Numerical Analysis of the Diaphragm Valve Throttling Characteristics

Abstract
1. Introduction
2. Finite Element Analysis of Diaphragm Deformation
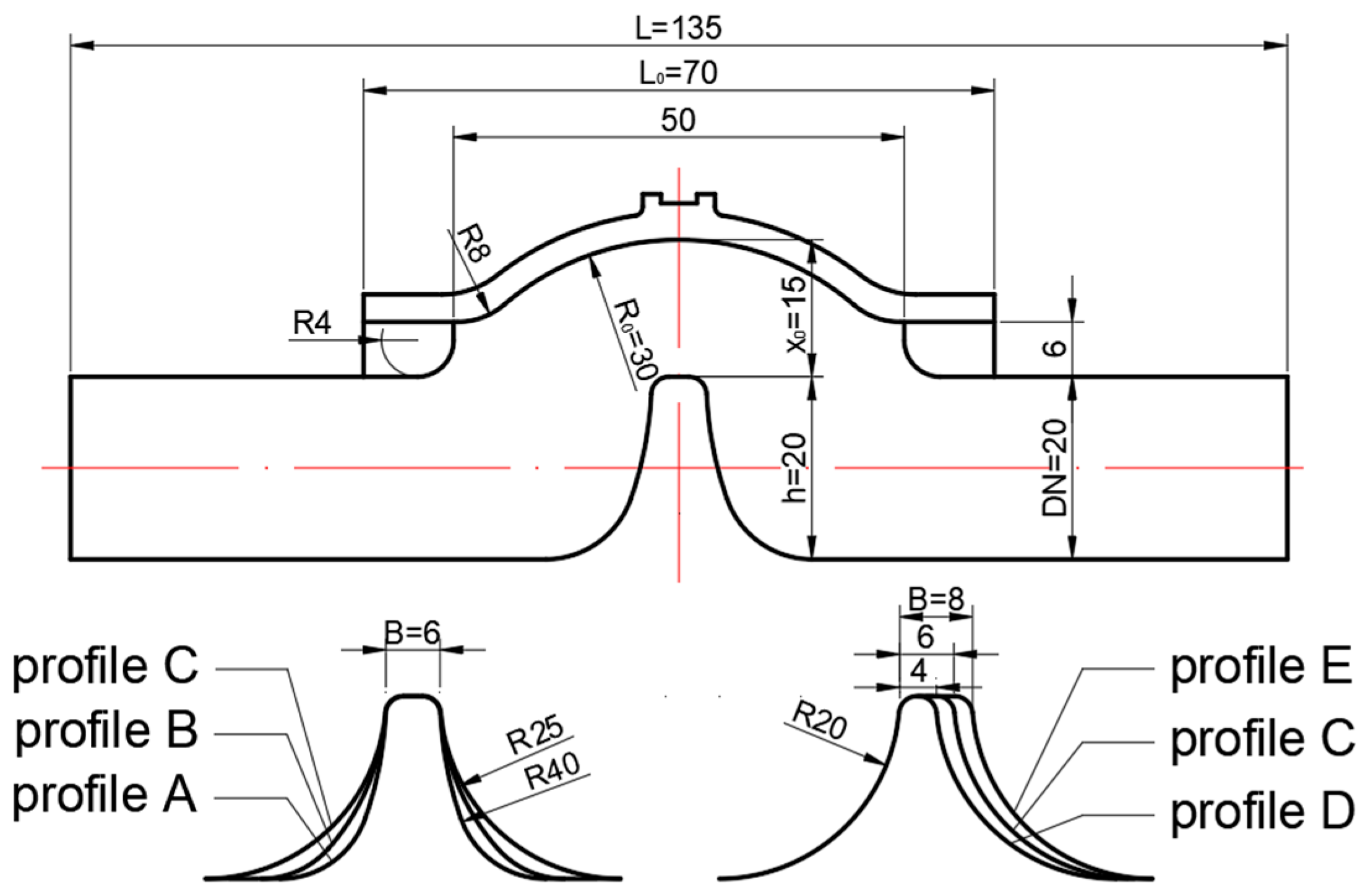
2.1. Structure and Grid
2.2. Analysis and Conclusion
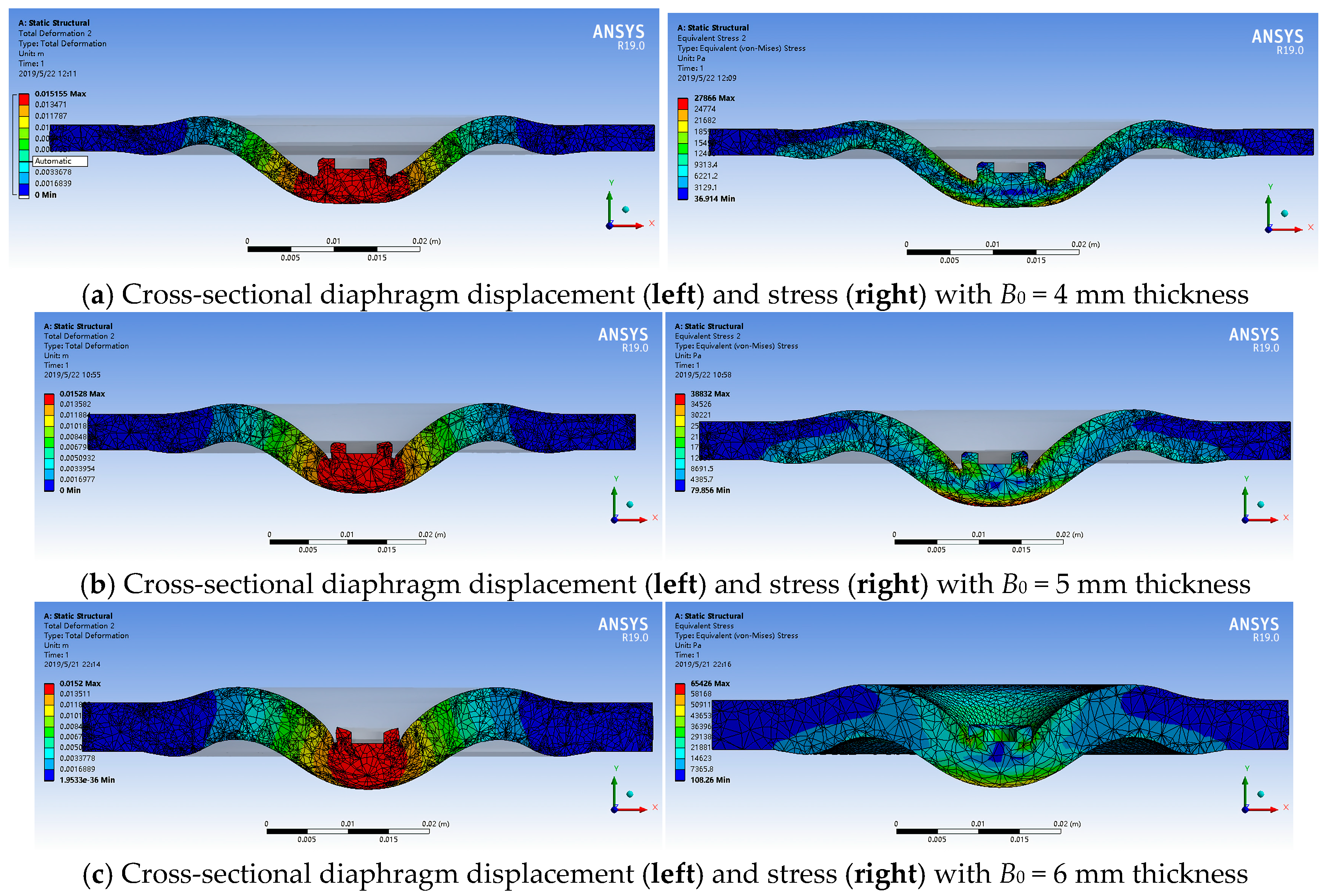
2.2.1. The Influence of Diaphragm Thickness
2.2.2. Effect of Stem Loading Area
3. CFD Flow Structure and Grid Independence Analysis
3.1. Two-Dimensional Flow Field Model of Weir Diaphragm Valve
3.2. Boundary Conditions and Simulation Settings
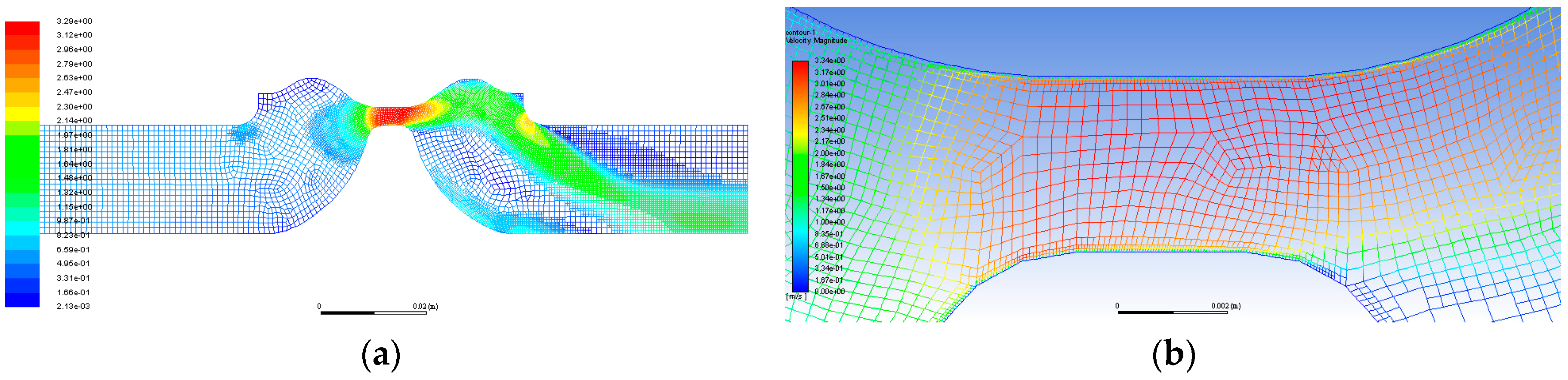
3.3. Mesh Refinement and Grid Independence Verification Based on Velocity Gradient and y+ Adaptive
3.4. Cavitation Model
4. Results and Discussion
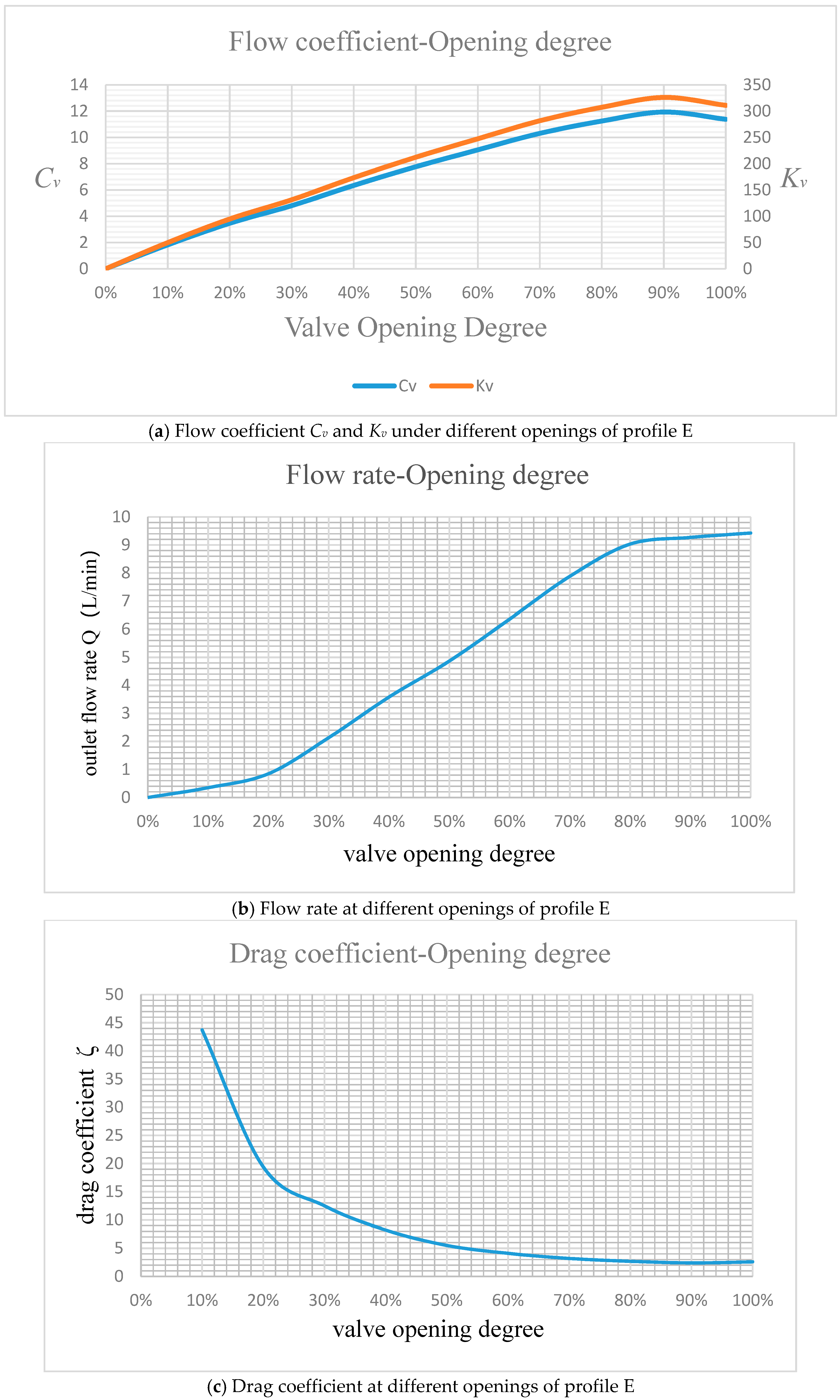
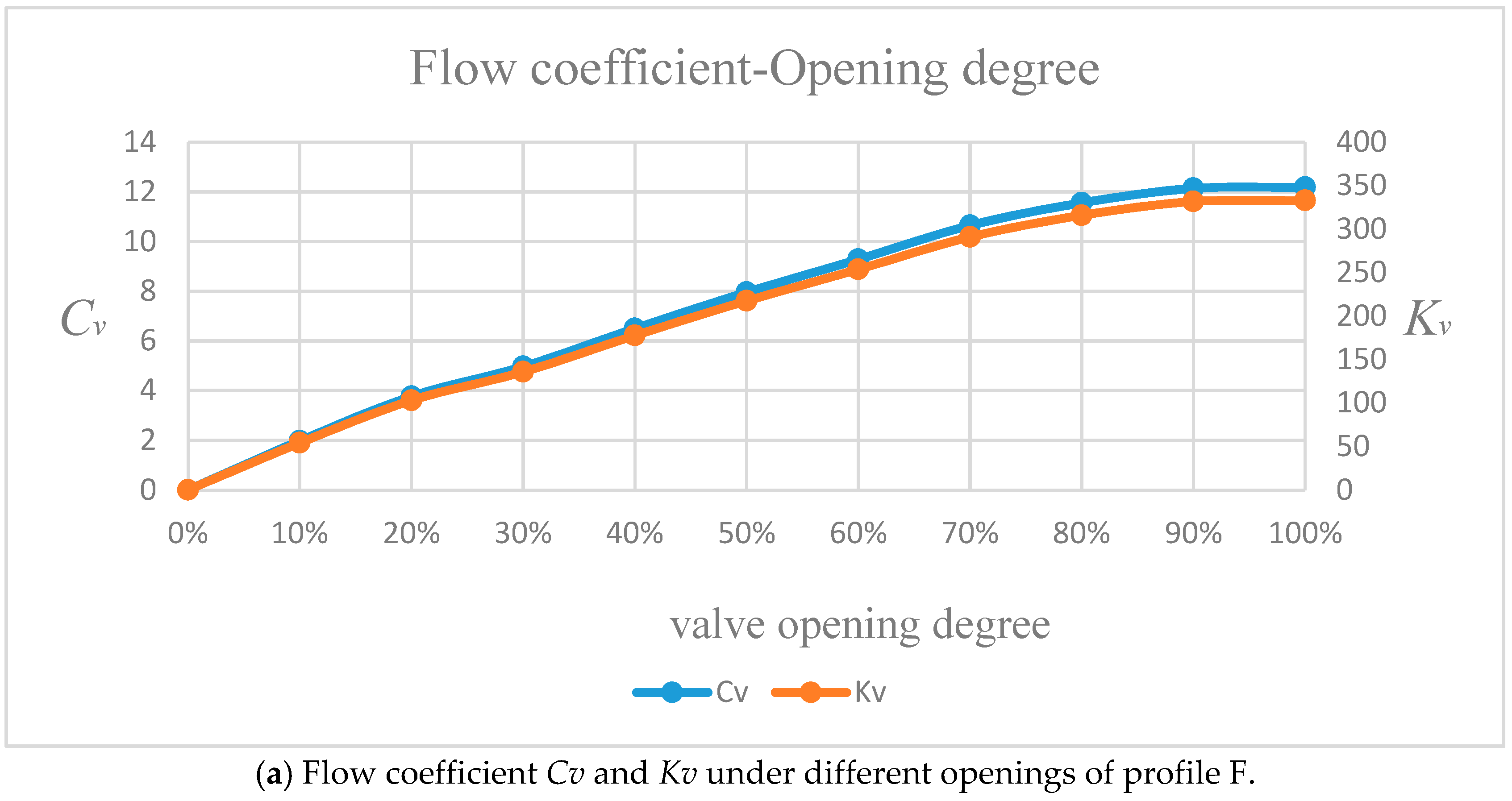
4.1. Throttling Characteristics
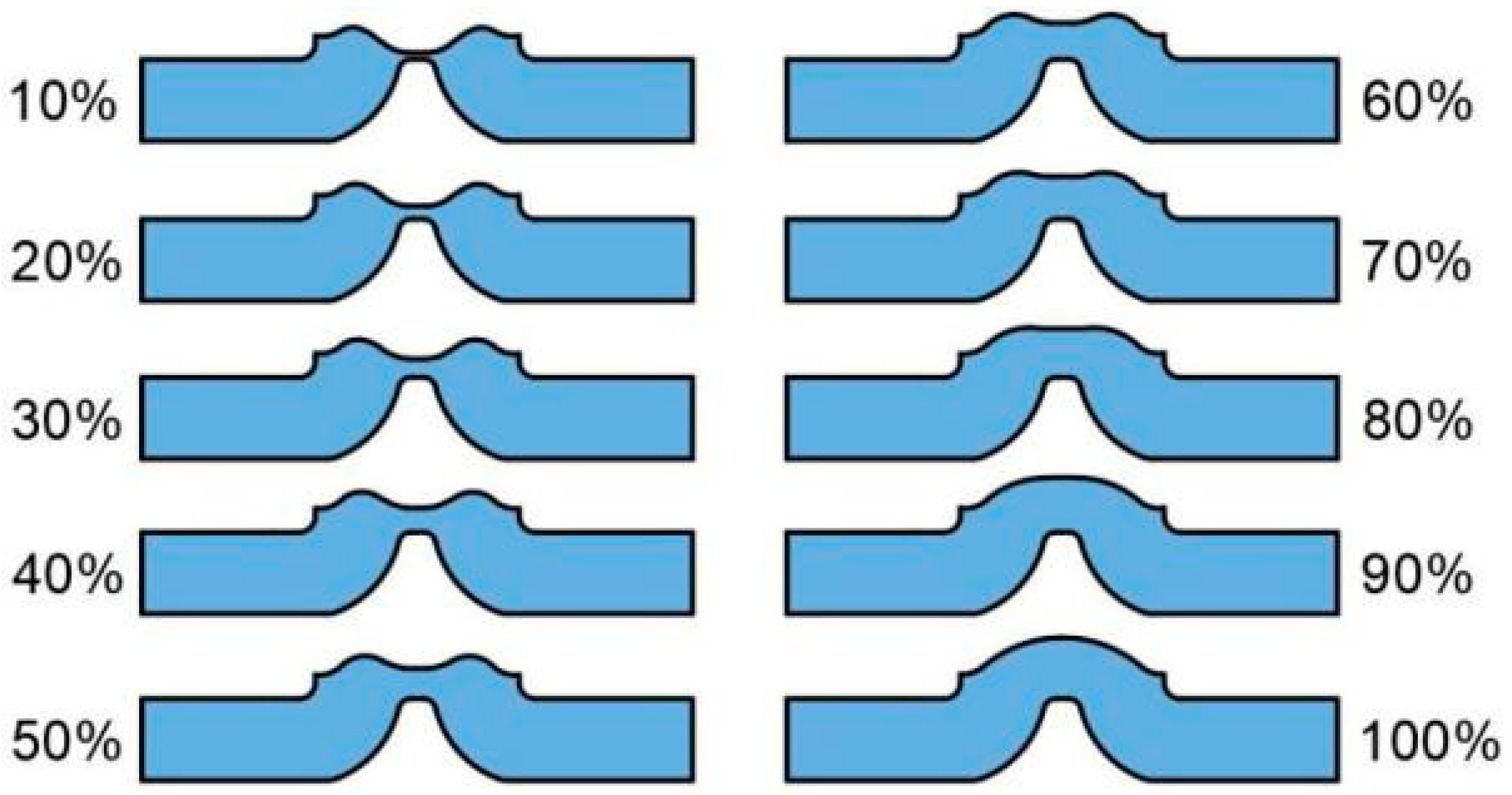
4.2. Opening and Closing Characteristics
4.3. Cavitation Characteristics
4.3.1. The Influence of Opening Degree
4.3.2. Effect of Entrance Boundary Conditions (at 10% Opening)
4.4. Shape Optimization and Verification
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Cv | valve flow coefficient in British units |
| ζ | resistance coefficient/drag coefficient |
| Δp | pressure drop between valve inlet and outlet |
| ρ | density of medium |
| D0 | outer diameter of diaphragm convex |
| L0 | diaphragm diameter |
| ρ1 | density of diaphragm |
| σ | tensile strength |
| DN | nominal diameter/hydraulic diameter |
| h | roof ridge height |
| pout | pressure of outlet |
| ε | turbulent dissipation rate |
| μt/μ | turbulent viscosity ratio |
| μ | dynamic viscosity of water |
| i | turbulence intensity |
| Kv | valve flow coefficient in metric units |
| Q | valve volume flow rate |
| G | density ratio of medium to water at 15.6 °C |
| v | average velocity of flow |
| d0 | diameter of diaphragm convex |
| B0 | diaphragm thickness |
| R0 | spherical diameter of sub-diaphragm surface |
| x0 | deformation travel of diaphragm |
| L | flow field length |
| B | ridge top width/loading table width |
| pin | pressure of inlet |
| k | turbulent energy |
| ρ0 | density of water |
| Δ | absolute roughness of pipe wall |
| α | vapor volume fraction number |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The FEM Simulation of the Diaphragm | |||
| Grid size | 1 mm | Engineering data sources | Neoprene rubber |
| Density | 1.25 g/cm3 | Tensile ultimate strength | 100 MPa |
| Design modeller | Add extrude | Mesh | Size function:adaptive |
| Relative center | Coarse | Static structure | Structural |
| Analysis settings | Program controlled | Large deflection | On |
| Standard earth gravity | All bodies | Fixed support | Upper and lower ring extruded surfaces |
| Fixed displacement | 1.5–15 mm | Frictionless support | Loading stage inner wall |
| Solution | Total deformation | Solution | Equivalent stress |
| The Two-Dimension Simulation of the Weir-Type Diaphragm Valve Flow Filed | |||
| Basic grid size | 1 mm | General: type | Pressure-based |
| General: time | Steady | Velocity formulation | Absolute |
| Viscous model | Standard k-epsilon | Near-wall treatment | Standard wall functions |
| Model constants | Default | Materials | Fluid:water-liquid |
| Velocity inlet | 0.5–0.8 m/s | Initial gauge pressure | 400 kPa |
| Turbulence parameters | Based on calculation | Pressure outlet | Total pressure |
| Wall roughness constant | 0.02 | Solution methods | Simple |
| Pressure | Standard | Momentum | Second order upwind |
| Turbulent kinetic energy | Second order upwind | Solution controls | Default |
| Iterations | 50,000 | Monitor check absolute criteria | 0.001 |
| The cavitation simulation of small valve orifice state | |||
| Grid size | 1 mm | General: type | Pressure-based |
| General: time | Steady | Velocity formulation | Absolute |
| Multiphase model | Mixture | Phase interaction | Mass: mechanism |
| Cavitation model | Zwart-Gerber-Belamri | Cavitation properties | Constant 3540 |
| Model constants | Default | Phase 1 | Water-liquid |
| Phase 2 | Water-vapor | Viscous model | Realizable k-epsilon |
| Near wall treatment | Standard wall functions | Pressure inlet | 500–1600 kPa |
| Turbulent intensity | 5% | Hydraulic diameter | 0.02 |
| Pressure outlet | 100 kPa | Outlet backflow pressure | Total pressure |
| Inlet volume fraction | Phase 2: 0 (constant) | Solution methods | Scheme: simple |
| Spatial discretization | Pressure: PRESTO! | Other settings | Second order upwind |
| Solution controls | All (0.1–0.2) | Number of interactions | 50,000 |
References
- Mbiya, B.M.; Fester, V.G.; Slatter, P.T. Evaluating resistance coefficients of straight through diaphragm control valves. Can. J. Chem. Eng. 2009, 10, 704–714. [Google Scholar] [CrossRef]
- Cheng, Y.; Liu, M. Selection of common valves in chemical engineering design. Guangdong Chem. Ind. 2009, 8, 244–245. [Google Scholar]
- Wu, H. Requirements for selection and installation of diaphragm valve in clean fluid conveying system. Chem. Pharm. Eng. 2016, 37, 50–54. [Google Scholar]
- Nguyen, T.; van der Meer, D.; van den Berg, A.; Eijkel, J.C.T. Investigation of the effects of time periodic pressure and potential gradients on viscoelastic fluid flow in circular narrow confinements. Microfluid Nanofluid 2017, 21, 37. [Google Scholar] [CrossRef]
- Jerman, J.H. Electrically-Activated, Micromachined Diaphragm Valves. Micro System Technologies 90; Springer: Berlin/Heidelberg, Germany, 1990; pp. 806–811. [Google Scholar]
- Yang, F.; Imin, K. Analysis of fluid flow and deflection for pressure-balanced MEMS diaphragm valves. Sens. Actuators A Phys. 2000, 79, 13–21. [Google Scholar] [CrossRef]
- Lin, B.J. Immersion lithography and its impact on semiconductor manufacturing. J. Micro/Nanolithogr. MEMS MOEMS 2004, 3, 377–501. [Google Scholar] [CrossRef]
- Owa, S.; Nagasaka, H. Immersion lithography: its potential performance and issues. In Optical Microlithography XVI; International Society for Optics and Photonics: Bellingham, WA, USA, 2003; pp. 724–733. [Google Scholar]
- Cao, F. Design and Implementation of the State Control of Immersion System of Immersion Lithography Machine based on DSL. Master’s Thesis, Zhejiang University, Hangzhou, Zhejiang, China, 15 January 2017. [Google Scholar]
- Chen, W. Study on Liquid Supply and Sealing of Immersion Control Unit in Immersion Lithography. Master’s Thesis, Zhejiang University, Hangzhou, Zhejiang, China, 30 June 2010. [Google Scholar]
- Kim, T.H.; Sunkara, V.; Park, J.; Kim, C.J.; Woo, H.K.; Cho, Y.K. A lab-on-a-disc with reversible and thermally stable diaphragm valves. Lab Chip 2016, 16, 3741–3749. [Google Scholar] [CrossRef]
- Ohlsson, P.A. Diaphragm valve development–challenging traditional thinking. Pharm. Eng. 2013, 33, 1–4. [Google Scholar]
- Tanikawa, T.; Yamaji, M.; Yakushijin, T.; Fukuchi, O. Direct Touch Type Metal Diaphragm Valve. U.S. Patent 8,256,744, 4 September 2012. [Google Scholar]
- Lv, B. Practical Rubber Handbook; Chemical Industry Press: Beijing, China, 2009. [Google Scholar]
- Jerman, H. Electrically-activated, normally-closed diaphragm valves. In Proceedings of the International Conference on Solid-State Sensors and Actuators, San Francisco, CA, USA, 24–27 June 1991; pp. 1045–1048. [Google Scholar]
- Sun, X.; Gu, X.; Carr, W.N. Lateral in-plane displacement microactuators with combined thermal and electrostatic drive. In Proceedings of the 8th International Conference on Solid-State Sensors and Actuators and Eurosensors IX, Stockholm, Sweden, 25–29 June 1995. [Google Scholar]
- Li, Y.; Sun, L. Manufacture and Application of Rubber Compound—FIuoroplastics Composite Diaphragm for Pumps and Valves. Spec. Purp. Rubber Prod. 2010, 31, 35–38. [Google Scholar]
- Lu, P. Practical Valve Design Manual; Machinery Industry Press: Beijing, China, 2012. [Google Scholar]
- Cui, B.; Ma, G.; Wang, H.; Lin, Z. Influence of valve core structure on flow resistance characteristics and internal flow field of throttling stop valve. J. Mech. Eng. 2005, 51, 178–184. [Google Scholar] [CrossRef]
- Zhang, Y. Hydromechanics; Higher Education Press: Beijing, China, 2016. [Google Scholar]
- Cai, S. Diaphragm flow regulating valve. China Pet. Mach. 2006, 2, 31–32. [Google Scholar]
- Fester, V.G.; Kazadi, D.M.; Mbiya, B.M.; Slatter, P.T. Loss coefficients for flow of Newtonian and non-Newtonian fluids through diaphragm valves. Chem. Eng. Res. Des. 2007, 85, 1314–1324. [Google Scholar] [CrossRef]
- Wang, Z. Research on Flow Field Simulation and Optimum Design Method for Process Valve. Master’s Thesis, University of Electronic Science and Technology of China, Chengdu, Sichuan, China, 19 June 2017. [Google Scholar]
- Wu, D.; Li, S.; Wu, P. CFD simulation of flow-pressure characteristics of a pressure control valve for automotive fuel supply system. Energy Convers. Manag. 2015, 101, 658–665. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Y.; Guo, X.; Zhang, K. Research on the simulation of inflow control valve based on FLUENT. Mech. Eng. 2018, 10, 3–6. [Google Scholar]
- Zhang, J.; Wang, D.; Xu, B.; Gan, M.Y.; Pan, M.; Yang, H.Y. Experimental and numerical investigation of flow forces in a seat valve using a damping sleeve with orifices. J. Zhejiang Univ. Sci. A 2018, 19, 417–430. [Google Scholar] [CrossRef]
- Qian, J.; Gao, Z.; Liu, B.; Jin, Z.J. Parametric study on fluid dynamics of pilot-control angle globe valve. J. Fluids Eng. 2018, 140, 111103. [Google Scholar] [CrossRef]
- Ye, S.; Zhang, J.; Xu, B.; Zhu, S.; Xiang, J.; Tang, H. Theoretical investigation of the contributions of the excitation forces to the vibration of an axial piston pump. Mech. Syst. Signal Process. 2019, 129, 201–217. [Google Scholar] [CrossRef]
- Qian, J.; Chen, M.; Liu, X.; Jin, Z.J. A numerical investigation of the flow of nanofluids through a micro Tesla valve. J. Zhejiang Univ. Sci. A 2019, 20, 50–60. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Z.; Zhang, Y. Flow Coefficient calculation method based on CFD and mesh adaptive method. J. Univ. Electron. Sci. Technol. 2017, 2, 475–480. [Google Scholar]
- Javorik, J.; Stanek, M. The numerical simulation of the rubber diaphragm behavior. Situations 2011, 3, 4. [Google Scholar]
- He-xiang, W.; Yong-ming, W.; Jia-zhen, P. Optimizing the configuration of the diaphragm valve film by ANSYS. Mech. Res. Appl. 2009, 3, 63–64. [Google Scholar]























| Parameters | Units | Index | |
|---|---|---|---|
| System inlet index | Flow rate range | L/min | >8 |
| Pressure range | kPa | 350~550 | |
| Temperature rage | °C | 17~26 | |
| System outlet index | Flow rate range | L/min | 1~8 |
| Pressure range | kPa | 100~500 | |
| Temperature rage | °C | 17~24 |
| Initial Result | One-Time Adaption | Two-Time Adaption | Three-Time Adaption | Four-Time Adaption | |
|---|---|---|---|---|---|
| Δp/Pa | 3560.4 | 3274.2 | 3268.5 | 3226.8 | 3243.4 |
| Cv | 3.46473 | 3.61230 | 3.61613 | 3.63941 | 3.63009 |
| Kv | 94.685 | 98.737 | 98.823 | 99.459 | 99.215 |
| Mesh Size | Initial Grid Number | Index | Initial Result | One-Time Adaption | Two-Time Adaption | Three-Time Adaption |
|---|---|---|---|---|---|---|
| 1 mm | 2778 | Cv | 3.4647 | 3.6774 | 3.7093 | 3.7072 |
| Kv | 94.685 | 100.497 | 101.370 | 101.313 | ||
| 0.5 mm | 10850 | Cv | 3.5182 | 3.6819 | 3.6748 | 3.6733 |
| Kv | 96.146 | 100.620 | 100.426 | 100.386 | ||
| 0.25 mm | 42664 | Cv | 3.5393 | 3.6769 | 3.6624 | 3.6708 |
| Kv | 96.722 | 100.483 | 100.088 | 100.346 | ||
| 0.1 mm | 266735 | Cv | 3.5560 | 3.6679 | 3.6680 | 3.6701 |
| Kv | 97.179 | 100.239 | 100.240 | 100.305 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Lu, L.; Zhu, K. Numerical Analysis of the Diaphragm Valve Throttling Characteristics. Processes 2019, 7, 671. https://doi.org/10.3390/pr7100671
Liu Y, Lu L, Zhu K. Numerical Analysis of the Diaphragm Valve Throttling Characteristics. Processes. 2019; 7(10):671. https://doi.org/10.3390/pr7100671
Chicago/Turabian StyleLiu, Yingnan, Liang Lu, and Kangwu Zhu. 2019. "Numerical Analysis of the Diaphragm Valve Throttling Characteristics" Processes 7, no. 10: 671. https://doi.org/10.3390/pr7100671
APA StyleLiu, Y., Lu, L., & Zhu, K. (2019). Numerical Analysis of the Diaphragm Valve Throttling Characteristics. Processes, 7(10), 671. https://doi.org/10.3390/pr7100671