Combustion Kinetics Characteristics of Solid Fuel in the Sintering Process


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Thermogravimetric Experiment
2.3. Thermal Analysis Kinetic
3. Results and Discussion
3.1. FTIR Analysis
3.2. Thermogravimetric Characteristics
3.2.1. Combustion Characteristics of Anthracite and Coke
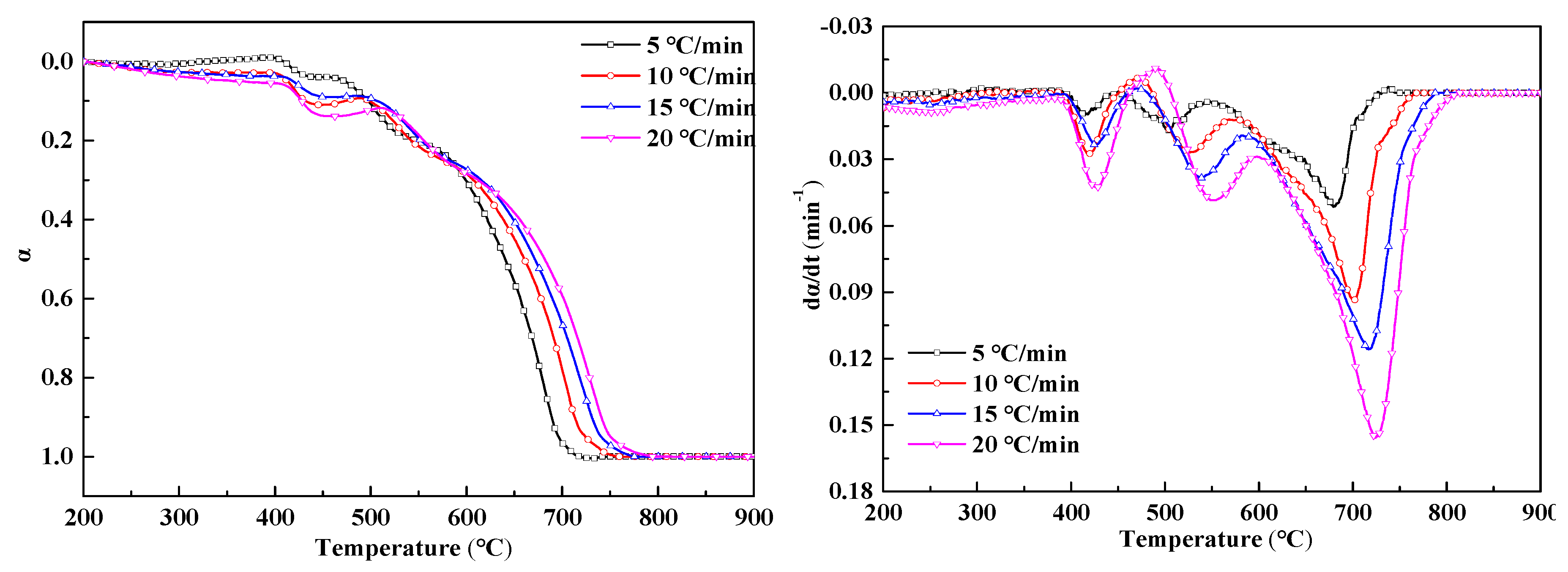
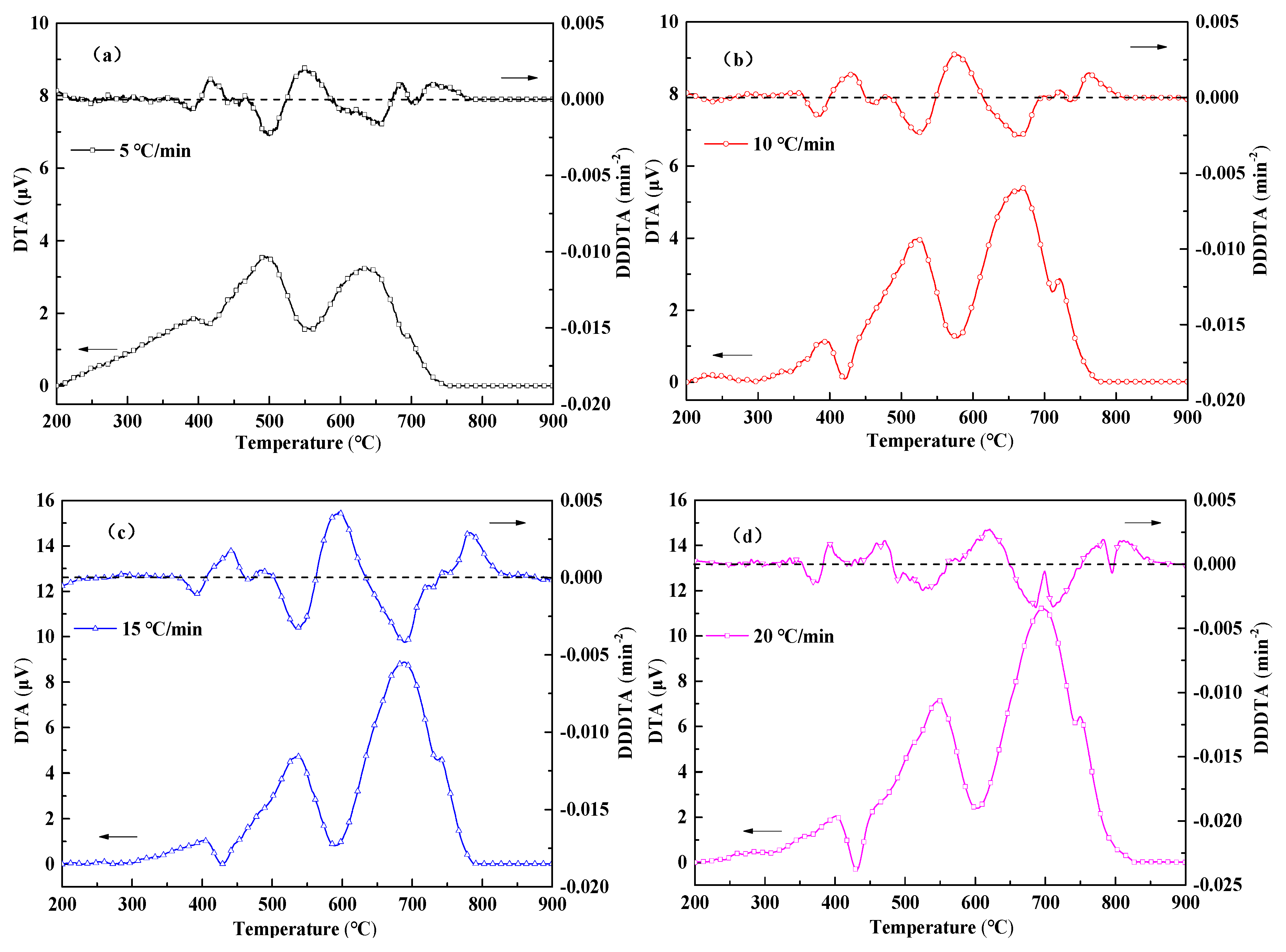
3.2.2. Combustion Characteristics of MBF and QPF
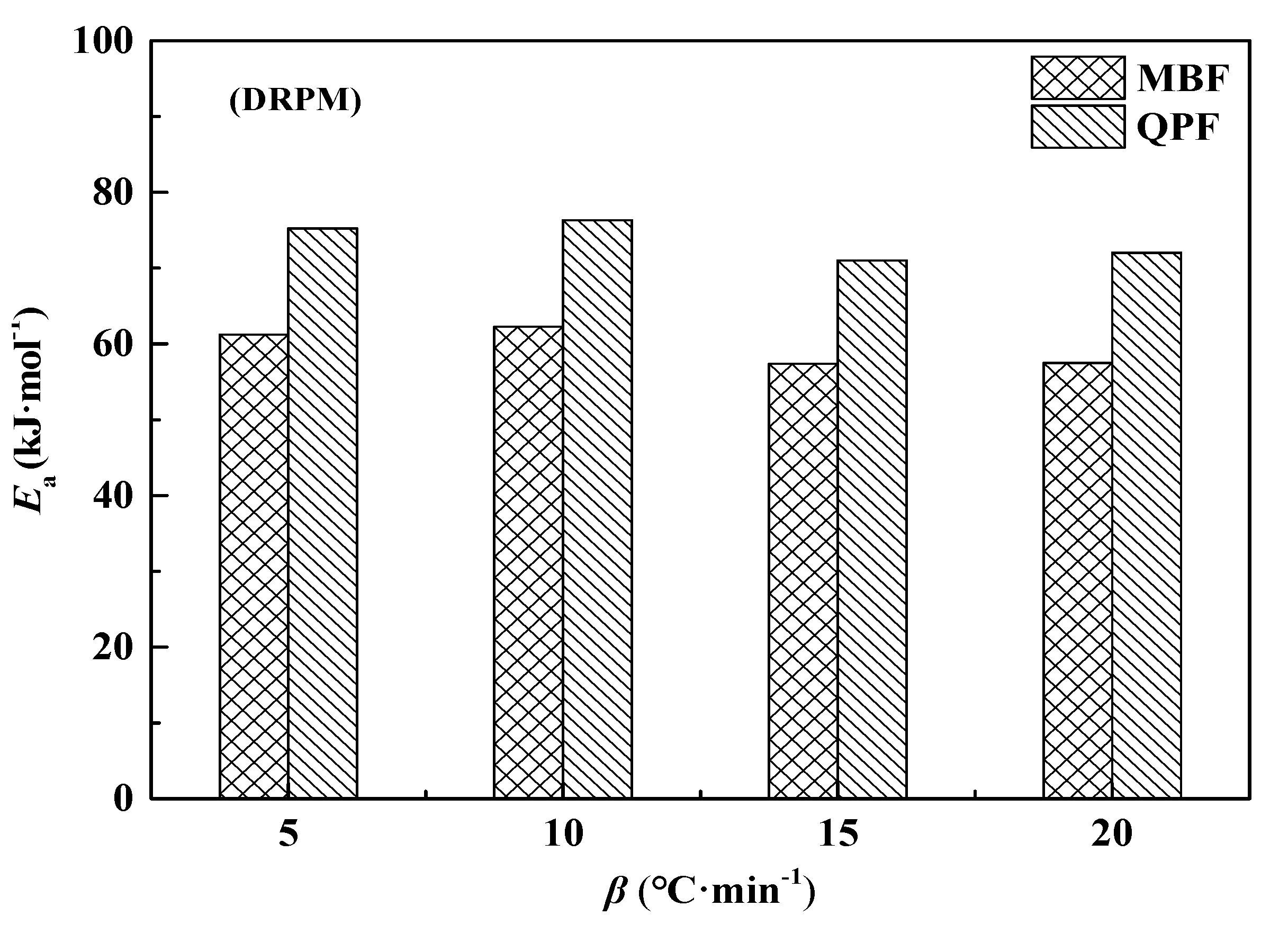
3.3. Combustion Kinetic Parameters
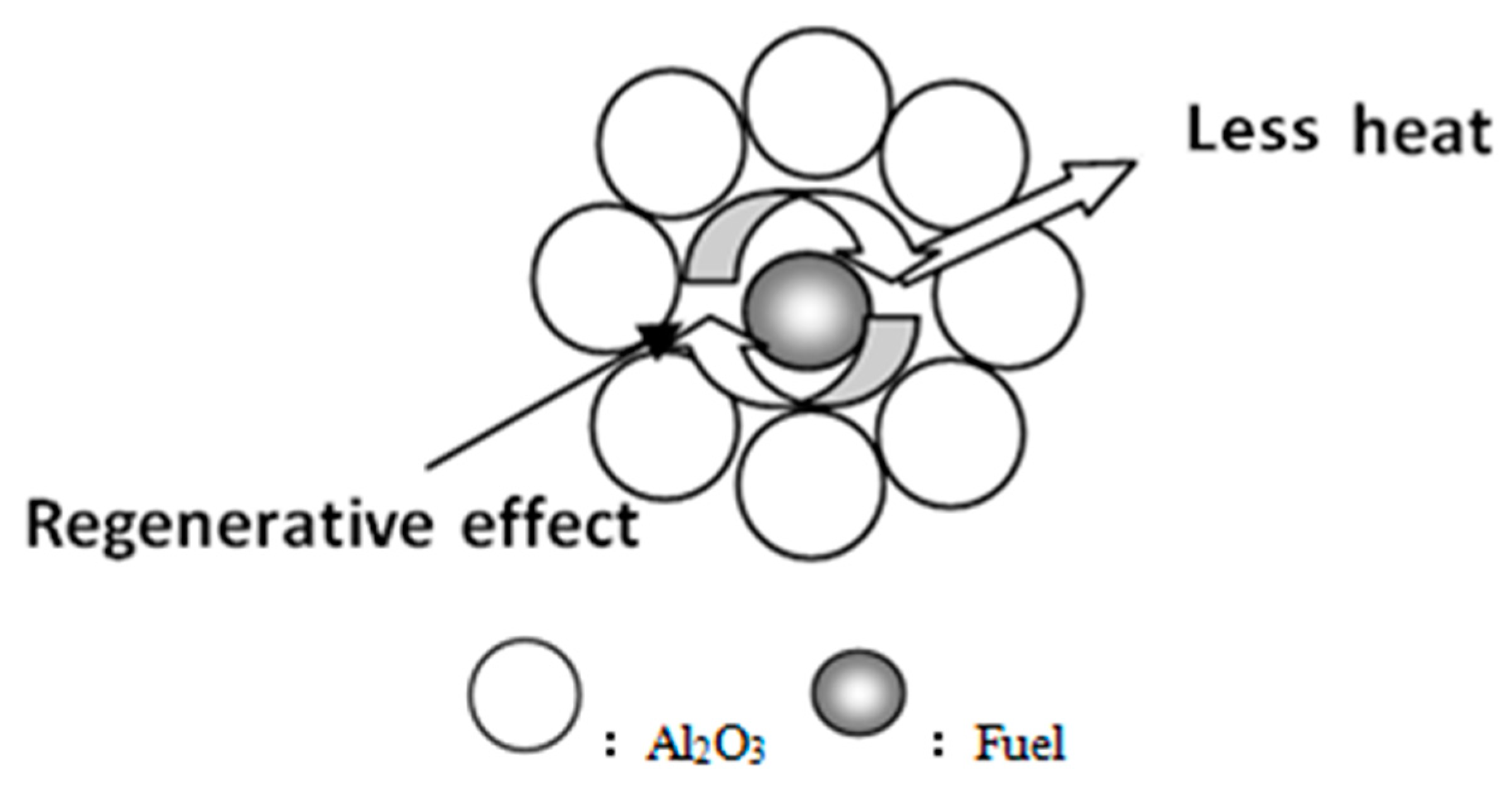
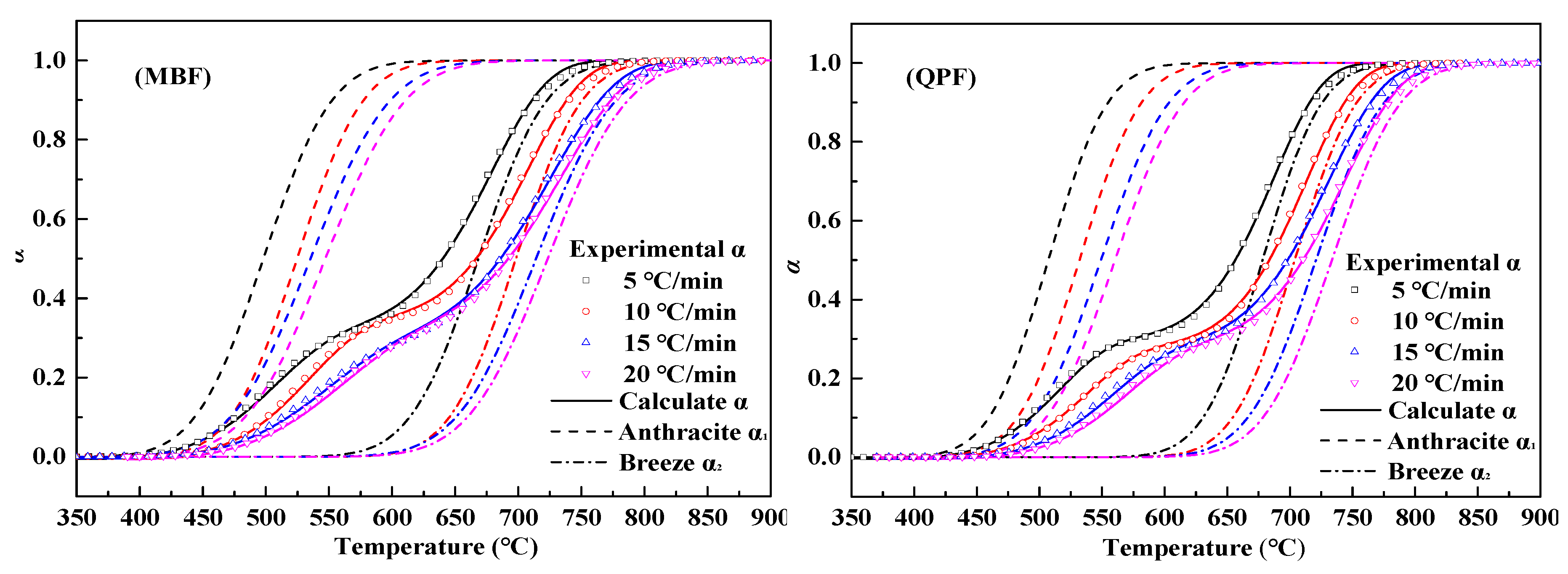
3.4. Kinetic Analysis of Quasi-Particle Fuel Combustion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Usman, M.; Farooq, M.; Naqvi, M.; Saleem, M.W.; Hussain, J.; Naqvi, S.R.; Jahangir, S.; Jazim Usama, H.M.; Idrees, S.; Anukam, A. Use of Gasoline, LPG and LPG-HHO Blend in SI Engine: A Comparative Performance for Emission. Processes 2020, 8, 74. [Google Scholar] [CrossRef]
- Heidari, M.; Salaudeen, S.; Norouzi, O.; Acharya, B.; Dutta, A. Numerical Comparison of a Combined Hydrothermal Carbonization and Anaerobic Digestion System with Direct Combustion of Biomass for Power Production. Processes 2020, 8, 43. [Google Scholar] [CrossRef]
- Liu, Y.L.; Wang, J.S.; Zhang, H.J. Reduction behavior of ferrous burden under simulated oxygen blast furnace conditions. Ironmak. Steelmak. 2015, 5, 358–365. [Google Scholar] [CrossRef]
- Loo, C.E.; Leung, W. Factors Influencing the Bonding Phase Structure of Iron Ore Sinters. ISIJ Int. 2003, 9, 1393–1402. [Google Scholar] [CrossRef]
- Zhang, G.L.; Wu, S.L.; Chen, S.G.; Zhu, J.; Fan, J.X.; Su, B. Optimization of Dolomite Usage in Iron Ore Sintering Process. ISIJ Int. 2013, 9, 1515–1522. [Google Scholar] [CrossRef][Green Version]
- Ellis, B.G.; Loo, C.E.; Witchard, D. Effect of ore properties on sinter bed permeability and strength. Ironmak. Steelmak. 2007, 2, 99–108. [Google Scholar] [CrossRef]
- Kawachi, S.; Kasama, S. Effect of Micro-particles in Iron Ore on the Granule Growth and Strength. ISIJ Int. 2011, 7, 1057–1064. [Google Scholar] [CrossRef]
- Xu, H.L.; Pan, G.Y.; Shao, Y.J.; Ye, L.D.; Fan, X.G. Analysis of energy consumption evaluation indicator for iron and steel production. Energy Metall. Ind. 2017, 2, 3–7. [Google Scholar]
- Zhou, M.S.; Han, S.F.; Wang, L.; Jiang, X.; Xu, L.B.; Zhai, L.W.; Liu, J.; Zhang, H.; Qin, X.L.; Shen, F.M. Effect of Size Distribution of Coke Breeze on Sintering Performance. Steel Res. Int. 2015, 11, 1242–1251. [Google Scholar] [CrossRef]
- Umadevi, T.; Deodhar, A.V.; Kumar, S.; Prasad, C.S.; Ranjan, M. Influence of coke breeze particle size on quality of sinter. Ironmak. Steelmak. 2008, 8, 567–574. [Google Scholar] [CrossRef]
- Yuki, A.; Kiyonori, Y.; Yutake, S. Effect of Coke Breeze Addition Timing on Sintering Operation. ISIJ Int. 2013, 9, 1523–1528. [Google Scholar]
- Ri, D.W.; Chung, B.J.; Choi, E.S. Effects of anthracite replacing coke breeze on iron ore sintering. Rev. Metall. 2008, 5, 248–254. [Google Scholar] [CrossRef]
- Yang, W.; Choi, S.; Choi, E.S.; Ri, D.W.; Kim, S. Combustion characteristics in an iron ore sintering bed—Evaluation of fuel substitution. Combust. Flame 2006, 3, 447–463. [Google Scholar] [CrossRef]
- Zhao, J.P.; Loo, C.E.; Dukino, R.D. Modelling fuel combustion in iron ore sintering. Combust. Flame 2015, 4, 1019–1034. [Google Scholar] [CrossRef]
- Zhao, J.P.; Loo, C.E.; Zhou, H.; Yuan, J.L.; Li, X.B.; Zhu, Y.Y.; Yang, G.H. Modelling and analysis of the combustion behavior of granulated fuel particles in iron ore sintering. Combust. Flame 2018, 3, 257–274. [Google Scholar] [CrossRef]
- Oyama, N.; Higuchi, T.; Machida, S.; Sato, H.; Takeda, K. Effect of High-phosphorous Iron Ore Distribution in Quasi-particle on Melt Fluidity and Sinter Bed Permeability during Sintering. ISIJ Int. 2009, 5, 650–658. [Google Scholar] [CrossRef]
- Ma, P.N.; Cheng, M.; Zhou, M.X.; Li, Y.W.; Zhou, H. Combustion characteristics of different types of quasi-particles during iron ore sintering. J. Eng. Sci. 2019, 3, 316–324. [Google Scholar]
- Ogi, H.; Maeda, T.; Ohno, K.; Kunitomo, K. Effect of Coke Breeze Distribution on Coke Combustion Rate of the Quasi-particle. ISIJ Int. 2015, 12, 2550–2555. [Google Scholar] [CrossRef]
- Ohno, K.; Noda, K.; Nishioka, K.; Maeda, T.; Shimizu, M. Combustion Rate of Coke in Quasi-particle at Iron Ore Sintering Process. ISIJ Int. 2013, 9, 1588–1593. [Google Scholar] [CrossRef]
- Ohno, K.; Noda, K.; Nishioka, K.; Maeda, T.; Shimizu, M. Effect of Coke Combustion Rate Equation on Numerical Simulation of Temperature Distribution in Iron Ore Sintering Process. ISIJ Int. 2013, 9, 1642–1647. [Google Scholar] [CrossRef]
- Wang, G.W.; Zhang, J.L.; Shao, J.G.; Liu, Z.J.; Zhang, G.H.; Xu, T.; Guo, J.; Wang, H.Y.; Xu, R.S.; Lin, H. Thermal behavior and kinetic analysis of co-combustion of waste biomass/low rank coal blends. Energy Convers. Manag. 2016, 124, 414–426. [Google Scholar] [CrossRef]
- Wang, G.W.; Zhang, J.L.; Shao, J.G.; Liu, Z.J.; Wang, H.Y.; Li, X.Y.; Zhang, P.C.; Geng, W.W.; Zhang, G.H. Experimental and modeling studies on CO2 gasification of biomass chars. Energy 2016, 114, 143–154. [Google Scholar] [CrossRef]
- Wang, G.W.; Zhang, J.L.; Huang, X.; Liang, X.H.; Ning, X.J.; Li, R.P. Co-gasification of petroleum coke-biomass blended char with steam at temperatures of 1173–1373 K. Appl. Therm. Eng. 2018, 137, 678–688. [Google Scholar] [CrossRef]
- Wang, G.W.; Zhang, J.L.; Shao, J.G.; Zhang, P.C. Experiments and Kinetics Modeling for Gasification of Biomass Char and Coal Char under CO2 and Steam Condition. Miner. Met. Mater. Soc. 2016, 145, 375–382. [Google Scholar]
- Tobu, Y.; Nakano, M.; Nakagawa, T. Effect of Granule Structure on the Combustion Behavior of Coke Breeze for Iron Ore Sintering. ISIJ Int. 2013, 9, 1594–1598. [Google Scholar] [CrossRef]
- Zhang, J.; Zheng, N.; Wang, J. Two-stage hydrogasification of different rank coals with a focus on relationships between yields of products and coal properties or structures. Appl. Energy 2016, 173, 438–447. [Google Scholar] [CrossRef]
- Li, D.; Li, W.; Li, B. A New Hydrogen Bond in Coal. Energy Fuels 2003, 17, 791–793. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Proximate Analysis/% | Ultimate Analysis/% | Qgr/(MJ g−1) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| FC | V | A | C | H | O | N | S | ||
| Anthracite | 76.51 | 6.94 | 16.58 | 75.86 | 1.69 | 2.25 | 0.81 | 0.36 | 29.31 |
| Coke | 86.68 | 0.23 | 11.80 | 87.17 | 0.77 | 0.64 | 0.91 | 0.51 | 35.23 |
| Samples | Fe2O3 | Al2O3 | Anthracite | Coke |
|---|---|---|---|---|
| MBF | - | - | 25 | 75 |
| QPF | - | 60 | 10 | 30 |
| SDM | 76 | 20 | 1 | 3 |
| Peak Position | Wavenumber/cm−1 | Functional Group | |
|---|---|---|---|
| Anthracite | Coke | ||
| A | 3414.4 | 3439.1 | –OH |
| B | 3042.2 | - | –CH (Aromatic hydrocarbon) |
| C | 2923.3 | 2914.7 | –CH3, –CH2– |
| D | 1604.1 | 1626.3 | –C=C– |
| E | 1439.1 | 1444.1 | –CH2– |
| F | 1089.9 | 1094.2 | C–O (Phenol, alcohol, ether, ester) |
| G | 1023.2 | 1037.7 | –Si–O– |
| H | 870.1 | - | Carbonate minerals |
| 793.1 | 786.2 | Substituted benzene class | |
| 746.9 | - | –CH2– | |
| I | 542.3 | 540.6 | –S–S– |
| Samples | Ti/(°C) | Tp/(°C) | vp/(min−1) | Tj/(°C) | vm/(min−1) | C × 10−6/(min−1·°C−2) | S × 10−9/(min−2·°C−3) | t/(min) |
|---|---|---|---|---|---|---|---|---|
| Anthracite | 353.7 | 516.6 | 1.0529 | 619.3 | 0.0974 | 8.4562 | 1.3237 | 10.27 |
| Coke | 443.5 | 708.7 | 0.5672 | 846.4 | 0.0726 | 2.8837 | 0.2473 | 13.77 |
| Sample | β/(°C min−1) | Ti (°C) | Tp-1 (°C) | vp-1 (min−1) | Tp-2 (°C) | vp-2 (min−1) | Tj (°C) | vm (min−1) | C × 10−7 (min−1·°C−2) | S × 10−12 (min−2·°C−3) | t (min) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| MBF | 5 | 399.2 | 501.2 | 0.020 | 676.1 | 0.029 | 802.8 | 0.012 | 1.63 | 2.52 | 60.32 |
| 10 | 423.1 | 523.2 | 0.034 | 698.6 | 0.054 | 856.1 | 0.023 | 2.62 | 7.07 | 33.29 | |
| 15 | 419.4 | 536.3 | 0.045 | 717.3 | 0.078 | 876.9 | 0.033 | 3.79 | 14.18 | 22.71 | |
| 20 | 436.0 | 543.3 | 0.057 | 717.3 | 0.094 | 895.1 | 0.044 | 4.32 | 20.05 | 17.59 | |
| QPF | 5 | 414..3 | 509.0 | 0.018 | 681.9 | 0.038 | 826.1 | 0.012 | 1.86 | 2.73 | 63.42 |
| 10 | 432.6 | 531.5 | 0.031 | 707.4 | 0.068 | 838.6 | 0.025 | 3.06 | 8.99 | 30.71 | |
| 15 | 447.8 | 549.9 | 0.044 | 719.9 | 0.092 | 901.1 | 0.033 | 3.89 | 14.29 | 23.41 | |
| 20 | 456.8 | 561.4 | 0.055 | 732.2 | 0.116 | 917.5 | 0.043 | 5.29 | 24.81 | 17.81 |
| Simple | Model | β/(°C·min−1) | c1 | E1/(kJ·mol−1) | A1/min−1 | Ψ | c2 | E2/(kJ·mol−1) | A2/min−1 | Ψ2 | R2 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| MBF | DVM | 5 | 0.3279 | 123.5 | 2.76 × 105 | - | 0.6721 | 187.3 | 3.20 × 107 | - | 0.9992 |
| 10 | 0.3528 | 137.2 | 2.54 × 106 | - | 0.6472 | 207.6 | 3.81 × 108 | - | 0.9993 | ||
| 15 | 0.3023 | 114.1 | 8.32 × 104 | - | 0.6977 | 175.4 | 6.15 × 106 | - | 0.9991 | ||
| 20 | 0.3188 | 117.3 | 1.38 × 105 | - | 0.6812 | 177.6 | 9.14 × 106 | - | 0.9991 | ||
| DRPM | 5 | 0.3279 | 68.6 | 0.028 | 2.74 × 105 | 0.6721 | 112.6 | 0.434 | 8.27 × 105 | 0.9994 | |
| 10 | 0.3528 | 73.1 | 0.105 | 5.97 × 105 | 0.6472 | 125.8 | 2.318 | 7.51 × 105 | 0.9995 | ||
| 15 | 0.3023 | 114.3 | 8.32 × 104 | 8.17 × 10−14 | 0.6977 | 107.4 | 0.302 | 3.69 × 105 | 0.9994 | ||
| 20 | 0.3188 | 117.5 | 13.76 × 104 | 0 | 0.6812 | 109.8 | 0.433 | 8.34 × 105 | 0.9995 | ||
| QPF | DVM | 5 | 0.3078 | 146.6 | 9.60 × 106 | - | 0.6922 | 221.3 | 2.29 × 109 | - | 0.9991 |
| 10 | 0.2891 | 149.8 | 1.41 × 107 | - | 0.7109 | 224.2 | 2.80 × 109 | - | 0.9989 | ||
| 15 | 0.2908 | 140.1 | 3.40 × 106 | - | 0.7092 | 209.9 | 4.14 × 108 | - | 0.9991 | ||
| 20 | 0.2926 | 143.4 | 4.64 × 106 | - | 0.7074 | 212.5 | 5.52 × 108 | - | 0.9992 | ||
| DRPM | 5 | 0.3078 | 67.3 | 0.058 | 1.44 × 105 | 0.6922 | 130.5 | 4.026 | 9.39 × 105 | 0.9994 | |
| 10 | 0.2891 | 81.7 | 0.292 | 8.31 × 105 | 0.7109 | 136.4 | 6.858 | 9.82 × 105 | 0.9995 | ||
| 15 | 0.2908 | 92.6 | 0.285 | 2.03 × 105 | 0.7092 | 125.9 | 2.781 | 9.82 × 105 | 0.9994 | ||
| 20 | 0.2926 | 73.1 | 0.163 | 5.47 × 105 | 0.7074 | 98.4 | 0.809 | 2.97 × 105 | 0.9994 |
| Sample | β/(°C·min−1) | RMSE (α)/(%) | RMSE (dα/dt)/(%) | ||
|---|---|---|---|---|---|
| DVM | DRPM | DVM | DRPM | ||
| MBF | 5 | 1.12 | 0.72 | 3.3 × 10−3 | 2.29 × 10−3 |
| 10 | 1.04 | 0.66 | 6.72 × 10−3 | 4.62 × 10−3 | |
| 15 | 1.12 | 0.74 | 9.37 × 10−3 | 6.57 × 10−3 | |
| 20 | 1.19 | 0.77 | 1.25 × 10−2 | 8.68 × 10−3 | |
| QPF | 5 | 1.07 | 0.68 | 3.66 × 10−3 | 2.52 × 10−3 |
| 10 | 1.17 | 0.68 | 7.65 × 10−3 | 4.94 × 10−3 | |
| 15 | 1.14 | 0.74 | 1.02 × 10−2 | 7.09 × 10−3 | |
| 20 | 1.13 | 0.74 | 1.33 × 10−2 | 9.24 × 10−3 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Yuan, Y.; Zhang, J.; He, Z.; Yu, Y. Combustion Kinetics Characteristics of Solid Fuel in the Sintering Process. Processes 2020, 8, 475. https://doi.org/10.3390/pr8040475
Liu J, Yuan Y, Zhang J, He Z, Yu Y. Combustion Kinetics Characteristics of Solid Fuel in the Sintering Process. Processes. 2020; 8(4):475. https://doi.org/10.3390/pr8040475
Chicago/Turabian StyleLiu, Jihui, Yaqiang Yuan, Junhong Zhang, Zhijun He, and Yaowei Yu. 2020. "Combustion Kinetics Characteristics of Solid Fuel in the Sintering Process" Processes 8, no. 4: 475. https://doi.org/10.3390/pr8040475
APA StyleLiu, J., Yuan, Y., Zhang, J., He, Z., & Yu, Y. (2020). Combustion Kinetics Characteristics of Solid Fuel in the Sintering Process. Processes, 8(4), 475. https://doi.org/10.3390/pr8040475