–211. [Google Scholar] [CrossRef]
- Bahrami, H.R.T.; Ahmadi, B.; Saffari, H. Preparing superhydrophobic copper surfaces with rose petal or lotus leaf property using a simple etching approach. Mater. Res. Express 2017, 4, 055014. [Google Scholar] [CrossRef]
- Liu, L.; Zhao, J.; Zhang, Y.; Zhao, F.; Zhang, Y. Fabrication of superhydrophobic surface by hierarchical growth of lotus-leaf-like boehmite on aluminum foil. J. Colloid Interface Sci. 2011, 358, 277–283. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, V.-H.; Nguyen, B.D.; Pham, H.T.; Lam, S.S.; Vo, D.-V.N.; Shokouhimehr, M.; Vu, T.H.H.; Nguyen, T.-B.; Kim, S.Y.; Van Le, Q. Anti-icing performance on aluminum surfaces and proposed model for freezing time calculation. Sci. Rep. 2021, 11, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Chen, C.; Song, J.; Liu, J.; Yang, X.; Liu, J.; Liu, X.; Lu, Y. A universal method to create surface patterns with extreme wettability on metal substrates. J. Colloid Interface Sci. 2019, 535, 100–110. [Google Scholar] [CrossRef] [PubMed]
- Chu, J.; Sun, G.; Tong, L.; Jiang, Z. Facile one-step hydrothermal fabrication of Allium giganteum-like superhydrophobic coating on Mg alloy with self-cleaning and anti-corrosion properties. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 617, 126370. [Google Scholar] [CrossRef]
- Zhang, B.; Zeng, Y.; Wang, J.; Sun, Y.; Zhang, J.; Li, Y. Superamphiphobic aluminum alloy with low sliding angles and acid-alkali liquids repellency. Mater. Des. 2020, 188, 108479. [Google Scholar] [CrossRef]
- Barthwal, S.; Kim, Y.S.; Lim, S.-H. Mechanically Robust Superamphiphobic Aluminum Surface with Nanopore-Embedded Microtexture. Langmuir 2013, 29, 11966–11974. [Google Scholar] [CrossRef] [PubMed]
- Rius-Ayra, O.; Llorca-Isern, N. A robust and anticorrosion non-fluorinated superhydrophobic aluminium surface for microplastic removal. Sci. Total. Environ. 2021, 760, 144090. [Google Scholar] [CrossRef]
- Lv, Z.; Yu, S.; Song, K.; Zhou, X.; Yin, X. Fabrication of a leaf-like superhydrophobic CuO coating on 6061Al with good self-cleaning, mechanical and chemical stability. Ceram. Int. 2020, 46, 14872–14883. [Google Scholar] [CrossRef]
- Wang, L.; Yang, J.; Zhu, Y.; Li, Z.; Shen, T.; Yang, D.-Q. An environment-friendly fabrication of superhydrophobic surfaces on steel and magnesium alloy. Mater. Lett. 2016, 171, 297–299. [Google Scholar] [CrossRef]
- Mozetič, M.; Cvelbar, U.; Sunkara, M.K.; Vaddiraju, S. A Method for the Rapid Synthesis of Large Quantities of Metal Oxide Nanowires at Low Temperatures. Adv. Mater. 2005, 17, 2138–2142. [Google Scholar] [CrossRef]
- Filipič, G.; Baranov, O.; Mozetic, M.; Ostrikov, K.; Cvelbar, U. Uniform surface growth of copper oxide nanowires in radiofrequency plasma discharge and limiting factors. Phys. Plasmas 2014, 21, 113506. [Google Scholar] [CrossRef]
- Lee, E.; Lee, K.-H. Facile fabrication of superhydrophobic surfaces with hierarchical structures. Sci. Rep. 2018, 8, 1–7. [Google Scholar] [CrossRef]
- Volpe, A.; Gaudiuso, C.; Ancona, A. Laser Fabrication of Anti-Icing Surfaces: A Review. Materials 2020, 13, 5692. [Google Scholar] [CrossRef]
- Samanta, A.; Wang, Q.; Shaw, S.K.; Ding, H. Nanostructuring of laser textured surface to achieve superhydrophobicity on engineering metal surface. J. Laser Appl. 2019, 31, 022515. [Google Scholar] [CrossRef]
- Raja, R.S.S.; Selvakumar, P.; Babu, P.D. A novel fabrication of superhydrophobic surfaces on aluminium substrate by picosecond pulsed laser. J. Mech. Sci. Technol. 2020, 34, 1667–1674. [Google Scholar] [CrossRef]
- Khan, S.A.; Boltaev, G.S.; Iqbal, M.; Kim, V.; Ganeev, R.A.; Alnaser, A.S. Ultrafast fiber laser-induced fabrication of superhydrophobic and self-cleaning metal surfaces. Appl. Surf. Sci. 2021, 542, 148560. [Google Scholar] [CrossRef]
- Tuo, Y.; Zhang, H.; Chen, L.; Chen, W.; Liu, X.; Song, K. Fabrication of superamphiphobic surface with hierarchical structures on metal substrate. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 612, 125983. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, Q.; Li, Y.; Hou, B. Facile fluorine-free one step fabrication of superhydrophobic aluminum surface towards self-cleaning and marine anticorrosion. Chem. Eng. J. 2018, 352, 625–633. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, T.C.; He, H.; Ouyang, L.; Yuan, S. A stearic Acid/CeO2 bilayer coating on AZ31B magnesium alloy with superhydrophobic and self-cleaning properties for corrosion inhibition. J. Alloys Compd. 2020, 834, 155210. [Google Scholar] [CrossRef]
- Zhao, N.; Shi, F.; Wang, Z.; Zhang, X. Combining Layer-by-Layer Assembly with Electrodeposition of Silver Aggregates for Fabricating Superhydrophobic Surfaces. Langmuir 2005, 21, 4713–4716. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Zeng, Y.; Zhou, M.; Min, Y.; Shen, X.; Xu, Q. Superhydrophobic Films with Enhanced Corrosion Resistance and Self-Cleaning Performance on an Al Alloy. Langmuir 2021, 37, 524–541. [Google Scholar] [CrossRef]
- Alam, M.A.; Sherif, E.-S.M.; Al-Zahrani, S.M. Fabrication of various epoxy coatings for offshore applications and evaluating their mechanical properties and corrosion behavior. Int. J. Electrochem. Sci. 2013, 8, 3121–3131. [Google Scholar]
- Bakhshandeh, E.; Jannesari, A.; Ranjbar, Z.; Sobhani, S.; Saeb, M.R. Anti-corrosion hybrid coatings based on epoxy–silica nano-composites: Toward relationship between the morphology and EIS data. Prog. Org. Coat. 2014, 77, 1169–1183. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Gogolides, E. Atmospheric plasma etching of polymers: A palette of applications in cleaning/ashing, pattern formation, nanotexturing and superhydrophobic surface fabrication. Microelectron. Eng. 2018, 194, 109–115. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Patsidis, A.; Smyrnakis, A.; Psarras, G.; Gogolides, E. Atmospheric Plasma Nanotexturing of Organic–Inorganic Nanocomposite Coatings for Multifunctional Surface Fabrication. ACS Appl. Nano Mater. 2019, 2, 2969–2978. [Google Scholar] [CrossRef]
- Grundmeier, G.; Thiemann, P.; Carpentier, J.; Shirtcliffe, N.; Stratmann, M. Tailoring of the morphology and chemical composition of thin organosilane microwave plasma polymer layers on metal substrates. Thin Solid Films 2004, 446, 61–71. [Google Scholar] [CrossRef]
- Ishizaki, T.; Hieda, J.; Saito, N.; Saito, N.; Takai, O. Corrosion resistance and chemical stability of super-hydrophobic film deposited on magnesium alloy AZ31 by microwave plasma-enhanced chemical vapor deposition. Electrochimica Acta 2010, 55, 7094–7101. [Google Scholar] [CrossRef]
- Beck, A.; Short, R.; Matthews, A. Deposition of functional coatings from acrylic acid and octamethylcyclotetrasiloxane onto steel using an atmospheric pressure dielectric barrier discharge. Surf. Coatings Technol. 2008, 203, 822–825. [Google Scholar] [CrossRef]
- Kim, M.; Klages, C.-P. One-step process to deposit a soft super-hydrophobic film by filamentary dielectric barrier discharge-assisted CVD using HMCTSO as a precursor. Surf. Coat. Technol. 2009, 204, 428–432. [Google Scholar] [CrossRef]
- Mobarakeh, L.F.; Jafari, R.; Farzaneh, M. Robust icephobic, and anticorrosive plasma polymer coating. Cold Reg. Sci. Technol. 2018, 151, 89–93. [Google Scholar] [CrossRef]
- Boscher, N.D.; Duday, D.; Verdier, S.; Choquet, P. Single-Step Process for the Deposition of High Water Contact Angle and High Water Sliding Angle Surfaces by Atmospheric Pressure Dielectric Barrier Discharge. ACS Appl. Mater. Interfaces 2013, 5, 1053–1060. [Google Scholar] [CrossRef] [PubMed]
- Boscher, N.D.; Vaché, V.; Carminati, P.; Grysan, P.; Choquet, P. A simple and scalable approach towards the preparation of superhydrophobic surfaces–importance of the surface roughness skewness. J. Mater. Chem. A 2014, 2, 5744–5750. [Google Scholar] [CrossRef]
- Jafari, R.; Momen, G.; Eslami, E. Fabrication of icephobic aluminium surfaces by atmospheric plasma jet polymerisation. Surf. Eng. 2019, 35, 450–455. [Google Scholar] [CrossRef]
- Zhang, Y.; Ge, D.; Yang, S. Spray-coating of superhydrophobic aluminum alloys with enhanced mechanical robustness. J. Colloid Interface Sci. 2014, 423, 101–107. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Wu, R.; Jing, Z.; Yan, L.; Zha, F.; Lei, Z. One-Step Spray-Coating Process for the Fabrication of Colorful Superhydrophobic Coatings with Excellent Corrosion Resistance. Langmuir 2015, 31, 10702–10707. [Google Scholar] [CrossRef]
- El Dessouky, W.I.; Abbas, R.; Sadik, W.A.; El Demerdash, A.G.M.; Hefnawy, A. Improved adhesion of superhydrophobic layer on metal surfaces via one step spraying method. Arab. J. Chem. 2017, 10, 368–377. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Liu, Z.; Zhu, Y.; Wu, S.; Zhu, Y. A superrobust superhydrophobic PSU composite coating with self-cleaning properties, wear resistance and corrosion resistance. RSC Adv. 2016, 6, 10930–10937. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, W.; Yu, X.; Liang, C.; Zhang, Y. Sprayable superhydrophobic nano-chains coating with continuous self-jumping of dew and melting frost. Sci. Rep. 2017, 7, 40300. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Wang, X.; Liu, X.; Zhou, F. Spray-Coated Fluorine-Free Superhydrophobic Coatings with Easy Repairability and Applicability. ACS Appl. Mater. Interfaces 2009, 1, 1656–1661. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, X.W.; Zhang, H.F.; Zhou, Z.P. Fabrication of super-hydrophobic surfaces on aluminum alloy substrates by RF-sputtered polytetrafluoroethylene coatings. AIP Adv. 2014, 4, 031323. [Google Scholar] [CrossRef]
- Lu, X.; Wang, C.; Wei, Y. One-Dimensional Composite Nanomaterials: Synthesis by Electrospinning and Their Applications. Small 2009, 5, 2349–2370. [Google Scholar] [CrossRef]
- Cui, M.; Xu, C.; Shen, Y.; Tian, H.; Feng, H.; Li, J. Electrospinning superhydrophobic nanofibrous poly(vinylidene fluoride)/stearic acid coatings with excellent corrosion resistance. Thin Solid Films 2018, 657, 88–94. [Google Scholar] [CrossRef]
- Ma, M.; Hill, R.M.; Lowery, J.L.; Fridrikh, S.V.; Rutledge, G.C. Electrospun Poly(Styrene-block-dimethylsiloxane) Block Copolymer Fibers Exhibiting Superhydrophobicity. Langmuir 2005, 21, 5549–5554. [Google Scholar] [CrossRef]
- Ma, M.; Mao, Y.; Gupta, M.; Gleason, K.K.; Rutledge, G.C. Superhydrophobic Fabrics Produced by Electrospinning and Chemical Vapor Deposition. Macromolecules 2005, 38, 9742–9748. [Google Scholar] [CrossRef]
- Han, D.; Steckl, A.J. Superhydrophobic and Oleophobic Fibers by Coaxial Electrospinning. Langmuir 2009, 25, 9454–9462. [Google Scholar] [CrossRef] [PubMed]
- Alqadhi, M.; Merah, N.; Matin, A.; Abu-Dheir, N.; Khaled, M.; Youcef-Toumi, K. Preparation of superhydrophobic and self-cleaning polysulfone non-wovens by electrospinning: Influence of process parameters on morphology and hydrophobicity. J. Polym. Res. 2015, 22, 1–9. [Google Scholar] [CrossRef]
- Acatay, K.; Simsek, E.; Ow-Yang, C.; Menceloglu, Y.Z. Tunable, Superhydrophobically Stable Polymeric Surfaces by Electrospinning. Angew. Chem. Int. Ed. 2004, 43, 5210–5213. [Google Scholar] [CrossRef]
- Hardman, S.J.; Muhamad-Sarih, N.; Riggs, H.J.; Thompson, R.L.; Rigby, J.; Bergius, W.N.A.; Hutchings, L.R. Electrospinning Superhydrophobic Fibers Using Surface Segregating End-Functionalized Polymer Additives. Macromolecules 2011, 44, 6461–6470. [Google Scholar] [CrossRef]
- Lamaka, S.; Montemor, M.; Galio, A.; Zheludkevich, M.; Trindade, C.; Dick, L.; Ferreira, M. Novel hybrid sol–gel coatings for corrosion protection of AZ31B magnesium alloy. Electrochimica Acta 2008, 53, 4773–4783. [Google Scholar] [CrossRef]
- Guglielmi, M. Sol-Gel Coatings on Metals. J. Sol-Gel Sci. Technol. 1997, 8, 443–449. [Google Scholar] [CrossRef]
- Wang, D.; Bierwagen, G.P. Sol–gel coatings on metals for corrosion protection. Prog. Org. Coat. 2009, 64, 327–338. [Google Scholar] [CrossRef]
- Mahadik, S.A.; Mahadik, D.B.; Kavale, M.S.; Parale, V.G.; Wagh, P.B.; Barshilia, H.C.; Gupta, S.C.; Hegde, N.D.; Rao, A.V. Thermally stable and transparent superhydrophobic sol–gel coatings by spray method. J. Sol Gel Sci. Technol. 2012, 63, 580–586. [Google Scholar] [CrossRef]
- Lu, S.; Chen, Y.; Xu, W.; Liu, W. Controlled growth of superhydrophobic films by sol–gel method on aluminum substrate. Appl. Surf. Sci. 2010, 256, 6072–6075. [Google Scholar] [CrossRef]
- Arukalam, I.O.; Oguzie, E.E.; Li, Y. Nanostructured superhydrophobic polysiloxane coating for high barrier and anticorrosion applications in marine environment. J. Colloid Interface Sci. 2018, 512, 674–685. [Google Scholar] [CrossRef] [PubMed]
- Zheng, S.; Li, J. Inorganic–organic sol gel hybrid coatings for corrosion protection of metals. J. Sol-Gel Sci. Technol. 2010, 54, 174–187. [Google Scholar] [CrossRef]
- Wang, N.; Xiong, D. Superhydrophobic membranes on metal substrate and their corrosion protection in different corrosive media. Appl. Surf. Sci. 2014, 305, 603–608. [Google Scholar] [CrossRef]
- Barkhudarov, P.M.; Shah, P.B.; Watkins, E.B.; Doshi, D.A.; Brinker, C.J.; Majewski, J. Corrosion inhibition using superhydrophobic films. Corros. Sci. 2008, 50, 897–902. [Google Scholar] [CrossRef]
- Chen, W.; McCarthy, T.J. Layer-by-Layer Deposition: A Tool for Polymer Surface Modification. Macromolecules 1997, 30, 78–86. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, H.; Zhang, H. Layer-by-layer assembly: From conventional to unconventional methods. Chem. Commun. 2007, 1395–1405. [Google Scholar] [CrossRef] [PubMed]
- Richardson, J.J.; Bjornmalm, A.M.H.; Caruso, F. Technology-driven layer-by-layer assembly of nanofilms. Science 2015, 348, aaa2491. [Google Scholar] [CrossRef] [PubMed]
- Syed, J.A.; Tang, S.; Meng, X. Super-hydrophobic multilayer coatings with layer number tuned swapping in surface wettability and redox catalytic anti-corrosion application. Sci. Rep. 2017, 7, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Liao, K.-S.; Wan, A.; Batteas, A.J.D.; Bergbreiter, D.E. Superhydrophobic Surfaces Formed Using Layer-by-Layer Self-Assembly with Aminated Multiwall Carbon Nanotubes. Langmuir 2008, 24, 4245–4253. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Liu, F.; Sun, J. A facile layer-by-layer deposition process for the fabrication of highly transparent superhydrophobic coatings. Chem. Commun. 2009, 2730–2732. [Google Scholar] [CrossRef]
- Hughes, A.E.; Cole, I.S.; Muster, T.H.; Varley, R.J. Designing green, self-healing coatings for metal protection. NPG Asia Mater. 2010, 2, 143–151. [Google Scholar] [CrossRef]
- Zhao, X.; Wei, J.; Li, B.; Li, S.; Tian, N.; Jing, L.; Zhang, J. A self-healing superamphiphobic coating for efficient corrosion protection of magnesium alloy. J. Colloid Interface Sci. 2020, 575, 140–149. [Google Scholar] [CrossRef]
- Cho, S.H.; White, S.R.; Braun, P.V. Self-Healing Polymer Coatings. Adv. Mater. 2009, 21, 645–649. [Google Scholar] [CrossRef]
- Kumar, A.; Stephenson, L.; Murray, J. Self-healing coatings for steel. Prog. Org. Coat. 2006, 55, 244–253. [Google Scholar] [CrossRef]
- Zhang, Z.; Xue, F.; Bai, W.; Shi, X.; Liu, Y.; Feng, L. Superhydrophobic surface on Al alloy with robust durability and excellent self-healing performance. Surf. Coat. Technol. 2021, 410, 126952. [Google Scholar] [CrossRef]
- Sam, E.K.; Sam, D.K.; Lv, X.; Liu, B.; Xiao, X.; Gong, S.; Yu, W.; Chen, J.; Liu, J. Recent development in the fabrication of self-healing superhydrophobic surfaces. Chem. Eng. J. 2019, 373, 531–546. [Google Scholar] [CrossRef]
- Liu, T.; Chen, S.; Cheng, S.; Tian, J.; Chang, X.; Yin, Y. Corrosion behavior of super-hydrophobic surface on copper in seawater. Electrochim. Acta 2007, 52, 8003–8007. [Google Scholar] [CrossRef]
- Yin, Y.; Liu, T.; Chen, S.; Liu, T.; Cheng, S. Structure stability and corrosion inhibition of super-hydrophobic film on aluminum in seawater. Appl. Surf. Sci. 2008, 255, 2978–2984. [Google Scholar] [CrossRef]
- Zhang, F.; Zhao, L.; Chen, H.; Xu, S.; Evans, D.G.; Duan, X. Corrosion Resistance of Superhydrophobic Layered Double Hydroxide Films on Aluminum. Angew. Chem. Int. Ed. 2008, 47, 2466–2469. [Google Scholar] [CrossRef]
- Dong, S.; Wang, Z.; An, L.; Li, Y.; Wang, B.; Ji, H.; Wang, H. Facile Fabrication of a Superhydrophobic Surface with Robust Micro-/Nanoscale Hierarchical Structures on Titanium Substrate. Nanomaterials 2020, 10, 1509. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Top Down Approaches | |||
| Reference | Substrate | Method/Category | Advantages/Wetting Properties |
| [48] | Aluminum | Wet etching/subtractive | Chemical stability, mechanical durability, droplet impalement resistance. CA~160°, hysteresis < 10° |
| [50] | Aluminum | Wet etching/subtractive | Durability over time, environmentally friendly CA = 168.4 ± 3.1°, rolling angle = 0.5° |
| [51] | Aluminum | Wet etching/subtractive | Dropwise condensation, high heat transfer coefficient CA = ~150°, hysteresis < 10° |
| [52] | Aluminum | Wet etching/subtractive | Enhanced corrosion resistance, repellency against acidic and alkaline solutions CA = 150°, sliding angle < 10° |
| [53] | Aluminum, zinc | Wet etching/subtractive | Corrosion resistance. CA = 150°, roll-off angle ~8° |
| [55] | Copper | Wet etching/subtractive | Environmentally friendly method WSCA = 150°, sliding angle < 10° |
| [59] | Mg alloy | hydrothermal method | WSCA = 164° Rolling angle = 4°. Two times lower corrosion compared to the bare Mg alloy |
| [69] | Steel | Laser etching | Mechanical stability Scalability WSCA > 150° |
| [16] | Steel, titanium | Laser etching | Mechanical stability Scalability WSCA ~152°, hysteresis < 3° |
| [71] | Al, Cu and galvanized steel. | Laser etching | Superhydrophobicity with low sliding angles (0.5–3°) obtained for Cu and Al. Sliding angle for galvanized steel was relatively high although SWCA > 150° |
| [72] | Al and steel. | Laser etching | Surfaces repelled water, ethylene glycol, rapeseed oil, and cyclohexane and antifouling properties with good mechanical durability against abrasion |
| [128] | Titanium | Electrical discharged etching, wet etching | Mechanical stability in abrasion tests Corrosion resistance in NaCl solution |
| [63] | Aluminum | Oxidation | Mechanical stability after tape-peeling, and sandpaper-abrasion Chemical stability, corrosion resistance WSCA = 157.3° ± 0.5° Sliding angle = 3.6° ± 1° |
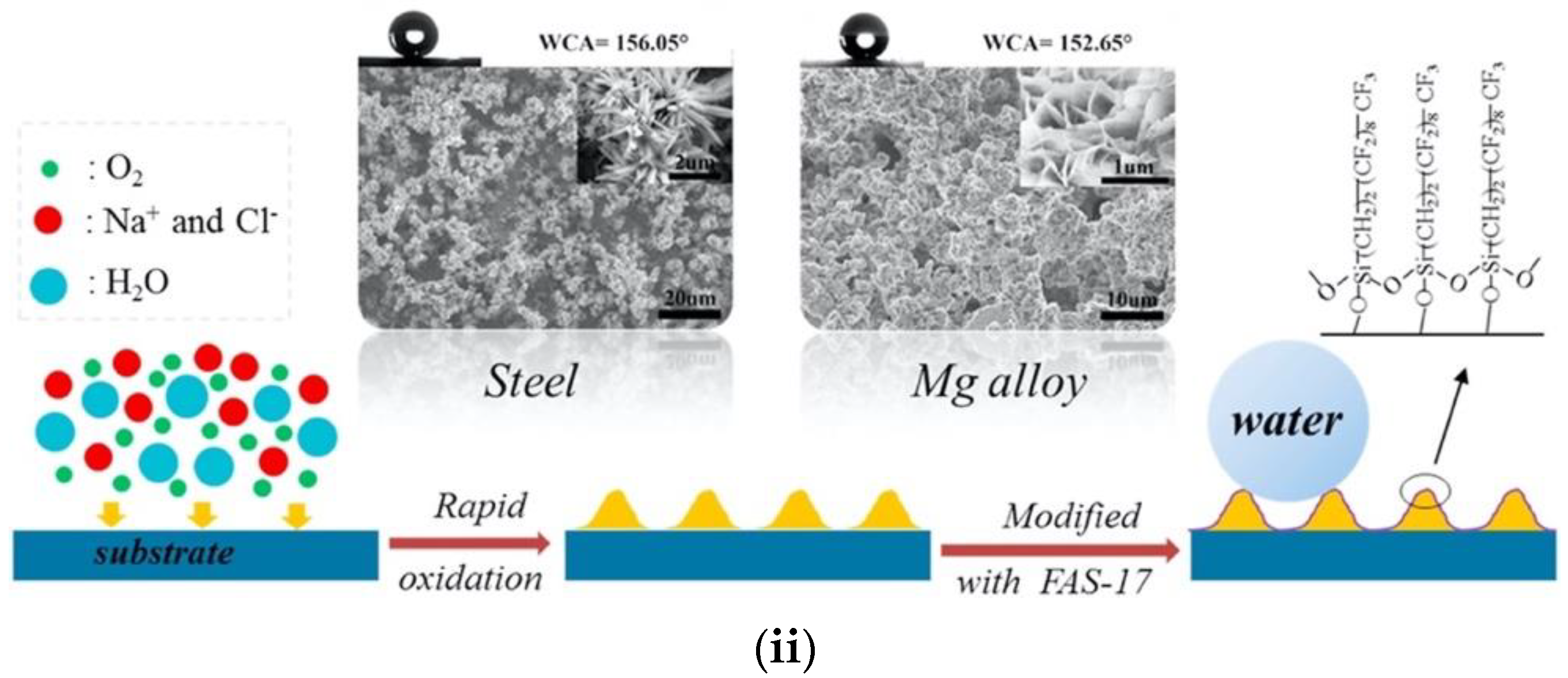
| [64] | Steel, magnesium | Oxidation | Mechanical durability at waterfall/jet test Steel: CA = 156.06°, SA = 2° Mg: CA = 152.65°, SA = 5° |
| Bottom-Up Approaches | |||
| Reference | Substrate | Method/Category | Advantages-Wetting Properties |
| [24] | Aluminum | Synthesis | Mechanical stability, After abrasion test and sand-impact abrasion, the surface remained SH. WSCA = 164.8 ± 1.1°, sliding angle < 1° |
| [47] | Aluminum | Synthesis | One step method, environmentally friendly WSCA = 164°, HCA ~4° |
| [85] | Aluminum | Plasma coating | Durable in icing–de-icing cycles, Resistance to UV exposure, anticorrosion resistance WSCA = 162° ± 3°, sliding angle ~3° |
| [88] | Aluminum | Plasma coating | Durability for at least seven days when submerged into water, acid and base; durability in icing–de-icing cycles WSCA = 163°, sliding angle < 1° |
| [89] | Aluminum | Spray coating | Mechanical stability at high-pressure water jetting, sand particles impacting, and sandpaper shear abrasion tests WSCA = 155°, roll-off angle = 4° |
| [92] | Aluminum | Spray coating | Corrosion resistance for pH ranging 1–14 Mechanical stability after abrasion test and sand impacting WSCA = 159°, SA = 3.5° |
| [87] | Aluminum, copper | Plasma coating | Durability after storage in air or immersion in water for six months WSCA = 170°, Hysteresis: 5° |
| [91] | Copper | Spray coating | Anticorrosion resistance in NaCl solution, mechanical stability after adhesive tape test. WSCA = 156.9°, sliding angle < 5° |
| [73] | Magnesium | Electrodeposition | Anti-corrosion performance in NaCl solution WSCA > 158° and sliding angle < 2° |
| [74] | Magnesium | Electrodeposition | Anti-corrosion performance in NaCl solution, air exposure, droplets with pH ranging 1–13 WSCA > 158°, Sliding angle < 2° |
| [76] | Al alloy | Electrodeposition | WSCA 155° and 99.9% corrosion resistance when immersed inside a 3.5 wt% NaCl solution, even after 30 days of immersion |
| [82] | Magnesium | Plasma coating | Anticorrosion resistance, high chemical stability in neutral and acidic environments WSCA > 150° |
| [120] | Magnesium | Self-healing | Corrosion resistance in NaCl solution CA = 165.8° ± 2.1°, SA = 1° ± 0.6° at 3.5% wt NaCl droplet |
| [67] | Steel | Plasma synthesis | Corrosion resistance after 14 days in 5 wt% NaCl solution. WSCA > 160°, hysteresis ~4° |
| [84] | Steel | Plasma coating | Stable against moisture WSCA = 162° |
| [109] | Steel | Sol–gel | Durability at electrochemical and salt spray corrosion WSCA > 160°, hysteresis < 20° |
| [111] | Steel | Sol–gel | Corrosion resistance in NaCl solution, anti-corrosion ability in humid air at RH of 90% and 30 °C for 24 h WSCA = 158°, sliding angle = 2° |
| [116] | Steel | Layer-by-layer deposition | Corrosion resistance, after 240 h to 3.5% NaCl solution WSCA = 153° ± 2°, sliding angle = 6° ± 2° |
| [98] | Any metal | Electrospinning | WSCA = 163°, hysteresis = 15° |
| [100] | Any metal | Electrospinning | Good mechanical adhesion to fabrics WSCA = 158°, Roll-off angle ~5° |
| [101] | Any metal | Electrospinning | Applicability to any metal Industrial scalability WSCA > 160°, hysteresis < 10° |
| [117] | Any metal | Layer-by-layer deposition | Chemical stability WSCA = 165°, sliding angle < 5° |
| Combination of the Two Approaches | |||
| [60] | Aluminum | wet etching and synthesis | Chemical stability in acid and alkali solutions WSCA = 170.6 ± 2.0°, sliding angle 1.5 ± 1.0° |
| [61] | Aluminum | Wet etching and synthesis | Mechanical durability evaluated by the Scotch tape and hardness tests WSCA = 163°, sliding angle = 2° |
| [62] | Al | Anodization and liquid-phase deposition | Anticorrosion properties |
| [58] | Aluminum, titanium, steel, zinc, magnesium | Wet etching and synthesis | Corrosion resistance. Al: CA = 165°, RA ~4° Ti: CA = 165°, RA ~4° Steel: CA = 162°, RA ~7° Zn: CA = 160°, RA ~6° Mg: CA = 162°, RA ~2° |
| [54] | Copper | Wet etching and synthesis | Applicable also to other metals (zinc, silver), large scale applicability CA = 154° |
| [46] | Aluminum alloy AA6061 | Wet etching and deposition | Superhydrophobicity WSCA ~162° Hysteresis ~4°. |
| [95] | Aluminum | Wet etching and sputtering | WSCA = 165 ± 2°, hysteresis: 5 ± 2° |
| [123] | Al alloy | Boiling water and deposition | WSCA 155° Sliding angle < 5°, self-healing and anticorrosion properties |
| [67] | Stainless Steel Sus 304 | Plasma oxidation and deposition | WSCA 169° Anticorrosion properties after immersion inside a NaCl solution >2 weeks |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ellinas, K.; Dimitrakellis, P.; Sarkiris, P.; Gogolides, E. A Review of Fabrication Methods, Properties and Applications of Superhydrophobic Metals. Processes 2021, 9, 666. https://doi.org/10.3390/pr9040666
Ellinas K, Dimitrakellis P, Sarkiris P, Gogolides E. A Review of Fabrication Methods, Properties and Applications of Superhydrophobic Metals. Processes. 2021; 9(4):666. https://doi.org/10.3390/pr9040666
Chicago/Turabian StyleEllinas, Kosmas, Panagiotis Dimitrakellis, Panagiotis Sarkiris, and Evangelos Gogolides. 2021. "A Review of Fabrication Methods, Properties and Applications of Superhydrophobic Metals" Processes 9, no. 4: 666. https://doi.org/10.3390/pr9040666
APA StyleEllinas, K., Dimitrakellis, P., Sarkiris, P., & Gogolides, E. (2021). A Review of Fabrication Methods, Properties and Applications of Superhydrophobic Metals. Processes, 9(4), 666. https://doi.org/10.3390/pr9040666