Chemical Recycling of Used Printed Circuit Board Scraps: Recovery and Utilization of Organic Products



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
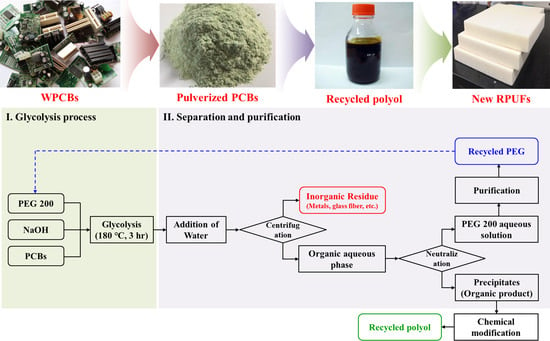
2.2. Glycolysis of Pulverized UPCB
2.3. Preparation of the Recycled Polyol
2.4. Preparation of RPUFs
2.5. Characterization
3. Results and Discussion
3.1. Glycolysis of UPCBs
3.2. Characteristics of RPUFs Prepared from the Recycled Polyol Based on the Glycolysis Product of UPCBs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Yin, J.; Li, G.; He, W.; Huang, J.; Xu, M. Hydrothermal decomposition of brominated epoxy resin in waste printed circuit boards. J. Anal. Appl. Pyrolysis 2011, 92, 131–136. [Google Scholar] [CrossRef]
- Zhan, Z.H.; Qiu, K.Q. Pyrolysis kinetics and TG-FTIR analysis of waste epoxy printed circuit boards. J. Cent. South Univ. Technol. 2011, 18, 331–336. [Google Scholar] [CrossRef]
- Quan, C.; Li, A.; Gao, N.; dan, Z. Characterization of products recycling from PCB waste pyrolysis. J. Anal. Appl. Pyrolysis 2010, 89, 102–106. [Google Scholar] [CrossRef]
- De Marco, I.; Caballero, B.M.; Chomón, M.J.; Laresgoiti, M.F.; Torres, A.; Fernández, G.; Arnaiz, S. Pyrolysis of electrical and electronic wastes. J. Anal. Appl. Pyrolysis 2008, 82, 179–183. [Google Scholar] [CrossRef]
- Hadi, P.; Ning, C.; Ouyang, W.; Xu, M.; Lin, C.S.; McKay, G. Toward environmentally-benign utilization of nonmetallic fraction of waste printed circuit boards as modifier and precursor. Waste Manag. 2015, 35, 236–246. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Guo, J.; Xu, Z. Recycling of non-metallic fractions from waste printed circuit boards: A review. J. Hazard. Mater. 2009, 168, 567–590. [Google Scholar] [CrossRef] [PubMed]
- Chien, Y.-C.; Wang, H.P.; Lin, K.-S.; Huang, Y.-J.; Yang, Y.-W. Fate of bromine in pyrolysis of printed circuit board wastes. Chemosphere 2000, 40, 383–387. [Google Scholar] [CrossRef]
- Grause, G.; Furusawa, M.; Okuwaki, A.; Yoshioka, T. Pyrolysis of tetrabromobisphenol-A containing paper laminated printed circuit boards. Chemosphere 2008, 71, 872–878. [Google Scholar] [CrossRef]
- Kim, Y.-M.; Han, T.U.; Watanabe, C.; Teramae, N.; Park, Y.-K.; Kim, S.; Hwang, B. Analytical pyrolysis of waste paper laminated phenolic-printed circuit board (PLP-PCB). J. Anal. Appl. Pyrolysis 2015, 115, 87–95. [Google Scholar] [CrossRef]
- Ortuno, N.; Conesa, J.A.; Molto, J.; Font, R. Pollutant emissions during pyrolysis and combustion of waste printed circuit boards, before and after metal removal. Sci. Total Environ. 2014, 499, 27–35. [Google Scholar] [CrossRef]
- El Gersifi, K.; Destais-Orvoën, N.; Durand, G.; Tersac, G. Glycolysis of epoxide-amine hardened networks. I. Diglycidylether/aliphatic amines model networks. Polymer 2003, 44, 3795–3801. [Google Scholar] [CrossRef]
- Jin, Y.Q.; Tao, L.; Chi, Y.; Yan, J.H. Conversion of bromine during thermal decomposition of printed circuit boards at high temperature. J. Hazard. Mater. 2011, 186, 707–712. [Google Scholar] [CrossRef]
- Zhu, P.; Chen, Y.; Wang, L.Y.; Qian, G.Y.; Zhou, M.; Zhou, J. A new technology for separation and recovery of materials from waste printed circuit boards by dissolving bromine epoxy resins using ionic liquid. J. Hazard. Mater. 2012, 239–240, 270–278. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.; Wu, W.; Qiu, K. Recovery of materials from waste printed circuit boards by vacuum pyrolysis and vacuum centrifugal separation. Waste Manag. 2010, 30, 2299–2304. [Google Scholar] [CrossRef]
- Guan, J.; Li, Y.-S.; Lu, M.-X. Product characterization of waste printed circuit board by pyrolysis. J. Anal. Appl. Pyrolysis 2008, 83, 185–189. [Google Scholar] [CrossRef]
- Veit, H.M.; Diehl, T.R.; Salami, A.P.; Rodrigues, J.S.; Bernardes, A.M.; Tenorio, J.A. Utilization of magnetic and electrostatic separation in the recycling of printed circuit boards scrap. Waste Manag. 2005, 25, 67–74. [Google Scholar] [CrossRef] [PubMed]
- Akonda, M.H.; Lawrence, C.A.; Weager, B.M. Recycled carbon fibre-reinforced polypropylene thermoplastic composites. Compos. Part A 2012, 43, 79–86. [Google Scholar] [CrossRef]
- Soler, A.; Conesa, J.A.; Ortuno, N. Emissions of brominated compounds and polycyclic aromatic hydrocarbons during pyrolysis of E-waste debrominated in subcritical water. Chemosphere 2017, 186, 167–176. [Google Scholar] [CrossRef]
- Luda, M.P.; Balabanovich, A.I.; Hornung, A.; Camino, G. Thermal degradation of a brominated bisphenol a derivative. Polym. Adv. Technol. 2003, 14, 741–748. [Google Scholar] [CrossRef]
- Guo, X.; Qin, F.G.F.; Yang, X.; Jiang, R. Study on low-temperature pyrolysis of large-size printed circuit boards. J. Anal. Appl. Pyrolysis 2014, 105, 151–156. [Google Scholar] [CrossRef]
- Dang, W.; Kubouchi, M.; Sembokuya, H.; Tsuda, K. Chemical recycling of glass fiber reinforced epoxy resin cured with amine using nitric acid. Polymer 2005, 46, 1905–1912. [Google Scholar] [CrossRef]
- Molero, C.; de Lucas, A.; Rodríguez, J.F. Recovery of polyols from flexible polyurethane foam by “split-phase” glycolysis with new catalysts. Polym. Degrad. Stab. 2006, 91, 894–901. [Google Scholar] [CrossRef]
- Lee, S.-H.; Ohkita, T.; Teramoto, Y. Polyol recovery from biomass-based polyurethane foam by glycolysis. J. Appl. Polym. Sci. 2005, 95, 975–980. [Google Scholar] [CrossRef]
- Destais-Orvoën, N.; Durand, G.; Tersac, G. Glycolysis of epoxide–amine hardened networks II—Aminoether model compound. Polymer 2004, 45, 5473–5482. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, Q.; Yuan, X.-X.; van Kasteren, J.M.N.; Wang, Y.-Z. Highly efficient solvolysis of epoxy resin using poly(ethylene glycol)/NaOH systems. Polym. Degrad. Stab. 2012, 97, 1101–1106. [Google Scholar] [CrossRef]
- Zhou, Y.; Qiu, K. A new technology for recycling materials from waste printed circuit boards. J. Hazard. Mater. 2010, 175, 823–828. [Google Scholar] [CrossRef]
- Zheng, Y.; Shen, Z.; Cai, C.; Ma, S.; Xing, Y. The reuse of nonmetals recycled from waste printed circuit boards as reinforcing fillers in the polypropylene composites. J. Hazard. Mater. 2009, 163, 600–606. [Google Scholar] [CrossRef]
- Hadi, P.; Xu, M.; Lin, C.S.; Hui, C.-W.; McKay, G. Waste printed circuit board recycling techniques and product utilization. J. Hazard. Mater. 2015, 283, 234–243. [Google Scholar] [CrossRef]
- Guo, J.; Li, J.; Rao, Q.; Xu, Z. Phenolic molding compound filled with nonmetals of waste PCBs. Environ. Sci. Technol. 2007, 42, 624–628. [Google Scholar] [CrossRef]
- Yan, D.; Xu, L.; Chen, C.; Tang, J.; Ji, X.; Li, Z. Enhanced mechanical and thermal properties of rigid polyurethane foam composites containing graphene nanosheets and carbon nanotubes. Polym. Int. 2012, 61, 1107–1114. [Google Scholar] [CrossRef]
- Hu, D.; Jia, Z.; Li, J.; Zhong, B.; Fu, W.; Luo, Y.; Jia, D. Characterization of Waste Printed Circuit Boards Nonmetals and its Reutilization as Reinforcing Filler in Unsaturated Polyester Resin. J. Polym. Environ. 2017, 26, 1311–1319. [Google Scholar] [CrossRef]
- Sun, Z.; Shen, Z.; Ma, S.; Zhang, X. Sound absorption application of fiberglass recycled from waste printed circuit boards. Mater. Struct. 2013, 48, 387–392. [Google Scholar] [CrossRef]
- Lee, C.S.; Ooi, T.L.; Chuah, C.H.; Ahmad, S. Rigid Polyurethane Foam Production from Palm Oil-Based Epoxidized Diethanolamides. J. Am. Oil Chem. Soc. 2007, 84, 1161–1167. [Google Scholar] [CrossRef]
- Javni, I.; Zhang, W.; Petrović, Z. Soybean-oil-based polyisocyanurate rigid foams. J. Polym. Environ. 2004, 12, 123–129. [Google Scholar] [CrossRef]
- Kim, Y.H.; Choi, S.J.; Kim, J.M.; Han, M.S.; Kim, W.N.; Bang, K.T. Effects of organoclay on the thermal insulating properties of rigid polyurethane poams blown by environmentally friendly blowing agents. Macromol. Res. 2007, 15, 676–681. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, B.K.; Lim, H. Effect of isocyanate index on the properties of rigid polyurethane foams blown by HFC 365mfc. Macromol. Res. 2008, 16, 467–472. [Google Scholar] [CrossRef]
- Han, M.S.; Choi, S.J.; Kim, J.M.; Kim, Y.H.; Kim, W.N.; Lee, H.S.; Sung, J.Y. Effects of silicone surfactant on the cell size and thermal conductivity of rigid polyurethane foams by environmentally friendly blowing agents. Macromol. Res. 2009, 17, 44–50. [Google Scholar] [CrossRef]
- Kim, Y.H.; Kang, M.J.; Park, G.P.; Park, S.D.; Kim, S.B.; Kim, W.N. Effects of liquid-type silane additives and organoclay on the morphology and thermal conductivity of rigid polyisocyanurate-polyurethane foams. J. Appl. Polym. Sci. 2012, 124, 3117–3123. [Google Scholar] [CrossRef]
- Bakhshi, H.; Yeganeh, H.; Yari, A.; Nezhad, S.K. Castor oil-based polyurethane coatings containing benzyl triethanol ammonium chloride: Synthesis, characterization, and biological properties. J. Mater. Sci. 2014, 49, 5365–5377. [Google Scholar] [CrossRef]
- Gu, R.; Sain, M.M. Effects of Wood Fiber and Microclay on the Performance of Soy Based Polyurethane Foams. J. Polym. Environ. 2012, 21, 30–38. [Google Scholar] [CrossRef]
- Pawar, M.S.; Kadam, A.S.; Dawane, B.S.; Yemul, O.S. Synthesis and characterization of rigid polyurethane foams from algae oil using biobased chain extenders. Polym. Bull. 2015, 73, 727–741. [Google Scholar] [CrossRef]
- Lakshmi, M.S.; Narmadha, B.; Reddy, B.S.R. Enhanced thermal stability and structural characteristics of different MMT-Clay/epoxy-nanocomposite materials. Polym. Degrad. Stab. 2008, 93, 201–213. [Google Scholar] [CrossRef]
- Dominguez-Rosado, E.; Liggat, J.; Snape, C.; Eling, B.; Pichtel, J. Thermal degradation of urethane modified polyisocyanurate foams based on aliphatic and aromatic polyester polyol. Polym. Degrad. Stab. 2002, 78, 1–5. [Google Scholar] [CrossRef]
- Lee, S.C.; Sze, Y.W.; Lin, C.C. Polyurethanes synthesized from polyester polyols derived from PET waste. II. Thermal properties. J. Appl. Polym. Sci. 1994, 52, 869–873. [Google Scholar] [CrossRef]
- Du, H.; Zhao, Y.; Li, Q.; Wang, J.; Kang, M.; Wang, X.; Xiang, H. Synthesis and characterization of waterborne polyurethane adhesive from MDI and HDI. J. Appl. Polym. Sci. 2008, 110, 1396–1402. [Google Scholar] [CrossRef]
- Xiong, X.; Zhou, L.; Ren, R.; Ma, X.; Chen, P. Thermal, mechanical properties and shape memory performance of a novel phthalide-containing epoxy resins. Polymer 2018, 140, 326–333. [Google Scholar] [CrossRef]
- Mora-Murillo, L.D.; Orozco-Gutierrez, F.; Vega-Baudrit, J.; González-Paz, R.J. Thermal-Mechanical Characterization of Polyurethane Rigid Foams: Effect of Modifying Bio-Polyol Content in Isocyanate Prepolymers. J. Renew. Mater. 2017, 5, 220–230. [Google Scholar] [CrossRef]
- Paruzel, A.; Michałowski, S.; Hodan, J.; Horák, P.; Prociak, A.; Beneš, H. Rigid Polyurethane Foam Fabrication Using Medium Chain Glycerides of Coconut Oil and Plastics from End-of-Life Vehicles. ACS Sustain. Chem. Eng. 2017, 5, 6237–6246. [Google Scholar] [CrossRef]
- Sharma, C.; Kumar, S.; Unni, A.R.; Aswal, V.K.; Rath, S.K.; Harikrishnan, G. Foam stability and polymer phase morphology of flexible polyurethane foams synthesized from castor oil. J. Appl. Polym. Sci. 2014, 131, 40668. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| JOP-0585 | Pre-Polyol | Recycled Polyol | |
|---|---|---|---|
| Viscosity (Pa∙s) | 5.0 | - | 2.7 |
| Hydroxyl value (mg KOH/g) | 450.0 | 226.9 | 460.0 |
| Acid value (mg KOH/g) | >0.1 | >1.0 | 1.2 |
| Color | Light yellow | Dark brown | Dark brown |
| Br% | 0 | 15.0 ± 1.0 a 14.12 ± 1.04 b | 1.80 ± 0.13 b |
| Sample Code | CON | P20 | P40 | P60 |
|---|---|---|---|---|
| (Composition by wt%) | ||||
| Polyol part | ||||
| JOP-0585 | 100.0 | 80.0 | 60.0 | 40.0 |
| Recycled polyol | - | 20.0 | 40.0 | 60.0 |
| B-8462 | 2.0 | 2.0 | 2.0 | 2.0 |
| PC-8 | 3.0 | 3.0 | 2.0 | 1.5 |
| TCPP | 15.0 | 15.0 | 15.0 | 15.0 |
| Water | 1.5 | 1.5 | 1.5 | 1.5 |
| 365/227 | 35.0 | 35.0 | 35.0 | 35.0 |
| Isocyanate part | ||||
| NCO Index | 120 | 120 | 120 | 120 |
| Codes | Before Decomposition | After Decomposition | Yield | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PCB | PEG | NaOH | Glass Fiber | Decomposed Product | Recycled PEG | ||||||||
| g | wt% | g | wt% | g | wt% | g | wt% | g | wt% | g | wt% | % | |
| 1:6 | 20.01 | 14.08 | 120.01 | 84.42 | 2.14 | 1.51 | 13.79 | 9.91 | 6.21 | 4.46 | 119.19 | 85.63 | 89.74 |
| 1:7 | 20.04 | 12.33 | 140.03 | 86.14 | 2.49 | 1.53 | 13.61 | 8.54 | 6.43 | 4.04 | 139.26 | 87.42 | 92.08 |
| 1:9 | 25.12 | 9.91 | 224.31 | 88.50 | 4.02 | 1.58 | 16.98 | 6.84 | 8.13 | 3.28 | 223.05 | 89.88 | 92.47 |
| Element | Concentration (%) |
|---|---|
| Al | 0.0266 |
| Ni | 0.0000 |
| Cu | 0.0066 |
| Cd | 0.0000 |
| Pb | 0.0010 |
| Sample | CON | P20 | P40 | P60 |
|---|---|---|---|---|
| Cream time (s) | 19 | 15 | 14 | 13 |
| Gel time (s) | 108 | 70 | 55 | 48 |
| Tack-free time (s) | 170 | 120 | 95 | 85 |
| Density (kg/m3) | 44.1 | 44.0 | 44.7 | 45.0 |
| Sample | Tmax1 (°C) | Tmax2 (°C) | Tmax3 (°C) | Residue (%) | Tg (°C) |
|---|---|---|---|---|---|
| CON | 216.8 | 314.0 | 496.6 | 10.1 | 134.6 |
| P20 | 211.7 | 324.5 | 494.6 | 17.6 | 149.4 |
| P40 | 200.2 | 338.1 | 488.2 | 18.0 | 165.9 |
| P60 | 195.0 | 339.2 | - | 19.1 | 167.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, S.-R.; Mai, V.D.; Lee, D.-S. Chemical Recycling of Used Printed Circuit Board Scraps: Recovery and Utilization of Organic Products. Processes 2019, 7, 22. https://doi.org/10.3390/pr7010022
Shin S-R, Mai VD, Lee D-S. Chemical Recycling of Used Printed Circuit Board Scraps: Recovery and Utilization of Organic Products. Processes. 2019; 7(1):22. https://doi.org/10.3390/pr7010022
Chicago/Turabian StyleShin, Se-Ra, Van Dung Mai, and Dai-Soo Lee. 2019. "Chemical Recycling of Used Printed Circuit Board Scraps: Recovery and Utilization of Organic Products" Processes 7, no. 1: 22. https://doi.org/10.3390/pr7010022
APA StyleShin, S.-R., Mai, V. D., & Lee, D.-S. (2019). Chemical Recycling of Used Printed Circuit Board Scraps: Recovery and Utilization of Organic Products. Processes, 7(1), 22. https://doi.org/10.3390/pr7010022