Abstract
Pelletization is a significant approach for the efficient utilization of biomass energy. Sunflower seed husk is a common solid waste in the process of oil production. The novelty of this study was to determine the parameters during production of a novel pellet made from sunflower seed husk. The energy consumption (W) and physical properties (bulk density (BD) and mechanical durability (DU)) of the novel pellet were evaluated and optimized at the laboratory by using a pelletizer and response surface methodology (RSM) under a controlled moisture content (4%–14%), compression pressure (100–200 MPa), and die temperature (70–170 °C). The results show that the variables of temperature, pressure, and moisture content of raw material are positively correlated with BD and DU. Increasing the temperature and moisture content of raw materials can effectively reduce W, while increasing the pressure has an adverse effect on W. The optimum conditions of temperature (150 °C), pressure (180 MPa), and moisture content (12%) led to a BD of 1117.44 kg/m3, DU of 98.8%, and W of 25.3 kJ/kg in the lab. Overall, although the nitrogen content was slightly high, the novel manufactured pellets had excellent performance based on ISO 17225 (International Organization for Standardization of 17225, Geneva, Switzerland, 2016). Thus, sunflower seed husk could be considered as a potential feedstock for biomass pelletization.
1. Introduction
Bioenergy sources play a pivotal role in current global strategies for partially replacing fossil fuels [1]. The utilization of residues and other loose biomass over open fire is highly inefficient due to the lack of sufficient information regarding biomass fuel utilization technologies [2,3]. Modern utilization of biomass residues for energy includes solid fuel and liquid biofuel production [4,5]. Pelletization is a solid fuel densification process through which the density of the biomass material can be increased to up to 1000–1200 kg/m3 of loose biomass and the volume can be reduced by 8–10 times [6,7,8]. Therefore, pelletization of biomass is an attractive option for efficient use of bioenergy [9,10].
In recent years, some novel pellets made from different biomass residues such as beech sawdust [11], Scenedesmus microalgae [12], canola hull mixed meal [6], corncobs [13,14], wheat straw [15], and coir fibers [16] have been investigated, and those studies focused on how the characteristics and quality of the pellets (bulk density, mechanical durability, energy consumption, and net calorific value [17,18]) can be influenced by various factors related to the raw material (chemical composition, moisture content [16], and production process (pressure, temperature [14]). Response surface methodology (RSM) is one of the most popular methods for parameter optimization of pelletization and has been extensively studied [19,20]. RSM is a mathematical modeling tool for predicting the output relationship under multiple input parameters. It is an optimization method widely used in the engineering field that provides an approximation technique for optimizing the problem and other subroutines [19]. RSM provides a function called the response surface. The response surface is a function of an approximate result that predicts the unknown output value of any suitable input [20]. Zhang et al. [19] employed RSM to investigate the effects of pelletization time and pressure on straw pellet density and durability by comparing predictive results with experimental data of single pelletization and demonstrated good predictive ability (R2 > 0.95). Therefore, the study of the effects of these variables on the quality of the pellets is important, and the RSM method can offer reliable solutions with regard to the development of novel pellet fuel.
At present, oil seed husk as the raw material of biomass pellet fuel has been widely studied. Oil seed husk is an interesting and promising solid waste. As a byproduct of oil production, it has the advantage of high heat output, and its potential use is considerable [21,22]. At present, many studies are focused on the preparation of biomass pellet fuels from oil seed husks, such as peanut shell pellets, walnut shell pellets, palm shell pellets, and so on. Aleksander et al. [23] proposed pellet fuels made from walnut shells by controlling different parameters (such as moisture content and temperature), and optimized their durability and density. Bai et al. [24] found that peanut shell contained some oils, which as a new material added to straw pellets could significantly improve the physical properties of fuel and energy consumption characteristics. Lai et al. and Lam et al. used palm kernel shells to produce biopellets and determined the impact of compaction pressure on the strength of fuel pellets in oil palm shells [25,26]. These studies prove that it is feasible to prepare pellet fuel using oil husk, and the preparation parameters have a significant impact on the fuel’s physical properties and energy consumption. Sunflower is a large herbaceous plant of composite that has a relatively short growth cycle, strong drought resistance, and strong adaptability to the soil environment. As sunflower seeds are an important raw food material, they are widely planted all over the world. Currently, sunflowers are cultivated on 26.2 million hectares worldwide, especially in Russia, Ukraine, Argentina, and China, where the annual output exceeds 700,000 tons [27]. Before oil extraction, sunflower seeds need to be peeled. According to an investigation, the current capacity of a sunflower seed treatment plant is 400 tons in 24 h, and the output is about 100 tons of seed coat [28]. Therefore, sunflower seed husk is a byproduct of the sunflower seed oil industry. Miguel et al. [27] found that although sunflower seed husk is widely used in the production of animal feed, its use as an energy source is very limited. The high energy content of this biological byproduct makes it ideal for use as a heating fuel. Miguel et al. [27] reported that sunflower seed husk is an excellent raw material for fuel with great potential in terms of cost and combustion applications, and can effectively be used as an alternative to fossil fuels. Spirchez et al. [28] briefly discussed the density and durability of sunflower seed husks as a solid fuel raw material. On this basis, pellets made from sunflower seed husks have been proved to be a cheap and convenient fuel, and the husks represent a promising raw material for biomass granulation. The use of different parameters in the pelletization of sunflower seed husks will affect the quality of the pellet fuel and energy consumption in the pelleting process. However, little information is available on the effects of different parameters on the quality of pellets made from sunflower seed husks, and it is important to evaluate the physical properties and energy consumption of pellet fuels for the standardization of sunflower seed husk pellets.
This work investigated the effects of various preparation parameters on the energy consumption and physical properties of pellets made from sunflower seed husks, focusing on a novel pellet fuel made from the husks: (i) Pellets were produced by a single pelletizer in the laboratory under different conditions. The effects of factors on sunflower seed hull pellets were comprehensively analyzed. The pellets were tested for bulk density (BD), mechanical durability (DU), and energy consumption of pelletizing (W). (ii) Subsequently, based on ISO 17225 (International Organization for Standardization of 17225). [29], the effects of multivariate parameters such as moisture content, compression pressure, and die temperature were optimized by using response surface methodology (RSM). (iii) Finally, the performance of the novel pellet unit under optimum conditions was analyzed based on ISO 17225.
2. Materials and Methods
2.1. Feedstock of Sunflower Seed Husk and Methodology
Sunflower seed is a very common oil material, as shown in Figure 1. Sunflower kernels are used for oil extraction, and the remaining seed husks become solid waste. The purpose of this work is to produce biomass pellet fuels using sunflower seed husks. In the laboratory, by controlling different parameters of temperature, pressure, and raw material moisture content, pellets were produced by using a pelletizer, and the energy consumption and physical properties (bulk density (BD) and mechanical durability (DU)) of the pellets were evaluated based on ISO 17225. Then, the parameters were optimized by using the Box–Behnken design (BBD) model in Design-Expert V8.0.6.1 software (Stat-Ease Co., Minneapolis, MN, USA). Finally, the optimal preparation parameters were obtained with the target of bulk density, durability, and energy consumption of pellet fuel.
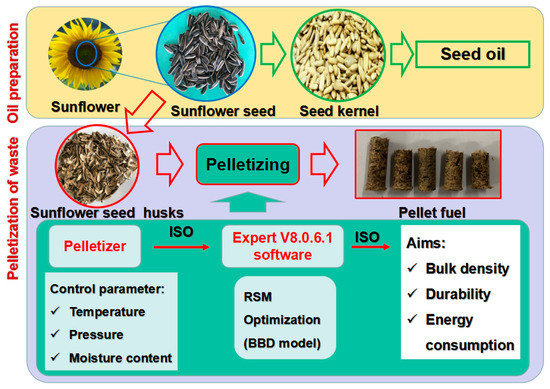
Figure 1.
Comprehensive utilization of sunflower seeds and methodology of this work.
The feedstock used in this study was sunflower seed husks (Tus-Holdings Raising Clean Energy Technology Co., Ltd., Shaanxi Province, Xi’an, China). Prior to pelletization, various particle sizes of the raw husks were analyzed using a laboratory sieve based on ISO 17830 [30]. The particle size of sunflower seed husk was mainly distributed in 3 groups: 0.18–0.25 mm (17.66 wt%), 0.25–0.425 mm (20.28 wt%), and 0.425–0.850 mm (54.21 wt%). Then, the materials were conditioned to different moisture content (4–14% wb). Moisture assays were performed in a laboratory dryer at 105 ± 2 °C for 24 h. The samples were weighed on a laboratory scale balance (accuracy of 0.001 g) based on ISO 18134-2 [31]. A predetermined amount of water was added to the grounds using a spray bottle. The water used to adjust the raw moisture content was purified, and the experiment was conducted in a clean environment. The grounds were thoroughly mixed and stored in sealable glassware at 4 °C for 48 h, as suggested by Zhang et al. [32]. The final moisture content was subsequently verified.
2.2. Pelletization and Sample Preparation
As shown in Figure 2a, pellets (approximately 1 g) were prepared using a single pelletizer (DWD-10, Heng Rui Jin Testing Machine Co., Ltd., Jinan, China). In short, the pelletizer included a cylinder (7 mm inner diameter, 70 mm height) and a piston (6.90 mm diameter, 90 mm length). The cylinder was wrapped with heating tape and contained a thermocouple and a temperature controller to preheat its interior to a certain die temperature. The end of the piston that was away from the cylinder was inserted vertically into the pressure sensor.
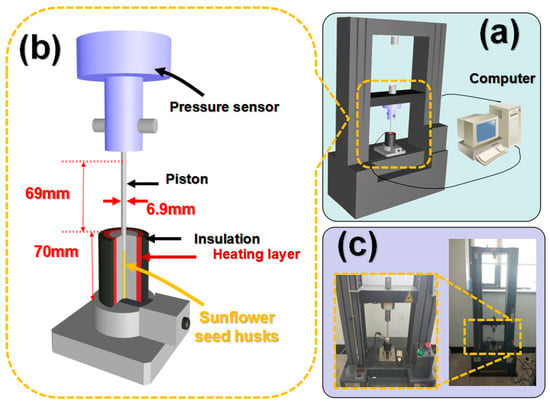
Figure 2.
(a,b) Experimental system of sample biomass pelletizer; (c) actual system device.
Temperature, pressure, and moisture content are significant factors influencing the quality of pellet fuel and consumption energy. According to research by Pradhan et al. [3], the temperature is generally controlled within the range of 60–180 °C, and the pressure is generally controlled within the range of 90–180 MPa. The moisture content is generally controlled within the range of 5%–16%. Therefore, considering the actual experimental conditions, the pellets were produced in a single pelletizer, in which the temperature (70, 90, 110, 130, 150, and 170 °C), moisture content (4, 6, 8, 10, 12, and 14%), and compression pressure (100, 120, 140, 160, 180, and 200 MPa) were controlled. The experiments for each sample under the given conditions were carried out 5 times, in order to limit the error of experimental results within ±5%. A cross-section of the sample image was observed with a digital microscope.
2.3. Energy Consumption and Characterization of Pellets
The energy consumption of pelleting has attracted much attention in many studies [7]. As shown in Figure 3, the process of pelletization comprises 2 parts: compression and extrusion.
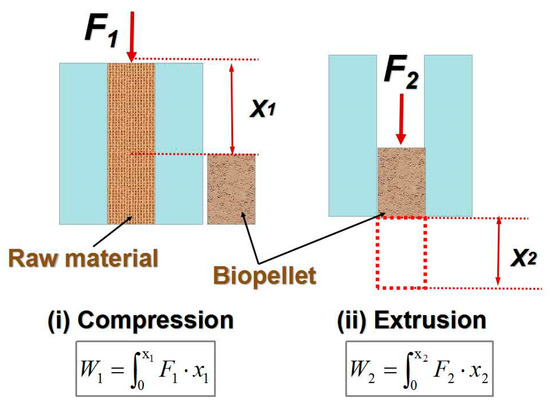
Figure 3.
Process of pelletization in single pelletizer.
The energy consumption (W, kJ/kg) of a single pellet during the pressing (W1, kJ/kg) and pushing (W2, kJ/kg) process can be calculated. The pressing force (F1, N) and displacement (x1, m) of the pressing process and the relationship between the pushing force (F2, N) and pushing displacement (x2, m) can be read from the experimental system on the computer in real time, as shown in Figure 4. The integral of force and displacement curve was calculated by MATLAB 2017 (R2017a, MathWorks Co., Natick, MA, USA), and the energy consumption for single pellet (m, kg) fuel preparation is calculated using Equation (1), as follows (method verified by Yuan et al. [33]):
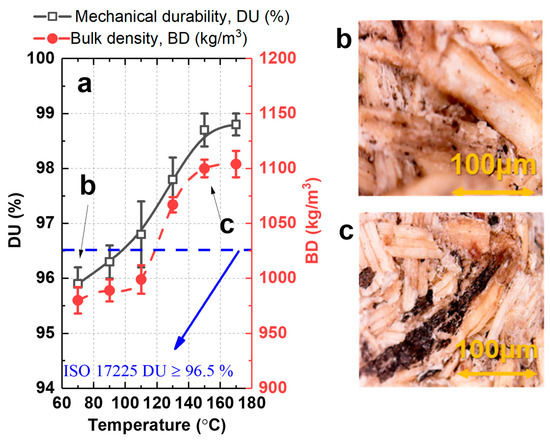
Figure 4.
(a) Relationship between mechanical durability (DU), bulk density (BD), and temperature based on ISO 17225 (International Organization for Standardization of 17225) (common experiment: 160 MPa and 10%); (b,c) microscopic section of pellet section under low and high temperature.
The elemental and proximate analysis results of the samples were measured using an Elementar (Vario MICRO cube, Elementar Co., Langenselbold, Germany) according to ISO 16948/16994 [34,35]. Three major components of sunflower seed husks, cellulose, hemicellulose, and lignin, were measured by a fiber analyzer (ANKOM 2000, Oakland, CA, USA). The dried biomass samples were leached under constant temperature for 3 h by a benzene–ethanol mixture (volume 2:1) (HLXK Co., Ltd., Shandong Province, Jinan, China; with purification) and dried to constant weight (105 ± 2 °C). The residue was then cooled to room temperature (around 25 °C) in a dryer and weighed. Extractives were calculated according to the method reported by Li et al. [36]. Moisture content was obtained according to ISO 18134-1/2 and 17225 [31]. Ash (A, % db) was obtained according to ISO 18122 [37]. The lower and higher heating value (LHV and HHV; MJ/kg wb) were obtained based on ISO 18125 [38]. The mechanical durability (DU, %) of the pellets was determined according to ISO 17831-2:2016-02 [39]. The bulk density (BD, kg/m3 wb) of pellets was determined according to the method described in ISO 17828 [40].
2.4. Analysis of Response Surface Methodology
Response surface methodology (RSM) is used to approximate the implicit limit state function by the polynomial function through a series of deterministic experiments [41]. RSM is a mathematical modeling tool for predicting the output relationship under multiple input parameters. In this work, the parameters for preparing fuel pellets were studied with RSM using Design-Expert 8.0.6 Trial software ((Stat-Ease Co., Minneapolis, MN, USA), originally developed by Box and Wilson [42]. Design-Expert 8.0.6 Trial is optimization software widely used in the engineering field that provides an approximation technique for optimizing the problem and other subroutines [15]. The software provides a function called the response surface, which is a function of an approximate result that predicts the unknown output value of any suitable input. Box–Behnken design (BBD) is a commonly used model in Design-Expert 8.0.6 Trial software. BBD is a test design method that can evaluate the nonlinear relationship between indices and factors. Different from central composite design (CCD), it does not need to conduct multiple experiments continuously, and with the same number of factors, the combination number of BBD is less than that of CCD, so it is more economical and effective [43]. BBD is often used in experiments where the nonlinear effects of factors need to be studied. In this study, the fuel pellets were prepared using the single pelletizer shown in Figure 2 by varying the preparation variables using BBD [44]. Particle size, moisture content, and pressure were found to be important parameters affecting the characteristics of the fuel pellets produced. Three-factorial BBD requires 12 experiments (each factor on 3 levels) and 5 central experiments, for a total of 17 experiments. The variables studied were as follows: (i) X1, die temperature at the time of pellet preparation; (ii) X2, pressure at the time of pellet preparation, and (iii) X3, moisture content of the raw material.
As shown in Table 1, these 3 variables, along with their respective ranges, were selected and some preliminary studies were conducted. The minimum and maximum values of the selected parameters and their experimental values are presented in Table 1. The experimental sequence was randomized in order to minimize the effects of uncontrolled factors. The responses were mechanical durability (DU, R1), bulk density (BD, R2), and energy consumption of pelleting (W, R3). In addition, the second-degree polynomial equation is the most commonly used model in RSM. The validity of this model has been proved for its use in pellet fuel optimization by many studies, such as [20,45]. In this work, each response was used to develop an empirical model that correlated the response to the variables using a second-degree polynomial equation, as shown in Equation (2):
where R is the predicted response, b0 is the constant coefficient, bi is the linear coefficient, bij is the interaction coefficient, bii is the quadratic coefficient, and xi, xj are the coded values of the fuel pellet preparation variables.

Table 1.
Response surface methodology (RSM) of independent variable and its range.
2.5. Statistics Analysis
As mentioned above, pelletization tests were repeated at least 5 times. The data are presented as ranges in terms of standard deviation. The calculated standard deviation indicates the level of uncertainty in the experiments. The results were statistically compared using multiple-way analysis of variance (ANOVA). The level of significance was established at p = 0.05.
3. Results and Discussions
3.1. Composition of Raw Materials
The composition analysis results of sunflower seed husks are presented in Table 2. Sunflower seed husks are typical agricultural waste. Compared with other studies, the sunflower seed husks selected in this study had similar chemical components to those selected in other studies. The high calorific value of sunflower seed husk is expected, which is a common phenomenon in oil seed husk waste. Sunflower seed husk contains more cellulose and hemicellulose and less lignin; cellulose and hemicellulose account for 65%–67%, lignin accounts for 20%–27%, and extractives account for 5.3%–5.5%. According to a report by Demirbas et al. [46], the cellulose and hemicellulose content of sunflower seed husks was significantly higher and the lignin content was much lower than those of walnut hulls (47.7% and 51%, respectively), and the extract content of sunflower seed husks was higher than that of walnut hulls (2.3%) but much lower than that of microalgae (47%) [47].
Table 2.
Composition comparison of sunflower seed husks in other studies.
3.2. Effects of Different Factors on Physical Properties of Pellets
3.2.1. Effect of Temperature on Physical Properties of Sample
In Figure 4, data on the effect of die temperature on pellet characteristics were obtained from experiments carried out at 160 MPa and 10%. Pellet characteristics were analyzed according to ISO 17225. The die temperature has an important influence on DU and BD. With a temperature of 70–170 °C, BD and DU increased from 977 kg/m3 to 1104 kg/m3 and 95.9% to 98.8%, respectively, and the increase range was 13% and 3%, respectively. When the temperature was high at 110 °C, all of the pellets had DU and BD greater than 96.5% and 600 kg/m3, which means that the requirements of ISO 17225 were met. First, as the die temperature increased in the range of 80–150 °C, the pellet BD and DU of the sample clearly increased. The micrograph shows that the binding between particles was more pronounced at higher temperatures, and the strength and density of the pellets increased. This was mainly due to the softening of lignin. Furthermore, the die temperature had little effect on the BD and DU of the sample from 150 °C to 170 °C. The effect of lignin softening is the primary type of binding. In previous studies, the denaturation temperature of protein was above 70 °C, while the mean lignin softening temperature was higher than 75 °C, so the lignin and protein in the raw materials did not act as binders at lower die temperatures (less than 75 °C) [50,51]. Kaliyan and Morey [52] suggested that a heating die temperature ranging from 75 °C to 150 °C could activate natural binding components such as hemicellulose, lignin, protein, starch, sugar, and fat in biomass feedstock. In previous studies [53,54], the denaturation temperature of protein was above 70 °C, and the mean temperature of GT for lignin was around 120 °C [52]. The bond strength of the particles increased and the quality of the particles improved obviously at this stage. As shown in Figure 4, when the temperature was lower than 110 °C, DU increased. At lower temperatures (e.g., 70–100 °C), DU was about 96%–96.4%, which is lower than the minimum required by ISO 17225 (≥96.5%). Therefore, to meet the standard requirements, temperatures of 110–150 °C appear to be the best option.
3.2.2. Effect of Pressure on Physical Properties of Sample
A comparison of pellet masses at 130 °C and a pressure of 10% is shown in Figure 5. In the range of 100–200 MPa, the pressure had a significant effect on the durability and density of the sample. BD and DU continued to increase as pressure increased. When the pressure was increased from 100 MPa to 200 MPa, the density of the sample pellet increased from 930 kg/m3 to 1120 kg/m3, and the durability increased from 95.7% to 98.8%. This is mainly because as the pressure increases, the husk particles can be squeezed into the voids of adjacent particles. According to previous studies, the mechanical properties (density, durability, hardness) of pellets are always positively affected by stress [7]. As the pressure increases, solid bridges, hydrogen bonds, and van der Waals forces are formed because the bonding components inside the material are squeezed [52,55]. It is presumed that proteins, lignin, and natural binding components such as extracts (water-soluble carbohydrates) in biomass materials can be extruded at a pressure of 150 MPa or more [50]. Subsequently, lignin acts as a binder at high pressure (160–180 MPa), which reduces the number of voids (pores) between the particles and makes the husk particles more tightly bonded [7]. This is an explanation of the mechanism by which BD and DU increase with increasing pressure. Increasing pressure is a common technique for promoting adhesion by increasing molecular contact between adjacent molecules. Photomicrographs show that the higher the pressure, the closer the husk particles. However, at too high a pressure (200 MPa), the changes in BD and DU were not significant (porosity reached its limit), which is consistent with the reported phenomenon by Hella et al. That is, the density of the particles increases as the pressure increases until a certain value is reached, beyond which the pressure no longer works [56]. Compared to ISO 17225, the BD value of the sample was higher than 900 kg/m3 at a pressure of 100–120 MPa, while the DU value, 95.7% to 96%, was slightly lower than the 96.5% standard. In summary, combined with results from previous studies, the density and durability of the pellets are positively affected by pressure during the densification process. Combined with the above studies, pressure above 140 MPa ensures that the BD and DU of the pellets are within the standard (ISO 17225).
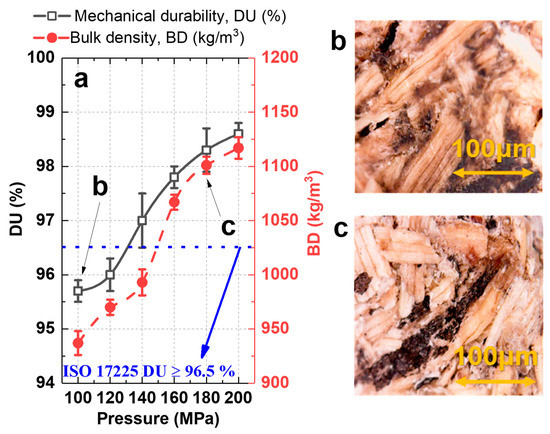
Figure 5.
(a) Relationship between mechanical durability (DU), bulk density (BD), and pressure based on ISO 17225 (common experiment: 130 °C and 10%); (b,c) microscopic section of pellet section under low and high pressure.
3.2.3. Effect of Moisture Content on Physical Properties of Sample
As shown in Figure 6, data on the effect of moisture on pellet characteristics were obtained from the experiments carried out at 160 MPa and 130 °C. BD increased initially with an increase of moisture content from 4% to 12%, and subsequently decreased with moisture content of 14%. DU of the pellets demonstrated a similar trend, peaking at a moisture content of 10%–12%. Compared with ISO 17225 (BD > 600 kg/m3), BD of pellets was more than 1000 kg/m3 when the moisture content of the raw material was 4%–12%. DU of the pellets ranged from 97.1% to 98.7% at a raw material moisture content of 8%–12%, which is in accordance with the ISO 17225 requirement of 96.5%. However, when the moisture content of the raw material was 4%, DU of the pellets was only 96.1%, which did not meet the requirements of the standard. In addition, according to the study of Kaliyan and Morey [57,58], under high moisture content conditions, due to the incompressibility of water, the moisture inside the particles may prevent the release of the completely smoothed natural binder. Moreover, the hydrogen bonds between the polymers of the particles could be replaced by bonds of water molecules, resulting in the formation of water film between particles, potentially resulting in the low BD and DU of samples. In other words, in order to make both BD and DU meet the ISO 17225 requirements, the moisture content should be within the range of 8%–12%.
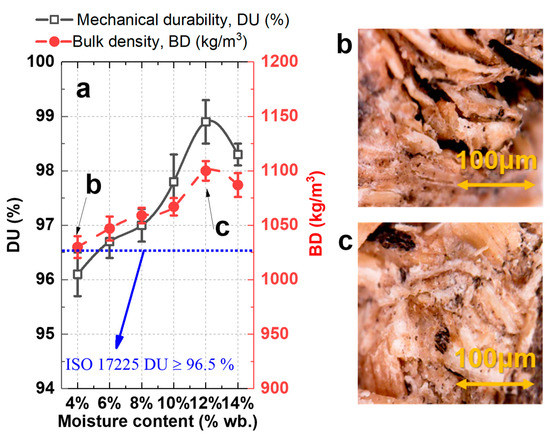
Figure 6.
(a) Relationship between mechanical durability (DU), bulk density (BD), and moisture content based on ISO 17225 (common experiment: 130 °C and 160 MPa); (b,c) microscopic section of pellet section under low moisture content and moisture content.
3.3. Effects of Different Factors on Energy Consumption of Pelletization
To the best of our knowledge, there is no ISO standard for energy consumption for pelletization. However, many researchers have focused on this index [24,25,33,47,50,59,60,61]. According to Equation (1), the curve of the force (F1, F2) and displacement (x1, x2) can be obtained by a single pelletizer. The integral of force and displacement curve was calculated by MATLAB 2017, and the energy consumption can be calculated. Therefore, Figure 7a–c shows the energy consumption of pellets under all operating pressures, die temperatures, and moisture content conditions.
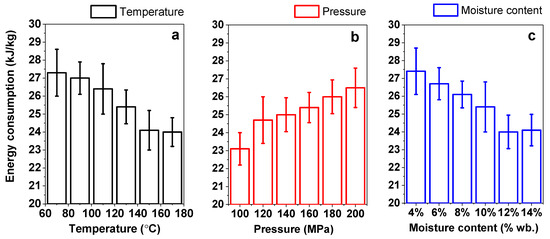
Figure 7.
Energy consumption for single pelletization of sunflower seed husk at various (a) die temperatures (60–180 °C), (b) pressure values (100–200 MPa), and (c) moisture content conditions (4%–14%).
As shown in Figure 7a, compression energy consumption decreases as the temperature increases. When the temperature is increased from 60 °C to 180 °C, the energy consumption of pelleting is gradually reduced from 27.1 kJ/kg to 23.9 kJ/kg. Previous studies have also shown that the softening temperature of lignin and the denaturation temperature of proteins are generally higher than 75 °C [50,51]. When the temperature is low, for example, in the range of 60–70 °C, the particles of sunflower seed husk are still rigid, because the high elastic modulus of the particles leads to higher energy consumption of pellets produced below 70 °C [58]. As the temperature increases, the activation of lignin, protein, and extractives improves the plasticity of the particles, which helps to reduce the energy consumption during pelleting [7]. As shown in Figure 7b, when the pressure is increased from 100 MPa to 200 MPa, the energy consumption of pelletization is gradually increased from 23.1 kJ/kg to 26.6 kJ/kg. This is mainly due to the increased density of the pellets; the pelleting bar has done more work for the raw material particles, resulting in increased work of the molding machine, and the phenomenon of increasing the energy consumption has been widely found in previous studies, such as Hosseinizand et al. [47]. Moisture content also has a significant impact on compression energy consumption. As shown in Figure 7c, when the moisture content is increased from 4% to 12%, the energy consumption of pelleting is reduced from 27.5 kJ/kg to 23.8 kJ/kg. This is mainly because water can form a liquid bridge as the moisture content increases, and the liquid film can act as a lubricant [54]. However, when the moisture content reaches 14%, the energy consumption slightly increases. This phenomenon was reported by Jiang et al. [62]. The main reason is that proteins and carbohydrates are squeezed out by excess moisture, which is denatured, and gelation, increasing the viscosity between the raw material and the mold, hindering the relative motion between particles [63].
In addition, Figure 8 shows a comparison of energy consumption of different pellets. Pellets made from sunflower seed husks are close to the energy consumption of pellets made from peanut hulls (22.5 kJ/kg) and palm kernel shells (35 kJ/kg). As shown in Table 2, the amount of extractives in sunflower seed husks is 5.5%, which is higher than that in wood biomass. According to a previous report, the high extractive content in the raw biomass can reduce the energy needed to produce pellets, as well as bulk density [64]. This is the reason why energy consumption of sunflower seed husk pelleting is lower than that of raw wood. In particular, the extractives in microalgae are as high as 47.1%, which explains why energy consumption of microalgae pelleting is much lower than that of other biomass materials [47]. As reviewed in Figure 8, during the pelletization process, the average energy consumption of wood pellets is around 40 kJ/kg, and the energy consumption of straw pellets is generally in the range of 13–25 kJ/kg. That is, the energy consumption of wood pellets is much higher than that of straw pellets, which is mainly because straw plants contain more cellulose and hemicellulose [61]. These natural binders are easier to form and agglomerate, resulting in lower energy consumption for the pelletization of straw [65]. In addition, it is worth noting that some of the novel pellets prepared from husks and microalgae take less energy to produce than wood pellets, mainly because these materials are rich in oils and fats and can be used for lubrication during pelleting. Combined with previous research, in order to reduce the energy consumption of pelleting, some studies focus on co-pelletization of straw materials and wood materials; for example, Lu et al. [65] used wheat straw (Triticum aestivum L.) and pine shavings to prepare pellets, and the energy consumption was reduced by about 18%. However, it is worth considering that if some raw materials with waste oil materials and other biomass are mixed, such as sawdust mixed with rice husks and microalgae, the energy consumption of pelletization can be further reduced under the premise of omitting artificial energy consumption. Therefore, co-pelletization of sunflower seed husks and wood residues seems to be a direction for future research.
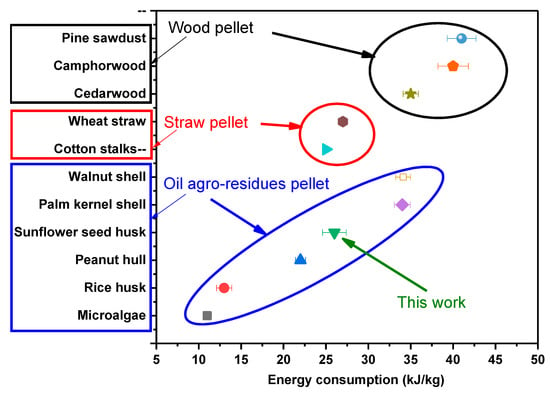
Figure 8.
Comparison of energy consumption of different biomass pellets [24,25,33,47,50,61].
3.4. RSM Optimization of Energy Consumption and Physical Properties
RSM is a mathematical modeling tool used to predict output relationships across multiple input parameters. In this work, the relationship between the parameters (temperature, pressure, and moisture content) of the fuel pellets and the physical properties (mechanical durability, R1, and bulk density, R2) and energy consumption (R3) of the pellets was thoroughly studied using Design-Expert 8.0.6 test software. However, according to previous studies, mathematical equations obtained by fitting functions to experimental data may yield inaccurate results [43]. Therefore, analysis of variance (ANOVA) is generally used as an important means of testing the significance and accuracy of a model. In this work, the ANOVA results are shown in Table 3 and Table 4.
Table 3.
Summary of analysis of variance (ANOVA) results for all responses.
Table 4.
RSM model fit summary output for energy consumption and physical properties.
As shown in Table 3, the F-value obtained a lower p-value (p < 0.05). The mechanical durability (R1), bulk density (R2), and energy consumption (R3) regression models have p-values of 0.0001, 0.0094, and 0.0026, respectively (p < 0.05). That is, the model is significant. In addition, the model’s determination coefficient (R2) indicates that the total variability can be explained by the BD, DU, and W models (Table 4). The value of the adjusted determination coefficient (Adj R2) also indicates that the experimental and model prediction values are very consistent. A graphical representation of the predicted and actual values of all responses is shown in Figure 9, and the predicted values effectively reflect the actual values. The values of all regression coefficients and their significance levels are given in Table 4. In Table 4, the Adeq Precision measures the signal-to-noise ratio, and values above 4 are considered ideal [20,43]. In this study, the Adeq Precision values of BD, DU, and W are in the range of 20.206, 7.824, and 11.459, respectively, indicating that the signal is sufficient. In summary, the model presented in this paper is valid.
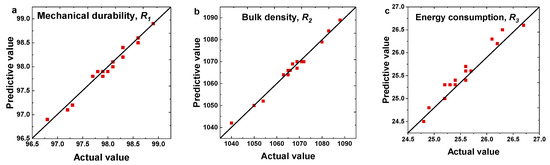
Figure 9.
Comparison of predicted and actual values: (a) Mechanical durability (R1), (b) bulk density (R2), (c) energy consumption (R3).
Design-Expert 8.0.6 test software is based on experimental data, and according to Equation (2), the interaction between mechanical durability (R1), bulk density (R2), and energy consumption (R3) and temperature (X1), pressure (X2), and moisture content (X3) is expressed below, and all models are composed of significant items (p < 0.05).
R1 = + 80.11507 + 0.020625 × X1 + 0.06875 × X2 + 1.4 × X3 − 0.0625 × X2 × X3
R2 = + 735.50368 + 0.89375 × X1+0.96875 × X2
R3 = + 12.45063 + 0.014 × X2+2.41250 × X3 − 0.0125 × X2 × X3 − 0.079375 × X32
For R1, the X1, X2, X3, and X2X3 terms are significant items (p < 0.05), where the interaction term is X2X3. As shown in Figure 10a,b, the influence of pressure and moisture content on DU is presented when the temperature is kept constant. The illustration shows that as the pressure increases, the DU of the particles increases effectively. Obviously, increasing the moisture content can increase the DU of the sample. Although the maximum DU (200 MPa) can achieve the best DU of the pellets, it is difficult to achieve an economic and energy consumption balance on an industrial scale. For R2, the X1 and X2 terms are significant (p < 0.05), with no significant interaction terms. R2 can be graphically represented as shown in Figure 10c,d. In this case, the obtained R2 is 0.9744, and the adjusted R2 is 0.9762 in Table 4, which indicates that the experimental and model prediction values are very consistent. Figure 10d shows the effects of temperature and pressure on density when the moisture content is kept constant. BD increases as pressure increases. The same BD can be obtained at high pressure and high temperature. However, high temperature and pressure require additional energy consumption. In addition, BD is greater than 600 kg/m3 (ISO 17225) at 140 MPa and 110 °C. Regarding the energy consumption (W, R3) response, the X2, X3, X2, X3, and X32 terms are significant items (p < 0.05). The surface in Figure 10e,f shows the effect of moisture content and pressure on energy consumption when the temperature is kept constant. In this case, the R2 obtained in Table 4 is 0.9313, and the adjusted R2 is 0.8429, which indicates that the experimental and model prediction values are very consistent. When pressure is high, energy consumption is high. However, under any pressure conditions, when the water content is in the range of 10%–12%, energy consumption is significantly reduced, mainly because water acts as a lubricant [50]. Therefore, the process parameters of good temperature (150 °C), pressure (180 MPa), and moisture content (12%) were obtained by response surface optimization. Under the optimal parameters, the actual value obtained by the experimental device is very close to the analog value of RSM with an error of less than 5%. Under the optimal parameters, DU, BD, and W are 98.8%, 1117.44 kg/m3, and 25.3 kJ/kg, respectively, which meets the requirements of ISO17225 for pellets.
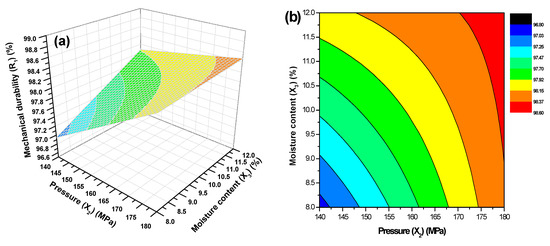
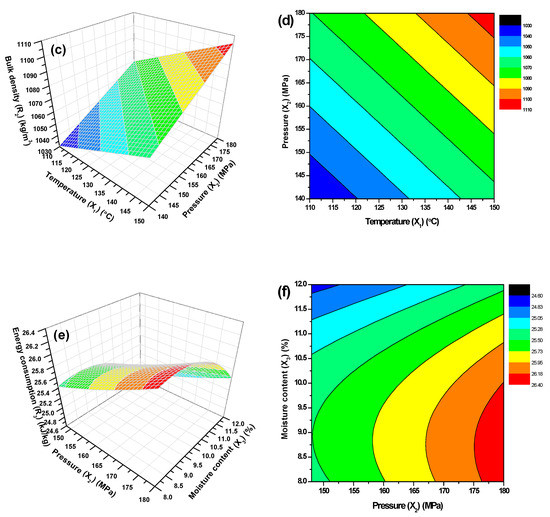
Figure 10.
RSM optimization of key parameters: (a,b) Effect of pressure (X2) and moisture content (X3) on mechanical durability (R1), (c,d) effect of temperature (X1) and pressure (X2) on bulk density (R2), (e,f) effect of pressure (X2) and moisture content (X3) on energy consumption (R3).
3.5. Comparison of Characterization of Raw Materials Based on ISO Standard
Table 5 shows the results obtained from optimized pellet characterization (temperature: 150 °C; pressure: 180 MPa; moisture content: 12%) and its comparison with ISO 17225-6 standards (A and B) and typical biopellets.
Table 5.
Characterization of pellets made from sunflower seed husk based on ISO 17225-2.
In Table 5, based on ISO 17225-2, pellets made from sunflower seed husks showed low moisture content, high BD, and high DU. The moisture obtained in this research was lower compared to the requirements for woody biomass (10% wb). BD and DU are the main quality indicators for pellets [17], and an increase in these parameters indicates higher density. Pellets must resist various impacts during loading and shipping to places of consumption [12]. Otherwise, it would lead to an adverse amount of dust, implying a health hazard (explosive atmosphere, respiratory disease, etc.) [66]. The BD and DU obtained in this research were higher than the requirements for woody biomass (ISO: 600 kg/m3, 96.5%). Furthermore, adding other wastes, such as sludge [50] or microalgae [47], usually increases the BD and DU of the resulting pellets. Also, it is worth noting that pellet fuel prepared from sunflower seed husks has high calorific value. However, the high nitrogen content may result in more emissions of nitrogen oxides than wood pellets. This is mainly due to the fact that there is a certain amount of oil extract in sunflower seed husks. Microalgae contain higher amounts of protein and oil, so microalgae particles have higher nitrogen content, but the oil can effectively reduce the energy consumption during the preparation of the sample pellet. Therefore, although the nitrogen content is slightly high, performance of the manufactured pellets was satisfactory based on ISO 17225.
According to a report by Hamelinckya et al. [67], the cost of transporting raw materials accounts for 60%–75% of their cost. Since sunflower seed husks are a byproduct of the sunflower oil industry, they are generally obtained from sunflower oil plants or food factories. According to research by Albashabsheh et al. [68], in large-scale pelletization, if the transportation distance for raw materials is too long, the fuel cost will be high. Therefore, in future industrial production, factories that produce sunflower seed husk pellet fuel should be as close as possible to these plants to ensure lower transportation costs [67]. However, in a specific scale case, determining transportation distance is complex system engineering that needs to be done by combining information from the whole industry chain. In addition, in order to supply biomass from the production area to the energy import area, long-distance international transportation is required. In this study, the pellets were exposed to the laboratory’s natural environment (25 °C average temperature, 30% average humidity), and after 7 and 30 days of continuous standing, the durability of the pellet fuel was reduced to 97.8 ± 0.2% and 96.8 ± 0.15%, and the bulk density decreased to 1090.4 ± 2.2 kg/m3 and 1050.3 ± 3.1 kg/m3. These deterioration phenomena of biopellets are logical and have been reported by Graham et al. [69]. Although the pellet performance deteriorates, it still meets the requirements of ISO 17225. That is to say, sunflower seed husk pellets could be stored outside the pellet facility for a longer time, providing the possibility for wider transportation of fuel. However, shortening the distance to transport raw materials and the storage time of particulate fuels can still improve the competitiveness of fuel cost. Miguel et al. [27] investigated the cost of transportation per kWh for sunflower seed husk pellet fuel and fossil fuel. The results show that in terms of price, sunflower seed husk pellet fuel is 71% cheaper than natural gas and 75% cheaper than coal, thus using it has higher economic benefits. Compared with the high taxation of fossil energy, especially in some European countries and China, the biomass from agricultural grain resources receives important subsidies from agricultural policies. In all, these facts show that sunflower seed husks are a good feedstock for biomass pelletization.
4. Conclusions
In this study, the performance of pellets produced from sunflower seed husks based on ISO 17225 was investigated in a laboratory. Then, the optimum conditions were determined by using RSM. The following conclusions were drawn from this study: The three variables of temperature, pressure, and raw material moisture content are positively correlated with BD and DU. Energy consumption is inversely related to the moisture content of raw material and positively correlated with pressure and temperature. The optimum conditions of temperature (150 °C), pressure (180 MPa), and moisture content (12%) led to a BD of 1117.44 kg/m3, DU of 98.8%, and W of 25.3 kJ/kg in the lab. In all, although the nitrogen content is slightly high, the energy consumption and physical properties of the novel pellets are excellent. Thus, sunflower seed husks could be considered as potential feedstock for biomass pelletization. Moreover, this work provides a potential novel pellet fuel made from sunflower seed husks and a new way to use the husks as a resource.
Author Contributions
Conceptualization, X.C. and J.Y.; methodology, X.C., X.S., W.L., T.H. and C.B.; software, X.C. and X.S.; validation, X.S., W.L., T.H. and C.B.; formal analysis, X.C. and X.S.; investigation, X.C., X.S. and J.Y.; resources, W.L., T.H. and C.B.; writing—original draft preparation, X.C.; writing—review and editing, J.Y. and X.S.; visualization, X.C. and X.S.; supervision, J.Y.; project administration, J.Y.; funding acquisition, W.L., T.H. and C.B.
Funding
This work is supported by the Natural Science Foundation of Tianjin City, China (No. 13JCYBJC19000).
Acknowledgments
The authors wish to thank the Tianjin talent development special support program for the high-level innovation and entrepreneurship team.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Praeger, F.; Paczkowski, S.; Sailer, G.; Derkyi, N.S.A.; Pelz, S. Biomass sources for a sustainable energy supply in Ghana—A case study for Sunyani. Renew. Sustain. Energy Rev. 2019, 107, 413–424. [Google Scholar] [CrossRef]
- Li, Q.; Qi, J.; Jiang, J.; Wu, J.; Duan, L.; Wang, S.; Hao, J. Significant reduction in air pollutant emissions from household cooking stoves by replacing raw solid fuels with their carbonized products. Sci. Total Environ. 2019, 650, 653–660. [Google Scholar] [CrossRef] [PubMed]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Bentsen, N.S.; Nilsson, D.; Larsen, S. Agricultural residues for energy—A case study on the influence of resource availability, economy and policy on the use of straw for energy in Denmark and Sweden. Biomass Bioenergy 2018, 108, 278–288. [Google Scholar] [CrossRef]
- Schroeder, P.; Beckers, B.; Daniels, S.; Gnaedinger, F.; Maestri, E.; Marmiroli, N.; Mench, M.; Millan, R.; Obermeier, M.M.; Oustriere, N.; et al. Intensify production, transform biomass to energy and novel goods and protect soils in Europe—A vision how to mobilize marginal lands. Sci. Total Environ. 2018, 616, 1101–1123. [Google Scholar] [CrossRef] [PubMed]
- Azargohar, R.; Soleimani, M.; Nosran, S.; Bond, T.; Karunakaran, C.; Dalai, A.K.; Tabil, L.G. Thermo-physical characterization of torrefied fuel pellet from co-pelletization of canola hulls and meal. Ind. Crop. Prod. 2019, 128, 424–435. [Google Scholar] [CrossRef]
- Mostafa, M.E.; Hu, S.; Wang, Y.; Su, S.; Hu, X.; Elsayed, S.A.; Xiang, J. The significance of pelletization operating conditions: An analysis of physical and mechanical characteristics as well as energy consumption of biomass pellets. Renew. Sustain. Energy Rev. 2019, 105, 332–348. [Google Scholar] [CrossRef]
- Dai, X.; Theppitak, S.; Yoshikawa, K. Pelletization of Carbonized Wood Using Organic Binders with Biomass Gasification Residue as an Additive. Energy Fuels 2019, 33, 323–329. [Google Scholar] [CrossRef]
- Adhikari, B.B.; Chae, M.; Zhu, C.; Khan, A.; Hayfield, D.; Choi, P.; Bressler, D.C. Pelletization of Torrefied Wood Using a Proteinaceous Binder Developed from Hydrolyzed Specified Risk Materials. Processes 2019, 7, 229. [Google Scholar] [CrossRef]
- Frodeson, S.; Berghel, J.; Stahl, M.; Granstrom, K.; Romlin, C.; Thelander, A. The Potential for a Pellet Plant to Become a Biorefinery. Processes 2019, 7, 233. [Google Scholar] [CrossRef]
- Krizan, P.; Matus, M.; Soos, L.; Beniak, J. Behavior of Beech Sawdust during Densification into a Solid Biofuel. Energies 2015, 8, 6382–6398. [Google Scholar] [CrossRef]
- Miranda, M.T.; Sepulveda, F.J.; Arranz, J.I.; Montero, I.; Rojas, C.V. Physical-energy characterization of microalgae Scenedesmus and experimental pellets. Fuel 2018, 226, 121–126. [Google Scholar] [CrossRef]
- Miranda, M.T.; Sepulveda, F.J.; Arranz, J.I.; Montero, I.; Rojas, C.V. Analysis of pelletizing from corn cob waste. J. Environ. Manag. 2018, 228, 303–311. [Google Scholar] [CrossRef] [PubMed]
- Djatkov, D.; Martinov, M.; Kaltschmitt, M. Influencing parameters on mechanical-physical properties of pellet fuel made from corn harvest residues. Biomass Bioenergy 2018, 119, 418–428. [Google Scholar] [CrossRef]
- Azocar, L.; Hermosilla, N.; Gay, A.; Rocha, S.; Diaz, J.; Jara, P. Brown pellet production using wheat straw from southern cities in Chile. Fuel 2019, 237, 823–832. [Google Scholar] [CrossRef]
- Stelte, W.; Barsberg, S.T.; Clemons, C.; Morais, J.P.S.; de Freitas Rosa, M.; Sanadi, A.R. Coir Fibers as Valuable Raw Material for Biofuel Pellet Production. Waste Biomass Valorization 2018, 9, 1–9. [Google Scholar] [CrossRef]
- Larsson, S.H.; Samuelsson, R. Prediction of ISO 17831-1:2015 mechanical biofuel pellet durability from single pellet characterization. Fuel Process. Technol. 2017, 163, 8–15. [Google Scholar] [CrossRef]
- Barbanera, M.; Lascaro, E.; Stanzione, V.; Esposito, A.; Altieri, R.; Bufacchi, M. Characterization of pellets from mixing olive pomace and olive tree pruning. Renew. Energy 2016, 88, 185–191. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, Z.; Zhang, P.; Zhang, M.; Li, Z.; Chen, X.; Zhou, J. Ultrasonic-Assisted Pelleting of Sorghum Stalk: Predictive Models for Pellet Density and Durability Using Multiple Response Surface Methodology. Energies 2018, 11, 1214. [Google Scholar] [CrossRef]
- Ramezanzade, M.; Moghaddam, A.G. Optimizing the Production Parameters for Pellets Made from Pistachio Tree Pruning Using Multi-Response Optimization. Waste Biomass Valorization 2018, 9, 1213–1221. [Google Scholar] [CrossRef]
- Gonzalez-Garcia, S.; Bacenetti, J. Exploring the production of bio-energy from wood biomass. Italian case study. Sci. Total Environ. 2019, 647, 158–168. [Google Scholar] [CrossRef] [PubMed]
- Moreno-Lopez, M.; Alarcon-Herrera, M.T.; Martin-Dominguez, I.R. Feasibility of Pelletizing Forest Residues in Northern Mexico. Waste Biomass Valorization 2017, 8, 923–932. [Google Scholar] [CrossRef]
- Lisowski, A.; Pajor, M.; Swietochowski, A.; Dabrowska, M.; Klonowski, J.; Mieszkalski, L.; Ekielski, A.; Stasiak, M.; Piatek, M. Effects of moisture content, temperature, and die thickness on the compaction process, and the density and strength of walnut shell pellets. Renew. Energy 2019, 141, 770–781. [Google Scholar] [CrossRef]
- Bai, X.; Wang, G.; Gong, C.; Yu, Y.; Liu, W.; Wang, D. Co-pelletizing characteristics of torrefied wheat straw with peanut shell. Bioresour. Technol. 2017, 233, 373–381. [Google Scholar] [CrossRef] [PubMed]
- Lam, P.S.; Lam, P.Y.; Sokhansanj, S.; Lim, C.J.; Bi, X.T.; Stephen, J.D.; Pribowo, A.; Mabee, W.E. Steam explosion of oil palm residues for the production of durable pellets. Appl. Energy 2015, 141, 160–166. [Google Scholar] [CrossRef]
- Lai, Z.Y.; Goh, S.M. Mechanical strength of binary oil palm kernel shell and HZSM-5 zeolite fuel pellets. Fuel 2015, 150, 378–385. [Google Scholar] [CrossRef]
- Perea-Moreno, M.; Manzano-Agugliaro, F.; Perea-Moreno, A. Sustainable Energy Based on Sunflower Seed Husk Boiler for Residential Buildings. Sustainability 2018, 10, 3407. [Google Scholar] [CrossRef]
- Spirchez, C.; Lunguleasa, A.; Croitoru, C. Ecological briquettes from sunflower seed husk. In E3S Web of Conferences; Cui, W., Ed.; EDP Sciences: Paris, France, 2019; Volume 80. [Google Scholar]
- ISO. Solid Biofuels—Fuel Specifications and Classes; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- ISO. Solid Biofuels—Particle Size Distribution of Disintegrated Pellets; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- ISO. ISO 18134-1/2 Solid Biofuels—Determination of Moisture Content—Oven Dry Method-Part ½; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Zhang, J.; Guo, Y. Physical properties of solid fuel briquettes made from Caragana korshinskii Kom. Powder Technol. 2014, 256, 293–299. [Google Scholar] [CrossRef]
- Cao, L.; Yuan, X.; Li, H.; Li, C.; Xiao, Z.; Jiang, L.; Huang, B.; Xiao, Z.; Chen, X.; Wang, H.; et al. Complementary effects of torrefaction and co-pelletization: Energy consumption and characteristics of pellets. Bioresour. Technol. 2015, 185, 254–262. [Google Scholar] [CrossRef]
- ISO. ISO 16948, Solid Biofuels—Determination of Total Content of Carbon, Hydrogen and Nitrogen; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- ISO. ISO 16994, Solid Biofuels—Determination of Total Content of Sulfur and Chlorine; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Li, S.G.; Xu, S.P.; Liu, S.Q.; Yang, C.; Lu, Q.H. Fast pyrolysis of biomass in free-fall reactor for hydrogen-rich gas. Fuel Process. Technol. 2004, 85, 1201–1211. [Google Scholar] [CrossRef]
- ISO. ISO 18122, Solid Biofuels—Determination of Ash Content; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- ISO. ISO 18125, Solid Biofuels—Determination of Calorific Value; ISO: Geneva, Switzerland, 2017. [Google Scholar]
- ISO. ISO 17831-1, Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes; ISO: Geneva, Switzerland, 2015; Volume B. [Google Scholar]
- ISO. ISO 17828, Solid Biofuels—Determination of Bulk Density; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Tumuluru, J.S. Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies 2019, 12, 1198. [Google Scholar] [CrossRef]
- Box, G.E.; Wilson, K.B. On the experimental attainment of optimum conditions. J. R. Stat. Soc. Ser. B (Methodol.) 1951, 13, 1–38. [Google Scholar] [CrossRef]
- Iftikhar, M.; Asghar, A.; Ramzan, N.; Sajjadi, B.; Chen, W. Biomass densification: Effect of cow dung on the physicochemical properties of wheat straw and rice husk based biomass pellets. Biomass Bioenergy 2019, 122, 1–16. [Google Scholar] [CrossRef]
- Song, X.; Zhang, M.; Pei, Z.J.; Wang, D. Ultrasonic vibration-assisted pelleting of wheat straw: A predictive model for energy consumption using response surface methodology. Ultrasonics 2014, 54, 305–311. [Google Scholar] [CrossRef] [PubMed]
- Lu, D.; Tabil, L.G.; Wang, D.; Wang, G.; Wang, Z. Optimization of binder addition and compression load for pelletization of wheat straw using response surface methodology. Int. J. Agric. Biol. Eng. 2014, 7, 67–78. [Google Scholar]
- Demirbas, A. Effect of temperature on pyrolysis products from four nut shells. J. Anal. Appl. Pyrolysis 2006, 76, 285–289. [Google Scholar] [CrossRef]
- Hosseinizand, H.; Sokhansanj, S.; Lim, C.J. Co-pelletization of microalgae Chlorella vulgaris and pine sawdust to produce solid fuels. Fuel Process. Technol. 2018, 177, 129–139. [Google Scholar] [CrossRef]
- Bilgic, E.; Yaman, S.; Haykiri-Acma, H.; Kucukbayrak, S. Limits of variations on the structure and the fuel characteristics of sunflower seed shell through torrefaction. Fuel Process. Technol. 2016, 144, 197–202. [Google Scholar] [CrossRef]
- Matin, A.; Majdak, T.; Kricka, T.; Grubor, M. Valorization of sunflower husk after seeds convection drying for solid fuel production. J. Cent. Eur. Agric. 2019, 20, 389–401. [Google Scholar] [CrossRef]
- Li, H.; Jiang, L.; Li, C.; Liang, J.; Yuan, X.; Xiao, Z.; Xiao, Z.; Wang, H. Co-pelletization of sewage sludge and biomass: The energy input and properties of pellets. Fuel Process. Technol. 2015, 132, 55–61. [Google Scholar] [CrossRef]
- Porter, D.; Vollrath, F. Water mobility, denaturation and the glass transition in proteins. Biochim. Biophys. Acta-Proteins Proteom. 2012, 1824, 785–791. [Google Scholar] [CrossRef] [PubMed]
- Kaliyan, N.; Morey, R.V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- Salmen, L.; Olsson, A.M. Interaction between hemicelluloses, lignin and cellulose: Structure-property relationships. J. Pulp Pap. Sci. 1998, 24, 99–103. [Google Scholar]
- Wongsiriamnuay, T.; Tippayawong, N. Effect of densification parameters on the properties of maize residue pellets. Biosyst. Eng. 2015, 139, 111–120. [Google Scholar] [CrossRef]
- Jiang, L.; Liang, J.; Yuan, X.; Li, H.; Li, C.; Xiao, Z.; Huang, H.; Wang, H.; Zeng, G. Co-pelletization of sewage sludge and biomass: The density and hardness of pellet. Bioresour. Technol. 2014, 166, 435–443. [Google Scholar] [CrossRef] [PubMed]
- Adapa, P.; Tabil, L.; Schoenau, G. Compaction characteristics of barley, canola, oat and wheat straw. Biosyst. Eng. 2009, 104, 335–344. [Google Scholar] [CrossRef]
- Gilvari, H.; de Jong, W.; Schott, D.L. Quality parameters relevant for densification of bio-materials: Measuring methods and affecting factors—A review. Biomass Bioenergy 2019, 120, 117–134. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Hu, Q.; Shao, J.; Yang, H.; Yao, D.; Wang, X.; Chen, H. Effects of binders on the properties of bio-char pellets. Appl. Energy 2015, 157, 508–516. [Google Scholar] [CrossRef]
- Song, X.; Yang, Y.; Zhang, M.; Zhang, K.; Wang, D. Ultrasonic pelleting of torrefied lignocellulosic biomass for bioenergy production. Renew. Energy 2018, 129, 56–62. [Google Scholar] [CrossRef]
- Si, Y.; Hu, J.; Wang, X.; Yang, H.; Chen, Y.; Shao, J.; Chen, H. Effect of Carboxymethyl Cellulose Binder on the Quality of Biomass Pellets. Energy Fuels 2016, 30, 5799–5808. [Google Scholar] [CrossRef]
- Jiang, L.; Yuan, X.; Xiao, Z.; Liang, J.; Li, H.; Cao, L.; Wang, H.; Chen, X.; Zeng, G. A comparative study of biomass pellet and biomass-sludge mixed pellet: Energy input and pellet properties. Energy Convers. Manag. 2016, 126, 509–515. [Google Scholar] [CrossRef]
- Kirsten, C.; Lenz, V.; Schroeder, H.; Repke, J. Hay pellets—The influence of particle size reduction on their physical-mechanical quality and energy demand during production. Fuel Process. Technol. 2016, 148, 163–174. [Google Scholar] [CrossRef]
- Garcia, R.; Gil, M.V.; Rubiera, F.; Pevida, C. Pelletization of wood and alternative residual biomass blends for producing industrial quality pellets. Fuel 2019, 251, 739–753. [Google Scholar] [CrossRef]
- Lu, D.; Tabil, L.G.; Wang, D.; Wang, G.; Emami, S. Experimental trials to make wheat straw pellets with wood residue and binders. Biomass Bioenergy 2014, 69, 287–296. [Google Scholar] [CrossRef]
- Gillespie, G.D.; Everard, C.D.; Fagan, C.C.; McDonnell, K.P. Prediction of quality parameters of biomass pellets from proximate and ultimate analysis. Fuel 2013, 111, 771–777. [Google Scholar] [CrossRef]
- Hamelinck, C.N.; Suurs, R.; Faaij, A. International bioenergy transport costs and energy balance. Biomass Bioenergy 2005, 29, 114–134. [Google Scholar] [CrossRef]
- Albashabsheh, N.T.; Stamm, J.L.H. Optimization of lignocellulosic biomass-to-biofuel supply chains with mobile pelleting. Transp. Res. Part E-Logist. Transp. Rev. 2019, 122, 545–562. [Google Scholar] [CrossRef]
- Graham, S.; Eastwick, C.; Snape, C.; Quick, W. Mechanical degradation of biomass wood pellets during long term stockpile storage. Fuel Process. Technol. 2017, 160, 143–151. [Google Scholar] [CrossRef]











© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).