A Systematic Framework for Data Management and Integration in a Continuous Pharmaceutical Manufacturing Processing Line

 ,
, 

Abstract
:1. Introduction
Objectives
2. Materials and Methods
2.1. Ontology
2.2. Recipe Model
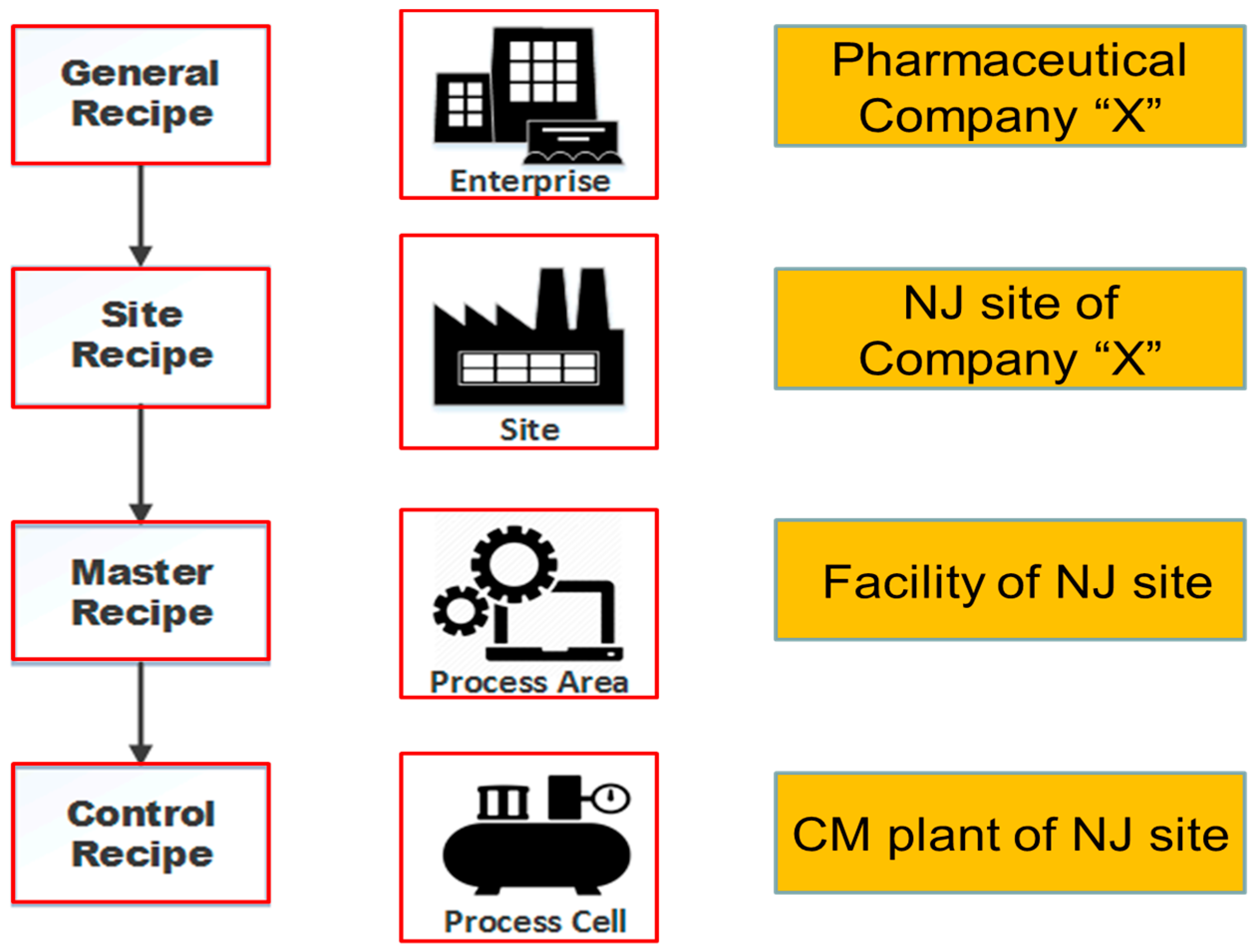
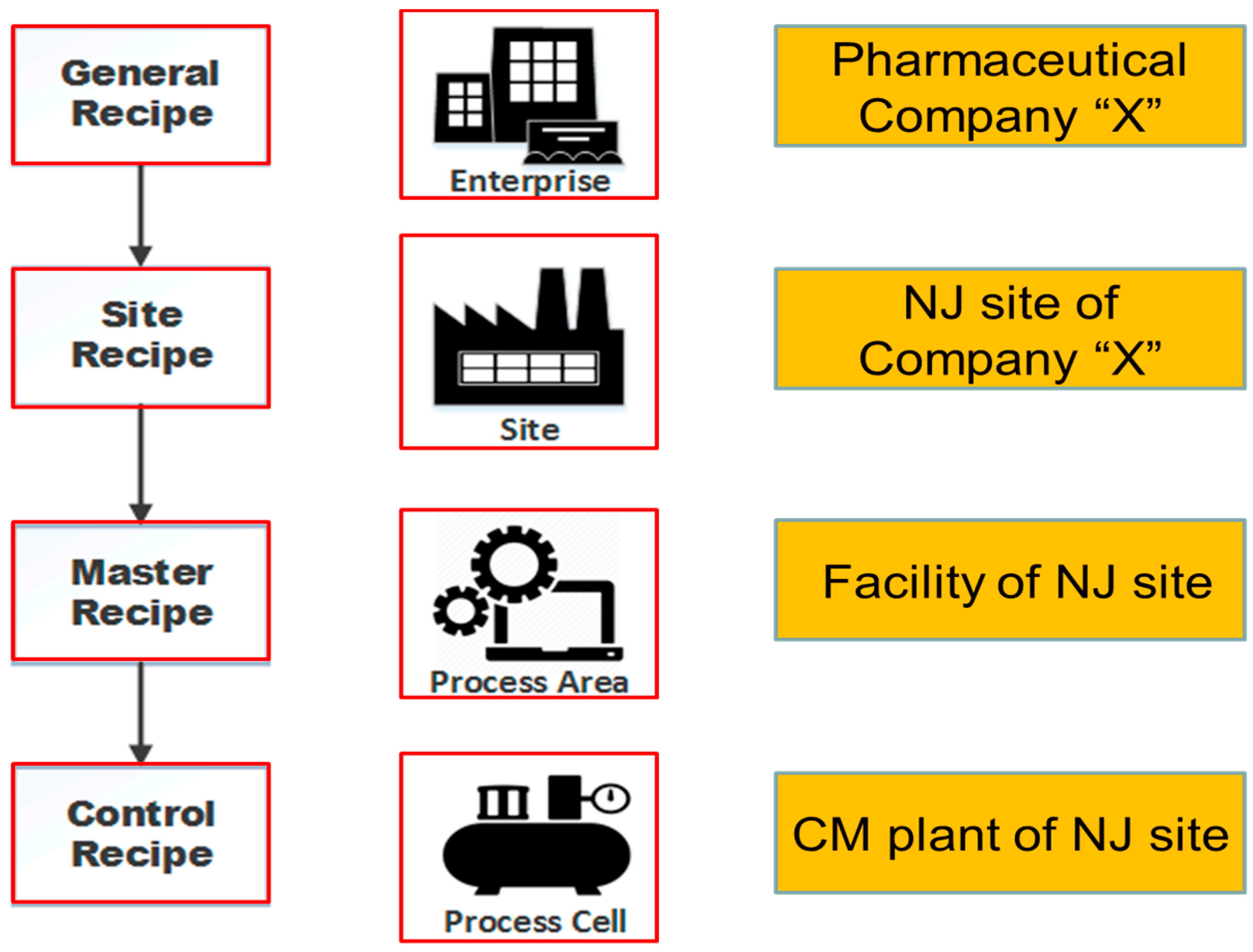
2.2.1. Recipe Types
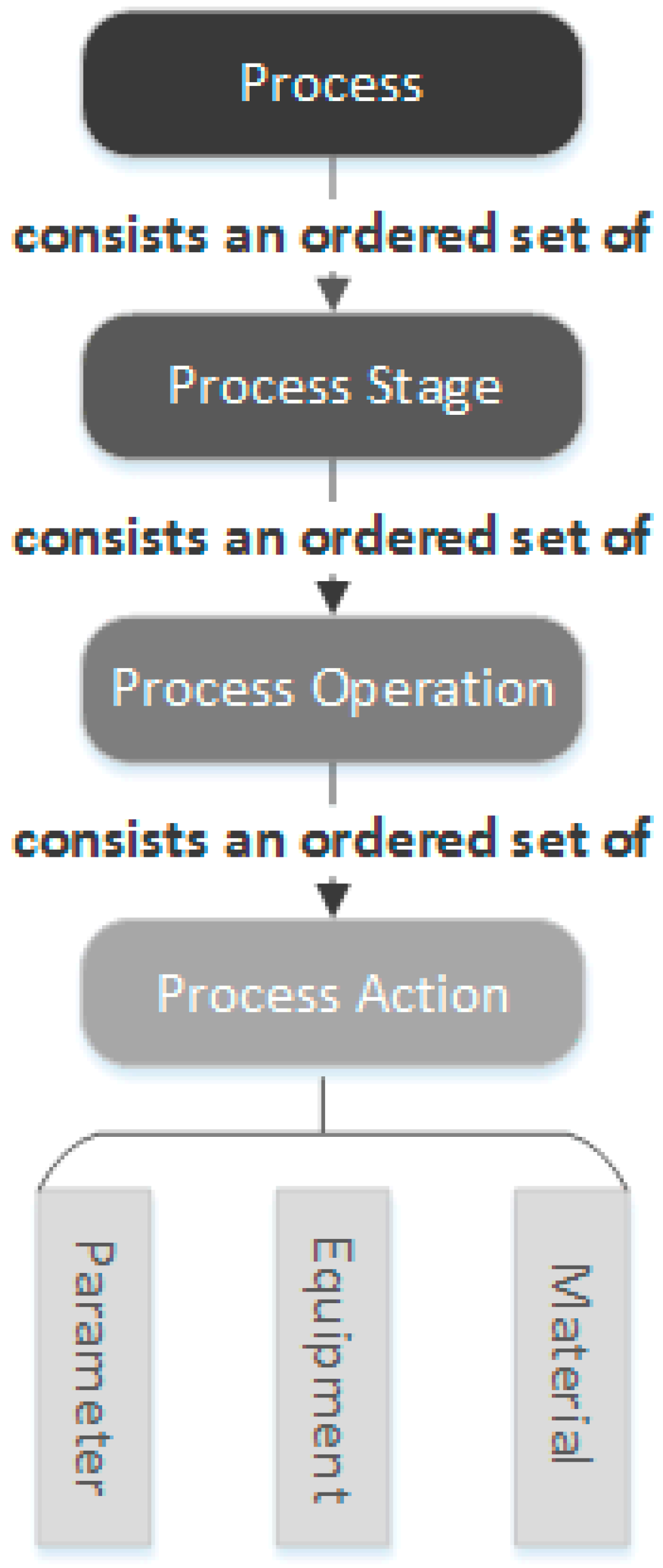
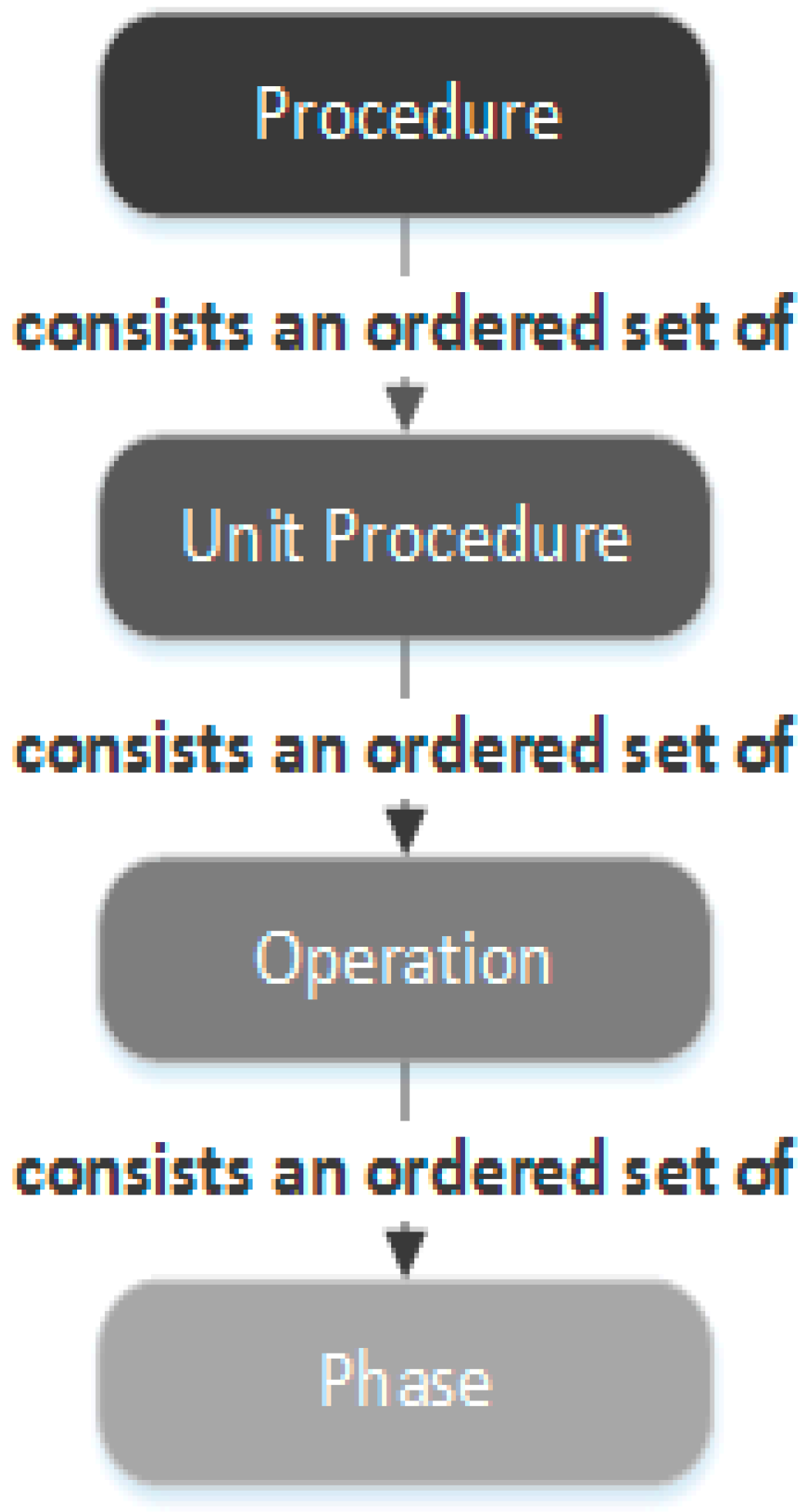
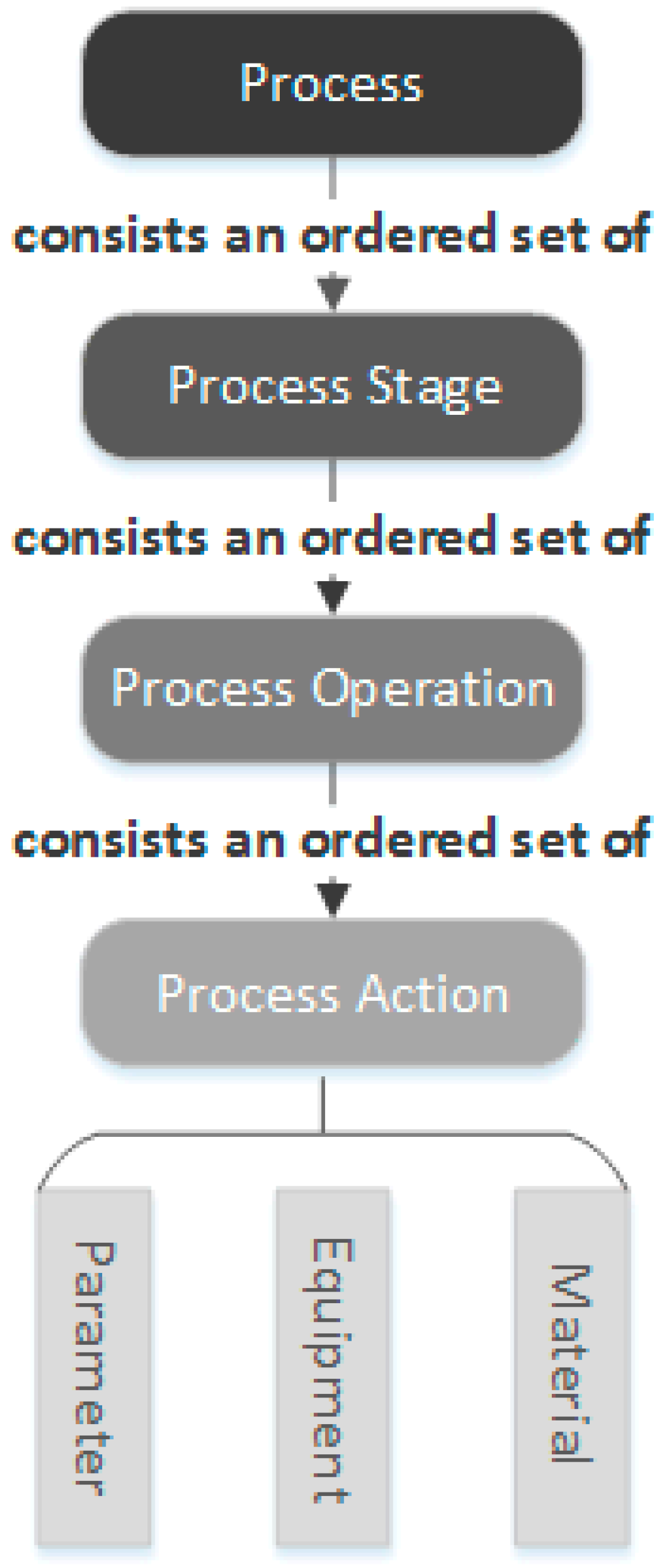
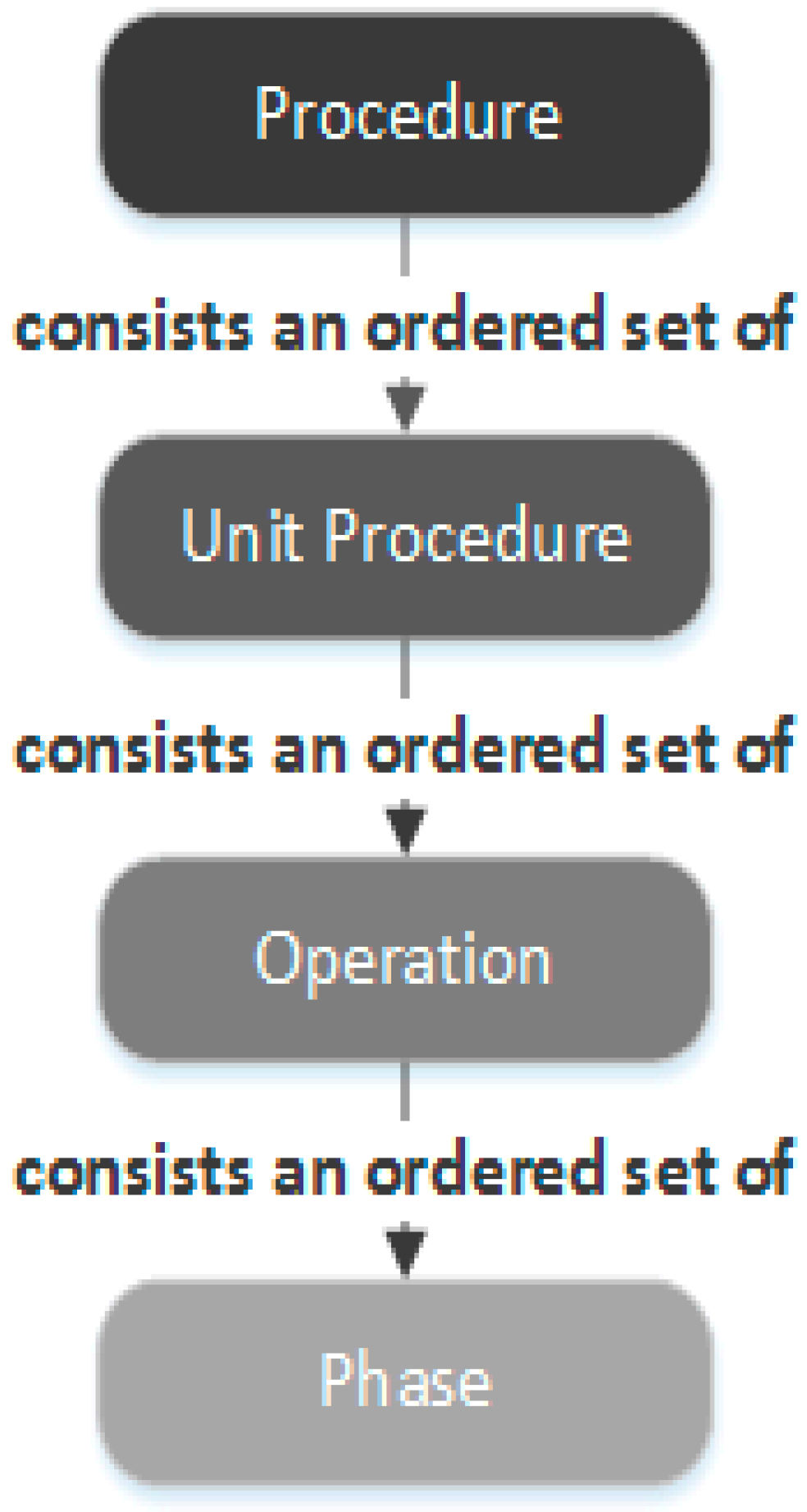
2.2.2. Process Model
2.2.3. Recipe Model Implementation
- Step 1. ISA-88 applicable area identification
- Step 2. Recipe structure definition
- Step 3. Process analysis
- Step 4. Process mapping
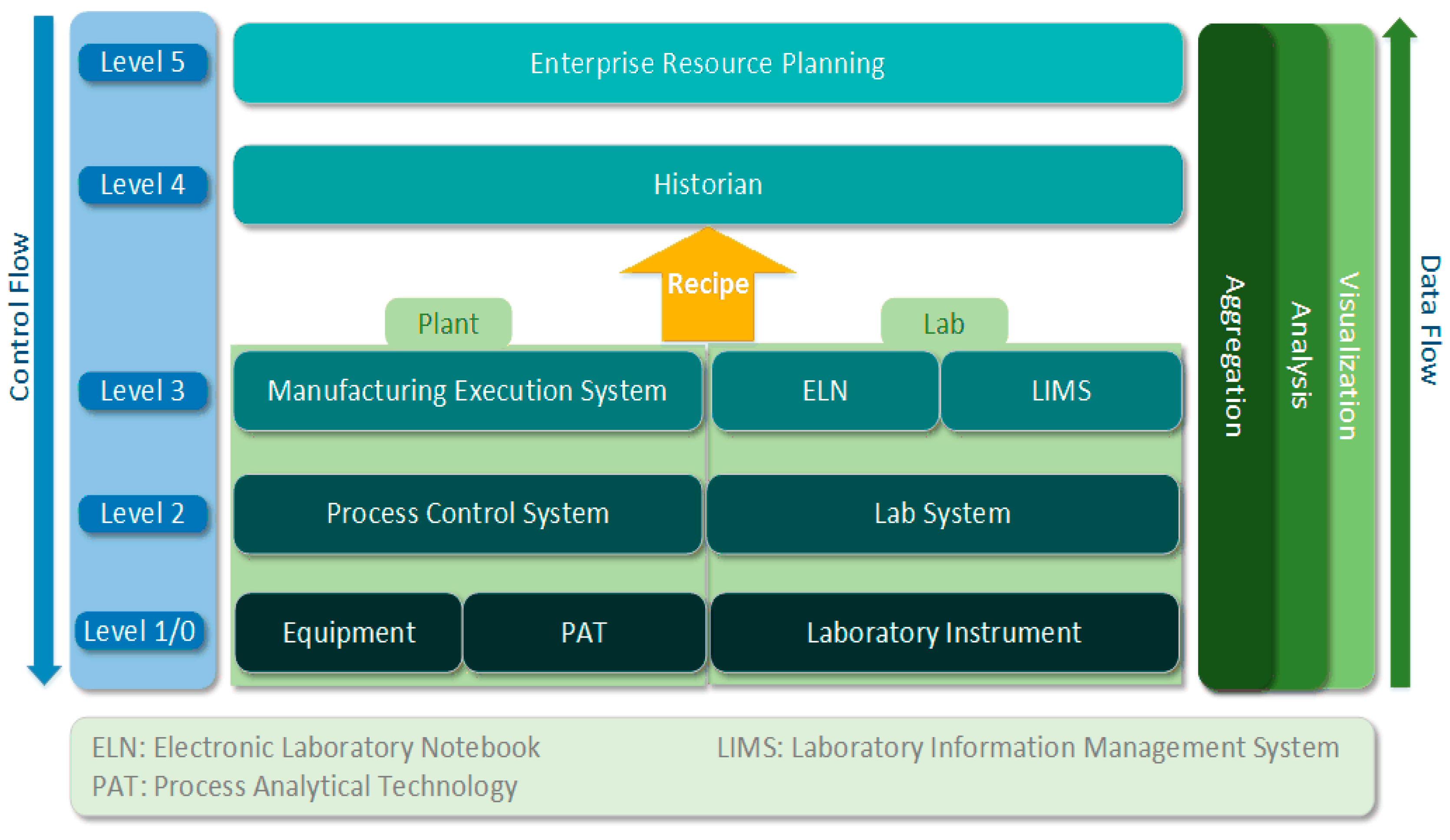
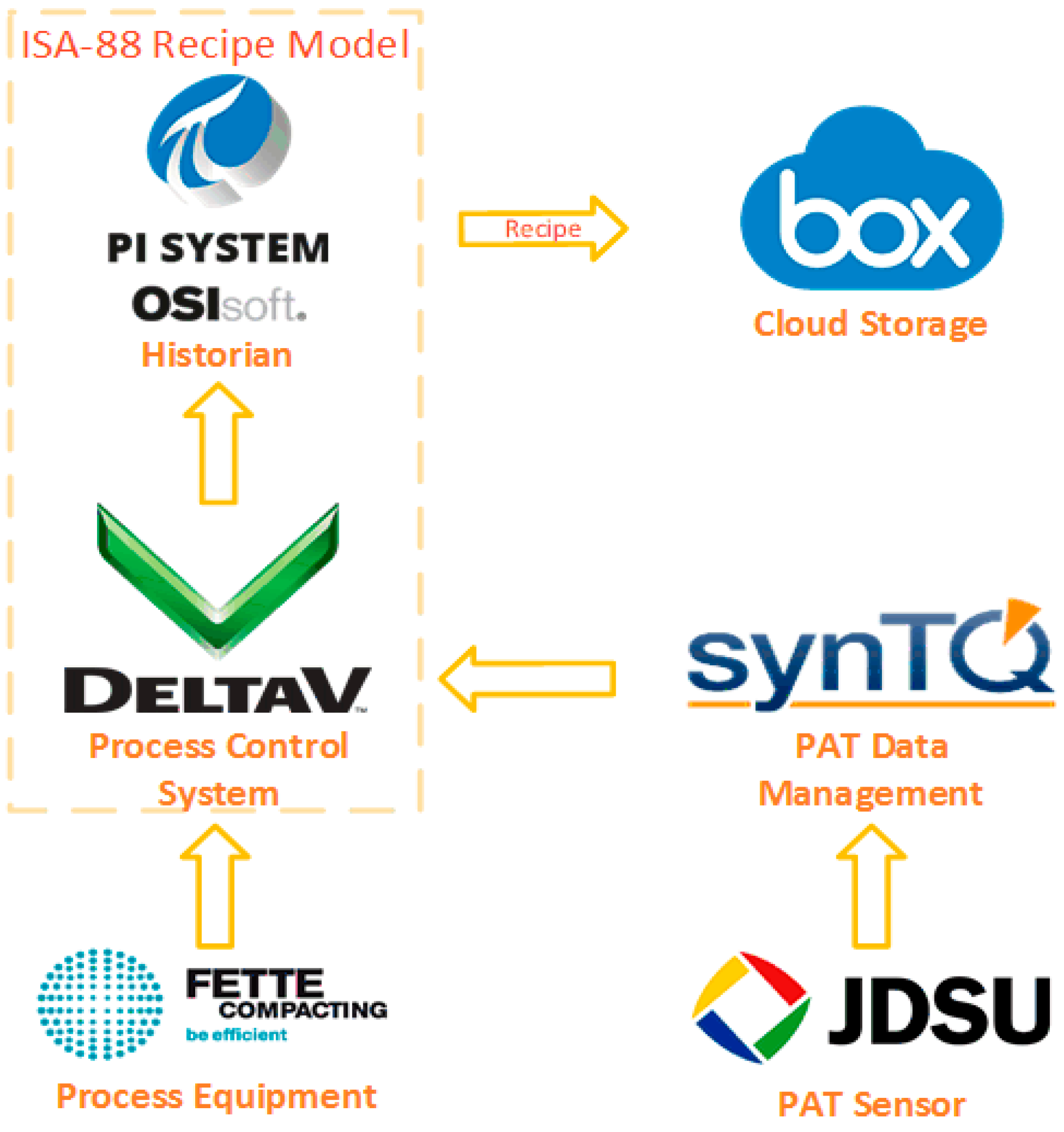
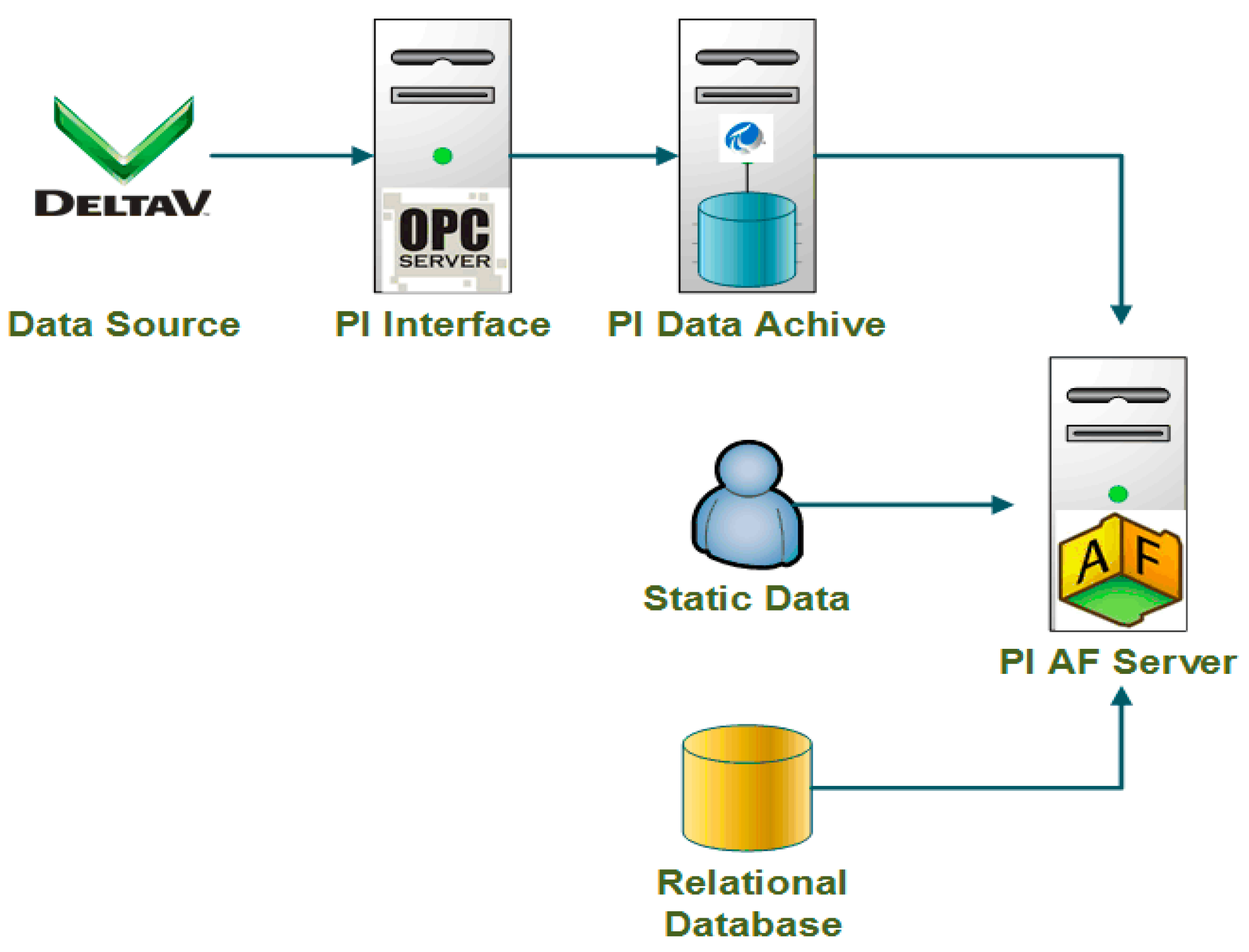
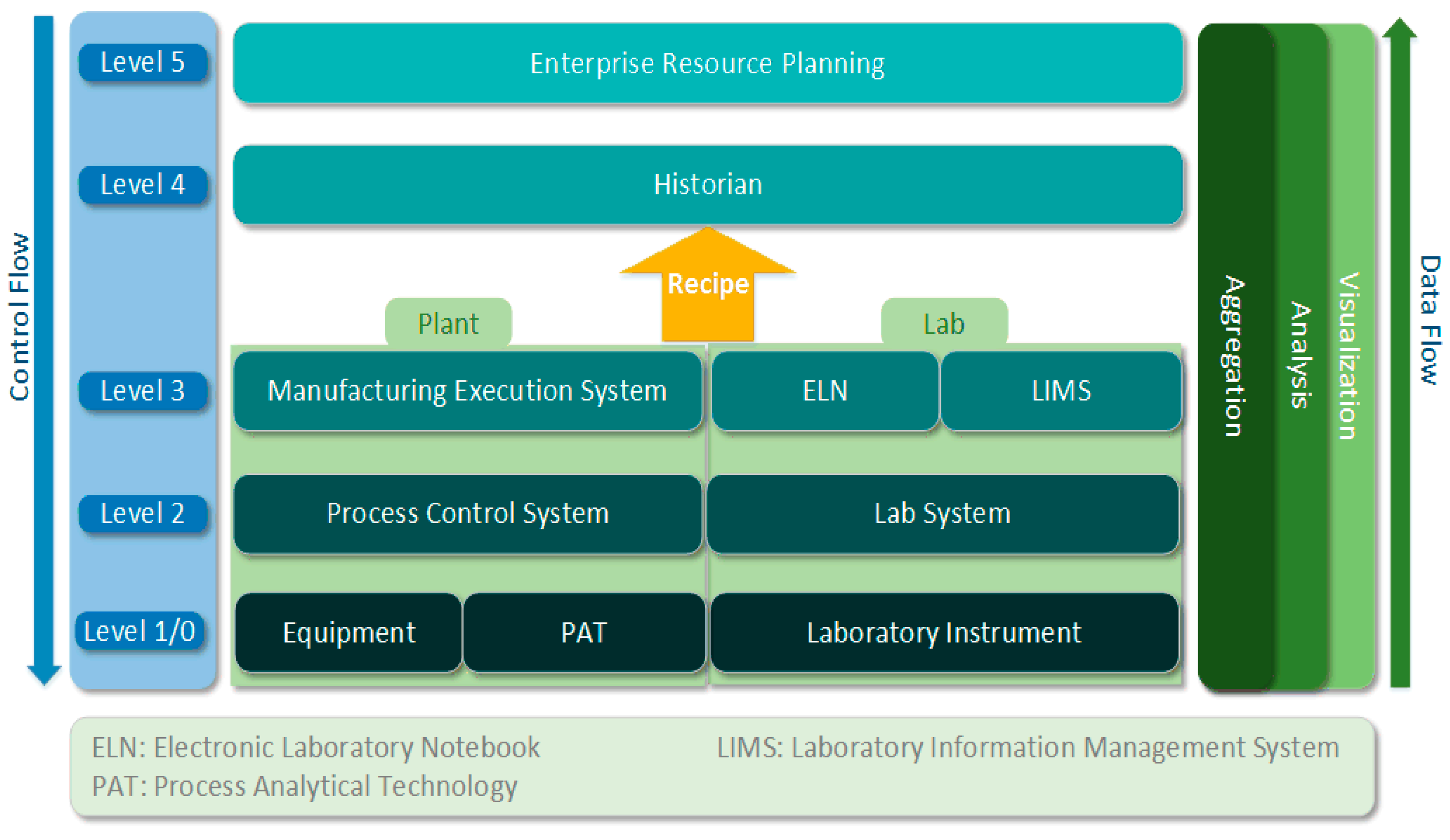
2.3. Systematic Framework of Integration
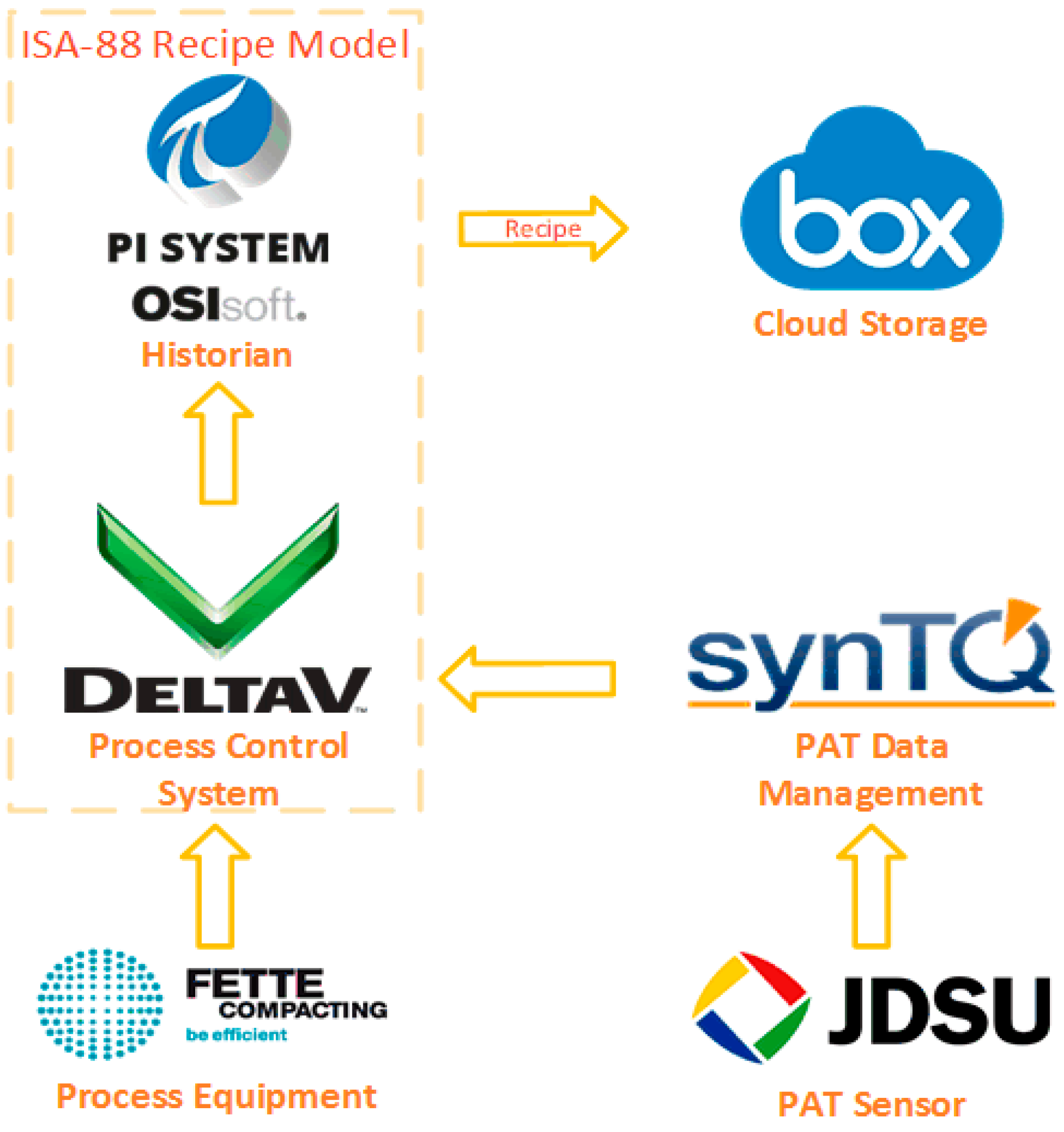
2.3.1. Continuous Manufacturing
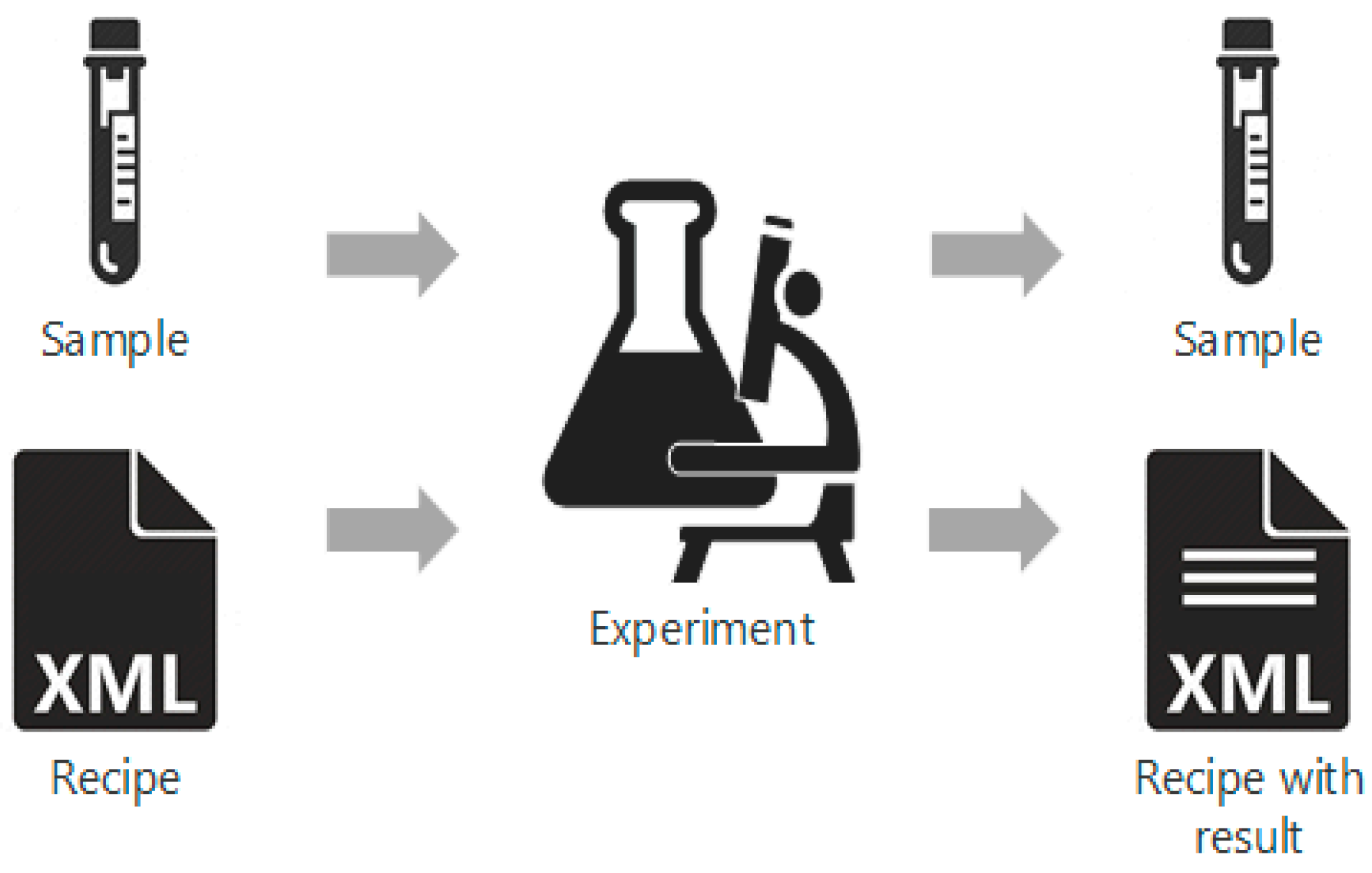
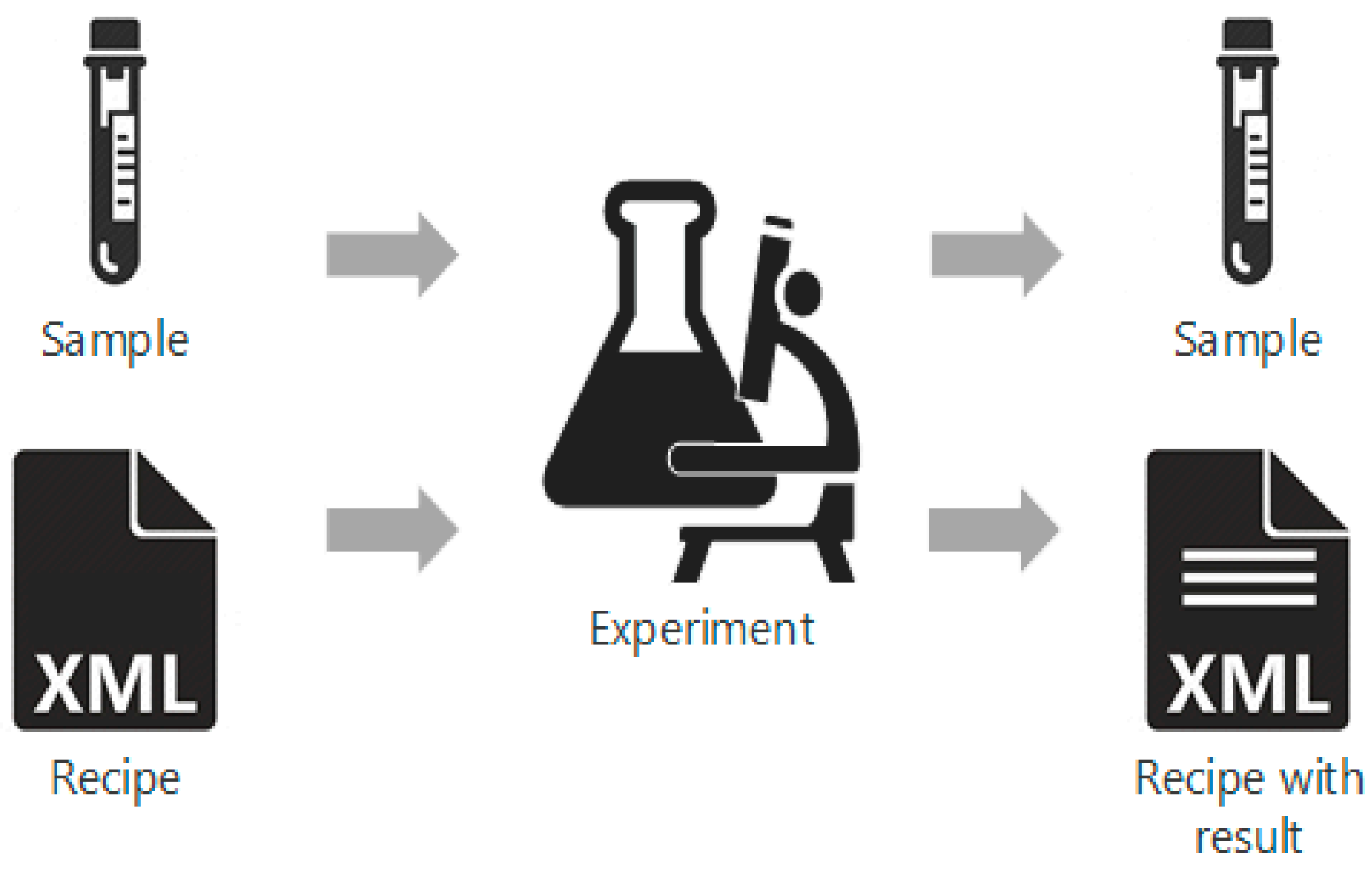
2.3.2. Laboratory Experiment
2.4. Transferring Data from Lab Computer to Cloud System
3. Case Studies
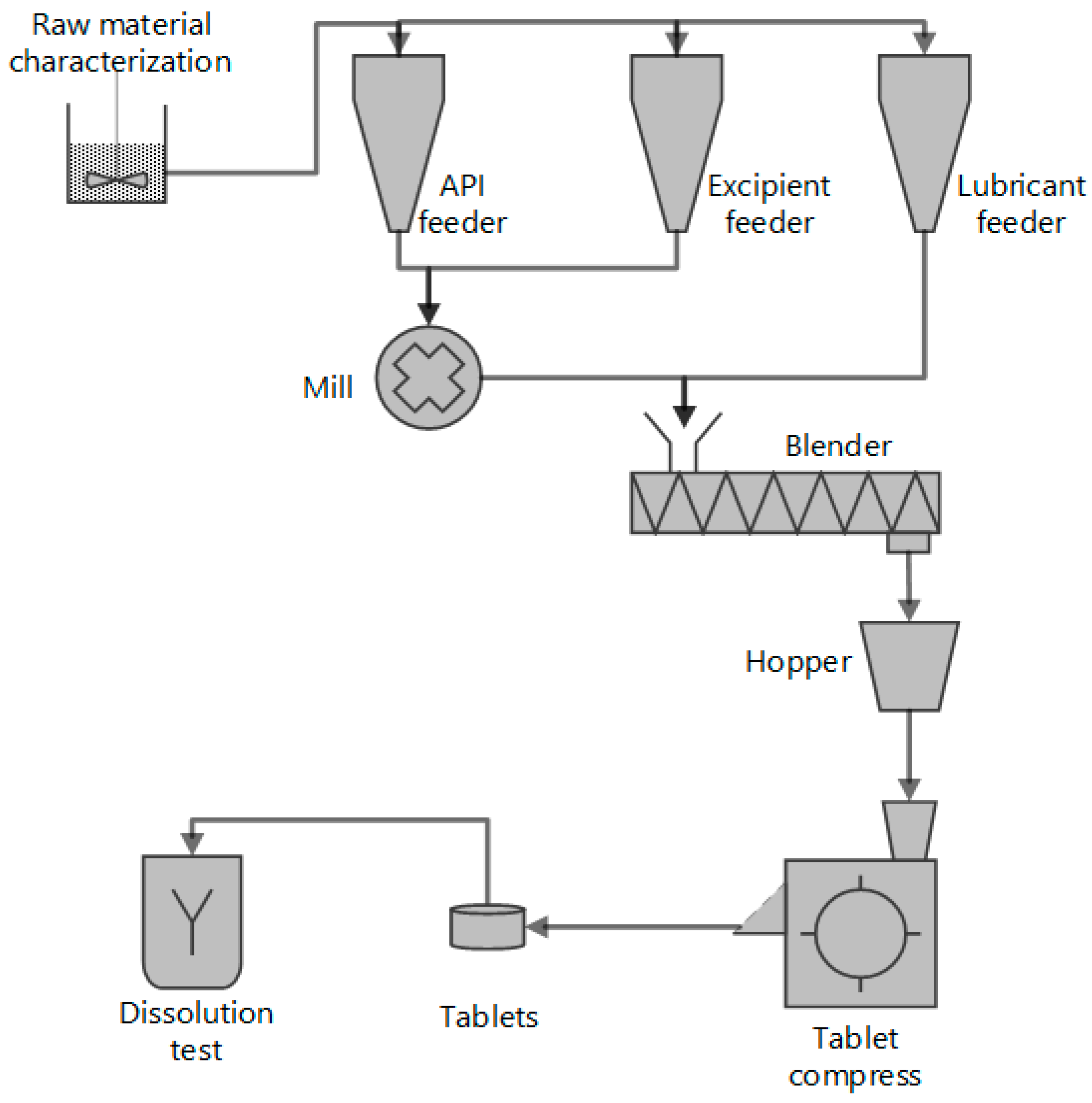
3.1. Direct Compaction Continuous Tablet Manufacturing Process
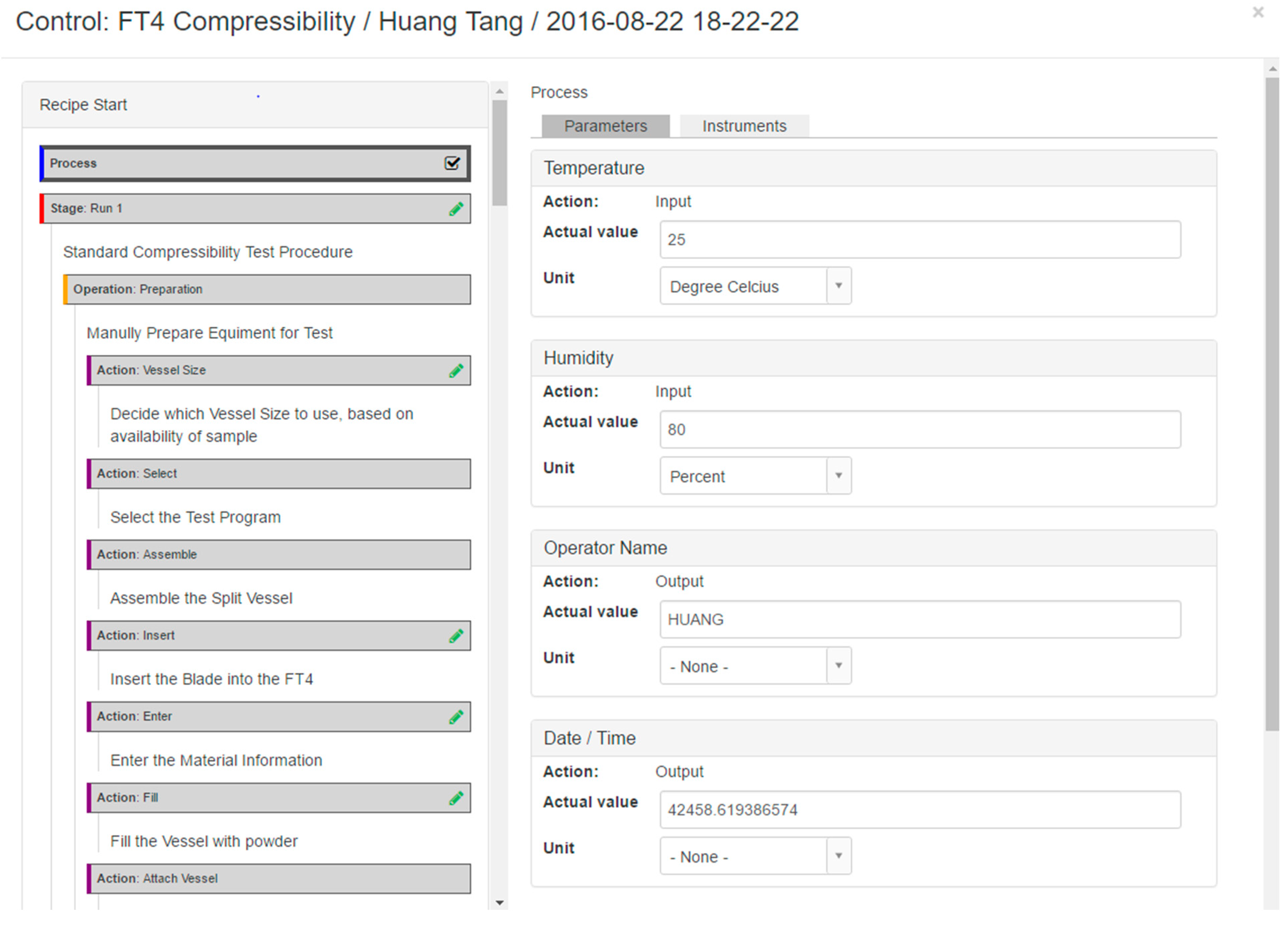
3.2. FT4 Powder Characterization Test
4. Results and Discussions
4.1. Data Integration in Continuous Tablet Manufacturing
4.1.1. DeltaV Recipe Model
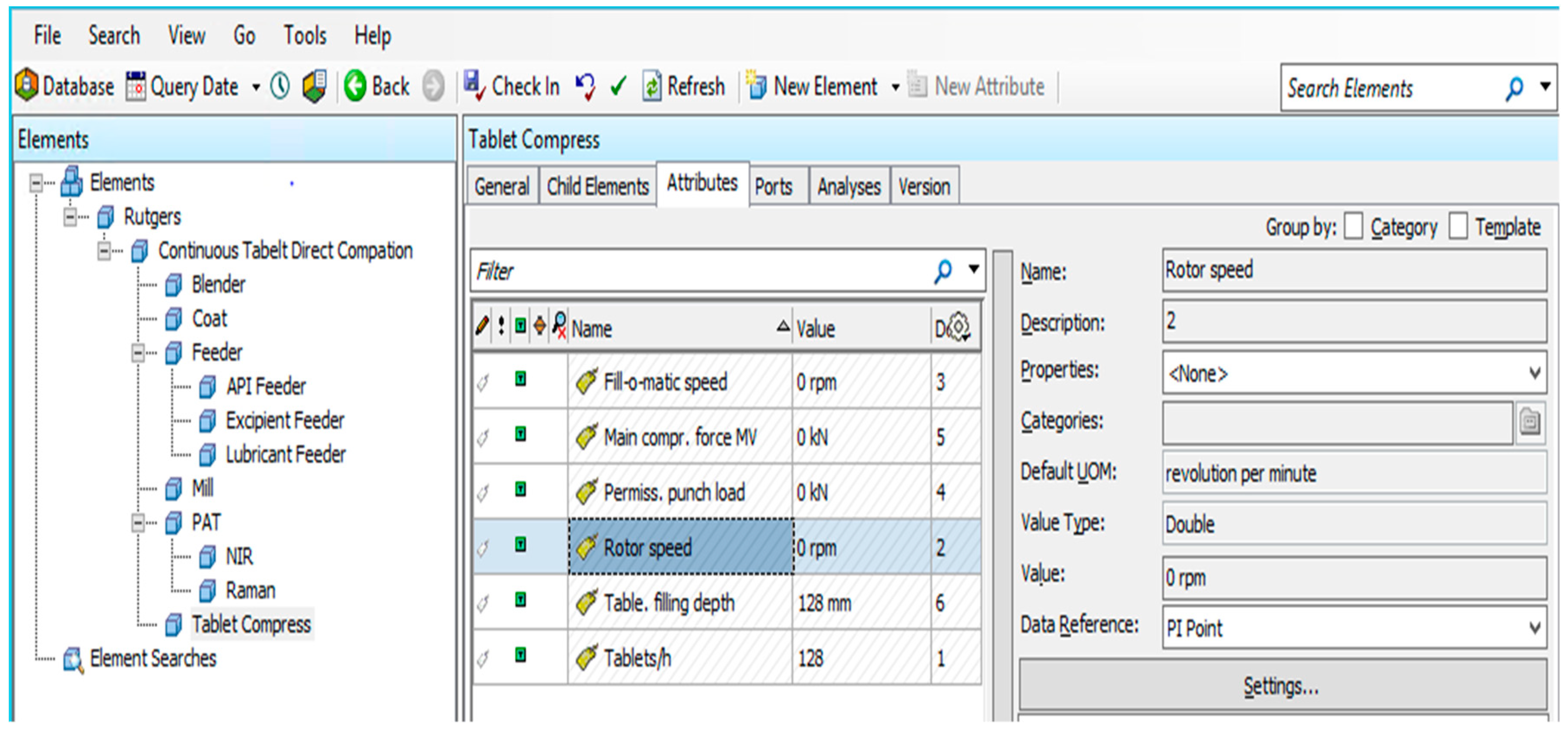
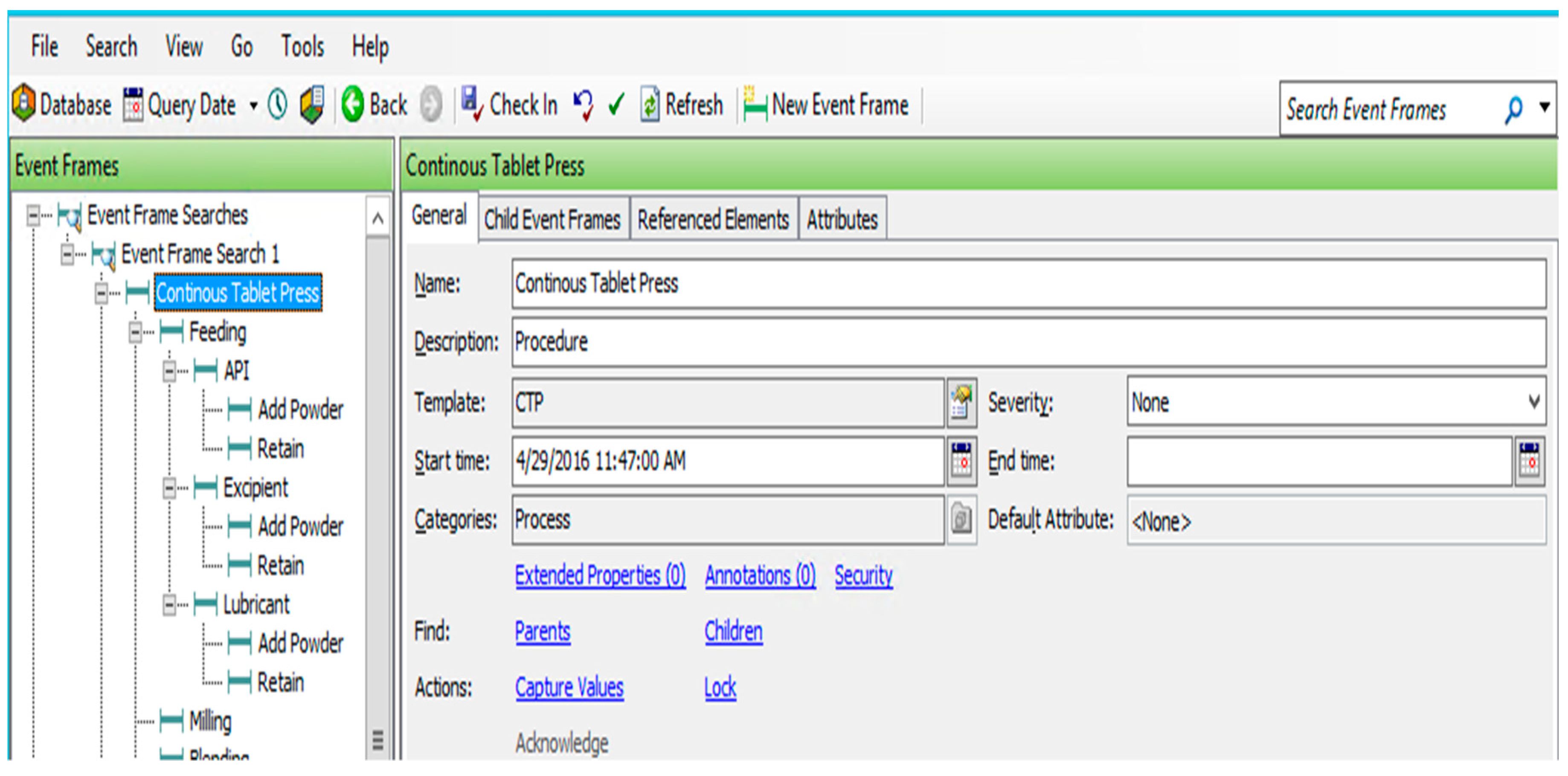
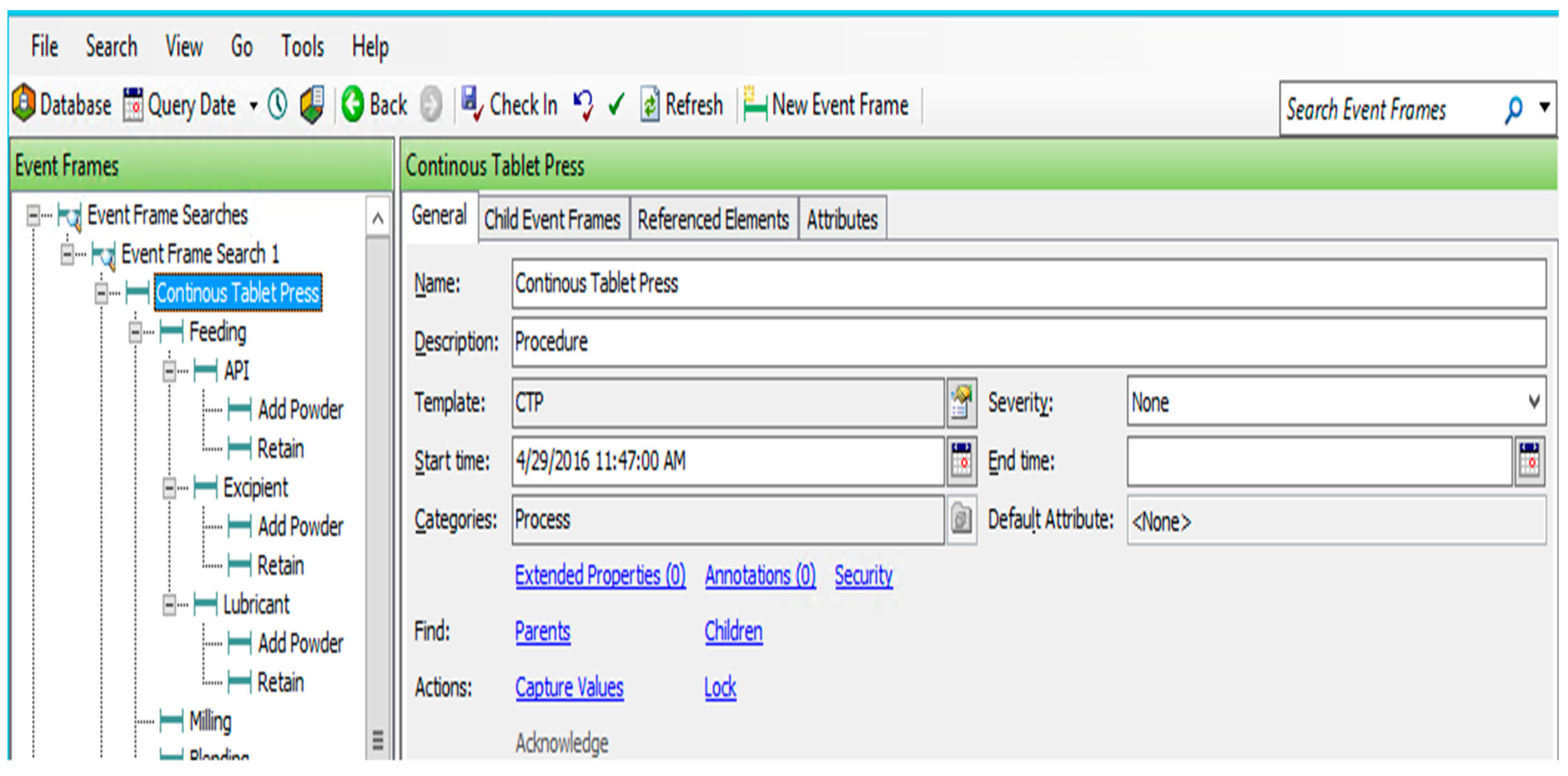
4.1.2. OSI PI Recipe Structure
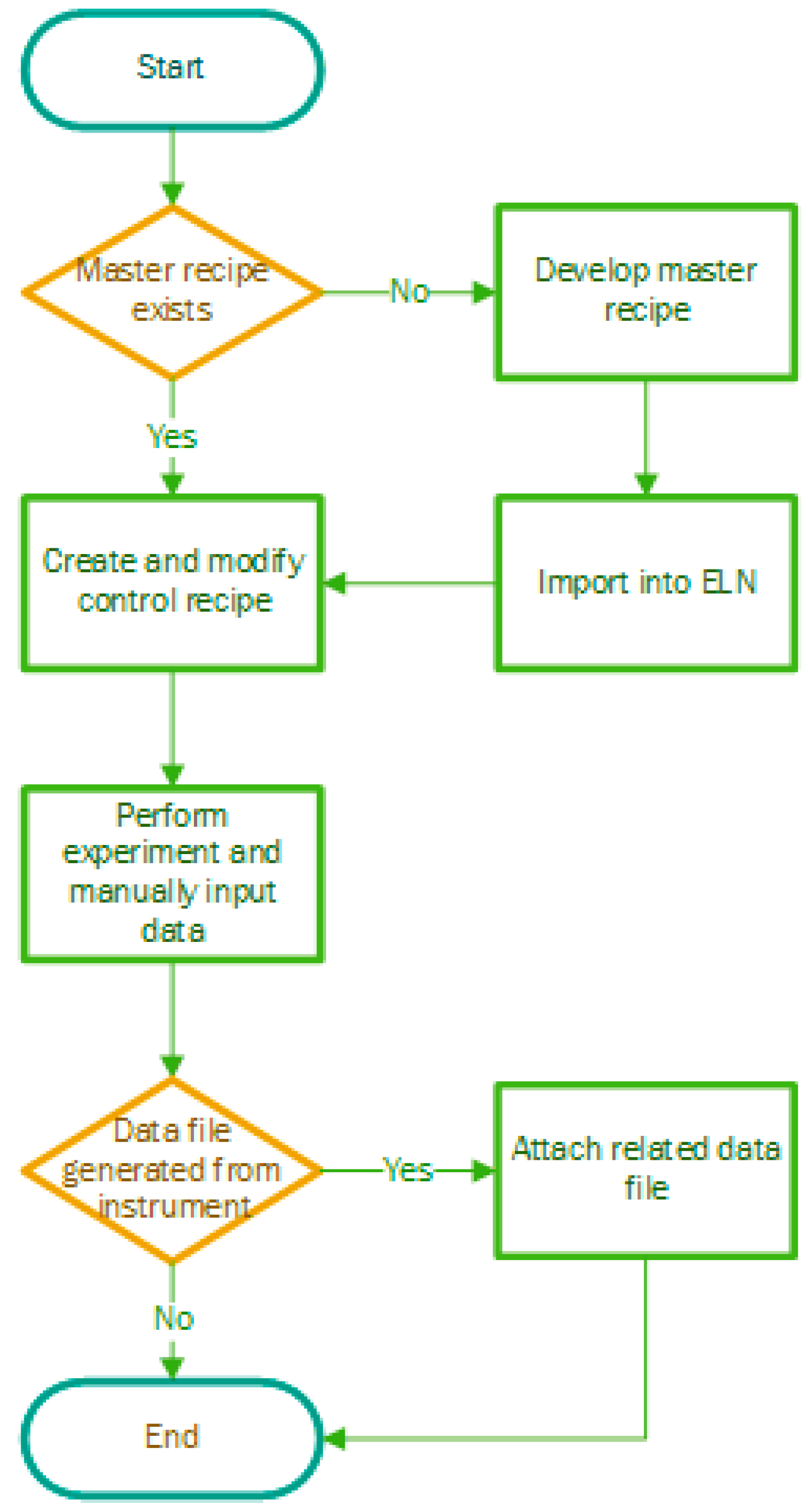
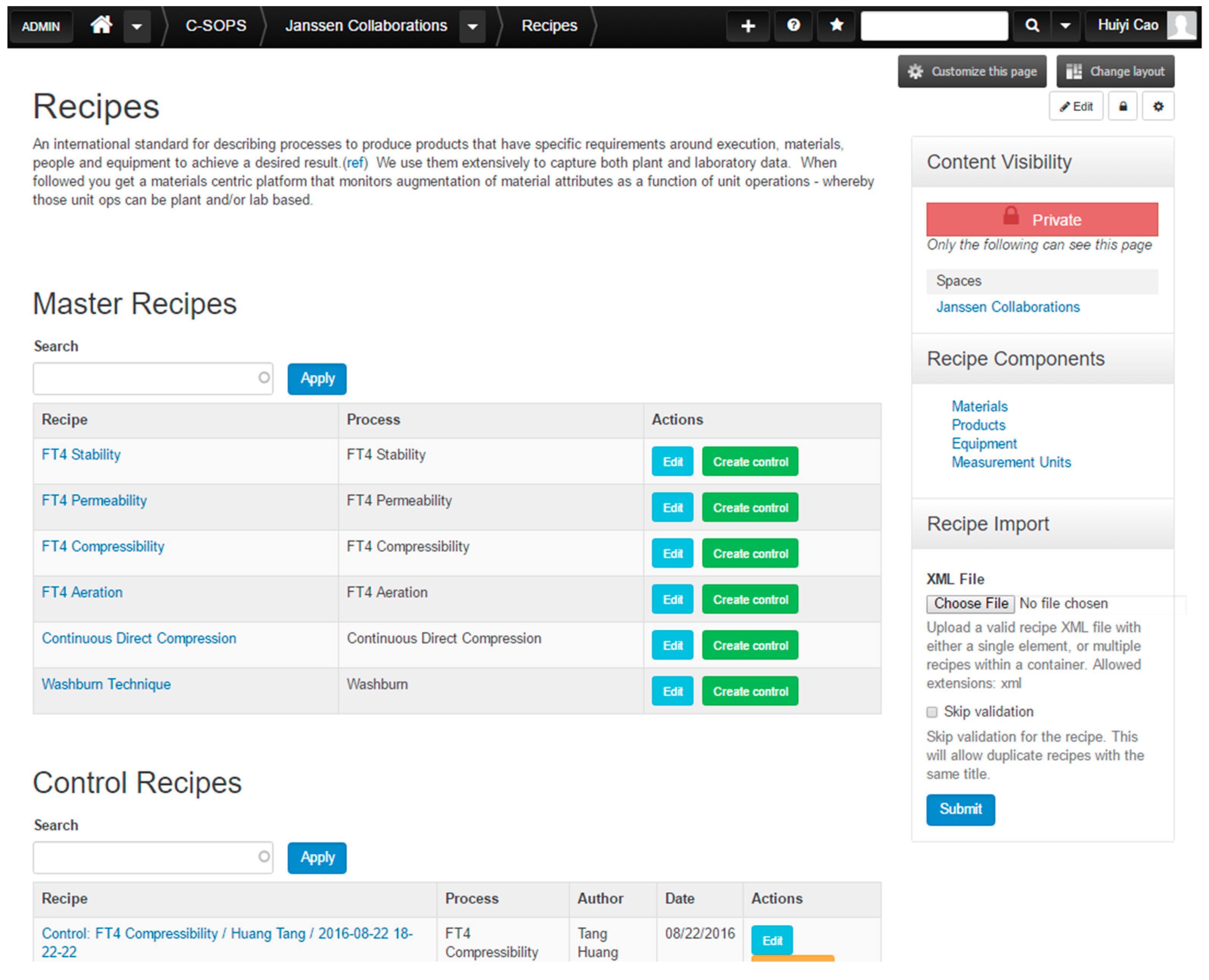
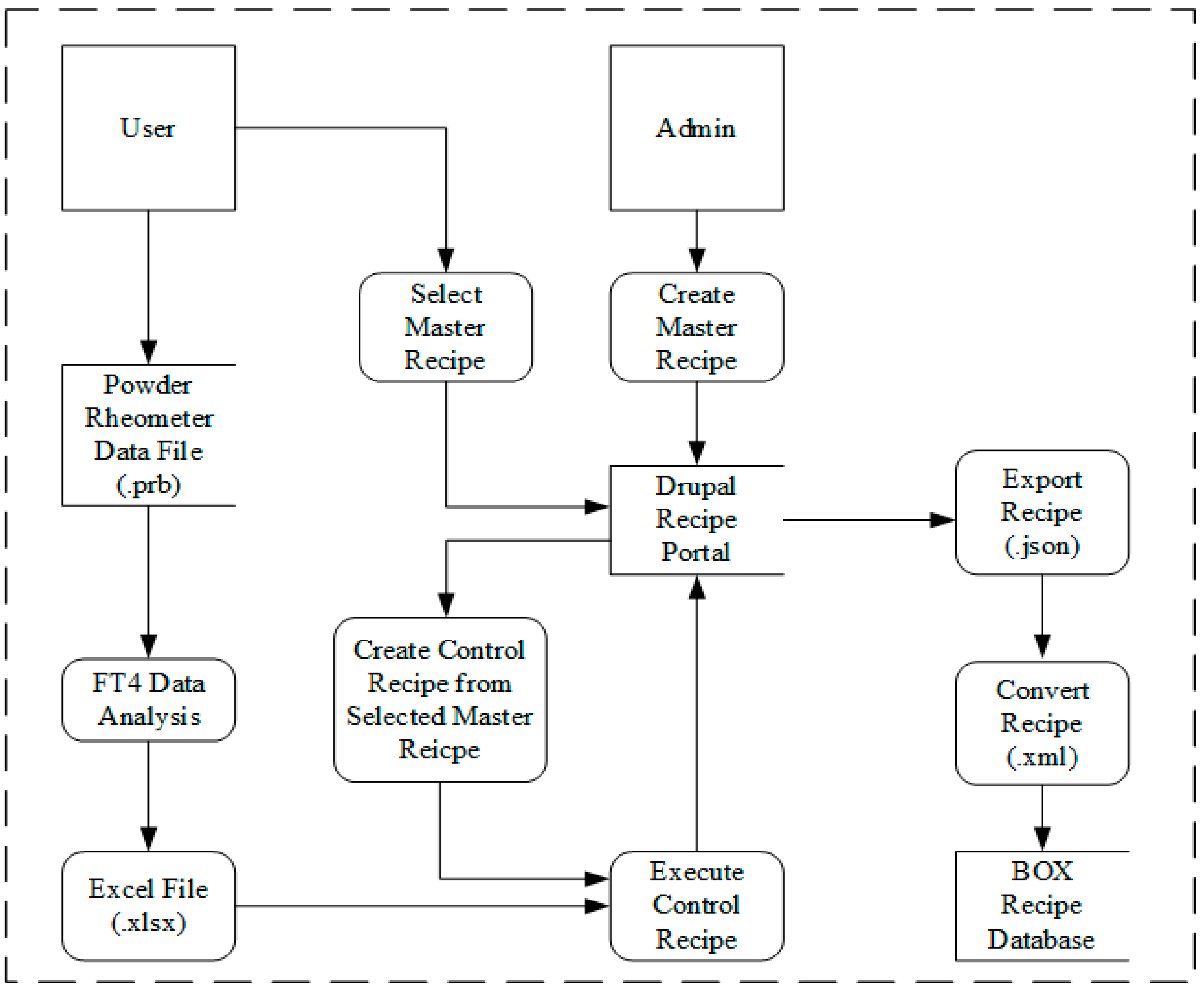
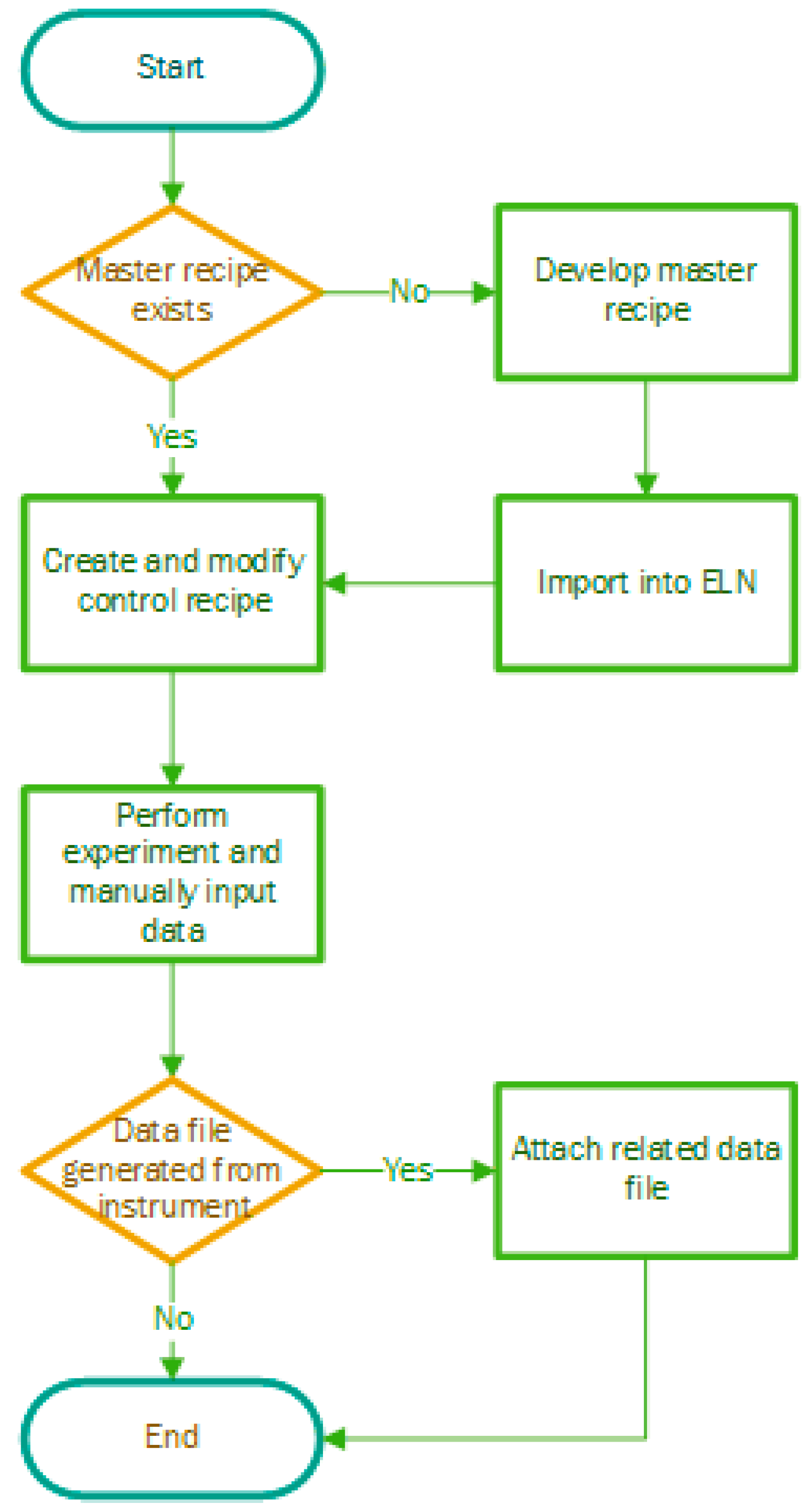
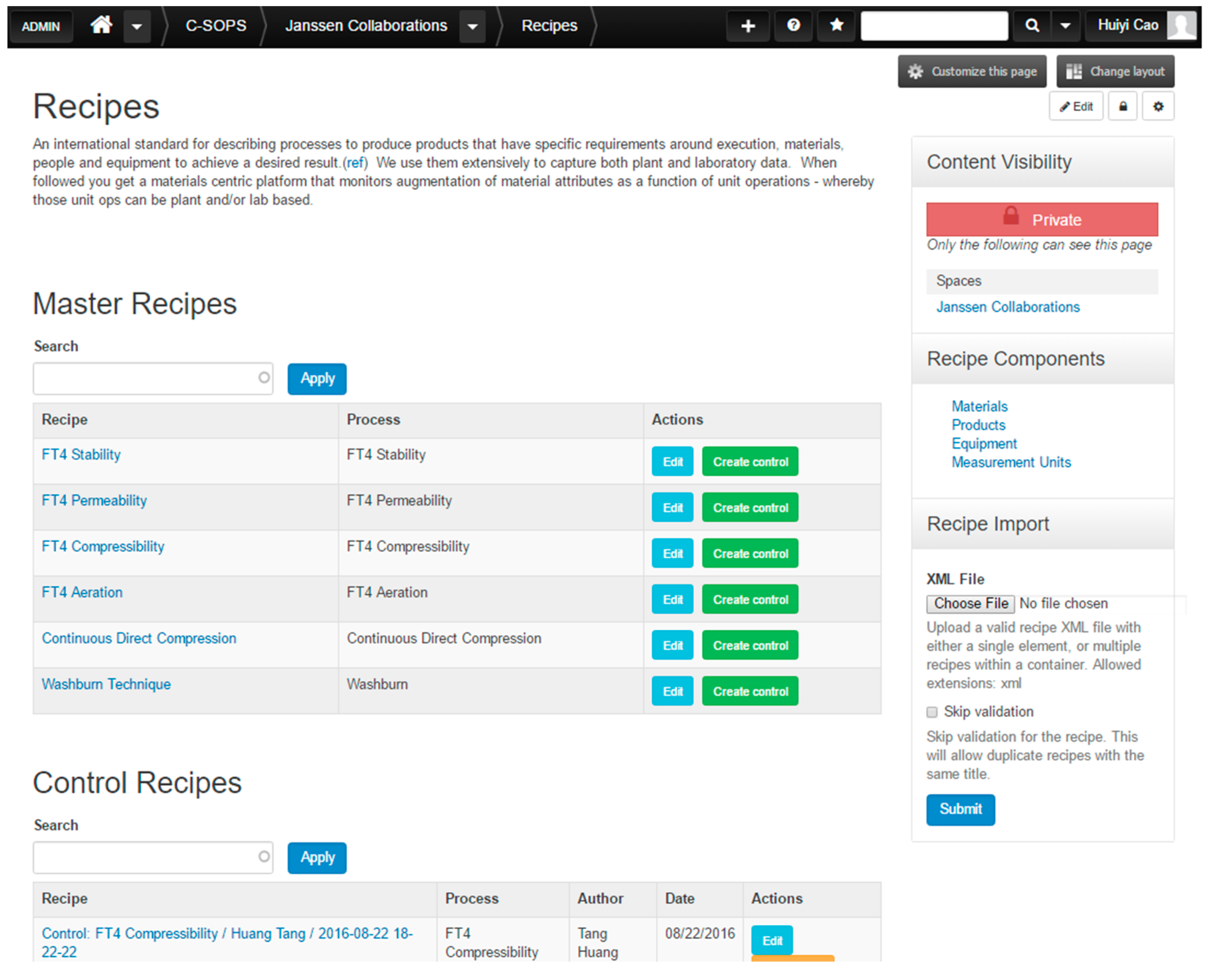
4.2. Recipe-Based ELN System
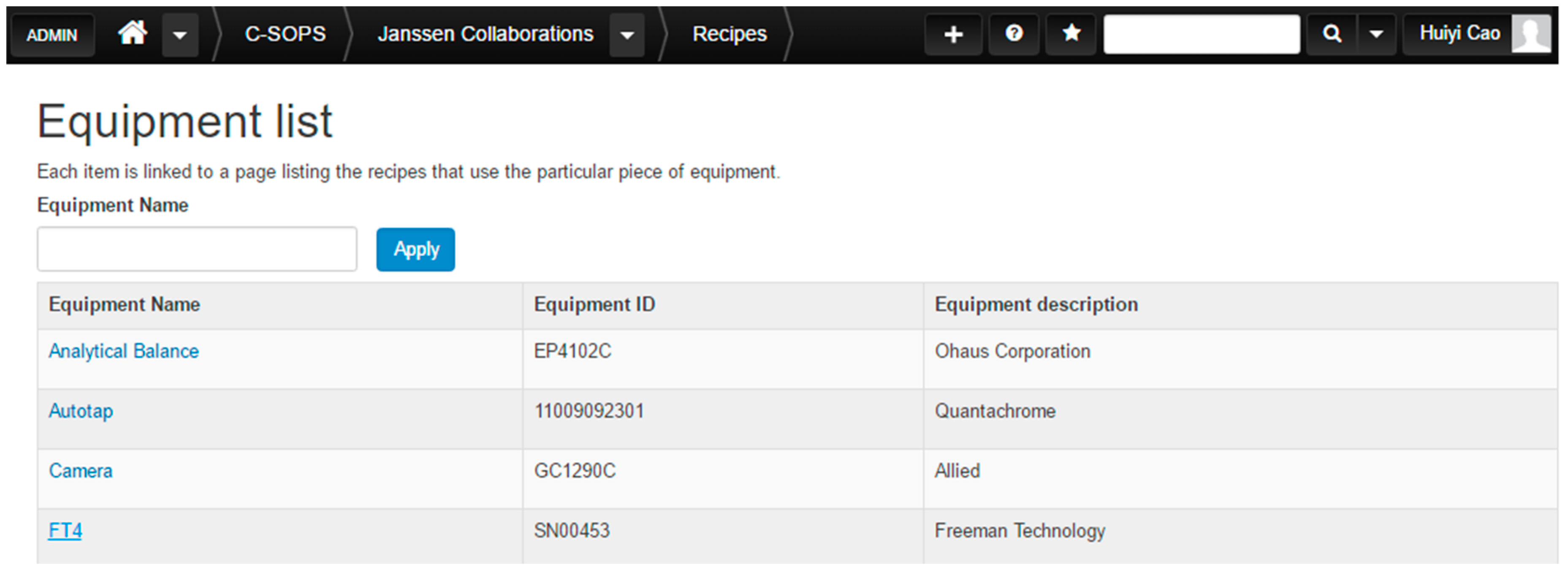
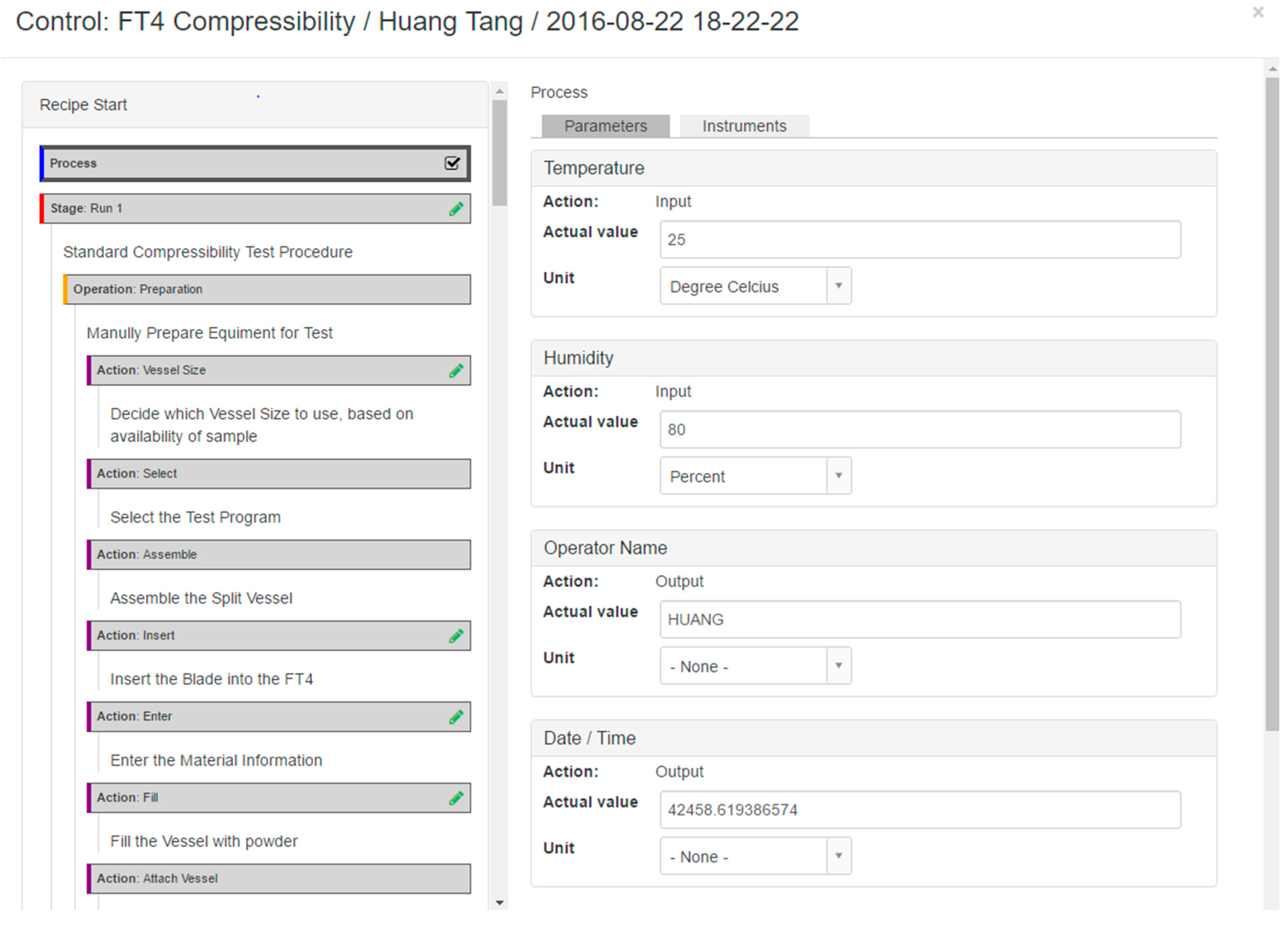
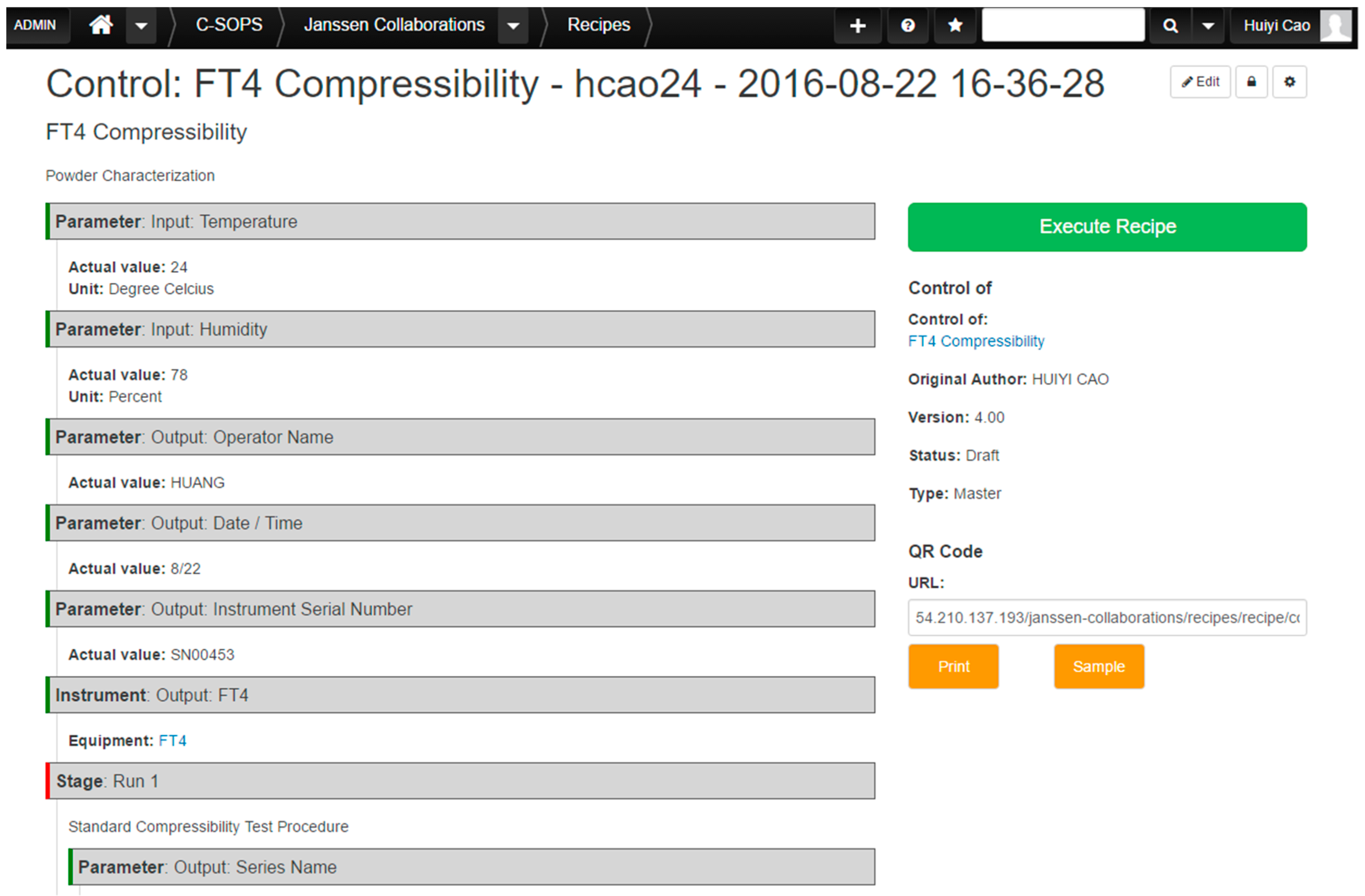
4.2.1. Information Management
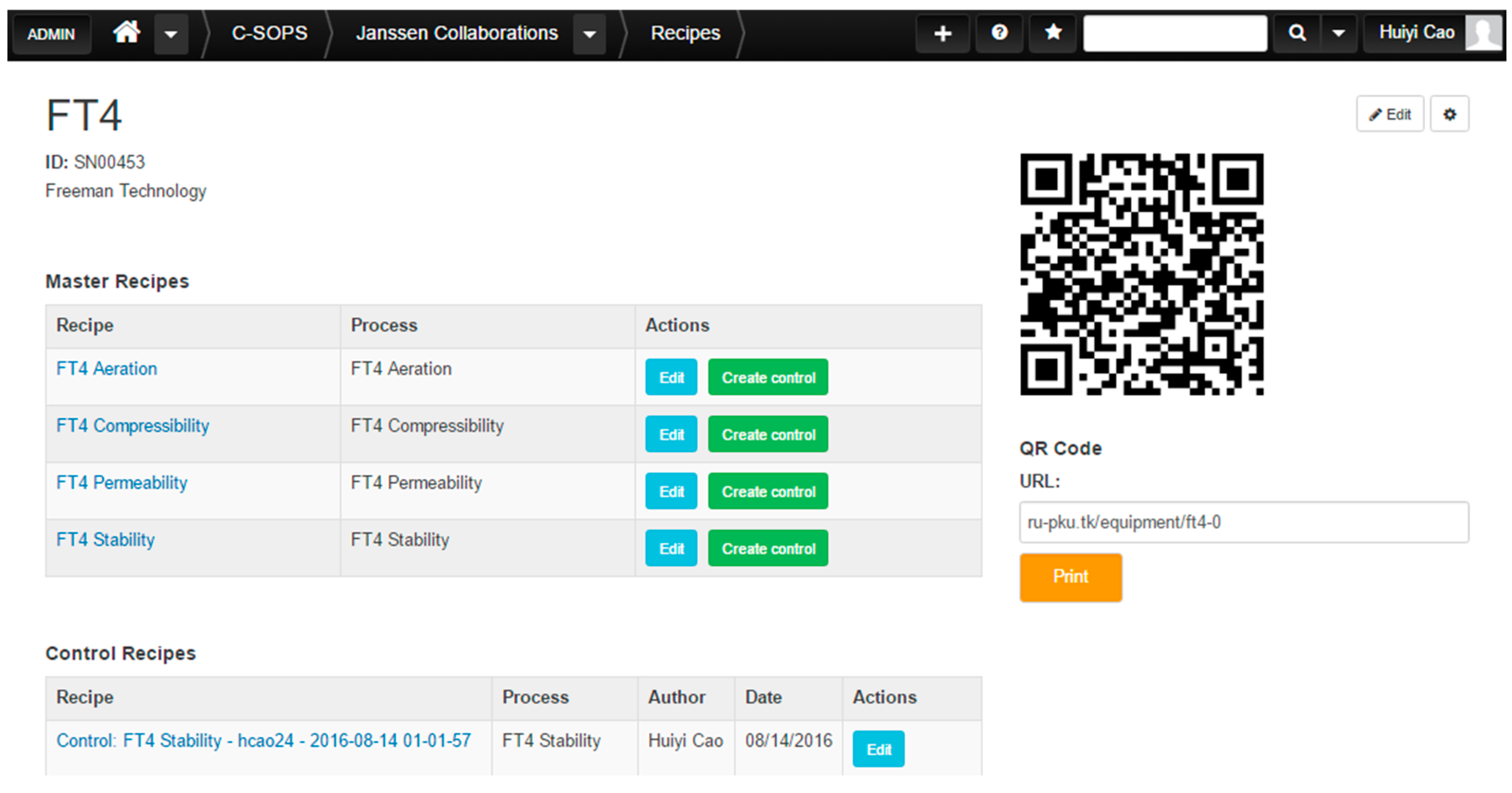
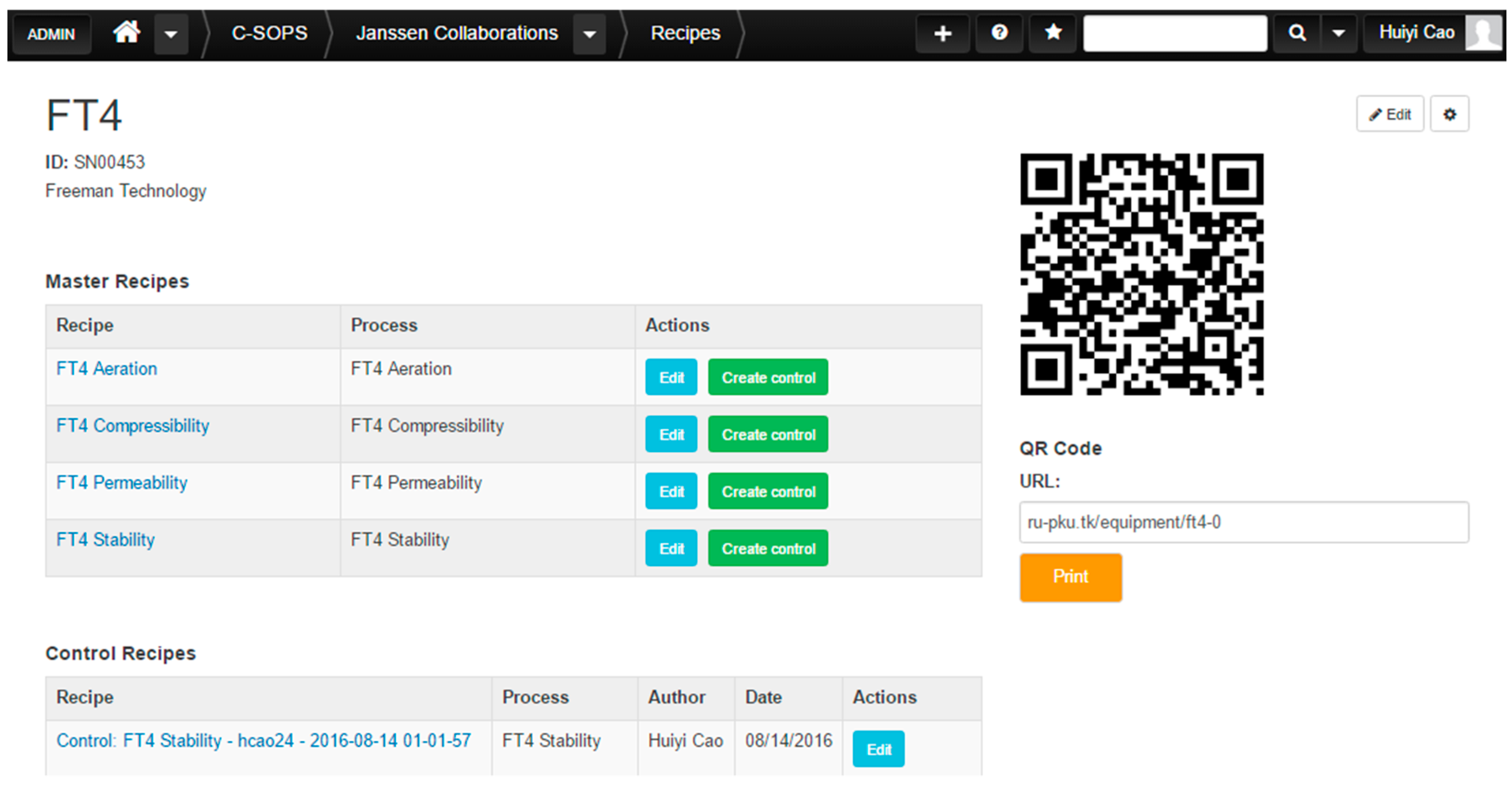
4.2.2. Other Features
- QR code printing
- Mobile device supporting
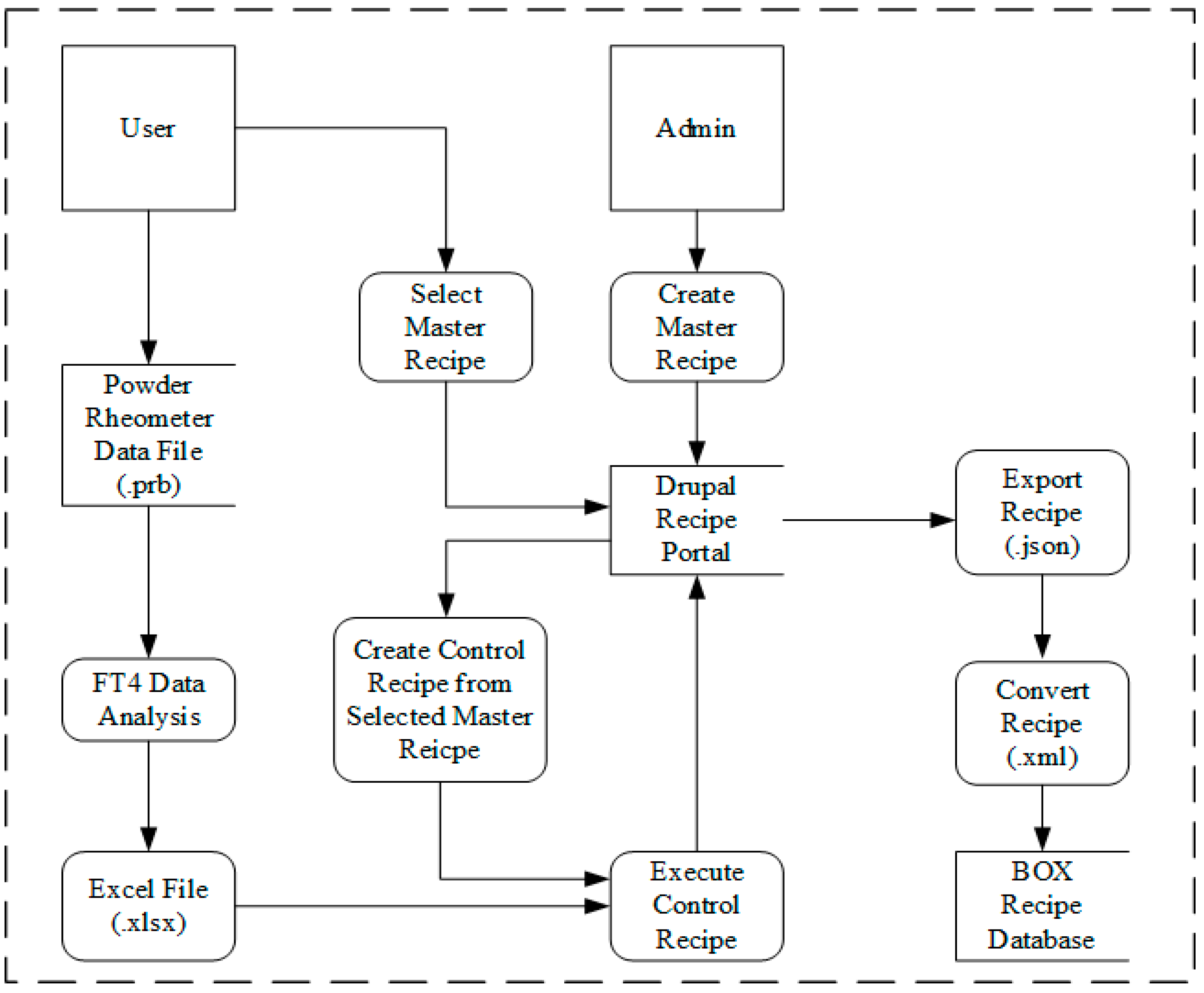
4.2.3. Data Flow
5. Conclusions and Future Directions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Lee, S.L.; O’Connor, T.F.; Yang, X.; Cruz, C.N.; Chatterjee, S.; Madurawe, R.D.; Moore, C.M.V.; Yu, L.X.; Woodcock, J. Modernizing pharmaceutical manufacturing: From batch to continuous production. J. Pharm. Innov. 2015, 10, 191–199. [Google Scholar] [CrossRef]
- Food and Drug Administration (FDA). Guidance for Industry Pat—A Framework for Innovative Pharmaceutical Development, Manufacturing, and Quality Assurance; Food and Drug Administration: Rockville, MD, USA, 2004. [Google Scholar]
- Venkatasubramanian, V.; Zhao, C.; Joglekar, G.; Jain, A.; Hailemariam, L.; Suresh, P.; Akkisetty, P.; Morris, K.; Reklaitis, G.V. Ontological informatics infrastructure for pharmaceutical product development and manufacturing. Comput. Chem. Eng. 2006, 30, 1482–1496. [Google Scholar] [CrossRef]
- Instrument Society of America (ISA). Batch Control—Part 1: Models and Terminology; ISA: Research Triangle Park, NC, USA, 1995. [Google Scholar]
- Instrument Society of America (ISA). Batch Control—Part 2: Data Structures and Guidelines for Languages; SA: Research Triangle Park, NC, USA, 2001. [Google Scholar]
- Instrument Society of America (ISA). Batch Control—Part 3: General and Site Recipe Models and Representation; SA: Research Triangle Park, NC, USA, 2003. [Google Scholar]
- Dorresteijn, R.C.; Wieten, G.; Santen, P.T.E.V.; Philippi, M.C.; Gooijer, C.D.d.; Tramper, J.; Beuvery, E.C. Current good manufacturing practice in plant automation of biological production processes. Cytotechnology 1997, 23, 19–28. [Google Scholar] [CrossRef] [PubMed]
- Verwater-Lukszo, Z. A practical approach to recipe improvement and optimization in the batch processing industry. Comput. Ind. 1998, 36, 279–300. [Google Scholar] [CrossRef]
- Kimball, R.; Ross, M. The Data Warehouse Toolkit: The Definitive Guide to Dimensional Modeling; Wiley Computer Publishing: Indianapolis, IN, USA, 2013. [Google Scholar]
- Fermier, A.; McKenzie, P.; Murphy, T.; Poulsen, L.; Schaefer, G. Bringing new products to market faster. Pharm. Eng. 2012, 46, 1–8. [Google Scholar]
- Ierapetritou, M.; Muzzio, F.; Reklaitis, G. Perspectives on the continuous manufacturing of powder-based pharmaceutical processes. AIChE J. 2016, 62, 1846–1862. [Google Scholar] [CrossRef]
- Vasilenko, A.; Glasser, B.J.; Muzzio, F.J. Shear and flow behavior of pharmaceutical blends—Method comparison study. Powder Technol. 2011, 208, 628–636. [Google Scholar] [CrossRef]
- Ramachandran, R.; Ansari, M.A.; Chaudhury, A.; Kapadia, A.; Prakash, A.V.; Stepanek, F. A quantitative assessment of the influence of primary particle size polydispersity on granule inhomogeneity. Chem. Eng. Sci. 2012, 71, 104–110. [Google Scholar] [CrossRef]
- Llusa, M.; Levin, M.; Snee, R.D.; Muzzio, F.J. Measuring the hydrophobicity of lubricated blends of pharmaceutical excipients. Powder Technol. 2010, 198, 101–107. [Google Scholar] [CrossRef]
- Armbrust, M.; Stoica, I.; Zaharia, M.; Fox, A.; Griffith, R.; Joseph, A.D.; Katz, R.; Konwinski, A.; Lee, G.; Patterson, D.; et al. A view of cloud computing. Commun. ACM 2010, 53, 50–58. [Google Scholar] [CrossRef]
- Subramanian, B. The disruptive influence of cloud computing and its implications for adoption in the pharmaceutical and life sciences industry. J. Med. Mark. Device Diagn. Pharm. Mark. 2012, 12, 192–203. [Google Scholar] [CrossRef]
- Gruber, T.R. A translation approach to portable ontology specifications. Knowl. Acquis. 1993, 5, 199–220. [Google Scholar] [CrossRef]
- Swartout, W.R.; Neches, R.; Patil, R. Knowledge sharing—Prospects and challenges. In Proceedings of the International Conference on Building and Sharing of Very Large-Scale Knowledge Bases 93, Tokyo, Japan, 1–4 December 1993. [Google Scholar]
- W3C. Extensible Markup Language (XML) 1.0 (Fifth Edition). Available online: https://www.w3.org/TR/2008/REC-xml-20081126/ (accessed on 1 March 2018).
- W3C. W3c XML Schema Definition Language (XSD) 1.1 Part 1: Structures. Available online: https://www.w3.org/TR/xmlschema11-1/ (accessed on 1 March 2018).
- De Minicis, M.; Giordano, F.; Poli, F.; Schiraldi, M.M. Recipe development process re-design with ansi/isa-88 batch control standard in the pharmaceutical industry. Int. J. Eng. Bus. Manag. 2014, 6. [Google Scholar] [CrossRef]
- Muñoz, E.; Capón-García, E.; Espuña, A.; Puigjaner, L. Ontological framework for enterprise-wide integrated decision-making at operational level. Comput. Chem. Eng. 2012, 42, 217–234. [Google Scholar] [CrossRef]
- International Electrotechnical Commission (IEC). IEC 62264-1:2013. In Enterprise-Control System Integration—Part 1: Models and Terminology; IEC: Geneva, Switzerland, 2013. [Google Scholar]
- Hwang, Y.; Grant, D. An empirical study of enterprise resource planning integration: Global and local perspectives. Inf. Dev. 2014, 32, 260–270. [Google Scholar] [CrossRef]
- Alphonsus, E.R.; Abdullah, M.O. A review on the applications of programmable logic controllers (PLCS). Renew. Sustain. Energy Rev. 2016, 60, 1185–1205. [Google Scholar] [CrossRef]
- Baumann, W. Davfs2. Available online: http://savannah.nongnu.org/projects/davfs2 (accessed on 1 March 2018).
- Whitehead, J. Webdav: Versatile collaboration multiprotocol. IEEE Internet Comput. 2005, 9, 66–74. [Google Scholar] [CrossRef]
- Tridgell, A. Efficient Algorithms for Sorting and Synchronization. Ph.D. Thesis, Australian National University, Canberra, Australia, 1999. [Google Scholar]
- Singh, R.; Ierapetritou, M.; Ramachandran, R. An engineering study on the enhanced control and operation of continuous manufacturing of pharmaceutical tablets via roller compaction. Int. J. Pharm. 2012, 438, 307–326. [Google Scholar] [CrossRef] [PubMed]
- Godena, G.; Lukman, T.; Steiner, I.; Bergant, F.; Strmčnik, S. A new object model of batch equipment and procedural control for better recipe reuse. Comput. Ind. 2015, 70, 46–55. [Google Scholar] [CrossRef]
- Meneghetti, N.; Facco, P.; Bezzo, F.; Himawan, C.; Zomer, S.; Barolo, M. Knowledge management in secondary pharmaceutical manufacturing by mining of data historians-a proof-of-concept study. Int. J. Pharm. 2016, 505, 394–408. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Definition |
|---|---|
| General recipe | A type of recipe that defines raw materials and site independent processing requirements. |
| Site recipe | A type of recipe that usually derived from the general recipe to meet specific conditions or constraints of the site manufacturing the product. |
| Master recipe | A type of recipe that contains the information of an individual product and depends on equipment situation. |
| Control recipe | A type of recipe that defines the manufacturing process a single batch of product. |
| Name | Function |
|---|---|
| Header | Contains information about the exact version and the author of the recipe |
| Procedure | Contains the procedural function chart (PFC) that defines the steps needed for the batch to run. |
| Parameters | Allow you to set values for different formulations of the product using the same recipe. |
| Equipment | Defined in DeltaV Explorer and associated with the recipe. Each operation in Recipe Studio is associated with a particular equipment unit. |
| Name | Definition | Attributes |
|---|---|---|
| Materials | Pharmaceutical ingredient used in manufacturing process | Material Name |
| Role | ||
| Aliases & Chemical Info | ||
| Products | Things produced from manufacturing process | Product Name |
| Catalog | ||
| Equipment | The analytical instrument used in material characterization. | Equipment Name |
| Equipment ID | ||
| Equipment Description | ||
| Measurement Units | A definite magnitude of a quantity | Unit Name |
| Unit Symbol |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, H.; Mushnoori, S.; Higgins, B.; Kollipara, C.; Fermier, A.; Hausner, D.; Jha, S.; Singh, R.; Ierapetritou, M.; Ramachandran, R. A Systematic Framework for Data Management and Integration in a Continuous Pharmaceutical Manufacturing Processing Line. Processes 2018, 6, 53. https://doi.org/10.3390/pr6050053
Cao H, Mushnoori S, Higgins B, Kollipara C, Fermier A, Hausner D, Jha S, Singh R, Ierapetritou M, Ramachandran R. A Systematic Framework for Data Management and Integration in a Continuous Pharmaceutical Manufacturing Processing Line. Processes. 2018; 6(5):53. https://doi.org/10.3390/pr6050053
Chicago/Turabian StyleCao, Huiyi, Srinivas Mushnoori, Barry Higgins, Chandrasekhar Kollipara, Adam Fermier, Douglas Hausner, Shantenu Jha, Ravendra Singh, Marianthi Ierapetritou, and Rohit Ramachandran. 2018. "A Systematic Framework for Data Management and Integration in a Continuous Pharmaceutical Manufacturing Processing Line" Processes 6, no. 5: 53. https://doi.org/10.3390/pr6050053
APA StyleCao, H., Mushnoori, S., Higgins, B., Kollipara, C., Fermier, A., Hausner, D., Jha, S., Singh, R., Ierapetritou, M., & Ramachandran, R. (2018). A Systematic Framework for Data Management and Integration in a Continuous Pharmaceutical Manufacturing Processing Line. Processes, 6(5), 53. https://doi.org/10.3390/pr6050053