The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining


Abstract
:
1. Introduction
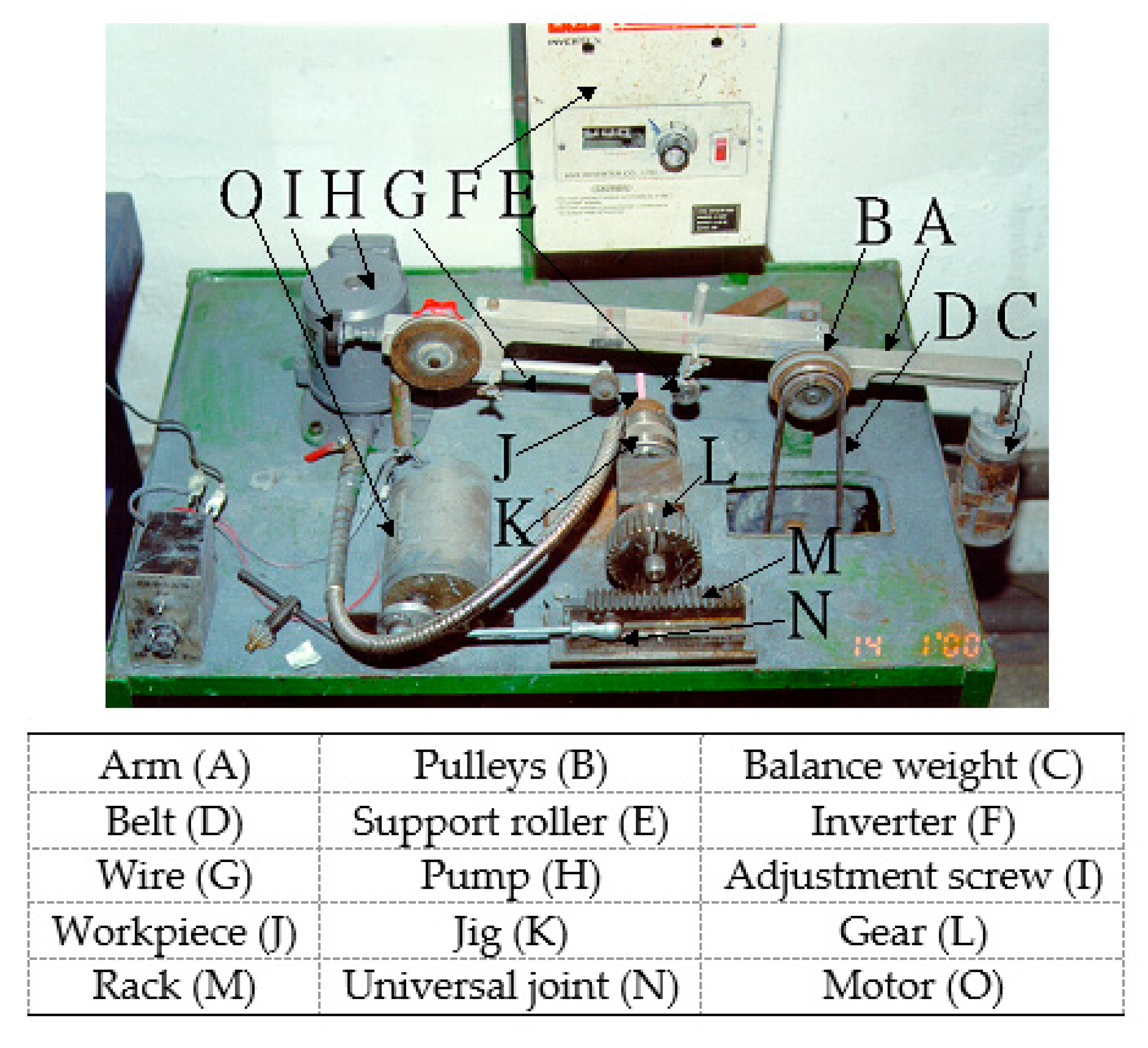
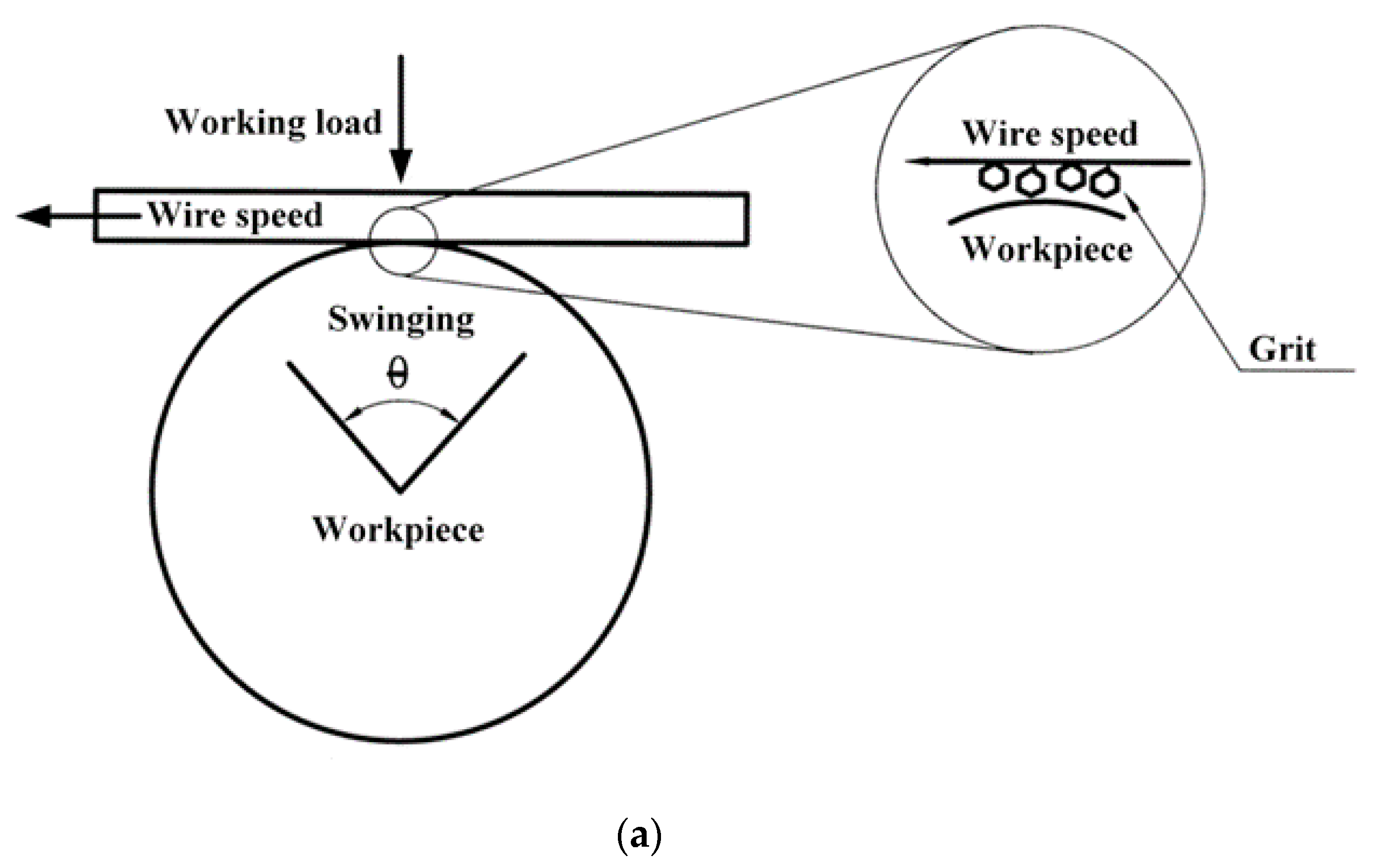
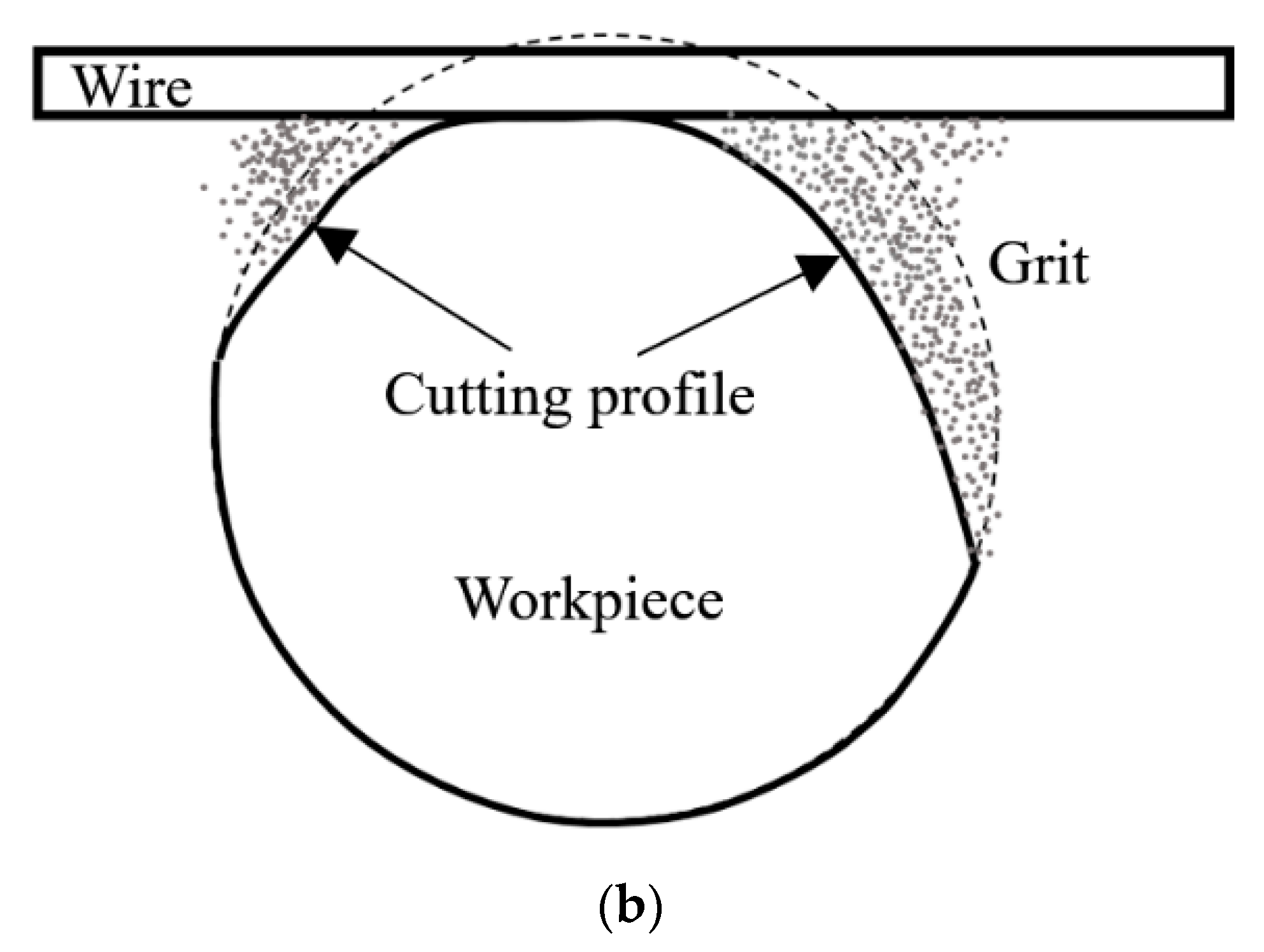
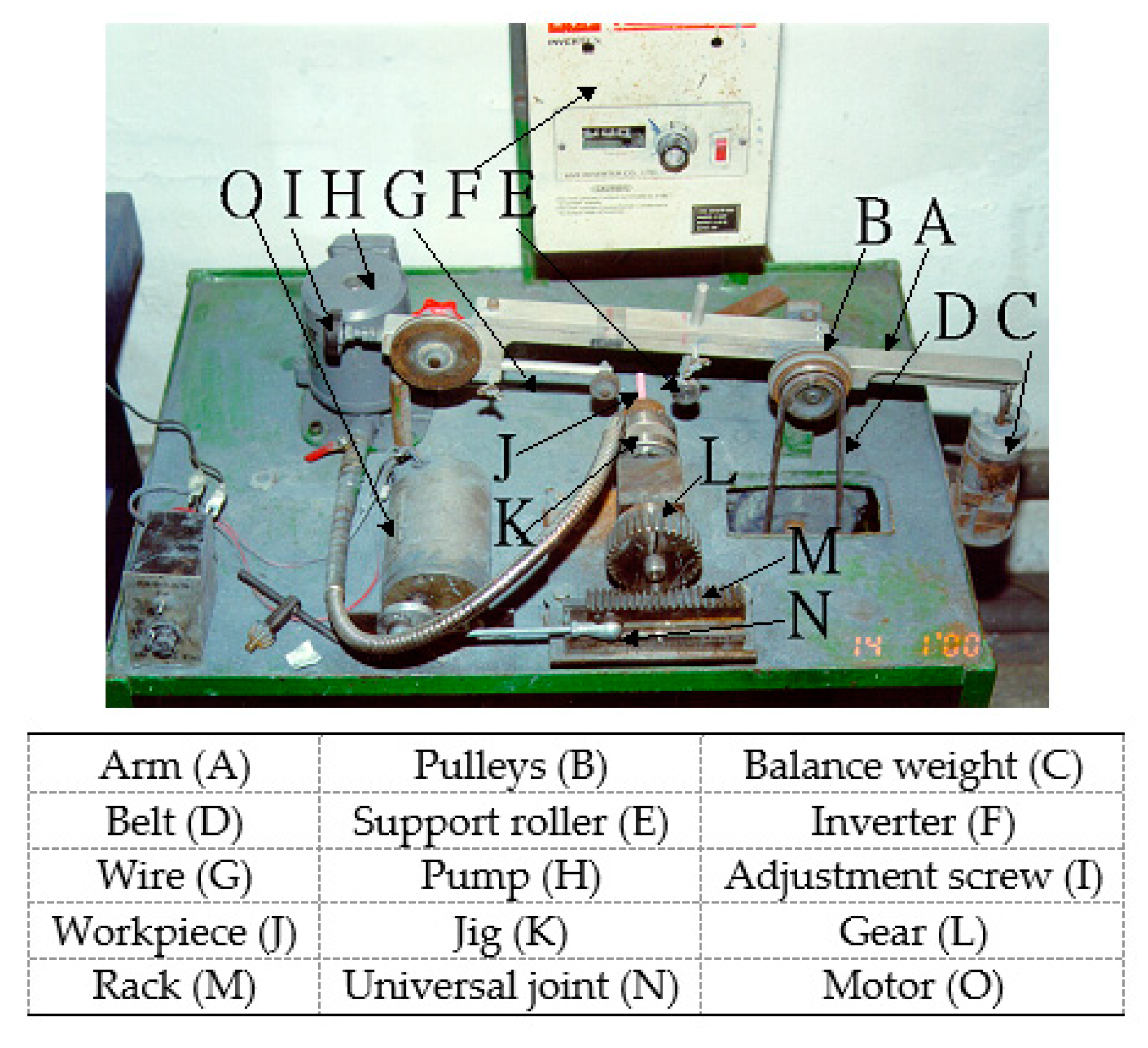
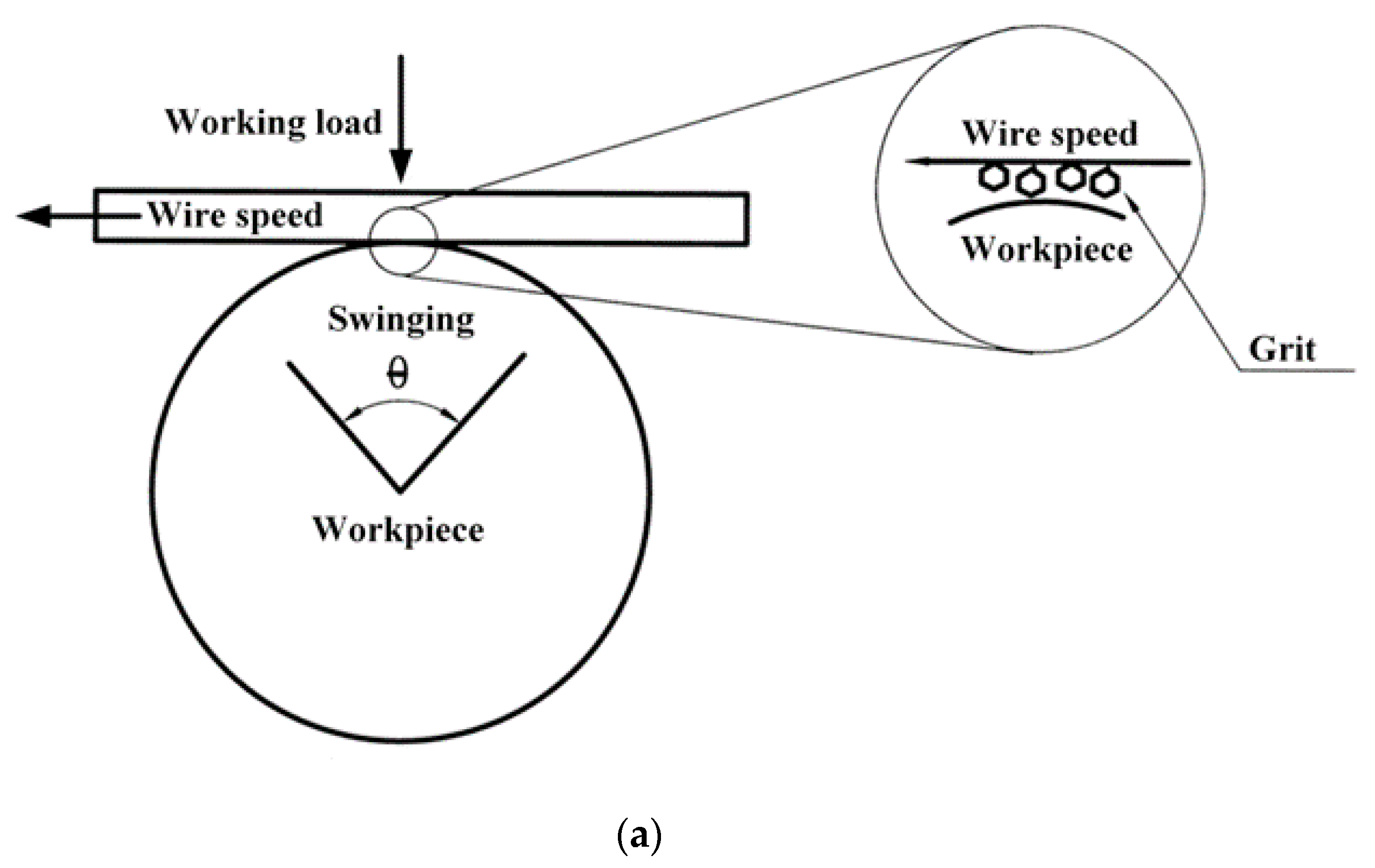
2. Experimental Apparatus and Methodology
3. Experimental Results and Data Analysis
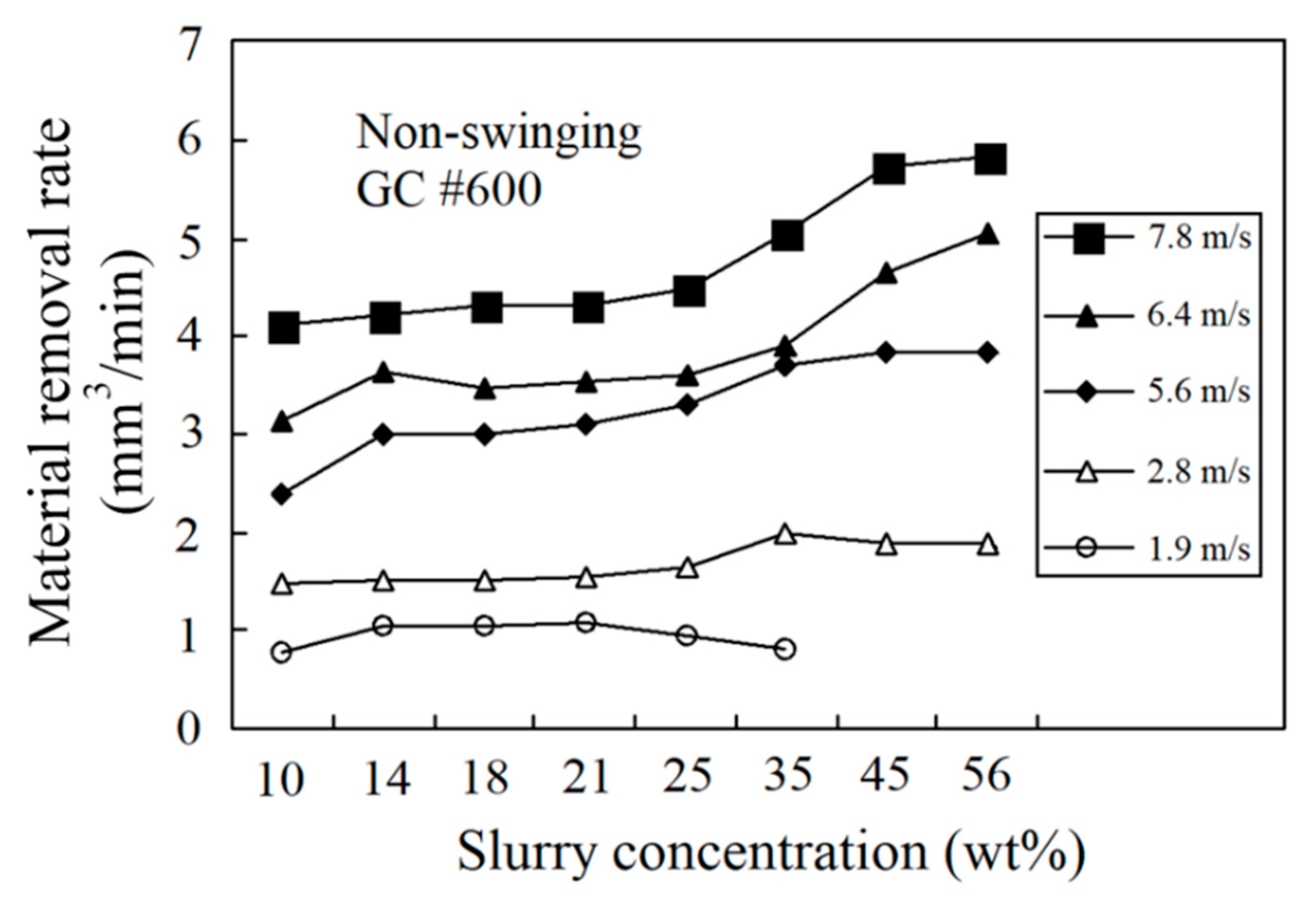
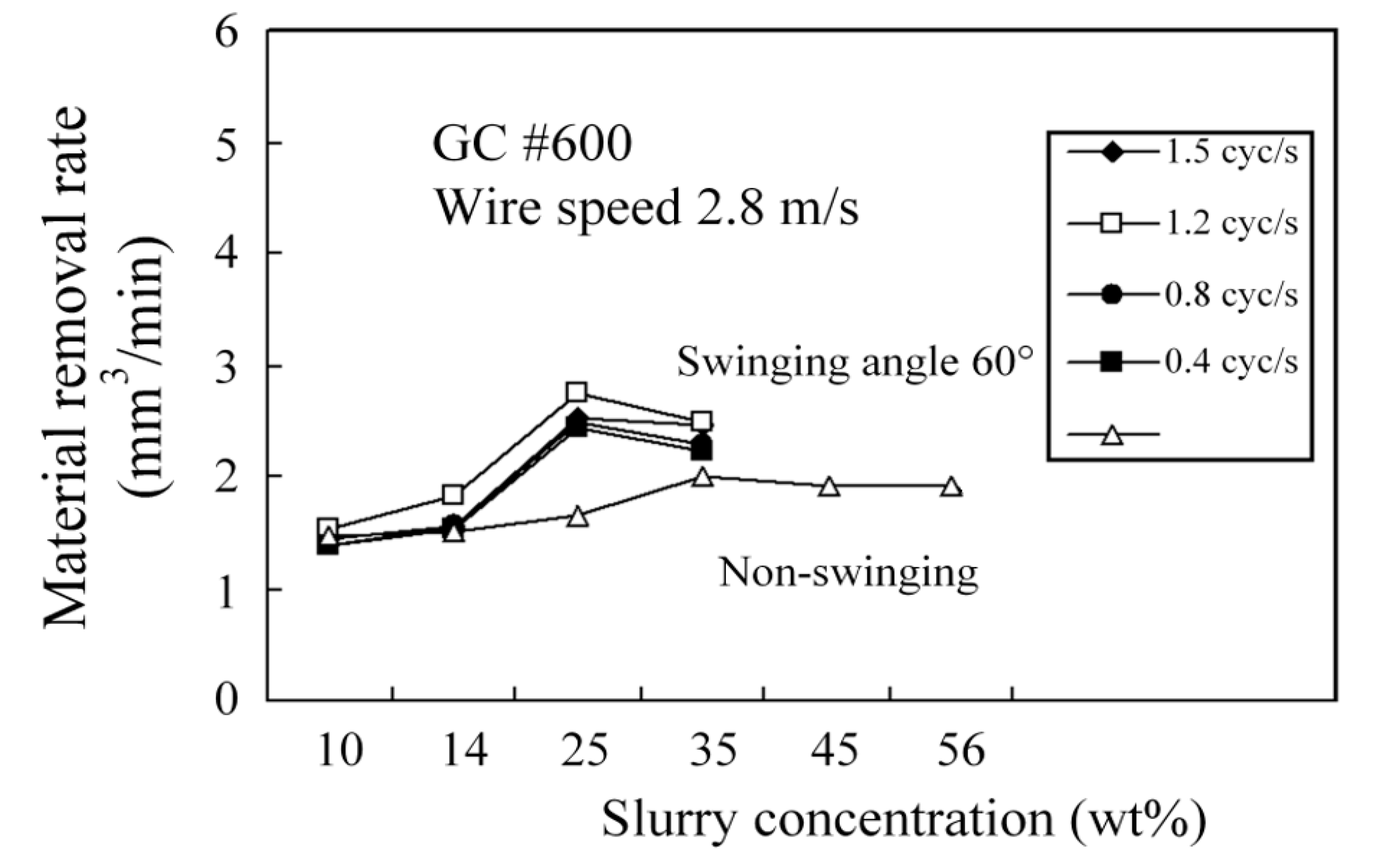
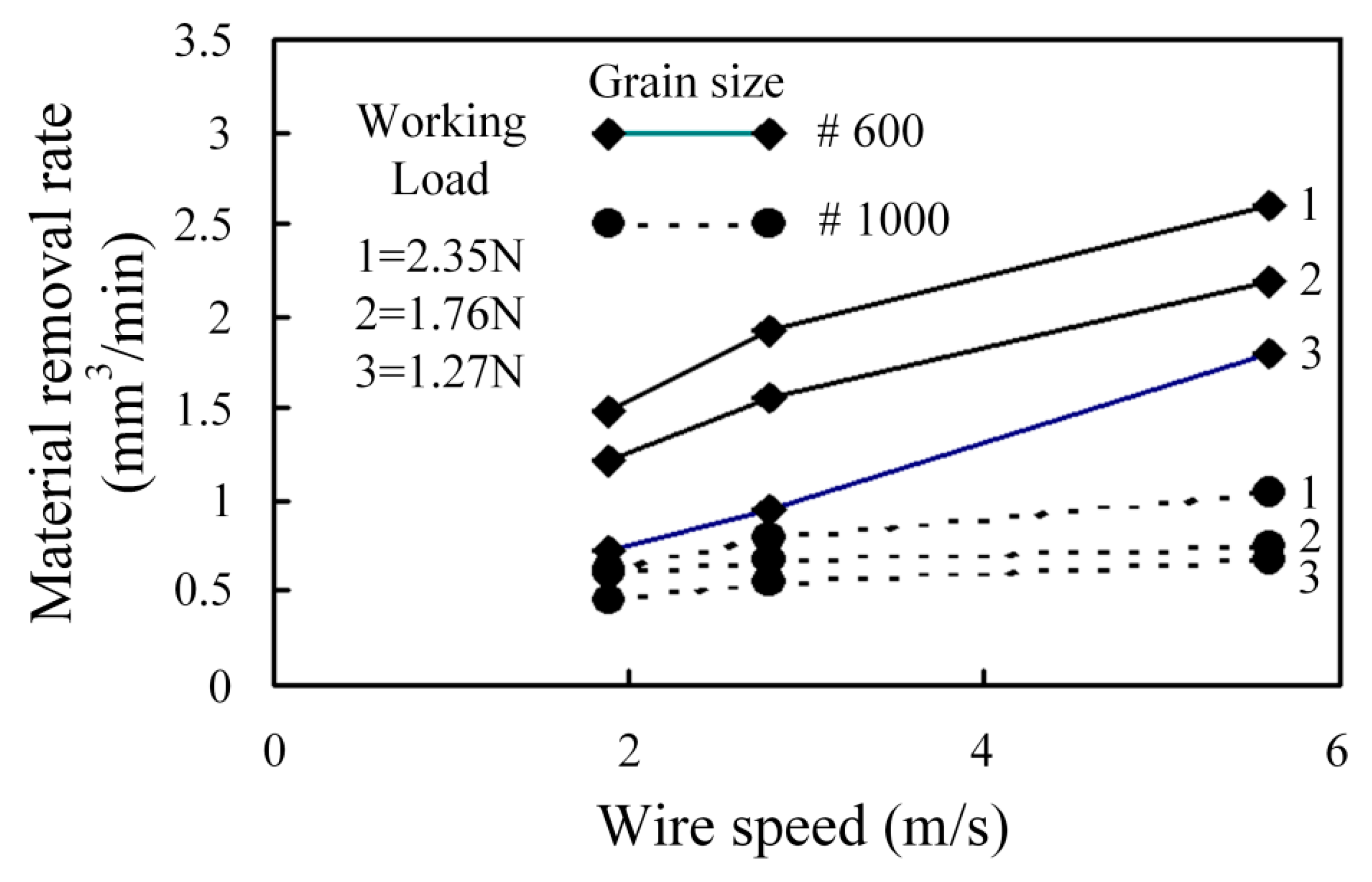
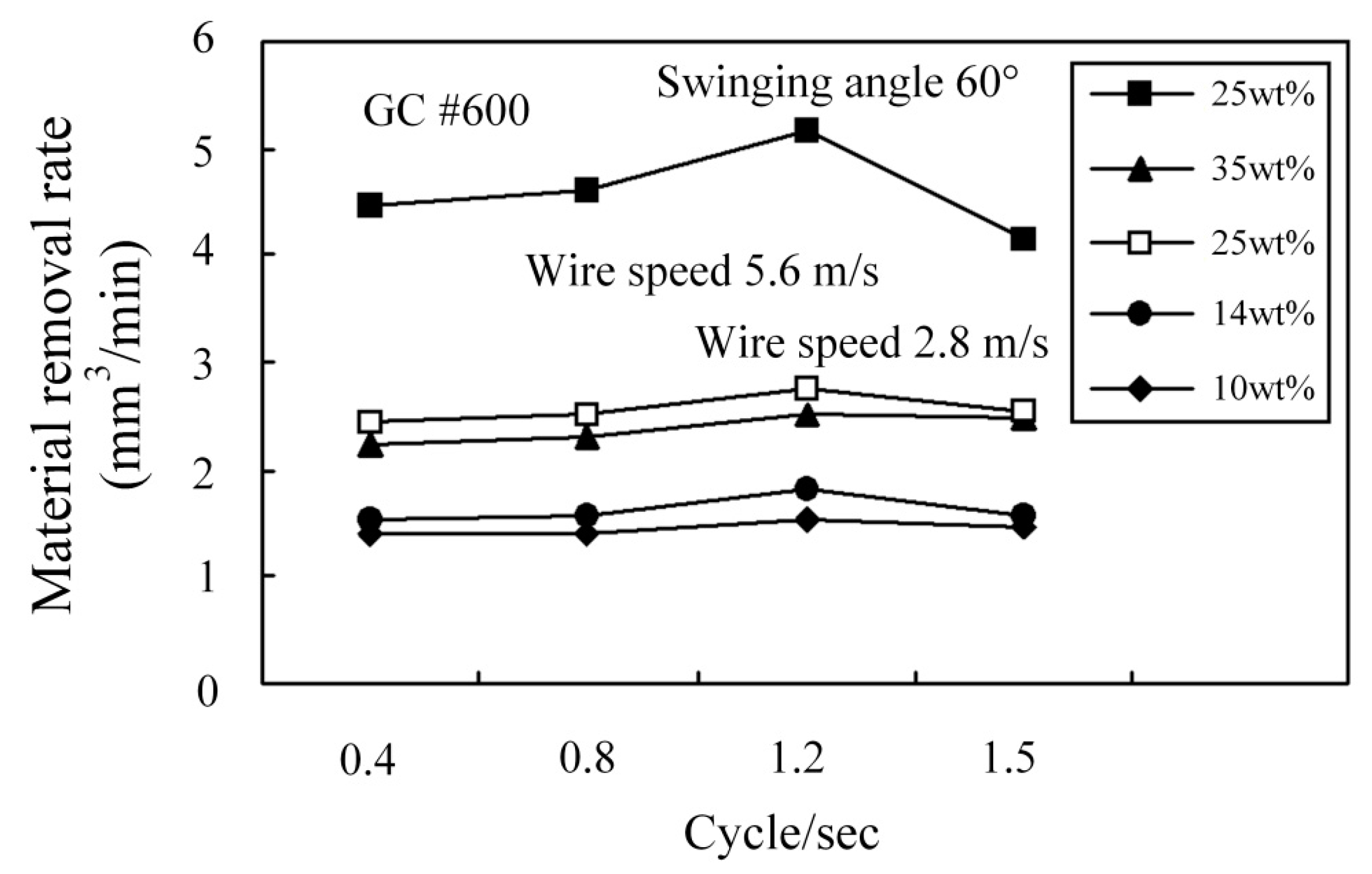
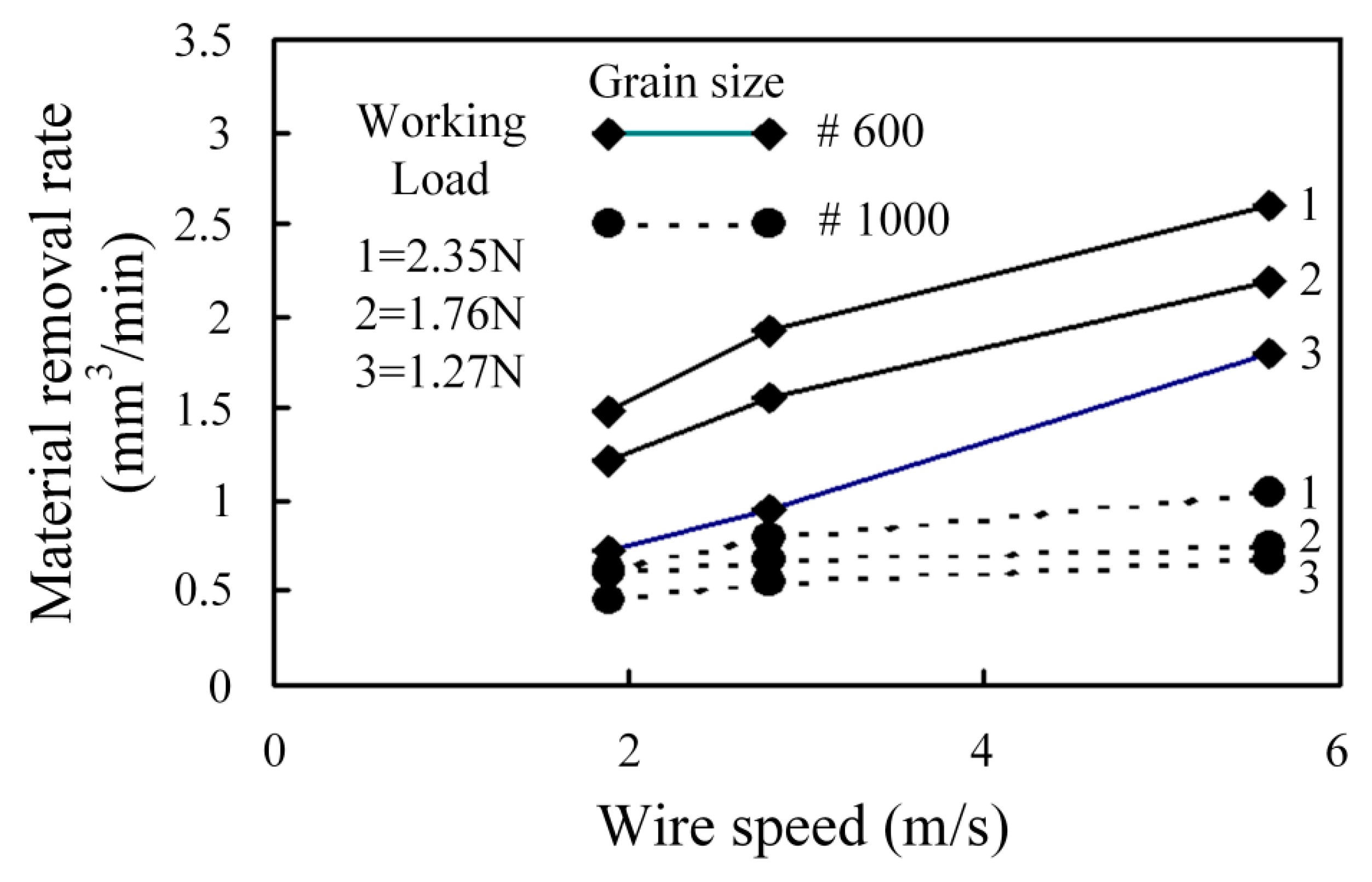
3.1. Effect of Machining Parameters on MRR
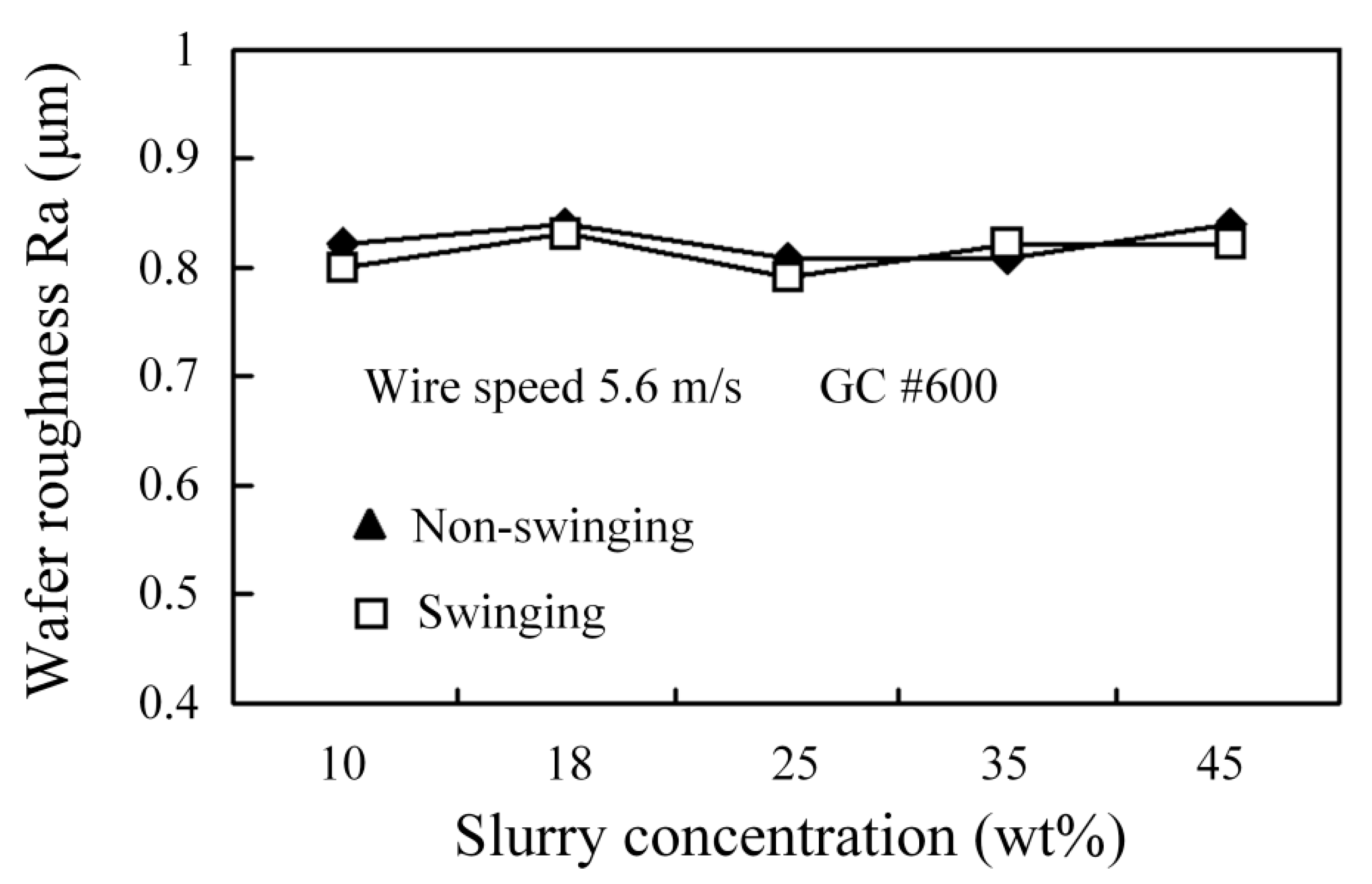
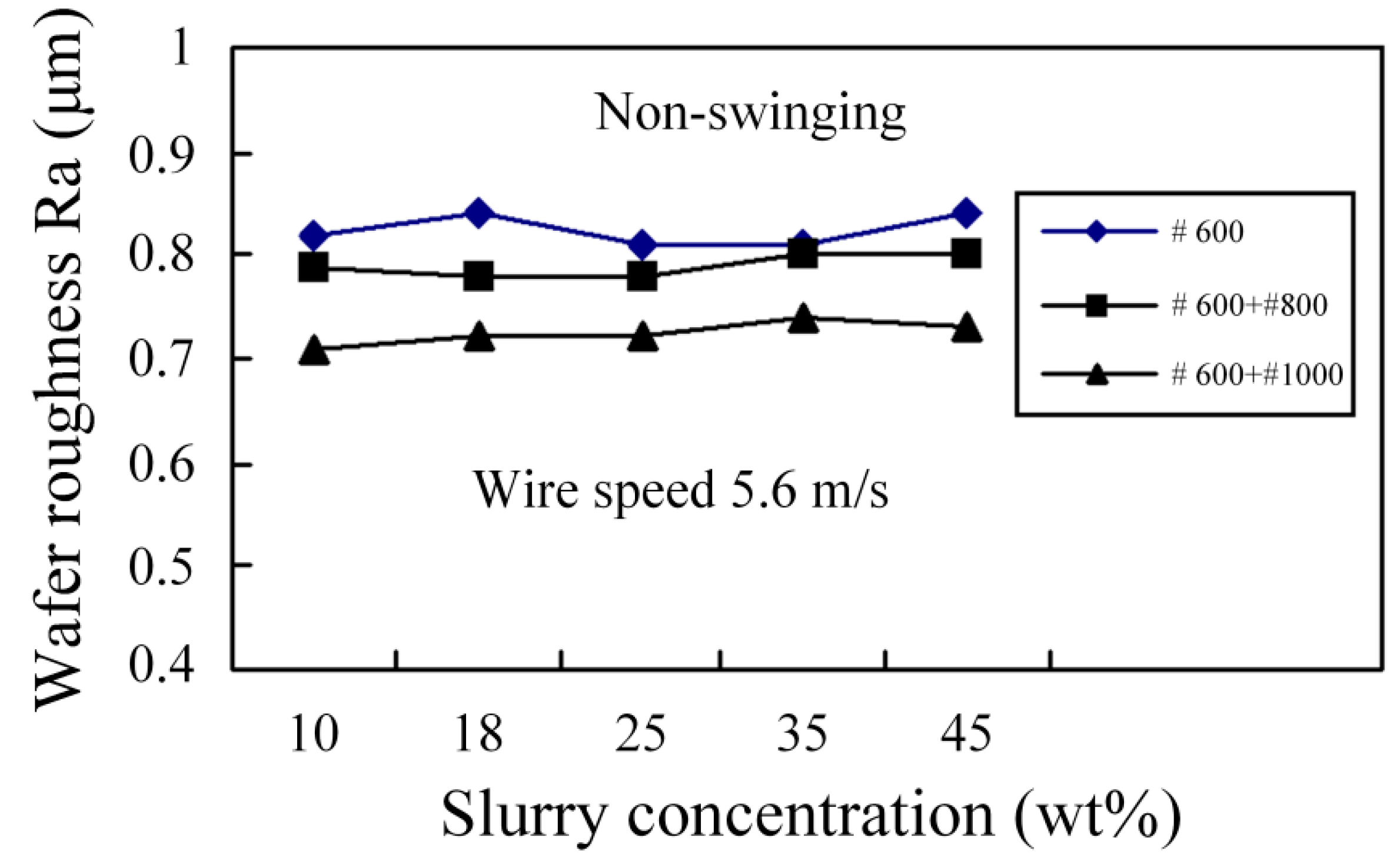
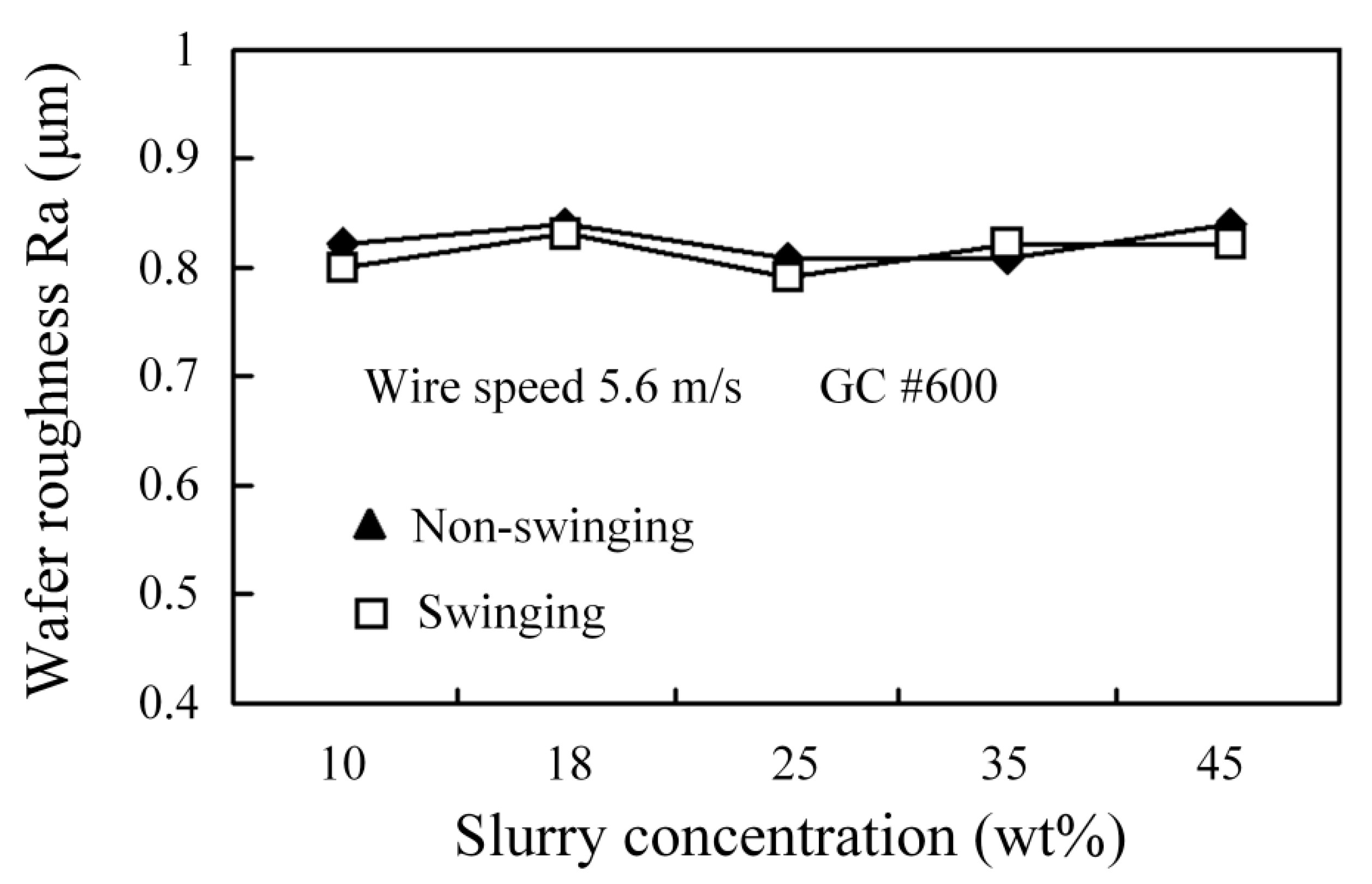
3.2. Effect of Machining Parameters on the Machined SR
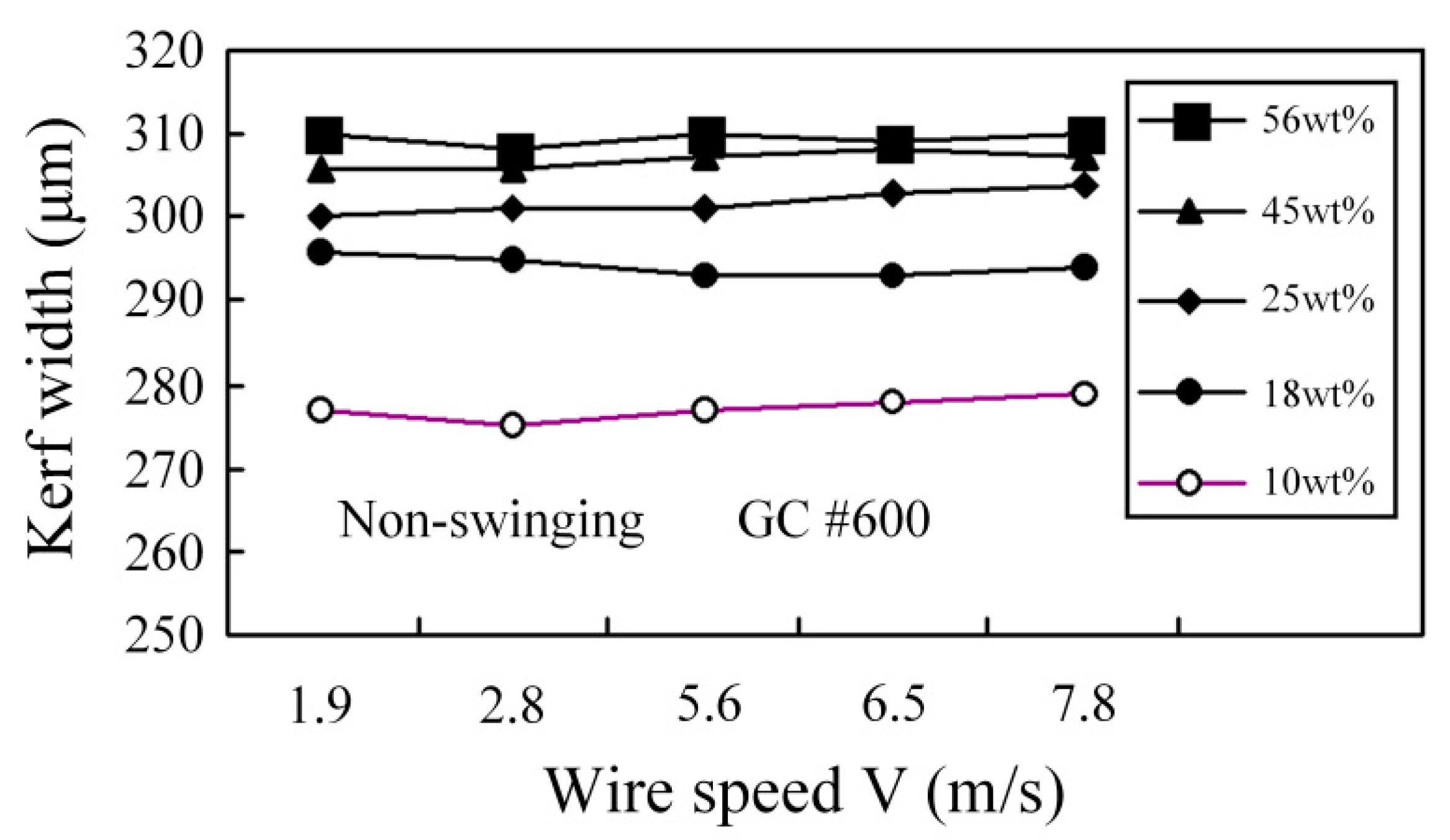
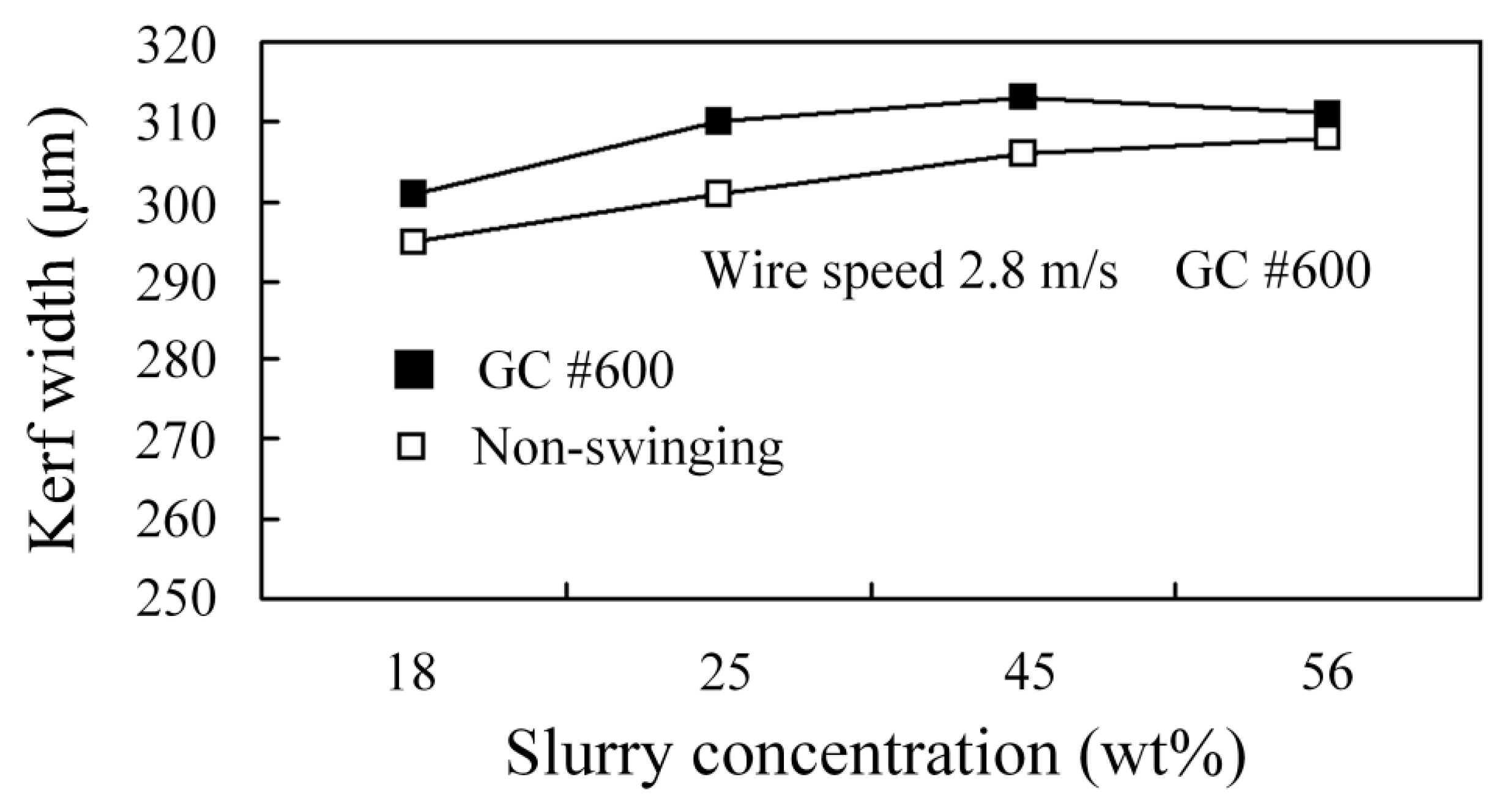
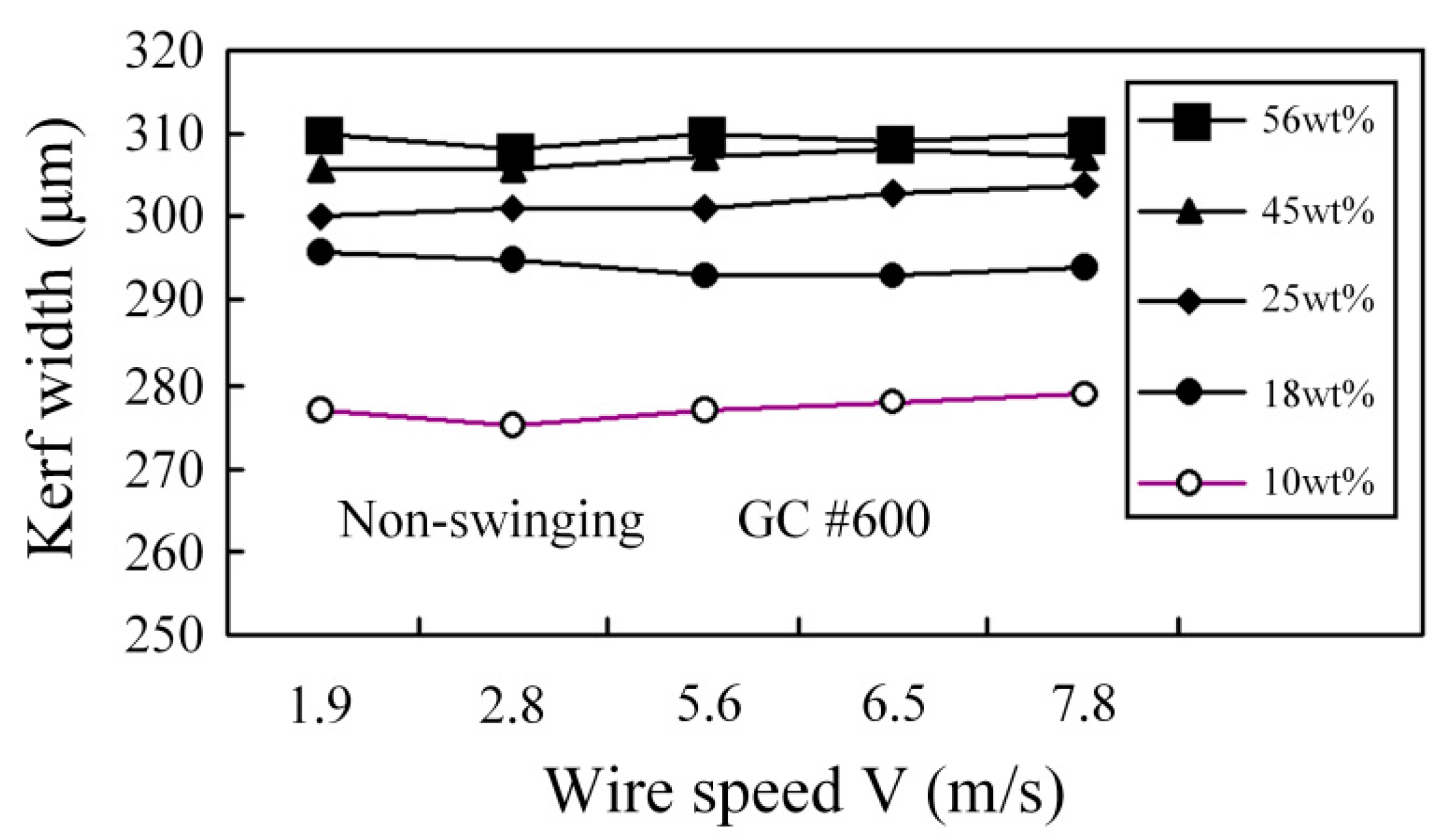
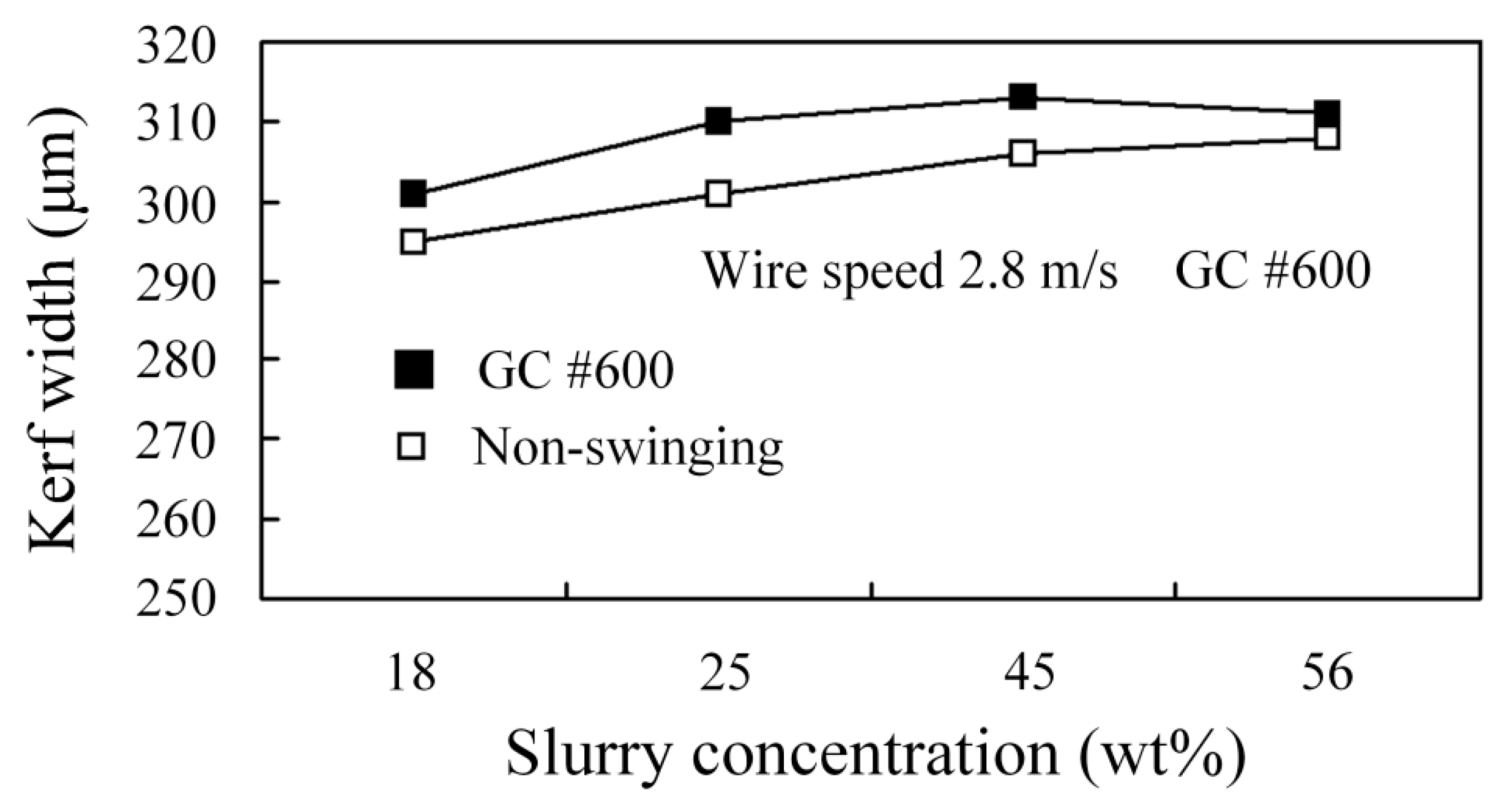
3.3. Effect of Machining Parameters on Kerf Width
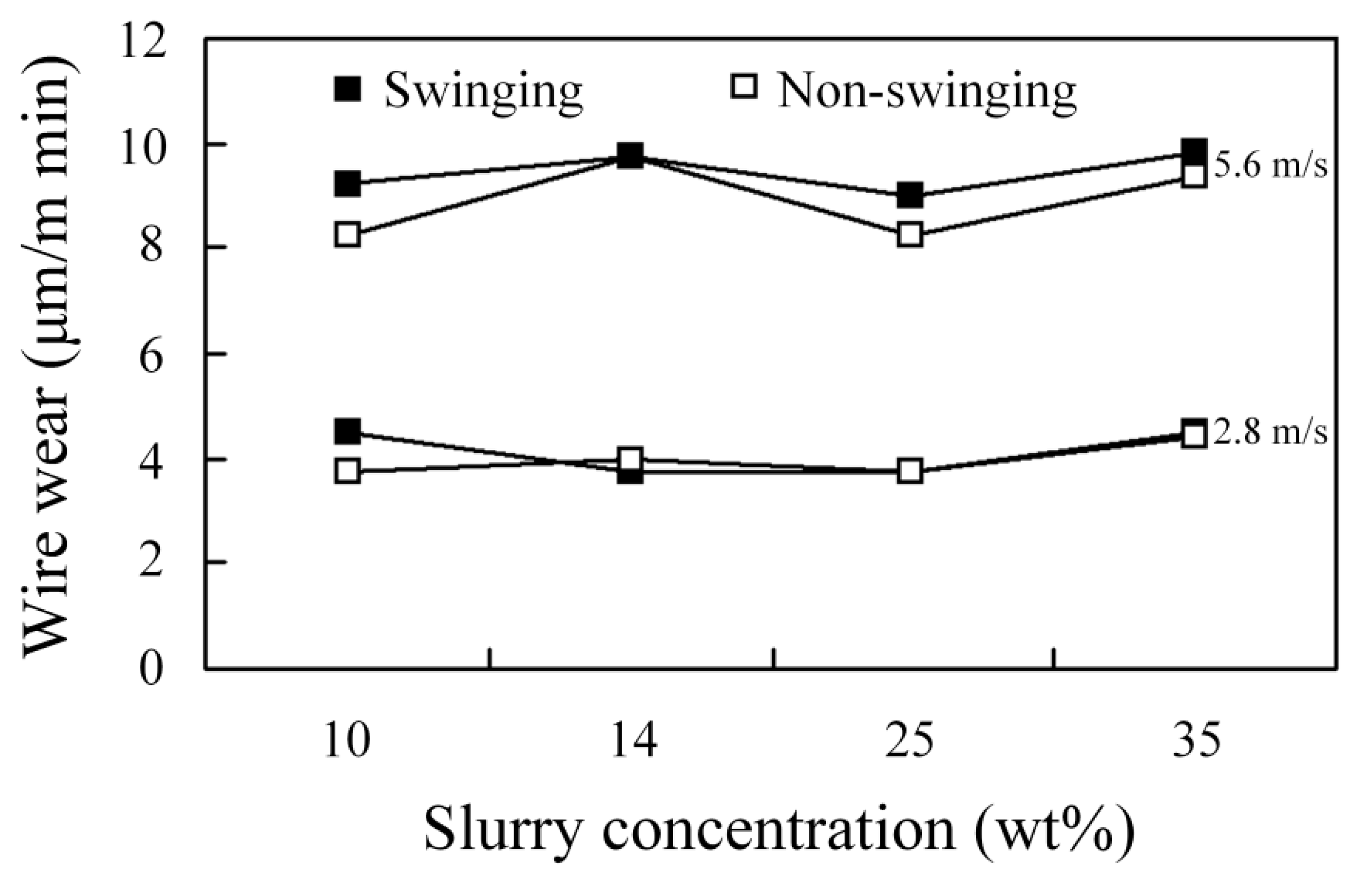
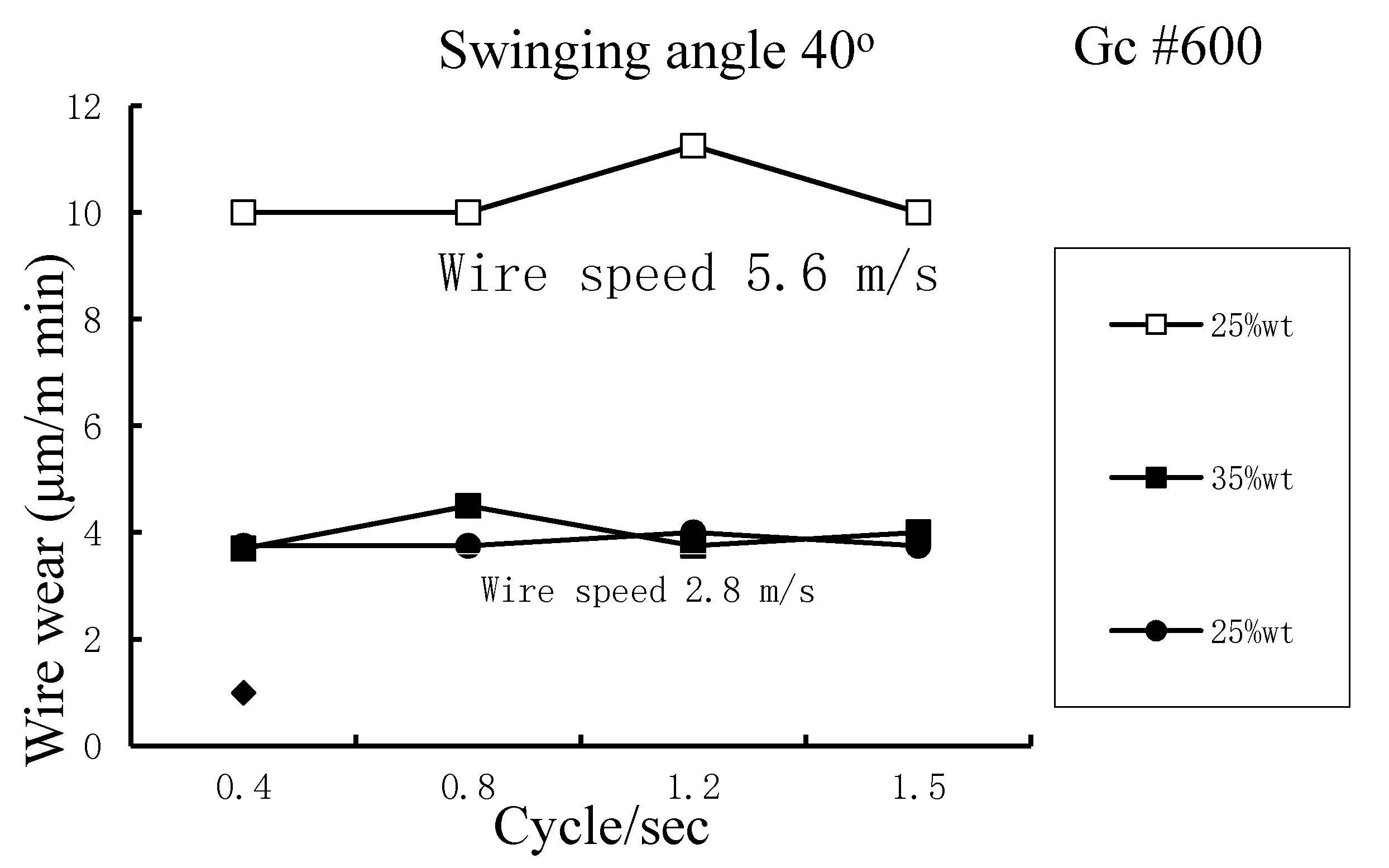
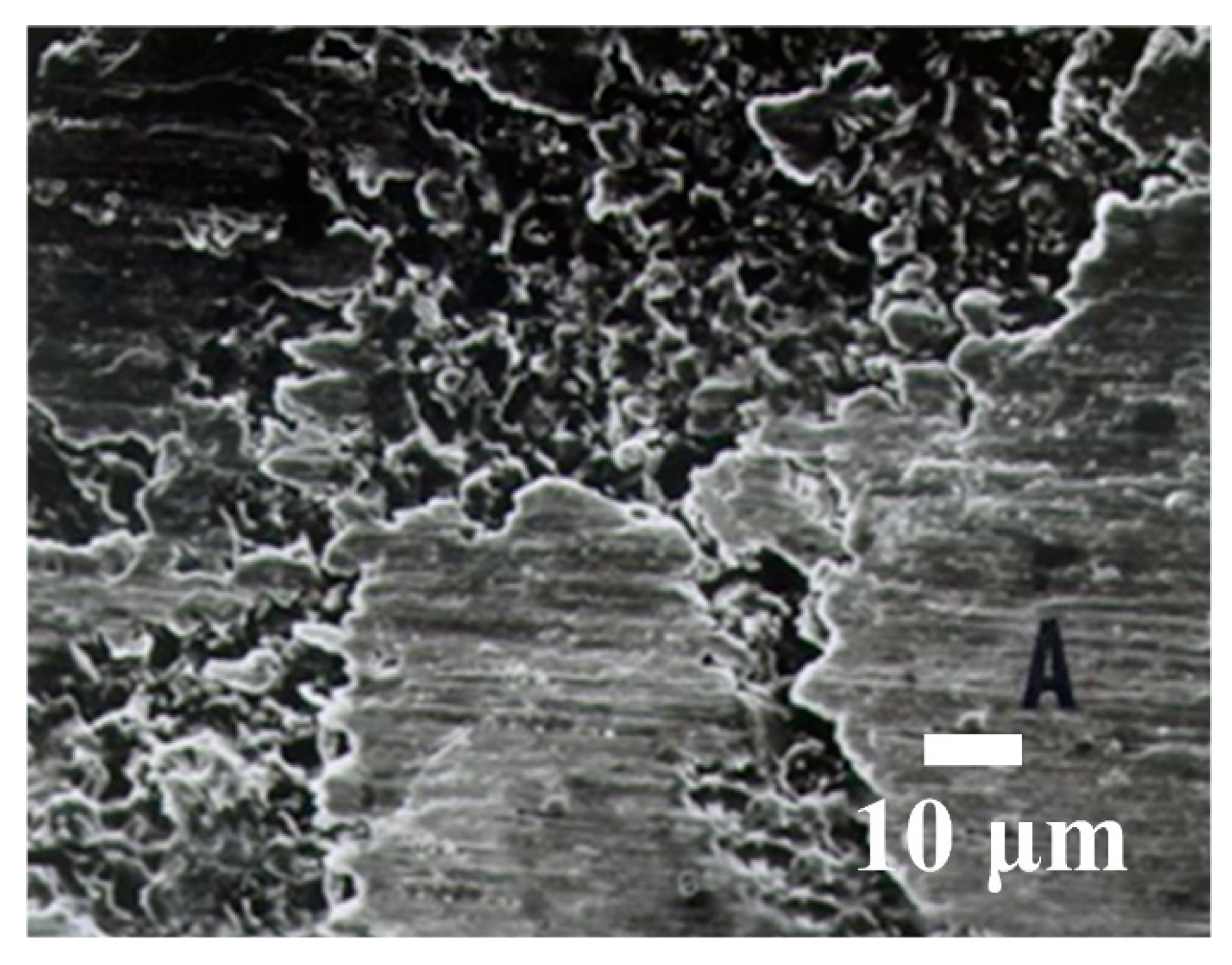
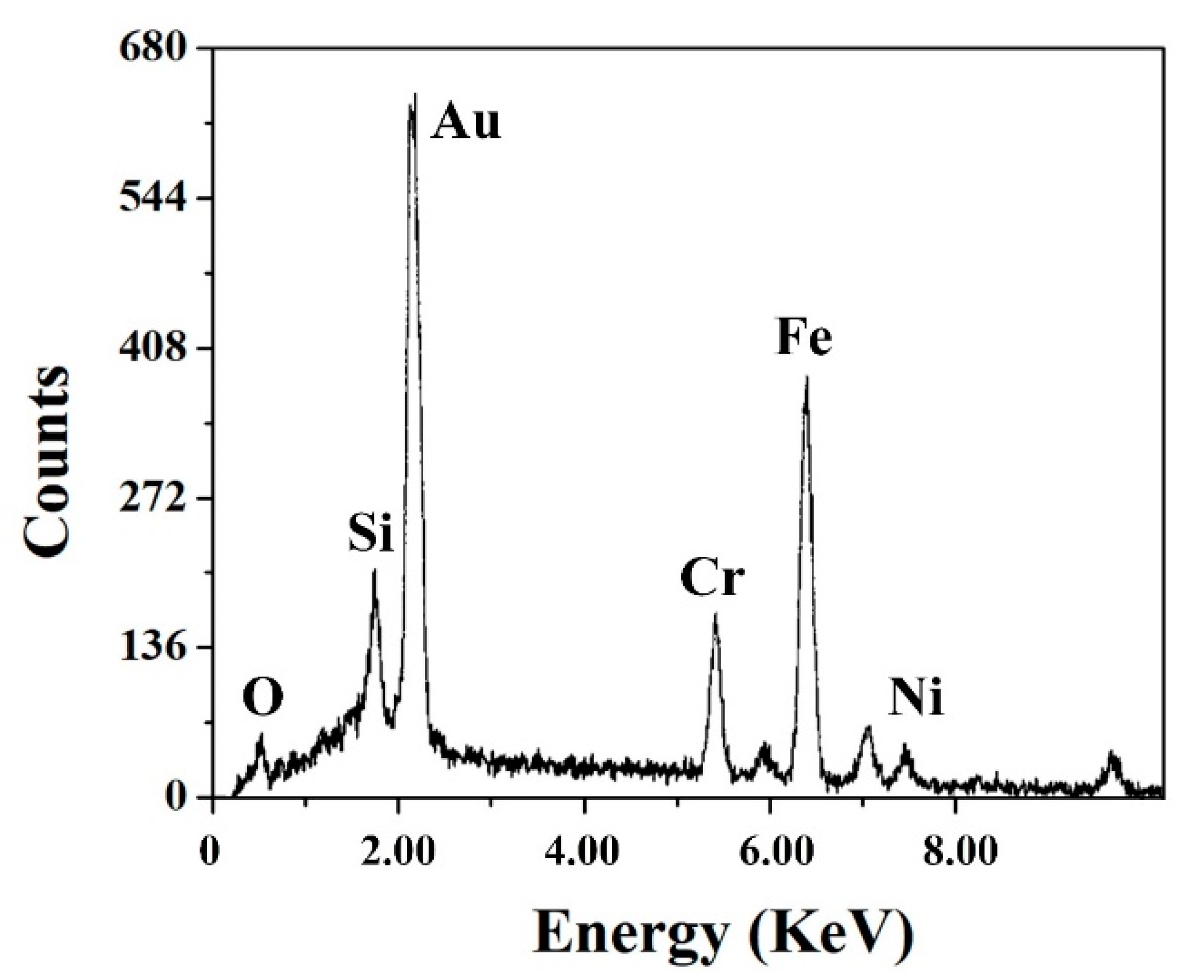
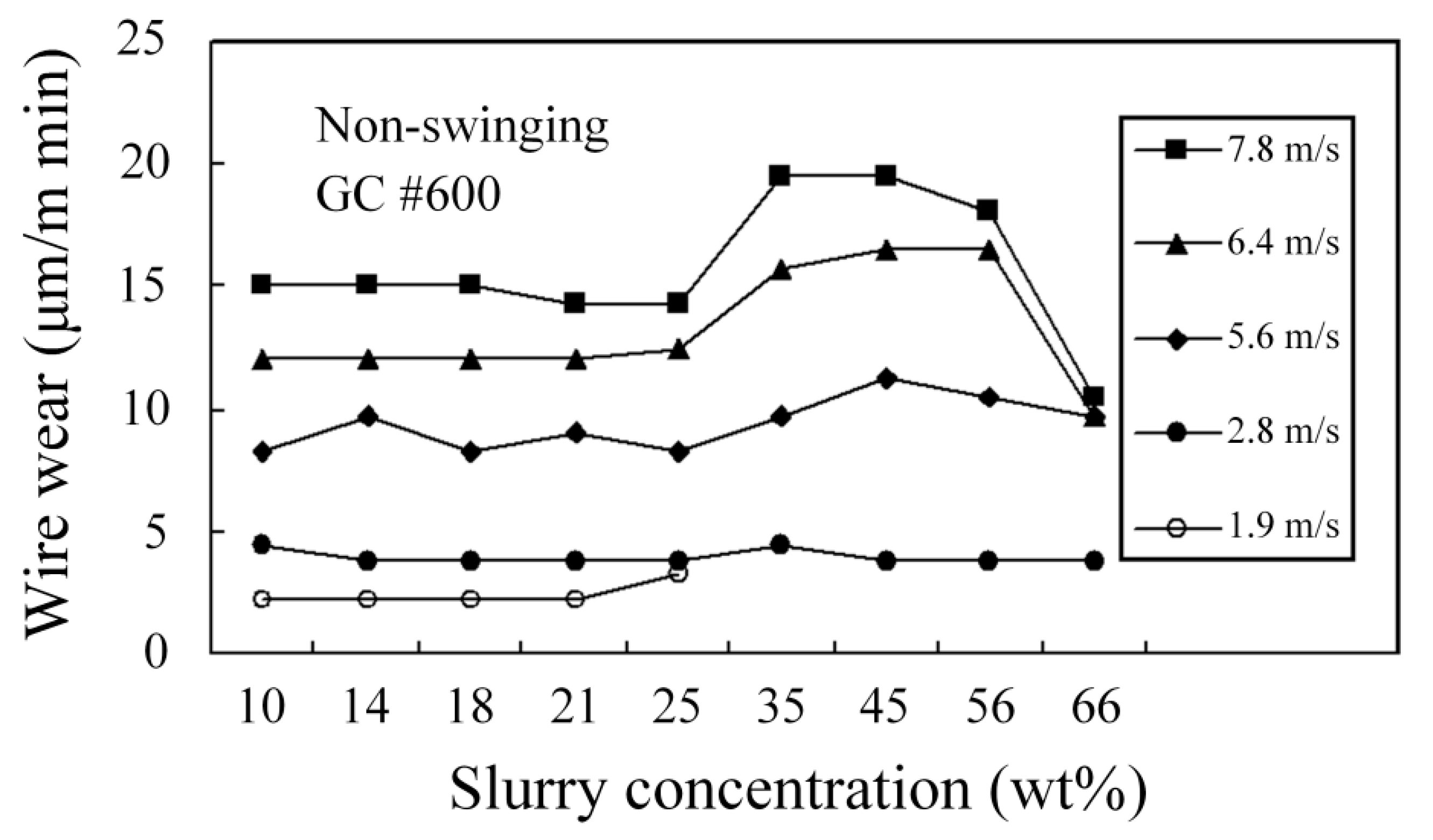
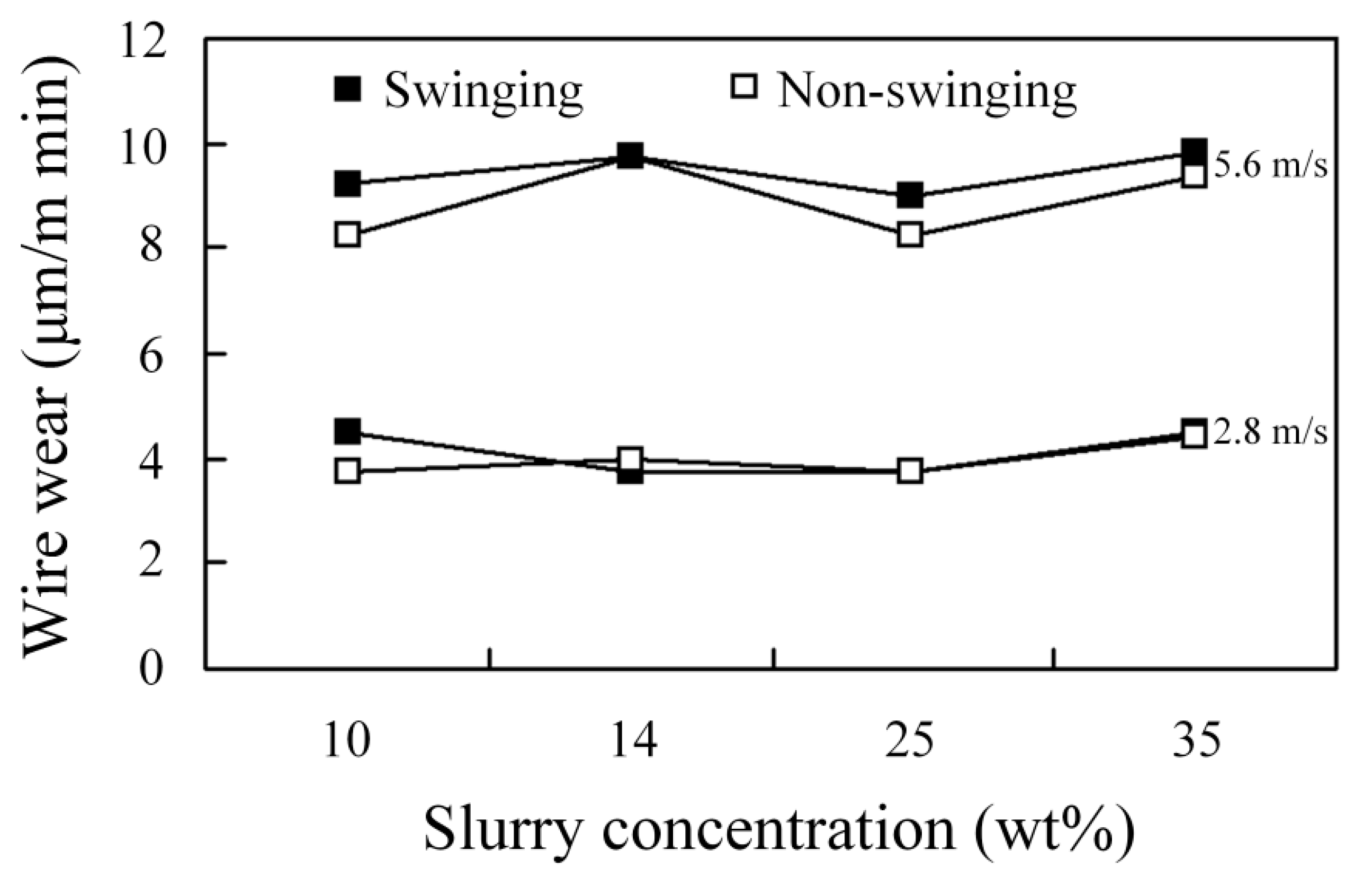
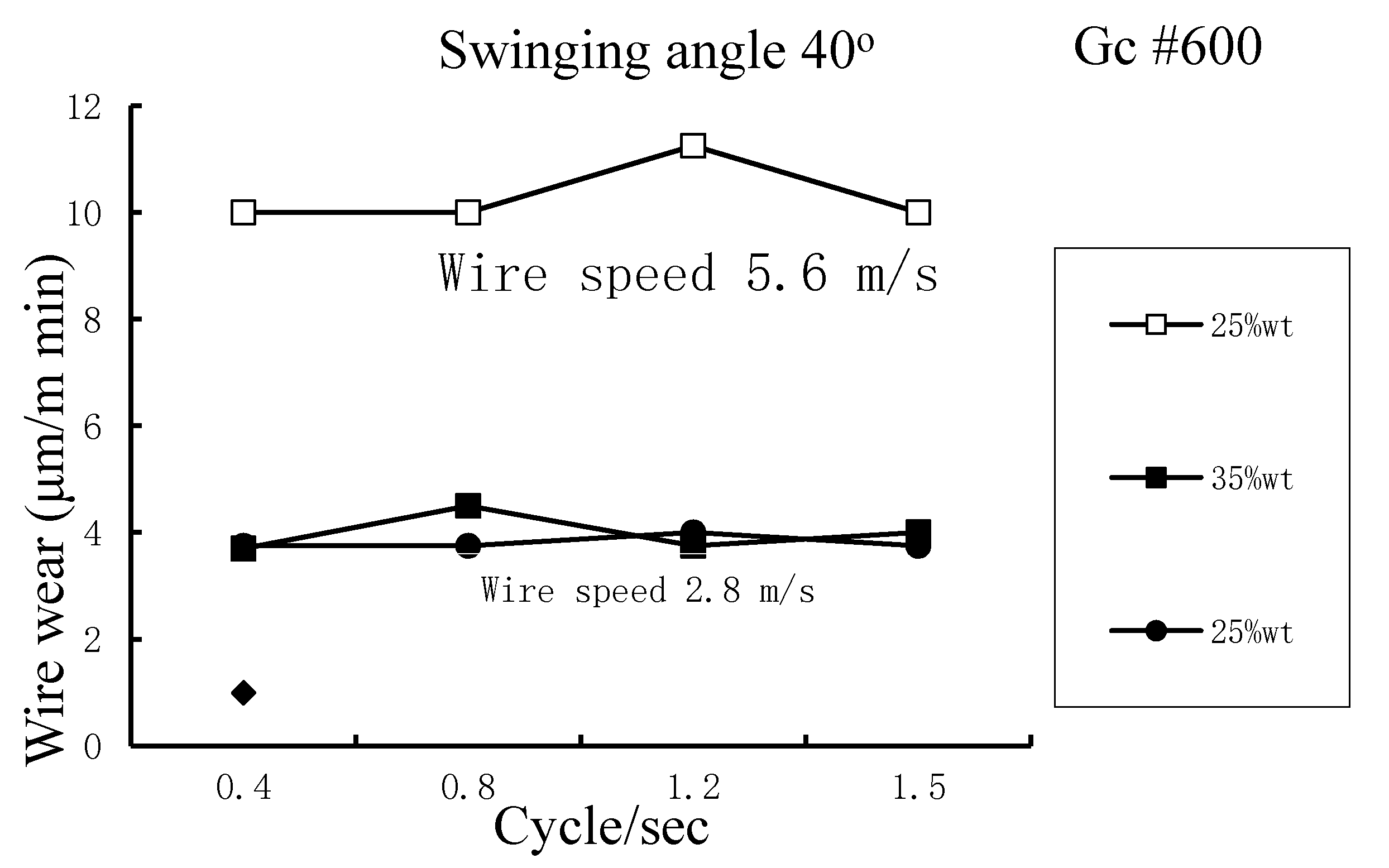
3.4. Effect of Machining Parameters on the Wear to Stainless Steel Wire
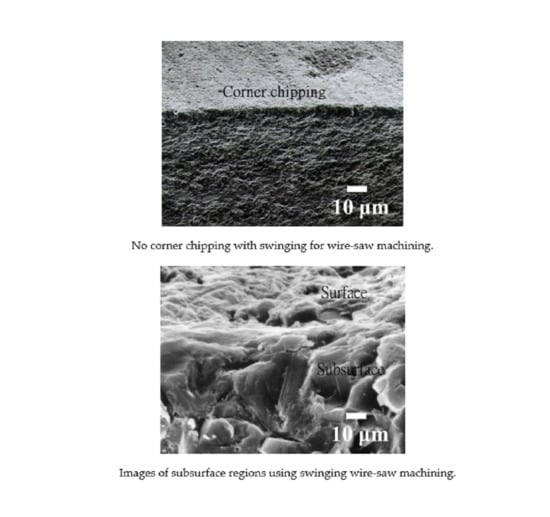
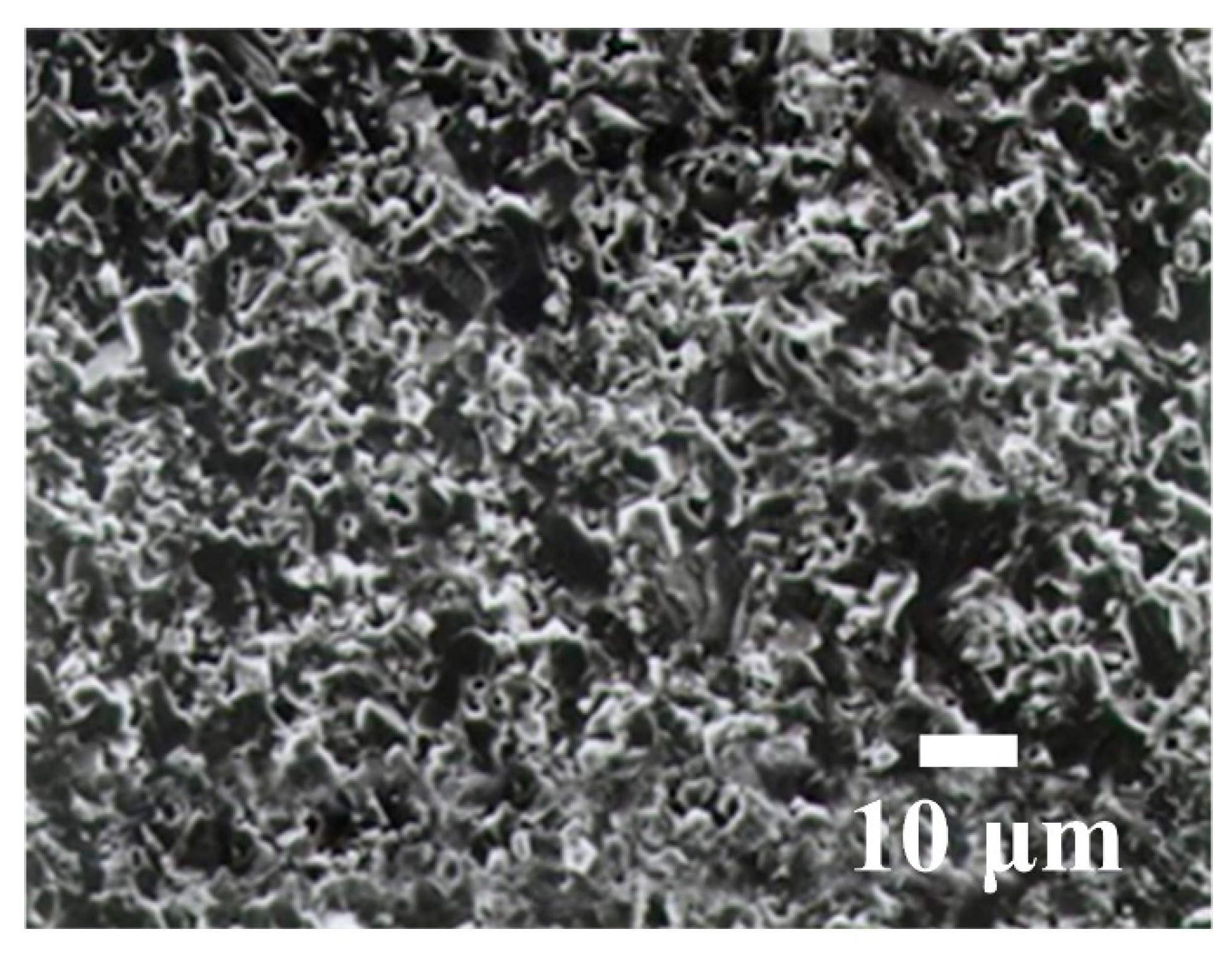
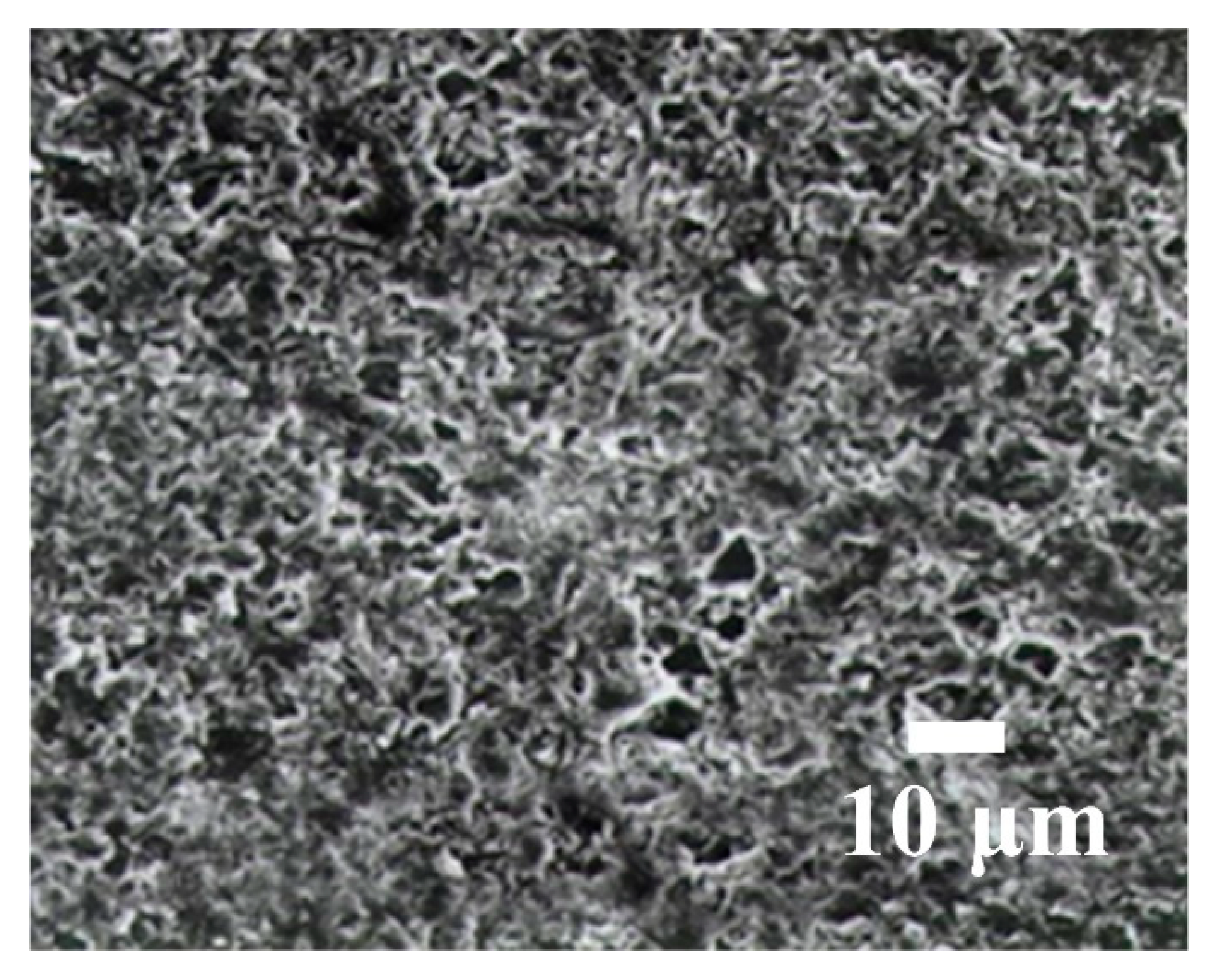
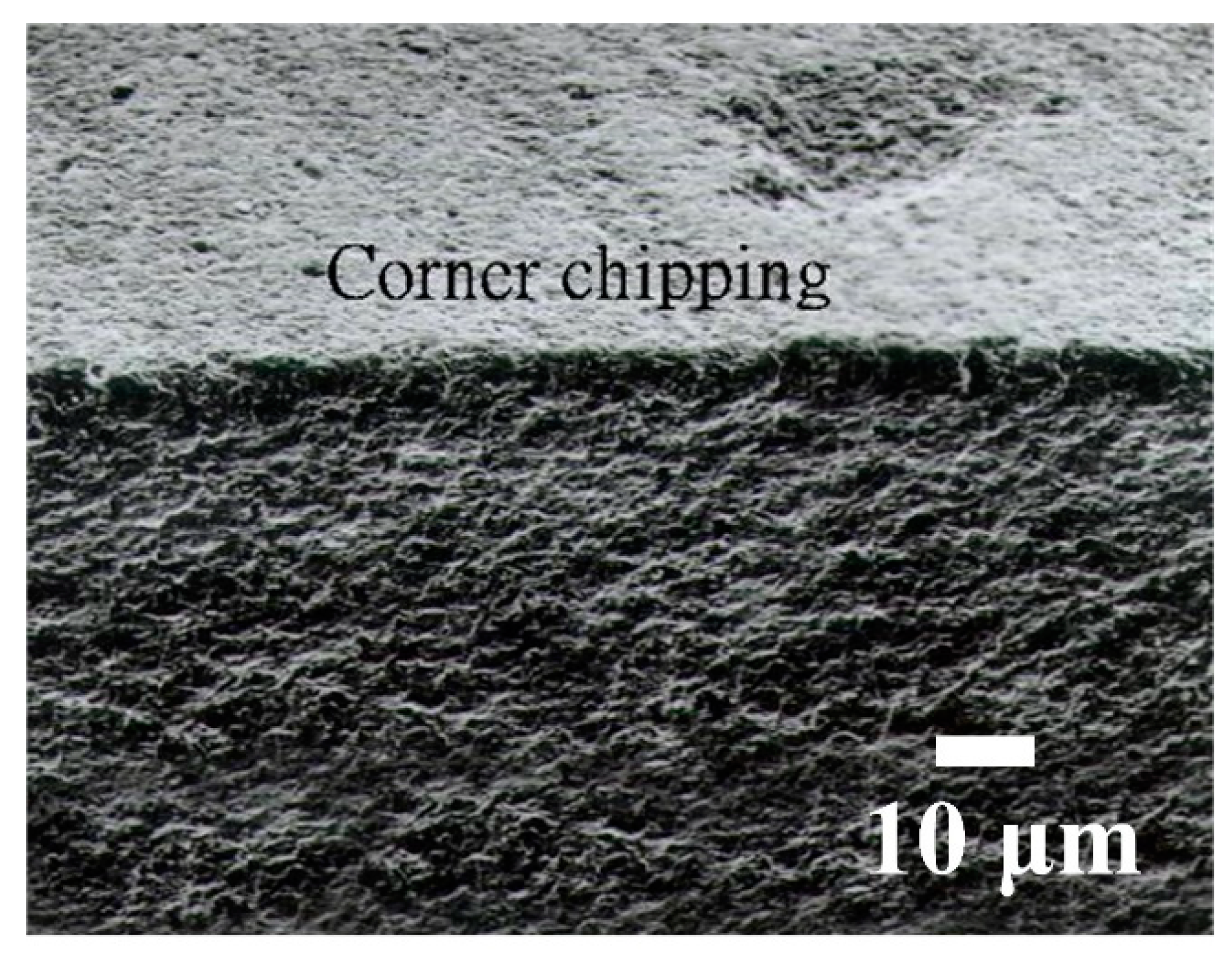
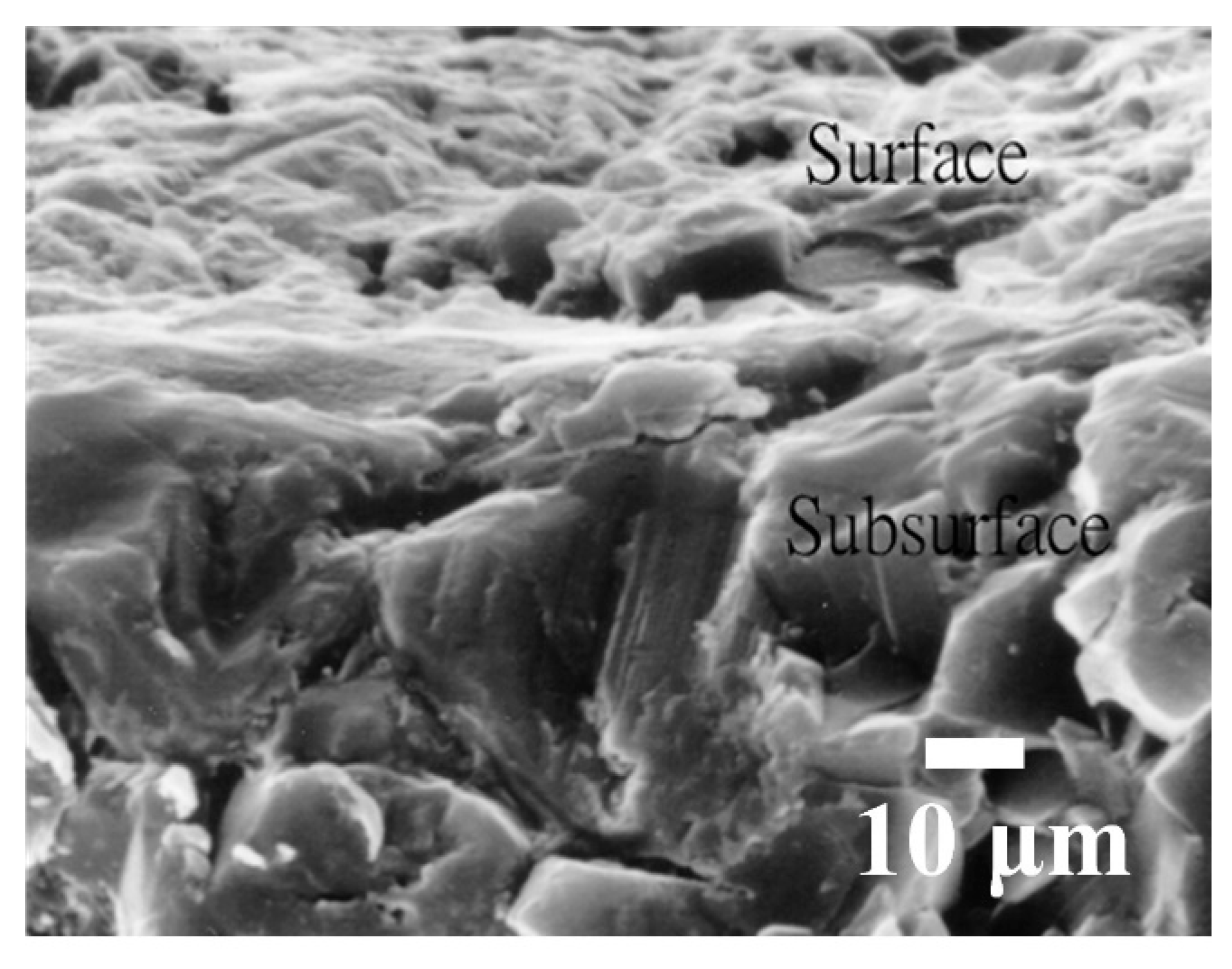
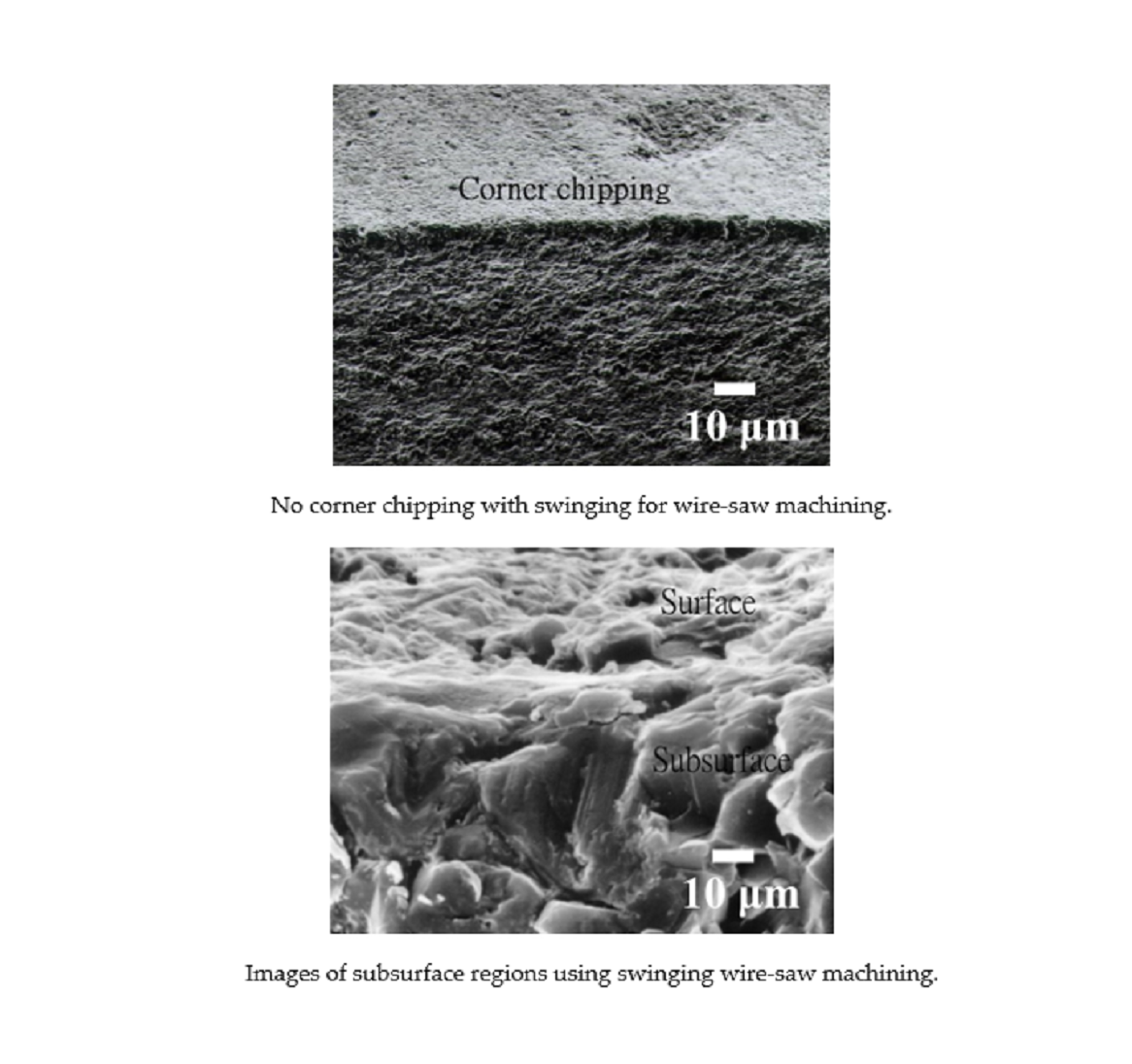
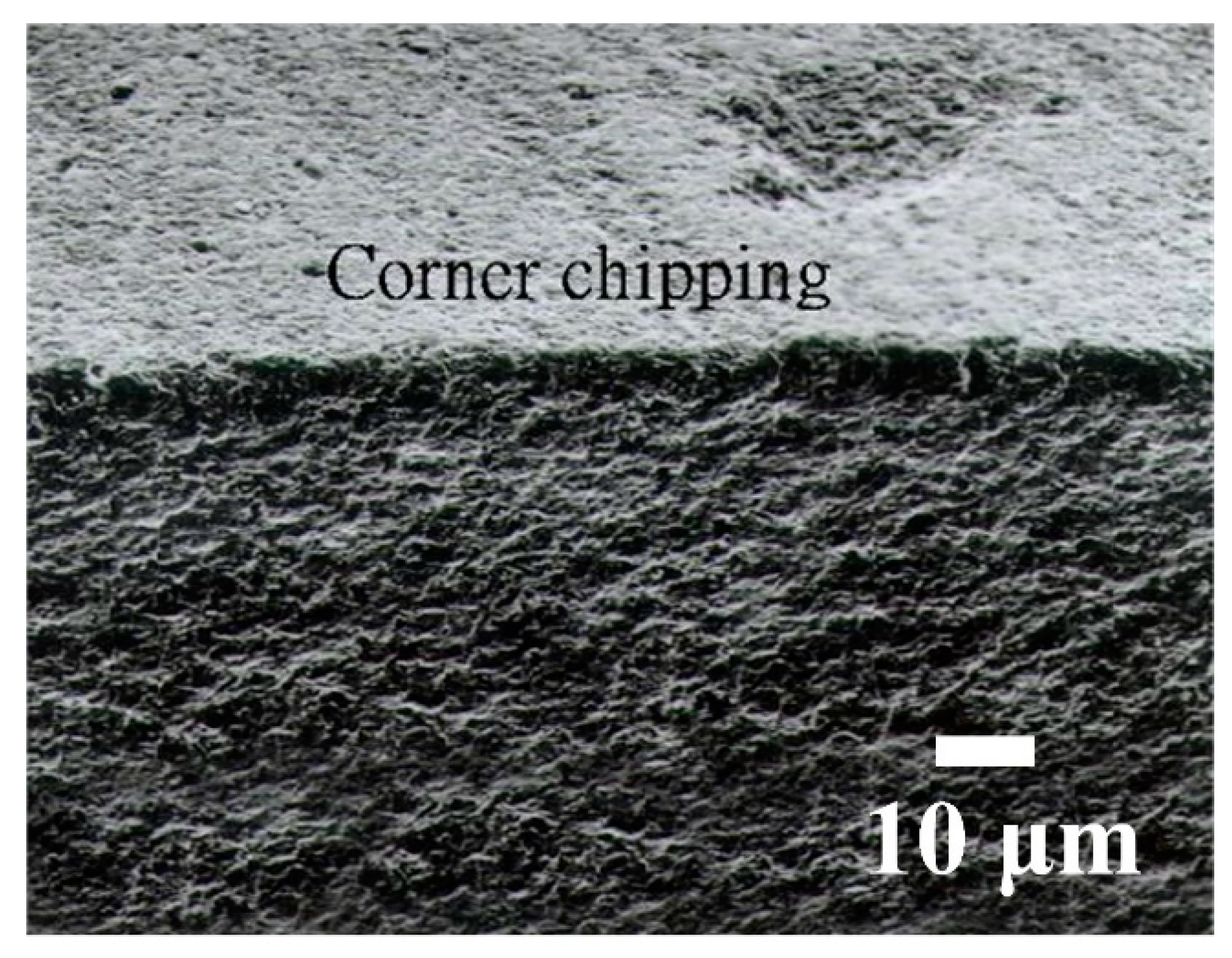
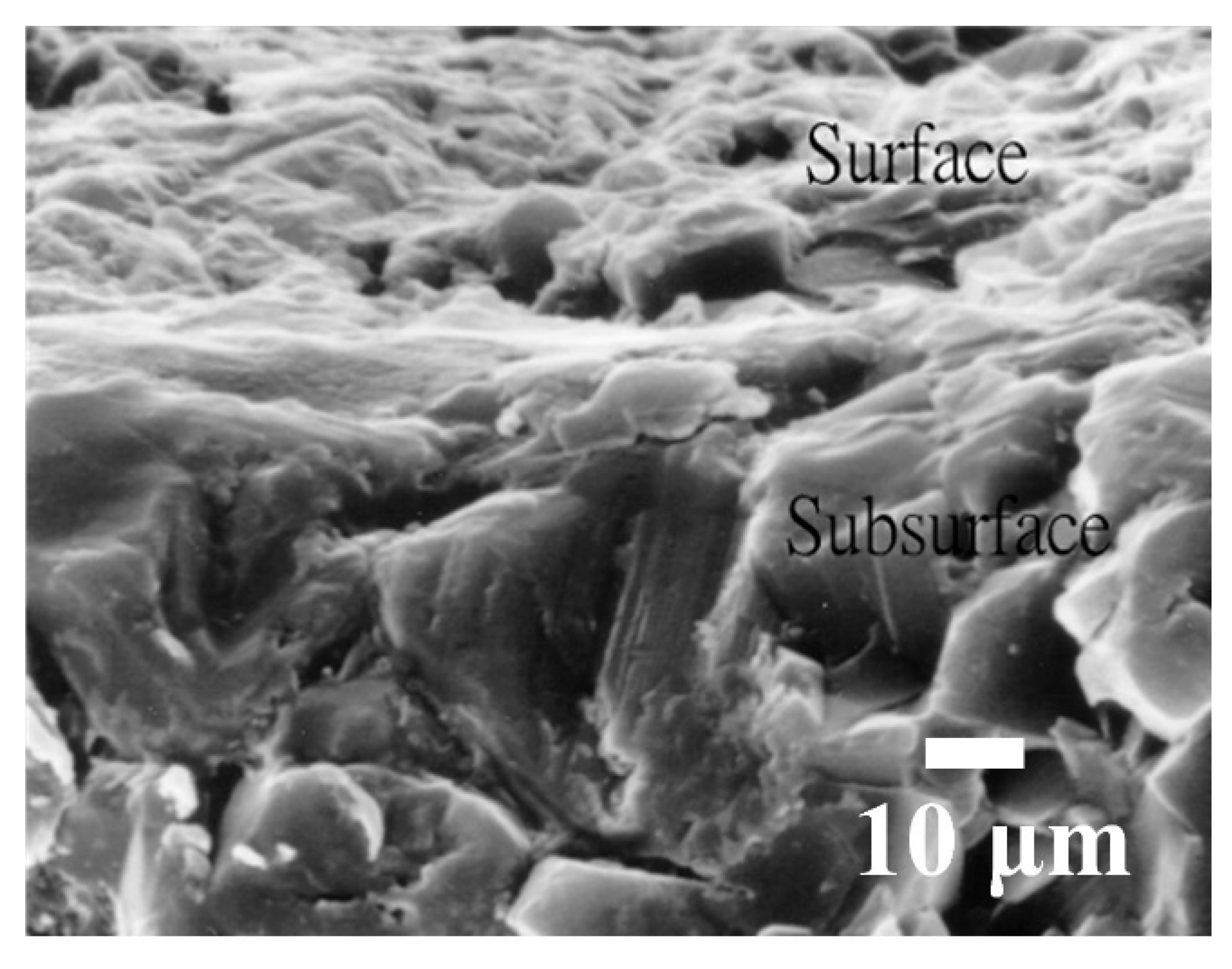
3.5. Effect of Machining Parameters on Flatness, Corner Chipping and Micro Cracking
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Teomete, E. Effect of process parameters on surface quality for wire saw cutting of alumina ceramic. Gazi Univ. J. Sci. 2011, 24, 291–297. [Google Scholar]
- Lee, S.; Kim, H.; Kim, D.; Park, C. Investigation on diamond wire break-in and its effects on cutting performance in multi-wire sawing. Int. J. Adv. Manuf. Technol. 2015, 87, 1–8. [Google Scholar] [CrossRef]
- Qiu, T.; Yao, C.; Zhang, W.; Tang, C.; Peng, W.; Wang, Y. Experimental study of the cutting performance of free-abrasive wire sawing in a magnetic field. Int. J. Adv. Manuf. Technol. 2016, 87, 3113–3122. [Google Scholar] [CrossRef]
- Bao, G.; Wang, W.; Zhang, L. Mechanism of material removal in abrasive electrochemical multi-wire sawing of multi-crystalline silicon ingots into wafers. Int. J. Adv. Manuf. Technol. 2016, 91, 383–388. [Google Scholar] [CrossRef]
- He, Z.; Huang, H.; Yin, F.; Xu, X. Development of a brazed diamond wire for slicing single-crystal SiC ingots. Int. J. Adv. Manuf. Technol. 2016, 91, 189–199. [Google Scholar] [CrossRef]
- Li, Z.; Wang, M.J.; Pan, X.; Ni, Y.M. Slicing parameters optimizing and experiments based on constant wire wear loss model in multi-wire saw. Int. J. Adv. Manuf. Technol. 2015, 81, 329–334. [Google Scholar] [CrossRef]
- Liu, T.; Ge, P.; Gao, Y.; Bi, W. Depth of cut for single abrasive and cutting force in resin bonded diamond wire sawing. Int. J. Adv. Manuf. Technol. 2016, 88, 1763–1773. [Google Scholar] [CrossRef]
- Yeh, R.H.; Chen, H.; Lee, C.K.; Tan, A. Study of Electroplated Nickel Layer Thickness and Saw Parameters on Cutting Performance in Diamond Wire Sawing of Sapphire Ingots. Key Eng. Mater. 2015, 656, 450–455. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Chen, C.S.; Tsao, C.C. Free abrasive wire saw machining of ceramics. Int. J. Adv. Manuf. Technol. 2008, 40, 503–511. [Google Scholar] [CrossRef]
- Clark, W.; Shih, A.; Hardin, C.; LeMaster, R.; Mcspadden, S. Fixed abrasive diamond wire machining—part I: Process monitoring and wire tension force. Int. J. Mach. Tools Manuf. 2003, 43, 523–532. [Google Scholar] [CrossRef]
- Huang, H.; Zheng, S.L.; Xu, X.P. Theoretical Research on Contact Length in the Rocking Motion Wire Saw. Adv. Mater. Res. 2016, 1136, 343–349. [Google Scholar] [CrossRef]
- Chen, C.-C.A.; Gupta, A. Modeling and analysis of wire motion during rocking mode diamond wire sawing of mono-crystalline alumina oxide wafer. Int. J. Adv. Manuf. Technol. 2017, 95, 3453–3463. [Google Scholar] [CrossRef]
- Xu, Z.; Feng, Y.; Pan, L.; Wang, X.; Wang, H.; Jia, X. Influence of ingot rocking on the surface quality of multi-wire sawing monocrystalline silicon wafers. Int. J. Adv. Manuf. Technol. 2020, 107, 15–24. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | Al2O3 |
| Diameter (mm) | φ8 |
| Wire diameter (mm) | φ0.24 ± 0.05 (Stainless steel wire) |
| Slurry | Green silicon carbide (GC) + water |
| Grain size (mesh) | #600, #800 and #1000 |
| Wire tension (N) | 15 |
| Concentration (wt%) | 10, 14, 25, 35, 45, 56 and 66 |
| Wire speed (m/s) | 1.9, 2.8, 5.6, 6.4 and 7.8 |
| Working load (N) | 1.27, 1.76 and 2.35 |
| Swinging frequency (Hz) | 0.4, 0.8, 1.2 and 1.5 |
| Swinging angle (θ) | 40°, 60° and 90° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, Y.-Y.; Chen, Y.-C.; Liao, Y.-S.; Hsieh, C.-C.; Tsao, C.-C.; Hsu, C.-Y. The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining. Processes 2020, 8, 1319. https://doi.org/10.3390/pr8101319
Tsai Y-Y, Chen Y-C, Liao Y-S, Hsieh C-C, Tsao C-C, Hsu C-Y. The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining. Processes. 2020; 8(10):1319. https://doi.org/10.3390/pr8101319
Chicago/Turabian StyleTsai, Yao-Yang, Yi-Chian Chen, Yunn-Shiuan Liao, Chia-Chin Hsieh, Chung-Chen Tsao, and Chun-Yao Hsu. 2020. "The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining" Processes 8, no. 10: 1319. https://doi.org/10.3390/pr8101319
APA StyleTsai, Y.-Y., Chen, Y.-C., Liao, Y.-S., Hsieh, C.-C., Tsao, C.-C., & Hsu, C.-Y. (2020). The Effects of Different Slurry Concentrations and Wire Speeds for Swinging and Non-Swinging Wire-Saw Machining. Processes, 8(10), 1319. https://doi.org/10.3390/pr8101319