
Investigation of Key Technologies and Applications of Factory Prefabrication of Oil and Gas Station Pipeline


Abstract
1. Introduction
2. Research on Factory Prefabrication Technology Systems
2.1. The Concept and Characteristics of Factory Prefabrication
2.2. Key Technologies for Factory Prefabrication of Pipelines
2.2.1. Digital Design Technology
2.2.2. Automated Welding Technology
2.2.3. Non-Destructive Testing
2.3. Comparative Analysis of Factory Prefabrication and Conventional Construction
3. Factory-Based Prefabrication Management Mode
3.1. Planning and Construction of Prefabricated Factory
3.1.1. Site Selection and Layout of Prefabrication Factory
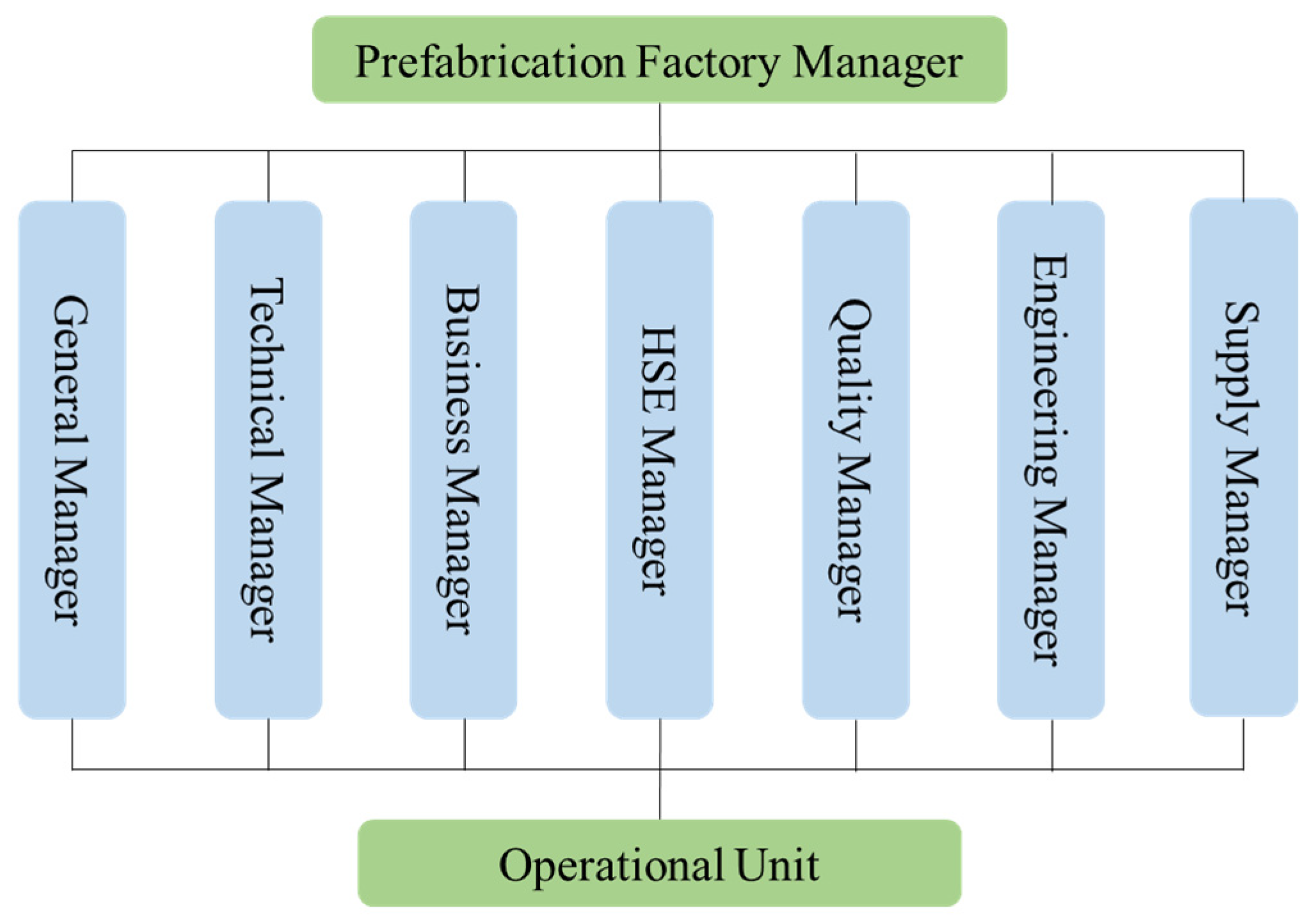
3.1.2. Equipment Configuration and Management Organization
3.2. Construction Organization and Quality Management
3.2.1. Factory Prefabrication Construction Process
3.2.2. Construction of Quality Assurance System
3.3. Supply Chain Management and Information Technology Applications
3.3.1. Supply Chain Collaboration
3.3.2. Information Management Platform
4. Analysis of Factory Prefabrication Application
4.1. Application Project Overview
4.2. Implementation of Factory Prefabrication Plan
4.3. Implementation Effect Evaluation
4.3.1. Comparison of Project Duration
4.3.2. Quality Assessment
4.3.3. Cost Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| DN | Nominal Diameter |
| BIM | Building Information Modeling |
| P&ID | Piping and Instrumentation Diagram |
| DEC | PipeChina Design and Engineering Code |
| IoT | Internet of Things |
| CNC | Computerized Numerical Control |
| GTAW | Gas Tungsten Arc Welding |
| GMAW | Gas metal arc welding |
| FCAW | Flux-Cored Arc Welding |
| SAW | Submerged arc welding |
| AUT | Automated Ultrasonic Testing |
| PAUT | Phased array ultrasonic testing |
| DR | Digital Ray |
| CVR | Central Video Recorder |
| NVR | Network Video Recorder |
References
- Jiang, C.L. Quality control and safety management of oil and gas pipelines during its whole life cycle. Oil Gas Storage Transp. 2023, 42, 1081–1091. [Google Scholar]
- Sun, Y.; Yu, S.; Wang, B.; Gu, T. Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding. Processes 2025, 13, 1548. [Google Scholar] [CrossRef]
- O’Grady, T.M.; Brajkovich, N.; Minunno, R.; Chong, H.-Y.; Morrison, G.M. Circular Economy and Virtual Reality in Advanced BIM-Based Prefabricated Construction. Energies 2021, 14, 4065. [Google Scholar] [CrossRef]
- Wang, L.; Jiao, Z.L.; Zhu, F. Problems in building the One Pipeline Network of oil and gas and discussion on methodology. Oil Gas Storage Transp. 2022, 41, 1260–1268. [Google Scholar]
- Xu, Z.; Wang, X.; Rao, Z. Automated Optimization for the Production Scheduling of Prefabricated Elements Based on the Genetic Algorithm and IFC Object Segmentation. Processes 2020, 8, 1593. [Google Scholar] [CrossRef]
- Li, C.; Lu, P.; Zhu, W.; Zhu, H.; Zhang, X. Intelligent Monitoring Platform and Application for Building Energy Using Information Based on Digital Twin. Energies 2023, 16, 6839. [Google Scholar] [CrossRef]
- Zheng, C. Application of Factory Prefabrication of Pipelines in Engineering. Chem. Des. 2020, 30, 23–25+1. [Google Scholar]
- López-Molina, A.; Sengupta, D.; Shi, C.; Aldamigh, E.; Alandejani, M.; El-Halwagi, M.M. An Integrated Approach to the Design of Centralized and Decentralized Biorefineries with Environmental, Safety, and Economic Objectives. Processes 2020, 8, 1682. [Google Scholar] [CrossRef]
- Korkas, C.; Dimara, A.; Michailidis, I.; Krinidis, S.; Marin-Perez, R.; Martínez García, A.I.; Skarmeta, A.; Kitsikoudis, K.; Kosmatopoulos, E.; Anagnostopoulos, C.-N.; et al. Integration and Verification of PLUG-N-HARVEST ICT Platform for Intelligent Management of Buildings. Energies 2022, 15, 2610. [Google Scholar] [CrossRef]
- Kim, J.; Kim, J.; Pyo, C. A Study on Fiber Laser Welding of High-Manganese Steel for Cryogenic Tanks. Processes 2020, 8, 1536. [Google Scholar] [CrossRef]
- Zhao, S.X. Key points of technical preparation for automatic welding of longdistance oil and gas pipelines. Oil Gas Storage Transp. 2021, 40, 1409–1415. [Google Scholar]
- Wang, Y.; Song, F.; Feng, Q.; Qiao, W.; Dong, S.; Jiang, Y.; Ma, Q. Basic Theory and Applications of Oil and Gas Pipeline Non-Destructive Testing Methods. Energies 2024, 17, 6366. [Google Scholar] [CrossRef]
- Zhao, Y.; Noori, M.; Altabey, W.A.; Ghiasi, R.; Wu, Z. Deep Learning-Based Damage, Load and Support Identification for a Composite Pipeline by Extracting Modal Macro Strains from Dynamic Excitations. Appl. Sci. 2018, 8, 2564. [Google Scholar] [CrossRef]
- Akram, S.; Bertilsson, K.; Siden, J. LTspice Electro-Thermal Model of Joule Heating in High Density Polyethylene Optical Fiber Microducts. Electronics 2019, 8, 1453. [Google Scholar] [CrossRef]
- Liu, X.Y. Overview of the Industrialization of Pipe Prefabrication. China Chem. Trade 2013, 8, 372–373. [Google Scholar]
- Liu, Y.; Xie, W.; Guo, Q.; Wang, S. Enhancing Pipeline Leakage Detection Through Multi-Algorithm Fusion with Machine Learning. Processes 2025, 13, 1519. [Google Scholar] [CrossRef]
- Gonçalves, P.T.; Arteiro, A.; Rocha, N. End-to-End Simulation of Linerless Composite Pressure Vessels Using 3D Continuum Damage Models. J. Compos. Sci. 2024, 8, 504. [Google Scholar] [CrossRef]
- Polo, S.; Rubio, E.M.; Ayllón, J.; de Agustina, B. Emerging Advances in Sustainable Manufacturing. Processes 2025, 13, 1549. [Google Scholar] [CrossRef]
- Zhang, M.; Jiang, Y.; Wan, C.; Tang, C.; Chen, B.; Xi, H. Design of an Intelligent Shop Scheduling System Based on Internet of Things. Energies 2023, 16, 6310. [Google Scholar] [CrossRef]
- Sun, L.; Meng, X.; Xu, J.; Tian, Y. An Image Segmentation Method Using an Active Contour Model Based on Improved SPF and LIF. Appl. Sci. 2018, 8, 2576. [Google Scholar] [CrossRef]
- Sang, Y.; Tan, J. Many-Objective Flexible Job Shop Scheduling Problem with Green Consideration. Energies 2022, 15, 1884. [Google Scholar] [CrossRef]
- Li, B.S.; Wang, X.L.; Xu, B. Operation and management status and intelligentization trend of global oil and gas pipelines. Oil Gas Storage Transp. 2019, 38, 241–250. [Google Scholar]
- Li, Y.F.; Li, J.Y.; Jia, Z.Q. Application of Modular Design in Pipeline Station Construction. Transp. Enterp. Manag. 2017, 3, 70–80. [Google Scholar]
- Startsev, A.E.; Bakhmatov, V.P. Effect of Automatic Arc Welding Conditions on the Geometric Parameters of Low-Carbon Steel Welded Butt Joints Made Using an Experimental Flux. Russ. Metall. (Met.) 2025, 2024, 1925–1933. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, S.; Cheng, F. Automatic Adaptive Weld Seam Width Control Method for Long-Distance Pipeline Ring Welds. Sensors 2025, 25, 2483. [Google Scholar] [CrossRef] [PubMed]
- Sacarea, A.I.; Oancea, G.; Parv, L. Magnetic Particle Inspection Optimization Solution within the Frame of NDT 4.0. Processes 2021, 9, 1067. [Google Scholar] [CrossRef]
- Zhang, F.; Li, H.Q.; Wang, Y. Modular Design and Application of Buildings for Long distance Pipeline Stations. Oil Gas Storage Transp. 2012, 10, 31–33+37+95. [Google Scholar]
- Lin, Y.; Liu, H.; Yu, J. Non-destructive testing of metal/CFRP composite defects using continuous-wave laser ultrasonic technique. Opt. Laser Technol. 2025, 189, 113113. [Google Scholar] [CrossRef]
- Dmytrakh, M.I.; Syrotyuk, M.A.; Mokryi, M.O. Comparison of applicability of different nondestructive testing methods for assessing hydrogen concentration in carbon steel. Mater. Sci. 2025, 60, 1–7. [Google Scholar] [CrossRef]
- Zhang, D.L.; Zhang, Y.; He, M. Development and application of 3D desktop cloud system for long-distance pipeline. Oil Gas Storage Transp. 2016, 35, 875–881. [Google Scholar]
- Wang, Z.; Gao, Y.; Gao, Y. Optimization of Distributed Photovoltaic Energy Storage System Double-Layer Planning in Low-Carbon Parks Considering Variable Operating Conditions and Complementary Synergy of Energy Storage Devices. Energies 2025, 18, 1881. [Google Scholar] [CrossRef]
- Jin, H.; Zhang, M.; Yuan, Y. Analytic Network Process-Based Multi-Criteria Decision Approach and Sensitivity Analysis for Temporary Facility Layout Planning in Construction Projects. Appl. Sci. 2018, 8, 2434. [Google Scholar] [CrossRef]
- Tian, Y.F.; Liao, H.; Mi, W. Application of Skid Loading Design in Long distance Natural Gas Pipeline Stations. Pet. Plan. Des. 2018, 29, 34–36,45. [Google Scholar]
- He, G.L. The prospects and bottlenecks of factory prefabrication of pipelines. Installation 2015, 16–17. [Google Scholar]
- Liu, P.H.; Zhao, Y.N. The current situation and development trend of pipeline prefabrication factory. Encycl. Forum Electron. Mag. 2019, 769. [Google Scholar]
- D’Oca, S.; Ferrante, A.; Ferrer, C.; Pernetti, R.; Gralka, A.; Sebastian, R.; Op ‘t Veld, P. Technical, Financial, and Social Barriers and Challenges in Deep Building Renovation: Integration of Lessons Learned from the H2020 Cluster Projects. Buildings 2018, 8, 174. [Google Scholar] [CrossRef]
- Wang, Z.S. Advantages and Applications of Remote Factory Prefabrication of Process Pipelines. Petrochem. Constr. 2019, 041, 46–50. [Google Scholar]
- Pučko, Z.; Maučec, D.; Šuman, N. Energy and Cost Analysis of Building Envelope Components Using BIM: A Systematic Approach. Energies 2020, 13, 2643. [Google Scholar] [CrossRef]
- Chang, J.H. Application of Pipe Prefabrication Industrialization in the ASAB3 Project in the United Arab Emirates. Petrochem. Constr. 2017, 4, 60–63. [Google Scholar]
- Lin, S.; Huang, X.; Zhang, S.; Han, Z. Ensemble Learning-Based Approach for Forecasting Inventory Data in Prefabricated Component Warehousing. Processes 2025, 13, 1443. [Google Scholar] [CrossRef]
- Cao, Y.S. Application of Factory Prefabrication of Pipelines in Engineering Construction. Procure. Pet. Petrochem. Mater. 2018, 36, 14. [Google Scholar]
- Wu, S.J.; Chi, Z.C. Application of Factory Prefabrication Technology in Industrial Pipeline Installation. Installation 2014, 36–38. [Google Scholar]
- HG/T 21641; Technical Specification for Factory Prefabrication of Pipelines. The Ministry of Industry and Information Technology of the People’s Republic of China. Chemical Industry Press: Beijing, China, 2013.
- SY/T 4109; Non Destructive Testing of Oil and Gas Steel Pipelines. National Energy Administration. Petroleum Industry Press: Beijing, China, 2020.
- NB/T 47013.3; Non Destructive Testing of Pressure Equipment. National Energy Administration. Beijing Science and Technology Press: Beijing, China, 2024.
- Cagno, E.; Accordini, D.; Thollander, P. Energy management and industry 4.0: Analysis of the enabling effects of digitalization on the implementation of energy management practices. Appl. Energy 2025, 390, 125877. [Google Scholar] [CrossRef]
- Chen, W. A Brief Discussion on Enhancing the Factory Prefabrication Capability of Pipeline on Project Sites. Shandong Ind. Technol. 2016, 14, 249. [Google Scholar]
- Wei, H.; Wu, T.; Sun, J. Analysis of the Role of Informative Construction Management System in Improving the Safety of Oil and Gas Pipeline Construction and Its Efficiency. Appl. Math. Nonlinear Sci. 2025, 10, 1–17. [Google Scholar] [CrossRef]
- Tang, D.H.K. Artificial Intelligence in Occupational Health and Safety Risk Management of Construction, Mining, and Oil and Gas Sectors: Advances and Prospects. J. Eng. Res. Rep. 2024, 26, 241–253. [Google Scholar] [CrossRef]
- Waqar, A.; Othman, I.; Lezcano, G.A.R. Challenges to the Implementation of BIM for the Risk Management of Oil and Gas Construction Projects: Structural Equation Modeling Approach. Sustainability 2023, 15, 8019. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Pipe Diameter (mm) | Wall Thickness (mm) | Prefabricated Welding Process | Type | Groove Type |
|---|---|---|---|---|---|
| Carbon steel, low alloy steel | DN25–DN300 | 3–8 | GTAW (automatic) | Clamp type argon arc automatic welding | U-shaped |
| Carbon steel, low alloy steel | ≥DN300 | ≥8 | GTAW root welding (automatic) + GMAW filling cover (automatic) | Orbital argon arc automatic welding | U-shaped |
| Carbon steel, low alloy steel | ≥DN300 | ≥8 | GTAW root welding (manual) + FCAW filling cover (automatic) | Orbital argon arc automatic welding | V-shaped |
| Carbon steel, low alloy steel | ≥DN300 | ≥8 | GTAW root welding (manual) + SAW filling cover (automatic) | Submerged arc welding bracket roller tooling | V-shaped |
| Stainless steel | DN25–DN300 | 3–8 | GTAW (automatic) | Clamp type argon arc automatic welding | U-shaped |
| Material | Pipe Diameter (mm) | Wall Thickness (mm) | Testing Process | Groove Type |
|---|---|---|---|---|
| Carbon steel, low alloy steel, stainless steel | DN25–DN250 | 3–8 | DR double wall double shadow/double wall single shadow + PAUT | V-shaped U-shaped |
| Carbon steel, low alloy steel, stainless steel | DN300–DN500 | ≥8 | DR double wall single shadow + PAUT | V-shaped |
| Carbon steel, low alloy steel | ≥DN500 | ≥8 | DR center radiography + PAUT | V-shaped |
| Carbon steel, low alloy steel, stainless steel | DN300–DN500 | ≥8 | DR double wall single image + AUT | U-shaped |
| Carbon steel, low alloy steel | ≥DN500 | ≥8 | DR center radiography + UT | U-shaped |
| Comparison Items | Conventional Construction | Factory Prefabrication |
|---|---|---|
| Environmental control | The environment is greatly affected by natural conditions, such as temperature, humidity, wind, and narrow sites, making it uncontrollable. | The factory environment is stable and controllable, with good working conditions to avoid interference from natural factors. |
| Quality control | Manual welding relies on experience and has low detection coverage (such as difficulty in detecting concealed parts) and a high rate of weld defects. | Full process quality management system, 100% non-destructive testing (X-ray/ultrasonic inspection), real-time monitoring of welding parameters. |
| Construction technology | On-site dispersed operations, loose process connections, and low efficiency of manual welding (single weld seam takes several hours). | Production line, automated welding (3–5 times faster), high precision of prefabricated components. |
| Construction time | Affected by weather and coordination, the construction period is prone to delays, and on-site welding interruptions are frequent. | Prefabrication and on-site parallel construction have shortened the total construction period by about 30%, and the progress is highly controllable. |
| Cost structure | High labor costs (high dependence on welders), high material waste rate, and a 30% increase in maintenance costs in the later stage. The materials are transported multiple times, resulting in high loss rates and high transportation costs. | Large-scale production reduces raw material procurement costs by 10%, automated production reduces labor costs, and total lifecycle costs are reduced by 15%. Prefabricated parts are transported in a complete set with low loss rate. |
| Digital management | Manually recording information leads to lagging progress and quality data, making it difficult to trace. | Full process digital platform (BIM + IoT), real-time monitoring of production data, QR code traceability system. |
| Safety risks | There are many high-altitude operations, high risks of cross construction, and numerous safety hazards. | Factory environment safety standards reduce on-site high-risk operations, resulting in a significant decrease in safety accident rates. |
| Resource consumption | The on-site energy consumption is high, while the material utilization rate is low (about 85%), and the amount of waste generated is large. | Intensive production reduces energy consumption, increases the material utilization rate to over 95%, and achieves high recycling efficiency. |
| On-site civil engineering | Reserve space for pipeline prefabrication and occupy space. | Parallel factory prefabrication and on-site civil engineering to reduce site conflicts. |
| Installation efficiency | Single tube welding takes a long time and requires on-site adjustment. | Modular installation of prefabricated components, increasing efficiency by 50%. |
| Equipment | Equipment Functional Requirements |
|---|---|
| Plasma cutting machine | Pipeline fixed length cutting, groove cutting, straight/oblique intersecting line cutting, drilling, shrimp section cutting, 12 m raw material cutting |
| Multi-functional group pairing | Mechanized assembly of pipes, elbows, flanges, tees, and other fittings |
| CNC pipe cutting band saw machine | Double column gantry, left and right centering hydraulic self-centering clamping, cutting speed with infinitely variable frequency adjustment |
| CNC high-speed pipe beveling machine | Groove processing, flat end face, internal boring processing, etc. |
| Cantilever Chuck Pipe Automatic Welding Machine | Automatic tungsten inert gas welding + submerged arc welding dual-use system |
| Compressed pipeline automatic welding machine | Automatic tungsten inert gas welding + submerged arc welding dual-use system |
| Type | Key Quality Control Points |
|---|---|
| Prefabrication of process pipelines | Materials; pipeline cleaning; groove processing; pipeline welding |
| Process pipeline installation | Pre-installation process inspection; on-site pipeline installation; fixed mouth welding; pipeline cleanliness |
| Welding | Welding materials; welding rod (wire) management; welding |
| Project Phase | Engineering Process | Process Difference Analysis |
|---|---|---|
| Plant construction | Site layout | Site leveling, foundation treatment, road laying, water supply and drainage, power supply lines, signage, and other temporary facilities |
| Building | Welding workshops, office facilities, etc. | |
| Intelligent construction site construction | — | |
| Prefabricated factory installation | Groove processing | — |
| Pipeline loading and unloading, pipe stacking | Check equipment, pipeline hoisting in place, pipeline cutting, groove processing, automatic welding, pipeline transportation, pipeline transportation, pipeline lifting, and unloading | |
| Short-term transportation within the prefabrication plant | ||
| Cut pipes, team up | ||
| Automatic welding | ||
| Pipeline transportation | Pipeline transportation | Secondary transportation of prefabricated components |
| Construction Concept | Debugging (DAY) | Welding (DAY) | Anti-Corrosion (DAY) | Test (DAY) | Transportation (DAY) | Total (DAY) |
|---|---|---|---|---|---|---|
| Conventional construction | 5 | 90 | 10 | 90 | 10 | 205 |
| Factory prefabrication | 5 | 45 | 6 | 45 | 30 | 131 |
| Conventional Plan (RMB Ten Thousand) | Factory Prefabrication (RMB Ten Thousand) | Cost Savings (RMB Ten Thousand) | ||
|---|---|---|---|---|
| Prefabrication Plant | Construction Site | |||
| Pipe installation | 1500 | 540 | 480 | 480 |
| Transport | 75 | 210 | — | −145 |
| Total | 1575 | 1030 | 335 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Chen, Y.; Mao, P.; Jiang, H.; Yao, X.; Yao, W.; Yuan, S.; Zhao, G.; Cheng, C.; Zhang, M.; et al. Investigation of Key Technologies and Applications of Factory Prefabrication of Oil and Gas Station Pipeline. Processes 2025, 13, 1890. https://doi.org/10.3390/pr13061890
Liu S, Chen Y, Mao P, Jiang H, Yao X, Yao W, Yuan S, Zhao G, Cheng C, Zhang M, et al. Investigation of Key Technologies and Applications of Factory Prefabrication of Oil and Gas Station Pipeline. Processes. 2025; 13(6):1890. https://doi.org/10.3390/pr13061890
Chicago/Turabian StyleLiu, Shaoshan, Yi Chen, Pingping Mao, Huanyong Jiang, Xubo Yao, Weitao Yao, Shuangjie Yuan, Guochao Zhao, Chuan Cheng, Miao Zhang, and et al. 2025. "Investigation of Key Technologies and Applications of Factory Prefabrication of Oil and Gas Station Pipeline" Processes 13, no. 6: 1890. https://doi.org/10.3390/pr13061890
APA StyleLiu, S., Chen, Y., Mao, P., Jiang, H., Yao, X., Yao, W., Yuan, S., Zhao, G., Cheng, C., Zhang, M., & Wang, L. (2025). Investigation of Key Technologies and Applications of Factory Prefabrication of Oil and Gas Station Pipeline. Processes, 13(6), 1890. https://doi.org/10.3390/pr13061890