Preparation of Sawdust-Filled Recycled-PET Composites via Solid-State Compounding


Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of rPET WPC Powders
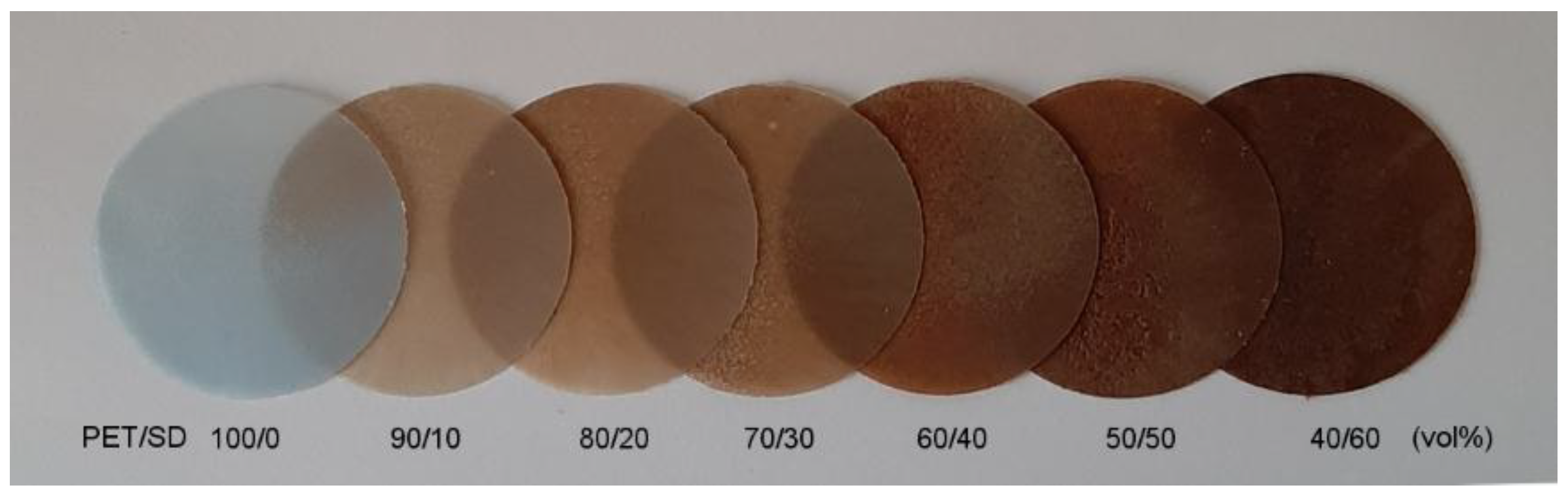
2.2. Preparation of rPET WPC Films
2.3. Mechanical Properties of rPET WPC Films
2.4. rPET WPC Film Interaction with Water
3. Results and Discussion
3.1. Preparation of rPET WPCs
3.2. Mechanical Properties of rPET WPCs
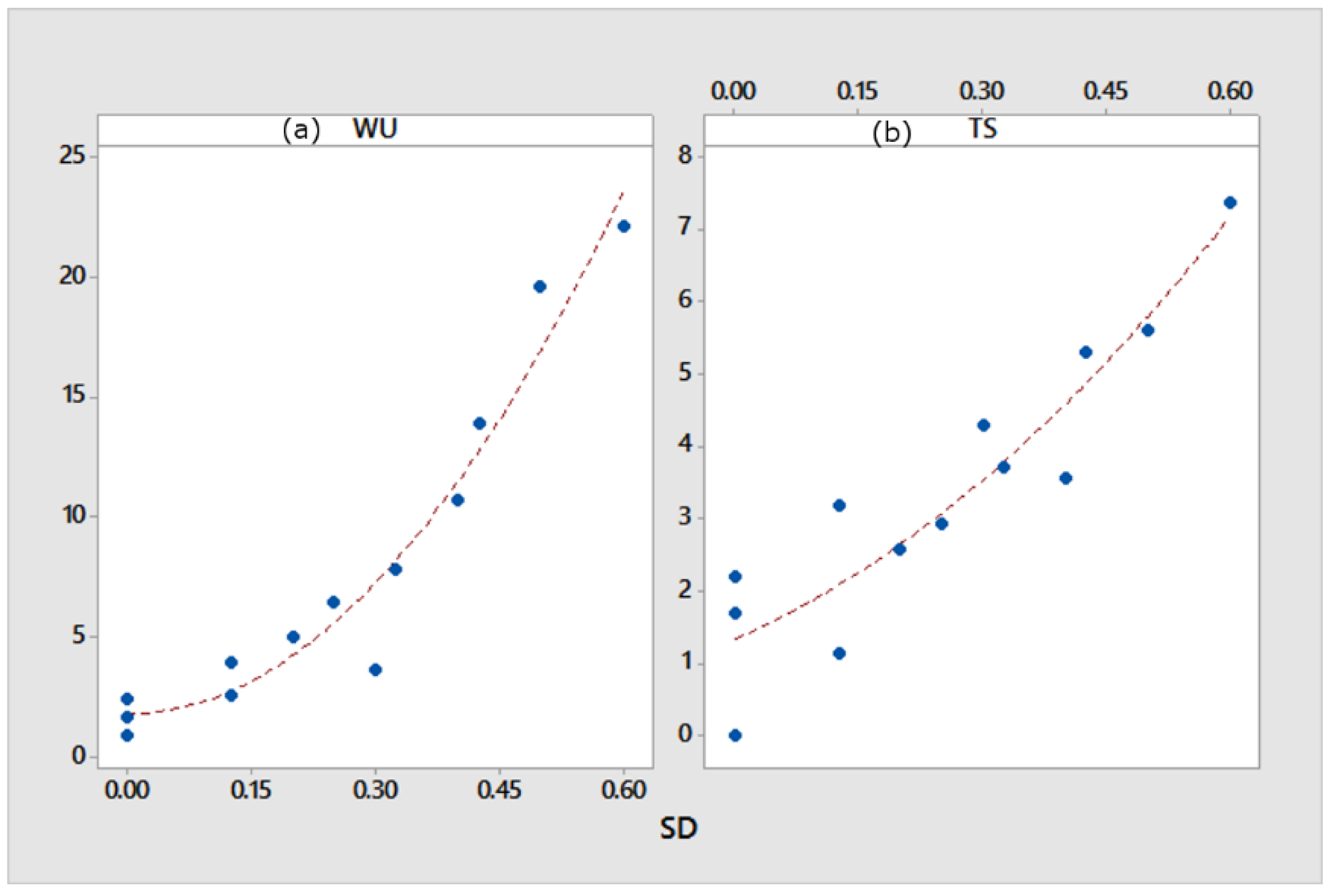
3.3. Water Absorption Properties of rPET WPCs
3.4. Comparison with Literature Reports
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bharadwaj, A.; Yadav, D.; Varshney, S. Non-biodegradable waste-its impact & safe disposal. Int. J. Adv. Technol. Eng. Sci. 2015, 3, 184–191. [Google Scholar]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Simon, P.; Svetec, D.G.; Virtanen, S.; Baschetti, M.G.; Breen, C.; et al. Renewable fibers and bio-based materials for packaging applications–a review of recent developments. BioResources 2012, 7, 2506–2552. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Najafi, S.K. Use of recycled plastics in wood plastic composites–A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef] [PubMed]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed]
- US Environmental Protection Agency (EPA). Advancing Sustainable Materials Management: 2017 Fact Sheet. Available online: https://www.epa.gov/sites/production/files/2019-11/documents/2017_facts_and_figures_fact_sheet_final.pdf (accessed on 27 March 2019).
- LeBlanc, R. Recycling Facts and Figure. Available online: https://www.thebalancesmb.com/recycling-facts-and-figures-2878049 (accessed on 27 March 2019).
- Haq, S.; Srivastava, R. Investigations of wood thermoplastic composites for sustainable product applications. Discovery 2015, 39, 8–14. [Google Scholar]
- Al-sabagh, A.M.; Yehia, F.Z.; Eshaq, G.; Rabie, A.M.; Elmetwally, A.E. Greener routes for recycling of polyethylene terephthalate. Egypt. J. Pet. 2016, 25, 53–64. [Google Scholar] [CrossRef]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef]
- Dicker, M.P.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- Yadav, A.K.; Srivastava, R. Recycling and Reuse of Plastic and Wood Waste for Fabrication of Wood Plastic Composite for Engineering Applications. Int. Dly. J. 2015, 41, 20–25. [Google Scholar]
- Winandy, J.; Stark, N.; Clemons, C. Considerations in recycling of wood-plastic composites. In Proceedings of the 5th Global Wood and Natural Fibre Composites Symposium, Kassel, Germany, 27–28 April 2004. [Google Scholar]
- Kazemi, Y. Mechanical and Morphological Characterization of Wood Plastic Composites Based on Municipal Plastic Waste. Master’s Thesis, Université Laval, Québec, QC, Canada, 2013. [Google Scholar]
- Goda, K.; Cao, Y. Research and Development of Fully Green Composites Reinforced with Natural Fibers. J. Solid Mech. Mater. Eng. 2007, 1, 1073–1084. [Google Scholar] [CrossRef]
- Ndiaye, D.; Diop, B.; Thiandoume, C.; Fall, P.A.; Farota, A.K.; Tidjani, A. Morphology and Thermo Mechanical Properties of Wood/Polypropylene Composites. In Polypropylene; Dogan, F., Ed.; IntechOpen Limited: London, UK, 2012; pp. 415–428. [Google Scholar]
- Lu, J.Z.; Wu, Q.; Negulescu, I.I. Wood-Fiber/High-Density-Polyethylene Composites: Coupling Agent Performance. J. Appl. Polym. Sci. 2005, 96, 93–102. [Google Scholar] [CrossRef]
- Wang, W.; Peng, Y.; Dong, Y.; Wang, K.; Li, J.; Zhang, W. Effect of Coupling Agent Modified Intumescent Flame Retardant on the Mechanical Properties, Thermal Degradation Behavior, and Flame Retardancy of Wood-Flour/Polypropylene Composites. Polym. Compos. 2016, 39, 826–834. [Google Scholar] [CrossRef]
- Coutinho, F.M.; Costa, T.H.; Carvalho, D.L. Polypropylene–wood fiber composites: Effect of treatment and mixing conditions on mechanical properties. J. Appl. Polym. Sci. 1997, 65, 1227–1235. [Google Scholar] [CrossRef]
- Pendleton, D.E.; Hoffard, T.A.; Adcock, T.; Woodward, B.; Wolcott, M.P. Durability of an extruded HDPE/wood composite. For. Prod. J. 2002, 52, 21–27. [Google Scholar]
- Ratanawilai, T.; Leeyoa, M.; Tiptong, Y. Influence of wood species on properties of injection mould natural flour-HDPE composites. IOP Conf. Ser. Mater. Sci. Eng. 2016, 131, 012002. [Google Scholar] [CrossRef]
- Behravesh, A.H.; Zohdi Aghdam, A.; Soury, E. Experimental investigation of injection molding of wood/plastics composites. J. Reinf. Plast. Compos. 2010, 29, 456–465. [Google Scholar] [CrossRef]
- Rahman, K.S.; Islam, M.; Rahman, M.; Hannan, M.; Dungani, R.; Khalil, H. Flat-pressed wood plastic composites from sawdust and recycled polyethylene terephthalate (PET): Physical and mechanical properties. Springerplus 2013, 2, 629–636. [Google Scholar] [CrossRef]
- Prachayawarakorn, J.; Khamsri, J.; Chaochanchaikul, K.; Sombatsompop, N. Effects of compatibilizer type and rubber-wood sawdust content on the mechanical, morphological, and thermal properties of PVC/LDPE blend. J. Appl. Polym. Sci. 2006, 102, 598–606. [Google Scholar] [CrossRef]
- Leu, S.Y.; Yang, T.H.; Lo, S.F.; Yang, T.H. Optimized material composition to improve the physical and mechanical properties of extruded wood-plastic composites (WPCs). Constr. Build. Mater. 2012, 29, 120–127. [Google Scholar] [CrossRef]
- Martins, G.; Antunes, F.; Mateus, A.; Malça, C. Optimization of a Wood Plastic Composite for Architectural Applications. Procedia Manuf. 2017, 12, 203–220. [Google Scholar] [CrossRef]
- Homkhiew, C.; Ratanawilai, T.; Thongruang, W. Optimizing the formulation of polypropylene and rubberwood flour composites for moisture resistance by mixture design. J. Reinf. Plast. Compos. 2014, 33, 810–823. [Google Scholar] [CrossRef]
- Khonsari, A.; Taghiyari, H.R.; Karimi, A.; Tajvidi, M. Study on the effects of wood flour geometry on physical and mechanical properties of wood-plastic composites. Maderas Cienc. y Tecnol. 2015, 17, 545–558. [Google Scholar] [CrossRef]
- Taufiq, M.J.; Mansor, M.R.; Mustafa, Z. Characterisation of wood plastic composite manufactured from kenaf fibre reinforced recycled-unused plastic blend. Compos. Struct. 2018, 189, 510–515. [Google Scholar] [CrossRef]
- Gozdecki, C.; Wilczyński, A. Effect of wood flour type on tensile properties of wood-polymer composites. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2015, 91, 65–69. [Google Scholar]
- Kim, B.J. The Effect of Inorganic Fillers on the Properties of Wood Plastic Composites. Ph.D. Thesis, Louisiana State University, Baton Rouge, LA, USA, 2012. [Google Scholar]
- Tazi, M.; Sukiman, M.S.; Erchiqui, F.; Imad, A.; Kanit, T. Effect of wood fillers on the viscoelastic and thermophysical properties of HDPE-wood composite. Int. J. Polym. Sci. 2016, 2016, 9032525. [Google Scholar] [CrossRef]
- Khoa, D.; Lanh, T.; Thien, T.D. Study on Water Resistance of Polydopamine Treatment Wood Flour/Polypropylene Composites. J. Mater. Sci. Chem. Eng. 2016, 4, 7–15. [Google Scholar]
- Fabiyi, J.S.; McDonald, A.G.; McIlroy, D. Wood modification effects on weathering of HDPE-based wood plastic composites. J. Polym. Environ. 2009, 17, 34–48. [Google Scholar] [CrossRef]
- Kallakas, H.; Shamim, M.A.; Olutubo, T.; Poltimäe, T.; Süld, T.M.; Krumme, A.; Kers, J. Effect of chemical modification of wood flour on the mechanical properties of wood-plastic composites. Agron. Res. 2015, 13, 639–653. [Google Scholar]
- Liu, R.; Luo, S.; Cao, J.; Peng, Y. Characterization of organo-montmorillonite (OMMT) modified wood flour and properties of its composites with poly (lactic acid). Compos. Part A Appl. Sci. Manuf. 2013, 51, 33–42. [Google Scholar] [CrossRef]
- Javier, C.S.; Sergio, A.R.; Roberto, Z.G.; Jorge, D.D. Optimization of the Tensile and Flexural Strength of a Wood-PET Composite. Ing. Investig. y Tecnol. 2015, 16, 105–112. [Google Scholar] [CrossRef]
- de Oliveira Santos, R.P.; Castro, D.O.; Ruvolo-Filho, A.C.; Frollini, E. Processing and Thermal Properties of Composites Based on Recycled PET, Sisal Fibers, and Renewable Plasticizers. J. Appl. Polym. Sci. 2014, 40386, 1–13. [Google Scholar] [CrossRef]
- Corradini, E.; Ito, E.N.; Marconcini, J.M.; Rios, C.T.; Agnelli, J.M.; Mattoso, L.H. Interfacial behavior of composites of recycled poly (ethyelene terephthalate) and sugarcane bagasse fiber. Polym. Test. 2009, 28, 183–187. [Google Scholar] [CrossRef]
- Marzuki, N.H.; Irfiani, N.; Wahit, M.U.; Othman, N.; Yusoff, N.I. Mechanical properties of kenaf fiber and montmorillonite reinforced recycled polyethylene terephthalate/recycled polypropylene. Mater. Today Proc. 2018, 5, 21879–21887. [Google Scholar] [CrossRef]
- Chiellini, E.; Corti, A.; Giovannini, A.; Narducci, P.; Paparella, A.M.; Solaro, R. Evaluation of Biodegradability of Poly (ε-Caprolactone)/Poly (ethylene Terephthalate) Blends. J. Environ. Polym. Degrad. 1996, 4, 37–50. [Google Scholar] [CrossRef]
- Olewnik-Kruszkowska, E.; Kasperska, P.; Koter, I. Effect of poly (ε-caprolactone) as plasticizer on the properties of composites based on polylactide during hydrolytic degradation. React. Funct. Polym. 2016, 103, 99–107. [Google Scholar] [CrossRef]
- Zhu, Y.G.; Li, Z.Q.; Zhang, D.; Tanimoto, T. Effect of Cryomilling on the Thermal Behaviors of Poly (ethylene terephthalate). J. Appl. Polym. Sci. 2005, 99, 2868–2873. [Google Scholar] [CrossRef]
- Xia, X.L.; Liu, W.T.; Tang, X.Y.; Shi, X.Y.; Wang, L.N.; He, S.Q.; Zhu, C.S. Degradation behaviors, thermostability and mechanical properties of poly (ethylene terephthalate)/polylactic acid blends. J. Cent. South Univ. 2014, 21, 1725–1732. [Google Scholar] [CrossRef]
- Berthet, M.A.; Angellier-Coussy, H.; Chea, V.; Guillard, V.; Gastaldi, E.; Gontard, N. Sustainable food packaging: Valorising wheat straw fibres for tuning PHBV-based composites properties. Compos. Part A Appl. Sci. Manuf. 2015, 72, 139–147. [Google Scholar] [CrossRef]
- Dardmeh, N.; Khosrowshahi, A.; Almasi, H.; Zandi, M. Study on Effect of the Polyethylene Terephthalate/Nanoclay Nanocomposite Film on the Migration of Terephthalic Acid into the Yoghurt Drinks Simulant. J. Food Process Eng. 2017, 40, e12324. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Chowreddy, R.R.; Nord-Varhaug, K.; Rapp, F. Recycled polyethylene terephthalate/carbon nanotube composites with improved processability and performance. J. Mater. Sci. 2018, 53, 7017–7029. [Google Scholar] [CrossRef]
- Binhussain, M.A.; El-Tonsy, M.M. Palm leave and plastic waste wood composite for out-door structures. Constr. Build. Mater. 2013, 47, 1431–1535. [Google Scholar] [CrossRef]
- Marinho, N.P.; Do Nascimento, E.M.; Nisgoski, S.; Valarelli, I. Some physical and mechanical properties of medium-density fiberboard made from giant bamboo. Mater. Res. 2013, 16, 1387–1392. [Google Scholar] [CrossRef]
- Sombatsompop, N.; Chaochanchaikul, K.; Phromchirasuk, C.; Thongsang, S. Effect of wood sawdust content on rheological and structural changes, and thermo-mechanical properties of PVC/sawdust composites. Polym. Int. 2003, 52, 1847–1855. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Onset Loss Temperature (T0.5%) (°C) | Mass Loss at 300 °C (%) |
|---|---|---|
| rPET, shredded | 218.3 | 1.03 |
| rPET, milled | 110.6 | 1.73 |
| rPET/PCL 70/30 | 163.8 | 1.09 |
| rPET/SD 90/10 | 262.1 | 1.15 |
| rPET/SD 70/30 | 159.4 | 3.39 |
| PCL/SD 90/10 | 235.8 | 1.70 |
| PCL/SD 70/30 | 86.7 | 4.15 |
| rPET/PCL/SD 60/30/10 | 263.5 | 1.25 |
| rPET/PCL/SD 40/30/30 | 52.9 | 15.24 |
| Component | Proportion Constraints (vol.%) |
|---|---|
| rPET | 20 ≤ rPET ≤ 100 |
| PCL | 0 ≤ PCL ≤ 30 |
| SD | 0 ≤ SD ≤ 50 |
| Tensile Property | Regression Model | p-Value | Lack of Fit p-Value | R2 | Adj-R2 | Pred-R2 |
|---|---|---|---|---|---|---|
| Modulus (MPa) | 1128 PET − 491 PCL − 7397 SD + 15,626 PET × SD + 20,311 PCL × SD − 28,654 PET × PCL × SD − 9462 PET × SD × (PET − SD) | 0.000 | 0.125 | 58.93% | 51.89% | 46.07% |
| Strength (MPa) | 26.79 PET − 40.38 PCL − 12.90 SD + 126.16 PCL × SD | 0.000 | 0.504 | 57.04% | 53.65% | 48.97% |
| Ductility (EL%) | 8.6 PET + 140.7 PCL − 7.8 SD − 161.4 PET × PCL − 233.7 PCL × SD − 314.9 PCL × SD × (PCL − SD) | 0.000 | 0.523 | 67.19% | 62.63% | 52.93% |
| Interaction with Water | Regression Model | p-Value | R2 | Adj-R2 | Pred-R2 |
|---|---|---|---|---|---|
| WU (%) | 2.9 PET − 8.2 PCL + 63.5 SD − 71.2 PET × SD | 0.000 | 95.4 | 93.8 | 89.0 |
| TS (%) | 0.5 PET − 23.7 PCL + 12.3 SD + 37.9 PET × PCL | 0.000 | 92.7 | 90.3 | 84.2 |
| Ref | WPC Type | Modulus of Elasticity (GPa) | Tensile Strength (MPa) | Ductility (EL%) | Water Absorption (%) | Thickness Swelling (%) |
|---|---|---|---|---|---|---|
| rPET/SD (0 wt%) 1 | 1.10 ± 0.03 | 35.8 ± 17.2 | 23.9 ± 22.8 | 2.4 ± 0.6 1 | 0.0 1 | |
| rPET/SD (3.8 wt%) 1 | 1.01 ± 0.02 | 17.7 ± 2.1 | 9.8 ± 5.5 | 4.0 ± 2.1 1 | 3.2 ± 0.1 1 | |
| rPET/SD (8.1 wt%) 1 | 0.95 ± 0.03 | 13.5 ± 2.0 | 3.3 ± 1.5 | 6.4 ± 1.7 1 | 2.9 ± 0.1 1 | |
| rPET/SD (13.2 wt%) 1 | 1.13 ± 0.01 | 22.5 ± 10.2 | 3.5 ± 1.2 | 3.6 ± 0.7 1 | 4.3 ± 0.6 1 | |
| rPET/SD (19.1 wt%) 1 | 1.13 ± 0.02 | 12.3 ± 1.9 | 1.6 ± 0.4 | 13.9 ± 2.7 1 | 5.3 ± 2.9 1 | |
| rPET/SD (26.2 wt%) 1 | 0.81 ± 0.03 | 7.1 ± 3.3 | 1.1 ± 0.3 | 19.6 ± 1.4 1 | 5.5 ± 4.5 1 | |
| rPET/SD (34.7 wt%) 1 | - | - | - | 22.1 ± 2.4 1 | 7.4 ± 8.9 1 | |
| [46] | neat PET | 1.96 ± 0.02 | 40.02 ± 1.00 | 1.87 ± 0.03 | - | - |
| [47] | neat PET | 1.7 | 50 | 4 | 0.5 2 | - |
| [48] | rPET | 2.46 | 59 | 190 | - | - |
| [39] | rPET | 1.3 ± 0.1 | 43 ± 1.5 | 5.0 ± 0.4 | - | - |
| [39] | rPET/bagasse (5 wt%) | 1.3 ± 0.1 | 25 ± 1.6 | 3.1 ± 0.2 | - | - |
| [49] | natural hard wood | - | - | - | 29.2 3 | - |
| [49] | natural soft wood | - | - | - | 42.4 3 | - |
| [50] | MDF 4 | 1.3 ± 0.5 | 0.10 ± 0.01 | - | 28 ± 2 2 | 22 ± 2 2 |
| [51] | PVC 4/SD (0 wt%) | 0.70 ± 0.1 | 33.5 ± 1.5 | 32 ± 4 | - | - |
| [51] | PVC/SD (23.1 wt%) | 0.43 ± 0.01 | 10.8 ± 0.2 | 5 ± 0.1 | - | - |
| [51] | PVC/SD (41.2 wt%) | 0.27 ± 0.03 | 7.0 ± 0.5 | 2.6 ± 0.5 | - | - |
| [30] | PP 4/SD (40 wt%) | 3.9 ± 0.3 | 31 ± 2 | - | - | - |
| [30] | PVC/SD (40 wt%) | 5.6 ± 0.3 | 18 ± 3 | - | - | - |
| [25] | rPP 4/SD (30 wt%) | 1.89 ± 0.28 | 15.28 ± 1.06 | - | - | 0.26 ± 0.10 2 |
| [25] | rPP/SD (40 wt%) | 2.25 ± 0.52 | 15.81 ± 1.24 | - | - | 0.55 ± 0.29 2 |
| [25] | rPP/SD (50 wt%) | 2.91 ± 0.20 | 15.31 ± 0.85 | - | - | 0.57 ± 0.19 2 |
| [25] | rPP/SD (60 wt%) | 3.36 ± 0.24 | 10.50 ± 1.35 | - | - | 1.57 ± 0.47 2 |
| [23] | rPET/SD (40 wt%) | 2.01 ± 0.11 | - | - | 13.8 ± 1.46 2 | 5.7 ± 0.15 2 |
| [23] | rPET/SD (50 wt%) | 1.89 ± 0.06 | - | - | 16.7 ± 0.73 2 | 8 ± 0.7 2 |
| [23] | rPET/SD (60 wt%) | 1.73 ± 0.04 | - | - | 21.3 ± 1.09 2 | 8.1 ± 0.71 2 |
| [23] | rPET/SD (70 wt%) | 1.43 ± 0.09 | - | - | 29.5 ± 0.59 2 | 10 ± 0.4 2 |
| [37] | PET/SD (10%) | - | 15.24 | - | - | - |
| [37] | PET/SD (20%) | - | 11.64 | - | - | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Allaf, R.M.; Albarahmieh, E.; Futian, M. Preparation of Sawdust-Filled Recycled-PET Composites via Solid-State Compounding. Processes 2020, 8, 100. https://doi.org/10.3390/pr8010100
Allaf RM, Albarahmieh E, Futian M. Preparation of Sawdust-Filled Recycled-PET Composites via Solid-State Compounding. Processes. 2020; 8(1):100. https://doi.org/10.3390/pr8010100
Chicago/Turabian StyleAllaf, Rula M., Esraa Albarahmieh, and Mohammad Futian. 2020. "Preparation of Sawdust-Filled Recycled-PET Composites via Solid-State Compounding" Processes 8, no. 1: 100. https://doi.org/10.3390/pr8010100
APA StyleAllaf, R. M., Albarahmieh, E., & Futian, M. (2020). Preparation of Sawdust-Filled Recycled-PET Composites via Solid-State Compounding. Processes, 8(1), 100. https://doi.org/10.3390/pr8010100