Rapid Multi-Objective Optimization of Periodically Operated Processes Based on the Computer-Aided Nonlinear Frequency Response Method



Abstract
1. Introduction
1.1. Dynamic Process Intensification and Forced Periodic Operation Analysis
- A systematic framework for the identification of possible dynamically intensified processes is required.
- Various mathematical and numerical challenges while optimizing and computing the cyclic processes need to be addressed.
- New techniques that encompass the previous points should be part of intuitive software tools that can be used both in academia and industry.
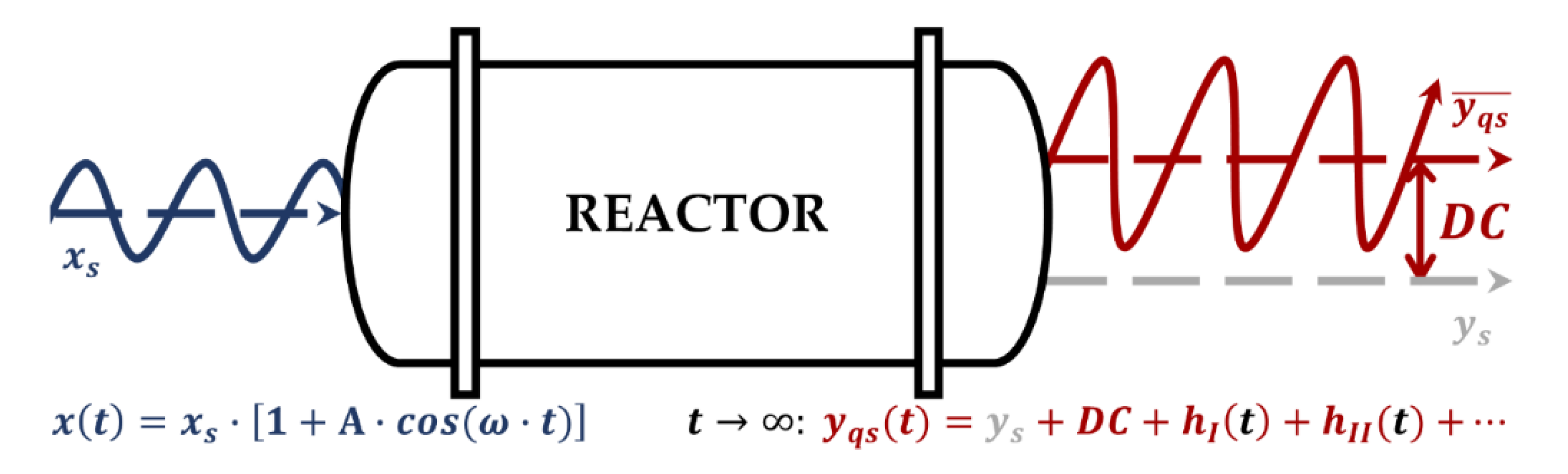
1.2. The NFR Method for Evaluating the Potential of Process Intensification through Forced Periodic Operations
- Which input or combination of inputs should be periodically modulated?
- What are the optimal forcing parameters of the modulated inputs: frequency, amplitudes, or phase shift ( and , or , respectively)?
- What is the expected process improvement if we switch from SS to FP operation (a maximal increase in the performance criteria of interest)?
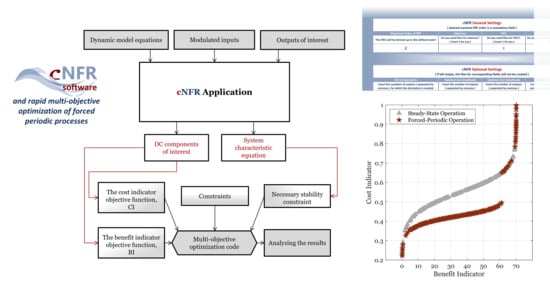
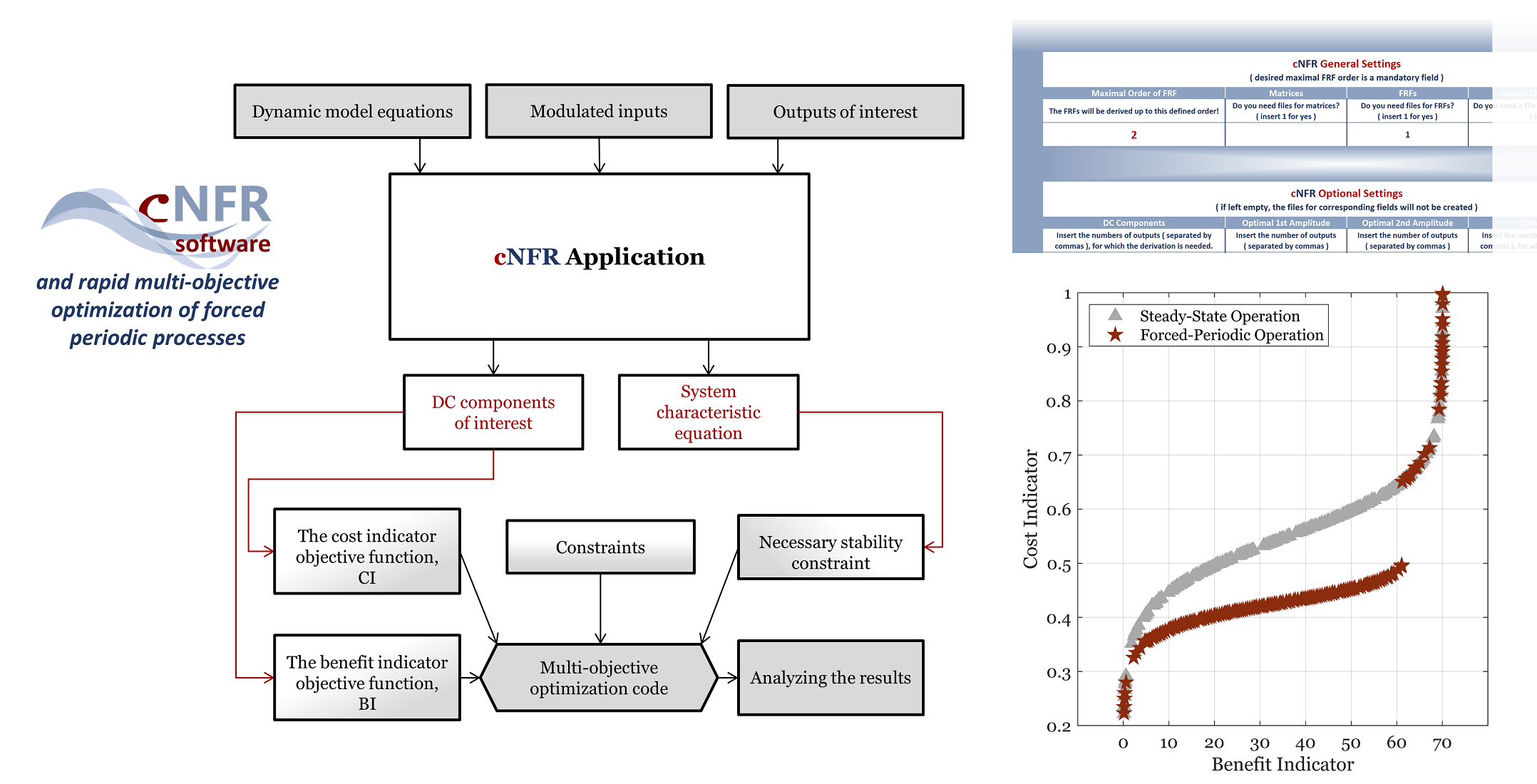
2. The cNFR–Multi-Objective Optimization Methodology for Periodically Operated Processes
3. Examples of the cNRF-Based Rapid Multi-Objective Dynamic Optimization
3.1. Example 1: Isothermal Continuous Stirred Tank Reactor with a Simple Reaction Mechanism (CSTR)
3.1.1. Problem Formulation
3.1.2. Formulation of the Objective Functions and Constraints
3.1.3. Optimization Variables and Criteria Formulation
3.1.4. Results and Discussion
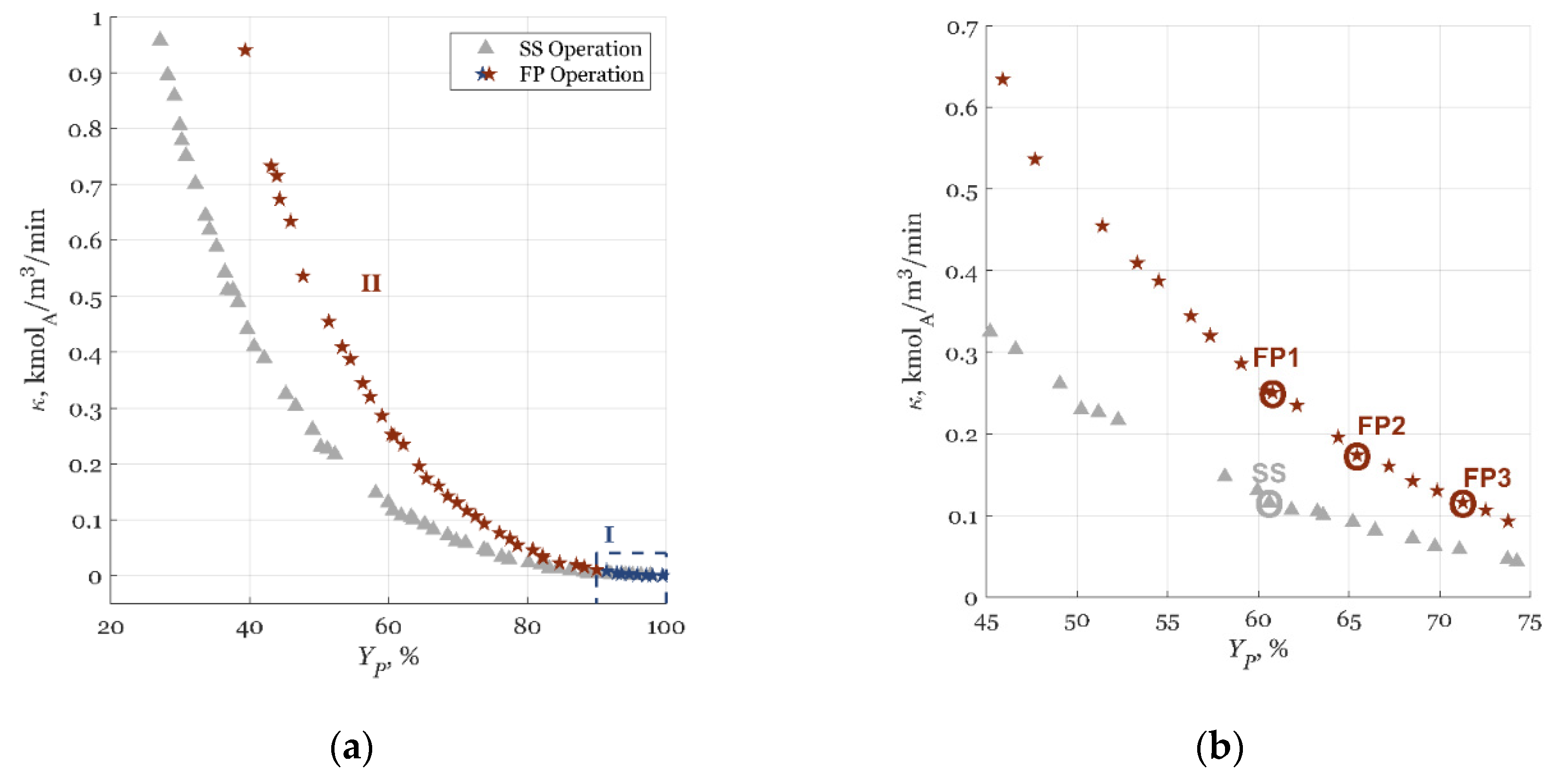
- Zone I (blue stars) was in the region of very low and high , i.e., ≈ 0 and > 90%. In Figure 4a, Zone I is shown with a dashed rectangle. Both SS and FP operations showed the same trend of achieving the highest product yields , at the lowest CSTR volumetric capacities, (Figure 4a). This was expected as the highest could be achieved with negligible flow rates and in the smallest reactors, i.e., with the highest residence time (Figure 4a). Zone I showed that as increases, the influence of PI through input modulation, or system nonlinearity enhancement, potential decreased when compared to the benefits of a higher reactor residence time. The result was complete reactant conversion for the SS and FP operations but with minimal production potential (low ). Zone I was of no interest in this research because it lied in the region of negligible and did not enhance the process significantly if the FP operation was utilized.
- In Zone II (red stars, < 90%, Figure 4a), the FP operation showed PI potential while outperforming the optimal SS operation. Since Zone II was of interest for the dynamic enhancement of the CSTR process, it is also shown, in part, in Figure 4b. The same Pareto front was displayed on a different scale in Figure 4b with chosen cases for analysis: the SS case and the three FP cases of FP1, FP2, and FP3 (denoted with small circles in Figure 4b). For the chosen cases, optimal Pareto results can be seen in Table 3.
3.2. Example 2: Electrochemical Oxygen Reduction Reaction Process (ECR)
3.2.1. Problem Formulation
- The electrical charge balance:where is the double-layer capacitance, the electrode overpotential, the Faraday’s constant, the ORR reaction rate expression, and the current density, which is the main output of interest.
- The potential balance:where is the electrode potential (which is a possible modulated input), is the standard electrode potential, and is the ohmic resistance.
- The reaction rate of the ORR:where is the apparent rate constant of the ORR according to the equation:In Equation (22), is the ORR kinetic constant, is the transfer coefficient, is the universal gas constant, and is the reaction temperature, which is assumed to be constant.
- The intermediary oxygen concentration derived from the discretized mass balance Equation [55]:
- The electrode boundary layer thickness:where is the electrode rotation rate, is the oxygen diffusivity in the boundary layer, and is the kinematic viscosity of the NaOH solution.
3.2.2. Objective Functions, and Constraints Formulation
3.2.3. Optimization Variables and Criteria Formulation
3.2.4. Results and Discussion
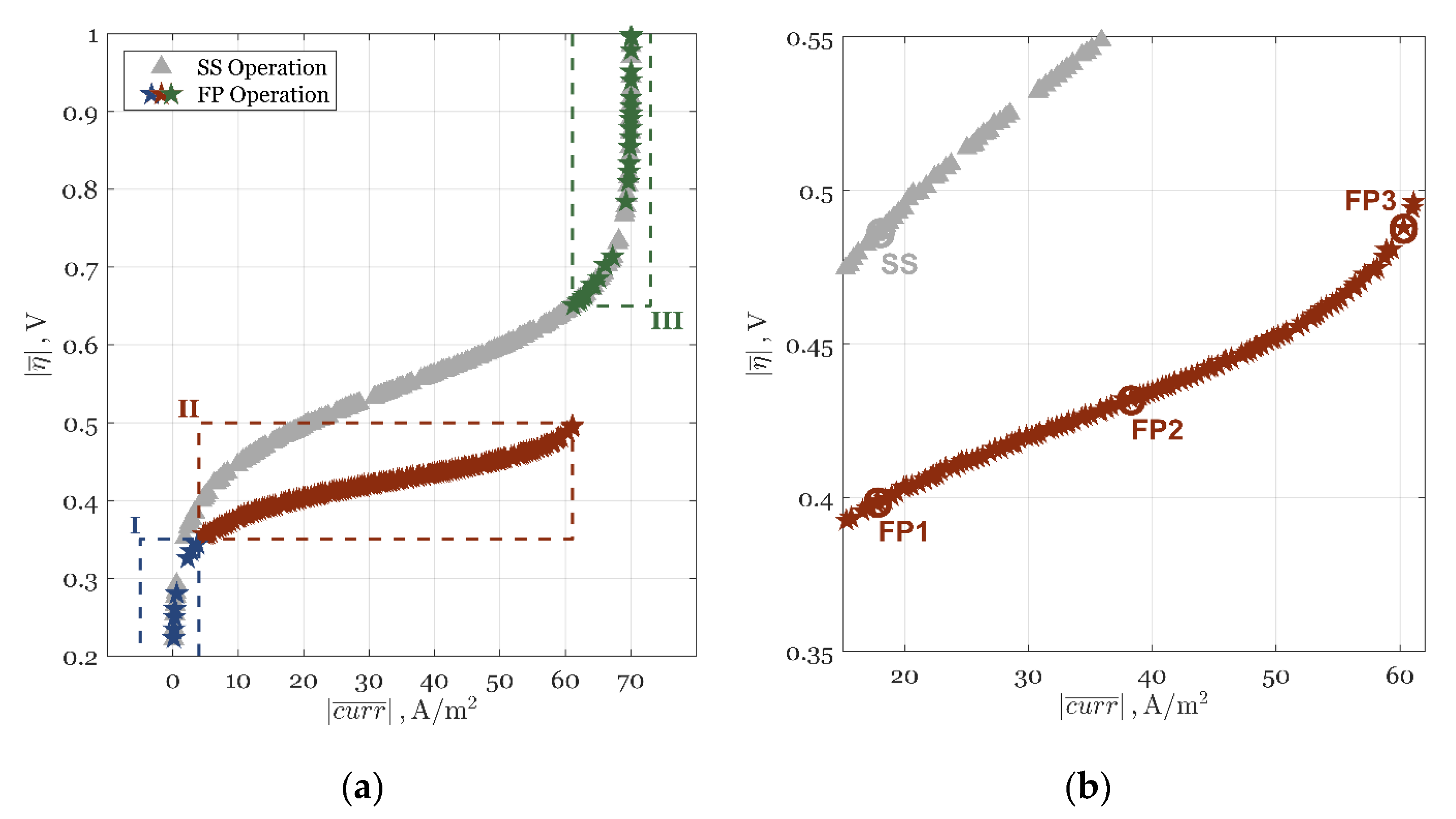
- Zone I (blue stars) was in the region of very low CI and BI, i.e., < 0.35 V and < 4 A/m2. In Zone I, both operations gave similar BI and CI and produced almost no current density. This zone was marked by the dominant kinetic regime and negligible ORR in the system.
- In Zone II (red stars), for 0.35 < < 0.50 V and 4 < < 61 A/m2, or until the discontinuity, the FP operation showed a strong PI potential and outperformed the SS operation as CI increased. This zone was of the highest interest in the dynamic enhancement of the ORR process and is also shown, in part, in Figure 4b.
- Zone III (green stars), which was in the range of high CI and BI, i.e., > 0.65 V and > 61 A/m2, showed no ORR enhancement as both SS and FP operations gave the same BI and CI. In this zone, incremental improvements in BI were very expensive as they could only be achieved at exponential increases in CI.
4. Conclusions
- The objective functions are defined in the form of algebraic expressions defining the time-average behavior of the periodic process, so there is no need for numerical solutions of the nonlinear dynamic model equations. Consequently, the computing times for the optimization of the periodic and the steady-state operations are of the same order of magnitude.
- Due to the automatic derivation of the FRFs using the cNRF software, defining and evaluating the objective functions of interest are fast and easy tasks. Periodic operations with one or two modulated inputs can be essentially treated in the same way.
- The new approach performs the optimization of the steady-state point and the forcing parameters in one step. In this way, in some cases, it is possible to find a periodic operation around a sub-optimal steady state that would be superior, not only to the steady-state operation but also to any periodic operation around the previously established optimal steady state.
Author Contributions
Funding
Conflicts of Interest
Appendix A. Detailed Analysis of the Results for Example 1: CSTR
- 1.
- The FP operation with the simultaneous modulation of and enabled a CSTR with a doubled volumetric capacity for the same product yield when compared to SS operation.
- 2.
- Likewise, the FP operation have higher product yield when operated in the reactor with the same volumetric capacity as the SS operation.
- 3.
- In FP operation, it is possible to find operational values that give both a higher product yield (more benefit) and an increased reactor capacity (fewer costs) than an optimal SS operation.
- 4.
- Even if SS and FP operations are carried out with similar residence times, the FP operation can still be superior to the SS operation in BI and CI.
- 5.
- The optimal phase difference between the two modulated inputs in all FP cases was around 6 rad.
Appendix B. Detailed Analysis of the Results for Example 2: ECR
- 1.
- The FP operation could give the same current density as the SS operation at a reduced CI (higher overpotential), and this reduction enlarged as more current density was produced.
- 2.
- The FP operation allowed for a dramatically increased BI at the same CI values.
- 3.
- Similar to Example 1, it was possible to find optimal parameters of the FP operation that have both higher BI and lower CI values when compared to the optimal SS operation.
- 4.
- For both the SS and FP operations, the optimal electrode rotation rate was at its maximum allowed value.
- 5.
- More intensified FP operation cases have lower SS values of electrode potential and higher amplitudes of input modulation.
- 6.
- The frequency of modulation for intensified cases was slightly increased but of the same order.
Appendix C. Analysis of PI Zones and Discontinuity in Example 2: ECR


References
- Douglas, J.M.; Rippin, D.W.T. Unsteady state process operation. Chem. Eng. Sci. 1966, 21, 305–315. [Google Scholar] [CrossRef]
- Douglas, J.M. Periodic reactor operation. Ind. Eng. Chem. Process. Des. Dev. 1967, 6, 43–48. [Google Scholar] [CrossRef]
- Horn, F.J.M.; Lin, R.C. Periodic processes: A variational approach. Ind. Eng. Chem. Process Des. Dev. 1967, 6, 21–30. [Google Scholar] [CrossRef]
- Bailey, J.E.; Horn, F.J.M. Improvement of the performance of a fixed-bed catalytic reactor by relaxed steady state operation. AIChE J. 1971, 17, 550–553. [Google Scholar] [CrossRef]
- Stankiewicz, A.; Kuczynski, M. An industrial view on the dynamic operation of chemical converters. Chem. Eng. Process. Process Intensif. 1995, 34, 367–377. [Google Scholar] [CrossRef]
- Tian, Y.; Demirel, S.E.; Hasan, M.M.F.; Pistikopoulos, E.N. An overview of process systems engineering approaches for process intensification: State of the art. Chem. Eng. Process. 2018, 133, 160–210. [Google Scholar] [CrossRef]
- Skiborowski, M. Process synthesis and design methods for process intensification. Curr. Opin. Chem. Eng. 2018, 22, 216–225. [Google Scholar] [CrossRef]
- Bui, M.; Gunawan, I.; Verheyen, V.; Feron, P.; Meuleman, E.; Adeloju, S. Dynamic modelling and optimisation of flexible operation in post-combustion co2 capture plants—A review. Comput. Chem. Eng. 2014, 61, 245–265. [Google Scholar] [CrossRef]
- Klatt, K.-U.; Hanisch, F.; Dünnebier, G.; Engell, S. Model-based optimization and control of chromatographic processes. Comput. Chem. Eng. 2000, 24, 1119–1126. [Google Scholar] [CrossRef]
- Logist, F.; Lauwers, J.; Trigaux, B.; Van Impe, J.F. Model based optimisation of a cyclic reactor for the production of hydrogen. In Computer Aided Chemical Engineering; Pistikopoulos, E.N., Georgiadis, M.C., Kokossis, A.C., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; Volume 29, pp. 457–461. [Google Scholar]
- Nikačević, N.; Todić, B.; Mandić, M.; Petkovska, M.; Bukur, D.B. Optimization of forced periodic operations in milli-scale fixed bed reactor for fischer-tropsch synthesis. Catal. Today 2020, 343, 156–164. [Google Scholar] [CrossRef]
- Sildir, H.; Arkun, Y.; Canan, U.; Celebi, S.; Karani, U.; Er, I. Dynamic modeling and optimization of an industrial fluid catalytic cracker. J. Process Control 2015, 31, 30–44. [Google Scholar] [CrossRef]
- Toumi, A.; Engell, S.; Diehl, M.; Bock, H.G.; Schlöder, J. Efficient optimization of simulated moving bed processes. Chem. Eng. Process. Process Intensif. 2007, 46, 1067–1084. [Google Scholar] [CrossRef]
- Živković, L.A.; Nikačević, N.M. A method for reactor synthesis based on process intensification principles and optimization of superstructure consisting of phenomenological modules. Chem. Eng. Res. Des. 2016, 113, 189–205. [Google Scholar] [CrossRef]
- Özgülşen, F.; Adomaitis, R.A.; Çinar, A. A numerical method for determining optimal parameter values in forced periodic operation. Chem. Eng. Sci. 1992, 47, 605–613. [Google Scholar] [CrossRef]
- Bausa, J.; Tsatsaronis, G. Reducing the energy demand of continuous distillation processes by optimal controlled forced periodic operation. Comput. Chem. Eng. 2001, 25, 359–370. [Google Scholar] [CrossRef]
- Cruse, A.; Marquardt, W.; Allgor, R.J.; Kussi, J. Integrated conceptual design of stirred tank reactors by periodic dynamic optimization. Comput. Chem. Eng. 2000, 24, 975–981. [Google Scholar] [CrossRef]
- Vetukuri, S.R.R.; Biegler, L.T.; Walther, A. An inexact trust-region algorithm for the optimization of periodic adsorption processes. Ind. Eng. Chem. Res. 2010, 49, 12004–12013. [Google Scholar] [CrossRef]
- Tsay, C.; Pattison, R.C.; Baldea, M. A pseudo-transient optimization framework for periodic processes: Pressure swing adsorption and simulated moving bed chromatography. AIChE J. 2018, 64, 2982–2996. [Google Scholar] [CrossRef]
- Gao, X.; Chen, B.; He, X.; Qiu, T.; Li, J.; Wang, C.; Zhang, L. Multi-objective optimization for the periodic operation of the naphtha pyrolysis process using a new parallel hybrid algorithm combining NSGA-II with SQP. Comput. Chem. Eng. 2008, 32, 2801–2811. [Google Scholar] [CrossRef]
- Hakanen, J.; Kawajiri, Y.; Miettinen, K.; Biegler, L.T. Interactive multi-objective optimization for simulated moving bed processes. Control Cybern. 2007, 36, 283–302. [Google Scholar]
- De la Torre, V.; Walther, A.; Biegler, L.T. Optimization of periodic adsorption processes with a novel problem formulation and nonlinear programming algorithm. In Proceedings of the AD 2004–Fourth International Workshop on Automatic Differentiation, Argonne National Laboratory, Lemont, IL, USA, 19–23 July 2004. [Google Scholar]
- Rangaiah, G.P.; Feng, Z.; Hoadley, A.F. Multi-objective optimization applications in chemical process engineering: Tutorial and review. Processes 2020, 8, 508. [Google Scholar] [CrossRef]
- Ghiasi, H.; Pasini, D.; Lessard, L. A non-dominated sorting hybrid algorithm for multi-objective optimization of engineering problems. Eng. Optim. 2011, 43, 39–59. [Google Scholar] [CrossRef]
- Živković, L.A.; Pohar, A.; Likozar, B.; Nikačević, N.M. Reactor conceptual design by optimization for hydrogen production through intensified sorption- and membrane-enhanced water-gas shift reaction. Chem. Eng. Sci. 2020, 211, 115174. [Google Scholar] [CrossRef]
- Abu-Reesh, I.M. Single- and multi-objective optimization of a dual-chamber microbial fuel cell operating in continuous-flow mode at steady state. Processes 2020, 8, 839. [Google Scholar] [CrossRef]
- Wang, M.; Li, Y.; Yuan, J.; Meng, F.; Appiah, D.; Chen, J. Comprehensive improvement of mixed-flow pump impeller based on multi-objective optimization. Processes 2020, 8, 905. [Google Scholar] [CrossRef]
- De, R.; Bhartiya, S.; Shastri, Y. Multi-objective optimization of integrated biodiesel production and separation system. Fuel 2019, 243, 519–532. [Google Scholar] [CrossRef]
- Mitsos, A.; Asprion, N.; Floudas, C.A.; Bortz, M.; Baldea, M.; Bonvin, D.; Caspari, A.; Schäfer, P. Challenges in process optimization for new feedstocks and energy sources. Comput. Chem. Eng. 2018, 113, 209–221. [Google Scholar] [CrossRef]
- Schilling, J.; Tillmanns, D.; Lampe, M.; Hopp, M.; Gross, J.; Bardow, A. From molecules to dollars: Integrating molecular design into thermo-economic process design using consistent thermodynamic modeling. Mol. Syst. Des. Eng. 2017, 2, 301–320. [Google Scholar] [CrossRef]
- De, R.; Bhartiya, S.; Shastri, Y. Multi-objective optimization of a batch transesterification reactor considering reactor and methanol separation unit together. In Computer Aided Chemical Engineering; Espuña, A., Graells, M., Puigjaner, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; Volume 40, pp. 2203–2208. [Google Scholar]
- Mamaghani, A.H.; Najafi, B.; Shirazi, A.; Rinaldi, F. Exergetic, economic, and environmental evaluations and multi-objective optimization of a combined molten carbonate fuel cell-gas turbine system. Appl. Therm. Eng. 2015, 77, 1–11. [Google Scholar] [CrossRef]
- Hreiz, R.; Roche, N.; Benyahia, B.; Latifi, M.A. Multi-objective optimal control of small-size wastewater treatment plants. Chem. Eng. Res. Des. 2015, 102, 345–353. [Google Scholar] [CrossRef]
- Baldea, M.; Edgar, T.F. Dynamic process intensification. Curr. Opin. Chem. Eng. 2018, 22, 48–53. [Google Scholar] [CrossRef]
- Petkovska, M.; Seidel-Morgenstern, A. Evaluation of periodic processes. In Periodic Operation of Reactors; Silveston, P.L., Hudgins, R.R., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 387–413. [Google Scholar]
- Živković, L.A.; Vidaković-Koch, T.; Petkovska, M. Computer-aided nonlinear frequency response method for investigating the dynamics of chemical engineering systems. Processes 2020, 8, 1354. [Google Scholar]
- Petkovska, M.; Do, D.D. Nonlinear frequency response of adsorption systems: Isothermal batch and continuous flow adsorbers. Chem. Eng. Sci. 1998, 53, 3081–3097. [Google Scholar] [CrossRef]
- Petkovska, M.; Do, D.D. Use of higher-order frequency response functions for identification of nonlinear adsorption kinetics: Single mechanisms under isothermal conditions. Nonlinear Dyn. 2000, 21, 353–376. [Google Scholar] [CrossRef]
- Marković, A.; Seidel-Morgenstern, A.; Petkovska, M. Evaluation of the potential of periodically operated reactors based on the second order frequency response function. Chem. Eng. Res. Des. 2008, 86, 682–691. [Google Scholar] [CrossRef]
- Nikolic Paunic, D.; Petkovska, M. Evaluation of periodic processes with two modulated inputs based on nonlinear frequency response analysis. Case study: Cstr with modulation of the inlet concentration and flow-rate. Chem. Eng. Sci. 2013, 104, 208–219. [Google Scholar] [CrossRef]
- Nikolić, D.; Seidel-Morgenstern, A.; Petkovska, M. Periodic operation with modulation of inlet concentration and flow rate. Part I: Nonisothermal continuous stirred-tank reactor. Chem. Eng. Technol. 2016, 39, 2020–2028. [Google Scholar] [CrossRef]
- Currie, R.; Nikolic, D.; Petkovska, M.; Simakov, D.S.A. CO2 conversion enhancement in a periodically operated sabatier reactor: Nonlinear frequency response analysis and simulation-based study. Isr. J. Chem. 2018, 58, 762–775. [Google Scholar] [CrossRef]
- Nikolić, D.; Felischak, M.; Seidel-Morgenstern, A.; Petkovska, M. Periodic operation with modulation of inlet concentration and flow rate part II: Adiabatic continuous stirred-tank reactor. Chem. Eng. Technol. 2016, 39, 2126–2134. [Google Scholar] [CrossRef]
- Nikolić, D.; Petkovska, M. Evaluation of performance of periodically operated reactors for single input modulations of general waveforms. Chem. Ing. Tech. 2016, 88, 1715–1722. [Google Scholar] [CrossRef]
- Nikolić, D.; Seidel-Morgenstern, A.; Petkovska, M. Nonlinear frequency response analysis of forced periodic operation of non-isothermal cstr with simultaneous modulation of inlet concentration and inlet temperature. Chem. Eng. Sci. 2015, 137, 40–58. [Google Scholar] [CrossRef][Green Version]
- Nikolić, D.; Seidel-Morgenstern, A.; Petkovska, M. Nonlinear frequency response analysis of forced periodic operation of non-isothermal cstr using single input modulations. Part I: Modulation of inlet concentration or flow-rate. Chem. Eng. Sci. 2014, 117, 71–84. [Google Scholar] [CrossRef][Green Version]
- Nikolić, D.; Seidel-Morgenstern, A.; Petkovska, M. Nonlinear frequency response analysis of forced periodic operation of non-isothermal cstr using single input modulations. Part II: Modulation of inlet temperature or temperature of the cooling/heating fluid. Chem. Eng. Sci. 2014, 117, 31–44. [Google Scholar] [CrossRef]
- Nikolic Paunic, D. Forced Periodically Operated Chemical Reactors—Evaluation and Analysis by The Nonlinear Frequency Response Method; Faculty of Technology and Metalurgy, University of Belgrade: Belgrade, Serbia, 2016; under review. [Google Scholar]
- Petkovska, M.; Nikolić, D.; Seidel-Morgenstern, A. Nonlinear frequency response method for evaluating forced periodic operations of chemical reactors. Isr. J. Chem. 2018, 58, 663–681. [Google Scholar] [CrossRef]
- Nikolić, D.; Seidel-Morgenstern, A.; Petkovska, M. Nonlinear frequency response analysis of forced periodic operations with simultaneous modulation of two general waveform inputs with applications on adiabatic cstr with square-wave modulations. Chem. Eng. Sci. 2020, 226, 115842. [Google Scholar] [CrossRef]
- Bensmann, B.; Petkovska, M.; Vidaković-Koch, T.; Hanke-Rauschenbach, R.; Sundmacher, K. Nonlinear frequency response of electrochemical methanol oxidation kinetics: A theoretical analysis. J. Electrochem. Soc. 2010, 157, B1279−B1289. [Google Scholar] [CrossRef]
- Petkovska, M.; Marković, A. Fast estimation of quasi-steady states of cyclic nonlinear processes based on higher-order frequency response functions. Case study: Cyclic operation of an adsorption column. Ind. Eng. Chem. Res. 2006, 45, 266–291. [Google Scholar] [CrossRef]
- Petkovska, M.; Nikolić, D.; Marković, A.; Seidel-Morgenstern, A. Fast evaluation of periodic operation of a heterogeneous reactor based on nonlinear frequency response analysis. Chem. Eng. Sci. 2010, 65, 3632–3637. [Google Scholar] [CrossRef]
- Vidaković-Koch, T.R.; Panić, V.V.; Andrić, M.; Petkovska, M.; Sundmacher, K. Nonlinear frequency response analysis of the ferrocyanide oxidation kinetics. Part I. A theoretical analysis. J. Phys. Chem. C 2011, 115, 17341–17351. [Google Scholar] [CrossRef]
- Kandaswamy, S.; Sorrentino, A.; Borate, S.; Živković, L.A.; Petkovska, M.; Vidaković-Koch, T. Oxygen reduction reaction on silver electrodes under strong alkaline conditions. Electrochim. Acta 2019, 320, 134517. [Google Scholar] [CrossRef]
- Živković, L.A.; Kandaswamy, S.; Petkovska, M.; Vidaković-Koch, T. Evaluation of electrochemical process improvement using computer-aided nonlinear frequency response method: Oxygen reduction reaction in alkaline media. Front. Chem. 2020, in press. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | SS Operation | FP Operation | ||
|---|---|---|---|---|
| Lower Bound | Upper Bound | Lower Bound | Upper Bound | |
| , m3/min | 1 × 10−12 | 1 | 1 × 10−12 | 1 |
| , kmol/m3 | 1 × 10−12 (×20) | 1 (×20) | 1 × 10−12 (×20) | 1 (×20) |
| , m3 | 0.01 (×100) | 1 (×100) | 0.01 (×100) | 1 (×100) |
| , / | 0 | 1 | ||
| , / | 0 | 1 | ||
| , rad/s | 0 (×2π) | 1 (×2π) | ||
| , rad | 0 (×2π) | 1 (×2π) | ||
| NSGA-II Criterion | Name | Value |
|---|---|---|
| Number of variables | Nvars | 3 (SS), 7 (FP) |
| Population size | Pop | 500 |
| Max. number of generations | Gen | 50,000 |
| Pareto tolerance | FunctionTolerance | 1 × 10−4 |
| Variable | SS | FP1 | FP2 | FP3 |
|---|---|---|---|---|
| , % | 60.61 | 60.79 | 65.45 | 71.29 |
| , kmol/m3/min | 0.12 | 0.25 | 0.17 | 0.12 |
| , m3/min | 0.18 | 0.28 | 0.14 | 0.16 |
| , kmol/m3 | 19.04 | 19.95 | 19.91 | 19.87 |
| , m3 | 29.07 | 32.11 | 22.86 | 39.25 |
| , / | 0.95 | 0.94 | 0.971 | |
| , / | 0.97 | 0.97 | 0.964 | |
| , rad/s (Hz) | 0.52 (8.3 × 10−2) | 0.53 (8.5 × 10−2) | 0.56 (8.9 × 10−2) | |
| , rad | 6.08 | 5.86 | 6.12 |
| Variable | SS Operation | FP Operation | ||
|---|---|---|---|---|
| Lower Bound | Upper Bound | Lower Bound | Upper Bound | |
| , V | 0.1 | 1 | 0.1 | 1 |
| , rpm | 0.16 (×2500) | 1 (×2500) | 0.16 (×2500) | 1 (×2500) |
| , / | 0 | 1 | ||
| , rad/s | 10−3 (×2π) | 103 (×2π) | ||
| NSGA-II Criterion | Name | Value |
|---|---|---|
| Number of variables | Nvars | 2 (SS), 4 (FP) |
| Population size | Pop | 500 |
| Max. number of generations | Gen | 50,000 |
| Pareto tolerance | FunctionTolerance | 1 × 10−4 |
| Parallel computing | UseParallel | true |
| Variable | SS | FP1 | FP2 | FP3 |
|---|---|---|---|---|
| , A/m2 | 18.04 | 17.85 | 38.29 | 60.30 |
| , V | 0.487 | 0.399 | 0.432 | 0.488 |
| , V | 0.717 | 0.805 | 0.751 | 0.674 |
| , rpm | 2483 | 2447 | 2496 | 2478 |
| , / | 0.24 | 0.33 | 0.48 | |
| , rad/s (Hz) | 156 (24.9) | 171 (27.3) | 205 (32.7) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Živković, L.A.; Milić, V.; Vidaković-Koch, T.; Petkovska, M. Rapid Multi-Objective Optimization of Periodically Operated Processes Based on the Computer-Aided Nonlinear Frequency Response Method. Processes 2020, 8, 1357. https://doi.org/10.3390/pr8111357
Živković LA, Milić V, Vidaković-Koch T, Petkovska M. Rapid Multi-Objective Optimization of Periodically Operated Processes Based on the Computer-Aided Nonlinear Frequency Response Method. Processes. 2020; 8(11):1357. https://doi.org/10.3390/pr8111357
Chicago/Turabian StyleŽivković, Luka A., Viktor Milić, Tanja Vidaković-Koch, and Menka Petkovska. 2020. "Rapid Multi-Objective Optimization of Periodically Operated Processes Based on the Computer-Aided Nonlinear Frequency Response Method" Processes 8, no. 11: 1357. https://doi.org/10.3390/pr8111357
APA StyleŽivković, L. A., Milić, V., Vidaković-Koch, T., & Petkovska, M. (2020). Rapid Multi-Objective Optimization of Periodically Operated Processes Based on the Computer-Aided Nonlinear Frequency Response Method. Processes, 8(11), 1357. https://doi.org/10.3390/pr8111357