1. Introduction
Molybdenum is a strategically critical transition metal whose demand continues to rise due to its indispensable role in advanced material systems, high-performance alloys, catalysts, and corrosion-resistant components [
1,
2]. According to the USGS Mineral Commodity Summaries 2025, global mine production of molybdenum in 2024 was approximately 250,000 metric tons, with reserves estimated at 15 million metric tons, primarily in China, the United States, and Chile [
3]. Globally, molybdenum consumption exceeded 300,000 metric tons in 2022, with annual growth projected at 4–5%, driven largely by its increasing applications in energy, aerospace, electronics, and green technologies, with uses such as a desulfurization catalyst and hydrogen storage material. The metal’s unique combination of high melting point (2623 °C) [
4,
5], low thermal expansion, and superior mechanical and chemical stability under extreme conditions makes it particularly valuable for engineering solutions in high-temperature and high-pressure environments [
6,
7].
The primary mineralogical source of molybdenum is molybdenite, which is composed predominantly of molybdenum disulfide (MoS
2) [
8] and accounts for over 85% of global molybdenum extraction [
9]. Industrially, molybdenum is recovered through two distinct processing routes: pyrometallurgical and hydrometallurgical, which differ fundamentally in their mechanisms of oxidative transformation and resource utilization [
10].
Pyrometallurgical processing involves high-temperature oxidative roasting of molybdenite, often exceeding 600–700 °C [
7], and is typically governed by the nature of modifying reagents that drive the phase transformation of disulfide compounds [
11]. Although historically dominant, this approach has raised serious environmental concerns [
12]. Oxidative roasting releases significant quantities of CO
2 and SO
2 [
13,
14], with average emissions reaching 1.2–1.5 tons of CO
2 per ton of Mo produced, and SO
2 emissions exceeding 0.8 tons per ton in some facilities [
15,
16]. These emissions not only contribute to climate change and acid rain but also pose occupational health hazards. In energy-challenged regions such as Kazakhstan [
17], where electricity shortages impact over 20% of industrial facilities during winter months, the energy-intensive nature of pyrometallurgy is increasingly viewed as unsustainable [
18,
19]. These constraints have prompted calls for alternative, lower-emission processes and the exploration of stable energy sources such as nuclear power to support metallurgical operations [
20,
21,
22,
23].
In response, hydrometallurgical technologies have gained prominence as a more environmentally benign and energetically efficient alternative. These processes operate at comparatively lower temperatures and emit significantly fewer greenhouse gases [
24]. Hydrometallurgy is particularly suitable for processing complex ores and concentrates with variable compositions, offering higher selectivity for target metal phases and facilitating closed-loop recycling of reagents [
25].
In recent years, mechanical activation has been increasingly adopted as a pretreatment step to enhance the reactivity of refractory sulfide minerals such as molybdenite [
26]. This process, involving high-energy grinding in systems like planetary or vibratory mills, introduces structural defects, reduces crystallinity, and significantly increases surface area. Such physicochemical changes lead to accelerated leaching kinetics and improved extraction efficiency by facilitating the formation of soluble oxidation products [
27,
28]. The integration of mechanical activation with hydrometallurgical leaching thus presents a powerful strategy for intensifying metal recovery processes under milder conditions [
29].
Among hydrometallurgical techniques for molybdenum extraction, leaching processes—especially in nitric acid media—have been widely investigated due to their adaptability and thermodynamic favorability [
30,
31,
32].
Variants include pressure leaching in autoclaves at temperatures above 180 °C, oxidative dissolution with hypochlorite or dichromate oxidants, and electrochemically assisted leaching driven by redox-active electrode reactions [
33,
34]. These methods reduce reliance on thermal inputs and allow for the fine-tuned control of selectivity via process parameters such as pH, redox potential, and oxygen partial pressure [
35].
Nevertheless, hydrometallurgical molybdenum extraction is not without its limitations. Industrial-scale implementation is hindered by the corrosive nature of the chemical media, necessitating expensive, corrosion-resistant equipment. Furthermore, maintaining optimal reaction kinetics often requires elevated pressures and continuous oxygen sparging, increasing capital and operational costs [
6].
Several reagent-based pathways have been explored, including direct acid dissolution of molybdenite in concentrated nitric acid (25–50%), which is thermodynamically one of the most favorable routes for oxidative destruction of MoS
2 [
36]. In such systems, the electron-acceptor capacity of the medium is intensified at higher temperatures, facilitating the liberation of soluble molybdenum oxide species [
37]. However, when sulfuric acid is introduced into the system, stoichiometrically driven speciation changes occur: a portion of molybdenum transitions into stable anionic sulfate complexes, modifying the dissolution kinetics and altering the distribution of ionic forms in solution [
38]. This dual-acid approach introduces both synergies and challenges, particularly in terms of optimizing conditions to prevent undesired precipitation or side reactions.
Moreover, despite promising laboratory results, many of these techniques face operational bottlenecks. These include the formation of colloidal and difficult-to-filter pulps, recovery rates as low as 65–70% in unoptimized systems, and high specific consumption of oxidative reagents, which may reach up to 8–10 kg per ton of concentrate, thereby affecting process economics. Electrochemical oxidation using sodium chloride electrolytes, while attractive for in situ generation of active chlorine species, has shown only moderate efficiency in practice, with recovery efficiency typically below 60%, limiting its industrial scalability [
39].
Given these challenges, the present study aims to systematically investigate and optimize the leaching of molybdenite concentrates using a dual-acid system of nitric and sulfuric acids. Special emphasis is placed on quantifying the effect of oxygen sparging on molybdenum recovery efficiency with the goal of identifying conditions that enhance extraction performance while minimizing environmental and operational drawbacks. This work contributes to the development of robust, scalable, and sustainable hydrometallurgical strategies for future molybdenum production.
3. Results and Discussion
Molybdenite (MoS
2) exhibits a white color, pronounced bireflectance, and strong anisotropy, occurring as free, platy, and anhedral grains with irregular, contorted boundaries, reaching up to 183.2 μm (
Figure 1a). Pyrite (FeS
2) displays a yellow color and high reflectivity, present as isotropic, irregularly shaped grains up to 67.2 μm (
Figure 1a). Chalcopyrite (CuFeS
2), a brass-yellow, anisotropic mineral, is observed as anhedral grains up to 44.8 μm, closely associated with molybdenite (
Figure 1a,b).
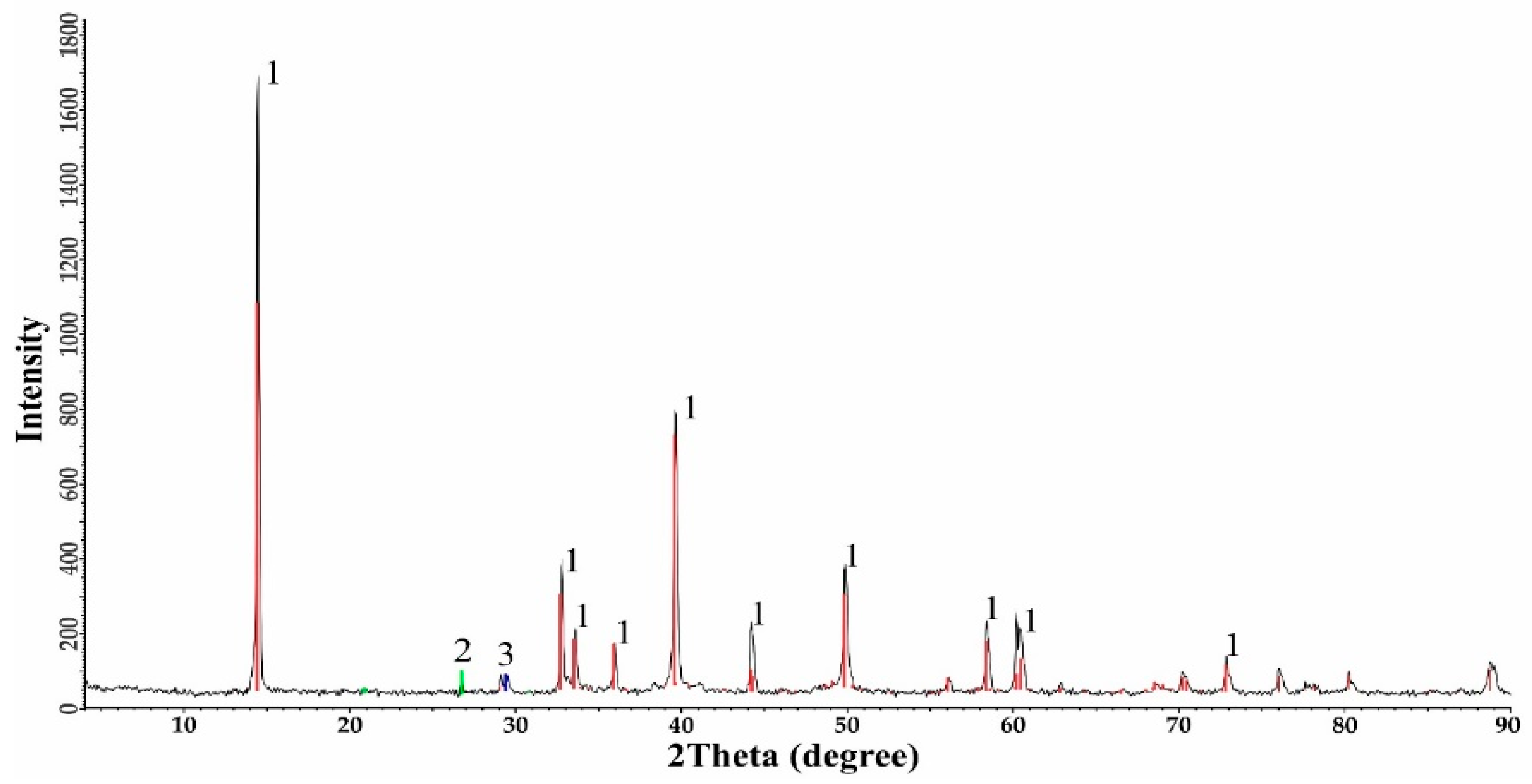
X-ray diffraction (XRD) analysis (
Table 5,
Figure 2) confirms molybdenite as the dominant phase (83.6%), with quartz (12.9%) and chalcopyrite (3.5%). The absence of pyrite in XRD, despite microscopic identification, suggests separation during beneficiation, consistent with porphyry deposit characteristics.
Elemental and phase composition mapping of the samples was performed using an electron probe microanalyzer JXA-8230 (JEOL, Tokyo, Japan). Electron probe microanalysis of the molybdenite concentrate was conducted in the following modes: 1. COMPO—imaging of minerals in back-scattered electrons; 2. WDS—wavelength-dispersive spectroscopy, providing clearer and more sensitive imaging. Electron probe microanalysis enabled the examination of several mineral points, specifically molybdenite with chalcopyrite inclusions (
Figure 3a), pyrite (
Figure 3b), and molybdenite (
Figure 3c).
The investigation of acid leaching of molybdenite concentrate represents a critical aspect of modern metallurgy, aimed at extracting molybdenum, which is widely utilized in high-strength steels, the aerospace industry, and chemical engineering. Molybdenite (MoS2), the primary mineral source for molybdenum extraction, exhibits a layered structure similar to graphite, with strong covalent bonds within the layers and weak van der Waals forces between them. This structure renders molybdenite relatively inert to acids, complicating its processing. However, studies indicate that mechanoactivation, as one of the most effective approaches, can significantly enhance this process by increasing the material’s reactivity. Mechanical activation, a process involving high-energy grinding in systems such as planetary or vibratory mills, introduces structural defects and increases surface area, thereby significantly enhancing the chemical reactivity of mineral phases. Numerous studies have shown that this pretreatment accelerates leaching kinetics and improves metal recovery.
From a physicochemical perspective, defects such as vacancies or dislocations induced by mechanoactivation serve as active sites for the adsorption of acid molecules or other reagents. The increase in specific surface area due to particle size reduction provides more contact points between the mineral and the solution, directly influencing the leaching efficiency. Furthermore, amorphization caused by mechanoactivation results in a more disordered structure, often associated with a higher energy state, making the material more prone to reactions as the system seeks to lower its energy by forming more stable compounds.
Experimental data obtained using the IV-1 pulverizer (Tekhnolit, Kazakhstan) demonstrate the high efficiency of the process. Mechanoactivation significantly enhanced molybdenite reactivity, with sieving post-treatment showing a 91.6% fine fraction (−0.045 mm), a 29.3% increase compared to the initial concentrate (
Table 6). XRD revealed increased molybdenite content (91.8%) and amorphization, indicating structural changes that improved leaching efficiency (
Table 7,
Figure 4).
From
Table 6, it is evident that the molybdenite phase increased from 83.6% to 91.8%, the quartz phase decreased from 12.9% to 5.8%, and the chalcopyrite phase also slightly decreased from 3.5% to 2.7%. Amorphization of the crystalline lattice of minerals in the molybdenite concentrate was observed.
To evaluate the structural transformations occurring in the molybdenite concentrate as a result of mechanoactivation, studies were conducted using electron probe microanalysis. Comparative images of the initial concentrate and post-mechanoactivation reveal significant changes in particle morphology (
Figure 5). In the COMPO mode (back-scattered electrons), the images (
Figure 5a,b) exhibit a characteristic transformation of the material’s microtexture accompanied by an increase in dispersity. In the WDS mode (wavelength-dispersive spectroscopy), the images (
Figure 5c,d) show pronounced particle comminution, indicating an increase in specific surface area and a potential enhancement in the material’s reactivity.
Various hydrometallurgical leaching methods have been explored in the literature, primarily using sulfuric acid (H
2SO
4), hydrochloric acid (HCl), and nitric acid (HNO
3), each offering distinct advantages. Studies [
43] have demonstrated that leaching with H
2SO
4 and H
2O
2 effectively extracts molybdenum but requires prolonged processing and results in higher dissolution of impurities. In the work [
42], HCl leaching was improved, achieving efficient metal recovery with lower impurity levels and the potential for acid reuse, albeit at elevated temperatures. Research [
44,
45] has highlighted HNO
3 leaching as a potent oxidative system but noted the need for controlling gas emissions. Nitric acid (HNO
3) is the primary driver of molybdenum extraction due to its strong oxidative properties, which efficiently convert MoS
2 to soluble molybdate (MoO
42−) as per Equation (6). Sulfuric acid (H
2SO
4) plays a secondary role, enhancing ionic stability by forming molybdenyl–sulfate complexes (Equation (9)), but its contribution is less significant [
28].
Further dissolution of MoO
3 (partially soluble) in acid may form molybdate ions:
In the presence of oxygen or another oxidizer (like air or H
2O
2), MoS
2 can be oxidized in HCl, thus:
MoCl
6 may hydrolyze in aqueous systems, forming molybdic acid or molybdate ions depending on pH:
HNO
3 acts as both an acid and an oxidizing agent, effectively oxidizing MoS
2:
Emissions like NO2 must be controlled, as described above.
Our study, incorporating nitric acid, sulfuric acid, and their combination, optimizes efficiency, impurity control, and environmental impact. The oxidative strength of HNO3, combined with the stabilizing effect of H2SO4, enhances molybdenum recovery while mitigating the limitations of single-acid systems.
This dual-acid system leverages the oxidizing power of HNO
3 and the ionic stability provided by H
2SO
4.
In the presence of sulfate ions, molybdenum may form molybdenyl–sulfate complexes such as the following:
To determine the optimal conditions for the decomposition of molybdenite concentrate, experimental studies on acid leaching were conducted, involving variations in the composition and concentration of leaching agents.
3.1. Statistical Analysis and Model Selection: Data Analysis
Table 8 presents the results of the analysis of variance (ANOVA) for the response surface model of the molybdenum leaching process.
The F-value of 26.73 indicates the statistical significance of the model (p < 0.0001). p-values less than 0.0500 signify the statistical significance of the corresponding model terms. Initially, the model included all linear, interaction, and quadratic terms (A, B, C, AB, AC, BC, A2, B2, and C2). However, terms C (p = 0.0800), B2 (p = 0.0506), and C2 (p = 0.5173) were found to be insignificant and were removed to improve model parsimony and predictive accuracy. The reduced model, comprising A, B, AB, AC, BC, and A2, yielded an adjusted R2 of approximately 0.90 and a predicted R2 of approximately 0.80–0.85, indicating improved agreement. The lack-of-fit F-value could not be calculated due to insufficient pure error data (mean square = 0.000, df = 1). Additional replicates are recommended to assess model adequacy. The “Adeq Precision” metric, which measures the signal-to-noise ratio, is desirable when exceeding 4. Here, the obtained ratio of 18.885 indicates a sufficiently strong signal.
Consequently, this model is statistically robust and can be reliably used for optimization and prediction within the studied range of factors.
The following regression equation was derived from the reduced model:
Table 9 summarizes the optimized leaching parameters, predicted molybdenum leaching recovery, and experimental results, including replicates for conditions with and without oxygen sparging. The close agreement between predicted and experimental values (e.g., 55% predicted vs. 50% experimental without sparging and 70% predicted vs. 72.6% with sparging) validates the model’s predictive accuracy. The higher recovery with oxygen sparging (72.6%) highlights its critical role in enhancing oxidative decomposition.
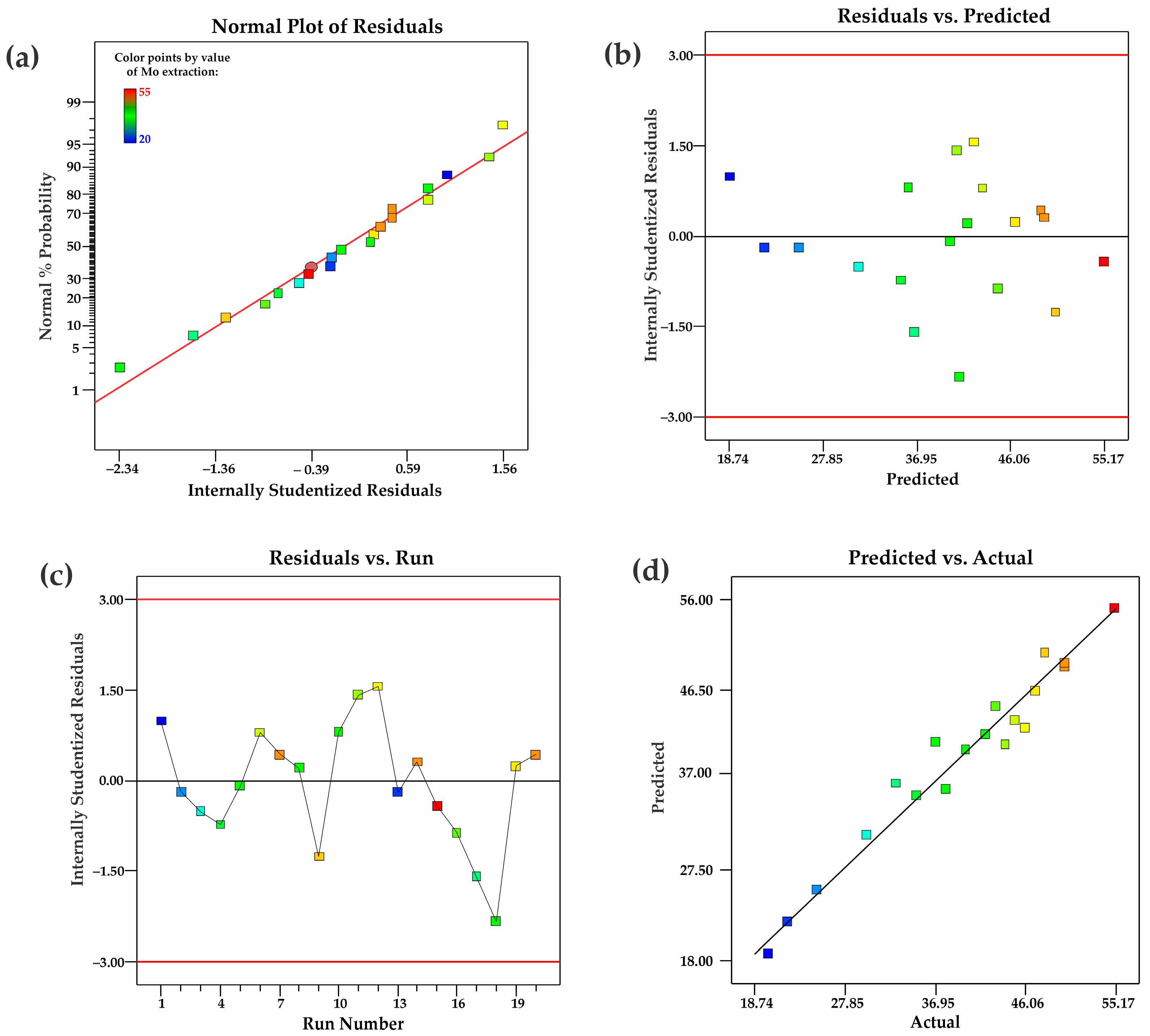
To assess the adequacy of the developed model, key diagnostic plots were constructed and analyzed, as shown in
Figure 6. The plot (
Figure 6a) illustrates the distribution of experimental points along the diagonal axis, confirming the absence of significant systematic errors. Most points align well with the theoretical line of normal distribution, indicating a Gaussian distribution of model errors and supporting the model’s validity. The residuals are randomly distributed around the y = 0 axis, without apparent patterns or trends, suggesting the absence of autocorrelation and confirming the model’s adequacy (
Figure 6b). The lack of systematic deviation indicates that the model does not suffer from the omission of critical variables. The absence of a clear dependency or trend in the distribution of points further confirms that the errors are random (
Figure 6c). The range of values from −3.00 to 3.00 demonstrates that all residuals fall within acceptable limits, further validating the model’s stability. The experimental data points are aligned along the diagonal (
Figure 6d), confirming the high accuracy of the model’s predictions. The distribution of points shows minimal deviations, indicating a strong agreement between theoretical and experimental values. Thus, the analysis of diagnostic plots confirms the model’s adequacy, its high predictive capability, and its accurate representation of the relationships among the studied parameters.
Interactions Between Factors
The coefficients for factors A and B in the reduced regression model (Equation (10)) are +0.47 and −0.28, respectively, reflecting their significant influence on molybdenum leaching recovery (
Table 8). These values align with theoretical assumptions [
46,
47]. The standalone temperature term (C) was excluded from the reduced model due to its statistical insignificance (
p = 0.0800), though it contributes through interaction terms (AC, BC). This reduction improves model parsimony while maintaining predictive accuracy (adjusted R
2 ≈ 0.90).
Analysis of the coefficients indicates that acid concentration (A) exerts the most significant effect on molybdenum leaching recovery, followed by interaction terms (AC, AB, and BC). Temperature (C) has a positive coefficient (+0.935), suggesting a favorable effect, but its statistical insignificance (p = 0.0800) indicates a limited impact within the tested range (20–95 °C). This may be attributed to the narrow temperature range, which is below typical autoclave conditions (150–200 °C) for molybdenum leaching, and the compensating effects of mechanoactivation and oxygen sparging. Mechanoactivation enhances reactivity by increasing surface area and defects, while oxygen sparging accelerates oxidation, reducing reliance on thermal energy. Additionally, potential passivation at higher temperatures may limit the temperature’s effect. The order of influence is thus as follows: A > AC > AB > BC > B > C.
Three-dimensional response surfaces, derived from the quadratic model, provide a comprehensive analysis of the interrelationship between the main process parameters and the degree of molybdenum leaching recovery.
To evaluate the impact of key parameters on molybdenum extraction (Mo extraction, %), three-dimensional response surfaces were constructed, as shown in
Figure 7a–c. The plot (
Figure 7a) illustrates the dependence of molybdenum extraction on temperature (C, °C) and concentration (A, HNO
3 + H
2SO
4, g/dm
3) at a fixed leaching time (B = 177.57 min). The response surface reveals that increasing both temperature and concentration significantly enhances molybdenum extraction, particularly at high values of A and C, indicating a strong synergistic effect (AC interaction). At lower temperatures, increasing concentration has a limited effect, likely due to kinetic constraints in the process.
Figure 7b depicts the interaction between time (B) and concentration (A), demonstrating the influence of leaching time (B, min) and concentration (A, HNO
3 + H
2SO
4, g/dm
3) on molybdenum extraction at a fixed temperature (C = 90.14 °C). Increasing both time and acid concentration leads to a rise in Mo extraction; however, the effect stabilizes in the saturation zone. The optimal range lies in the region of high acid concentrations and extended time, but further increases in time result in a slowdown of the process, likely due to the formation of passivating layers. Acid concentration exerts a dominant influence, while the effect of increasing time is less pronounced.
Figure 7c shows the influence of temperature (C, °C) and time (B, min) on molybdenum extraction at a fixed concentration (A = 109.46 g/dm
3). The plot indicates that temperature enhances molybdenum extraction, especially at longer leaching times, reflecting the role of the BC interaction. At low temperatures, prolonged reaction time does not substantially increase extraction, highlighting temperature-related kinetic limitations. Maximum extraction is achieved at high temperatures and extended times, confirming the critical role of temperature in ensuring a high degree of molybdenum dissolution.
Analysis of the three-dimensional response surfaces reveals that the interaction between temperature and acid concentration (AC) is critical for maximizing molybdenum extraction. While temperature’s direct effect is limited, its combination with high acid concentration significantly boosts recovery. Acid concentration (A) remains the most influential single factor, followed by the AC interaction, with leaching time (B) having a lesser direct impact but contributing through interactions.
Thus, optimizing the acid concentration and leveraging the synergistic effect of temperature and concentration is crucial for enhancing process efficiency, while the regulation of reaction time must account for potential passivation.
Based on the analysis of F-values and interactions, the order of factor influence is as follows: A > AC > AB > BC > B > C.
Each interaction factor exhibits its own extremal points, enabling the prediction of optimal process conditions, as illustrated in
Figure 7. Design Expert 7.0 software was utilized for modeling and optimizing the molybdenum leaching process. According to the calculations, the optimal parameters included an acid solution concentration (A: HNO
3 50 g/dm
3 + H
2SO
4 200 g/dm
3) of 250 g/dm
3, a leaching time of 4 h, and a temperature of 95 °C. Under these conditions, the predicted molybdenum extraction was 55%.
Experimental validation conducted under the optimized conditions confirmed the model’s high accuracy: the actual molybdenum extraction reached 50%, closely matching the predicted value. This agreement demonstrates the reliability and predictive capability of the response surface-based model. Additionally, incorporating oxygen sparging under the same conditions further enhanced molybdenum extraction to 72.6%, underscoring the importance of oxidative conditions in the leaching process.
The study results confirm that mechanoactivation enhances the reactivity of molybdenite, which, when combined with the selection of an optimal acid reagent, intensifies the decomposition process and improves the selectivity of valuable component extraction.
3.2. Effect of Oxygen Sparging on Molybdenum Leaching
The investigation of various acid leaching regimes for molybdenite concentrate revealed that process intensification through oxygen sparging significantly enhances the extraction of target components, such as molybdenum, into the solution [
48,
49]. Oxygen sparging was performed using a fine-pore gas diffuser connected to a high-purity oxygen cylinder, delivering a flow rate of 0.5 dm
3/min at atmospheric pressure (1 atm). Sparging was continuous throughout the 4 h leaching experiments conducted at 95 °C, ensuring sufficient dissolved oxygen to enhance the oxidative decomposition of MoS
2 into soluble molybdate (MoO
42−) as per Equation (11). The setup maintained consistent oxygen saturation in the leaching solution, contributing to the observed 22.6% increase in molybdenum leaching recovery. This is of critical importance in metallurgy, as molybdenum is widely utilized in alloys, steels, and the aerospace industry due to its high strength and corrosion resistance. Oxygen acts as an oxidant in the acid leaching process, accelerating the oxidation reaction of molybdenum sulfide. The primary reaction involves the conversion of MoS
2 into soluble forms, such as molybdate (MoO
42⁻), with the formation of sulfate (SO
42−), which can be represented as follows:
Oxygen introduced via sparging or under pressure increases the concentration of dissolved oxygen, thereby enhancing oxidation and, consequently, improving the process kinetics. Studies indicate [
50] that without oxygen, molybdenum extraction can be extremely low (less than 2% under acidic and neutral conditions), but with the addition of oxygen, extraction can reach 85–86.4%, significantly improving efficiency.
Experimental studies on the preliminary leaching of molybdenite concentrate with oxygen sparging, combined with mathematical modeling techniques, enabled the determination of optimal technological parameters for the leaching process, achieving a molybdenum leaching recovery of 72.6%.
Figure 8 presents results illustrating molybdenum leaching recovery and the impact of oxygen sparging on process efficiency. Due to the intensification of oxidative reactions, molybdenum leaching recovery increased by 22.6% compared to the baseline process without sparging, where the recovery was 50%.
The experimental data presented in the plot “Mo leaching recovery over time with and without O2” demonstrate the significant influence of oxygen on the molybdenum leaching process. These results underscore the catalytic role of oxygen in oxidative reactions, accelerating molybdenum dissolution, which aligns with the principles of physical chemistry related to the kinetics and thermodynamics of heterogeneous processes.
4. Conclusions
This study achieved a molybdenum leaching recovery of 72.6% under optimal conditions (acid concentration: 250 g/dm3, HNO3 50 g/dm3 + H2SO4 200 g/dm3; leaching time: 4 h; temperature: 95 °C; S/L ratio: 1:6) with oxygen sparging, demonstrating significant improvements over single-acid systems. The interaction between acid concentration and temperature (AC) was critical, with nitric acid driving oxidative decomposition. These findings offer a sustainable framework for molybdenum extraction, with implications for industrial metallurgy.
Statistical data processing using response surface methodology (RSM) and central composite design (CCD) enabled the construction of a robust quadratic model that accurately captured the influence of leaching parameters. The model facilitated the identification of key factor interactions and optimal conditions, offering a reliable framework for process optimization and predictive control in molybdenum hydrometallurgy.
The dissolved molybdenum, present as molybdate (MoO42−) or molybdenyl–sulfate complexes, can be recovered from the electrolyte via solvent extraction using a tertiary amine (e.g., Alamine 336), followed by stripping with ammonium hydroxide to precipitate ammonium molybdate ((NH4)2MoO4). Calcination at 500–600 °C yields high-purity molybdenum trioxide (MoO3) for industrial applications. The electrolyte, containing residual nitric and sulfuric acids and impurities (e.g., copper, iron), can be partially recycled to the leaching stage to reduce reagent costs. Residual acids should be neutralized with calcium hydroxide to form gypsum, and impurities removed via precipitation as hydroxides at pH 6–8 to ensure environmental compliance.
Future research should focus on scaling up the process to industrial conditions, evaluating economic feasibility, reagent recycling, and energy efficiency. Additionally, optimizing downstream processes for molybdenum recovery and electrolyte management will enhance overall process economics and sustainability. Additionally, the exploration of alternative oxidants and solvent systems, as well as advanced simulations, could further enhance process sustainability and support the transition toward greener metallurgical technologies.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}