Mechanism and Kinetics of Ammonium Sulfate Roasting of Boron-Bearing Iron Tailings for Enhanced Metal Extraction




Abstract
1. Introduction
2. Experimental Procedures and Materials
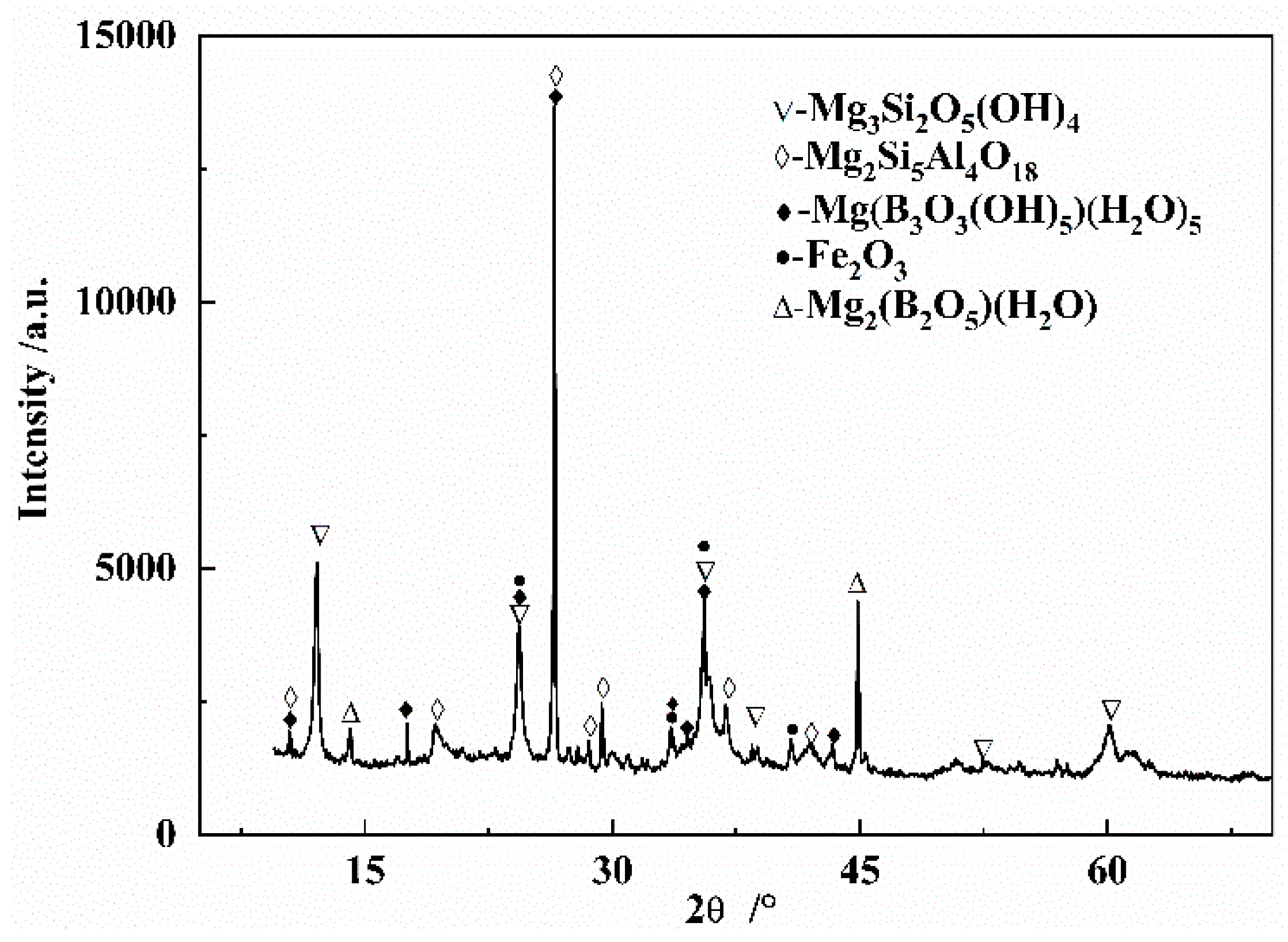
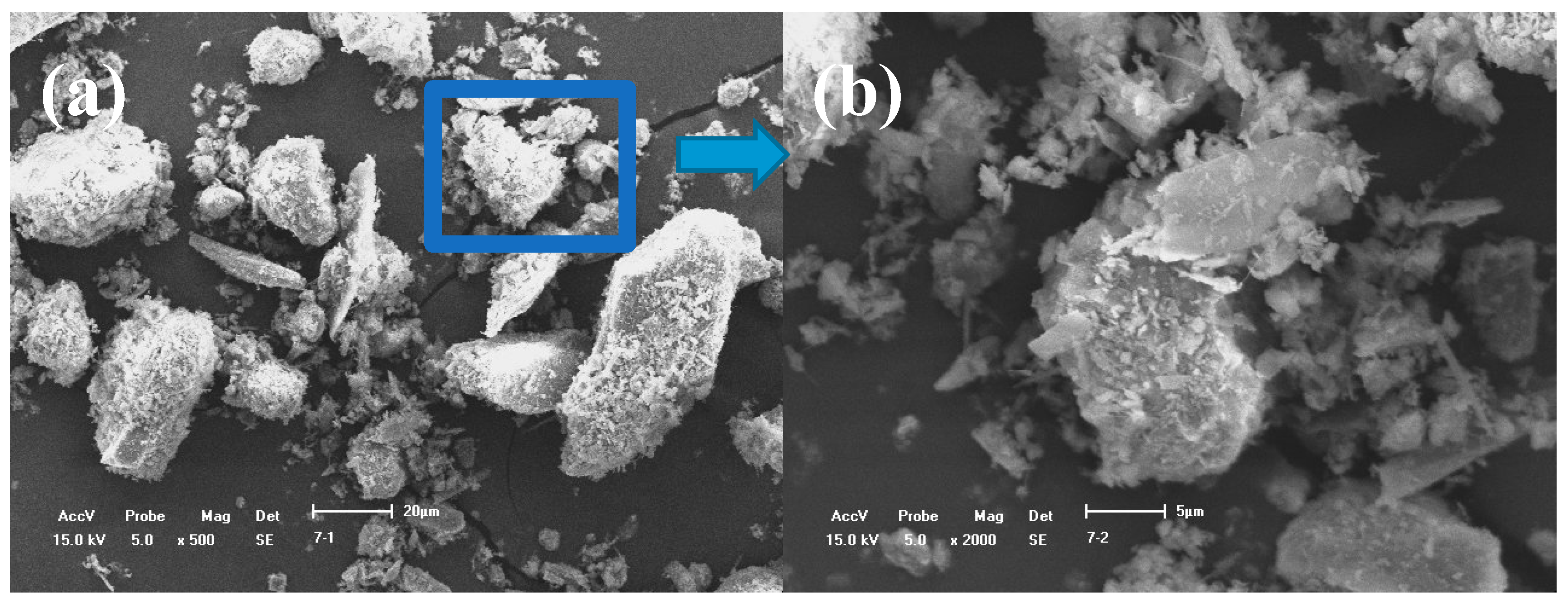
2.1. Materials
2.2. Product Analysis
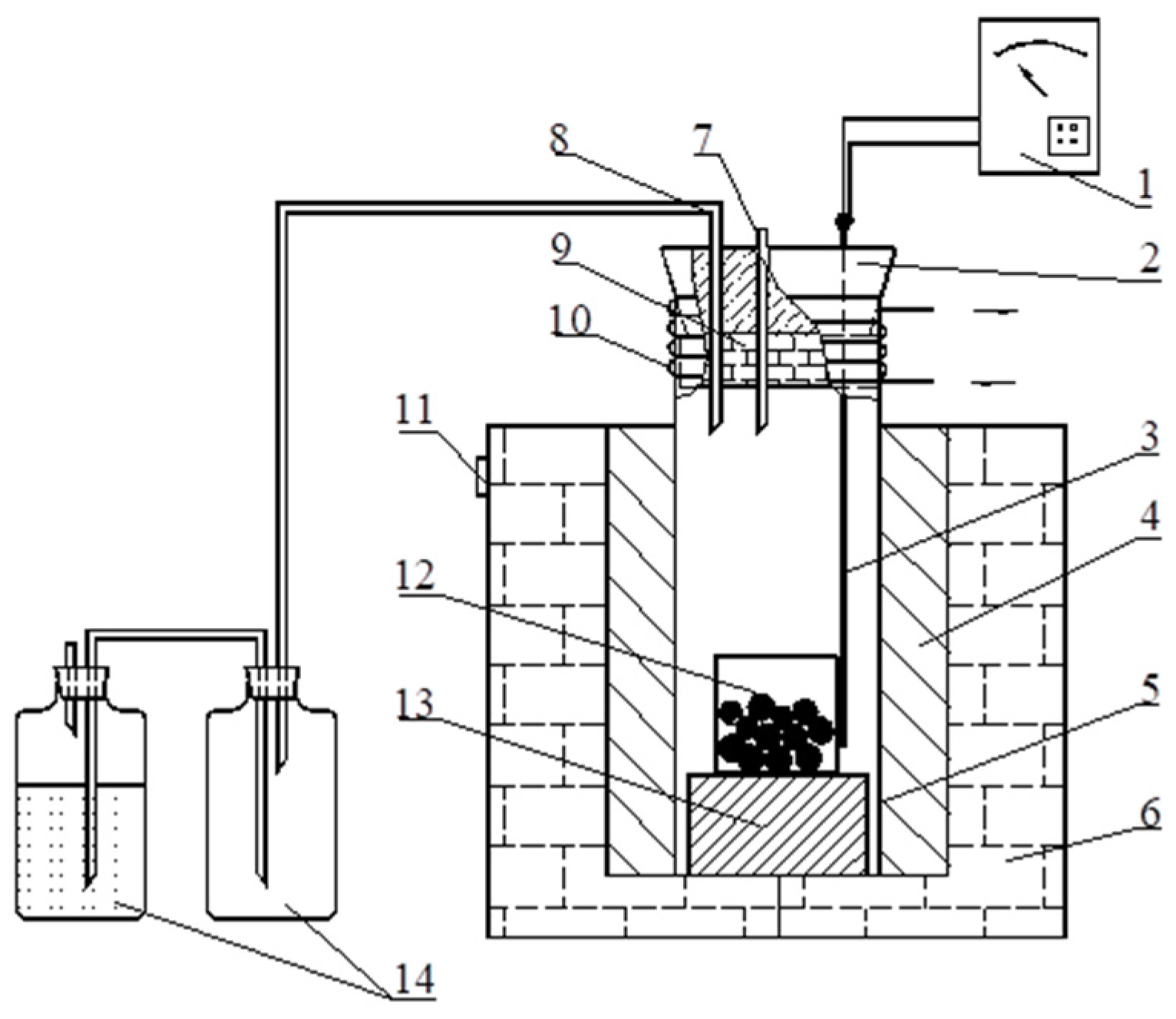
2.3. Methods and Procedures
3. Results and Discussion
3.1. Roasting Process
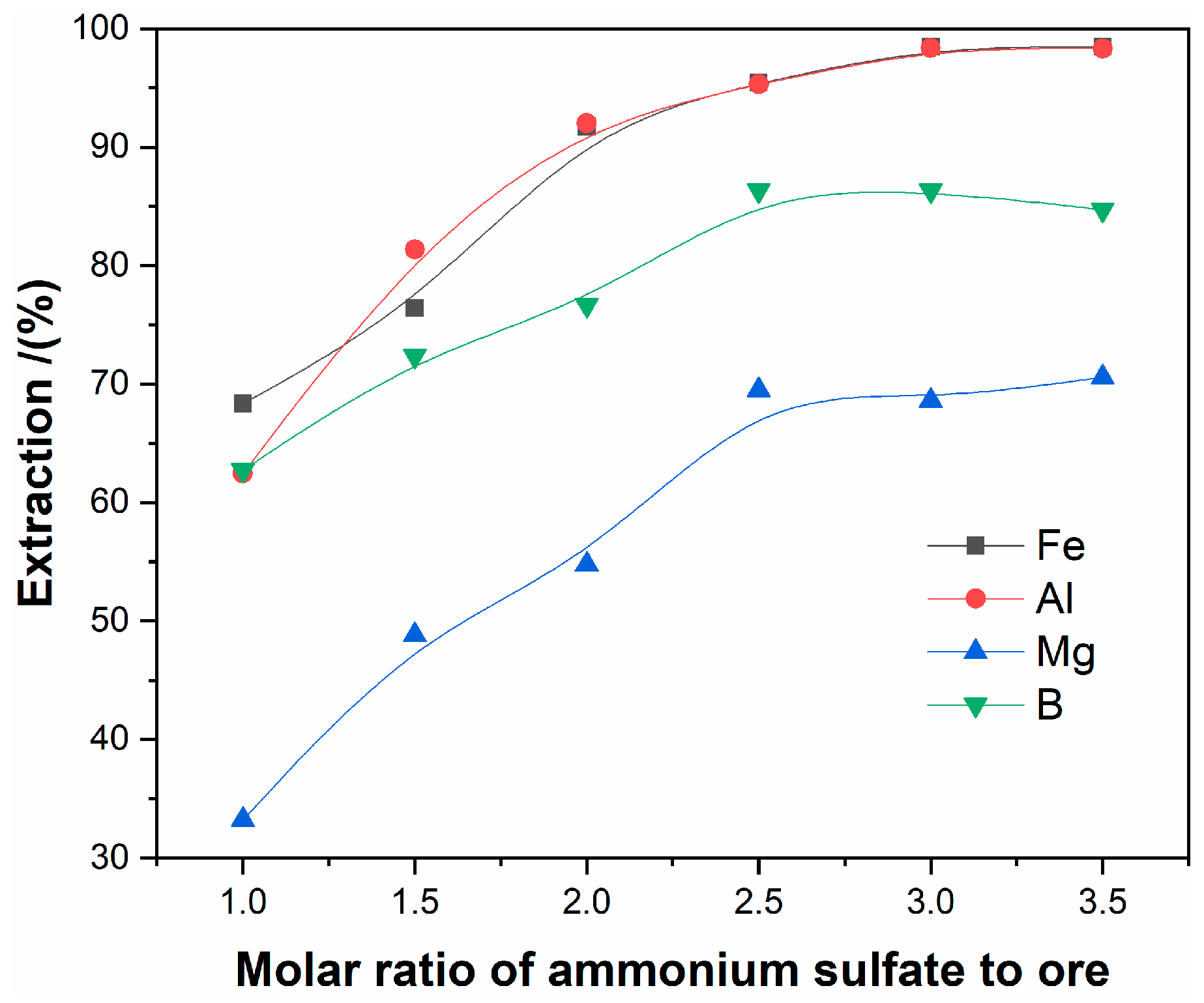
3.1.1. Effect of the Molar Ratio of Ammonium Sulfate to Ore
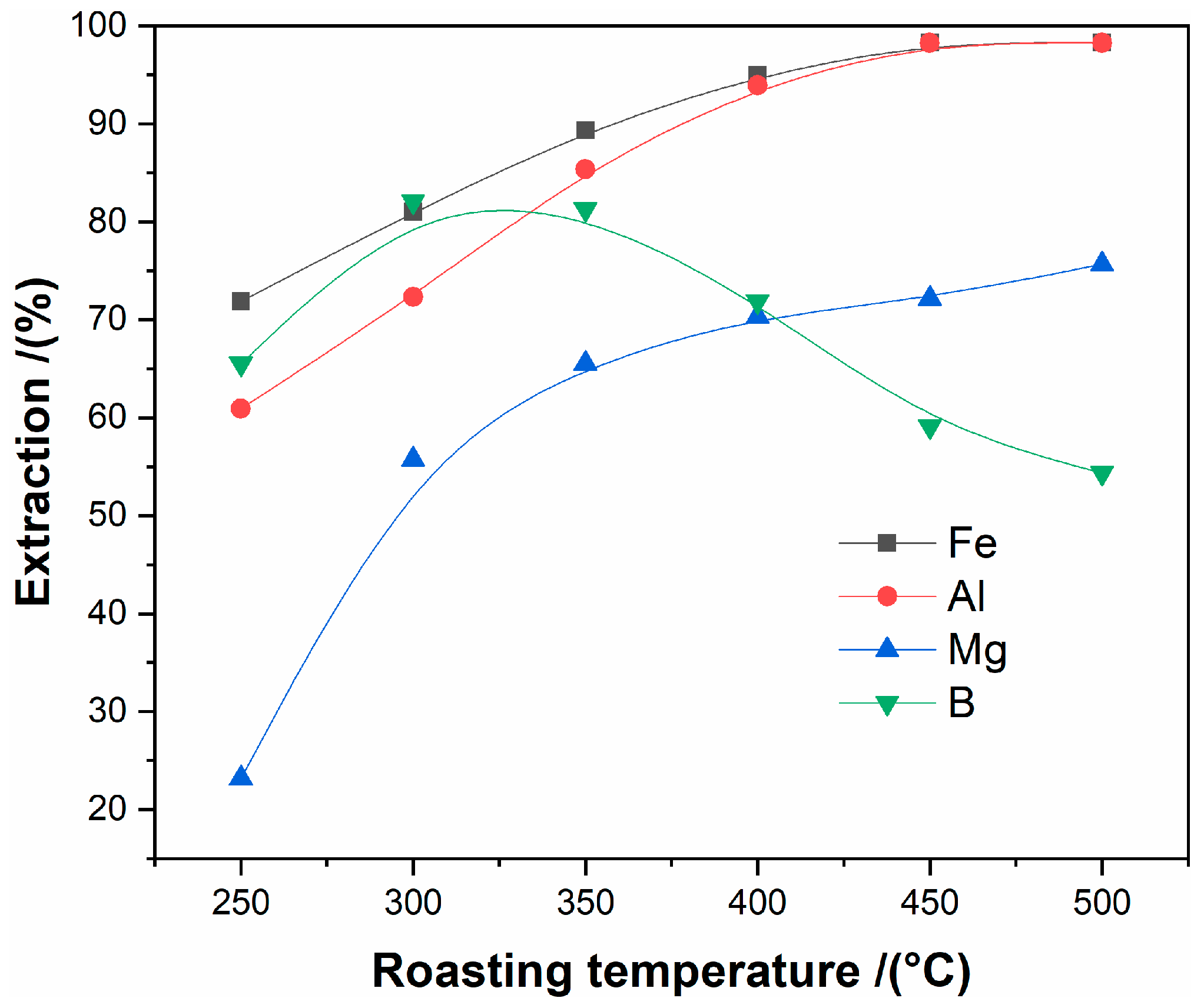
3.1.2. Effect of Roasting Temperature
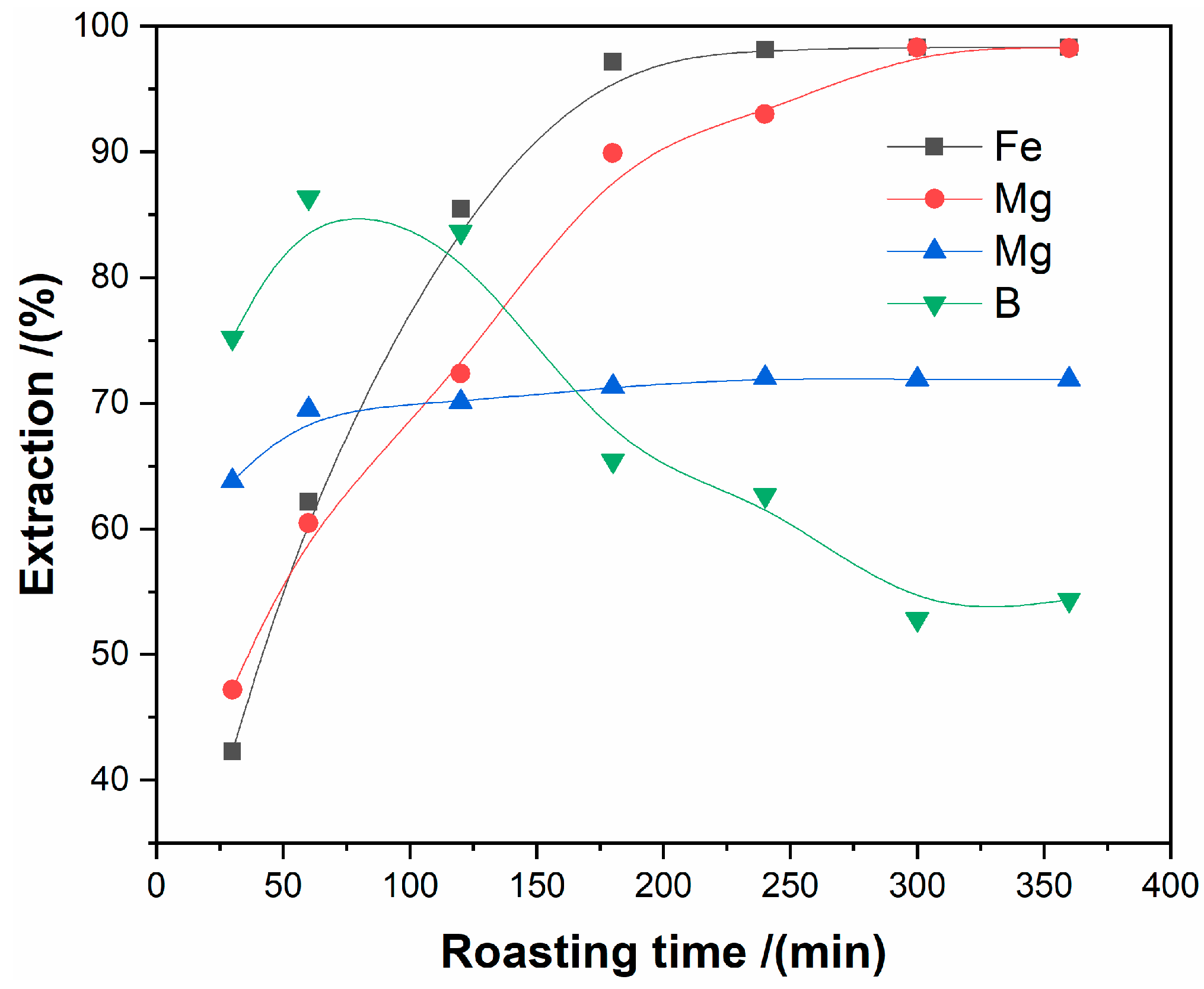
3.1.3. Effect of Roasting Time
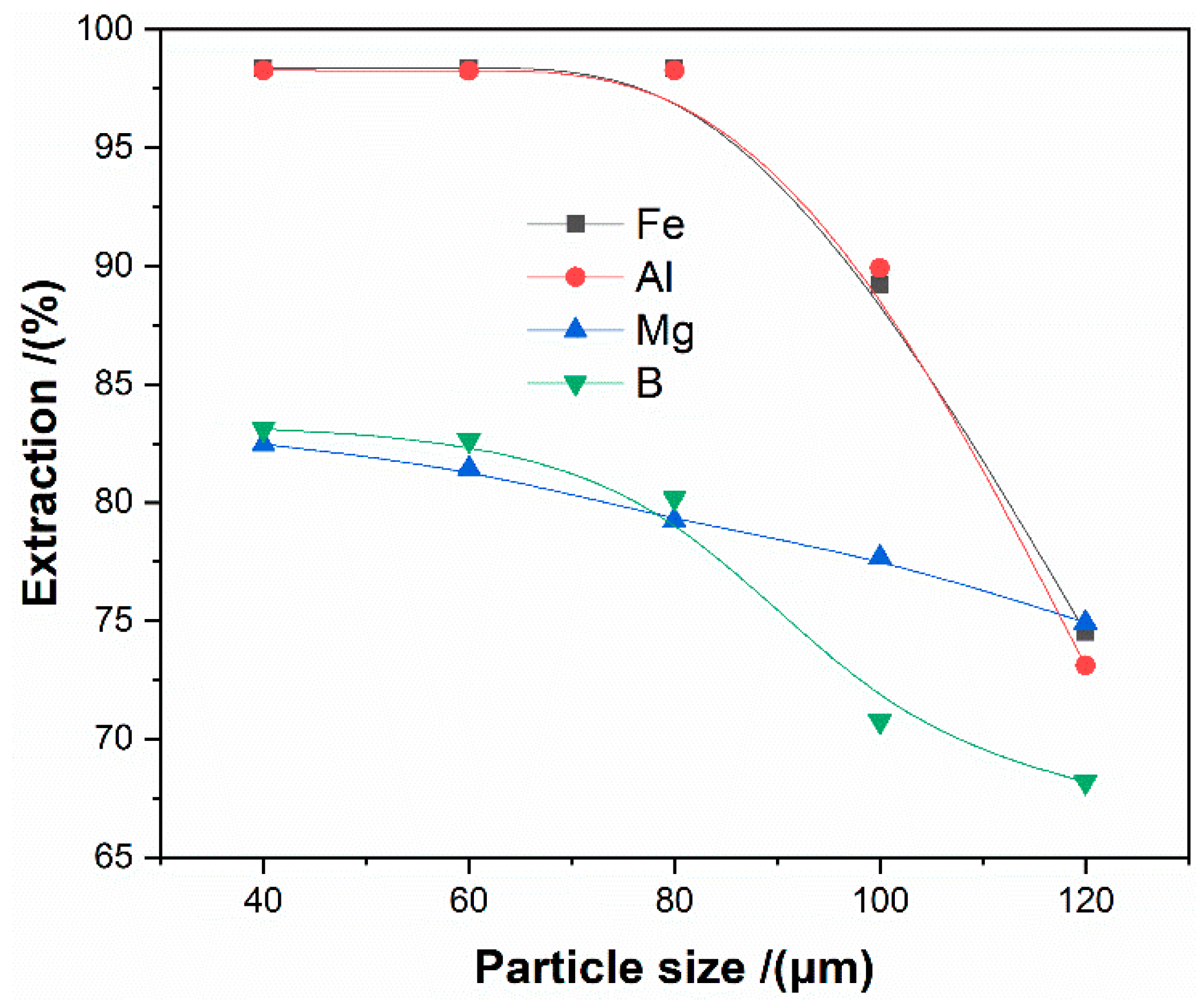
3.1.4. Effect of the Particle Size the Tailings
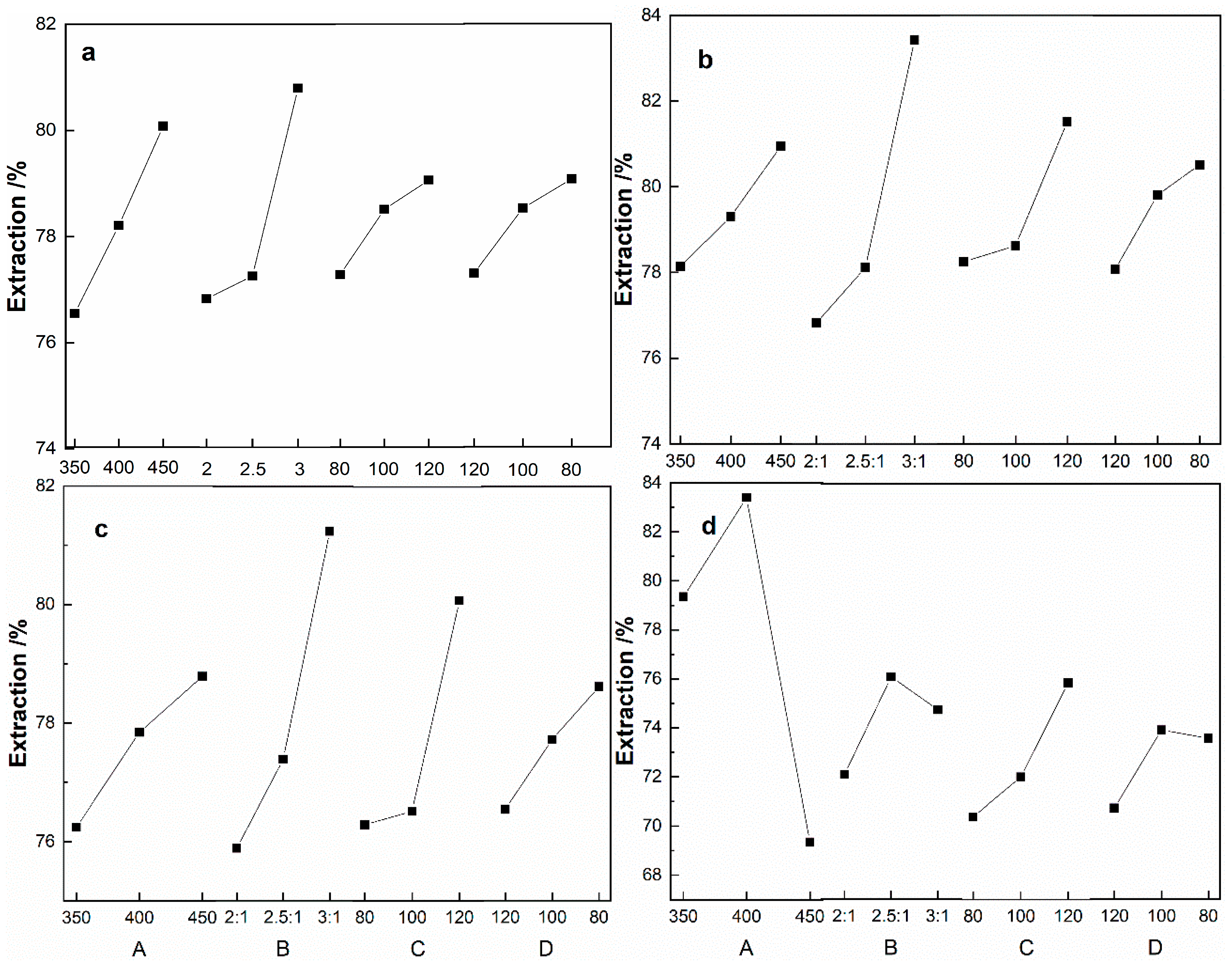
3.1.5. Orthogonal Design of Experiments
3.2. Roasting Mechanism and Kinetics
3.2.1. The Roasting Mechanism
3.2.2. Kinetic Analysis
3.3. Leaching Residue Analysis
4. Conclusions
- (1)
- The optimal sulfation roasting conditions using ammonium sulfate for boron-bearing iron tailings are that the roasting temperature is 450 °C, the roasting time is 120 min., the molar ratio of ammonium sulfate to tailings is 3:1, and the particle size is less than 80 μm. These conditions yield more than 98% extraction of Fe and Al, and more than 80% extraction of Mg and B. These findings were obtained from both single factor and orthogonal experiments.
- (2)
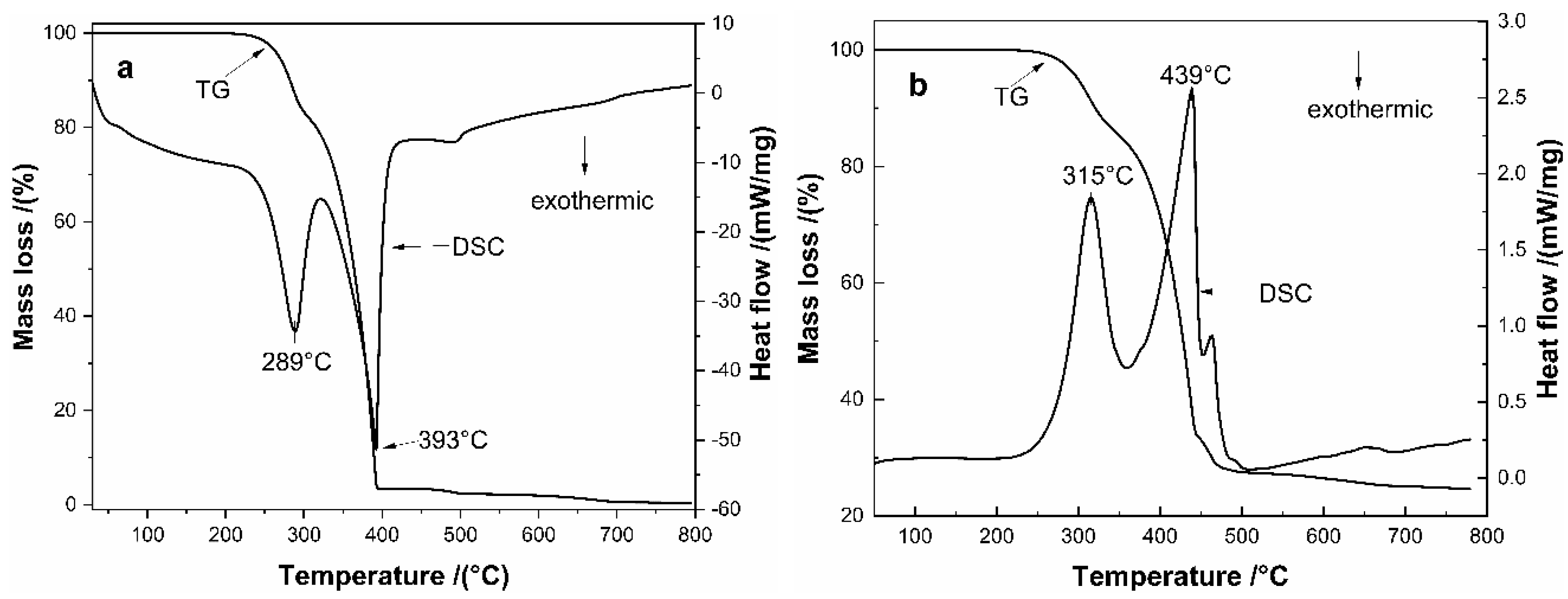
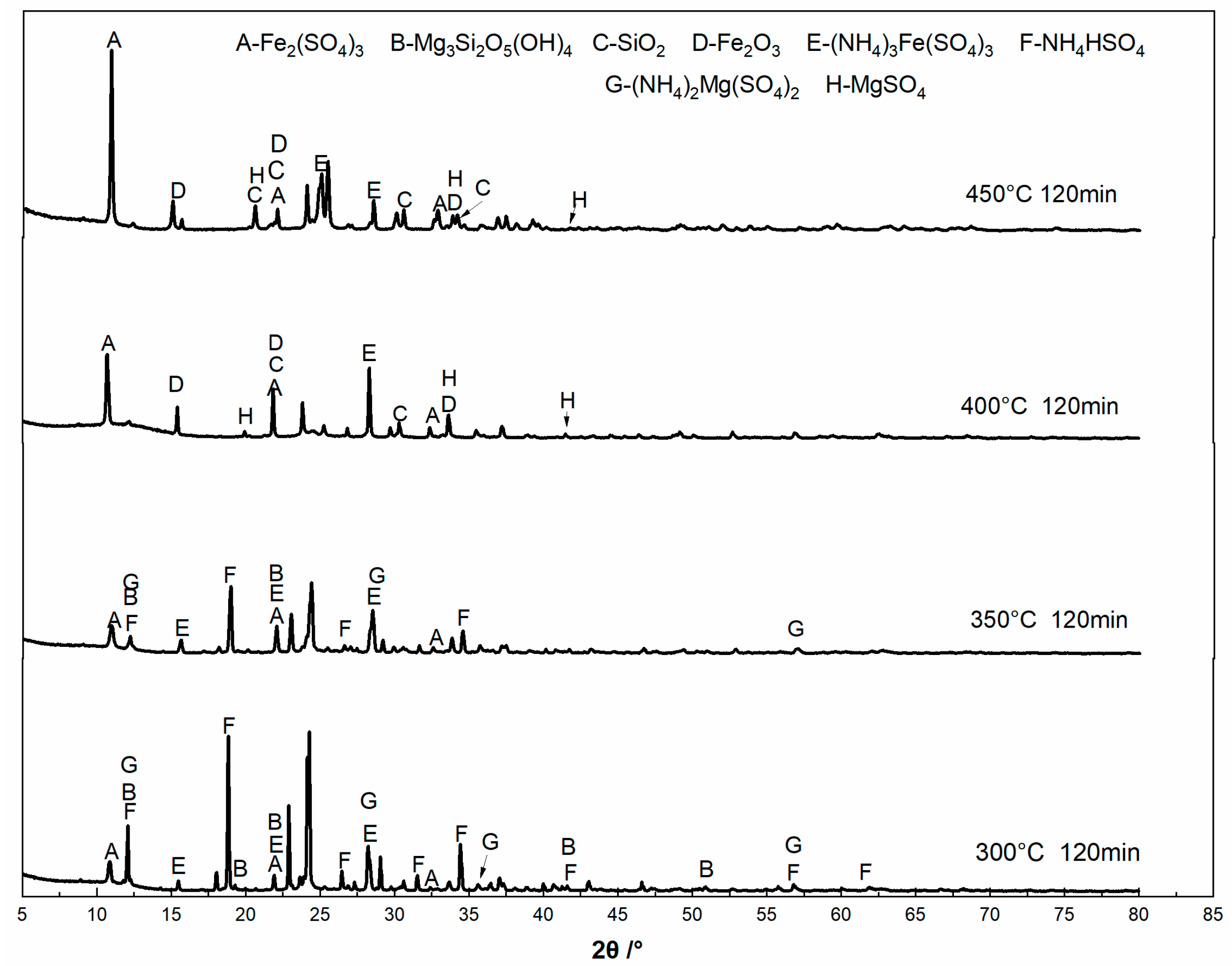
- The sulfation reactions between ammonium sulfate and the tailings can be divided into two steps, the reactions between ammonium sulfate and the tailings at 240–359 °C, and the reactions between ammonium bisulfate at 359–448 °C. The mineral phase transformation in the roasting process can be described by the sequence of mineral phases→ammonium metal sulfates→metal sulfates.
- (3)
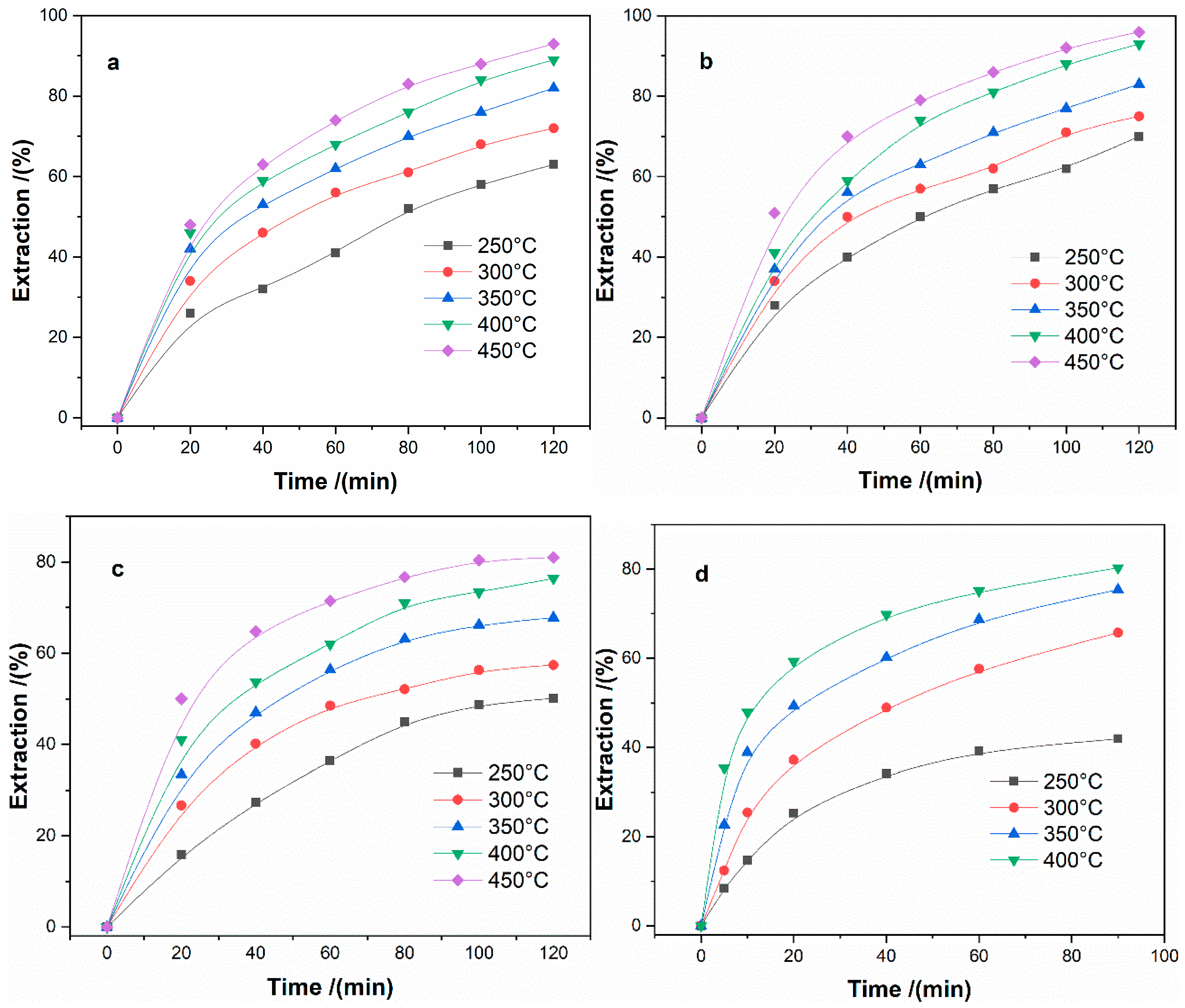
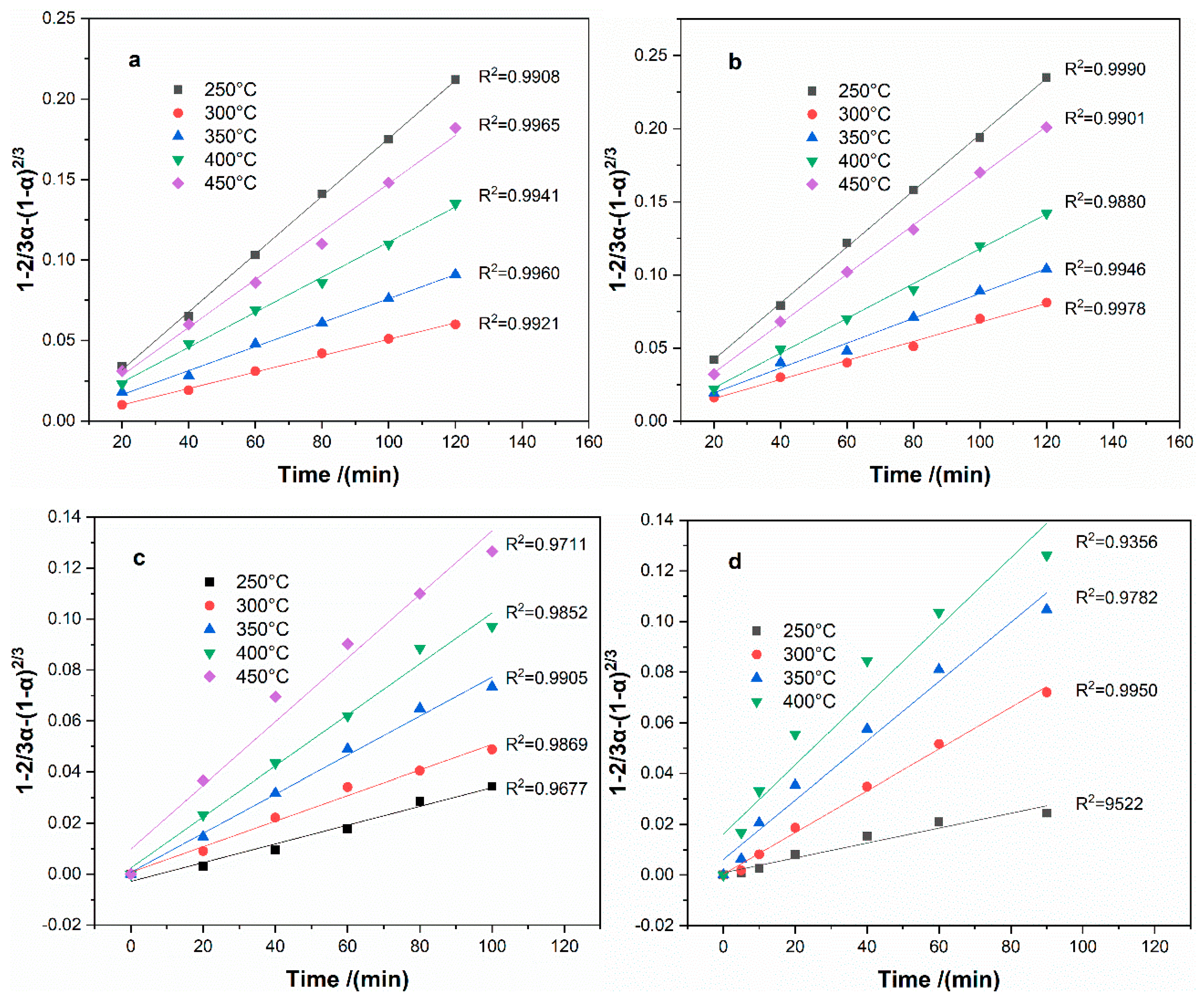
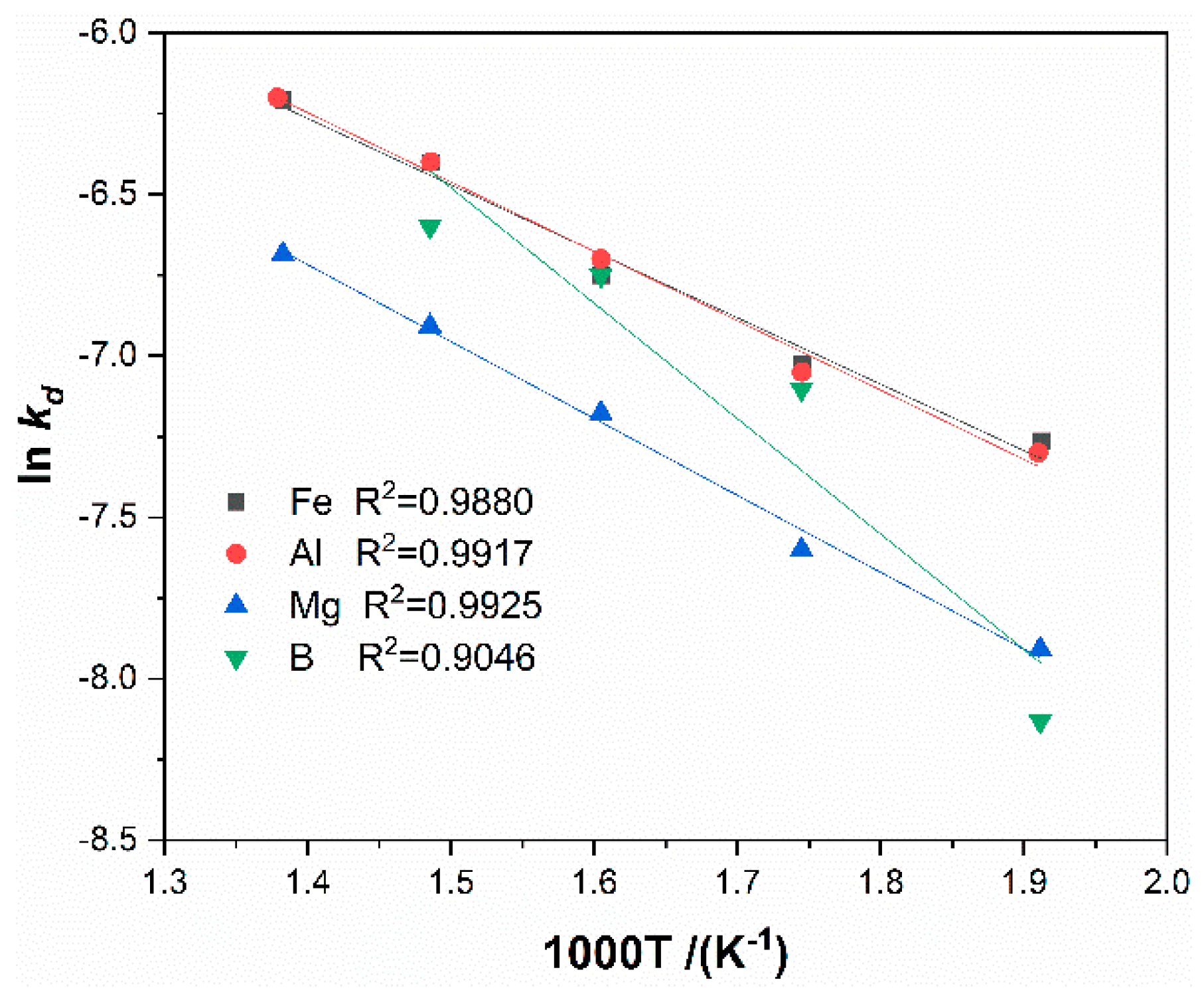
- The kinetics analysis indicates that internal diffusion controls the sulfation reactions of metals. The apparent activation energies of the reactions are 17.10 kJ·mol−1, 17.85 kJ·mol−1, 19.79 kJ·mol−1, and 29.71 kJ·mol−1 for Fe, Al, Mg, and B, respectively.
Author Contributions
Funding
Conflicts of Interest
References
- Jiang, S.Y. Boron isotope geochemistry of hydrothermal ore deposits in China: A preliminary study. Phys. Chem. Earth Part A Sol. Earth Geod. 2001, 26, 851–858. [Google Scholar] [CrossRef]
- Kistler, R.B.; Helvaci, C. Boron and borates. Ind. Miner. Rocks. 1994, 6, 171–186. [Google Scholar]
- Kar, Y.; Şen, N.; Demirbaş, A. Boron minerals in Turkey, their application areas and importance for the country’s economy. Miner. Energy Raw Mater. Rep. 2006, 20, 2–10. [Google Scholar] [CrossRef]
- Qiao, X.; Li, W.; Zhang, L.; White, N.C.; Zhang, F.; Yao, Z. Chemical and boron isotope compositions of tourmaline in the Hadamiao porphyry gold deposit, Inner Mongolia, China. Chem. Geol. 2019, 519, 39–55. [Google Scholar] [CrossRef]
- Li, G.; Liang, B.; Rao, M.; Zhang, Y.; Jiang, T. An innovative process for extracting boron and simultaneous recovering metallic iron from ludwigite ore. Miner. Eng. 2014, 56, 57–60. [Google Scholar] [CrossRef]
- Ding, Y.G.; Wang, J.S.; Wang, G.; Ma, S.; Xue, Q.G. Comprehensive utilization of paigeite ore using iron nugget making process. J. Iron Steel Res. Int. 2012, 19, 9–13. [Google Scholar] [CrossRef]
- Wang, G.; Ding, Y.G.; Wang, J.S.; She, X.F.; Xue, Q.G. Effect of carbon species on the reduction and melting behavior of boron-bearing iron concentrate/carbon composite pellets. Int. J. Miner. Metallurg. Mater. 2013, 20, 522–528. [Google Scholar] [CrossRef]
- Jie, L.; Fan, Z.G.; Liu, Y.L.; Liu, S.L.; Jiang, T.; Xi, Z.P. Preparation of boric acid from low-grade ascharite and recovery of magnesium sulfate. Tran. Nonferrous Met. Soc. China 2010, 20, 1161–1165. [Google Scholar]
- Sivrikaya, O.; Arol, A.I. Use of boron compounds as binders in iron ore pelletization. Open Min. Process. J. 2010, 3, 25–35. [Google Scholar] [CrossRef]
- Ucbeyiay, H.; Ozkan, A. Two-stage shear flocculation for enrichment of fine boron ore containing colemanite. Sep. Purif. Technol. 2014, 132, 302–308. [Google Scholar] [CrossRef]
- Celik, M.; Yasar, E. Effect of temperature and impurities on electrostatic separation of boron minerals. Miner. Eng. 1995, 8, 829–833. [Google Scholar] [CrossRef]
- Boncukcuoğlu, R.; Kocakerim, M.M.; Kocadağistan, E.; Yilmaz, M.T. Recovery of boron of the sieve reject in the production of borax. Resour. Conserv. Recycl. 2003, 137, 147–157. [Google Scholar] [CrossRef]
- Guliyev, R.; Kuşlu, S.; Çalban, T.; Çolak, S. Leaching kinetics of colemanite in potassium hydrogen sulphate solutions. J. Ind. Eng. Chem. 2012, 18, 38–44. [Google Scholar] [CrossRef]
- Liang, B.; Li, G.; Rao, M.; Peng, Z.; Zhang, Y.; Jiang, T. Water leaching of boron from soda-ash-activated ludwigite ore. Hydrometallurgy 2017, 167, 101–106. [Google Scholar] [CrossRef]
- Erdoğan, Y.; Aksu, M.; Demirbaş, A.; Abalı, Y. Analyses of boronic ores and sludges and solubilities of boron minerals in CO2-saturated water. Resour. Conserve Recycle 1998, 24, 275–283. [Google Scholar] [CrossRef]
- Kavcı, E.; Calban, T.; Colak, S.; Kuşlu, S. Leaching kinetics of ulexite in sodium hydrogen sulphate solutions. J. Ind. Eng. Chem. 2014, 20, 2625–2631. [Google Scholar] [CrossRef]
- Qin, S.; Yin, B.; Zhang, Y.; Zhang, Y. Leaching kinetics of szaibelyite ore in NaOH solution. Hydrometallurgy 2015, 157, 333–339. [Google Scholar] [CrossRef]
- Xu, Y.; Jiang, T.; Zhou, M.; Wen, J.; Chen, W.; Xue, X. Effects of mechanical activation on physicochemical properties and alkaline leaching of boron concentrate. Hydrometallurgy 2017, 173, 32–42. [Google Scholar] [CrossRef]
- Xu, Y.; Jiang, T.; Wen, J.; Gao, H.; Wang, J.; Xue, X. Leaching kinetics of mechanically activated boron concentrate in a NaOH solution. Hydrometallurgy 2018, 179, 60–72. [Google Scholar] [CrossRef]
- Liu, S.; Cui, C.; Zhang, X. Pyrometallurgical separation of boron from iron in ludwigite ore. ISIJ Int. 1998, 38, 1077–1079. [Google Scholar] [CrossRef][Green Version]
- Wang, G.; Xue, Q.; She, X.; Wang, J. Carbothermal reduction of boron-bearing iron concentrate and melting separation of the reduced pellet. ISIJ Int. 2015, 55, 751–757. [Google Scholar] [CrossRef]
- Zhang, X.; Li, G.; You, J.; Wang, J.; Luo, J.; Duan, J.; Zhang, T.; Peng, Z.; Rao, M.; Jiang, T. Extraction of Boron from Ludwigite Ore: Mechanism of Soda—Ash Roasting of Lizardite and Szaibelyite. Minerals 2019, 9, 533. [Google Scholar] [CrossRef]
- Gao, P.; Li, G.; Gu, X.; Han, Y. Reduction Kinetics and Microscopic Properties Transformation of Boron-Bearing Iron Concentrate—Carbon-Mixed Pellets. Miner. Process. Extr. Metallurg. Rev. 2019, 40, 1–9. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, T.; Liu, C.; Huang, W.; Wang, J.; Xue, X. Effect of microwave pre-treatment on the magnetic properties of Ludwigite and its implications on magnetic separation. Metallurg. Res. Technol. 2019, 116, 107. [Google Scholar] [CrossRef]
- Xu, Y.; Jiang, T.; Zhou, M.; Gao, H.; Liu, Y.; Xue, X. Surface properties changes during a two-stage mechanical activation and its influences on B2O3 activity of boron concentrate. Miner. Eng. 2019, 131, 1–7. [Google Scholar] [CrossRef]
- Su, Q.; Zheng, S.; Li, H.; Hou, H. Boron resource and prospects of comprehensive utilization of boron mud as a resource in China. Earth Sci. Front. 2014, 21, 325–330. [Google Scholar]
- Kasemann, S.; Erzinger, J.; Franz, G. Boron recycling in the continental crust of the central Andes from the Palaeozoic to Mesozoic, NW Argentina. Contrib. Mineralog. Petrol. 2000, 140, 328–343. [Google Scholar] [CrossRef]
- Lyman, J.W.; Palmer, G.R. Recycling of Neodymium Iron Boron Magnet Scrap; US Department of the Interior, Bureau of Mines: Salt Lake City, UT, USA, 1993.
- Allen, R.P.; Morgan, C.A. Boric Acid Process. U.S. Patent 3,953,580, 27 April 1976. [Google Scholar]
- Cui, F.; Mu, W.; Wang, S.; Xin, H.; Xu, Q.; Zhai, Y.; Luo, S. Sodium sulfate activation mechanism on co-sulfating roasting to nickel-copper sulfide concentrate in metal extractions, microtopography and kinetics. Miner. Eng. 2018, 123, 104–116. [Google Scholar] [CrossRef]
- Ginstling, A.M.; Brounshtein, B.I. Concerning the diffusion kinetics of reactions in spherical particles. J. Appl. Chem. USSR 1950, 23, 1327–1338. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MgO | CO2 | SiO2 | Fe2O3 | B2O3 | Al2O3 | CaO | Na2O | else |
|---|---|---|---|---|---|---|---|---|
| 36.40 | 5.38 | 32.30 | 9.89 | 8.92 | 2.56 | 1.77 | 0.11 | 2.67 |
| Level No. | Factor | |||
|---|---|---|---|---|
| A/°C | B/h | C/min | D/μm | |
| 1 | 350 | 2 | 80 | 120 |
| 2 | 400 | 2.5 | 100 | 100 |
| 3 | 450 | 3 | 120 | 80 |
| No. | Factor | |||||||
|---|---|---|---|---|---|---|---|---|
| A/°C | B/h | C/min | D/μm | Fe | Al | Mg | B | |
| 1 | 350 | 2 | 80 | 120 | 71.40 | 72.91 | 57.72 | 76.58 |
| 2 | 350 | 2.5 | 100 | 100 | 74.37 | 76.31 | 69.14 | 80.39 |
| 3 | 350 | 3 | 120 | 80 | 83.89 | 85.22 | 79.89 | 81.07 |
| 4 | 400 | 2 | 100 | 80 | 75.27 | 76.87 | 71.72 | 82.47 |
| 5 | 400 | 2.5 | 120 | 120 | 78.34 | 78.63 | 82.47 | 84.71 |
| 6 | 400 | 3 | 80 | 100 | 80.02 | 82.41 | 81.71 | 83.01 |
| 7 | 450 | 2 | 120 | 100 | 80.13 | 70.73 | 78.41 | 70.14 |
| 8 | 450 | 2.5 | 80 | 80 | 78.01 | 79.44 | 84.98 | 69.58 |
| 9 | 450 | 3 | 100 | 120 | 82.09 | 82.68 | 85.31 | 68.31 |
| Fe Average1 | 76.55 | 75.60 | 76.81 | 77.28 | ||||
| Fe Average2 | 78.21 | 76.91 | 77.24 | 78.51 | ||||
| Fe Average3 | 80.08 | 82.30 | 80.79 | 79.06 | ||||
| R of Fe extraction | 3.53 | 6.70 | 3.98 | 1.78 | RB>RC>RA>RD | |||
| Al Average1 | 78.14 | 76.83 | 78.25 | 78.07 | ||||
| Al Average2 | 79.30 | 78.12 | 78.62 | 79.81 | ||||
| Al Average3 | 80.95 | 83.43 | 81.52 | 80.51 | ||||
| R of Al extraction | 2.803 | 6.600 | 3.274 | 2.437 | RB>RC>RA>RD | |||
| Mg Average1 | 76.243 | 75.013 | 76.287 | 76.540 | ||||
| Mg Average2 | 77.843 | 76.727 | 76.513 | 77.720 | ||||
| Mg Average3 | 78.787 | 81.133 | 80.073 | 78.613 | ||||
| R of Mg extraction | 2.544 | 6.120 | 3.786 | 2.073 | RB>RC>RA>RD | |||
| B Average1 | 79.347 | 76.397 | 76.390 | 76.533 | ||||
| B Average2 | 83.397 | 78.277 | 77.057 | 77.847 | ||||
| B Average3 | 69.343 | 77.643 | 78.640 | 77.707 | ||||
| R of B extraction | 17.054 | 1.830 | 2.250 | 1.314 | RA>RC>RB>RD | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, X.; Cui, F.; Ning, Z.; Free, M.L.; Zhai, Y. Mechanism and Kinetics of Ammonium Sulfate Roasting of Boron-Bearing Iron Tailings for Enhanced Metal Extraction. Processes 2019, 7, 812. https://doi.org/10.3390/pr7110812
Lv X, Cui F, Ning Z, Free ML, Zhai Y. Mechanism and Kinetics of Ammonium Sulfate Roasting of Boron-Bearing Iron Tailings for Enhanced Metal Extraction. Processes. 2019; 7(11):812. https://doi.org/10.3390/pr7110812
Chicago/Turabian StyleLv, Xiaoshu, Fuhui Cui, Zhiqiang Ning, Michael L. Free, and Yuchun Zhai. 2019. "Mechanism and Kinetics of Ammonium Sulfate Roasting of Boron-Bearing Iron Tailings for Enhanced Metal Extraction" Processes 7, no. 11: 812. https://doi.org/10.3390/pr7110812
APA StyleLv, X., Cui, F., Ning, Z., Free, M. L., & Zhai, Y. (2019). Mechanism and Kinetics of Ammonium Sulfate Roasting of Boron-Bearing Iron Tailings for Enhanced Metal Extraction. Processes, 7(11), 812. https://doi.org/10.3390/pr7110812